
можно ли и как правильно, видеоурок для начинающих
Автор Сварщик На чтение 7 мин Просмотров 386 Опубликовано
Сварочные аппараты — очень распространенная техника, используемая как в промышленности, так и в быту. Если иметь хороший сварочный аппарат и уметь им пользоваться, можно решить многие задачи, например, что-то починить, залатать, даже сконструировать. В идеале это делается с использованием газа и присадочной проволоки, но иногда работать нужно срочно, а запасного баллона с газом может не оказаться под рукой, а основной не заправлен, да и вообще баллоны очень громоздкие, что делает их маломобильными. В таких ситуациях появляется вопрос о том, возможна ли сварка без газа? О том, сработает ли это, пойдет речь далее.
Содержание
- Можно ли варить полуавтоматом без газа?
- В чем особенность порошковой проволоки
- Плюсы и минусы
- Технология сварки полуавтоматом без газа
- Подготовка
- Процесс сварки
Можно ли варить полуавтоматом без газа?
Некоторые начинающие сварщики сомневаются, что сварку полуавтоматом без газа вообще можно делать. Но на самом деле это возможно, просто нужно использовать не простую проволоку, а самозащитную. Подбирается она под свариваемый металл, а отличается от обычной особенным составом, позволяющим заменять собой при сварке полуавтоматом проволоку и газ одновременно.
Но на самом деле это возможно, просто нужно использовать не простую проволоку, а самозащитную. Подбирается она под свариваемый металл, а отличается от обычной особенным составом, позволяющим заменять собой при сварке полуавтоматом проволоку и газ одновременно.
В большинстве случаев для такой флюсовой проволоки применяются инверторные MIG/MAG сварочные устройства, так как у них высокий КПД, они более мобильны и компактны, а также менее чувствительны к перепадам напряжения в сети. Все это отлично сочетается с технологией самозащитной проволоки.
Варить полуавтоматом без газа можно только при помощи самозащитной порошковой проволоки.
В чем особенность порошковой проволоки
Самозащитная проволока для сварки полуавтоматом без газа отличается от обычной своей конструкцией. Она представляет собой трубку из металла, куда помещен присадочный порошок. Когда сердцевина начинает нагреваться, а после гореть, создается защитное газовое облако, которое обеспечивает такой же эффект, как обычный поток газа. В итоге сварочная ванна не вступает в реакцию с кислородом, из-за чего в швах не будет ни пор, ни трещин.
В итоге сварочная ванна не вступает в реакцию с кислородом, из-за чего в швах не будет ни пор, ни трещин.
Проволока для сварки полуавтоматом без газа подбирается в зависимости от вида свариваемого металла. Присадка будет представлять собой смесь элементов, которая должна выдерживать нагревание до очень высоких температур. Чаще всего встречаются диоксид кремния и марганец.
Плюсы и минусы
У метода, предполагающего сварку полуавтоматом только с защищенной проволокой и без газа, есть свои преимущества. Например:
- Не нужно покупать и заправлять баллон с газом.
- Не требуется перемещать баллон с газом.
- Сварочный аппарат станет легче, так как не будет подключения к баллону.
- Когда присадка будет сгорать, защитное облако окажется настолько устойчивым, что его не испортит ни ветер, ни сильный сквозняк. Поток при газовом методе может быть испорчен влиянием внешней среды.

- Подготовка к сварке полуавтоматом без газа проходит быстрее.
- Сопло горелки и недостаточно плотное облако газа вокруг дуги не могут испортить обзор.
Но недостатки тоже есть:
- Качество шва все равно ниже, чем при электросварке полуавтоматом с защитной газовой средой.
- Защищенная проволока дороже обычной.
- Расходный материал очень хрупкий.
- Аппарат нужно настраивать в зависимости от того, что входит в состав флюса.
- Металл сваривать немного сложнее, так как он разбрызгивается сильнее.
- Из-за порошка образуется шлак, который потребуется потом убрать металлической щеткой.
Несмотря на то, что швы получаются не настолько хорошими, как при обычной сварке с газом, они все равно достаточно прочны, а себестоимость работ оказывается невысокой. Но только если металл подходящий, так как с некоторыми видами этот способ сварки не сработает.
К примеру, нержавейку варить полуавтоматом без газа не стоит, все ее антикоррозийные свойства пропадут в месте шва.
Потребуется дополнительная обработка.

Технология сварки полуавтоматом без газа
Полуавтоматом без газа можно варить многое, от алюминия до сложных комбинированных металлов. Главное, подобрать режим варки, флюс и методику создания швов. Поэтому перед тем, как варить полуавтоматом без газов, потребуется изучить способы варки металлов, особенности этого процесса и подготовки к нему. Особенно важно это знание для начинающих сварщиков, но и профессионалам нужно иногда напоминать себе последовательность шагов.
Подготовка
Подготовка к сварке полуавтоматом без газа начинается с подготовки рабочего пространства. Места должно быть достаточно, чтобы сварщику ничего не мешало (как минимум 10 метров до легковоспламеняющихся предметов), а также важно обеспечить хорошую вентиляцию и проветриваемость пространства. Дополнительно проверяется защитная одежда, маска, так как они не должны быть деформированными. Никто без защитной экипировки не подпускается к месту сварки.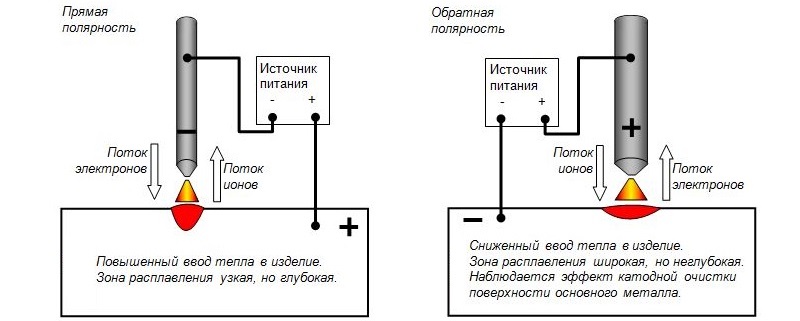
Далее обрабатывают поверхности заготовок, которые будут соединяться между собой. Сначала металл зачищают шлифовальной машинкой, потом обезжиривают спиртом или ацетоном.
После можно настраивать полуавтомат для сварки. Для этого выполняются такие шаги, как:
- Устанавливается сила тока, она определяется по толщине соединяемого металла.
- Подбирается скорость подачи проволоки, чтобы она не повреждалась в процессе и ее было достаточно. Об этом говорится в паспорте проволоки или сертификате. Прижимные ролики аппарата устанавливают согласно толщине проволоки.
- Выставляется правильная полярность. Так как здесь используется порошковый флюс, на рабочей детали должна оказаться клемма с «плюсом», а на электроде — «минус».
Чтобы проверить, все ли настроено правильно, нужно сделать пробную сварку. Для этого проволока немного прокручивается вперед, открывается заслонка для подачи флюса и нажимается пусковая кнопка. Пробную сварку полуавтоматом без газа можно делать сколько угодно раз, пока все не будет налажено — дуга не будет стабильна, проволока не будет свободно подаваться.
Пройдя все подготовительные этапы, можно начинать делать шов.
Подобрать правильную силу тока для сварки полуавтоматом без газа очень важно, так как если она будет недостаточной, то качество шва будет низким, а если слишком высокой — можно прожечь детали. Поэтому при выборе силы тока нужно ориентироваться на такие значения:
| Диаметр электрода, мм | Толщина металла, мм | Сила сварочного тока, А |
|---|---|---|
| 1,6 | 1 — 2 | 25 — 50 |
| 2 | 2 — 3 | 40 — 80 |
| 2,5 | 2 — 3 | 60 — 100 |
| 3 | 3 — 4 | 80 — 160 |
| 4 | 4 — 6 | 120 — 200 |
| 5 | 6 — 8 | 180 — 250 |
| 5 — 6 | 10 — 24 | 220 — 320 |
| 6 — 8 | 30 — 60 | 300 — 400 |
Подобные таблицы обычно помещаются в инструкции к аппарату.
Процесс сварки
Перед тем, как делать сварку полуавтоматом без газа, обязательным шагом будет правильная подготовка рабочего пространства, а также использование защитной одежды и маски. После, когда вытяжная система будет включена или хотя бы проветриваемость помещения будет достаточной, можно переходить к полуавтоматической сварке без газа.
После, когда вытяжная система будет включена или хотя бы проветриваемость помещения будет достаточной, можно переходить к полуавтоматической сварке без газа.
Основной процесс заключается в равномерном движении электродом вдоль формируемого шва после того, как сварочный полуавтомат без газа подготовлен к работе. Движение обычно направлено сверху вниз. Когда флюс сгорает, тепловая энергия поднимается и позволяет удерживать единый уровень нагревания, подходящий для плавки металла. Для того чтобы плавка была постоянной, а сварочная ванна получалась правильно, ручку держателя электрода нужно направлять немного вверх. Горелка должна двигаться плавно, с единой скоростью по всему шву, чтобы не появились разрывы шва или наплывы металла. Для этого проволоку направляют по передней кромке сварной ванны.
Шов получается из-за того, что сварочная ванна полностью заполняется присадочным материалом, а когда вся полость будет заполнена, сначала отключают подачу порошковой проволоки с флюсом, потом отключают сварочный аппарат, а потом его отсоединяют от электросети — именно в этом порядке.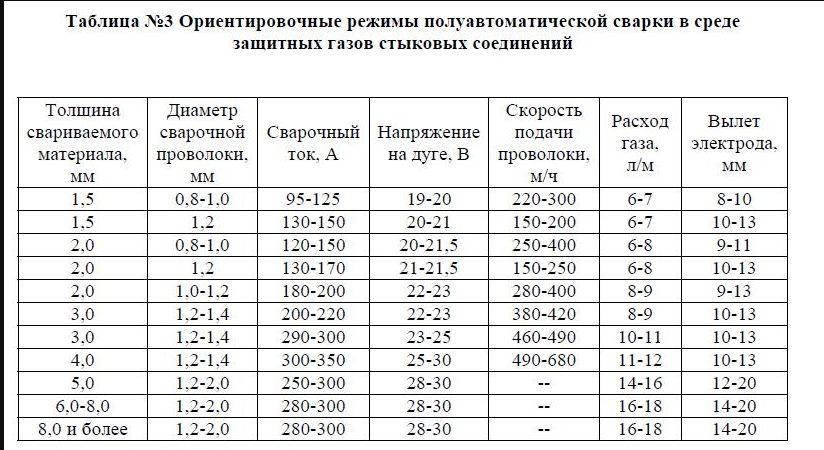
После сварочный шов должен немного остынуть. Иногда, если детали слишком толстые, делается несколько сварных швов. Тогда первый делается на малой силе электротока, а последующие — на обычной.
Сварить качественный шов полуавтоматом без газа, используя только проволоку, возможно. Необходимо только использовать правильный материал, соблюдать технику безопасности и методику работы, тогда даже без газа получится сделать хороший сварной шов. Пусть способ, предложенный здесь, не самый надежный для крупных работ, но для мелкого латания и бытовой сварки он вполне подойдет.
Сварка полуавтоматом без газа — проверенный способ
✅ Дата публикации статьи: 2022-11-28| 📌 Категория: Полезные советы, Технологии сварки | 👁 514 просмотров
Содержание статьи:
Сварка полуавтоматом без газа — проверенный способМногие начинающие сварщики задаются вопросом о том, а можно ли варить полуавтоматом без газа? Уж очень затратный этот защитный газ, да и многие боятся работать с ним или попросту нет возможности это нормально делать. Как раз для таких случаев и была придумана сварка полуавтоматом без газа.
Как раз для таких случаев и была придумана сварка полуавтоматом без газа.
Варить полуавтоматом без газа можно. Любой современный полуавтомат рассчитан на это. Однако чтобы всё прошло как по маслу, а сварной шов был как «яичко», нужно соблюдать определённые правила. Как раз об этом вы и сможете узнать из данной статьи про ручную дуговую MMA сварку https://mmasvarka.ru/.
Сварка полуавтоматом без газа — проверенный способ
Варить полуавтоматом можно как с газом, так и без него. Для этих целей была придумана омеднённая и специальная порошковая проволока, о преимуществах использования которой уже рассказывалось ранее. Это и отсутствие в необходимости таскать газовые баллоны, и удобство в случае ветряной погоды, когда защитный газ, попросту сдувает ветром.
Сварка полуавтоматом без газа — проверенный способВажно, омеднённую проволоку можно использовать как с газом, так и без него. Однако нет технологии сварки омеднённой проволокой без газа. Порошковая же проволока предназначена исключительно для сварки полуавтоматом без газа. Для этого состав и устройство такой проволоки сделано, таким образом, чтобы при плавлении оболочки выделялось облако газа защищающего раскалённый металл.
Для этого состав и устройство такой проволоки сделано, таким образом, чтобы при плавлении оболочки выделялось облако газа защищающего раскалённый металл.
Как варить порошковой проволокой без газа
При сварке полуавтоматом без газа, обычной омеднённой проволокой, сварочный шов становится заметно хуже. Расплавленный металл начинает пузыриться, внутри него образуются пустоты, которые портят не только внешний вид соединения, но и заметно ухудшают его прочностные качества.
Как варить порошковой проволокой без газаКак варить порошковой проволокой без газаИ, тем не менее, в экстренных случаях, когда нужно по-быстрому что-то прихватить полуавтоматом без газа, можно использовать обычную омеднённую проволоку. Даже на фотографиях можно заметить, что сварочный шов с использованием газа выглядит намного аккуратней, чем без него.
Установка катушки с порошковой проволокой в полуавтомат
Чтобы начать варить порошковой проволокой без газа, сначала нужно установить новую катушку. Для удобства и быстроты, сначала необходимо откусить обгоревший конец омеднённой проволоки и послабить натяжник в полуавтомате. Таким образом установить новую катушку с порошковой проволокой будет намного проще.
Для удобства и быстроты, сначала необходимо откусить обгоревший конец омеднённой проволоки и послабить натяжник в полуавтомате. Таким образом установить новую катушку с порошковой проволокой будет намного проще.
После этого нужно намотать остаток проволоки с рукава обратной на катушку полуавтомата, после чего можно снимать бобину и устанавливать новую. Чтобы проволока не разматывалась в дальнейшем необходимо завернуть её небольшой кусок за край катушки, после чего слегка загнуть.
Установка катушки с порошковой проволокой в полуавтоматОбязательно, прежде чем протягивать проволоку в горелку полуавтомата следует раскрутить наконечник. Чтобы протянуть порошковую проволоку нужно включить полуавтомат и протяжку. Далее необходимо выждать пока из горелки полуавтомата не покажется конец проволоки, длиной примерно 2-3 сантиметра.
На какой полярности варить порошковой проволокой
Закрутив насадку горелки, можно приступать к сварке полуавтоматом без газа, только порошковой проволокой. Однако прежде чем это делать, нужно не забыть и поменять полярность в полуавтомате. Порошковой проволокой нужно варить на минусе. Для этого масса полуавтомата переключается на горелку, а плюс идёт на деталь.
Однако прежде чем это делать, нужно не забыть и поменять полярность в полуавтомате. Порошковой проволокой нужно варить на минусе. Для этого масса полуавтомата переключается на горелку, а плюс идёт на деталь.
Более подробно про обратную и прямую полярность при сварке вы можете прочитать в другой статье сайта.
На какой полярности полуавтомата варить порошковой проволокойИтак, проволока заменена и протянута, полярность выставлена, а газ перекрыт, можно приступать к сварке полуавтоматом. Настройки полуавтомата можно не менять, главное соблюсти полярность подключения.
Сварка порошковой проволокой без газа ничем не отличается от сварки обычной омеднённой проволокой. Инициализация сварочной дуги происходит точно таким же образом, как и ранее. Скорость подачи проволоки полуавтоматом, также можно не менять.
Сварка полуавтоматом без газа — проверенный способВ итоге, сварочный шов, полученный с использованием порошковой проволоки ничем не хуже, а в некоторых местах даже и лучше, чем тот, для получения которого использовался защитный газ.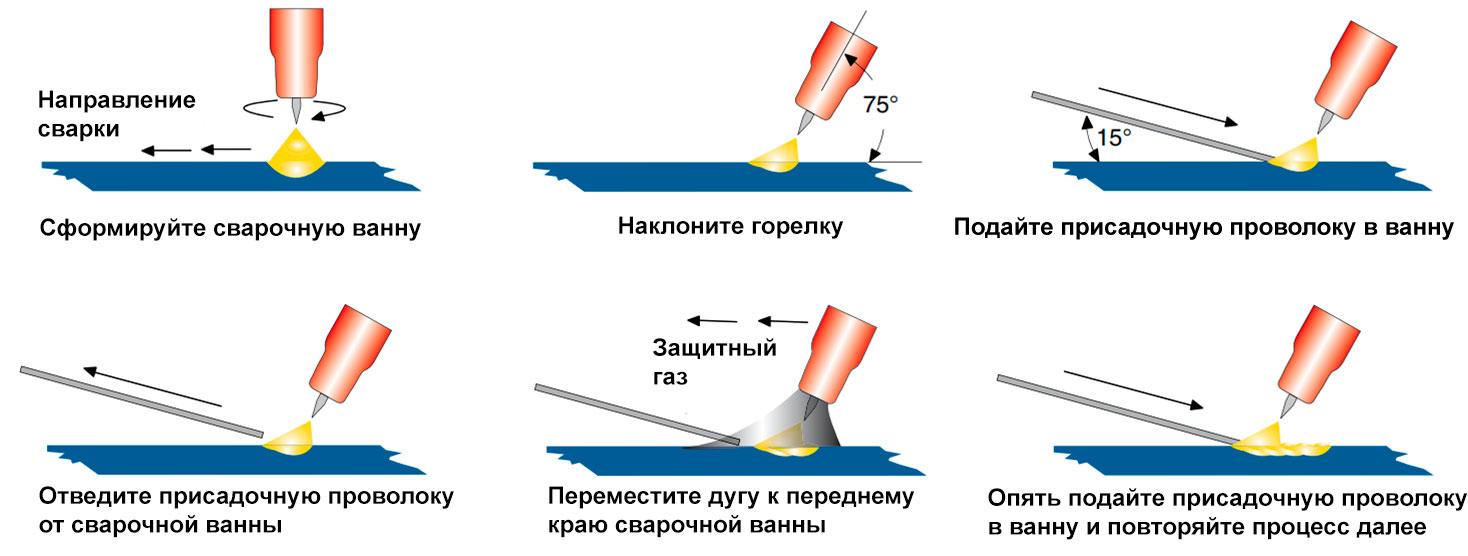 Простыми словами говоря, для сварки полуавтоматом необязательно использовать газ, можно варить одной порошковой проволокой.
Простыми словами говоря, для сварки полуавтоматом необязательно использовать газ, можно варить одной порошковой проволокой.
Единственный недостаток данного способа сварки заключается в том, что стоимость порошковой проволоки достаточно высока. Во всём же остальном, разница практически отсутствует, не считая огромного количества преимуществ, которые появляются.
Поделиться в соцсетях
Преимущества порошковой сварочной проволоки – Baker’s Gas & Welding Supplies, Inc.
перейти к содержанию Каждый сварщик хочет сэкономить время и деньги, но никто не хочет идти на компромисс в отношении качества сварного шва. Потеря клиента или работы из-за дефектного сварного шва — последнее, чего хочет большинство сварщиков. Возможно, одним из лучших способов сэкономить деньги и время на ваших сварочных проектах является рассмотрение лучших вариантов применения порошковой сварочной проволоки для сварки MIG.
Когда дело доходит до сварки MIG, сварщики обычно должны использовать защитный газ, чтобы защитить сварочную ванну от загрязнения. Для некоторых металлов требуются различные защитные газы. В стали используется CO2, а в тонкой стали используется смесь 75% аргона и 25% CO2. Только аргон используется для алюминия.
В случае порошковой сварочной проволоки защитный газ не требуется, поскольку флюс внутри проволоки образует защитный газ, когда он плавится в сварочной ванне. Это может сэкономить как время, так и накладные расходы.
Вот несколько сравнений между сплошной проволокой и порошковой проволокой для сварки MIG, чтобы вы знали, когда какую из них использовать:
Сварка MIG сплошной проволокой быть полностью очищены с помощью угловой шлифовальной машины и шлифовального станка, чтобы ржавчина, краска или другие загрязнения не разрушили сварной шов. Проволока должна соответствовать свариваемому материалу — стальная проволока для сварки стальных материалов и т. д.
д.
Сварка MIG сплошной проволокой обеспечивает чистый сварной шов с использованием довольно простого процесса «наведи и снимай» по сравнению с другими формами сварки. Идеально подходит для автомобильной сварки. При этом сварка MIG сплошной проволокой не обеспечивает достаточного проникновения в более крупные сварные соединения, чтобы быть эффективной для толстых металлов. Фактически, MIG обычно используется для сварки тонких металлов и для работ, где внешний вид сварного шва является наиболее важным.
Защитный газ используется со сплошной проволокой для защиты сварного шва, поэтому сварка MIG со сплошной проволокой не идеальна для сварки на открытом воздухе, где ветер может сдуть газ из сварочной ванны.
Принимая во внимание все эти факторы, сварочная проволока с флюсовой сердцевиной представляет собой превосходную альтернативу сплошной проволоке.
Преимущества порошковой проволоки для сварки MIG
Сварщики могут выбирать между газозащитной и самозащитной порошковой проволокой. Порошковая проволока в среде защитного газа требует наличия защитного газа для защиты сварного шва. Они обеспечивают превосходное проплавление сварного шва и значительно упрощают очистку сварочных брызг и флюса. Порошковая проволока в газовой защите представляет собой промежуточное звено между сплошной и самозащитной порошковой проволокой.
Порошковая проволока в среде защитного газа требует наличия защитного газа для защиты сварного шва. Они обеспечивают превосходное проплавление сварного шва и значительно упрощают очистку сварочных брызг и флюса. Порошковая проволока в газовой защите представляет собой промежуточное звено между сплошной и самозащитной порошковой проволокой.
Оба типа сварочной проволоки с флюсовым сердечником могут сваривать более толстый металл и наносить больше сварочного материала (более высокая скорость наплавки), чем порошковая сварочная проволока.
Самозащитная порошковая проволока пользуется популярностью у многих сварщиков, поскольку она обеспечивает значительную экономию времени и не требует защитного газа. Он может сваривать не совсем чистые металлы и обеспечивает более глубокое проплавление, особенно для более толстых металлов.
Поскольку защитный газ не требуется, порошковая проволока особенно популярна среди фермеров и сварщиков, которые работают на открытом воздухе, где ветер может мешать защитному газу. Самозащитная порошковая проволока хорошо зарекомендовала себя в горизонтальном положении, на подъеме и над головой, что было проверено Советами и рекомендациями по сварке.
Самозащитная порошковая проволока хорошо зарекомендовала себя в горизонтальном положении, на подъеме и над головой, что было проверено Советами и рекомендациями по сварке.
Хотя сама проволока будет дороже, чем сплошная порошковая проволока, удобство сварки в нескольких местах и положениях без защитного газа или подготовки делает порошковую проволоку отличным выбором. Основным недостатком самозащитной порошковой проволоки является объем очистки, необходимый для удаления шлака и брызг вокруг готового сварного соединения.
Посмотреть все >
Новый вольфрамовый шлифовальный станок Blue Demon — Stay Sharp II
Если вы сварщик TIG, вы знаете, что наличие острого вольфрама очень важно. Stay Sharp II от Blue Demon — это новейшая вольфрамовая кофемолка, появившаяся на рынке, и она обладает множеством функций. Кликните сюда, чтобы узнать больше.
Подробнее
Защитите свои легкие с помощью дымоудаляющих аппаратов Lincoln Electric!
Lincoln Electric признана сварщиками во всем мире за свою удивительную продукцию! Из них получаются не только отличные сварщики, но и отличная защита органов дыхания при сварке опасных материалов.
Подробнее
Новый Viking 3350 ADV — новый уровень сварочной маски
Совершенно новый Lincoln Electric Viking 3350 ADV только что появился на рынке. Этот шлем оснащен множеством интересных новых функций, таких как светодиодная подсветка, цифровой экран и режимы памяти. Продолжайте читать, чтобы узнать больше об этом новом шлеме, который намного превышает бюджет.
Подробнее
Твердая проволока против. Проволока с флюсовой сердцевиной и ее применение
Сварка MIG и сварка с флюсовой проволокой обладают различными характеристиками, которые сварщики должны учитывать при выборе процесса для использования в сварочных работах. Для достижения наилучших результатов учитывайте следующие факторы: толщина материала, надлежащий защитный газ, скорость подачи проволоки и настройки напряжения, расположение рабочей площадки и внешний вид сварного шва.
Не существует универсального решения для сварки, и все вышеперечисленные факторы влияют на решение сварщика использовать сплошную или порошковую проволоку. Эта статья поможет новичкам или случайным сварщикам, таким как фермеры, владельцы ранчо, любители автоспорта и домашни-любители, понять основы сплошной и порошковой проволоки и узнать, как максимально использовать преимущества каждой из них.
Сплошная проволока/основы MIG
В источниках питания MIG используется сплошной электрод из сплошной проволоки для присадочного металла и требуется защитный газ, подаваемый из газового баллона под давлением. Сплошные проволоки из мягкой стали обычно покрыты медью для предотвращения окисления, повышения электропроводности и увеличения срока службы сварочного контактного наконечника. Защитный газ защищает расплавленную сварочную ванну от загрязняющих веществ, присутствующих в окружающей атмосфере. Наиболее распространенная комбинация защитного газа состоит из 75% аргона и 25% углекислого газа. При использовании сплошной проволоки на открытом воздухе сварщики должны соблюдать осторожность и не допускать, чтобы ветер сдувал покрытие защитного газа в сторону от сварочной дуги. Возможно, придется использовать ветровые стекла.
При использовании сплошной проволоки на открытом воздухе сварщики должны соблюдать осторожность и не допускать, чтобы ветер сдувал покрытие защитного газа в сторону от сварочной дуги. Возможно, придется использовать ветровые стекла.
Основы порошковой проволоки
Порошковая проволока бывает двух типов — газозащитная и самозащитная. Для газозащитных порошковых проволок требуется внешний защитный газ, а шлак легко удаляется. Рассмотрите возможность использования порошковой проволоки в среде защитного газа при сварке более толстых металлов или при сварке в нестандартных условиях. Порошковые проволоки в защитных газах имеют флюсовое покрытие, которое затвердевает быстрее, чем расплавленный сварочный материал. В результате создается полка для удержания расплавленной ванны при сварке над головой или вертикально вверх. Самозащитная порошковая проволока не требует внешнего защитного газа, поскольку сварочная ванна защищена газом, образующимся при сжигании флюса из проволоки. В результате самозащитная порошковая проволока более портативна, поскольку не требует внешнего газового баллона.
На что обратить внимание при выборе сплошной или порошковой проволоки
Внешний вид
Многие сварщики считают, что внешний вид сварного шва является важным фактором. При работе с материалами толщиной менее 3/16 дюйма вплоть до тонкого листового металла (калибр 24) сплошная проволока обеспечит чистый сварной шов. Например, передача короткого замыкания с помощью одножильного провода диаметром 0,030 дюйма, настроенного на 18-19 вольт, 160-170 ампер и использующего 75-процентный аргон и 25-процентный защитный газ двуокиси углерода, обычно приводит к небольшому разбрызгиванию и меньшему тепловому нагреву. — пораженный участок и снизить вероятность прожога. В результате многие автомобильные энтузиасты, специализирующиеся на кузовных работах, или те, кто работает с более тонкими изделиями, предпочитают в своей работе сплошную проволоку.
Расположение
При выборе между сплошной и порошковой проволокой сварщик также должен учитывать расположение рабочей площадки.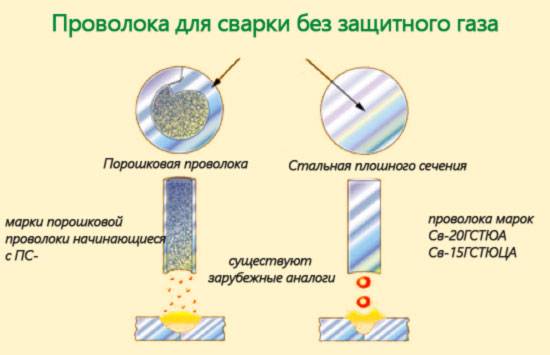 В ветреных местах сплошную проволоку или порошковую проволоку в защитном газе использовать труднее, поскольку воздействие защитного газа на ветер может нарушить целостность сварного шва. Как правило, потеря защитного газа вызывает пористость, видимую в валике сварного шва.
В ветреных местах сплошную проволоку или порошковую проволоку в защитном газе использовать труднее, поскольку воздействие защитного газа на ветер может нарушить целостность сварного шва. Как правило, потеря защитного газа вызывает пористость, видимую в валике сварного шва.
С другой стороны, самозащитная порошковая проволока идеально подходит для сварки на открытом воздухе или в ветреную погоду. Сварщику не нужно устанавливать ветровые стекла для защиты защитных газов от уноса, поскольку защитный газ образуется из горящего флюса. Поскольку самозащитная порошковая проволока не требует внешнего защитного газа, она также более портативна, чем сплошная проволока. Эта портативность идеальна для сельскохозяйственных работ, где полевое оборудование может сломаться далеко от магазина. Если вы свариваете более толстые металлы (размером 16 и выше), самозащитная порошковая проволока также обеспечивает отличное проплавление.
Толщина, тип применения и настройки параметров
Многие начинающие сварщики пытаются использовать универсальную комбинацию проволоки и защитного газа для различных применений. Наиболее распространенными комбинациями проволоки и газа (для сплошной проволоки) является проволока диаметром 0,035 дюйма, используемая с защитным газом, состоящим из 75 % аргона и 25 % двуокиси углерода. Однако при сварке более толстых материалов необходимо учитывать выходную мощность источника сварочного тока, а также диаметр сварочной проволоки. Если для более толстых материалов выбрана проволока диаметром 0,035 дюйма, а источник питания подключен к 115-вольтовой цепи, выходной силы тока может быть недостаточно для качественной сварки. Это увеличивает риск холодного притирания или отсутствия сплавления.
Наиболее распространенными комбинациями проволоки и газа (для сплошной проволоки) является проволока диаметром 0,035 дюйма, используемая с защитным газом, состоящим из 75 % аргона и 25 % двуокиси углерода. Однако при сварке более толстых материалов необходимо учитывать выходную мощность источника сварочного тока, а также диаметр сварочной проволоки. Если для более толстых материалов выбрана проволока диаметром 0,035 дюйма, а источник питания подключен к 115-вольтовой цепи, выходной силы тока может быть недостаточно для качественной сварки. Это увеличивает риск холодного притирания или отсутствия сплавления.
Попытка использовать слишком тонкую сплошную проволоку для более толстых изделий (например, для А-образной рамы автомобиля) увеличивает вероятность меньшего проникновения в корень и может потребовать более одного прохода сварки. Неправильное применение сплошной проволоки (даже если она достаточно прочная) также может не обеспечить адекватного проникновения в более толстый материал.
Хотя порошковая проволока дороже сплошной проволоки, она может помочь вам повысить производительность. Порошковая проволока обычно подходит для сварки более грязных материалов, которые могут иметь более высокий уровень ржавчины, прокатной окалины или масла. Хотя очистка всегда является надлежащим методом подготовки стали, порошковая проволока содержит раскисляющие элементы, которые улавливают эти загрязняющие вещества в сварочной ванне и удерживают их в шлаковом покрытии, что обычно предотвращает связанные с этим проблемы со сваркой, возникающие при сварке более грязных сталей. По сравнению со сплошной проволокой, порошковая проволока также увеличивает проплавление боковых стенок и обеспечивает более высокую скорость наплавки (количество металла сварного шва, наплавленного за определенный период времени, измеряемое в фунтах в час). Хотя сварщик изначально тратит больше на материалы для порошковой проволоки, экономия реализуется за счет сокращения времени производства.
Что лучше, сплошная проволока или порошковая проволока?
Ни один провод не лучше другого. У них просто разные свойства, которые лучше работают в определенных приложениях. Что касается производительности, оба типа проволоки обеспечивают качественные сварные швы с хорошим внешним видом сварного шва при правильном применении и использовании с правильными настройками параметров. Сплошная проволока обеспечивает глубокое проникновение в корень и обычно имеет небольшое разбрызгивание. Порошковая проволока имеет большую передачу шарикового типа и дает низкий уровень разбрызгивания. Кроме того, порошковая проволока обеспечивает более округлый профиль проплавления с превосходным сплавлением боковых стенок.
У них просто разные свойства, которые лучше работают в определенных приложениях. Что касается производительности, оба типа проволоки обеспечивают качественные сварные швы с хорошим внешним видом сварного шва при правильном применении и использовании с правильными настройками параметров. Сплошная проволока обеспечивает глубокое проникновение в корень и обычно имеет небольшое разбрызгивание. Порошковая проволока имеет большую передачу шарикового типа и дает низкий уровень разбрызгивания. Кроме того, порошковая проволока обеспечивает более округлый профиль проплавления с превосходным сплавлением боковых стенок.
С точки зрения пользователя, как сплошная проволока, так и порошковая проволока относительно просты в использовании и идеально подходят для начинающих и случайных сварщиков, работающих в автомобильной промышленности, сельском хозяйстве и домашнем хобби. Привлекательность сплошной проволоки для сварки может быть выше при использовании более тонкой проволоки, поскольку нет необходимости удалять шлак, она готова к покраске, а сварные швы могут быть более эстетичными.