
Технология сварка меди в домашних условиях полуавтоматом
Когда разговор заходит о сварке меди, то необходимо понимать, что этот металл обладает уникальными свойствами. А именно: отличной пластичностью, высокой теплопроводностью и электропроводностью, высочайшей коррозионной стойкостью. Плюс великолепные эстетические качества. Поэтому медь сегодня используется в самых разных сферах. А так как с ней всем приходится встречаться часто, то велика вероятность, что и процессом сварки этого металла будет интересоваться большой круг людей. Поэтому вопрос, а может ли проводиться сварка меди в домашних условиях, сегодня интересует многих.
Особенности сварки меди
Необходимо отметить тот факт, что чем чище медь, тем лучше она сваривается. Но кроме этого на качество процесса влияют и ниже следующие факторы.
- Как и многие цветные металлы, при соприкосновении с кислородом медь начинает окисляться. Окисел – это тонкая жаропрочная пленка, которая мешает проводить сваривание медных заготовок.

- Медь обладает очень большим коэффициентом линейного расширения. Он в полтора раза больше, чем у стали. Поэтому при охлаждении происходит сильная усадка. Именно этот фактор негативно влияет на качество шва, в котором во время усадки появляются трещины.
- В нагретом состоянии медь поглощает водород и кислород. Первый внутри металла после остывания образует поры. Второй окисел на поверхности.
- При резком нагреве и остывании структура металла меняется. Из мелкозернистой он превращается в крупнозернистую. А это увеличение хрупкости в зоне сварки.
- Коэффициент теплопроводности у меди в семь раз больше, чем у стали. То есть, при нагреве металл быстро расплавляется, при снижении температуры быстро становится твердым. Резкий переход от одной стадии в другую становится причиной образования внутри дефектов.
- Текучесть меди. Этот показатель в 2,5 раза больше, чем у стали. При высоком нагреве, а это иногда требуется для сваривания толстых заготовок, полная проплавка с одной стороны практически невозможна.
 Поэтому сварка меди и ее сплавов проводится по двусторонней технологии. Когда с одной стороны производится полная сварка шва, а с задней стороны окончательно формируется сварочный шов. Кстати, именно текучесть меди осложняет сварку в вертикальном и потолочном положении.
Поэтому сварка меди и ее сплавов проводится по двусторонней технологии. Когда с одной стороны производится полная сварка шва, а с задней стороны окончательно формируется сварочный шов. Кстати, именно текучесть меди осложняет сварку в вертикальном и потолочном положении. - Перед тем как варить медь, необходимо понять, что прочность и пластичность материала снижается с повышением температуры. До +200С эти показатели находятся еще в норме, а вот с повышением их значение резко снижается. К примеру, при нагреве в пределах 500-550С пластичность практически падает до нуля. Поэтому высока вероятность появления внутри сварочного шва трещин. При высоком значении тока не стоит проводить двухслойное заполнение зазора между свариваемыми заготовками, даже если детали будут иметь большую толщину. Надо постараться все сделать за один проход.
Как уже было сказано выше, проще всего сваривать чистую медь без примесей или раскисленную, в которой кислорода всего 0,01%. А так как такая медь встречается редко, в основном в промышленности используются ее сплавы, то рекомендуется сварку проводить в защитных газах или флюсах с присадочными материалами, в которые входят раскислители. А именно: кремний, марганец, алюминий и прочие добавки. Кстати, сварку меди электродами (расплавляющимися) также можно проводить. Единственно – это, чтобы в стержень входили раскислители, о которых было упомянуто выше.
А именно: кремний, марганец, алюминий и прочие добавки. Кстати, сварку меди электродами (расплавляющимися) также можно проводить. Единственно – это, чтобы в стержень входили раскислители, о которых было упомянуто выше.
Ручная дуговая сварка медных сплавов
Вообще, дуговая электросварка меди используется часто, особенно в домашних условиях. Целесообразность применения зависит от скорости процесса. При этом может использоваться сварка меди полуавтоматом или автоматом.
Технология сварки меди заключается в следующем.
- Производится очистка кромок соединяемых заготовок от загрязнений, для чего используется любой растворитель.
- Затем счищается оксидная пленка с помощью железных щеток, наждачки или другим абразивным инструментом.
- Далее производится сам процесс сваривания электродом.
Но так как толщина медных деталей может варьироваться в больших пределах, то и сам режим сварки будет отличаться. К примеру, для соединения заготовок толщиною 6-12 мм, необходимо разделать кромки так, чтобы образовался V-образный зазор.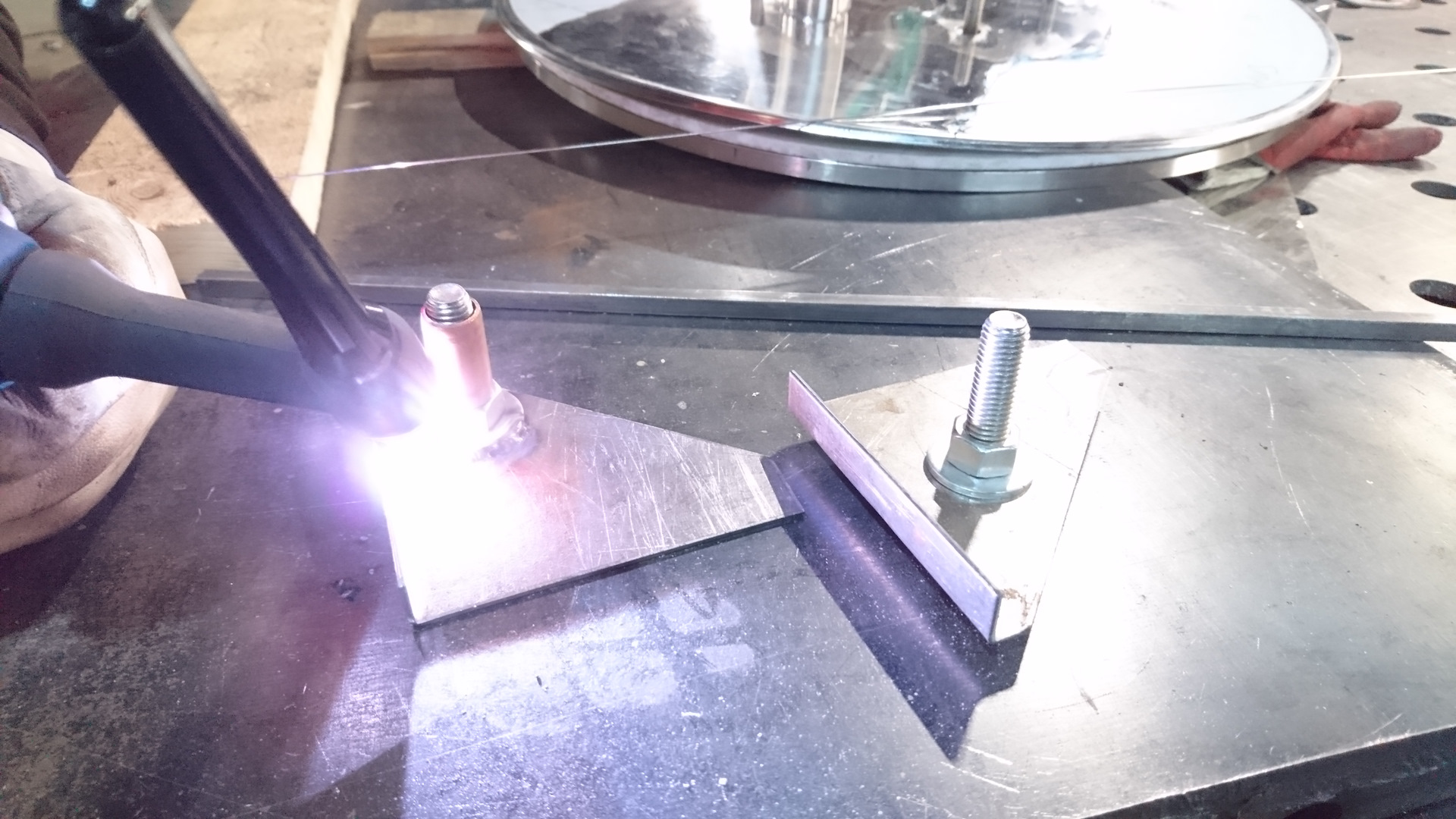 При этом угол между кромками должен быть в пределах 60-70°. Если используется двусторонняя сварка, то угол можно уменьшить до 50°. Зазор между деталями создается путем сдвига заготовок, чтобы между ними образовалась щель шириною 2,5% от длины самого сварочного шва.
При этом угол между кромками должен быть в пределах 60-70°. Если используется двусторонняя сварка, то угол можно уменьшить до 50°. Зазор между деталями создается путем сдвига заготовок, чтобы между ними образовалась щель шириною 2,5% от длины самого сварочного шва.
Если раздвижение деталей не производится, то необходимо провести их прихватку. Прихватка проводится неполным проваром шва длиною по 30 мм через каждые 300 мм. При этом должен сохраняться зазор размером 2-4 мм. При самой сварке меди инвертором, доходя до прихватки, ее необходимо удалить, сбив любым ударным инструментом. Потому что двойной провар меди приведет к изменению ее структуры и появлению дефектов внутри сварочного шва.
Если свариваемый металл имеет толщину больше 12 мм, то лучше использовать Х-образную разделку кромок, а соответственно и двустороннюю обварку. Если по каким-то причинам использовать данную разделку невозможно, то можно использовать V-образную. Правда, придется полностью заполнять зазор, на что уйдет больше электродов и времени.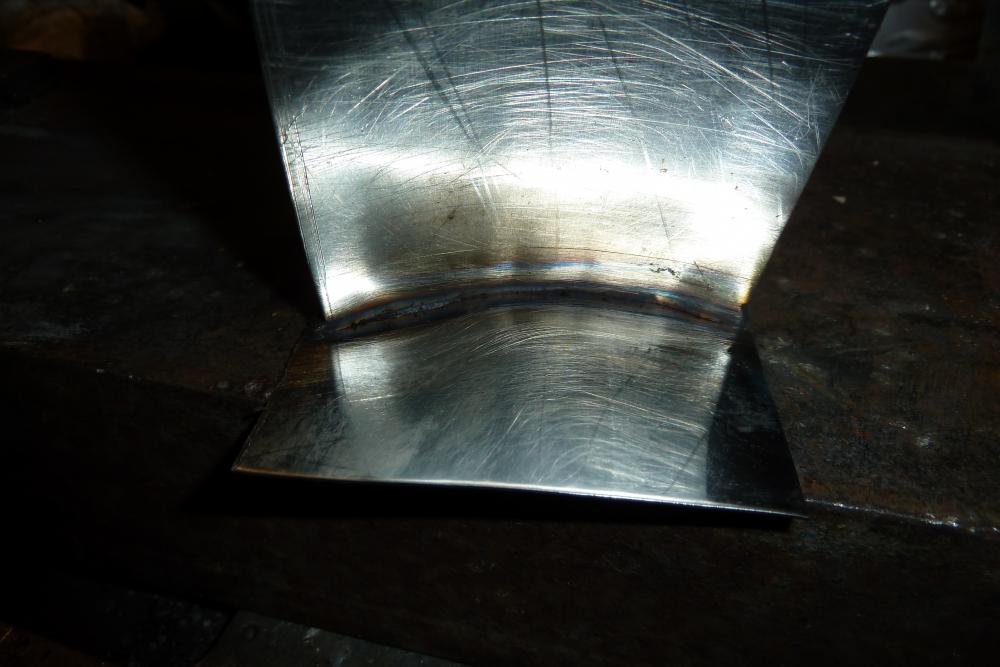
Полезные советы
- Стыковые соединения варить лучше на подкладках, которые будут понижать температуру в зоне сварки и не давать металлу утекать сквозь зазор. Здесь можно использовать подкладки стальные, медные, графитовые и другие. Ширина подкладки 40-50 мм.
- Перед сваркой меди электродом необходимо кромки подогреть до 300-400С.
- Стержень электродов, используемых для сварки медных сплавов, должен изготавливаться из меди или бронзы с легирующими добавками (кремний, марганец и так далее).
Ручная аргонодуговая сварка
Сварка меди аргоном – это еще один вариант соединения медных заготовок. Для этого используется постоянный ток прямой полярности, вольфрамовый неплавящийся электрод и присадочный материал из меди, бронзы или медно-никелевого сплава марки МНЖКТ.
Перед началом работ кромки стыка прогревают до 800С. Сварку ведут справа налево, присадочный пруток впереди горелки. Дуга короткая.
Сваривание угольными и графитовыми электродами
Эта разновидность сварки медных сплавов применяется редко.
- Ток постоянный.
- Полярность прямая.
- Присадочный стержень в сварочную ванну не погружают. Расстояние 5-6 мм.
- Процесс производится в защитном флюсе. Его наносят на присадочный стержень, который предварительно обмакивается в жидкое стекло.
- Зазор – 0,5 мм.
- Используется подкладка асбестовая или графитовая.
- Медь толщиною до 5 мм варится без предварительного подогрева.
- Сваривание необходимо проводить за один проход.
Сварка меди и алюминия
Два этих металла можно сварить двумя способами: контактной сваркой и замковым соединением. В первом случае необходимо учитывать, что алюминиевый материал обладает низшей температурой плавления, чем медь. Поэтому при стыковке нужно алюминиевую заготовку брать длиною больше, на поправку плавления.
При сварке рекомендуется проводить обдув зоны сваривания, используя для этого азот. Воздух здесь не пойдет, он тут же будет образовывать оксидную пленку. Если свариваются медные и алюминиевые трубки, то их необходимо надеть на стержень, состыковав в одной точке.
Воздух здесь не пойдет, он тут же будет образовывать оксидную пленку. Если свариваются медные и алюминиевые трубки, то их необходимо надеть на стержень, состыковав в одной точке.
Замковое соединение – это когда на пластину из алюминия накладывается плоская деталь из меди. При этом производится сварка медной заготовки по периметру. При этом ширина шва должна быть равна толщине медной накладки. Процесс проводится с использованием графитовых вставок, которые и будут формировать шов соединения.
Сварка меди со сталью
Варить медь со сталью сложно, но можно. Для этого используются все те же методы, что и при сварке двух стальных заготовок. Единственное, на что необходимо обратить внимание, это разная температура плавления металлов. Поэтому при формировании кромок нужно кромку стальную делать более длиной (в 3,5 раза) и тонкой, чтобы в процессе сварки тонкий металл начинал быстрее плавиться.
Если сварка производится угольными электродами, то процесс проводится на постоянном токе прямой полярности. Длина дуги 14-20 мм, ее напряжение 40-55 вольт, а сила тока 300-550 ампер. Сварка проводится в защитном флюсе, который имеет точно такой же состав, как и при сварке медных сплавов. Сам флюс засыпается в зазор между заготовками.
Длина дуги 14-20 мм, ее напряжение 40-55 вольт, а сила тока 300-550 ампер. Сварка проводится в защитном флюсе, который имеет точно такой же состав, как и при сварке медных сплавов. Сам флюс засыпается в зазор между заготовками.
Иногда встречаются ситуации, когда надо приварить медную шпильку к стальной детали. Для этого нужно применять обратную полярность, сам процесс проводится под флюсом без предварительного прогрева кромок. Стальные шпильки к медным деталям привариваются плохо, поэтому на шпильку надевают в натяг медное кольцо, которое и приваривается к медной заготовке.
Вот такие способы сварки медных сплавов и заготовок, которые сегодня применяются в промышленности и в домашних мастерских. Обязательно посмотрите видео, размещенное на этой странице сайта.
Поделись с друзьями
1
0
0
0
Сварка меди полуавтоматом — Полуавтоматическая сварка — MIG/MAG
Сегодня попробовали варить снова. Что сказать продвижения есть и достаточно неплохие, шов стал на шов походить наконец-то, брызг от сварки практически нет они микроскопические какие то, по поводу прогрева тоже все разрешилось по времени раза в три меньше греть стали, буквально медь изменила свой цвет на темный даже только только краснеть начинает и можно варить. По ходу экспериментов пришли к выводу что начала шва чуть чуть больше нужно погреть, дальше метал разогревается дугой это очень заметно по звуку. Если в начале шва основной металл еще не сильно разогрет слышен характерное потрескивание, как только дуга прогревает металл треск прекращается вообще и слышно только шипение, не искр не брызг, просто шелест дуги. По поводу настроек выставили 27,5V и 290А толщина деталей была 5мм, проволока 1мм CuSi3, газ все тот же аргон. Ну скорость подачи проволоки практически на максимуме прибавить можно совсем чуть чуть, а вот вольтов можно еще добавить но пока остановились на таких значениях для деталей потолще возможно добавим но не думаю что значение будет больше 30V так как подачи уже не хватать будет.
Что сказать продвижения есть и достаточно неплохие, шов стал на шов походить наконец-то, брызг от сварки практически нет они микроскопические какие то, по поводу прогрева тоже все разрешилось по времени раза в три меньше греть стали, буквально медь изменила свой цвет на темный даже только только краснеть начинает и можно варить. По ходу экспериментов пришли к выводу что начала шва чуть чуть больше нужно погреть, дальше метал разогревается дугой это очень заметно по звуку. Если в начале шва основной металл еще не сильно разогрет слышен характерное потрескивание, как только дуга прогревает металл треск прекращается вообще и слышно только шипение, не искр не брызг, просто шелест дуги. По поводу настроек выставили 27,5V и 290А толщина деталей была 5мм, проволока 1мм CuSi3, газ все тот же аргон. Ну скорость подачи проволоки практически на максимуме прибавить можно совсем чуть чуть, а вот вольтов можно еще добавить но пока остановились на таких значениях для деталей потолще возможно добавим но не думаю что значение будет больше 30V так как подачи уже не хватать будет.
Вот что получалось раньше 18V и 120A толщина 10мм, прогрев перед сваркой почти до температуры плавления
И вот что получилось сегодня с настройками 27,5V и 290А толщина 5мм, прогрев детали перед сваркой ну наверно градусов 300-400
первый шов
с обратной стороны
приблизил
настройки на аппарате
Еще хотел спросить при тавровом соединении изводит нижнею деталь которая лежит на столе, она как бы горбатая становится хотя вроде бы толщина детали не маленькая 10мм и ширина детали 100мм шов получается на всю ширину детали(первое фото,как раз такие детали идут) и прогрев уже не такой сильный как раньше. У кого какие мысли как с этим бороться? Готовые детали остывают просто рядом на столе в воду не опускаем.
У кого какие мысли как с этим бороться? Готовые детали остывают просто рядом на столе в воду не опускаем.
Честно не ожидал даже что на форуме мне помогут и дельные советы дадут, напарник у меня прям поварить с такими швами захотел. Да я и сам до последнего сомневался выйдет ли из этого толк с большим током.
Сварка меди в домашних условиях, как варить медь инвертором?
Сваривание металлических деталей – это технологическая процедура, позволяющая получать неразъемные соединения посредством формирования связи между межмолекулярными и межатомными частицами материала при значительном нагреве до расплавления, пластической деформации. Точечная сварка меди в домашних условиях используется, как правило, для соединения многих металлов, их сплавов во всех производственных сферах, даже медицине.
Для осуществления сварочных работ могут использоваться разные источники энергии: трение, ультразвук, электрическая дуга, электрический ток. Современные технологии настолько совершенны, что работы, связанные со сварочным соединением металлических конструкций можно выполнять не только на промышленных предприятиях, но и в полевых условиях, на водоемах, под водой, даже в космосе.
Но, как и в любом виде деятельности существуют свои нюансы, преимущества и недостатки, требования к безопасности проведения работ и прочее. Так, при организации сварочных работ в домашних условиях с заготовками из меди, алюминия, латуни, нержавеющей стали необходимо соблюдать установленные меры предосторожности. Данный тип деятельности относится к особо опасным для здоровья человека: существует опасность поражения ультрафиолетовыми излучениями органов зрения, попадания расплавленного металла на кожу, поражения электрическим током и пр.
Технология газовой сварки меди
Газовая сварка меди в домашних условиях является самой распространенной технологией, применяемой в бытовых условиях. Получаемый сварочный шов по данной методике отличается высокой прочностью. Именно благодаря этому параметру газовая сварка пользуется большим спросом у домашних мастеров. Для выполнения соединения медных изделий на дому необходимо иметь под рукой:
- Сварочный аппарат
- Газовые горелки
- Баллоны с газом (ацетилен)
- Проволока из меди
- асбест
Некоторые советы опытных сварщиков
- Если толщина изделия из меди не больше 1 см, соединение можно производить одной горелкой.

- При толщине медного образца более 1 см уже нужно использовать сразу две горелки, вторая будет служить для подогрева.
- Чтобы снизить в данном случае отток тепловой энергии, дополнительно понадобятся асбестовые листы.
- Рекомендуется при сваривании медных изделий использовать электротехническую проволоку из меди, предварительно очищенную лакокрасочных изоляционных покрытий.
- Зачистка обязательно проводится и свариваемых краев изделий. Этим условием не стоит пренебрегать, так как от него зависит возможность образования закиси меди.
Все необходимые условия предварительной подготовки к сварочным работам выполнены. Значит можно приступать непосредственно к соединению подготовленных медных изделий.
Рекомендации
- Нагретые участки соединения, которые расположены вблизи друг к другу, нужно стараться не перегревать.

- Пламя концентрированное необходимо направлять перпендикулярно шву непосредственно на край проволоки.
- Проволока должна расплавляться раньше краев изделия. Процесс варения продолжается до тех пор, пока не сформируется весь шов до конца.
- Необходимо помнить, что приостановка незаконченного соединения способна привести к перегреванию некоторых участков изделия, соответственно закиси меди, формированию трещин.
- Законченный сварной шов обязательно проковывается.
- Для небольшой толщины изделий проволоку нужно вести холодной.
- Если толщина изделия составляет больше 0,5 см, тогда проволока должна быть разогрета до температуры 200 градусов. Допускается и большая температура, но не более 500 градусов, так как будет образовываться зернистость металла, который впоследствии станет довольно хрупким.
- Сварной, прокованный шов необходимо довести до температуры 500 градусов и мгновенно охладить.
На этом можно считать соединение медных деталей завершенным.
Аргонно-дуговая сварка медных образцов
Аргонно-дуговая сварка в домашних условиях выполняется при помощи сварочного оборудования с использованием постоянного тока, неплавящимися вольфрамовыми электродами. Процедура напоминает паяние изделий: электрод нагревается до высокой температуры. В результате медь начинает плавиться.
При такой методике сваривания важно мгновенно охлаждать соединяемые участки. Аргонно-дуговая сварка предусматривает использование аргона, медной присадочной проволоки, которая предварительно очищается от лакокрасочного изоляционного покрытия.
При значительной толщине медных заготовок сваривание производится с их предварительным нагреванием. Данная процедура обеспечит наиболее глубокое проникновение, усилит прочность соединения.
Сварка меди: область применение технологии
Аргоновая сварка применяется для проведения ремонта конструкций, изготовленных из меди. Она достаточно эффективно себя показала при выполнении сварочных работ на труднодоступных участках.
Аргонно-дуговая сварка достаточно востребована на производственных предприятиях, а при наличии соответствующего оборудования также успешно может применяться в бытовых условиях. Если в наличии есть инверторное оборудование для сварки, специальные плавкие электроды, процедуру соединения медных образцов можно осуществлять по технологии сваривания стальных изделий. Принципиальных отличий в данном случае практически нет. Но, при такой методике соединения намного сложнее сделать вертикальный шов, нежели горизонтальный.
Что необходимо знать об электродах, используемых для сваривания медных деталей
Чтобы сварочный шов получился высокого качества, рекомендуется применять электроды, покрытые специальным составом. Подобное покрытие необходимо для продуцирования шлака, образующегося с окислами металла. Оно не будет давать воздуху соприкасаться со сварным швом. Обмазка заполняет пустоты, формирующиеся в момент сваривания деталей за счет выгорания компонентов и впоследствии вводит новые компоненты в шов. Такая обмазка способствует лучшей устойчивости электрической дуги. Шлаковый слой, продуцируемый данным покрытием, будет замедлять охлаждение расплавленной меди, при этом из шва будет выходить больше газов.
Подобное покрытие необходимо для продуцирования шлака, образующегося с окислами металла. Оно не будет давать воздуху соприкасаться со сварным швом. Обмазка заполняет пустоты, формирующиеся в момент сваривания деталей за счет выгорания компонентов и впоследствии вводит новые компоненты в шов. Такая обмазка способствует лучшей устойчивости электрической дуги. Шлаковый слой, продуцируемый данным покрытием, будет замедлять охлаждение расплавленной меди, при этом из шва будет выходить больше газов.
Электроды, применяемые в процессе сваривания, подразделяются на два типа:
- плавящиеся – для их производства используется проволока из меди, стали, алюминия, чугуна;
- неплавящиеся – для их производства используется синтетический графит, электротехнический уголь.
При выборе электродов необходимо смотреть на их цвет:
- желтые электроды предназначены для образцов, выполненных из жаропрочных, коррозийно-стойких сталей;
- красные – используются для электродуговой сварки медных изделий;
- серые – для заготовок из цветных металлов;
- синие – предназначены для соединения теплоустойчивых компонентов.

Сваривание латунных конструкций
Сварка латуни в домашних условиях – это довольно сложная процедура, так как в состав латуни входит цинк, который при нагревании испаряется, в результате чего изделие теряет первоначальную прочность.
При осуществлении сварочных работ с латунными образцами выделяются вредные для человеческого здоровья вещества. С применением аргона процедура соединения латуни выполняется достаточно быстро – это большой технологический прорыв в сфере обработки металлов.
Сама латунь представляет собой сплав с цинком. Технология соединения деталей, изготовленных из латуни, считается сложной из-за испарения цинка при высоких температурах, данный химический элемент мгновенно окисляется, в результате чего формируется ядовитая тугоплавкая окись. Поэтому сварка латунных образцов должна производиться в специально оборудованных местах, оснащенных вытяжкой, сварщики должны работать в респираторах.
Основные требования, предъявляемые при сварке латуни
- Чистота процесса при использовании аргонно-дуговой сварки. Перед началом работ изделия тщательно зачищаются до характерного металлического блеска поверхности.
- На поверхности свариваемых деталей не должно быть окислов, при наличии которых их обязательно нужно убрать. Для этого используется азотная кислота. После выполнения такой очистки изделие промывается в горячей воде, затем сушится.
При необходимости соединения латунных изделий толщиной более 0,5 см – аргонодуговая сварка идеальный вариант. Электрод передвигается в проводящую зону горелки, кромки соединяемого металлического образца плавятся под влиянием электрической дуги.
При выполнении сваривания деталей аргоном ощущается характерный непрерывный треск, а сварочная дуга имеет удивительный цвет. Это все из-за наличия в сплаве цинка. Латунь в процессе соединения не прогорает, не отлетает отдельными кусками, так как она плавится. Опытные сварщики советуют варить латунь отдельными участками, не расплавлять ее сплошным слоем. При сплошном расплавлении материала существует вероятность прожигания металла.
Это все из-за наличия в сплаве цинка. Латунь в процессе соединения не прогорает, не отлетает отдельными кусками, так как она плавится. Опытные сварщики советуют варить латунь отдельными участками, не расплавлять ее сплошным слоем. При сплошном расплавлении материала существует вероятность прожигания металла.
Если необходимо заварить кратер, тогда рекомендуется постепенно уменьшать напряжение сварки, повышать длину дуги с отведением впоследствии ее в сторону от обрабатываемого изделия. В процессе такого соединения шов заполняется в полном объеме, поджаривание цинка приводит к его испарению, в результате чего в металле образуются дефекты. Чтобы уменьшить испарение данного химического элемента, необходимо увеличить в пламени наличие кислорода, использовать присадочные материалы, легированные бором, алюминием, кремнием.
Совет! При выполнении соединения деталей из латуни осуществляйте сварочные работы на улице, не пренебрегайте требований безопасности!
Сварка меди и ее сплавов: технология, электроды, особенности
Медные материалы применяются в условиях с повышенными требованиями пластичности, стойкости к воздействию коррозии. Сварка меди производится при использовании различными сферами производства, декоративных деталей ввиду повышенных эстетических свойств. Теплопроводность материала в два раза выше алюминиевых сплавов, существует множество способов стыкования медных изделий. Современные технологии позволяют избежать при работе горячих трещин, пористых образований и других несоответствий стандартам.
Сварка меди производится при использовании различными сферами производства, декоративных деталей ввиду повышенных эстетических свойств. Теплопроводность материала в два раза выше алюминиевых сплавов, существует множество способов стыкования медных изделий. Современные технологии позволяют избежать при работе горячих трещин, пористых образований и других несоответствий стандартам.
Сварка меди и ее сплавов технология
Сплавы меди в отличие от чистого вида металла имеют пониженную теплопроводность, следствием чего не требуется повышенная температура. Существует несколько разновидностей сплавов, наилучшим вариантом является бескислородная медь. Технология сварки меди подразумевает использование предварительно подготовленных изделий. Перед сваркой изготавливаются детали соответствующего размера, у составляющей длиной до 18 мм подготавливаются кромки фасок.
При действиях с большими объемами, скорость обработки достигается с использованием фаскоснимателя, который способен обрабатывать деталь в нужной форме. Кроме того, места соединений тщательно очищаются от грязи и окислений, во избежание образования дефектов. Сварка меди происходит защищенной от кислорода среде, для этого используются проволока из сплавов алюминия с добавлением фосфора. Очищенная от примесей часть требует предварительного нагрева, иначе слой флюса растечется по швам неравномерно.
Кроме того, места соединений тщательно очищаются от грязи и окислений, во избежание образования дефектов. Сварка меди происходит защищенной от кислорода среде, для этого используются проволока из сплавов алюминия с добавлением фосфора. Очищенная от примесей часть требует предварительного нагрева, иначе слой флюса растечется по швам неравномерно.
Дуговая сварка
Качественное производство выполняется с применением электродов, длина дуги составляет не более 5 мм. Соединение импульсно – дуговым методом позволяет производить различные швы, использовать тонкий металл. В сложных ситуациях, во избежание излома и образования трещин, подкладывается упор, который способствует надежному креплению деталей.
Чем варить медь способы
Получение гарантированного соединения происходит путем использования различных методов стыковки узлов. Для стыковки применяется:
- газовый аппарат;
- инвертор;
- полуавтоматы;
- инструмент для ручной дуговой сварки.
Соединение выполняется плавящимися и неплавящимися проволочными электродами, в автоматическом или ручном режиме с применением флюса. При действиях с материалами крупного диаметра используется электрошлаковый метод.
При действиях с материалами крупного диаметра используется электрошлаковый метод.
Газовая сварка меди
Инверторный способ соединения подразумевает наличие качественного приспособления плавки металла. На строительных торговых рядах представлен широкий ассортимент, позволяющий подобрать инструмент к соответствующему участку. Среди прочих, стоит отметить графитовые электроды, позволяющие производить поделки при разных температурных режимах.
Инвертором
Угол наклона выбирается в пределах 20 градусов, процесс производится прерывисто. Инверторное устройство производит постоянный ток, поэтому сварка происходит небольшими участками длинной до 4 см. В перерывах обрабатываемая зона остывает естественным путем. Дуговая сварка требует применения покрытого защитной оболочкой электрода, в случае отклонения от данного параметра, шов будет окисляться, появятся поры.
Стержни используются формой проволоки, медного сплава с добавлением марганца или кремния. Защитное покрытие играет роль стабилизации дуги, защиты от окислений и образования шлаков. Режим сварки производится постоянным напряжением обратной полярности. Скорость производительности составляет до 15 м/час, зависит от силы тока и диаметра проволоки.
Режим сварки производится постоянным напряжением обратной полярности. Скорость производительности составляет до 15 м/час, зависит от силы тока и диаметра проволоки.
Медные изделия большой толщины подвергаются сварке несколькими подходами. Слои необходимо остудить и зачистить, перед наплавкой следующего шва. Небольшие и средние материалы целесообразно соединить за один подход, таким случаем увеличивается скорость создания, качество соединения. Во избежание рисков появления трещин, применяется обратно ступенчатая технология нанесения швов. Треть длинны обрабатывается после того, как выполнено наплавление с другой стороны.
Сварка инвертором
Процесс исполняется нижним положением, углом вперед, противоположным расположением от стороны сварки. При работе применяется механическим воздействием, с помощью молотка либо кувалды. Для надежной установки на месте, используются подкладки из стали. Сварка меди инвертором обеспечивает надежное соединение, применяемые материалы в виде проволоки повышают требования к прочности, однако негативно воздействуют на пластичность.
Полуавтоматом
Промышленными предприятиями, при больших объемах, применяются автоматические либо полуавтоматические сварочные аппараты. Процесс может производиться роботизированной техникой, либо вручную на шланговых полуавтоматических станциях. Малая толщина спаиваемых участков потребует использования неплавящегося приспособления и специального флюса.
Перед сваркой меди полуавтоматом производится зачистка кромок. Фаскосниматель применяется при больших деталях, форма обработки соответствует V образной, угол раскрытия 60 градусов. Технологический зазор необходим при стыковке тонких механизмов, крупные обрабатываются без зазоров. В первом случае, следует применить подкладку, иначе через шов будет вытекать расплавленный металл.
Сварка меди полуавтоматом
Крупные части невозможно качественно соединить без предварительного подогрева, температура всей полости не должна быть ниже 250 °. Небольшими кусками допускается местный нагрев, что значительно экономит затрачиваемое время. При работе полуавтоматическими установками применяется тонкая проволока сварочного назначения. Прочность крепления зависит от выбранного флюса и сварочной проволоки, а также составляющей основы материала.
При работе полуавтоматическими установками применяется тонкая проволока сварочного назначения. Прочность крепления зависит от выбранного флюса и сварочной проволоки, а также составляющей основы материала.
Аргоном
Профессионалами, долгое время проработавшими с медными изделиями, аргонный метод определен как один из качественных. Аккуратный шов может быть исполнен на декоративных элементах. Постоянным током сварка выполняется вольфрамовым инструментом, при переменном напряжении обрабатываются сплавы алюминиевой бронзы. Сварка меди аргоном производится при соответствии с некоторыми параметрами:
- Толстые материалы возможно соединить без применения присадочной проволоки.
- Горелка водится колебаниями, т.е. зигзагами, тем самым обеспечивается надёжная спайка металла. В случаях применения присадки, она должна располагаться над пламенем горелки.
- Во избежание прожогов, тонкие элементы свариваются короткими швами. Горелка по окончании шва должна постепенно отводиться.

Сварка аргоном
За исключением аргона, может найти применение азот, гелий и другие газы на их составе. Аргон наиболее часто применяется при стыковании меди, с применением различных присадочных проволок. В домашних условиях ролью прутков могут выступать обычные провода, обезжиренные и зачищенные от оболочки.
Газовая сварка
Технология газовой сварки подразумевает использование бор содержащих флюсов. Получение прочного шва достигается при затратах большого объема газа, до 200 л/час. Процесс производится ускоренным темпом во избежание появления трещин и других неблагоприятных условий.
Присадочная проволока при воздействии газовой горелки должна иметь температуру плавления ниже материала, при спаивании широких зон допускается применять несколько горелок. Применяемая присадочная проволока должна состоять из идентичного свариваемого материала.
Угольным электродом
Процесс ручной работы инструментами угольного типа используется в низко ответственных конструкциях. Угольный электрод используется для обработки частей толщиной до 15 мм, если предстоит производство деталей крупного размера, используются графитовые присадки. Процесс происходит постоянным напряжением длинной дугой, при прямой полярности.
Угольный электрод используется для обработки частей толщиной до 15 мм, если предстоит производство деталей крупного размера, используются графитовые присадки. Процесс происходит постоянным напряжением длинной дугой, при прямой полярности.
Угольные электроды для сварки
Присадка располагается на небольшом расстоянии от ванны, без погружения в нее. Угол действия электродом для сварки меди составляет 30 °, за создание защитной ванный отвечает боровой флюс с 95% содержанием вещества. В случае превышения толщины металла, более чем на 5 мм, стыковка происходит разделением кромок.
Инвертором угольным электродом
Электроды угольного типа плавятся при трехкратно превышающей обычные изделия температуре. Моментальный нагрев и небольшой расход инструмента позволяют значительно сэкономить, используя инвертор. Работа происходит на пониженных токах, поэтому требуется соответствующий опыт.
Обрабатываются большинством случаев тонкие участки, шов получается качественным, ровным и устойчивым к процессам окисления. Мобильность инверторного аппарата позволяет эксплуатировать его в различных условиях, соединять электрическую проводку.
Мобильность инверторного аппарата позволяет эксплуатировать его в различных условиях, соединять электрическую проводку.
Сварка нихрома с медью
Нихромовые детали обычно стыкуются с помощью графитовых электродов. Горение дуги происходит устойчивым порядком, длина варьируется в зависимости от параметров напряжения тока, достигает до 55 мм.
Плавление электрода исключено, наконечник способен нагреваться до необходимой к плавлению меди температуре. Структура такова, что происходит термоэлектронная реакция, позволяющая производить действия нагретым приспособлением при мощности от 10А. Достоинством можно отметить удобство эксплуатации, в следствие отсутствия прилипания, а также экономичность.
Сварка угольным электродом в домашних условиях
Самостоятельно изготовить аппарат достаточно затруднительно. Производить сварку меди в домашних условиях позволит недорогой инвертор, предлагаемый на строительном рынке. Модельный ряд предлагает отличительные характеристики мощности и выходного напряжения разновидности, данное условие позволяет выбрать устройство по карману.
Модельный ряд предлагает отличительные характеристики мощности и выходного напряжения разновидности, данное условие позволяет выбрать устройство по карману.
При сварке небольших медных частей достаточно инвертора малой мощности. Подключение производится от домашней сети, современные устройства не воздействуют на бытовую проводку повышенными нагрузками.
Наиболее доступны по цене графитовые приспособления, позволяющие в домашних условиях соединить проводку, отремонтировать испорченный радиатор автомобиля.
Сварочный аппарат для меди
Основные агрегаты определены как полуавтоматические, автоматические, аргонные, инверторные агрегаты. Каждый из аппаратов выполняет работы различным способом производства, оснащен отличительными характеристиками.
- Соединение медных пластин может осуществляться аргонной средой органами вольфрамового типа. Инверторы современного типа питаются от бытовой сети, оснащены автономной системой охлаждения, имеют малый вес.

- С проволокой применяется полуавтоматические установки. Существуют различные узлы, в том числе и отечественные, не уступающие импортным аналогам по производительности.
- Медные провода также соединяются инвертором, основной особенностью является экономичность, низкое потребление электроэнергии. Защита от залипания, горячий старт позволят действовать начинающему мастеру без предварительного обучения.
Самодельный сварочный аппарат для сварки угольными электродами
При домашнем использовании наилучшим выбором является агрегат мощностью до 3,5 кВт. Выдаваемой мощности достаточно для соединения меди толщиной 5 мм. Низко ресурсные механизмы не навредят бытовой электросети, предотвратят выход из строя приборов.
Трудности при сварке
Необходимо следовать рекомендациям мастеров, т.к. металл отличается по характеристикам от других составляющих. Основные трудности и моменты, возникающие в процессе:
- Жидко текучесть осложняет соединение швов вертикальным положением.
 Нижним положением сваривание производится с применением прокладки, вертикальные произведения доступны в кратковременном режиме.
Нижним положением сваривание производится с применением прокладки, вертикальные произведения доступны в кратковременном режиме. - Высокая степень теплопроводности материала, потребует использования способов отвода тепла из зоны стыковки.
- Линейное расширение при нагреве влияет на повышенную склонность к деформации, образование трещин.
Также следует помнить про способность поглощать кислород и водород, при воздействии высоких температур. Склонность к окислению требует применения специальных гелей, состоящих из кремния, фосфора либо марганца.
Сварка меди в домашних условиях: аргоном, полуавтоматом, электродом
Нередко при монтаже конструкций или ремонте предметов из меди требуется выполнение сварочных работ. Однако из-за неординарных характеристик сварка меди не так проста, как стали. Поэтому не каждый сможет сделать надежное соединение. После освоения технологии сварки меди и ее сплавов можно без затруднений работать с любым металлом.
После освоения технологии сварки меди и ее сплавов можно без затруднений работать с любым металлом.
Особенности сварки меди и ее сплавов
Сложность работы с этим металлом обусловлена рядом негативных свойств:
- Высокая химическая активность, особенно при нагреве, приводит к быстрому появлению на поверхности оксидной жаропрочной пленки. Если ее частицы попадут в шов, то станут причиной образования трещин.
- Из-за высокого коэффициента температурного расширения, сварное соединение при усадке в процессе остывания может деформироваться и растрескаться.
- При нагревании медь начинает активно насыщаться водородом, от которого остаются поры, и кислородом, окисляющим поверхность.
- Быстрый нагрев и охлаждение делает соединение хрупким.
- Из-за высокой текучести осложняется создание надежных вертикальных и потолочных швов.
- Для компенсации высокой теплопроводности работа проводится большим током. Иначе из-за быстрого рассеивания тепла появятся наплывы, подрезы и другие дефекты.

Электроды для сварки меди
Для соединения меди без присадочной проволоки используются плавящиеся электроды со специальным покрытием. При расплавлении оно создает слой шлака, который защищает место сварки от соприкосновения с воздухом. Присадки, входящие в состав обмазки, соединяясь с металлом, улучшают качество шва. Слой шлака замедляет остывание стыка, что способствует удалению большего количества газов.
Неплавящиеся угольные и графитовые электроды используются совместно с присадочной проволокой, необходимой для создания шва. При выборе следует учитывать что:
- для ручной сварки меди цвет обмазки красный;
- марки с серым покрытием предназначены для цветных металлов;
- синими электродами варят тугоплавкие металлы;
- с желтой обмазкой жаропрочную легированную сталь.
Подготовка деталей к сварке
Независимо от способа медные заготовки нужно очистить от грязи с последующим обезжириванием. Оксидную пленку удаляют металлической щеткой или мелкозернистой наждачной бумагой осторожными движениями, чтобы не было глубоких царапин. Очистку рекомендуется завершать травлением свариваемых деталей и проволоки в водном растворе азотной, соляной или серной кислоты. Затем промыть приточной водой и высушить горячим воздухом.
Очистку рекомендуется завершать травлением свариваемых деталей и проволоки в водном растворе азотной, соляной или серной кислоты. Затем промыть приточной водой и высушить горячим воздухом.
С кромок заготовок толщиной 0,6 — 1,2 см снимают фаски, чтобы между ними получился угол 60 — 70⁰. При сварке с обеих сторон его уменьшают до 50⁰. Если толщина деталей больше 12 мм кромки разделывают в виде буквы Х для двухстороннего соединения. Если это невозможно делают глубокую V-образную разделку. Но для заполнения стыка потребуется больше расходных материалов и времени, так как сваривать медь придется широким швом.
Для предотвращения деформаций при усадке между заготовками, в зависимости от толщины, оставляют зазор 0,5 — 2 мм. Чтобы его ширина была неизменна по длине стыка, детали прихватывают с интервалом 30 см. При доведении шва до временного соединения его сбивают молотком, иначе на этом месте стык будет с дефектами.
Чтобы медь не протекала на обратную сторону, под стык подкладывают пластины из стали или графита шириной 4 — 5 см. Для компенсации температурного расширения детали предварительно нагревают до 300 — 400⁰C. При работе на улице потребуются переносные экраны, защищающие от ветра.
Для компенсации температурного расширения детали предварительно нагревают до 300 — 400⁰C. При работе на улице потребуются переносные экраны, защищающие от ветра.
Способы сварки меди
Негативные свойства меди, препятствующие сварке, обходят многими способами, применяя различные расходные материалы и оборудование. Не все можно применить в домашних условиях, но некоторые вполне доступны.
Сварка меди аргоном
Этим способом выполняют сварку меди полуавтоматом или ручным аргонодуговым методом. Работа проводится постоянным током прямой полярности. Его величина устанавливается из расчета, что на каждый миллиметр толщины нужно 100 А. Значение можно корректировать в процессе работы в зависимости от состава металла. При сварке меди аргоном расход газа не должен превышать 10 л/мин.
В качестве присадочной проволоки можно использовать медные провода или жилы кабеля, очищенные от изоляции и лака. Ее подают по краю сварочной ванны впереди электрода, чтобы при плавлении металл не прилипал к нему. Для заготовок толщиной меньше 0,5 см предварительный подогрев не нужен.
Для заготовок толщиной меньше 0,5 см предварительный подогрев не нужен.
Чаще всего выполняют сварку меди угольными электродами, так как вольфрамовые приходится часто менять. Заготовки толщиной больше 1,5 см соединяют графитовыми электродами. Допустимый вылет электрода не больше 7 мм, длина дуги 3 мм. В отличие от других способов сваркой меди аргоном можно качественно соединять вертикальные стыки.
Газовая сварка
Для этой технологии не требуется сложное оборудование как для аргонодуговой. Достаточно горелки и баллона с ацетиленом. Чтобы обеспечить нормальное протекание процесса, потребуется расход газа 150 л/час для заготовок толщиной до 10 мм, свыше ― 200 л/час. Для замедления остывания заготовки с обеих сторон обкладывают листовым асбестом. Диаметр присадочной проволоки выбирается равным 0,6 толщины металла, но не более 8 мм.
Выполняя газовую сварку меди, пламя направляется перпендикулярно к стыку. При этом нужно следить, чтобы проволока плавилась раньше основного металла. Чтобы снизить вероятность появления горячих трещин, работу проводят без остановок. Завершенный стык проковывают без нагрева, если детали тоньше 5 мм, или при температуре 250⁰C, когда толще. Затем проводят отжиг при 500⁰C и быстро охлаждают водой.
Ручная дуговая сварка
Этим способом соединяют заготовки толщиной больше 2 мм, используя плавящиеся электроды и постоянный ток обратной полярности. Процесс практически не отличается от сварки стали, только электрод ведут без поперечных колебаний, поддерживая короткую дугу. Шов формируется возвратно-поступательными движениями.
Для сварки меди в домашних условиях лучшими признаны электроды АНЦ-1, которыми можно соединять металл толщиной до 15 мм без подогрева. Аналогичными характеристиками обладают марки EC и EG польского производства. При ремонте трубы с горячим носителем следует учитывать, что тепло и электропроводность швов, сделанных этим способом, в 5 раз меньше, чем у меди.
Аналогичными характеристиками обладают марки EC и EG польского производства. При ремонте трубы с горячим носителем следует учитывать, что тепло и электропроводность швов, сделанных этим способом, в 5 раз меньше, чем у меди.
Сила тока и диаметр электрода в зависимости от толщины деталей приведены в таблице:
Толщина меди, мм | Диаметр электрода, мм | Значение тока, А |
2 | 2 — 3 | 100 — 120 |
3 | 3 — 4 | 120 — 160 |
4 | 4 — 5 | 160 — 200 |
5 | 5 — 6 | 240 — 300 |
6 | 5 — 7 | 260 — 340 |
7 — 8 | 6 — 7 | 380 — 400 |
9 — 10 | 7 — 8 | 400 — 420 |
Автоматическая сварка под флюсом
Для работы потребуется сварочный автомат, выдающий переменный и постоянный ток. Флюс наносят на обе стороны стыкуемых заготовок. Сварку под керамическим флюсом проводят переменным током, для остальных устанавливается обратная полярность. Для соединения деталей тоньше 10 мм пользуются обычными флюсами. Более толстые заготовки варят под сухими гранулированными.
Флюс наносят на обе стороны стыкуемых заготовок. Сварку под керамическим флюсом проводят переменным током, для остальных устанавливается обратная полярность. Для соединения деталей тоньше 10 мм пользуются обычными флюсами. Более толстые заготовки варят под сухими гранулированными.
Сварку проводят одним проходом с использованием присадочной проволоки из меди. Если характеристики по тепло и электропроводности не важны, ее заменяют бронзовой для повышения прочности соединения. Чтобы швы создавались одновременно с обеих сторон, на подкладках под стыком выкладывают подушки из флюса.
При работе с медью и ее сплавами выделяются токсичные газы. Из латуни при сильном нагреве испаряется цинк, образуя ядовитую окись. Поэтому работать надо в респираторах и защитной одежде в помещениях с вытяжной вентиляцией.
технологии, материалы и оборудование, этапы
Сварка меди используется в различных сферах промышленности благодаря особым свойствам металла. Однако для получения надёжных сварных швов нужно точно соблюдать все требования технологии, использовать подходящее оборудование и расходные материалы.
Особенности сварки меди
Особенности сваривания медных конструкций:
- нагретый металл реагирует с кислородом и образует тугоплавкую оксидную плёнку, поэтому необходимо использовать различные методы противодействия протеканию такой реакции;
- медь имеет высокий коэффициент теплового расширения, превышающий величину для стальных сплавов в 1,5 раза, поэтому после остывания наплавленный металл подвержен значительной усадке;
- при прямом контакте с кислородом расплавленная медь поглощает кислород и водород, что приводит к формированию неоднородной хрупкой фазы с порами и дефектами;
- по причине хорошей теплопроводимости медные конструкции быстро нагреваются и охлаждаются, что негативно сказывается на механических свойствах сварного шва;
- высокая текучесть усложняет процесс сваривания массивных деталей — невозможно обеспечить полную проплавку с одной стороны конструкции, а также создать вертикальный или потолочный шов;
- пластические и прочностные характеристики при повышении температуры нагрева выше +2000С снижаются и к +5500С полностью теряются.

Влияние примесей на свариваемость меди
Примеси в меди негативно сказываются на её свойствах, так как могут приводить к охрупчиванию, снижению пластичности, созданию внутренних дефектов. При сварке в материале могут находиться фазы с отличной от чистого металла температурой плавления, что повышает сложность сварных работ.
Примеси в чистом металле присутствуют практически всегда, поэтому фактически выполняется сваривание сплавов обязательно в защитной атмосфере или с применением флюсов. Важно применять присадки на основе алюминия, марганца, кремния. Они позволят получить однородную структуру и добиться необходимых технических характеристик сварного шва.
Основные способы сварки меди
Чтобы сварить медные конструкции, необходимо соблюдать требования технологий сварки меди. Доступны следующие способы сваривания медных заготовок:
Инвертором
Варить медь инвертором относительно просто, так как он обеспечивает стабильные параметры по току и напряжению, может иметь ряд предустановок. Также он компактный по размерам и имеет небольшой вес.
Также он компактный по размерам и имеет небольшой вес.
Шов формируют небольшими участками, длина которых составляет от 30 до 40 мм. Важно делать перерывы в работе, чтобы не допустить перегрева металла с проплавлением и деформацией. Углы наклона электрода над поверхностью должны составлять от 100 до 200.
Инверторы вырабатывают постоянное напряжение, допустимо подключение проводов по схеме прямой или обратной полярности. При сваривании требуется правильно задать параметры по току и напряжению в зависимости от параметров заготовок.
Полуавтоматом
Для создания длинных швов рекомендуется выполнять сварку меди полуавтоматом. За счёт равномерной подачи проволоки формируется надёжное однородное соединение. Для исключения образования пор нельзя допускать поперечных колебаний проволоки или заготовок.
Полуавтоматическая сварка деталей толщиной более 6 мм производится только после снятия кромки с выполнением притупления менее 4 мм. Обычно применяют проволоку диаметром 2 мм. Рекомендуемые параметры:
Обычно применяют проволоку диаметром 2 мм. Рекомендуемые параметры:
- напряжение 30 В;
- сила сварочного тока 300А;
- флюс марки К-13 или АН26;
- тип проволоки М1-3.
Аргоном
При сварке в аргоновой защитной среде используется проволока из вольфрама, подключение питания по схеме обратной полярности. Стыковка тонких конструкций производится без предварительного подогрева.
Шов формируют справа-налево, при этом электрод держат под прямым углом к поверхности заготовки, а прутка — 150. Средний расход газа составляет от 7 до 18 л/мин. Ток сварки подбирается самостоятельно в диапазоне 80-500А.
Сварка аргоном режим TIG
Режим TIG применяется при автоматической или полуавтоматической сварке. Преимущества:
- небольшая зона прогрева;
- исключение образования дефектов в структуре;
- высокая скорость создания сварного шва;
- простота технологии.
Газовая сварка
Газовая сварка выполняется горелкой. Технология достаточно сложная для формирования высококачественных точных швов, поэтому она в основном используется для соединения массивных деталей. Сложностью процесса является подбор оптимального расхода газа:
Технология достаточно сложная для формирования высококачественных точных швов, поэтому она в основном используется для соединения массивных деталей. Сложностью процесса является подбор оптимального расхода газа:
- для заготовок с толщиной до 1 см расход составляет до 150 л/мин.;
- при толщине более 1 см расход должен быть увеличен до 200 л/мин.
Для обеспечения равномерного прогрева массивных деталей допускается одновременное применение двух горелок. Чтобы повысить качество шва, нужно применять содержащие бор флюсы.
Состав присадочной проволоки должен быть идентичным составу свариваемых конструкций. При отсутствии полных аналогов, нужно выбрать максимально близкий.
Угольным электродом
Процесс сваривания угольными электродами универсален, так как допускается поджиг дуги между двумя электродами, заготовкой и электродом, электродом и массой. Технология схожа с процессом сваривания горелкой.
Используется проволока марки БрКМц3-1. Параметры по току и напряжению подбираются в зависимости от технических особенностей конструкций и их состава.
Параметры по току и напряжению подбираются в зависимости от технических особенностей конструкций и их состава.
Инвертором угольным электродом
Сваривание меди угольными электродами требуют наличия навыков проведения подобных работ. Особенности процесса следующие:
- наклон электрода над поверхностью заготовки не более 300;
- диапазон сварочных токов от 35 до 130 А.
Материалы и оборудование
Для сваривания меди потребуется следующее оборудование и материалы:
- инвертор или сварочный аппарат;
- электроды;
- припой или баллоны с защитным газом.
Что нужно знать об электродах для сварки меди
Сваривание меди выполняется электродами с защитными покрытиями. Применяют стержни легированные бронзой, кремнием или марганцем. Такие составы позволяют исключить раскисление меди и обеспечить однородность металла.
Защитные покрытия выбираются такие, которые обеспечивают стабильное горение дуги, предотвращают раскисление металла, образование раковин или шлаков.
Сварочный аппарат для меди
Для выполнения сварочных работ можно применять следующее оборудование:
- аппараты автоматические или полуавтоматические;
- инверторы;
- TIG-оборудование.
Рекомендуется использовать аппараты следующих производителей:
- ESAB;
- Fubag;
- Ресанта;
- Сварог.
Виды припоев
Сварка медных заготовок на флюсах позволяет улучшить качество швов, увеличить их прочность, снизить количество дефектов. По температуре нагрева бывают такие виды припоев:
- низкотемпературные;
- высокотемпературные.
Низкотемпературные припои
Низкотемпературные припои применяются при температурах разогрева до +4500С для сваривания легкоплавящихся сплавов меди. Изготавливаются на оловянной или свинцовой основе, с добавкой сурьмы. С целью повышения коррозионной стойкости в составе присутствует цинк.
Высокотемпературные припои
Флюсы для высокотемпературной сварки способны сохранять свои свойства до +11000С. В составе применяются следующие элементы: фосфор, цинк, медь, серебро, кремний. Большинство составов пригодны для сварки меди с другими металлами.
В составе применяются следующие элементы: фосфор, цинк, медь, серебро, кремний. Большинство составов пригодны для сварки меди с другими металлами.
Подготовка материала очистка
Перед выполнением сварки нужно подготовить металл следующим образом:
- растворителем очистить поверхность вдоль и вблизи шва;
- абразивным инструментом зачистить оксидную плёнку;
- удалить пыль, грязь, убрать контактирующие посторонние предметы или материалы;
- при толщине 6–10 мм срезать фаски с одной стороны, а при более 10 мм – срезать фаски с двух сторон шва.
Этапы сваривания
Этапы сварки меди в домашних условиях:
- Собирается электрическая цепь: к держателю подсоединяется электрод, подсоединяются провода для сварки на токе обратной полярности.
- Вокруг детали прокладывается защитный экран, предотвращающий быстрый нагрев или охлаждение. Это требуется для того, чтобы шов был равномерным и на нём после остывания отсутствовали трещины.
- Включается инвертор с подходящими для работы параметрами, которым предполагается сваривать две медные заготовки.

- Поджигается дуга вне области с заготовкой.
- Наносится на стержень флюс.
- Выполняется формирование шва за один проход.
- Выключается инвертор.
- Проводится естественное охлаждение детали.
При сваривании медных заготовок с толщиной до 5 мм предварительный нагрев проводить не требуется. Массивные конструкции требуют обязательного прогрева перед выполнением сварочных работ.
Пайка сварочным полуавтоматом, MIG-пайка, MIG-brazing — особенности метода доступным языком
Работники авторемонтных мастерских, монтажники и другие специалисты по сварочным работам сегодня активно обращаются к пайке сварочным полуавтоматом. За подобным методом будущее, технология во многом сравнима со сваркой MIG/MAG. И отличается, в основном, применяемой присадочной проволокой сплошного сечения, а также тем, что при пайке MIG не происходит расплавления основного материала. Подробнее о положительных моментах метода, его нюансах и сферах его применения предлагаем узнать из нашей статьи.
Подробнее о положительных моментах метода, его нюансах и сферах его применения предлагаем узнать из нашей статьи.
Содержание
Что такое пайка полуавтоматом
Пайка методом MIG в инертном газе, или MIG-пайка в защитном газе, как он иногда называется в соответствии с имеющимися международными стандартами, представляет собой процесс пайки твёрдым припоем в виде медной проволоки. Электрическая дуга устанавливается между постоянно плавящимся припоем из проволоки и свариваемым металлом. Подаваемый газ защищает дугу и расплавленный припой от воздействия окружающего воздуха, а именно кислорода, который имеется в воздухе и который стремительно окисляет расплавленный металл и в разы снижает качество сварки.
Особенности пайки полуавтоматом
Пайка полуавтоматом высокотехнологичный процесс, имеющий свои особенности.
- Осуществляя пайку методом MIG/MAG, в качестве электрода нужно использовать специальную сварочную проволоку из бронзы, включающую алюминий или кремний.
 К примеру, CuSi3, или более качественный аналог ESAB OK Autrod 19.12, 19.30, 19.40. Проволока на основе бронзы или меди достаточно дорогостоящая, и разница в цене между европейского производства или к примеру, китайского не будет существенной. Если MAG сварка (в атмосфере активного газа) характеризуется обилием брызг, наличием пористости, нестабильной дугой и сильным парообразованием, то в процессе MIG пайки, напротив, основной металл не плавится, поэтому цинк испаряется в гораздо меньшей степени. Так происходит за счет того, что температура плавления бронзовой проволоки намного меньше, чем у стали, и поэтому свариваемые детали не расплавляются. Из-за низкого тепловложения снижается риск деформации, даже на очень тонких листах от 0,3 миллиметров толщиной. То есть процесс, фактически являясь пайкой, обеспечивает скорость работы и прочность соединений как при сварке.
К примеру, CuSi3, или более качественный аналог ESAB OK Autrod 19.12, 19.30, 19.40. Проволока на основе бронзы или меди достаточно дорогостоящая, и разница в цене между европейского производства или к примеру, китайского не будет существенной. Если MAG сварка (в атмосфере активного газа) характеризуется обилием брызг, наличием пористости, нестабильной дугой и сильным парообразованием, то в процессе MIG пайки, напротив, основной металл не плавится, поэтому цинк испаряется в гораздо меньшей степени. Так происходит за счет того, что температура плавления бронзовой проволоки намного меньше, чем у стали, и поэтому свариваемые детали не расплавляются. Из-за низкого тепловложения снижается риск деформации, даже на очень тонких листах от 0,3 миллиметров толщиной. То есть процесс, фактически являясь пайкой, обеспечивает скорость работы и прочность соединений как при сварке. - В связи с тем, что при пайке полуавтоматом тонкий металл не проплавляется, можно спаять листы стали с покрытием (фосфатированным, гальванизированным, алюминизированным) и без покрытия, листы из двухслойной стали и из нержавейки.
- Получившийся шов является крепким, Такое паяное соединение имеет более высокую механическую прочность, если сравнивать со швом, образованным в процессе MAG сварки. Степень термической деформации деталей в ходе паяного процесса существенно ниже, чем при сварке, поэтому на готовом изделии меньше заметно коробление. Шов практически не подвержен коррозии, так как цинковый слой оказывается целым даже в месте сварного шва. Еще одним достоинством такой технологии является хорошая способность по перекрытию зазора.
- Паять рекомендуется в «точечном», импульсном режиме или методом «углом назад», при котором сварщик ведет электрод слева направо. В обоих случаях необходимо соблюдать «короткую» дугу.
В чем принцип метода пайки полуавтоматом и разница от MIG сварки?
Основной принцип пайки-сварки МИГ-МАГ заключается в том, что металлическая проволока в ходе процесса подается посредством сварочной горелки и расплавляется под воздействием электрической дуги. Если говорить о разнице технологий сварки и пайки, то в первом случае разрушенное цинковое покрытие образует шлак с расплавленным металлом шва, а также различные раковины и поры. Это говорит о пониженном качестве шва и отсутствии цинкового покрытия в месте сварки. Приходится отправлять детали на гальваническую операцию повторно с целью восстановления антикоррозионного покрытия. Открытие метода МИГ-пайки позволило избежать таких проблем.
Если говорить о разнице технологий сварки и пайки, то в первом случае разрушенное цинковое покрытие образует шлак с расплавленным металлом шва, а также различные раковины и поры. Это говорит о пониженном качестве шва и отсутствии цинкового покрытия в месте сварки. Приходится отправлять детали на гальваническую операцию повторно с целью восстановления антикоррозионного покрытия. Открытие метода МИГ-пайки позволило избежать таких проблем.
Метод MIG-пайки отличается от метода полуавтоматической-сварки в среде защитных газов еще и видом применяемой проволоки. Для MIG –braizing используют медную проволоку CuSi3. Из-за небольшой температуры плавления, как говорилось выше, основной металл не плавится. Цинковое покрытие в итоге образует на ее поверхности химическое соединение, защищающее сварочный шов от коррозийных процессов.
Настраиваемся на работу
Прежде, чем начать работу, важно корректно настроить сварочный полуавтомат:
- Определите силу сварочного тока в зависимости от толщины свариваемого металла. В инструкции к агрегату представлена таблица соответствия этих величин. В случае недостатка сварочного тока полуавтомат сваривает не достаточно хорошо.
- По имеющейся инструкции определите требуемую скорость подачи сварочной проволоки. Этот показатель возможно отрегулировать, воспользовавшись сменными шестернями в агрегате. Он напрямую будет влиять на скорость наложения свариваемого шва. Сегодня в продаже представлены модели, оснащенные специальными коробками скоростей.
- Настройте источник тока на нужные вам параметры (напряжение и силу тока). Рекомендуем проверить ваши настройки на каком-либо примере. Основанием того, безошибочности действий, устойчивая сварная дуга, нормальное формирование валика. В этом случае уже можно действовать на основном материале.
- Настройка проволоки не вызовет затруднений. Ее поступление по специальному шлангу в мундштук либо в обратном направлении обусловлено положением рычага, который вы увидите на аппарате.
- Важным моментом является и регулировка расхода защитного газа. Для этого надо медленно открыть вентиль, и выкрутить его до упора. Это необходимо для того, чтобы из вентиля не происходило утечек. Затем нужно нажать на клавишу, находящуюся на рукояти сварочной горелки. Проволока должна остаться «стоять», а газовый клапан открыться. Будет слышно лёгкое шипение газа, который выходит из сопла газовой горелки. В это время расход газа (его величину можно видеть на манометре по шкале расхода) должен равняться 8 -10 л в мин. Это оптимальный показатель при пайке металла толщиной 0,8мм. Поэтому нужно скорректировать величину расхода газа исходя из вашей задачи.
Где чаще всего применяется MIG пайка?
Данная технология имеет широкий диапазон применения в различных областях.
Автосервис и автомобилестроение. Пайка MIG используется и в ремонте автокузовов, поскольку цинковое покрытие стальных листов при этом не повреждается. В крупносерийном производстве автомобилей этот метод применяют как в установках с ручным управлением, так и в полностью автоматизированных системах.
Кроме того, к пайке сварочным полуавтоматом прибегают для различных целей малые и средние промышленные предприятия, осуществляя:
- монтаж систем кондиционирования, вентиляции и охлаждения,
- выпуск легких металлоконструкций, элементов фасадов и кровли, труб, корпусов электроагрегатов, дымоходов.
Для пайки подходят все сварочные позиции в среде защитного газа и все виды сварочных швов. Швы в вертикальном и потолочном положении получаются одинаково безупречными при должном умении обращаться со сварочной горелкой. Благодаря незначительному тепловложению метод эффективен как при соединении листов из нелегированных сталей и оцинкованных листов, так и листов хромоникелевой.
Какое оборудование и материалы подойдут для пайки полуавтоматом
Материалы для пайки полуавтоматом:
- проволока — медь с добавками,
- газ — аргон.
Необходимость в применении каких-либо стандартных флюсов, используемых в стандартных технологиях сварки и способных вызывать серьезные проблемы, отсутствует. Дуга самостоятельно активизирует поверхность.
- Проволока при данном методе является одновременно и токопроводящим электродом, и присадочным материалом.
- Производя МИГ-пайку оцинкованных деталей, наиболее часто пользуются проволокой SG-CuSi3. Её достоинство заключается в незначительной твердости паяного шва, что позволяет без труда осуществлять механообработку. За счет присутствия в составе проволоки 3% кремния существенно повышается жидкотекучесть наплавляемого материала.
- Медная проволока состава SG-CuSi2Mn также применяется для пайки оцинкованных деталей, но наплавленный материал довольно жёсткий, поэтому последующая механообработка усложняется.
- Сварочные проволоки SG-CuAL18Ni2 и SG-CuAL18 используют, если необходимо спаять сталь с алюминизированным покрытием.
Сварочные проволоки для MIG-пайки более мягкие в сравнении со стальными, поэтому механизм подачи проволоки должен быть 4-х роликовым, оснащенным гладкими полукруглыми канавками. Для небольшого трения в шланговом механизме горелки нужно применять тефлоновый направляющий канал и массивные токосъёмники.
- Как правило, в процессе пайки в качестве защитного газа используется аргон с небольшими добавками кислорода и углекислоты. Защитный газ, подаваемый в зону сварки, защищает дугу и сварочную ванну с расплавленным металлом.
Наш интернет-магазин предлагает ознакомиться с большим ассортиментом сварочного оборудования, используемого для MIG-пайки.
- Модели с уже заложенной функцией полуавтоматической пайки. Чаще всего, такие инверторные аппараты отличаются упрощенным способом настройки, который подходит для неопытных сварщиков и углубленным — для настоящих профессионалов.
- Модели, пайка которыми возможна, хотя специальные программы по ней и не заложены, тут усложняется процесс настройки аппарата.
Вам достаточно лишь выбрать устройство, отвечающее вашим требованиям, задачам и финансовым возможностям. У нас представлены полуавтоматы зарекомендовавших себя производителей.
Kemppi — это модели премиум класса с адаптивным микропроцессорным управлением MinarcMig Evo 200, Kempact 253A, Kempact 323A.
Продвинутые аппараты гаранта немецкого качества EWM Phoenix 351 Puls и Alpha Q 330 — с плавной регулировкой сварочного тока.
Полуавтоматы BlueWeld с важностью сварки различным диаметром сварочной проволоки, которые можно отнести к бюджетным из-за их доступной стоимости. Это BlueWeld STARMIG 180 Dual Synergic оснащенный простой функцией регулировки «One Touch», позволяющей настроить толщину материала. Универсальные полуавтоматы с возможностью MMA, TIG и SPOT сварки BlueWeld GALAXY 220 и GALAXY 330 Wave с иновационной технологией АТС обеспечивает полный контроль при сварке тонколистового металла. BlueWeld STARMIG 210 Dual Synergic, BlueWeld MEGAMIG 270S, которые часто выбирают именно для MIG пайки, в частности для оцинкованных кузовов автомобилей. BlueWeld MEGAMIG 220S, используемый для протяженных швов и сварки точками с электронной регулировкой продолжительности протекания тока.
Позвоните нам по телефонам: +7 (495) 663-72-84 или 8 (812) 309-38-95 (бесплатный звонок)! Компетентные специалисты магазина Тиберис ответят на любые вопросы, касающиеся сварочного оборудования.
Производитель смесителя с вращающейся чашей, одобренный CE
Варочный миксер с вращающейся чашей
【модель SC-400】
Уникальный стиль смешивания
Варочный миксер с вращающейся чашей SC-400
SC-400 — это многофункциональный миксер с вращающейся чашей, который можно использовать для приготовления леденцов, конфет, нуги, моти, шоколада, а также жареной пищи.SC-400 — это миксер среднего размера, который может приготовить около 70 ~ 80 кг за один раз. SC-400 — полуавтоматического типа. Благодаря уникальному вертикальному стилю перемешивания и вращающейся чаше можно избежать раздавливания продуктов и сделать их красивыми и вкусными.
Кроме того, наклонная медная чаша позволяет легко извлекать пищу. Регулируемая скорость смешивания подходит для различных процессов приготовления и делает приготовление более эффективным. Кроме того, скребки для смешивания могут полностью касаться чаши, избегая ожогов. Медная чаша нагревается равномерно, экономя не только газ, но и время.
Варочный миксер SC-400 выгодно отличает ваши продукты от других.
Приложения
- Может использоваться для всех видов леденцов, ломкого арахиса, чикки, зерновых батончиков, сладостей, нуги, моти, клейкого рисового пирога и т. Д.
Характеристики
- Лучший миксер для готовки среднего размера.
- Уникальный вертикальный стиль перемешивания позволяет избежать раздавливания продуктов.
- Вращающаяся дежа делает процесс смешивания более равномерным.
- Подвижный смесительный рычаг.
- Чашу можно наклонить на 90 ° вручную.
- Система смешивания с зубчатым приводом.
- Регулируемая скорость перемешивания для различных процессов приготовления.
- Скребки для смешивания полностью касаются чаши, избегая ожогов.
- Легкая очистка с корпусом из нержавеющей стали 304. (Необязательно)
- Отличная система обогрева позволяет сэкономить средства и сократить время приготовления.
- Медная чаша может нагреваться равномерно и достигать более высоких температур.
- Возможна индивидуальная спецификация.
- Электричество: 3 фазы, 2 л.с. №
- Рекомендация: добавление сахара в клейкий рисовый пирог (модзи), крахмальный пирог и нугу.
Спецификация
| SC-400 | |
|---|---|
| Полная мощность | 120L |
| Тип кузова | SUS # 304 Тип |
| Окрашенный Тип | |
| Отопление | Газ |
| Тип чаши | Медная чаша |
- Демонстрационное видео
▼ Приготовление нуги в миксере SC-400.
▼ Переработка китайских рисовых лепешек моти в миксере SC-400.
- Фотография продукта
- Скачать файлы
Полуавтоматическая машина для изготовления сердечника песка
для медной / алюминиевой отливки
Профессиональная машина ХЗ-360 стрелка ядра раковины для клапанов / Фаусетс / оборудования
1) Наиболее конкурентоспособная цена и качество.
2) Автоматическая работа, простота в эксплуатации, экономия труда.
3) Несвоевременные поставки.
4) Лицензия на импорт и экспорт.
5) Послепродажное обслуживание: инженеры доступны для обслуживания за рубежом и мгновенное обслуживание в режиме онлайн.
Станок для производства стержнейHZ-360 представляет собой разновидность вертикальной отрезной, полуавтоматической, поворотной формы, ручной стержневой станок для производства стержней горячего стержня, он подходит для клапанов, кранов, оборудования, гидравлической, пневматической промышленности. и заготовки среднего размера, различные требования к сердечнику, можно применять песок для горячего стержня из смолы, песчаный стержень с покрытием.В частности, он может отвечать требованиям трехкомпонентной смолы, сложной формы и низкой конструкционной прочности для технологии горячего сердечника в медной и алюминиевой литейной промышленности (подходит для формования песка с низкой текучестью).
Бункер для песка, устройство для выстрела песка, состав системы управления с пневматическим приводом.
1) Когда поворотный рычаг помещается под сиденье ковша, песчаный стержень в ковше попадает в дробовую трубу через горловину ковша. Когда поворотный рычаг помещается в положение выброса песка, масляный цилиндр перемещается, песок Головка выталкивающего воздуха движется вниз, и большая пружина нажимается, чтобы реализовать действие выталкивания песка.
2) Вся приводная система использует пневматическое приводное устройство и ИСПОЛЬЗУЕТ давление газа для приведения в действие цилиндра для завершения всего рабочего процесса. Обладает преимуществами бесшумной и стабильной работы.
3) Отрегулируйте продолжительность и размер давления газа для достижения количественного и вспомогательного цилиндра песка, дробленого песка и других настроек рабочего состояния, легко регулируемых, надежных работы.
1 | Макс.Вес песчаного керна | 9 кг |
2 | Макс. Размер коробки Cor (Д * Ш * В) | (450 * 330 * 220) мм |
3 | Нагревательная пластина (Д * Ш) | (400 * 300) мм |
4 | Мощность нагрева | 9.6 кВт |
5 | Ход зажима стреляющей головки | ≤30 мм |
6 | Ход открытия штампа | ≤300 мм |
7 | Максимальный ход вытягивания сердечника | 150 мм |
8 | Конвейерная лента (Д * Ш * В) | (2200 * 450 * 100) мм |
9 | Мощность машины | 11 кВт |
10 | Угол подъема конвейера | 2 ° ~ 4 ° |
11 | Скорость конвейера | 72 мм / с |
12 | Размер машины (Д * Ш * В) | (3500 * 1480 * 3400) мм |
13 | Скорость подъема (одиночный цикл) | 35с |
14 | Грузоподъемность (один цикл) | 5 ~ 10 кг |
15 | Вес станка | 2000 кг |
Страница ошибки
Страница ошибки «,» tooltipToggleOffText «:» Переведите переключатель в положение «БЕСПЛАТНАЯ доставка на следующий день»!
«,» tooltipDuration «:» 5 «,» tempUnavailableMessage «:» Скоро вернусь! «,» TempUnavailableTooltipText «:»Мы прилагаем все усилия, чтобы снова начать работу.
- Временно приостановлено в связи с высоким спросом.
- Продолжайте проверять наличие.
0″}, «search»: {«searchUrl»: «/ search /», «enabled»: «false» , «tooltipText»: «
Скажите нам, что вам нужно
«, «tooltipDuration»: 5000, «nudgeTimePeriod»: 10000}}}, «uiConfig»: {«webappPrefix»: «», «artifactId»: «верхний колонтитул -app «,» applicationVersion «:» 20.0,42 «,» applicationSha «:» b0b214d15367c6464bb2ff184c24c271bef207a1 «,» applicationName «:» верхний колонтитул «,» узел «:» d400bd9d-a54e-411c-b53e-e996af1af986 «,» облако «-a13:» scus «-a oneOpsEnv «:» prod-a «,» profile «:» PROD «,» basePath «:» / globalnav «,» origin «:» https://www.walmart.com «,» apiPath «:» / header- нижний колонтитул / электрод / api «,» loggerUrl «:» / заголовок-нижний колонтитул / электрод / api / logger «,» storeFinderApi «: {» storeFinderUrl «:» / store / ajax / primary-flyout «},» searchTypeAheadApi «: { «searchTypeAheadUrl»: «/ search / autocomplete / v1 /», «enableUpdate»: false, «typeaheadApiUrl»: «/ typeahead / v2 / complete», «taSkipProxy»: false}, «emailSignupApi»: {«emailSignupUrl»: » / account / electro / account / api / subscribe «},» feedbackApi «: {» fixedFeedbackSubmitUrl «:» / customer-survey / submit «},» logging «: {» logInterval «: 1000,» isLoggingAPIEnabled «: true,» isQuimbyLoggingFetchEnabled «: true,» isLoggingFetchEnabled «: true,» isLoggingCacheStatsEnabled «: true},» env «:» production «},» envInfo «: {» APP_SHA «:» b0b214d15367c6464c2ff18Beon «:» APP «,» APP0.42-b0b214 «},» expoCookies «: {}}Укажите местоположение
Введите почтовый индекс или город, штат. Ошибка: введите действительный почтовый индекс или город и штатОбновите местоположение
Хорошие новости — вы все еще можете получить бесплатную двухдневную доставку, бесплатный самовывоз и многое другое.
Продолжить покупкиПопробуйте другой почтовый индекс Новинка! Бесплатная доставка без заказа мин. Ограничения применяются.Ой! Этот товар недоступен или заказан заранее.
Искать в этих категориях похожие результаты:
Mega II — единственная кофемашина такого типа и размера на рынке, которая может обеспечить бесконечную подачу пара, постоянный контроль температуры и идеальную порцию эспрессо.И в полуавтоматических, и в полностью автоматических кофемашинах используется известный механизм заваривания Astra и модульная конструкция. Двухлетняя ограниченная гарантия производителя на детали, кроме прокладок, ручек, клапанов, насосов и всех изнашиваемых деталей. |
Как выбрать ружье для охоты на водоплавающую птицу
Охота на водоплавающую птицу — это вид спорта, требующий большого количества снаряжения, но, вероятно, нет более важного оборудования, чем дробовик.Выбор правильного огнестрельного оружия для работы требует некоторого планирования. Вот несколько мыслей о том, как сделать правильный выбор.
12 vs. 20
Когда стальная дробь стала законом земли для охоты на водоплавающих птиц в 1991 году, охотники обнаружили, что первое поколение нетоксичных снарядов было далеко от мощных свинцовых снарядов, с которыми они выросли. . В ответ на водоплавающих птиц охотники стали отправлять больше гранул к цели, надеясь преодолеть ограничения этих ранних нетоксичных раковин.Пушки 10-го и 12-го калибра под патроны 3,5-дюймовых снарядов стали очень популярными.
К счастью, нетоксичные заряды прошли долгий путь с тех пор, и большинство охотников отошли от более крупного оружия и боеприпасов. Сегодня лучшим выбором для водоплавающих птиц является патрон 12-го калибра с патронником для 3-дюймовых раковин. Многие люди ценят универсальность, обеспечиваемую ружьем, и различные доступные заряды, способные справиться со всем, от зеленокрылых чирков до больших канадских гусей и лебедей. Популярность 3-дюймового 12-го калибра и широкий выбор нетоксичных боеприпасов также означает, что вы сможете найти снаряды практически где угодно.
В последние годы калибр 20 и в меньшей степени 28 стал все более популярным среди охотников на водоплавающую птицу, отчасти благодаря развитию современных нетоксичных боеприпасов, таких как висмут с медным покрытием. Соедините эти патроны с чоком, не выпускаемым на рынок, который дает плотный паттерн с большим количеством пуль, и эти дробовики меньшего калибра могут нанести удар.
Я использовал такую комбинацию для уток на выбоинах в прериях в Южной Дакоте, затопленных полях в Миссури и кипарисовых болотах в Арканзасе.Я обнаружил, что это хороший вариант для крякв, камыша, чирка и других уток по приманкам на расстоянии примерно 35 или 40 ярдов.
Однако, если вы ожидаете, что более длинные выстрелы станут нормой или если вы планируете нацеливаться на более жестких птиц, таких как канадские гуси или морские утки, я бы оставил дополнительный калибр на полке и выбрал 12.
Древесина и синтетика
Споры о том, стоит ли покупать ружье с деревянной ложей и цевьем или синтетическим материалом, на самом деле сводятся к личным предпочтениям.
Да, между ними есть реальные различия. Синтетические материалы намного устойчивее к влаге. Синтетический инвентарь не сжимается или не набухает после нескольких сезонов намокания на болоте или в поле. Синтетика также легче очищается и выдерживает нормальные и не очень удары, царапины и падения лучше, чем их деревянные аналоги.
Но есть что-то в стиле деревянного ружья. В некотором смысле деревянное ружье — это дань традиции.Я знаю не одного водоплавающего, который считает царапины на дереве своего дробовика почетными знаками.
Лично мое ружье для водоплавающих птиц современное. Я не люблю царапать дерево, и я не хочу дважды думать о том, чтобы поставить ружье на крышу хижины ондатры, схватив утку у собаки, или погрузить ружье до спусковой скобы в трясине, пока на коленях, чтобы спрятаться от стаи крякв-приманок. Это просто мое предпочтение.
Независимо от того, предпочитаете ли вы олдскул или синтетику, я бы порекомендовал добавить стропу.Вы оцените возможность повесить пистолет через плечо или короткую ветку дерева, если нет безопасного или сухого места, чтобы его поставить. Ремень также освобождает ваши руки, когда вы беретесь за собаку, вытаскиваете снаряжение, хватаете птиц или засовываете пальцы в карманы пальто, когда на улице холодно и птицы не летают.
Насос и полуавтомат
Несколько сезонов назад мы с хорошим приятелем обнаружили большую стаю крякв, прыгающих между участком небольшой реки и близлежащим кукурузным полем.У нас не было разрешения на охоту на кукурузу, поэтому мы решили остановиться на воде через открытый доступ.
Термометр в моем грузовике показывал 9 градусов, когда мы подъезжали на следующее утро, но мы слышали, как река бежит из наших окон. Мы вошли, спугнули всего несколько крякв с нашего места и стали ждать, пока прибудут остальные утки. Наша шкура была не самой лучшей, поэтому, чтобы не попадаться на глаза, нам пришлось встать на колени. Любая вода, попавшая на мое пальто или пистолет — полуавтоматический — мгновенно замерзала.
Когда первая стая крякв появилась над верхушками деревьев и упала на наших приманок, мы с приятелем поднялись вместе. Первым выстрелом я уронил толстую рыжую голову и, повернув ствол влево после того, как другой дракон ускользнул, нажал на спусковой крючок и… ничего. Я посмотрел вниз и увидел, что створ моего пистолета застыл примерно на три четверти пути. Я вручную убрал снаряд с места действия и попытался найти в пределах досягаемости зеленоголовый, но оставшихся птиц уже давно не было.
Тем временем мой приятель, который стрелял из помпы, пошел на троих на тупых. Когда я указал на свои проблемы, он заметил, что его действие замедлилось из-за холода, но он мог приложить достаточно силы к своему накачивающему движению, чтобы после каждого выстрела свежий снаряд полностью попадал в патронник. Сбросив еще двух селезней со следующей стаей, он откинулся на спинку кресла и наблюдал, как я вычеркиваю предел как одноразовое чудо.
Я все время возвращаюсь к этой истории, когда думаю о том, рекомендовать ли полуавтоматическое ружье в качестве ружья для водоплавающих птиц вместо помпового или даже двуствольного в этом отношении.Полуавтомобиль, который я использую сегодня, был со мной от Саскачевана до Мэриленда и во время многих охоты между ними, включая то утро на реке в конце сезона. Мне нравится его плавный ход, и я хорошо стреляю с ним, но я должен содержать его в чистоте, чтобы он безупречно работал в поле, особенно в холодное время года.
Главный недостаток помпового действия как раз в этом — помповый. Некоторые охотники борются с этим движением и либо не могут оставаться в цели после закачки нового снаряда, либо просто забывают качать предплечье.Тем не менее, на протяжении многих лет я наблюдал, как достаточно помповых пистолетов справляется с грязью, сажей и льдом, с которыми вы часто сталкиваетесь во время охоты на уток и гусей, чтобы знать, что этот старый стиль остается популярным выбором не зря. Вот почему мой приятель стреляет в одну, и я не думаю, что он ее когда-либо чистил.
Мой итог таков: для варианта, не требующего особого обслуживания, который может справляться со стихиями и обычно стоит меньше, помповое ружье — отличный выбор. Для более быстрого и плавного движения, позволяющего сосредоточиться на птице, полуавтоматический режим может быть для вас правильным решением.Только не забудьте купить такую, которая выдержит холод.
Как и все остальное, выберите пистолет, который подходит вашему стилю и бюджету — будь то помповое оружие 12-го калибра с деревянной отделкой, синтетическое полуавтоматическое 20-го калибра или что-то среднее.
Как готовить в меди
Медные кастрюли и кухонные принадлежности — прекрасное место для дома, но легко ли за ними ухаживать и готовить? Ознакомьтесь с этими советами, чтобы научиться готовить из меди и выиграйте красивую медную посуду.
Бесплатная раздача Rafflecopter
Нам нравится внешний вид меди, но медные кастрюли и сковороды могут быть не только декоративными. Не позволяйте медной посуде просто висеть на стенах кухни, но никогда не касайтесь плиты.
Чтобы получить надежные советы по приготовлению пищи из меди, мы обратились к Джиму Хаману, реставратору старинных изделий из меди. Выпускник Корнелла известен своим мастерством по консервированию и даже использует свои работы на лучших кухнях по всей стране, таких как Eleven Madison Park.Чтобы продать свою страсть, Джим основал East Coast Tinning, где занимается реставрацией старинных медных изделий. В конце концов, Джим начал создавать новые предметы, которые прослужили столько же, сколько и их винтажные аналоги.
Зайдите на сайт Джима, чтобы увидеть больше старинной медной посуды и помочь починить уже имеющиеся у вас кастрюли.
Обязательно войдите, чтобы выиграть немного собственной медной посуды, указанной выше, и прочитайте советы и характеристики.
Have Everything Ready
Медь хорошо известна как высокопроизводительный металл, на котором можно готовить.Будьте готовы к немного более быстрому приготовлению и более стабильному результату за счет равномерного нагрева и быстрого отклика меди. Поскольку сковорода быстрее нагревается и готовится быстрее, убедитесь, что ваши ингредиенты готовы к работе!
Готовьте с использованием Med-Hi Heat
Если вы новичок в работе с медью, попробуйте использовать Med-Hi heat как максимум на несколько сеансов приготовления. Медь очень быстро нагревается. Использование нагревателя Med-Hi поможет вам без проблем изучить особенности вашей новой посуды.
Используйте деревянную или силиконовую посуду
Жестяная подкладка медной посуды мягкая.Чтобы не поцарапать красивую жестяную кухонную поверхность посудой из стали
, выбирайте деревянную или силиконовую.
Не нагревайте медные горшки
Поскольку медь так хорошо проводит тепло, она очень быстро нагревается. Жестяная подкладка может растаять уже через минуту. Итак — если вы собираетесь разжечь огонь, держите ЧТО-ТО на сковороде, даже если это только ваше оливковое масло или сливочное масло. Если зазвонит телефон и вы отвлечетесь, масло на сковороде будет гореть и задымиться ДО того, как тает жестяная подкладка, поэтому она будет защищена.
Пропустить обжигание в медных кастрюлях
Оловянная облицовка медных кастрюль плавится всего при температуре около 450 градусов по Фаренгейту. Чтобы поджарить мясо при сильном огне, выберите посуду из чугуна, алюминия или нержавеющей стали.
Медь в духовке? Нет проблем!
Даже при высоких температурах использовать медь в духовке не проблема. Жидкая вода в пище будет поддерживать температуру сковороды на уровне 212 ° F (точка кипения воды) до тех пор, пока вся вода не уйдет.
Пропустить чистку
Для продуктов, приготовленных на сковороде, попробуйте наполнить кастрюлю водой и небольшим количеством средства для посуды, затем варить на медленном огне в течение 15 минут.Вы будете удивлены, насколько легко он очищается. Для дополнительной помощи используйте бамбуковый скребок. Бамбук достаточно прочен, чтобы помочь очистить сковороду, но не настолько тверд, чтобы поцарапать олово. Меньше смазки на локтях и меньше износа жести!
См. ТакжеPolish Часто
Если вы не пользуетесь полировкой в течение 6 месяцев, вас ждет тренировка для полировки. Полируйте после каждого использования, и это будет быстро и легко.
Вот секретный рецепт полировки меди на основе пищевых продуктов от шеф-повара. Сделайте замес из следующего и храните его в емкости под раковиной.Быстрая полировка после стирки займет около 30 секунд дополнительного времени:
Растворите
1 столовую соль в
1/2 стакана белого уксуса
Добавьте муки, чтобы получилась жидкая паста (подумайте о консистенции клея Элмера)
После мытья сковороды , обмакните влажное бумажное полотенце в лак и протрите медью (30 секунд). Смыть водой с мылом, затем хорошо просушить, чтобы не осталось пятен от воды.
Не терпите полировки? Не переживайте!
Медь сохраняет свои характеристики теплопередачи даже тогда, когда она не в лучшем виде.Этот мягкий медный налет тоже отлично смотрится. В уравнениях теплопередачи нет ничего, что зависело бы от «полировки» меди.
Не вешайте медь над плитой
Пар и брызги жира испортят ваши великолепные сковороды и сделают полировку НАСТОЯЩЕЙ рутинной работой. Повесьте их подальше от плиты или над островом.
Изменения жестяной подкладки — все в порядке
Жестяная подкладка станет темнее и изменит цвет в зависимости от того, что вы готовите на сковороде. Просто отпусти.Не поддавайтесь желанию снова очистить его до блеска, так как одновременно вы очистите немного оловянной подкладки.
Честная кулинарияРедакционная группа The Honest Cooking подбирает вдохновляющие кулинарные истории, которые мы считаем красивыми, и делимся ими с вами. Как международный онлайн-журнал о кулинарии, стремящийся по-настоящему изменить лицо онлайн-СМИ, мы надеемся создать вдохновляющее место для серьезных кулинарных дискуссий, вызывающих слюноотделение рецептов, интересных новостей о кулинарии и международных кулинарных развлечений.
Полуавтоматические пистолеты для сварки MIG3 Архив — Страница 3 из 3
Простые советы по максимально эффективному использованию оборудования MIG
Правильное обслуживание пистолета и расходных материалов поможет сократить время простоя и улучшить качество сварки.Время, потраченное на обслуживание пистолета MIG, можно считать простоем, но это не означает, что время потрачено зря. Правильное обслуживание пистолета может существенно продлить срок службы оборудования и снизить еще большие затраты на доработку сварных швов. Диагностика и устранение мелких проблем, таких как ослабленные соединения, может предотвратить более серьезные отказы оборудования и дефекты сварных швов.
Ниже приведены некоторые рекомендуемые советы по обслуживанию для большинства марок пистолетов MIG. Всегда соблюдайте меры предосторожности, рекомендованные производителями пистолета, включая отключение пистолета от устройства подачи и дайте ему остыть перед выполнением любого обслуживания, которое может привести к обнажению электрических цепей под напряжением.
Соединение механизма подачи — Плохое или загрязненное соединение механизма подачи проволоки часто вызывает электрическое сопротивление и нагрев в месте соединения, что приводит к падению напряжения, неустойчивой дуге и преждевременному отказу оборудования.Вам следует вручную проверять соединение еженедельно или всякий раз при установке пистолета в механизм подачи, чтобы убедиться, что он чистый и плотно прилегает к механизму подачи проволоки. Если соединение неплотно и не может быть затянуто в соответствии со спецификациями производителя, лучше всего заменить прямой штекер на тот, который подходит надежно. При необходимости очистите загрязненную вилку прямого подключения с помощью очистителя электрических контактов.
Еще одна область соединения питателя, которая может выйти из строя, — это уплотнительные кольца, которые обеспечивают герметичное уплотнение, через которое защитный газ попадает в кабельный шланг.Эти уплотнительные кольца со временем могут высохнуть и потрескаться, а также порезаться или повредиться при установке пистолета. Утечки газа, вызванные неисправными уплотнительными кольцами, могут вызвать пористость, чрезмерное разбрызгивание и создать другие дефекты, требующие доработки и сброса газа. Их следует проверять и покрывать силиконовой смазкой всякий раз, когда пистолет снимается с питателя.
Кабель — Кабель обычно является единственной частью горелки MIG, которая требует полной замены пистолета в случае его повреждения. По этой причине обслуживание кабеля очень важно, чтобы избежать ненужных затрат на оборудование.Кабели пистолета следует ежедневно осматривать на предмет порезов, перегибов и других повреждений. Обрезки кабеля могут обнажить внутреннюю медную проводку и создать потенциальную угрозу безопасности.
Кабель также должен быть проложен от устройства подачи к месту сварки как можно прямее. Сильные изгибы кабеля могут препятствовать потоку газа и подаче проволоки, что приводит к пористости, неустойчивой дуге и другим деформациям сварных швов, на устранение которых требуется драгоценное время.
Гильза — Гильза часто является самой сложной частью пистолета для осмотра и обслуживания, а также одним из наиболее частых источников проблем со сваркой.Фрагменты сварочной проволоки часто отщепляются и накапливаются при прохождении через лайнер. Со временем эти скопления могут стать причиной плохой подачи проволоки, гнездования птиц и возгорания. Эти проблемы также могут возникать, если лайнер перегибается или кабель изгибается под слишком большим углом.
Вкладыш, расположенный в центре ручки, часто забивается стружкой и другим мусором. Сильного потока сжатого воздуха обычно достаточно для поддержания постоянной подачи проволоки.Удаление лайнера для полного осмотра и очистки занимает много времени и не требуется, если нет никаких существующих проблем. Вместо этого, чтобы поддерживать чистоту лайнера, используйте сжатый воздух для очистки любых потенциальных засоров во время переключения проволоки или всякий раз, когда вы удаляете проволоку из пистолета. Потратив несколько дополнительных минут на очистку футеровки от мусора, вы сэкономите значительно больше времени, чем устранение дефектов сварных швов и проблем с оборудованием, которые могут возникнуть в результате засоров.
Рукоятка и спусковой крючок — Рукоятка и спусковой крючок обычно требуют минимального обслуживания, за исключением визуального осмотра. Убедитесь, что на рукоятке нет недостающих винтов или повреждений, и проверьте спусковой крючок, чтобы убедиться, что он не заедает или не работает иным образом. Эти проверки занимают всего несколько секунд и должны выполняться каждый раз, когда вы используете пистолет.
Поврежденная ручка может вызвать поражение электрическим током, если на сварочном кабеле есть оголенная медь. Грязный, поврежденный или просто изношенный спусковой крючок может вызвать ряд проблем со сваркой, и его следует заменить новым спусковым крючком.
Шея — По шее проходит электрический ток от сварочного кабеля к расходным материалам. Ослабленные соединения на обоих концах могут вызвать плохую электропроводность, что может привести к дефектам сварки и дальнейшим отказам оборудования из-за тепла, выделяемого электрическим сопротивлением. Ежедневно проверяйте надежность соединения шеи.
Горловины горелокMIG также оснащены внешними изоляторами, которые защищают компоненты, находящиеся под напряжением, от воздействия. Открытые электрические компоненты рядом с рукояткой могут создать угрозу безопасности, а открытые компоненты рядом с расходными материалами могут вызвать дугу к заготовке и повредить как пистолет, так и заготовку.Изоляторы следует проверять не реже одного раза в неделю и при необходимости заменять.
Расходные материалы — Из-за воздействия тепла, брызг и общего неправильного обращения расходные детали требуют частой замены. Однако это не означает, что вы не можете сэкономить время и деньги с помощью простого обслуживания.
На этом трехмерном изображении горловины и системы расходных деталей Centerfire показано, как компоненты сочетаются друг с другом. Белая полоса в основании сопла проходит в корпус сопла и электрически изолирует его от контактного наконечника.Помимо обеспечения потока газа в сварочную ванну, диффузор газа соединяется с шейкой и проводит электрический ток к контактному наконечнику. Неплотные соединения между диффузором и горловиной или диффузором и контактным наконечником могут вызвать утечку газа или качество сварки, а также проблемы с оборудованием, связанные с плохой проводимостью и повышенным электрическим сопротивлением. Их следует проверять при замене форсунок и затягивать в соответствии со спецификациями производителя с помощью рекомендованных инструментов.
В большинстве диффузоров также используются уплотнительные кольца для уплотнения защитного газа, и, как и их аналоги на задней стороне пистолета, вы должны проверять их на наличие трещин, порезов или других повреждений и заменять их при необходимости каждый раз при снятии сопла.
Основная функция сопла — направлять защитный газ вокруг сварочной ванны. Брызги могут накапливаться внутри сопла и препятствовать потоку газа, что приводит к пористости, чрезмерному разбрызгиванию и другим проблемам, связанным с недостаточным покрытием защитным газом. Сопло и изолятор сопла также могут быть повреждены при очистке от скопившихся брызг.
В зависимости от количества брызг, образующихся при сварке, вы должны проверять и очищать сопло несколько раз в день. Наиболее распространенным инструментом для чистки сопел являются сварочные клещи, но есть и другие специальные инструменты, предназначенные специально для удаления брызг с сопел.
Скопление брызг внутри форсунки, как показано здесь, может вызвать плохой поток защитного газа. Удалите брызги изнутри сопла с помощью сварочных клещей или специального расширителя.Изолятор сопла удерживает корпус сопла из меди или латуни отдельно от расходных деталей, находящихся под напряжением, поэтому поврежденный изолятор может вызвать дуговое воздействие на заготовку сопла. Визуального осмотра изолятора сопла обычно достаточно для определения его надлежащего состояния, а поврежденные изоляторы требуют замены всего сопла.
Контактный наконечник — это последняя часть комплекта расходных материалов и последняя точка контакта между сварочным оборудованием и сварочной проволокой. Проходя через контактный наконечник, проволока может разрушить внутреннюю часть отверстия наконечника, что приведет к прерыванию электрического тока и плохому контролю дуги. Наконечник также может покрыться брызгами и стать причиной недостаточного газового покрытия.
Сварщики часто ждут замены контактного наконечника до тех пор, пока не разовьется проблема сварного шва, однако время, необходимое для устранения проблемы сварного шва, может быть значительно больше, чем время, необходимое для визуального осмотра и регулярной замены контактного наконечника в качестве стандартная процедура обслуживания.
Сварочное оборудование промышленного класса создано с расчетом на производительность, но даже самое лучшее оборудование со временем выйдет из строя. Однако решать вам, обнаружите ли вы неисправность оборудования на ранних стадиях или после появления серьезных проблем. Выполнив описанные выше простые профилактические шаги по техническому обслуживанию, вы можете значительно продлить срок службы вашего оборудования и избежать дорогостоящего исправления дефектов сварных швов в случае поломки оборудования.
Выбор правильного пистолета для работы — важный способ добиться хорошего качества сварки и производительности.
Когда дело доходит до выбора сварочного оборудования, операторы сварки могут в первую очередь задумываться о том, какой источник питания использовать. И это правильно. Источник питания оказывает значительное влияние на качество сварки, производительность и общую стоимость сварочных работ. Но не менее важно иметь подходящий для работы полуавтоматический пистолет MIG.
От короткого времени зажигания дуги для прихватывания деталей до выполнения длинных непрерывных швов на толстом листе — сварочная горелка MIG должна обеспечивать соответствующую сварочную мощность для работы.Например, сварщикам может не понадобиться сварочная горелка MIG с той же силой тока, что и источник питания. Это потому, что часто они сваривают только от 30 до 50 процентов времени, поэтому использование пистолета с меньшей силой тока является подходящим вариантом. И наоборот, чрезмерная нагрузка сварщиками на легкую горелку MIG может привести к преждевременной поломке. Или, в некоторых случаях, сварочная операция может иметь несколько применений, что требует наличия пистолета MIG, который может удовлетворить потребности нескольких приложений на одном предприятии.
На светлой стороне
Для сварочных работ, требующих короткого времени горения дуги, таких как прихватывание деталей или завершение сварных швов на мелких деталях, легкая сварочная горелка MIG может быть лучшим выбором. Обычно считается, что легкая сварочная горелка MIG обеспечивает сварочную мощность от 100 до 300 ампер. Как и все пистолеты MIG, легкие пистолеты рассчитываются в соответствии с их рабочим циклом или количеством минут в 10-минутном периоде, в течение которого пистолет может работать на полную мощность без перегрева.Как правило, производители пистолетов для сварки MIG оценивают свою продукцию с рабочим циклом от 60 до 100 процентов. В случае легких применений, включая сварку листового металла, общие проекты для любителей или авторемонт и кузовные работы, легкая сварка MIG подойдет.
Поскольку легкие сварочные горелки MIG обычно имеют низкую силу тока, они также меньше и весят меньше, чем более мощные, что позволяет легко маневрировать даже в тесноте. У большинства из них также есть небольшие компактные ручки, поэтому они удобны для сварщика.
В пистолетах MIG для легких режимов работы часто используются легкие или стандартные расходные материалы — сопла, контактные наконечники и удерживающие головки (или газовые диффузоры). Эти расходные материалы обычно имеют меньшую массу и дешевле, чем их аналоги для тяжелых условий эксплуатации. Точно так же, поскольку они предназначены для короткого времени дуги, шейки (или гусиные шейки) на легких пистолетах MIG изготовлены из легких материалов, включая полимерную, резиновую или легкую алюминиевую броню.
Устройство для снятия натяжения и соединения на легких пистолетах также уникальны.В частности, устройство снятия напряжения обычно состоит из гибкого резинового компонента и в некоторых случаях может отсутствовать полностью. Эти особенности помогают поддерживать легкий вес пистолета, но они могут допускать перегибы, которые могут привести к плохой подаче проволоки и потоку газа.
Наконец, некоторые соединительные кабели на горелках MIG для легких режимов работы имеют обжимные соединения и, возможно, не подлежат ремонту. Если обжатый кабель повредится, может потребоваться замена кабеля или, возможно, всего пистолета.
Как правило, пистолеты MIG для легких режимов работы имеют стандартные функции по более низкой цене и, как правило, требуют более частой замены.
Для более жестких рабочих мест
На противоположном конце спектра ранее описанных применений для легких условий эксплуатации и MIG-горелок находятся работы, требующие длительного времени зажигания дуги и / или многократных проходов на толстых участках материала. Эти области применения включают в себя производство тяжелого оборудования для сельского хозяйства, строительства и горнодобывающей промышленности, внедорожных прицепов и грузовиков и других аналогичных сложных сварочных работ. Для этих целей лучше всего подходят сверхмощные сварочные горелки MIG, так как они могут использоваться для непрерывной сварки материалов толщиной один дюйм или более в суровых условиях, типичных для таких отраслей.
Пистолеты MIG для тяжелых условий эксплуатации обычно имеют диапазон от 400 до 600 ампер и доступны как с воздушным, так и с водяным охлаждением. Выбор между горелкой MIG для тяжелых условий эксплуатации с водяным или воздушным охлаждением во многом зависит от области применения сварки, предпочтений оператора и соображений стоимости. Системы с водяным охлаждением дороже и часто требуют большего обслуживания. Для системы охлаждения радиатора необходим специально обработанный охлаждающий раствор, а не водопроводная вода, поскольку водопроводная вода может вызвать рост водорослей или образование накипи (минеральных отложений) на внутренних поверхностях пистолета и кабельной сборке.Кроме того, со временем вода может вытекать из шлангов, шейки или головок пистолета, что требует немедленного ремонта для предотвращения разрывов сварных швов и поломки пистолета. Однако, несмотря на дополнительные затраты, при сварке очень толстого листа, требующего высокого наплавки и хорошего проплавления сварного шва, может потребоваться сверхмощная сварочная горелка MIG с водяным охлаждением.
Пистолеты MIG для тяжелых условий эксплуатации — как модели с воздушным, так и с водяным охлаждением — часто имеют ручки большего размера, чем их аналоги для легких режимов работы, для размещения кабелей большего размера (из-за более высокой силы тока).В сверхмощных горелках MIG часто используются сверхмощные расходные детали, которые способны выдерживать высокие силы тока и более длительное время горения дуги. Гусиная шея на этих пистолетах также часто длиннее, что увеличивает расстояние между сварщиком и высокой тепловой мощностью от дуги. Большинство гусиная шея для сверхмощного оружия обычно состоит из алюминиевой брони, которая защищает его от повреждений от высоких температур, а также от повседневного износа. Добавление теплозащитного экрана — это опция для защиты сварщика от тепловыделения сварочной горелки MIG с высоким током и более длительного времени горения дуги.Этот тепловой экран создает барьер между дугой и рукой сварщика. Добавление универсальной крышки также может помочь защитить кабель питания от суровых условий.
Сварочные горелки MIG для тяжелых условий эксплуатации часто оснащены блокирующими спусковыми крючками, поскольку сварщики используют эти горелки для многократных сварочных проходов и / или длительных непрерывных сварных швов, и эти типы триггеров помогают предотвратить усталость. Другие сверхмощные горелки MIG оснащены триггерами с двойным или несколькими режимами работы, которые могут быть установлены сверху или снизу горелки MIG в зависимости от положения, которое сварщик считает наиболее удобным.
Пистолеты MIG для тяжелых условий эксплуатации во многих случаях также могут быть настроены в соответствии с потребностями конкретной области применения. Некоторые производители сварочных пистолетов MIG позволяют сварщикам настраивать сверхмощный сварочный пистолет MIG в соответствии с их предпочтительным стилем рукоятки, длиной и углом гусиной шеи, а также индивидуальной длиной.
Прощальные мысли
Помните, что, как и любая другая часть процесса сварки, сварочные горелки MIG играют важную роль в достижении качества и производительности, требуемых для данной области применения.Чрезмерное использование пистолета MIG для легких режимов работы может легко привести к снижению производительности, в то время как использование горелки MIG для тяжелых условий эксплуатации без причины может излишне увеличить стоимость сварочной операции. Если у компании есть несколько источников питания, пистолеты могут быть стандартизированы, чтобы соответствовать им, добавив адаптер подачи. Это позволяет использовать один общий пистолет MIG на протяжении всей операции, уменьшая необходимость в инвентаризации нескольких типов пистолетов и расходных материалов.
В конечном итоге цель состоит в том, чтобы максимально приспособить как силу тока, так и рабочий цикл приложения.Более того, выбор может также сэкономить ресурсы сварочной операции и помочь в достижении высокой производительности.
Экономика сейчас находится в плохом состоянии, но когда она улучшится, выпускники программы повышения квалификации в области сварки в Сан-Диего получат хорошие возможности для удовлетворения потребностей в квалифицированных сварщиках.
Студентка Моника Болден практикует свои навыки работы с самозащитой флюсовой сердцевиной на секциях толстого листа из мягкой стали с помощью пистолета Dura-Flux.Сейчас школа работает 35 лет и специализируется на обучении взрослых безработных и частично занятых жителей Сан-Диего.Учебная программа специально адаптирована к потребностям местной промышленности, в частности судостроения, строительства и производства. Школа предоставляет бесплатное обучение любому жителю Калифорнии, и в настоящее время в ней учатся 96 учеников, а в листе ожидания еще 58 человек.
«Наша программа создана, чтобы дать студентам опыт работы с теми же типами конфигураций соединений, типами металлов и сварочными процессами, которые им понадобятся, когда они начнут работать», — объясняет инструктор по сварке Билл Борински.
Программа, которая охватывает как минимум 600 часов в течение 24 недель, также готовит студентов к получению безлимитной сертификации AWS D1.1 (Американское сварочное общество) путем прохождения визуальной и рентгеновской оценки сварных швов. Даже несмотря на то, что учебная программа школы ориентирована на отрасль, у учащихся все еще есть огромный объем знаний и навыков, и школа стремится учитывать каждую минуту.
Вот почему, объясняет Борински, для школы так важно иметь надежное и экономящее время сварочное оборудование.«Простой в бизнесе стоит денег — для нас это стоит знаний», — говорит он. «Если у ученика не работает оборудование, значит, он не учится. У наших учеников есть достаточно, чтобы сосредоточиться, им не нужно беспокоиться о том, работает ли их оборудование должным образом или нет ».
Школа недавно переоборудовала свои сварочные лаборатории на пистолеты Bernard ™ Q-Gun ™ и Dura-Flux ™ MIG, а также расходные материалы Centerfire ™ для предотвращения таких проблем. Пистолеты и расходные материалы поставлялись в комплекте с новыми школьными источниками питания и механизмами подачи проволоки, и Борински сказал, что очень доволен результатами.Программа запускала оружие 12 часов в день, четыре дня в неделю, и не было ни одной неисправности. Система расходных деталей Centerfire сократила время простоя и разочарование студентов, а также повысила качество сварки.
Партнерство для успеха
В рамках этой программы открытого набора учащиеся работают над материалом в своем собственном темпе, пока не овладеют навыками, необходимыми для получения диплома. Новые классы, которые собираются на 6,25 часа в день, четыре дня в неделю, начинаются каждый месяц, и студенты могут останавливаться и запускать программу по своему усмотрению.
Студенты изучают сертифицированную AWS учебную программу по сварке порошковой проволокой с самозащитой и защитой от газа толщиной от 3/8 до 1 дюйма с использованием сварочной проволоки E70T-1 и E71T-8. Студенты вкратце изучают процесс GMAW, но большую часть времени программа посвящает обучению конкретным навыкам, которые немедленно необходимы в местных отраслях. Они сосредоточены на повышении квалификации во всех положениях сварки стыковых, угловых и тавровых соединений.
Школа использует пистолеты Bernard Q-Gun MIG для обучения сварке с флюсовым сердечником и сварке MIG в среде защитного газа.Борински отметил, что изогнутая рукоятка пистолета снижает мышечную усталость его учеников после длительной сварки, и что пистолеты также улучшают их механическое усилие, облегчая ученикам удержание пистолетов в плоском и горизонтальном сварочных положениях.
«Что мне и моим ученикам нравится в рукоятке Q-Gun, так это то, что когда вы кладете ее в руку, она уже готова к сварке», — сказал Борински. «Если пистолет MIG вызывает нагрузку на запястья моих учеников, к концу дня они будут болеть и чувствовать себя несчастными, и они, вероятно, потеряют часть своего энтузиазма в отношении карьеры сварщика.”
инструктирует ученика Стива Кима о правильных углах и позиционировании пистолета Бернарда Dura-Flux.Система Centerfire еще больше сокращает время простоя и разочарование его учеников в учебе, сказал Борински. За счет использования контактного наконечника без резьбы с коническим основанием большого диаметра, который плотно входит в диффузор и фиксируется на месте соплом, расходные материалы Centerfire делают практически невозможным для учащихся установить неправильные выемки контактного наконечника или чтобы наконечник мог отсоединиться внутри насадка.
«При использовании расходных материалов нашей старой марки, если мы не прикрутим контактные наконечники должным образом, они оторвутся и буквально вылетят из конца пистолета. Это действительно может усугубить разочарование начинающего сварщика », — сказал Борински.
Хотя Борински доволен оружием и расходными материалами, он отметил, что именно служба поддержки Бернарда сохранит его в качестве клиента, когда их оборудование в конечном итоге потребуется заменить.
«Для нас пистолет — это пистолет», — сказал Борински.«Мы можем сами разобраться, как это работает. Тем не менее, мы были очень впечатлены, когда представитель Bernard вышел и предложил бесплатно обменять любое из наших ружей, если модель ложи не идеально подходит для нашей лаборатории ».
Программа обмена пистолетов Бернарда позволяет любому, кто получает стандартный пистолет Q-Gun или пистолет Dura-Flux MIG в составе источника питания или механизма подачи проволоки, заменить неиспользованный пистолет на новый пистолет с другой длиной кабеля, шейкой, рукояткой или спусковым крючком. конфигурации.
Бернард также предоставил Борински информацию о продукте и поддержку до и после покупки, чтобы гарантировать, что заказанное им оружие и расходные материалы будут соответствовать его потребностям.
«Иногда образовательное сообщество укрывается от множества происходящих извне действий. Мы не знакомы с различными вариантами оборудования, которые существуют », — сказал Борински. «Когда Хайди Эволдт, менеджер по внутренним техническим продажам Bernard, позвонила нам и потратила время на объяснение всех доступных вариантов оборудования и конфигураций, она сказала нам, что Бернар хотел большего, чем просто быструю продажу. Они были привержены нашему успеху ».
«Мы запускаем здесь несколько довольно горячих приложений с большой силой тока, — сказал Борински, — и у нас не было ни одного сбоя — ноль внутренних проблем, ноль проблем с электричеством.Нам даже не пришлось менять гильзы на некоторых орудиях ».
Доцент Джордж Мур инструктирует студентку Монику Болден по настройке правильных параметров сварки.Как и Бернард, компания San Diego Continuing Education понимает ценность прочных партнерских отношений и адаптирует свои продукты к потребностям клиентов. Чтобы удовлетворить растущие потребности местных отраслей, Борински ежегодно встречается с консультативным комитетом, состоящим из лидеров бизнеса и профсоюзов, чтобы обсудить навыки и знания, которые они ищут в новых сотрудниках.
«Если мы учили тому, чему хотели научить, а не тому, что нужно работодателям в этой области, то мы отправляем им людей, которых они не могут использовать, и тратим время наших студентов», — продолжил Борински. «Мы должны держать руку на пульсе отрасли, чтобы быть соответствующим образовательным учреждением».
По словам Борински, в последние несколько лет консультативный комитет запрашивал сотрудников с «мягкими навыками», такими как чтение чертежей, обучение работе в команде, процессы бережливого производства и другие навыки, выходящие за рамки наложения сварного шва.
«Рынок вакансий сейчас очень конкурентный, — сказал Борински, — и те студенты, которые обладают дополнительными навыками и могут повысить ценность организации, получат значительное преимущество во время собеседования».
Вот почему школа в партнерстве с AWS разработала учебную программу, которая дает учащимся знания и навыки, необходимые для получения сертификата AWS Certified Unlimited в FCAW по окончании обучения. Неограниченное обозначение — это гарантия того, что студент может выполнять сварные швы стандартного качества в положениях 1-G, 2-G, 3-G и 4-G с использованием процесса FCAW.По словам Борински, эта сертификация в сочетании со школьной программой чтения и совместной работы дает выпускникам сильное преимущество при подаче заявления в один из региональных профсоюзов.
Подход школы к обучению сварщиков открыл многочисленные возможности для ее выпускников в сфере бизнеса. Одним из примеров является партнерство школы с General Dynamics NASSCO, одним из крупнейших работодателей Сан-Диего. Благодаря партнерству General Dynamics NASSCO за последние годы приняла на работу более 400 выпускников программы.
Основная причина, по которой программа повышения квалификации в Сан-Диего попробовала пистолеты Бернарда и расходные материалы, заключалась в том, что они поставлялись в комплекте с механизмами подачи проволоки и источниками питания, приобретенными школой. Тем не менее, после использования их без единой неисправности в течение последних 18 месяцев, Борински сказал, что один из первых вопросов, которые он задаст при покупке нового оборудования, будет заключаться в том, принимают ли они оружие Бернарда и расходные материалы. К его счастью, продукты Бернарда можно адаптировать практически ко всем основным производителям источников питания и устройств подачи проволоки.
Для некоторых компаний выбор между сварочной системой MIG с воздушным или водяным охлаждением довольно прост. Мобильные производственные и ремонтные компании, которые сваривают листовой металл в течение всего нескольких минут каждый час, будут мало нуждаться в преимуществах, предоставляемых системой водяного охлаждения. Точно так же магазины со стационарным оборудованием, которое многократно сваривает при 800 А, вероятно, не смогут найти систему с воздушным охлаждением, которая могла бы справиться с высокой температурой.
Решение о том, использовать ли сварочную систему MIG с воздушным или водяным охлаждением, может существенно повлиять на производительность компании, эффективность работы оператора и затраты на оборудование.Но для многих компаний это нелегкое решение. У каждого типа системы охлаждения есть свои преимущества и недостатки, и выбор подходящей для вашей компании системы требует тщательного анализа следующих факторов:
- Требования к силе тока
- Рабочий цикл
- Вес горелки и комфорт оператора
- Местоположение рабочего места
- Стоимость
Первые дела в первую очередь
Охлаждение сварочного оборудования MIG необходимо для защиты силового кабеля, горелки и расходных материалов от повреждений из-за теплового излучения дуги и резистивного тепла от электрических компонентов в сварочной цепи.Он также защищает оператора от тепловых травм и обеспечивает более комфортные условия работы.
Сварочная система MIG с водяным охлаждением перекачивает охлаждающий раствор из блока радиатора, обычно встроенного в источник питания или рядом с ним, через охлаждающие шланги внутри кабеля питания и в рукоятку пистолета, шейку и расходные детали. Охлаждающая жидкость возвращается в радиатор, где перегородка радиатора выделяет тепло, поглощаемое охлаждающей жидкостью. Окружающий воздух и защитный газ дополнительно рассеивают тепло сварочной дуги.
Сварочная система MIG с воздушным охлаждением полагается исключительно на окружающий воздух и защитный газ для отвода тепла, которое накапливается по длине сварочного контура. В системах с воздушным охлаждением используются более толстые медные кабели, чем в системах с водяным охлаждением, что позволяет кабелю передавать электроэнергию на пистолет без чрезмерного нагрева из-за электрического сопротивления. Напротив, в системах с водяным охлаждением в силовых кабелях используется относительно мало меди, поскольку охлаждающий раствор уносит резистивное тепло, прежде чем оно накапливается и повреждает оборудование.
Требования к силе тока
Подобные приложения, которые включают длительные участки сварки с высоким током в стационарных сварочных камерах, являются хорошими кандидатами для систем с водяным охлаждением.Сила сварочного тока будет важным фактором при выборе системы с воздушным или водяным охлаждением. В общем, системы с воздушным охлаждением лучше подходят для работы с малой силой тока, а системы с водяным охлаждением лучше для приложений с высокой силой тока.
Пистолеты с воздушным охлаждением доступны с номинальным током от 150 до 600 ампер, а пистолеты с водяным охлаждением — от 300 до 600 ампер.Эти значения представляют собой текущие нагрузки, при которых пистолеты становятся настолько теплыми, что обычному оператору их неудобно держать. Поскольку пистолеты редко используются на пределе своего рабочего цикла, часто бывает хорошей идеей приобрести оружие, рассчитанное на меньшую силу тока, чем максимальная, которой оно будет подвергаться. Например, пистолет на 300 ампер может выдерживать более 400 ампер, и он значительно легче и маневреннее, чем пистолет на 400 ампер.
Рабочий цикл
Тесно связан с допустимой силой тока пистолета-распылителя его рабочий цикл — количество времени в течение 10-минутного цикла, в течение которого пистолет может работать с номинальной мощностью, не нагреваясь до дискомфорта.Превышение рабочего цикла пистолета может причинить боль оператору, а также снизить качество сварки и сократить срок службы пистолета и расходных материалов.
Не существует отраслевого стандарта для определения номинальной силы тока на основе рабочего цикла, поэтому два пистолета, рассчитанные на 400 ампер, могут иметь существенно разные рабочие циклы. Это делает важным для клиента учитывать номинальную силу тока пистолета и рабочий цикл вместе, чтобы сформировать точную оценку возможностей пистолета MIG.
Вес пистолета и комфорт оператора
Сварка в течение всего дня в промышленных или строительных условиях может нанести значительный ущерб рукам, рукам, плечам и спине (не говоря уже о большинстве других частей тела) сварщика. Тяжелое, громоздкое и сложное для маневрирования ружье только усугубляет эти боли и ускоряет время, необходимое для их установки.
Одним из преимуществ пистолетов с водяным охлаждением является их размер и вес. Поскольку вода более эффективно, чем воздух, отводит тепло, которое накапливается из-за тепла дуги и электрического сопротивления, в горелках с водяным охлаждением используется меньше проволоки для кабелей и меньшие компоненты пистолетов, что снижает утомляемость оператора.
Хотя пистолеты с воздушным охлаждением обычно тяжелее и сложнее в маневрировании, чем пистолеты с водяным охлаждением, существенные различия в конструкции пистолетов между производителями также могут иметь большое влияние на то, насколько быстро оружие способствует утомляемости. Перед покупкой рекомендуется физически держать ружье, чтобы определить уровень его комфорта.
Расположение рабочего места
Поскольку для пистолетов с водяным охлаждением требуется больше оборудования, чем для систем с воздушным охлаждением, они могут быть непрактичными для приложений, требующих портативности.Транспортировка системы охлаждения и шлангов охлаждающей жидкости горелки MIG с водяным охлаждением может снизить производительность и вызвать ненужные простои. Системы с водяным охлаждением наиболее практичны в приложениях, где они будут стационарными или очень мало перемещаемыми. Напротив, пистолеты MIG с воздушным охлаждением легко переносятся и перемещаются с места на место в магазине или в полевых условиях.
Стоимость
Наконец, компании должны оценить стоимость двух систем, прежде чем принимать решение о покупке. Однако сделать это не так просто, как посмотреть на их соответствующие ценники.Помимо стандартной цены на системы, компаниям необходимо учитывать расходы на техническое обслуживание, а также затраты на производительность и время простоя, связанные с утомляемостью оператора и долговечностью оборудования.
Для этой операции по производству трейлеров требуются длинные кабели для пушек и они не подходят для установки с водяным охлаждением.Система с водяным охлаждением требует покупки системы подачи охлаждающей жидкости (включая радиатор, насос, шланги и т. Д.), Что приводит к более высоким первоначальным затратам, чем система с воздушным охлаждением.Поскольку для систем с водяным охлаждением требуется специальный раствор охлаждающей жидкости, чтобы избежать накопления минералов или водорослей в линиях охлаждающей жидкости и радиаторе, они требуют более обширного обслуживания и более высоких эксплуатационных расходов, чем системы с воздушным охлаждением. Кроме того, утечки охлаждающей жидкости могут привести к повреждению оборудования и нарушениям сварных швов, что увеличивает стоимость владения системой с водяным охлаждением.
Система с воздушным охлаждением не только дешевле на начальном этапе, но и предлагает преимущество, заключающееся в том, что она лучше подходит для применений с низкой силой тока.Таким образом, например, компания, которой необходимо выполнять сварку при токе 150 и 600 ампер в одной сварочной камере, может снизить свои затраты, купив одну систему с воздушным охлаждением, а не систему с водяным охлаждением для приложений с высокой силой тока и система с воздушным охлаждением для приложений с низким током.
Однако это не означает, что система с водяным охлаждением дороже, чем система с воздушным охлаждением. Как упоминалось ранее, пистолет MIG с водяным охлаждением намного меньше и легче, чем пистолет MIG с воздушным охлаждением, что может помочь снизить утомляемость оператора и повысить производительность в течение дня.
При правильной настройке пистолет MIG с водяным охлаждением может обеспечить значительную долгосрочную экономию затрат по сравнению с пистолетом с воздушным охлаждением. Охлаждающая жидкость в системе с водяным охлаждением также продлевает срок службы расходных материалов, отводя тепло, поглощаемое от дуги. Более длительный срок службы расходных материалов означает меньшее время простоя при переналадке и меньший запас расходных материалов.
Заключение
К сожалению, не существует универсальной формулы для выбора между системой сварки MIG с воздушным и водяным охлаждением.Каждая компания должна проанализировать свои сварочные операции и определить, какой тип системы дает им наиболее важные преимущества. Учет этих факторов — стоимости, местоположения на рабочем месте, веса пистолета и комфорта оператора, рабочего цикла и требований к силе тока — обеспечит хорошее начало для принятия мудрого решения.
Найдите пистолет MIG с воздушным или водяным охлаждением для своего применения
Сварочные пистолеты
MIG и расходные материалы иногда не учитываются при покупке сварочной системы, но, учитывая, что они являются наиболее часто используемым сварочным оборудованием и подвергаются наибольшему воздействию со стороны окружающей среды и оператора, они могут оказать значительное влияние на качество сварки, производительность и простой оператора.
Выбор неподходящих горелок MIG и расходных материалов для вашей сварочной операции может существенно повлиять на производительность и чистую прибыль. Точно так же выбор правильного оборудования может улучшить ваши сварочные характеристики.Во многом причина того, что горелки MIG и расходные материалы не получают должного внимания в процессе выбора оборудования, возникает из-за распространенных заблуждений относительно их важности для сварочных операций.
Ниже приведены пять наиболее распространенных мифов о пистолетах MIG и расходных материалах, а также соответствующие истины, которые могут помочь вам повысить производительность, сократить расходы и повысить эффективность работы оператора.
Миф №1 — Все пистолеты MIG одинаковы, поэтому цена должна быть решающим фактором при покупке нового пистолета.
Правда — пистолеты MIG существенно различаются по качеству, характеристикам и стоимости. Покупка качественного пистолета, оснащенного функциями, которые сводят к минимуму простои, проблемы с качеством сварки и преждевременные отказы оборудования, может привести к значительной долгосрочной экономии. Эта эффективность может сэкономить вам гораздо больше, чем разница в цене между высокопроизводительным и некачественным пистолетом.
Высококачественные пистолеты и расходные материалы могут снизить возникновение пористости и связанные с этим затраты на устранение проблемы.И наоборот, высококачественный пистолет MIG будет предлагать функции, элементы конструкции и конструкцию, которые позволят снизить утомляемость оператора и уменьшить количество ожогов, скоплений птиц и других проблем.
При оценке долгосрочной стоимости пистолета MIG и системы расходных материалов необходимо учитывать срок службы пистолета, стоимость запасных частей, стоимость простоев, когда пистолету требуется обслуживание, и легкость замены компонентов.
Во-первых, рассмотрите простои, которые могут возникнуть в результате выбора пистолетов MIG и расходных материалов без учета их полной долгосрочной стоимости.Если единственным аргументом в пользу оружия является его цена, оно может быть изготовлено с использованием некачественных компонентов, срок службы которых меньше, чем у высококачественных компонентов, которые труднее заменить, когда они действительно нуждаются в замене, и вызывают преждевременный отказ других компонентов.
Пример различия между высококачественными и некачественными компонентами можно найти в арматуре силового кабеля. Установочные винты со временем могут ослабнуть, что приведет к ухудшению электропроводности и повышению сопротивления. Сами по себе эти проблемы могут снизить качество сварки и потребовать доработки или зачистки деталей.Если не устранить неисправность, эти проблемы также могут привести к увеличению резистивного нагрева в точке крепления. Это тепло вызывает дополнительную нагрузку и сокращает срок службы пистолета и кабеля. Напротив, в высокопроизводительном пистолете часто используются компрессионные фитинги, которые обеспечивают более надежное соединение между кабелем и пистолетом и с меньшей вероятностью приведут к дефектам сварных швов или ухудшению других компонентов.
Расходные материалы — еще один компонент, в котором попытка сэкономить пару долларов на закупочной цене в долгосрочной перспективе может оказаться очень дорогостоящей.Высококачественная система расходных деталей требует меньшего количества переналадок наконечников, и эти переналадки часто происходят быстрее, что снижает как затраты на оборудование, так и время простоя оператора.
В целом, стоимость простоев оператора должна быть основной причиной, по которой ваша компания не должна выбирать пистолеты и расходные материалы исключительно по цене. Если каждый из ваших сварщиков в среднем тратит три часа в неделю на настройку и замену компонентов горелки MIG при средней стоимости работника 30 долларов в час, это время простоя добавляет до 4680 долларов в год ненужных затрат (и это даже не считая затрат на материалы в результате утилизации Работа).
Миф № 2 — Расходные материалы не очень важны для качества и производительности сварки.
Правда — Расходные детали горелки MIG — сопло, диффузор и контактный наконечник — обеспечивают защитный газ и являются последним компонентом сварочной системы, который контактирует со сварочной проволокой перед тем, как она попадет в сварочную ванну. Таким образом, расходные материалы могут иметь большое влияние на качество и производительность сварки, поэтому выбор высококачественных материалов и их надлежащее обслуживание очень важны.
Расходные материалы — диффузор, контактный наконечник и сопло — выполняют критически важные функции, обеспечивая надлежащее покрытие защитным газом и хорошую электрическую передачу сварочной проволоки.Вы должны проверять их несколько раз в день, чтобы убедиться, что компоненты плотно прилегают друг к другу и что сопло не забито брызгами.Расходные материалы значительно различаются по маркам как по дизайну, так и по качеству материалов. Расходные материалы хорошего качества обеспечивают большую площадь контакта между диффузором и контактным наконечником и оснащены надежным фиксирующим механизмом, обеспечивающим плотное прилегание контактного наконечника и диффузора. Эти функции смягчают проблемы с качеством сварки, связанные с непостоянной электрической передачей, а также с частотой ожогов контактного наконечника, что является заметным источником простоев.
Не менее важным при выборе правильных расходных материалов является их правильное обслуживание. Расходные материалы хорошего качества лучше сопротивляются образованию отложений, чем расходные материалы низкого качества, однако никакие расходные материалы не могут полностью избежать образования брызг. Используйте плоскогубцы, развертку для сопел или другое устройство, чтобы удалить скопившиеся брызги, чтобы предотвратить перебои в подаче защитного газа и соответствующие дефекты сварки. Вы должны проверять форсунку на предмет скопления брызг несколько раз в день и при необходимости очищать ее.
В дополнение к проверке и удалению брызг, вы должны убедиться, что контактный наконечник плотно сидит в диффузоре и что внутреннее отверстие не изношено слишком сильно.Контактные наконечники без резьбы можно поворачивать на месте, чтобы обеспечить новую поверхность контакта со сварочной проволокой, когда она изнашивается с одной стороны. Некоторые контактные наконечники с резьбой позволяют поворачивать их на 180 градусов, что также продлевает срок службы наконечников.
Миф № 3 — Профилактическое обслуживание оружия и расходных материалов — это пустая трата драгоценного времени, которое лучше потратить на производство.
Правда — По сравнению со временем, потраченным на переработку плохих сварных швов и замену сильно поврежденных компонентов, потратить несколько минут каждый день на осмотр и техническое обслуживание пистолета MIG и расходных материалов — это выгодная сделка.
Выявление потенциальных проблем на раннем этапе необходимо для предотвращения гораздо более высоких затрат, которые могут возникнуть в результате превращения незначительной проблемы в серьезную головную боль. Например, поврежденное уплотнительное кольцо на соединении питателя очень легко и недорого отремонтировать, но, если его не контролировать, оно может создать очень дорогостоящую пористость сварного шва.
Штифт питания следует регулярно проверять, чтобы обеспечить надежное соединение с механизмом подачи проволоки и убедиться, что резиновые уплотнительные кольца не имеют трещин или других повреждений.Поскольку пистолеты MIG имеют немного движущихся частей и относительно просты в осмотре, вам следует ежедневно проверять соединения между механизмом подачи проволоки, кабелем, пистолетом, шейкой и расходными деталями, чтобы убедиться, что они плотно затянуты и не имеют повреждений. Ослабленный или поврежденный фитинг может вызвать резистивное нагревание, низкое качество сварки и сокращение срока службы компонентов.
Расходные детали следует проверять несколько раз в течение дня, чтобы убедиться, что внутреннее отверстие контактного наконечника не чрезмерно изношено, и что потоку защитного газа не препятствуют брызги в сопле.
Гильза — один из самых сложных для проверки компонентов горелки MIG, поэтому часто лучше использовать сжатый воздух для очистки от металлической стружки и мусора при каждой смене проволоки.
Регулярный осмотр и техническое обслуживание должны занимать не более 10–15 минут в день, что в среднем составляет около 1300 долларов США в год. Напротив, повторная обработка или списание плохих сварных швов может каждый раз занимать несколько часов. Если оператор тратит четыре часа в неделю на устранение дефектов сварных швов, вызванных ненадлежащим обслуживанием оборудования, это непроизводственное время обходится его работодателю примерно в 6240 долларов в год.Что еще более важно, это может привести к тому, что компания отстает от сроков выпуска продукта и поставит под угрозу отношения с клиентами.
Миф №4 — Всегда лучше действовать на всякий случай и превышать силу тока пистолета в соответствии с приложением.
Правда. Кажется противоречивым, что большинство компаний совершают ошибку, покупая пистолет MIG на 400 А, когда их приложениям требуется 375 А. По правде говоря, проблема с подгонкой пистолета к применению заключается в том, что большинство операторов сваривают только 30-50 процентов времени, а это означает, что они могут легко обойтись пистолетом на 300 А и редко, если вообще когда-либо, превышают свои обязанности. цикл в приложении, требующем 375 ампер.
Пистолет на 400 А, безусловно, может справиться с требованиями приложения, но он также тяжелее и громоздче, что приводит к более ранней утомляемости оператора и снижению производительности.
Для достижения максимальной эффективности оператора компаниям необходимо проанализировать свои специфические потребности в сварке и приобрести как можно меньший размер и легкий пистолет, при этом отвечающий требованиям по силе тока для конкретного применения.
Еще один фактор, который следует учитывать при покупке пистолета MIG, — это разница в весе и размере между производителями.Во многих случаях ружье одной компании на 400 ампер будет значительно тяжелее и громоздче, чем ружье аналогичного номинала от другой компании.
Не все производители пистолетов маркируют и продают свои пистолеты со 100-процентным номинальным рабочим циклом, поэтому обязательно убедитесь, что вы проводите сравнение яблок с яблоками при оценке пистолетов MIG от разных производителей. Например, пистолет MIG на 300 ампер компании А может сваривать при 300 А при 100-процентном рабочем цикле, но компания B может также сделать пистолет, который они называют пистолетом MIG на 300 А, который рассчитан только на 300 А при 40. процент рабочего цикла.Значения силы тока для рабочего цикла обычно доступны в спецификациях большинства основных производителей пистолетов MIG, поэтому проверьте их, чтобы убедиться, что пистолет подходит для ваших приложений.
Миф № 5 — Гильза горелки MIG не оказывает значительного влияния на сварочные характеристики.
Правда — Это правда, что правильно работающие вкладыши горелок MIG, независимо от марки, не оказывают значительного влияния на качество сварки. Это , когда футеровка не функционирует должным образом , что ее важность для сварочных операций — и разница между футеровкой высокого и низкого качества — становится очевидной.
Некоторые производители пистолетов изготавливают специальные вкладыши, подобные изображенному на фотографии, которые заменяют только наиболее часто изнашиваемую часть вкладыша, тем самым сокращая затраты на оборудование и время переналадки.Основная функция лайнера заключается в обеспечении беспрепятственного прохождения сварочной проволоки от подающего устройства через кабель и горелку к расходным материалам. Это очень простая роль в сварочных операциях, однако в футеровке может возникнуть ряд проблем, которые могут привести к дефектам сварного шва и снижению производительности.
Высококачественная гильза может обеспечить более постоянный внутренний диаметр, через который проходит сварочная проволока, тем самым уменьшая трение и продлевая срок службы гильзы, а также время, необходимое для забивания гильзы опилками — одно из самых больших частые источники простоев лайнеров. Лайнер наиболее подвержен этой проблеме, когда трос изгибается слишком далеко и увеличивает трение между проволокой и лайнером.
Другие причины засорения вкладышей включают использование вкладыша неправильного размера и его неправильную обрезку.В обоих случаях лайнер может сбрить металлическую стружку со сварочной проволоки и засориться, что приведет к нестабильной подаче проволоки, низкому качеству сварки и появлению птичьих гнезд. Поскольку медная скрутка в кабелях для горелок MIG наматывается по спирали, кабель сжимается при скручивании. Обрезка нового лайнера по длине скрученного кабеля может привести к тому, что лайнер будет слишком коротким, когда кабель будет выпрямлен, и останется пустое пространство, в котором сварочная проволока может застрять и попасть в гнездо.
Дополнительное время простоя можно сократить за счет использования легко заменяемой частичной гильзы, которая устанавливается с передней части пистолета и проходит только через шейку пистолета.Наибольшее трение между проволокой и гильзой происходит в шейке, поэтому часть гильзы обычно изнашивается первой. Вместо того, чтобы тратить 20 минут на замену всего вкладыша, когда изнашивается только его часть, некоторые компании предлагают частичные вкладыши, которые можно заменить всего за две минуты.
Во времена экономической нестабильности понятно, что компании будут стремиться снизить свои производственные затраты за счет приобретения менее дорогого оборудования. Однако настоящая стоимость приобретения оборудования более низкого качества — снижение производительности, снижение качества сварки, увеличение количества брака и чрезмерное время простоя — может намного превзойти затраты на выбор более качественных пистолетов MIG и расходных материалов.
Ознакомьтесь с опциями пистолета MIG
Выбор подходящего пистолета MIG может существенно повлиять на ваш уровень комфорта и утомление мышц в течение рабочего дня.
Оператор-сварщик обычно тратит гораздо меньше, чем 50 процентов восьмичасового рабочего дня непосредственно на процесс сварки, а оставшаяся часть выделяется на подготовку стыка, сборку детали и перемещение, а также другие виды деятельности, которые влияют на производительность сварочная операция.Тем не менее, в течение этого периода времени, когда дуга остается, нельзя переоценить важность того, чтобы оператор оставался комфортным и прохладным. Проще говоря, обеспечивая хороший комфорт оператора, компании могут снизить вероятность травм, связанных с повторяющимся движением, снизить общую утомляемость оператора и снизить страховые ставки или требования о компенсации работникам. Результат? Более довольный сотрудник и потенциал для большей производительности и прибыльности.
Неудивительно, что пистолет MIG, который использует сварщик, может напрямую повлиять на комфорт.Факторы, включая силу тока пистолета MIG, а также его рукоятку и типы кабелей, влияют на вес и маневренность оборудования, и их следует учитывать при выборе горелки MIG для сварочных работ. Другие факторы, такие как защита от тепловыделения горелки MIG, также имеют решающее значение как для комфорта, так и для безопасности сварщика.
Выбор правильной силы тока
При сварке нередко встречаются горелки MIG, рассчитанные на более высокую силу тока, чем это необходимо для данного применения.Одна из причин этого — распространенное заблуждение, что используемый пистолет MIG должен быть рассчитан на самый высокий ток, при котором сварщик будет выполнять сварку. Например, если приложению требуется 400 ампер, очень часто можно встретить сварщика, использующего пистолет на 400 ампер. Хотя пистолет в этом примере, несомненно, справится со своей задачей, пистолет с большей силой тока также весит больше, чем пистолет с меньшей силой тока, и имеет тенденцию быть менее гибким — оба фактора влияют на комфорт сварщика и его или ее способность легко маневрировать пистолетом MIG. .
Как правило, выбор самого легкого и самого гибкого пистолета MIG для данной области применения является лучшим выбором. В случае применения на 400 ампер может быть достаточно пистолета MIG, рассчитанного на 300 ампер. Для этого утверждения есть две причины.
Во-первых, сила тока пистолета MIG, установленная CE (Conformité Européenne или European Conformity) в Канаде и NEMA (Национальная ассоциация производителей электрооборудования) в США, отражает температуры, при превышении которых рукоятка или кабель пистолета MIG становятся неудобными. .Они не указывают точку, в которой пистолет MIG может выйти из строя или выйти из строя.
Во-вторых, учитывая, что типичный сварщик (как упоминалось ранее) обычно сваривает только небольшую часть рабочего дня, маловероятно, что он или она будет постоянно работать с пистолетом на полную силу тока и полный рабочий цикл. Рабочий цикл определяется продолжительностью дуги за 10-минутный период, в течение которого оборудование может работать с максимальной мощностью. Некоторые пистолеты MIG имеют 100-процентный рабочий цикл, а другие рассчитаны на 60 процентов или ниже.
В результате этих двух факторов модель с более низкой силой тока часто может использоваться для приложения с немного большей силой тока без повреждения пистолета или нагрева до такой степени, что сварщик может чувствовать себя некомфортно. Сварочный пистолет MIG с меньшей силой тока также обеспечивает дополнительное преимущество в виде легкости и гибкости для сварщика. Во многих случаях эти модели также будут более экономичными.
Тем не менее, важно изучить рабочий цикл пистолета MIG перед его покупкой, чтобы убедиться, что он обеспечивает необходимую мощность для конкретного применения.
Обработка выделения
Выбор ручки правильного стиля может помочь сварщику повысить уровень комфорта. Вот пример ручки изогнутого стиля.Еще одним важным фактором поддержания хорошего уровня комфорта для сварщика является выбор сварочного пистолета MIG с рукояткой, шейкой и кабелями, подходящими для данной области применения. Как правило, с уменьшением силы тока пистолета MIG уменьшается и размер ручки пистолета и кабеля, что делает оборудование гораздо более удобным для сварщика.Однако, поскольку все приложения разные, не всегда возможно использовать пистолет MIG с меньшей силой тока. По этой причине важно принять другие меры безопасности, чтобы сварщик чувствовал себя комфортно.
Во-первых, важно, чтобы стиль ручки соответствовал предпочтениям сварщика. Производители пистолетов MIG часто предлагают изогнутые и прямые модели рукояток, каждая из которых может быть более удобной для одного сварщика по сравнению с другим. Однако цель для обоих типов ручек одинакова: выбрать легкий и удобный стиль, который также соответствует требованиям пистолета MIG и требованиям к силе тока и рабочему циклу.Как правило, сварщику легче маневрировать с ручкой меньшего размера. Кроме того, некоторые производители пистолетов MIG предлагают вентилируемые ручки, которые помогают снизить нагрев и их удобнее держать при сварке в течение более длительных периодов времени. В некоторых случаях пистолет MIG с водяным охлаждением может иметь меньший размер, требуемый для конкретного применения, и может быть хорошим выбором для снижения утомляемости оператора при работе с более высокими токами, особенно в условиях магазина.
Как и при выборе пистолета MIG или рукоятки, хорошим практическим правилом является также выбор самого маленького и самого короткого кабеля питания, который может соответствовать потребностям области применения.Кабели питания меньшего размера и короче, легче и гибче, что снижает утомляемость оператора. Они также могут свести к минимуму беспорядок в рабочем пространстве и предотвратить чрезмерное наматывание, которое может быть затруднительно для оператора сварки, а также может привести к плохой подаче проволоки. Дополнительным преимуществом является то, что меньшие и более короткие кабели, как правило, дешевле.
Добавление рукоятки к шейке пистолета MIG — это один из способов защиты сварщика от теплового дискомфорта.В дополнение к фиксированным шейкам, многие пистолеты MIG доступны с поворотными и гибкими шейками различной длины и углов, которые могут повысить комфорт оператора сварки. Преимущество этих стилей заключается в том, что они предоставляют сварщику возможность выбрать тот, который лучше всего подходит для доступа к стыку, необходимого для применения. Например, гибкие шейки можно легко отрегулировать для соответствия различным углам сварки и достичь труднодоступных стыков, которые могут быть ограничены или иным образом неудобны.Эта функция помогает сварщику не напрягаться при достижении определенного сварного шва, что может привести к усталости или травме. Точно так же поворотные шейки — хороший вариант для сварки в нестандартном положении (в том числе над головой), поскольку их можно отрегулировать для достижения сварного соединения без изменения ручки пистолета или ее положения. Оба этих типа шейки пистолетов MIG могут также упростить инвентаризацию и сократить время простоя при замене шейки, поскольку их можно использовать в нескольких приложениях. Некоторые производители сварочных горелок MIG также предлагают соединительные муфты, которые позволяют сварщику соединять несколько горловин вместе для удобного доступа к особенно сложным стыкам.
Сохраняя спокойствие
Существует два основных типа нагрева при сварке: лучистое тепло от дуги и резистивное тепло от кабеля. Для защиты от обоих типов тепла важно, чтобы сварщик всегда носил соответствующую защитную одежду, включая шлем, сварочные перчатки и сварочную куртку или рукава.
Лучистое тепло — это тепло, которое отражается от сварочной дуги и основного металла обратно к ручке. Если сварщик сваривает блестящие материалы, такие как алюминий или нержавеющая сталь, они, вероятно, будут отражать больше тепла, чем, например, более тусклая низкоуглеродистая сталь.Использование более длинной шейки пистолета MIG может помочь защитить сварщика от теплового излучения, поскольку рукоятка находится подальше от дуги. Дополнительная ручка для шеи может еще больше повысить комфорт. Захваты для шейки доступны у некоторых производителей пистолетов MIG и обычно состоят из высокотемпературной силиконовой резины. Они надеваются на шею, чтобы защитить сварщика от теплового воздействия и связанной с этим усталости. Эти аксессуары предлагают дополнительное преимущество, заключающееся в увеличении контроля для сварщиков, которым нравится класть шею на руку или предплечье, используя ее в качестве точки поворота для маневрирования горелки MIG.
Поскольку шейка также может отводить тепло к ручке, важно использовать расходные детали передней части — сопла, контактные наконечники и диффузоры, — которые остаются прохладными. Обязательно ищите расходные материалы, которые плотно прилегают друг к другу, поскольку эта функция минимизирует электрическое сопротивление и снижает тепловыделение.
Кроме того, следует учитывать, что защитный газ, используемый для этих приложений, сводит к минимуму нагрев во время операции сварки и помогает оператору оставаться более холодным. Аргон, например, имеет тенденцию создавать более горячую дугу, чем чистый защитный газ CO2.Фактически, пистолеты MIG, работающие с аргоном в смеси, часто достигают номинальной температуры пистолета MIG при более низкой силе тока, чем при использовании чистого CO2. Хотя может быть невозможно выбрать, какой защитный газ использовать (в конкретном приложении часто указывается использование газа), при работе с аргоном оператор сварки может принять другие меры (как указано выше), чтобы сохранить охлаждение.
Для защиты от резистивного нагрева важно иметь достаточно большой силовой кабель для работы, но не слишком большой, чтобы затруднять маневрирование, а также во избежание перегиба силового кабеля, когда это возможно.
Собираем все вместе
При выборе сварочного пистолета MIG для любого применения преследуется двоякая цель: получить оборудование, подходящее для данной области применения, и обеспечить максимальное удобство для оператора сварки. Благодаря тщательному выбору пистолета MIG с соответствующей силой тока, а также правильному выбору рукоятки, кабеля и шейки, эта цель вполне достижима. Кроме того, принимая меры против теплового воздействия, сварщик может гарантировать, что он или она сможет выполнить необходимые сварные швы с минимальным дискомфортом.Не забудьте изучить пистолеты MIG, доступные на рынке, в дополнение к имеющемуся применению. Примите во внимание фактическое количество времени, в течение которого сварщик будет выполнять сварку, а также материал какого типа. Это может помочь гарантировать, что выбранный пистолет MIG обеспечивает хороший баланс между размером и мощностью.
Выбор правильного сварочного пистолета MIG для вашего сварочного применения и его надлежащее обслуживание так же важны для вашей общей производительности, как и любая другая часть сварочной операции.К сожалению, сварочные горелки MIG часто остаются незамеченной частью сварочной системы. Однако на самом деле горелка MIG не только отвечает за подачу тока, проволоки и защитного газа в сварочную ванну, но и может существенно повлиять на качество сварки и прибыль.
Тщательный выбор и правильное обслуживание пистолета MIG может помочь улучшить качество и производительность, а также снизить ваши расходы.Как и при выборе источника питания или механизма подачи проволоки, цель состоит в том, чтобы найти наиболее экономичную горелку для сварки MIG, способную обеспечить производительность, необходимую для вашего сварочного применения.Таким образом, регулярное профилактическое обслуживание может помочь вам защитить эти вложения.
Вот несколько советов, которые помогут вам выбрать правильный пистолет MIG для вашего применения и правильно его обслуживать.
Выберите правильный пистолет MIG для вашей области применения
Все мы склонны становиться жертвами философии «больше — лучше». Однако когда дело доходит до покупки пистолета MIG, это может стоить вам больше денег, чем необходимо для этого оборудования. Это также может привести к дорогостоящим простоям.
Распространено заблуждение, что для процедуры сварки, требующей, например, 400 ампер, также требуется горелка для сварки MIG на 400 ампер, способная работать при этих уровнях силы тока 100 процентов времени (т.е. 100-процентный рабочий цикл). Дело в том, что вы тратите время на перемещение деталей, шлифовку, закрепку и выполнение других подобных задач, а не на непрерывную сварку. Это означает, что вы часто можете приобрести пистолет MIG с меньшей силой тока — модели на 300 А будет достаточно — для приложений, в которых рабочий цикл составляет менее 100 процентов (например,g., 60 процентов) за меньшие деньги, и при этом он будет работать на соответствующей мощности.
Меньший пистолет MIG с меньшей силой тока также меньше весит и помогает снизить утомляемость запястья, которая может привести к простоям. Он предлагает дополнительное преимущество, заключающееся в простоте маневрирования, что также может помочь улучшить качество сварки и уменьшить количество переделок.
По возможности, использование более коротких кабелей питания на горелке MIG может еще больше снизить затраты и время простоя. Как правило, более короткие силовые кабели дешевле и, как и меньшая горелка для сварки MIG, обладают большей маневренностью.Более короткие силовые кабели также помогают свести к минимуму проблемы с подачей проволоки, связанные с перегибами и наматыванием, поэтому вы можете тратить больше времени на сварку и меньше — на решение этих проблем.
Другие факторы, которые следует учитывать при выборе пистолета MIG:
- Выберите пистолеты с жесткой разгрузкой от натяжения (соединение между кабелем питания и контактом питания). Хорошая разгрузка от натяжения помогает минимизировать перегибы, которые могут привести к плохой подаче проволоки, нестабильной дуге и низкому качеству сварки.
- Выберите спусковой механизм, который удобен и прост в обслуживании.Пистолеты MIG доступны с множеством вариантов спускового крючка (например, стандартный, с блокировкой, двойным расписанием и т. Д.), И вы можете обнаружить, что один из них вам больше других. Кроме того, ищите прочные триггеры, которые выдержат злоупотребления на рабочем месте и которые можно легко заменить в случае отказа одного из механизмов. Это может свести к минимуму время простоя на обслуживание и ремонт.
- Подберите шею, подходящую для вашего случая. Обычно производители пистолетов MIG предлагают фиксированные, вращающиеся и гибкие шейки различной длины и угла.Правильный выбор для вашей области применения упрощает доступ к стыкам, которые вам необходимо сваривать, и может помочь вам выполнить ремонт быстрее и проще. Ищите шею с хорошей броней, чтобы защитить ее от повреждений, которые могут привести к короткому замыканию или преждевременному выходу из строя.
Рассмотрите возможность использования рукоятки наименьшего размера, которая может соответствовать вашим потребностям в силе тока. Как и в случае с меньшим ружьем, меньшие рукоятки легче маневрировать и могут снизить утомляемость. Некоторые производители также предлагают вентилируемые ручки, которые помогают снизить нагрев и сделать его более удобным в использовании в течение более длительных периодов времени.
Скопление брызг внутри сопла (показано здесь) препятствует нормальному потоку защитного газа и может привести к дефектам сварки, которые требуют доработки. Регулярно проверяйте форсунку и при необходимости очищайте или заменяйте. Техническое обслуживание горелки MIG
Регулярный осмотр горелки MIG может быть важной частью снижения затрат и повышения эффективности сварки. К счастью, профилактическое обслуживание (PM) пистолета MIG не должно быть трудоемким или трудоемким. Учтите эти ключевые факторы.
Проверьте соединение механизма подачи: Регулярно проверяйте соединение механизма подачи проволоки (где штырь питания вставляется в механизм подачи), чтобы убедиться, что он затянут должным образом и на нем нет грязи или мусора. Ослабленные или грязные соединения механизма подачи проволоки могут вызвать нагревание, что приведет к падению напряжения, которое отрицательно повлияет на сварочную дугу и может вызвать преждевременный выход из строя горелки. Затяните соединение в соответствии со спецификациями производителя или замените прямой штекер, если необходимо, для надежной посадки.Также проверьте уплотнительные кольца на предмет трещин, которые могут привести к утечке газа, и при необходимости замените их. Утечки газа часто вызывают разбрызгивание и пористость, что увеличивает время простоя для очистки и переделки.
Правильный уход за футеровкой горелки MIG: Нередко во время сварки лайнер горелки MIG забивается мусором, особенно сварочной проволокой. Однако со временем это скопление мусора может привести к плохой подаче проволоки, возникновению гнезд птиц и возгоранию, что требует времени простоя для устранения неисправностей.Для ухода за лайнером вы можете использовать сжатый воздух для устранения возможных засоров при замене проводов. Кроме того, отслеживание времени, в течение которого изнашивается ваша подкладка, может помочь вам лучше понять, когда заменить следующий, прежде чем у вас возникнут проблемы. Всегда следуйте рекомендациям производителя по обрезке и установке лайнера, чтобы предотвратить перегиб и проблемы с подачей проволоки.
Вкладыш (показан в центре ручки) может забиться осколками сварочной проволоки или стружкой.Периодическая очистка струей сжатого воздуха может помочь предотвратить проблемы с подачей проволоки. Осмотрите рукоятку и спусковой крючок: Обычно эти компоненты не требуют значительного обслуживания, кроме визуального осмотра. Регулярно ищите трещины на ручке или отсутствующие
шурупов. Убедитесь, что спусковой крючок пистолета MIG не заедает и не работает иным образом. При необходимости замените эти компоненты.
Проверьте шейку горелки MIG: Ослабленные соединения на любом конце шейки могут вызвать электрическое сопротивление, которое приведет к плохому качеству сварки и / или выходу из строя расходных деталей.Регулярно проверяйте надежность соединения шейки. Кроме того, визуально осмотрите изоляторы на шейке пистолета MIG и замените их в случае повреждения. Эти изоляторы предотвращают воздействие электрических компонентов на компоненты, находящиеся под напряжением, обеспечивая вашу безопасность и долговечность вашего оборудования.
Визуально осмотрите силовой кабель: Обслуживание силового кабеля — очень важная часть устранения ненужных затрат на оборудование. Регулярно проверяйте кабель питания на наличие повреждений, включая порезы или перегибы, и при необходимости заменяйте его.Порезы в кабеле могут обнажить медную проволоку и привести к потенциальной опасности поражения электрическим током, в то время как изгибание препятствует потоку газа и подаче проволоки. Последнее может привести к дефектам сварных швов и нестабильности дуги, устранение которых требует времени простоя.
Сопло и контактный наконечник (как показано в этом вырезе) спроектированы так, чтобы надежно соединяться друг с другом. Регулярно проверяйте соединения, чтобы убедиться, что они плотно прилегают, так как это поможет предотвратить электрическое сопротивление, которое может привести к преждевременному выходу из строя.Не забывайте о расходных материалах: Почаще проверяйте сопло пистолета MIG и контактный наконечник на наличие признаков скопления брызг, которые могут препятствовать потоку защитного газа и вызывать дефекты сварных швов, которые необходимо устранить.Скопление брызг также может привести к преждевременному выходу из строя расходных материалов. Замените оба расходных материала при появлении брызг или очистите их в соответствии с рекомендациями производителя. Также убедитесь, что эти компоненты (и газовый диффузор) надежно подключены. Ослабленные соединения могут увеличивать электрическое сопротивление, что, в свою очередь, приводит к ухудшению сварочных характеристик и сокращению срока службы расходных материалов, увеличивая ваши общие расходы.
Помните, что, как и источник питания и механизм подачи проволоки, сварочный пистолет MIG может повлиять на качество сварки, производительность и затраты.Тем не менее, если вы потратите время на выбор подходящего пистолета MIG и его регулярное обслуживание, это поможет продлить срок службы этого оборудования и позволит вам тратить больше времени на сварку, а не на решение проблем.
Наличие форсунок, обеспечивающих постоянное покрытие защитным газом, необходимо для предотвращения таких дефектов, как пористость. Здесь сварщик Бруклинского металлургического завода Брайан Хаббард использует расходные детали Centerfire для сварочного пистолета Q-Gun на 400 А для выполнения сварных швов на текущем проекте моста из конструкционной стали.
От источника питания до сварочной проволоки, каждый из компонентов в процессе дуговой сварки может иметь значительное влияние на производительность. Сварочный пистолет и расходные материалы — сопла, контактные наконечники и диффузоры — в частности, часто упускаются из виду во всем процессе, но эти компоненты напрямую влияют на качество, комфорт сварщика, доработки, время простоя и многое другое.
Существует три основных способа, которыми пистолеты и расходные материалы, используемые при дуговой сварке порошковой проволокой (FCAW) и газовой дуговой сварке (GMAW), могут привести к повышению производительности:
- Улучшение совместного доступа и газового покрытия.
- Сокращение времени на замену контактных наконечников.
- Увеличение времени горения дуги за счет повышения комфорта оператора.
Контактный наконечник — это последняя точка контакта между сварочным оборудованием и сварочной проволокой, а также расходный материал, ответственный за создание электрического соединения для создания дуги. Когда проволока проходит через контактный наконечник, она часто может разрушать внутреннюю часть отверстия наконечника, что приводит к прерыванию электрического тока и ухудшению стабильности дуги.Во время нормального процесса сварки, особенно при более высоких значениях силы тока, контактный наконечник также может ослабнуть и вызвать ожог (или образование сварного шва внутри контактного наконечника). Ожоги часто являются значительным источником простоев при сварке и серьезным препятствием для производительности.
Наличие контактного наконечника, который остается надежно закрепленным во время сварки, является ключом к борьбе с ожогами. Компания Brooklyn Iron Works (Спокан, Вашингтон) нашла именно такое решение, когда в прошлом году перешла на контактные подсказки Centerfire ™.
Как и другие компании, занимающиеся производством строительных конструкций, Brooklyn Iron Works сталкивается со строгими сроками выполнения своих проектов, поэтому возможность минимизировать время простоя из-за возгорания и управления любым другим оборудованием является обязательной. Сварочный персонал обрабатывает сварные швы на высоких токах (от 300 до 400 ампер), используя проволоку FCAW диаметром 0,052 или 1/16 дюйма, которая часто оказывалась слишком жесткой для их прежних контактных наконечников. Они будут ослабевать после обычной сварки, вызывая обратную дугу на проволоке и образование ожога.
«До того, как мы перешли на новые контактные насадки, у нас было значительное время простоя для замены контактных насадок», — объясняет менеджер по контролю качества Фил Заммит. «А это деньги. Это потеря времени дуги для обслуживания наконечника. Теперь мы используем на треть меньше советов, и нам не нужно беспокоиться о простоях, как раньше ».
Новые контактные наконечники компании не расшатываются, потому что они «падают» в диффузор и фиксируются на месте затягиванием сопла. Они также имеют конструкцию без резьбы с коническим основанием и седлом большого диаметра.Другим преимуществом конструкции является то, что она помогает генерировать постоянную электропроводность и теплопередачу, что помогает расходным материалам служить дольше и работать более надежно.
Лучшее экранирование
Использование сопла подходящего размера и формы может помочь сварщикам получить лучший доступ к стыкам, а также улучшить покрытие защитным газом для предотвращения таких проблем, как пористость. Пистолет с гибкой шейкой также может помочь при работе в сложных суставах. Сварщики Brooklyn Iron Works часто сталкиваются с сварными швами до 2 дюймов.глубокий. В прошлом им часто приходилось увеличивать вылет электрода до 2 дюймов, чтобы получить доступ к стыкам, что создавало риск возникновения пористости, поскольку это могло нарушить необходимое покрытие защитным газом.
Помимо недостаточного защитного газа, пористость может также возникнуть, если сварщик использует слишком маленькое сопло для данной области применения, вытягивает сварочную проволоку слишком далеко за конец сопла или пытается сваривать, используя сопло, полное брызг. Воздух снаружи или от вентиляторов тоже может создать проблему, так как уносит столь необходимый защитный газ.
Brooklyn Iron Works нашла решение проблемы пористости в выборе сопла подходящего размера и формы для конкретного применения. Переход на расходные материалы Centerfire теперь позволяет им уменьшить вылет электродов и в то же время улучшить газовое покрытие.
«Эти расходные материалы направляют газ именно туда, где он нам нужен», — поясняет Заммит. «Это обеспечивает защиту от газа прямо на сварном шве, даже когда двери открыты или нам дует ветер. У нас никогда не было большой проблемы с пористостью, но теперь ее стало еще меньше.”
Форсунки имеют коническую форму, которая остается зафиксированной заподлицо с контактным наконечником. Они также включают в себя встроенный экран от брызг, который действует как дополнительный газовый диффузор и обеспечивает более стабильный направленный поток газа даже на глубоких стыках или при небольшом ветре.
Преимущества комфорта
Типичный сварщик во время смены тратит время на подготовку стыков, сборку деталей и перемещение, а также на другие виды деятельности, которые влияют на производительность сварочной операции.Но во время самого процесса сварки очень важно, чтобы ему или ей было удобно. Хороший комфорт оператора сварщика снижает вероятность травм, связанных с повторяющимися движениями, и снижает общую утомляемость оператора. Более довольный сотрудник также открывает потенциал для большей производительности.
Сварщики на Brooklyn Iron Works решили проблему комфорта благодаря различным шейкам их пистолетов Bernard Q-Gun на 400 ампер. Пистолеты Q-Gun доступны с фиксированными, поворотными и гибкими шейками различной длины и углов изгиба.Эти варианты шейки помогают сварщикам лучше адаптироваться к различным углам сварки, с которыми они сталкиваются в проектах. Они могут лучше добраться до сварных швов и минимизировать время простоя для решения таких проблем, как усталость запястья. Гибкие шейки особенно полезны на сложных соединениях, поскольку их можно отрегулировать для сварки по углам или для установки в стальные детали сложной формы.
Контактный наконечник, который остается надежно закрепленным во время сварки, может помочь сократить время простоя и устранить ожог, как показано здесь.Сварщик Рики Кертис объясняет: «Я могу согнуть шею в любом направлении. Даже за углами. Мне нравится, что за меня работает пистолет, а не мое запястье ».
По словам начальника компании по техническому обслуживанию Джона Даля, конструкция пистолета также принесла дополнительные преимущества.
«Чтобы сменить гриф на этих ружьях требуется всего около пяти минут, по сравнению с почти часом у наших предыдущих ружей», — поясняет он.
Такая простота обслуживания — еще один способ, которым наличие оборудования помогло Brooklyn Iron Works сократить время простоя и быстрее вернуться к сварке.
Помните, что в долгосрочной перспективе компании могут получить выгоду от изучения того, как каждый аспект их сварочных операций влияет на время простоя. Время, затрачиваемое на замену контактных наконечников или излишнее маневрирование в сложных стыках, может в конечном итоге снизить производительность, равно как и сварочные пистолеты, на обслуживание которых требуется много времени. Решение проблемы производительности может быть столь же простым, как поиск нового варианта расходных материалов или поиск способов повышения комфорта операторов сварки.
Газовая дуговая сварка металлическим электродом (GMAW) — это больше, чем просто время горения дуги.Операторы сварки также должны помнить о других действиях, которые влияют на общую производительность и качество сварки, включая надлежащую подготовку стыка, соблюдение правильных параметров сварки и обеспечение хорошей подгонки деталей. Выбор подходящего пистолета GMAW, расходных материалов и защитного газа также имеет решающее значение для достижения хороших результатов. К сожалению, нередко возникает путаница в отношении того, как эти компоненты влияют на сварочные операции. Однако в реальности они могут существенно повлиять на время простоя и затраты, не говоря уже о комфорте оператора.Цель состоит в том, чтобы добиться положительного воздействия.
Ниже приведены ответы на некоторые распространенные вопросы о пистолетах GMAW, расходных материалах и защитном газе, которые помогут вам выбрать наиболее подходящие для сварочных операций и управлять ими таким образом, чтобы обеспечить оптимальные результаты.
Как определить, какая сила тока у пистолета GMAW мне нужна
Операторы сварки должны помнить обо всех действиях, которые влияют на общую производительность и качество сварки, включая горелку GMAW, защитный газ и выбор расходных материалов.Когда дело доходит до оружия GMAW, больше не всегда лучше. Фактически, выбор пистолета с большей силой тока, чем требуется для вашего приложения, в конечном итоге может стоить вам денег и вызвать дискомфорт, что приведет к ненужным простоям. Рабочий цикл определяется как время горения дуги в течение 10-минутного периода, поэтому 20-процентный рабочий цикл будет составлять две минуты времени горения дуги в 10-минутном временном интервале. Поскольку большинство сварщиков не выполняют сварку в 100% случаев, часто можно использовать пистолет с меньшей силой тока для процедуры сварки, требующей более высокой силы тока.Например, во многих случаях вы можете использовать модель пистолета на 300 А вместо модели пистолета на 400 А, поскольку фактическое время горения дуги часто не превышает отношения силы тока к рабочему циклу пистолета на 300 А. Преимущество заключается в том, что пистолет с более низкой силой тока обычно стоит меньше денег, а также он меньше весит, что помогает снизить утомляемость запястья, обычно связанную с простоем. Пистолет GMAW с меньшим током по-прежнему будет работать с соответствующей мощностью, а также будет иметь преимущество в виде более простого маневрирования — фактор, который может помочь вам улучшить качество сварки и уменьшить количество переделок.
Что еще я должен учитывать при выборе пистолета GMAW, помимо силы тока?
При выборе пистолета GMAW следует учитывать несколько факторов. Определив свою потребность в силе тока, вам также следует обратить внимание на такие функции, как жесткий и надежный компенсатор натяжения. Прочность в этой области между штырем питания и кабелем может помочь свести к минимуму перекручивание, которое часто приводит к нестабильной дуге и / или плохой подаче проволоки. Затем подумайте о выборе пистолета с ручкой меньшего размера (но такого, который может соответствовать вашим потребностям в силе тока), так как это может помочь снизить утомляемость запястья и облегчить маневрирование в сложных суставах.Вы также можете подумать о поиске шеи определенного стиля для вашего приложения. Многие производители пистолетов GMAW предлагают фиксированные, вращающиеся и гибкие шейки разной длины и угла, что позволяет легче добраться до суставов. Независимо от того, какой стиль шеи вы выберете, вы должны найти такую с хорошей броней, чтобы защитить ее от повреждений, которые могут привести к короткому замыканию или преждевременному выходу из строя. Наконец, выберите пистолет GMAW с удобным и простым в обслуживании спусковым крючком. Как правило, вы можете найти множество вариантов запуска, включая стандартный стиль, блокировку или двойное расписание.Независимо от конкретного стиля, ищите прочные триггеры, которые выдержат злоупотребления на рабочем месте и которые можно легко заменить в случае отказа одного из механизмов.
Какой тип защитного газа лучше всего подходит для моей области применения?
Защитный газ предотвращает воздействие на расплавленную сварочную ванну кислорода, азота и водорода, содержащихся в воздушной атмосфере, для защиты сварного шва от загрязнения и / или дефектов. Тип, который вы используете, может повлиять на все, от профиля проплавления до стабильности дуги и механических свойств готового сварного шва.Если вам требуется глубокое проплавление сварных швов, особенно для толстых материалов, диоксид углерода (CO2) — хороший выбор, а также самый дешевый. Однако этот газ имеет тенденцию к образованию брызг, и его можно использовать только при сварке коротким замыканием. Добавление от 75 до 95 процентов аргона в CO2 может обеспечить лучшую стабильность дуги и контроль образования луж, что снижает разбрызгивание по сравнению с прямым CO2. Эта смесь также позволит вам использовать процесс переноса распылением, что во многих случаях позволит вам сваривать быстрее. Аргон также обеспечивает более узкий профиль проплавления, который полезен для угловых и стыковых швов.Если вы свариваете цветной металл — алюминий, магний или титан — вам потребуется 100-процентный аргон. В некоторых случаях в процессе GMAW используется кислород или гелий, но это не так часто.
Как продлить срок службы расходных материалов GMAW?
Срок службы расходных материалов может сильно различаться от приложения к приложению. Однако есть несколько шагов, которые помогут продлить срок их службы. Во-первых, используйте контактный наконечник, соответствующий размеру провода, и убедитесь, что он надежно входит в газовый диффузор.Прочное соединение между этими компонентами помогает обеспечить хорошую проводимость и минимизировать перегрев, что продлевает срок их службы. Кроме того, регулярно проверяйте сопло на предмет разбрызгивания и при необходимости очищайте. Используйте для работы сварочные клещи или специальный инструмент для чистки сопел в соответствии с указаниями производителя расходных материалов. Также убедитесь, что у вас есть расходные материалы, подходящие для вашего приложения. Например, в приложениях с силой тока более 300 ампер часто могут быть полезны сверхпрочные расходные материалы, которые имеют большую массу и могут легче рассеивать тепло.В результате во многих случаях увеличивается срок службы. Наконец, настройте натяжение приводного ролика на механизме подачи проволоки, чтобы проволока подавалась правильно. Это предотвратит деформации проволоки (в случае слишком высокого натяжения), которые могут привести к преждевременному износу контактного наконечника проволоки.
Вкладыш (показан в центре ручки) может быть частым источником проблем с подачей проволоки. Всегда обрезайте и устанавливайте его в соответствии с рекомендациями производителя.Как правильно обрезать и установить гильзу пистолета GMAW?
Слишком длинная обрезка лайнера GMAW может привести к смещению его с газовым диффузором.И наоборот, слишком короткая обрезка лайнера может привести к скоплению мусора между лайнером и газовым диффузором. Оба случая могут привести к плохой подаче проволоки, проблемам с качеством сварки и преждевременному выходу из строя контактного наконечника. Чтобы предотвратить эту проблему, всегда следуйте инструкциям производителя по установке, следя за тем, чтобы после обрезки лайнера не было заусенцев или коротких краев. Плавный разрез обеспечивает плавную и равномерную подачу сварочной проволоки. Некоторые производители предлагают калибр лайнера, чтобы помочь вам определить правильную длину для вашего конкретного лайнера, в то время как другие наносят маркировку на внешней стороне сварочного кабеля, чтобы показать, когда лайнер скручен, что позволяет более точно обрезать.Если на вашем пистолете нет такой маркировки, убедитесь, что кабель полностью вытянут при установке нового лайнера. Не забывайте надевать перчатки при работе с лайнером и не волочить его по земле. Эти меры предосторожности помогают предотвратить попадание мусора в пистолет GMAW и вызвать загрязнение сварных швов и / или плохие характеристики расходных материалов.
Возгорание — одна из наиболее частых причин простоя в приложении GMAW и серьезная причина преждевременного выхода из строя контактного наконечника. Правильная настройка оборудования — одно из основных средств защиты ваших расходных материалов.Во-первых, убедитесь, что вы установили соответствующую выемку для контактного наконечника и выступ проволоки для вашего приложения, а также что вы поддерживаете правильное расстояние между контактным наконечником и рабочей поверхностью. Регулярно проверяйте электрические соединения и заменяйте изношенные рабочие провода или кабели, так как неисправные также могут вызвать проблему. Убедитесь, что вы поддерживаете надлежащее натяжение приводных роликов, а также правильно установите лайнер. Обе меры предосторожности сводят к минимуму случайную подачу проволоки, которая может привести к возгоранию.
Как лучше всего хранить расходные материалы GMAW и обращаться с ними?
Правильная настройка оборудования является одним из ключевых средств защиты расходных материалов от возгорания и сокращения времени простоя, связанного с заменой контактного наконечника.Правильное хранение расходных материалов GMAW и обращение с ними не только помогает им служить дольше, но и работать лучше. Никогда не храните расходные материалы GMAW в мусорном ведре, так как это может привести к появлению на них царапин, которые привлекают брызги, и может привести к преждевременному выходу из строя. Вместо этого храните их в оригинальной упаковке, пока вы не будете готовы их использовать.