
Ремонт Головки Блока Цилиндров (ГБЦ) в Крыму
Ремонт ГБЦ в Крыму
Если вам нужно отремонтировать или восстановить головки блоков цилиндров для двигателей российских и иностранных производителей – обращайтесь!
Мы можем сделать любые работы по этому направлению. Для этого у нас есть весь комплект высококлассного оборудования. Оборудование позволяет точно продиагностировать детали и обнаружить в них дефекты. Вам не надо тратить время: вы получите у нас всю услугу ремонта под ключ (включая узкоспециальные услуги). Мы используем только качественные расходные от надежных производителей. То же касается и заготовок.
Опрессовка ГБЦ
Чтобы выявить наличие повреждений: необходимо провести опрессовку головки блока цилиндров от водяных каналов к масляным (или к цилиндрам).. Опрессовка представляет собой гидроиспытание избыточным давлением. Так проверяется герметичность каналов системы охлаждения двигателя.
Стоимость опрессовки намного меньше стоимости новой головки двигателя. Поэтому надо следить за исправностью двигателя и прибегать к этой процедуре.
Поэтому надо следить за исправностью двигателя и прибегать к этой процедуре.
Чтобы обеспечить герметичность: систему каналов рубашки водяного охлаждения закрывают специально для этого предназначенным материалом из каучука. Потом деталь погружается специалистами в жидкость, температура которой совпадает с той, что бывает обычно когда двигатель работает. Далее в каналы рубашки поступает воздух под давлением от четырех до семи атмосфер.
На этом условия для испытания созданы. Если система каналов не герметична: мастер зафиксирует пузырьки воздуха. Это означает, что присутствуют трещины.
| Мойка ГБЦ до 4-х цилиндров(1 шт.) | 500 | 500 |
Мойка ГБЦ 5-6 цилиндров (1 шт. ) ) | 700 | 700 |
| Предварительная мойка для головок | 300 | |
| Мойка коллектора | 300 | |
| Тестирование на герметичность ГБЦ до 4х цилиндров | 1200 | |
| Тестирование на герметичность ГБЦ 5-6 цилиндров | 1500 | |
| Тестирование на герметичность ГБЦ повышенной тяжести | 2000 | |
| Тестирование на герметичность теплообменника | 600 | |
Рассухаривание, засухаривание клапанов
Монтажные и демонтажные работы (их еще называют засухариванием и рассухариванием клапанов) осуществляются только на специально предназначенном для этого стенде. Во-первых, это позволяет осуществить работу в короткие сроки. Во-вторых, профессиональный подход гарантирует, что ничего не будет повреждено: ни клапан, ни сухари, ни маслосъемные колпачки (еще их называют уплотнениями), ни клапанные пружины.
Как происходит рассухаривание клапана? Между его стержнем и тарелкой установлены сухари. Они конусные; благодаря этому клапан остается на месте. Клапан можно извлечь. Для этого надо сжать пружину, извлечь сухари.
Как производится засухаривание клапана? При монтаже клапана тоже надо сжать пружину. После этого сухари помещаются между клапаном и тарелкой: в специальную канавку на стержне клапана. Затем пружина отпускается. Все готово: сухарь зажат.
| Рассухаривание клапана (1 шт.) | 70 | |
| Рассухаривание клапана (1 шт.) (повышенной тяжести и 5ти клапанные) | 70 | |
Очистка, шлифовка фаски и торца клапана
Обязательное условие для профессиональной очистки клапанов: производить ее очень деликатно (без приложения физической силы) и только неабразивными средствами (моются; чистятся мягкими металлическими щетками). Делается это для того, чтоб сам клапан и сопрягаемые поверхности не были повреждены.
Почему важно сделать щлифовку рабочей поверхности тарелки клапана? Она очень важна для качественной работы двигателя: благодаря ней цилиндр остается герметичным во время тактов сжатия и сгорания топливной смеси.
Для чего делают шлифовку торца клапана? Чтобы привести вылет ножки в соответствие с заводскими параметрами: а это в свою очередь способствует тому, чтобы ход гидрокомпенсаторов или рокеров не уменьшился.
И шлифовка рабочей фаски клапана, и шлифовка торца клапана производится на специализированном станке SJMC VG100 при помощи мелкозернистого абразивного круга. Чтобы исключить перегрев металла в обрабатываемых местах: применяется охлаждающая жидкость. Важно, что при обработке соблюдаются заводские параметры; благодаря этому рабочая фаска клапана восстанавливается в соответствии со значениями завода-производителя.
| Чистка\Правка, Шлифовка фаски клапана (1 шт.) | 150 | |
Чистка\Правка, Шлифовка торца клапана (1 шт. ) ) | 150 | |
Замена направляющей втулки клапана
Для замены направляющих втулок клапана существует такое узкоспециализированное профессиональное оборудование как гидравлический пресс. Именно с его помощью производится выпрессовка изношенной направляющей втулки и запрессовка на освободившееся место новой втулке. При этом соблюдаются все заводские параметры: например, соблюдается высота посадки втулки. Иногда дополнительно необходимы работы по доработке и разворачиванию направляющих втулок клапанов. Они тоже осуществляются на том же оборудовании.
| Замена направляющей втулки клапана (1 шт.) | 150 | |
| Доработка направляющей втулки клапана (1шт.) | 100 | 120 |
| Разворачивание направляющей втулки клапана (1шт.) | 50 | |
Замена седла клапана ГБЦ
Седло клапана ГБЦ можно заменить с точной обработкой по всем параметрам. Для этого используются заготовки седел, которые представляют собой специальный сплав металлокерамики высокой прочности или литейные сплавы.
Для этого используются заготовки седел, которые представляют собой специальный сплав металлокерамики высокой прочности или литейные сплавы.
Седло изготавливается из заготовки для него на токарном станке с учетом необходимых размеров. После этого производится установка седла в ГБЦ: с натягом для его удержания в теле головки. Седло устанавливается на предварительно очищенное и обработанное посадочное места. Что касается натяга, то он зависит от диаметра седла и материала, в который седло будет установлено; при этом обязательно соблюдаются заводские нормы.
Иногда возникает потребность вырезать посадочное место в ГБЦ с целью приведения его в допустимый размер. Это необходимо, если посадочное место было повреждено при работе двигателя или при его поломке.
Чтобы осуществить монтаж: седло ГБЦ нагревается. При этом температура зависит от материала, из которого изготовлено ГБЦ. Охлаждается седло ГБЦ при помощи жидкого азота с температурой ниже 195 градусов по Цельсию. После этого оно устанавливается на посадочное место.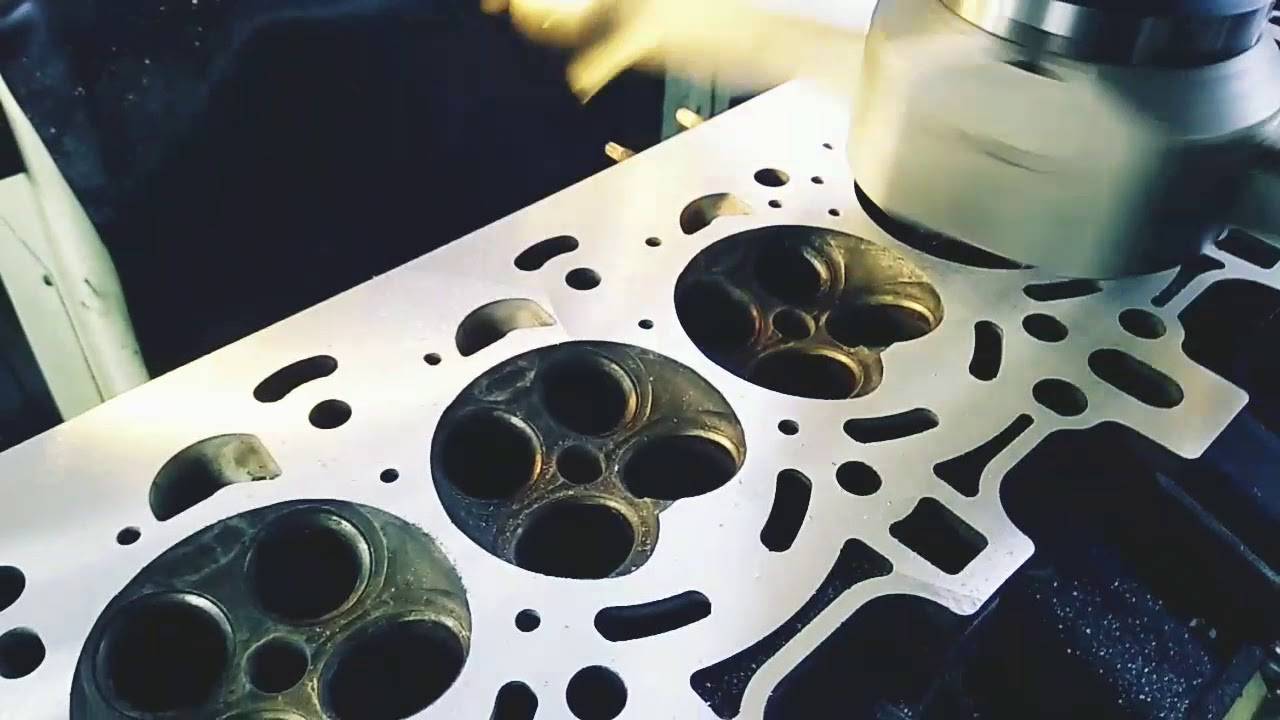 Далее обрабатывается фаска седла клапана. Обработка производится на специализированном станке SJMC BV60.
Далее обрабатывается фаска седла клапана. Обработка производится на специализированном станке SJMC BV60.
| Замена седла клапана (1шт.) | от 1000 | от 1200 |
Обработка фасок седла клапана
Фаски седла клапана обрабатываются на импортном станке SJMC BV60. При помощи встроенного вакуумного тестера можно проверить качество прилегания клапана к седлу. Поэтому обработка производится в короткие сроки и с высоким качеством.
Если надо произвести обработку сразу трех фасок седла: это можно сделать при помощи мультиугловых резцов (с их помощью задача выполняется быстро и точно). Важно: после обработки профиль седла клапана будет максимально приближен к параметрам завода-изготовителя. Если есть необходимость: можно произвести обработку седла клапана с учетом параметров, которые предоставил заказчик.
Надо учесть, что фаски седел клапанов со следами износа или нагара могут подвергаться обработке до тех пор, пока можно придерживаться максимально допустимых размеров обработки, ширины фасок и корректировочных углов. Углы фасок седел клапанов особенно важны: как рабочей фаски, так и двух подготовительных). Именно они обеспечивают хорошее прилегание клапана. А это важно для корректной работы двигателя.
Углы фасок седел клапанов особенно важны: как рабочей фаски, так и двух подготовительных). Именно они обеспечивают хорошее прилегание клапана. А это важно для корректной работы двигателя.
| Обработка фасок седла клапана (1шт.) | 200 | 220 |
Фрезеровка ГБЦ, шлифовка ГБЦ
Почему именно шлифовка и фрезеровка ГБЦ является одной из самых востребованных процедур? ГБЦ нагружена больше других углов двигателя. К тому же она подвержена перепаду температур. Поэтому ГБЦ часто подвергается деформации поверхности прилегания к блоку цилиндров.
При помощи фрезеровки на этих станках достигается наибольшая точность поверхности. Важно, что размер детали уменьшается только на величину, которая требуется для устранения повреждения головки. Не более того.
Высокая точность работы помогает сохранить эксплуатационные и технические характеристики детали. Также благодаря этому производится защита от подтекания прокладок в местах прилегания БЦ и ГБЦ и происходит качественная сборка ДВС.
| Фрезеровка (обработка) плоскости ГБЦ (параллельные) 3-4 цил. | 1200 | |
| Фрезеровка (обработка) плоскости ГБЦ (параллельные) 5-6 цил. | 1500 | |
| Фрезеровка (обработка) плоскости ГБЦ (с форкамерами) | 1500 | 2000 |
| Фрезеровка (обработка) плоскости ГБЦ (непараллельные) | 1700 | 2000 |
| Фрезеровка (обработка) плоскости ГБЦ повышенной тяжести | 2500 | |
| Фрезеровка (обработка) плоскости коллектора | 1500 | |
| Демонтаж навесного оборудования с ГБЦ | от 500 | |
Регулировка зазоров клапанов
Тепловой зазор клапанов уменьшается в клапанном механизме из-за того, что каждый раз когда двигатель работает: происходит износ всех деталей газораспределительного механизма.
Зазор клапанов крайне важен. Именно он является основным элементом в системе поступления свежей порции рабочей смеси и выхода из нее отработанных газов

Регулирование теплового зазора клапана может быть выполнено для модификаций и с регулировочными шайбами, и стаканами (толкателями). Услуга регулировки осуществляется методом шлифовки торца на оборудовании SJMC VG100. Шлифовка торца клапана производится с точностью до 0,01 мм.
| Регулировка тепловых зазоров клапанов механическая (1шт.) (регулировочный стакан) | 350 | |
Ремонт постели распределительного вала
Диагностика и ремонт постели распределительного вала являются одним из самых трудоемких процессов. Ремонт (расточку) постели распределительного вала осуществляют в том случае, когда вал подвергся серьезной механической нагрузки (понятно, что это отразилось на постели не лучшим образом). При каких еще условиях постель распределительного вала может получить повреждения? Причиной могут послужить еще низкое давление масла или нерегламентированная замена масла.
| Расточка постели распредвала (за шейку) | 1600 | 1800 | |
| Расточка постели распредвала КАМАЗ (с заменой втулок) | 8000 | ||
Расточка постели распредвала ВАЗ ( ГБЦ ) (8 клап. ) ) | 4500 | ||
| Расточка постели распредвала ВАЗ ( ГБЦ ) (16 клап.) | 6000 | ||
| Расточка постели распредвала ГАЗ 406 | 5000 | ||
| Расточка постели распредвала ГАЗ 402 (БЦ) | 6000 | ||
| Наплавка (1 см2) | от 200 | ||
Фрезеровка плоскости ГБЦ двигателя 2.5л дизель D4BH от Hyundai Porter / Всё для моторов
На видео представлен процесс фрезеровки плоскости головки блока цилиндров (ГБЦ) двигателя 2.5л дизель D4BH от Хендай Портер (Hyundai Porter)!
Шлифовка головки блока цилиндров может применяться в очень многих случаях. Чаще всего шлифовка гбц Хендай Портер 2.5 с маркировкой: D4CB — является частью капитального ремонта двигателя, реже ее применяют для тюнинга автомобиля, при замене распредвала и проведении других работ, связанных с головкой. И всегда при снятии ГБЦ Портер 2.5 ее необходимо отшлифовать перед тем, как устанавливать обратно. Как известно, блоки цилиндров бывают чугунные и алюминиевые.
И всегда при снятии ГБЦ Портер 2.5 ее необходимо отшлифовать перед тем, как устанавливать обратно. Как известно, блоки цилиндров бывают чугунные и алюминиевые.
Головка Блока является важнейшей частью двигателя. Если гбц плохо прилегает к блоку, это ухудшает процесс смазки и охлаждения мотора. Соответственно из-за плохого прилегания — двигатель перегревается и происходит деформация. Также неплотное прилегание может вести к утечке охлаждающей жидкости, прорыву газов, масла, снижению мощности. При наличии любого из этих «симптомов» нужно срочно обращаться в сервисный центр Hyundai. Лучше вовремя проверить состояние, провести дефектовку и устранить проблему на ранней стадии, чем ждать ухудшения состояния двигателя. Для того, чтобы головка блока цилиндров хорошо прилегала к блоку ее шлифуют, а вместе с ней иногда шлифуется и поверхность самого блока цилиндров. Фрезеровку гбц должен проводить квалифицированный опытный специалист в цеху на соответствующем оборудовании.
Компания All4motors проводит шлифовку головки блока в Москве в собственном цеху за 1-2 дня. Мы работаем каждый день с 9 до 19 часов. Вы можете сами привезти деталь в наш цех или же воспользоваться услугами курьера. Для жителей отдаленных регионов возможна услуга забора и доставки детали транспортной компанией. Все наши специалисты имеют огромный опыт работы в этой сфере. Шлифовка гбц Портер 2.5 моделью: D4CB проводится у нас на высокоточном современном шлифовальном станке. Все вместе позволяет нам гарантировать высокое качество выполнения всех ремонтных работ. При проведении шлифовки нужно точно знать допустимое для снятия количество металла. Если превысить установленное производителем значение, тогда единственным выходом останется замена головки блока. Мастер перед проведением шлифовки проверяет степень прогиба.
Мы работаем каждый день с 9 до 19 часов. Вы можете сами привезти деталь в наш цех или же воспользоваться услугами курьера. Для жителей отдаленных регионов возможна услуга забора и доставки детали транспортной компанией. Все наши специалисты имеют огромный опыт работы в этой сфере. Шлифовка гбц Портер 2.5 моделью: D4CB проводится у нас на высокоточном современном шлифовальном станке. Все вместе позволяет нам гарантировать высокое качество выполнения всех ремонтных работ. При проведении шлифовки нужно точно знать допустимое для снятия количество металла. Если превысить установленное производителем значение, тогда единственным выходом останется замена головки блока. Мастер перед проведением шлифовки проверяет степень прогиба.
Цена шлифовки привалочной плоскости головки блока Портер 2.5 гораздо меньше стоимости новой гбц, так что фрезеровка позволит вам сэкономить свои денежные средства и избавит от необходимости покупки новой гбц. Качественно проведённые работы по шлифовке (фрезеровке) головки блока позволят получить полностью рабочую деталь, которая прослужит Вам ещё очень продолжительный срок и будет являться залогом бесперебойной работы двигателя. Но в любом случае после шлифовки гбц необходимо не забывать о прохождении ТО и соблюдении всех рекомендаций и правил эксплуатации двигателя.
Но в любом случае после шлифовки гбц необходимо не забывать о прохождении ТО и соблюдении всех рекомендаций и правил эксплуатации двигателя.
Если двигатель вашего Хендай портер вышел из строя и вам необходим ремонт двигателя Портер 1 или 2, обращайтесь по телефону, указанному на нашем сайте. Очень много в интернете запросов типа «шлифовка головки блока цилиндров в домашних условиях» и «шлифовка поверхности гбц Хендай Портер своими руками». Но любой хороший специалист скажет вам, что проводить шлифовку необходимо в мастерских. Так вы сэкономите не только своё время, но и силы, деньги и нервы. Звоните, и уже через пару дней будете наслаждаться бесперебойной работой вашего двигателя!
NAPREC — Шлифование поверхности головки блока цилиндров
Компания NAPREC всемирно известна своими услугами. Они предлагают свои услуги для многих из самых популярных двигателей и транспортных средств. Это услуга по шлифованию поверхностей цилиндров. Доступны два варианта: до 1,0 мм или более 1,0 мм.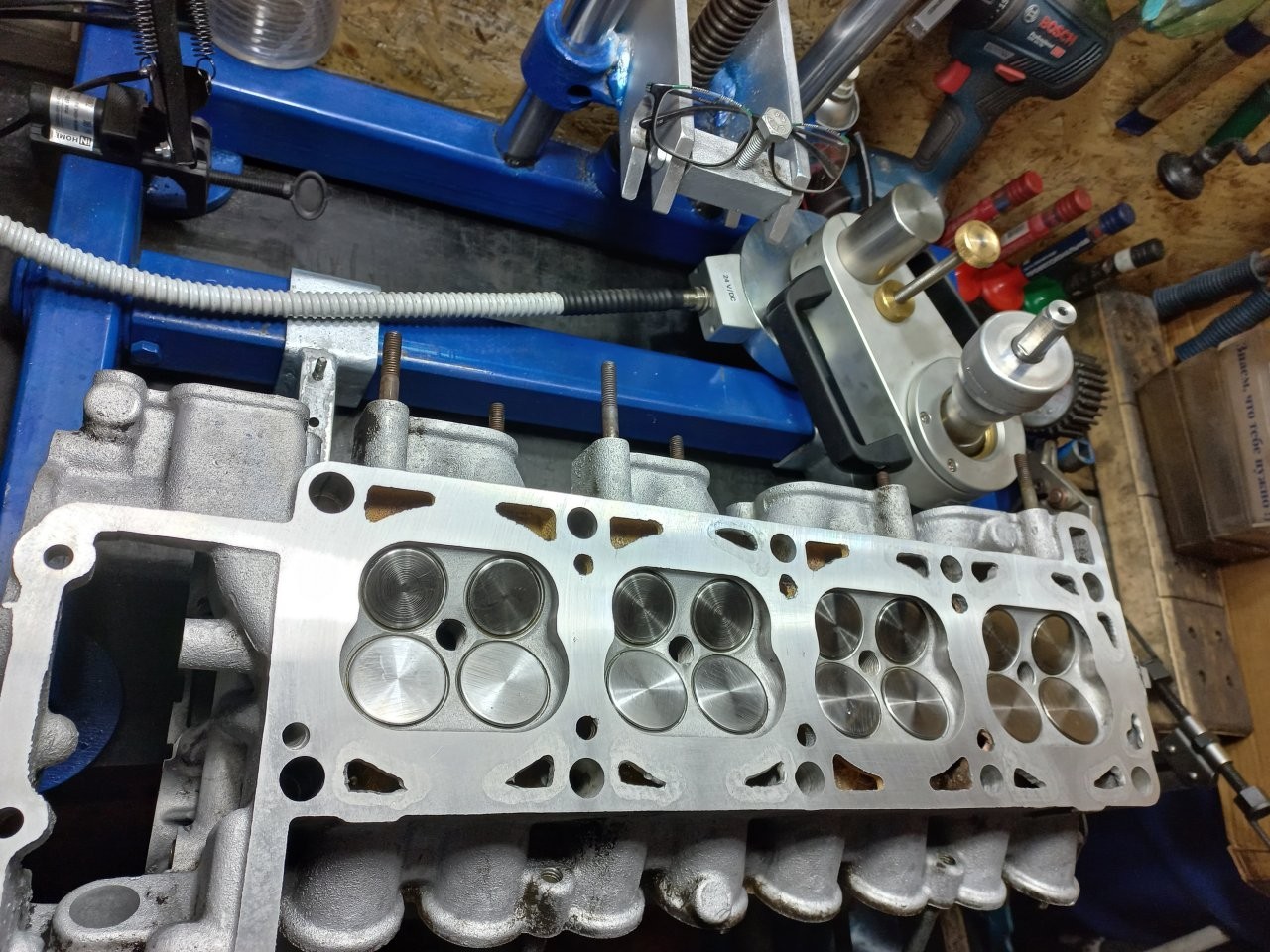
Характеристики
- Вам нужно будет отправить головку блока цилиндров в Nengun для выполнения этих услуг
- Цена включает только обслуживание
- Обработка выполняется с шагом 0,1 мм
- Процесс занимает около 1 месяца после прибытия головки в наш офис. Если вы не уверены в своем двигателе, пожалуйста, спросите здесь, прежде чем размещать заказ.
- Пожалуйста, указывайте код вашего двигателя при оформлении заказа.
- Стоимость доставки указана только для обратной доставки.
Другое
| Деталь | Цена | Заказ |
|---|---|---|
Счетчик 4 — более 1,0 мм (боксер) С4 свыше 1,0 | евро € 154,16 евро € 167,56 | |
Счетчик 4 — до 1,0 мм (боксер) С4 до 1. | евро € 102,77 евро € 111,71 | |
Прямой 3 — более 1,0 мм D3 свыше 1,0 | евро € 80,29 евро € 87,27 | |
Прямое 3 до 1,0 мм D3 до 1. | евро 61,02 евро евро 66,33 евро | |
Прямая 6 — более 1,0 мм D6 свыше 1,0 | евро 115,62 евро евро € 125,67 | |
Прямая 6 — до 1,0 мм D6 до 1. | евро 96,35 евро евро € 104,73 | |
Прямые 4 – более 1,0 мм S4 выше 1.0 | евро 96,35 евро евро € 104,73 | |
Прямой 4 — до 1,0 мм S4 до 1. | евро € 77,08 евро € 83,78 | |
V6 — более 1,0 мм V6 свыше 1.0 | евро € 179,85 евро € 195,49 | |
V6 — до 1,0 мм V6 до 1. | евро 128,46 евро евро € 139,63 | |
V8 — более 1,0 мм V8 свыше 1.0 | евро € 205,54 евро € 223,41 | |
V8 — до 1,0 мм V8 до 1. | евро € 154,16 евро € 167,56 | |
 0
0 0
0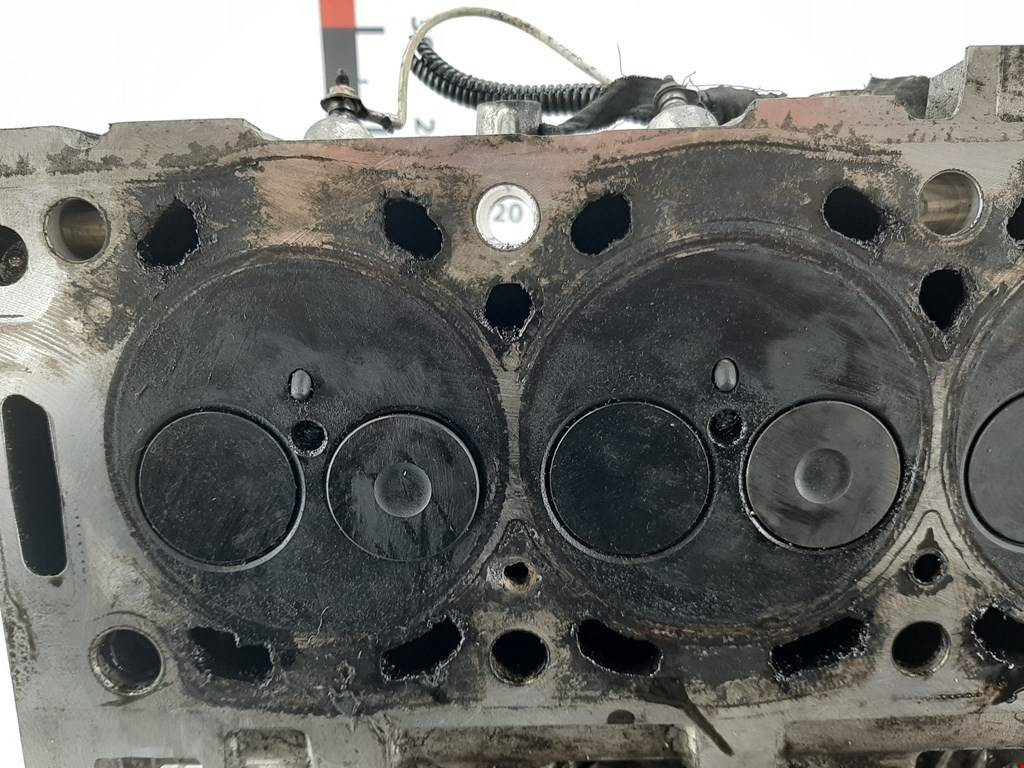 0
0 0
0 0
0 0
0Счетчик 4 — более 1,0 мм (боксер) С4 выше 1.0 | евро € 154,16 евро € 167,56 |
Счетчик 4 — до 1,0 мм (боксер) С4 до 1. | евро € 102,77 евро € 111,71 |
Прямой 3 — более 1,0 мм D3 больше 1,0 | евро € 80,29 евро € 87,27 |
Прямое 3 до 1,0 мм D3 до 1. | 61,02 евро евроевро 66,33 евро |
Прямая 6 — более 1,0 мм D6 больше 1,0 | евро 115,62 евро евро € 125,67 |
Прямая 6 — до 1,0 мм D6 до 1. | 96,35 евро евроевро € 104,73 |
Прямые 4 – более 1,0 мм S4 выше 1.0 | евро 96,35 евро евро € 104,73 |
Прямой 4 — до 1,0 мм S4 до 1. | евро € 77,08 евро € 83,78 |
V6 — более 1,0 мм V6 свыше 1.0 | евро € 179,85 евро € 195,49 |
V6 — до 1,0 мм V6 до 1. | евро € 128,46 евро € 139,63 |
V8 — более 1,0 мм V8 свыше 1.0 | евро € 205,54 евро € 223,41 |
V8 — до 1,0 мм V8 до 1. | евро € 154,16 евро € 167,56 |
 0
0 0
0 0
0 0
0 0
0 0
0Да! Мы отправляем в Германию и 150 других стран мира!
Добавьте детали в корзину и начните оформление заказа, чтобы выбрать один из следующих вариантов доставки: Почта Японии, EMS и ePacket, FedEx, DHL и другие.
Соответствующие детали JDM
В продаже
В продаже
В продаже
О компании Nengun Performance
С 2000 года компания Nengun Performance поставила более 100 000 деталей напрямую из Фукуока, Япония, в 150 стран мира. Если у вас есть какие-либо вопросы, наша опытная и дружелюбная команда обслуживания клиентов всегда рада помочь, пожалуйста, отправьте нам запрос.
Если у вас есть какие-либо вопросы, наша опытная и дружелюбная команда обслуживания клиентов всегда рада помочь, пожалуйста, отправьте нам запрос.
Замена поверхности головки блока цилиндров — МОЗГ ЛЕВОЙ ПОЛОСЫ
Как шлифовать головки блока цилиндров – дома! Эта статья, вероятно, относится к категории «Поступать правильно неправильно». для некоторых людей. Этот процесс также можно использовать для обновления и выравнивания других поверхностей прокладок, таких как фланец выпускного коллектора, поверхность водяного насоса, поверхность прокладки впускного коллектора, корпуса карбюратора и многое другое. Его также можно использовать для алюминия и чугуна. Эту процедуру рекомендуется выполнять в последнюю очередь, например, после портирования и полировки, чтобы на поверхности прокладки не было случайных царапин, вмятин, грязи и т. д.
Этот процесс не просто «дешевый ярлык». Многие современные прокладки типа MLS или специальные прокладки головок требуют точной шероховатости поверхности и отделки, и реальность такова, что многие механические мастерские не оборудованы для этого должным образом или не обладают достаточными знаниями, чтобы знать специфику вашего применения. Большинство восстановленных поверхностей головки блока цилиндров, которые я видел, возвращались из механического цеха, имели шероховатость ~100-120 микродюймов или среднюю шероховатость (Ra), в то время как для некоторых прокладок MLS требуется гладкая поверхность от 20 до 40 Ra. Реальность такова, что большинство механических мастерских не будут измерять шероховатость поверхности после того, как они закончат, или спрашивать, какой тип прокладки головки блока цилиндров вы используете. Вот одно из возможных решений, если не считать отправки головок цилиндров за пределы штата за $$$. Это также лучший способ удалить старый прилипший уплотнительный материал по сравнению с проволочным колесом и т. д. (что НЕ рекомендуется! Но обычно используется)
Большинство восстановленных поверхностей головки блока цилиндров, которые я видел, возвращались из механического цеха, имели шероховатость ~100-120 микродюймов или среднюю шероховатость (Ra), в то время как для некоторых прокладок MLS требуется гладкая поверхность от 20 до 40 Ra. Реальность такова, что большинство механических мастерских не будут измерять шероховатость поверхности после того, как они закончат, или спрашивать, какой тип прокладки головки блока цилиндров вы используете. Вот одно из возможных решений, если не считать отправки головок цилиндров за пределы штата за $$$. Это также лучший способ удалить старый прилипший уплотнительный материал по сравнению с проволочным колесом и т. д. (что НЕ рекомендуется! Но обычно используется)
Время работы: Приблизительно 2 часа, в зависимости от состояния поверхности прокладки и вашей выносливости.
Что вам понадобится
- Очень плоский и ровный стол или верстак.
- Лист толстого стекла, в идеале не менее 1/4″ ИЛИ Металлический стол для машинистов, если он имеет очень плоскую поверхность.
- Листы наждачной бумаги с зернистостью 80, 120, 200 и 400. Выбор зернистости зависит от материала головки блока цилиндров и выбранной прокладки головки.
- Клей-спрей. В идеале временный клей. Я использовал ватиновый клей для шитья, так как он предназначен для стирки. Клей для хедлайнера сделал бы замену наждачной бумаги очень сложной.
- Слесарная линейка или ее изготовление (поясняется позже)
- Щупы.
- Малярная лента
- Синий Дайкем/Синий Машинист (дополнительно)
Некоторые из вас могут подумать, но у кого же все это валяется! Реальность такова, что большинство людей, которые занимаются серьезной автомобильной работой, должны иметь большинство из вышеперечисленного. Например, если у вас нет щупов, пришло время их купить.
Что касается поверхности, то она должна быть на 100 % плоской. Если это не так, ваши головки цилиндров тоже не будут, и вы будете шлифовать их неравномерно. Вот почему ТОЛСТЫЙ лист стекла работает хорошо. Вы можете купить дешевый лист стекла в местном стекольном магазине примерно за 20 долларов, и в большинстве городов есть стекольный магазин в радиусе 30 миль или около того. Я использовал стеклянную полку из витрины, и пока вы осторожны, вы не должны ее повредить, но это ваше дело.
Вы можете купить дешевый лист стекла в местном стекольном магазине примерно за 20 долларов, и в большинстве городов есть стекольный магазин в радиусе 30 миль или около того. Я использовал стеклянную полку из витрины, и пока вы осторожны, вы не должны ее повредить, но это ваше дело.
Поверхность стекла:
- Должна быть ровной
- Длиннее головок цилиндров. Вы не хотите, чтобы ваша головка проходила мимо края, который может вызвать более агрессивный износ.
- Шире, чем ширина головок цилиндров
- Опирается на плоскую и ровную поверхность, например, на хороший верстак или, возможно, поверхность настольной пилы и т. д.
- Толщина не менее 1/4″.
Процедура
Допуск, с которым вы работаете, зависит от материала вашей головки и выбора прокладки. Для большинства двигателей толкателей с чугунными головками допустимо отклонение от плоскости до 0,003 дюйма по длине для головок V6, 0,004 дюйма для головок V8 и до 0,006 дюйма для рядных шестицилиндровых головок. Максимально допустимый предел отклонения от плоскости в сторону в любой головке составляет 0,002″ — без внезапных неровностей, превышающих 0,001″ в любом направлении. Эти допуски могут быть более жесткими в зависимости от выбора прокладки головки блока цилиндров и от конструкции головки блока цилиндров DOHC.
Максимально допустимый предел отклонения от плоскости в сторону в любой головке составляет 0,002″ — без внезапных неровностей, превышающих 0,001″ в любом направлении. Эти допуски могут быть более жесткими в зависимости от выбора прокладки головки блока цилиндров и от конструкции головки блока цилиндров DOHC.
Выбор зернистости также зависит от выбора прокладки и материала головки. Используйте менее агрессивную зернистость для алюминия по сравнению с железом или сталью. Вы можете начать с зернистостью 80–100 для железа, а для алюминия — с зернистостью 120 или 150. В алюминиевых головках цилиндров также часто используется более современная прокладка головки блока цилиндров, для которой требуется определенная шероховатость поверхности или Ra. Слишком гладкая или слишком грубая обработка может вызвать проблемы с уплотнением прокладки головки блока цилиндров в вашем случае.
Общие указания по шероховатости поверхности, НО ПРОВЕРЯЙТЕ С ПОМОЩЬЮ ПРОИЗВОДИТЕЛЯ ПРОКЛАДОК
Ra (мкдюйм) по сравнению с зернистостью наждачной бумаги US:
зернистость US UK зернистость Ra Ra исх.мкм µ дюйм 120 3 125 180 2 85 80 1,65 70 240 1,50 50 320 0,75 30 180 0,62 25 240 0,45 18 500 0,40 15 320 0,25 10
Тип компрессионного кольца OEM (Permatourque) – Железная головка и блок – от 55 до 110 Ra (60–125 среднеквадратичное значение (RMS)).
Предпочтительно 60–100 Ra.
Старая школа/тип OEM.
Тип компрессионного кольца OEM (Permatourque) — алюминиевая головка на железном блоке
30–60 Ra. Предпочтительно 50-60 Ra.
MLS (многослойная сталь)
30 или более гладкая Ra.
MLS Тип Начните с очистки стола и стекла, чтобы на них не осталось песка или мусора, которые могут привести к неровной поверхности. Очистите также поверхность прокладки головки блока цилиндров И камеру. Вы не хотите, чтобы масло, жир или уголь связывали наждачную бумагу и вызывали неравномерное абразивное действие. При желании нанесите машинный синий цвет на поверхность прокладки, чтобы во время работы было легче определять низкие и высокие точки.
Приклейте стекло к столешнице по периметру, чтобы оно не двигалось. Начните с грубой наждачной бумаги и приклейте наждачную бумагу к стеклу аэрозольным клеем. Обратите внимание, что вы не должны приклеивать наждачную бумагу к стеклу, так как это приведет к появлению выступов в местах, где присутствует лента. Идея здесь в том, что наждачная бумага должна быть абсолютно плоской, иначе головки будут изнашиваться неравномерно.
Аккуратно положите головку блока цилиндров на наждачную бумагу. Мне нравится работать по образцу «крестовой штриховки», похожему на стенку цилиндра. Я наношу 50 штрихов по небольшой диагонали в одном направлении, а затем переключаюсь и применяю 50 штрихов в другом направлении. Каждый удар скользит головкой цилиндра по поверхности наждачной бумаги, и я останавливаюсь, едва перекрывая край стекла (это зависит от вашего стекла или размера поверхности). После каждого изменения направления я подметаю наждачную бумагу метлой и проверяю поверхность головки. Я продолжаю работать с грубым песком до тех пор, пока выступающие точки не будут устранены к моему удовлетворению (например, не останется дайкемовой синевы). Мне нравится считать ходы, поэтому я удаляю одинаковое количество материала с каждой головки цилиндров при каждой зернистости.
Я продолжаю работать с грубым песком до тех пор, пока выступающие точки не будут устранены к моему удовлетворению (например, не останется дайкемовой синевы). Мне нравится считать ходы, поэтому я удаляю одинаковое количество материала с каждой головки цилиндров при каждой зернистости.
Удалите грубую зернистость и нанесите следующий уровень зернистости (например, переход от 100 к 150 зернистости). Повторите шаги, описанные выше, работая крестообразной штриховкой на более тонкой зернистости. Продолжайте до тех пор, пока средняя шероховатость поверхности не станет постоянной. Повторяйте с более мелкой зернистостью, пока не достигнете желаемого значения Ra для вашего материала и спецификации прокладки головки блока цилиндров.
150 зернистость. Обработайте проблемные зоны маркером. После 50 проходов с зернистостью 150. Если у вас нет идеально ровного края, почему бы не сделать его? Если ваше стекло достаточно хорошо подходит для ваших головок цилиндров, оно должно быть достаточно хорошим, чтобы сделать прямую кромку. Для небольших дефектов, таких как ямка, вы можете использовать лезвие бритвы в качестве линейки и фонарик, чтобы оценить глубину и серьезность. Направьте свет за линейку/лезвие бритвы и найдите зазоры.
Для небольших дефектов, таких как ямка, вы можете использовать лезвие бритвы в качестве линейки и фонарик, чтобы оценить глубину и серьезность. Направьте свет за линейку/лезвие бритвы и найдите зазоры.
Готовый продукт
Готово. Финишная отделка зернистостью 150 для прокладки типа OEM на чугунной головке и блоке. Зернистость 150 слева и нешлифованная справа.
Я также сделал поверхности прокладок выпускного и впускного коллектора, а также водяной насос.
Только после 10 проходов зернистостью 80. Поверхность выхлопа. Слева — поверхность с избытком краски. Справа после проходов 50 80 грит. Потребовалось больше проходов, но это прокладка выхлопной трубы, так что кого это волнует? Paint Vs 50 проходов с зернистостью 80. В зависимости от состояния и результатов можно легко сделать больше проходов.