
Сварочные полуавтоматы — RIATECH
MIG/MAG или полуавтоматическая сварка вытеснила ручную или дуговую. В чем плюсы и минусы сварочного процесса? На какие критерии стоит обратить внимание при выборе сварочного полуавтомата? Что такое синергетическое управление и для чего оно? Что кроме автомата понадобиться для MIG/MAG сварки?
Во-первых, это один из самых производительных процессов, так как за счет непрерывной подачи проволоки, не тратится время на смену электродов. К тому же этот метод позволяет сплавлять широкий список металлов, в том числе и тонколистовой стали. При этом шов получается прочный, чистый, не требующий большой последующей обработки.
Такой процесс может освоить любой начинающий сварщик за очень короткий срок.
Во-вторых, этот метод дает возможность визуально следить за процессом, и формировать шов.
В то же время, у полуавтоматической сварки есть и свои минусы:
• Невысокая мобильность.
• Наличие газового баллона.
• Тяжелая катушка с проволокой.
• Применение горелки, редукторов и шлангов.
Преимущества полуавтоматической сварки все же очевидны. Это подтверждает и рынок. Выбор сварочных полуавтоматов огромен – от простых, компактных, надежных в быту или на стройке до высокотехнологичных и мощных 3-х фазных для тяжелого машиностроения.
Критерии выбора
Сначала необходимо определиться: в каких условиях будет использоваться то или иное сварочное оборудование. От этого будут зависеть характеристики: мощность, сила тока, комплектация.
1.Сила тока
Это основной параметр для любого сварочного аппарата.
Чем выше сила тока, тем с большей толщиной материала можно работать. Для полуавтоматов важны как минимальные, так максимальные значения этого показателя. Полноценного провара заготовки не получиться, если ток не достигает максимума. И наоборот, чтоб сварить тонкое изделие, необходимо снизить его до минимума.
Усредненные рекомендации для сварки низкоуглеродистой стали
Сила тока Толщина металла
70-80 А 1,5 мм.
90-110 А 2,0 мм.
120-140 А 3,0 мм.
140-160 А 4,0 мм.
160-200 А 5,0 мм.
2.Напряжение холостого хода
В момент, когда аппарат включен, но дуга не горит, он находится в режиме ожидания. В этом случае поддерживается уровень напряжения холостого хода – 40-90 вольт, чтоб при замыкании контакта возбудилась дуга.
Для сварочного процесса в небольших мастерских и на станциях техобслуживания(СТО) достаточно, чтоб агрегат находился в режиме ожидания – 50-70 вольт. На крупных промышленных предприятиях используют аппараты, где этот показатель – 80-90 w.
Сварочный полуавтомат отличается еще и тем, что может менять катушку и работать с проволокой разного диаметра. Однако это требует перестановки на механизме подачи кабель-канала и роликов с канавками. Поэтому полуавтомат надо выбирать с учетом характера будущей работы.
Диаметр проволоки Толщина металла (мм)
0,8 мм. 1-3
1,0 мм. 4-5
1,2 мм. 6-8
3.Продолжительность включения
Существует международный стандарт, который показывает: сколько минут работает аппарат с максимальным сварочным током с десятиминутным циклом при температуре окружающего воздуха в +40 градусов.
Агрегат может перегреваться и выключаться через разные промежутки времени. Эти данные в процентах указаны в паспорте изделия.
К примеру, ПВ (продолжительность включения) составляет 40%. Это значит, что из 10 минут на максимальном токе, аппарат работает не более 4-х минут, а остальные 6 минут остывает. Эти цифры интересуют, в основном, профессионалов на крупном производстве.
К примеру, сварщик в обычных условиях варит 3-4 мин., так как необходимо прерываться, чтоб подогнать свариваемые детали.
4.Синергетическое управление
Если вы только начинаете осваивать сварное дело или работаете не часто, то помощь в виде синергетического управления значительно упростит первые шаги.
Достаточно выбрать нужные параметры, и полуавтомат настроит напряжение таким образом, чтоб обеспечить сварщику эффективную и комфортную работу.
Профессиональный сварщик может вручную настроить параметры под свои условия работы. И даже по звуку рабочей горелки может определить дисбаланс настроек агрегата.
Существуют также универсальные машины, позволяющие работать с аргонодуговой сваркой (TIG). Они стоят дороже и их выбор обусловлен необходимостью работать со всеми видами сварки.
Полуавтоматы могут иметь режим импульса. Он позволяет сваривать цветные металлы, нержавеющую сталь, алюминиевые сплавы.
Такие модели приобретают в первую очередь крупные станции техобслуживания.
Вес сварочных агрегатов может колебаться от 10 -12 кг до 100кг и выше.
Аппараты 12-20 кг подойдут для гаража или мобильного использования. Нужен будет либо компактный баллон, либо длинный шланг для него. Это оптимально для нечастого использования.
Промышленные модели могут комплектоваться блоком охлаждения для горелки, выносным механизмом. Они устанавливаются на специальных тележках, к которым крепится газовый баллон. Такой агрегат можно перемещать по всей территории автосервиса или цеха.
5.Механизм подачи проволоки
Если вы выбираете сварочное оборудование для небольшой мастерской или гаража, то лучше брать компактный полуавтомат, где механизм подачи проволоки встроен в корпус.
Полуавтомат с выносным механизмом нужен на производстве, где требуется мобильность. Он позволяет работать на расстоянии от основного источника тока.
Итог:
Предлагаем подобрать модель полуавтомата для конкретной цели: для периодических работ в мастерской или гараже. В сети напряжение 220 вольт. Опыт либо небольшой, либо его вовсе нет. Нагрузка на полуавтомат не высокая. Планируется варить металл толщиной от 1 до 3-4 мм. Вам нужен аппарат в диапазоне от 30 до 200ампер. Это самый востребованный диапазон сварочного тока для этих целей.
Значение напряжения холостого хода должно быть не ниже 40-70 вольт. Продолжительность включения для вас не очень важна. Вряд ли вы будете варить швы метровой протяженностью. Поэтому смело выбирайте 40%.
Обратите внимание на синергетику. Она не только облегчит жизнь, но и подружит вас с этой работой.
Что еще вам понадобится для начала? Сварочная горелка, газовый шланг, кабель с зажимом заземления, газовый баллон, редуктор, защита для глаз и рук.
Особенности сварки газом с помощью полуавтомата для начинающих, видео
Сварочный полуавтомат является доступным современным оборудованием, используемым в бытовых работах внутри дома и на подворье. Приобретая аппарат, начинающий сварщик получает возможность без усилий научиться выполнять сварку черных и цветных металлов. С применением полуавтоматической сварки в среде углекислого газа появляется возможность быстро соединять поверхности металлических деталей без дополнительного усиления. Применяются другие элементы, способствующие сварке металлов повышенного качества.Для работы сварочного полуавтомата разработан механический способ подачи в рабочую зону проволоки, применяемой в качестве электрода. Проволоку изготавливают из специально разработанного сплава. Оборудование является простым в эксплуатации и его может с успехом освоить каждый новичок.
Особенности работы
Для тех, кто не имеет большого опыта, лучшим способом освоить соединение металлов является сварка полуавтоматом для начинающих. Видео сварочного процесса с подробными комментариями можно посмотреть в интернете. Полуавтомат относится к типу приборов, эффективность работы которого наполовину зависит от умения оператора. Конструкция сварочного полуавтомата состоит из определенного числа узлов:
Видео сварочного процесса с подробными комментариями можно посмотреть в интернете. Полуавтомат относится к типу приборов, эффективность работы которого наполовину зависит от умения оператора. Конструкция сварочного полуавтомата состоит из определенного числа узлов:
- прибор преобразования напряжения в сети до нужных параметров;
- горелка сварочная для среды углекислого газа;
- механизм для постоянного передвижения проволоки;
- автоматическая система поступления газа.
Принцип действия
Очень важным рабочим приспособлением является горелка, которая образовывает определенную среду проведения сварки и защитную атмосферу из газов, используемых для работы сварочного полуавтомата. Без применения инертных газов увеличивается разбрызгивание капель горячего металла и уменьшается яркость горения электрической дуги. Учитывая показатели работы сварочного полуавтомата, можно говорить о незаменимости приборов для определенных технологических циклов в производственном процессе при работе с металлами любого качества.
Среда с инертными показателями создается применением определенных газов. К ним относят аргон, гелий, углекислый газ или их смешанные составы. Чаще всего применяется аргон и углекислый газ для придания сварочному процессу инверторного способа, если такой необходим в процессе. Рабочим источником питания является постоянный ток обратного направления, при этом на деталь подается отрицательный импульс. Применение газа усложняет сам процесс работы, но качество получаемого шва перекрывает небольшое неудобство. Смесь газа применяется в заданных пропорциях, которые определяются для каждого инертного носителя отдельно.
Разновидности работы сварочных полуавтоматов
Существует несколько видов по способу подачи проволоки, отличающихся друг от друга. В некоторых агрегатах предусмотрен тянущий принцип действия, другие сварочные полуавтоматы проталкивают проволоку в рабочую область. Эффективными в работе оказываются те автоматы, которые предусматривают два принципа работы – проталкивающий и тянущий.
Для сварки различных металлов иногда применяется стальная проволока, соединение других деталей требует применения проволоки из алюминия. Некоторые ответственные производственные этапы требуют использования проволоки универсального состава, определенного в производственных документах. Защита шва во время его создания выполняется тремя основными способами:
- выбирается способ использования флюсовой реакции;
- сварочный полуавтомат работает в среде углекислого газа;
- сварка производится с помощью порошкового электрода в виде проволоки.
Классификация выбранного оборудования выделяет три типа, отличающего агрегаты друг от друга:
- в зависимости от разновидности применяемой проволоки;
- от варианта защиты полученного сварного шва;
- по виду перемещения проволоки и горелки.
Характеристика работы позволяет разделить сварочное оборудование для сварки на три вида:
- стационарные агрегаты, установленные для продолжительного использования;
- передвижное оборудование на небольшие расстояния;
- переносные компактные приборы для бытового использования.

Соединение металлов при помощи полуавтомата
Начало работы
Для качественного проведения процесса сварки определяются с наименованием инструментов, необходимых для работы. Сварщик подготавливает угловую шлифовальную машину (болгарку) с установленным кругом по металлу для зачистки поверхности. Потребуется дырокол и два — три зажима и сам аппарат для сварки металла в среде с применением углекислого газа. Ручная непромышленная сварка переносного типа позволяет соединять металлические поверхности толщиной до 6 мм.Перед сваркой очищают место прокладки шва, кромки зачищаются болгаркой. Сначала устанавливают бухту с проволокой и проверяют возможность беспрепятственного нормированного попадания флюса. Состыковывают две поверхности в намеченных местах и прижимают их зажимами. После этого нужно пустить электрический отрицательный заряд на одну из приготовленных поверхностей.
Процесс сварки
Ставим переключатель полуавтомата в положение «три» и выбираем оптимальную подачу. Полуавтоматическая сварка производится встык, вначале делают небольшие участки прихваток через промежутки, после этого проваривают стыкующиеся плоскости деталей сплошным швом. При выполнении шва наконечник прибора располагают наклонно к поверхности под углом около 20º. Подобным образом сваривают поверхности внахлест или под заданным углом.
Полуавтоматическая сварка производится встык, вначале делают небольшие участки прихваток через промежутки, после этого проваривают стыкующиеся плоскости деталей сплошным швом. При выполнении шва наконечник прибора располагают наклонно к поверхности под углом около 20º. Подобным образом сваривают поверхности внахлест или под заданным углом.
Имеет значение модель аппарата и вид проволоки, применяемой в качество электродов, которые подбирают под вид металла. Оптимальными и самыми распространенными типами электродов считаются МП-3 и ОЗС-12. Они могут варить металл разной толщины, но имеют недостаток в виде большой массы шлака.
Чтобы не допустить затекания шлака в ванну от сгоревшего сварочного флюса, как в стандартной классической сварке с применением обычного типа электродов, рекомендуется после выполнения шва его очистить и наложить еще один сверху. Это поможет получить качественное герметичное соединение.
Порошковая проволока имеет большую хрупкость и малую толщину стенки, следовательно, малую жесткость конструкции. При выполнении работы применяют подающий механизм с небольшим сжатием, а поворот шланга выполняют медленно, без резких поворотов. Обязательно сохранять правильность подачи фаз на детали и держателе. От этого зависит горение электрической дуги и выделение защитного газового слоя.
При выполнении работы применяют подающий механизм с небольшим сжатием, а поворот шланга выполняют медленно, без резких поворотов. Обязательно сохранять правильность подачи фаз на детали и держателе. От этого зависит горение электрической дуги и выделение защитного газового слоя.
Выбор режима полуавтоматической сварки
При работе на сварочном полуавтомате определяют рабочий режим, но для этого нужно изучить все возможные варианты доступного выбора. Показатель режима определяется, главным образом исходя из толщины свариваемого металла и его типа. Для выполнения сварки металла до 5 мм используется одинарный шов, а соединение поверхностей с толщиной от 5 и 6 мм потребуют прокладки второго шва, который идет точно по проекции очищенного первого шва. Такая сварка производится в два этапа.Для выполнения соединения металла с помощью сварки нужно следить за расходом и поступлением газа. Напор газа не делается большим. Он только обдувает место сварки с негромким шипением, но не вылетает из горелки под давлением. Для качественной сварки принят расход газа, который определяется семью литрами за минуту. Такое потребление позволяет эффективно выполнить полуавтоматическую сварку без искривления или деформации металла. Правильный расход уменьшает зону теплового действия на рабочую поверхность, и шов получается идеальным в соответствии с требованиями. Опытный мастер самостоятельно определяет скорость работы и выбирает требуемую высоту сварного шва.
Для качественной сварки принят расход газа, который определяется семью литрами за минуту. Такое потребление позволяет эффективно выполнить полуавтоматическую сварку без искривления или деформации металла. Правильный расход уменьшает зону теплового действия на рабочую поверхность, и шов получается идеальным в соответствии с требованиями. Опытный мастер самостоятельно определяет скорость работы и выбирает требуемую высоту сварного шва.
Сварка своими руками
В начале работы следует определить и подобрать силу тока, зависящую от толщины соединяемого металла. Эту работу делают с помощью таблицы, напечатанной в инструкции к агрегату. Снижение силы тока приводит к уменьшению производительности сварочного полуавтомата.
Настраивают необходимую скорость подачи проволоки к автомату, это делают подбором разного типа шестеренок, продаваемых вместе с агрегатом. Выбирают необходимую величину напряжения тока.
Для определения правильности подбора вышеуказанных параметров делают пробную сварку на участке металла с подобными характеристиками. Правильные настройки позволят автомату дать устойчивую дугу и выделить достаточное количество флюса.
Правильные настройки позволят автомату дать устойчивую дугу и выделить достаточное количество флюса.
Выбирают положение «вперед» на переключателе подачи проволоки и наполняют флюсом приемную воронку. Устанавливают держатель, подводя мундштук в рабочую сварочную зону. Открыть заслонку для флюса, нажать «пуск» и выполнять касательные движения к месту предполагаемого шва для зажигания дуги.
Особенности сварки алюминия
На алюминиевой поверхности при сварке в условиях поступления кислорода обычно образовывается пленка из оксида алюминия, туго плавящаяся и имеющая плотность выше, чем само металлическое основание. Для успешной сварки алюминия кромки и место наложения шва обрабатываются химическими растворителями для удаления пленки или зачищаются абразивным механическим способом.Следить за качеством шва при сварке алюминия очень сложно, сильное подогревание приводит к хрупкости кромок, которые разрушаются. Проследить степень нагревания металла очень трудно, так как он не меняет цвет при подогреве. Текучесть алюминия приводит к просачиванию металла через шов, и контролировать размеры ванны затруднительно. Чтобы избежать прожогов металла, используют прокладки из керамики или другого металла для коррекции размера шва.
Текучесть алюминия приводит к просачиванию металла через шов, и контролировать размеры ванны затруднительно. Чтобы избежать прожогов металла, используют прокладки из керамики или другого металла для коррекции размера шва.
Алюминий и его сплавы отличаются большим коэффициентом расширения, но при этом имеют низкую упругость. Чтобы избежать деформации, детали предварительно подогревают или производят сварку с оптимальными параметрами.
В процессе остывания металла шва происходит растрескивание, вызванное деформации при остывании материала ванны. Чтобы избежать разрушительного явления, в материал шва добавляют пластификаторы, а соединения алюминия не располагают близко друг к другу.
Для алюминиевой сварки лучше использовать механизм подачи проволоки тянущего типа. Провариваемая глубина напрямую зависит от силы сварочного тока. Ширина шва не зависит от величины электрического тока. На увеличение провариваемой глубины влияет уменьшение диаметра электрода, что особенно проявляется при невысоко силе тока. При повышении величины тока зависимость от диаметра электрода проявляется не так явно. При увеличении диаметра электрода становится шире сварной шов.
При повышении величины тока зависимость от диаметра электрода проявляется не так явно. При увеличении диаметра электрода становится шире сварной шов.
Применение в быту полуавтомата для сварки очень эффективно, так как он не требует большого потребления тока, может варить все металлы без исключения и пользоваться таким агрегатом может каждый желающий научиться сварке.
Оцените статью: Поделитесь с друзьями!Страница не найдена
К сожалению, по вашему запросу ничего не найдено.Пожалуйста, введите более двух символов
Все результаты поискаКакую сварку выбрать — Дуговая или полуавтомат
Вопросы, рассмотренные в материале:
- Каковы принципы работы дуговой сварки
- Что собой представляет сварка полуавтоматом
- Насколько критичен для ручной сварки состав и диаметр электродов
- Какая сварка лучше – дуговая или полуавтомат
Какая сварка лучше: дуговая или полуавтомат? Об этом часто спрашивают те, кто обращаются к специалистам за помощью в сварочных работах. Однако здесь нет единого ответа, ведь у всех сварочных методов есть свои достоинства и недостатки – им и посвящена эта статья.
Как работает дуговая сварка
Прежде чем отвечать на вопрос о том, какая сварка лучше – ручная дуговая или полуавтомат, нужно понять принципы действия этих способов.
Также при дуговой сварке специалист сам устанавливает необходимый режим работы в соответствии с толщиной металла и длиной шва. Режим зависит от длины сварочной дуги, плотности и силы тока. При соединении толстых металлических листов используют несколько подходов, тогда как тонкие допускается соединять внахлест.
Сваривание дуговым аппаратом производится вручную, за счет чего повышается эффективность работы, а также достигаются такие преимущества, как:
- простое использование и обслуживание оборудования;
- научиться азам дуговой сварки под силу любому;
- соединение металлических элементов может происходить в разных положениях: снизу, сверху, под углом, сбоку;
- за счет согнутого электрода удается накладывать шов даже на труднодоступных участках;
- технология подходит для работы с большим количеством металлов.

Однако прежде чем решить, какая сварка лучше – дуговая или полуавтомат, нужно назвать и минусы первого подхода:
- испускаемое дуговым аппаратом электромагнитное излучение вредно для человека;
- качество швов непосредственно зависит от навыков специалиста, выполняющего их;
- сниженные КПД и показатель производительности относительно других подходов.
Все названное приводит к тому, что дуговая сварка используется при таких работах, как:
- соединение деталей и арматурных сеток;
- возведение прочных арматурных каркасов и сеток;
- скрепление стержней, монтаж конструкций из железобетона;
- подготовка арматуры без специальной стыковочной аппаратуры.
Аппараты дуговой сварки позволяют производить работы под любым углом, вне зависимости от сложности доступа. Этот способ считается универсальным, так как подходит для соединения элементов из цветных и черных металлов толщиной не менее 3 мм. Стоит оговориться, что дуговая система, как и полуавтомат, может использовать и при работе с более тонкими изделиями, но в этом случае понадобятся не только особые навыки сварщика, но и специализированные электроды.
Стоит оговориться, что дуговая система, как и полуавтомат, может использовать и при работе с более тонкими изделиями, но в этом случае понадобятся не только особые навыки сварщика, но и специализированные электроды.
На качество шва влияют следующие свойства металла:
- химический состав;
- показатель свариваемости, который включает в себя показатель склонности к образованию швов, изменения металла при сварке, пр.
При выборе электрода обязательно учитывают его:
- диаметр;
- химический состав;
- вид.
Еще одна особенность, влияющая на качество шва, – это режим сварки. При его выборе немаловажную роль играют:
- длина сварочной дуги;
- сила, плотность тока.
Способ дуговой сварки выбирают, исходя из толщины металла и длины шва, поэтому:
- толстый металл сваривают в несколько подходов;
- тонкую сталь соединяют внахлест, причем проплавление металла производится через верхний лист, либо встык – тогда между кромками соединяемых деталей прокладывают еще одну стальную полоску.

Если речь идет о работе на трубопроводе, то способы дуговой сварки зависят от пространственного положения шва, а также типа стыка, который может быть поворотным или неповоротным.
Прежде чем приступать к ручной дуговой сварке изделий, подготавливают кромки: их очищают при помощи растворителей, газокислородного пламени и кислот от масел, грязи, ржавчины и других загрязнений. Также возможна и механическая зачистка.
Что собой представляет сварка полуавтоматом
Действие полуавтомата основано на том, что переменный ток из электрической сети преобразуется в постоянный. Для этого в системе предусмотрены специальный модуль, высокочастотный трансформатор и несколько выпрямителей. Оговоримся, что сегодня существуют и более современные полуавтоматы, оснащенные блоком для регулировки коэффициента мощности в автоматическом режиме. Данный блок синхронизирует напряжения рабочих токов по синусоидам, в результате чего элементы соединяются максимально стабильно и качественно.
Рекомендовано к прочтению
Обработка металлических изделий при помощи инвертора-полуавтомата производится за счет непрерывной подачи электродной проволоки к месту горения электродуги с неизменной скоростью. В случае работы с полуавтоматом эта область обязательно защищается от внешних воздействий посредством газа – чаще всего используют углекислый газ, аргон. В результате удается получить безупречный по прочности шов, в котором содержится минимальная доля шлаков. Дело в том, что из-за газа при работе с полуавтоматом атмосферный воздух не может вступить в реакцию с разогретым металлом.
Процесс сварки инверторным полуавтоматом управляется при помощи микропроцессора, он отслеживает рабочие характеристики системы. Если фиксируются отклонения важных параметров, работа оборудования тут же корректируется.
Однако это не все достоинства использования полуавтомата, также стоит назвать следующие:
- небольшая масса полуавтомата – современная система, предназначенная для любителей, весит 5-6 кг, профессиональные установки всегда тяжелее;
- большое количество дополнительных функций, таких как защита от перепадов напряжения, встроенные измерительные приборы, автоматическая остановка и поддержание электродуги в горящем состоянии, защита от чрезмерного нагрева, пр.
 ;
; - плавная регулировка рабочего напряжения в зависимости от силы тока;
- встроенное в инвентор-полуавтомат вентилирующее устройство;
- точная настройка тока, что важно при соединении элементов из различных материалов.
Все современные полуавтоматы, в отличие от дуговых аппаратов, имеют очень высокий КПД, даже когда речь идет о недорогих моделях китайского производства. Также немаловажно, что при сварке не происходит разбрызгивание кипящего металла – появляются только небольшие брызги, которые не способны вызвать наплывы на соединенных поверхностях и другого рода дефекты.
В инверторах-полуавтоматах проволока подается равномерно, с постоянной скоростью. Этого эффекта не способен добиться даже самый опытный специалист, занимающийся дуговой сваркой.
Немаловажно, что инверторы подходят для работы со штучными электродами различного сечения. А если в полуавтомате есть вентильная горелка, то с его помощью можно выполнять даже аргонодуговую сварку.
Все перечисленные достоинства объясняют, почему инверторы-полуавтоматы считаются универсальными сварочными системами. Немаловажно, что они одинаково справляются как с крупными конструкциями, так и с заготовками из тонких листов металла, чего нельзя сказать об устройствах для ручной дуговой обработки.
Сегодня полуавтоматы широко применяются в экстремальных условиях, например, во время спасательных, аварийных, профессиональных монтажных, строительных работ, ремонта разного рода строений. Однако многие покупают инверторы для использования в быту – это стало возможно после снижения цены на такое оборудование. Именно для тех, кто использует полуавтоматы в домашних условиях, предназначены наши советы по выбору данных систем.
Какая сварка лучше: дуговая или полуавтоматическая
Вопрос о том, какая сварка лучше дуговая или полуавтомат, сразу отпадает, как только становится ясно, что эти два вида используются для разных работ:
- Дуговая сварка не подходит, если нужно соединить элементы кузова автомобиля – в теории это возможно, но слишком сложно.
- Для кузовных работ выбирают не дуговой аппарат, а полуавтомат, так как сила тока в этом случае оптимальна для работы с тонким металлом.
- Полуавтомат справляется с цветными и тугоплавкими металлами, тогда как дуговая сварка не дает возможности наварить шов на меди или алюминии. При этом качественный прибор для дуговой сварки не заменить ничем, если идет работа с черными металлами. А его обслуживание, даже с учетом всех необходимых расходников, обходится гораздо дешевле, чем содержание аналогичных полуавтоматов.
- Полуавтомат необходим, если нужно быстро и крепко соединить пару элементов. Такой вид сварки, как автоматический, применяется во всех сферах промышленности, ведь он позволяет работать с любыми металлами различной толщины.
- Полуавтомат отличается повышенным КПД по сравнению с дуговой сваркой, при этом требует небольших материальных затратах.
Прежде чем приступать к сварке полуавтоматом, начинающий специалист должен освоить как теорию, так и практику, поскольку эти две составляющие тесно связаны между собой.
Повторим, что невозможно выбрать только один аппарат, отвечая на вопрос о том, какая сварка лучше – дуговая или полуавтомат, если не учитывать цели приобретения устройства. Четко представляя план работ, вы сможете купить действительно хорошее устройство за разумную сумму.
В первую очередь выберите, для чего вы будете использовать сварочную технику:
- в быту, если требуется не больше 20–30 минут непрерывной работы;
- в профессиональной работе, когда аппарат должен постоянно использоваться в течение 8 часов, то есть одной смены;
- в промышленности, если необходима трехсменная работа.
Одной из основных характеристик устройства для сварки полуавтоматом специалисты называют продолжительность включения, то есть длительность бесперебойной, непрерывной работы оборудования относительно общего времени использования. Высокий уровень данного показателя свидетельствует об эффективности аппарата.
Также стоит принимать во внимание ток сварки, поскольку он бывает:
- переменным, если речь идет о дуговой сварке;
- постоянным;
- переменно-постоянным.
Оговоримся, что устройства, работающие с переменно-постоянным током, отличаются доступной ценой, универсальностью.
Также все сварочные аппараты делятся на типы по числу рабочих фаз:
- однофазные, подключаются к источнику электроэнергии в 220 В;
- трехфазные, эксплуатируемые на производстве;
- универсальные, которые работают от одной или трех фаз.
Еще один ключевой показатель – мощность устройства. Более мощные сварочные системы легко режут и сваривают толстые материалы, но при этом они потребляют немало электроэнергии.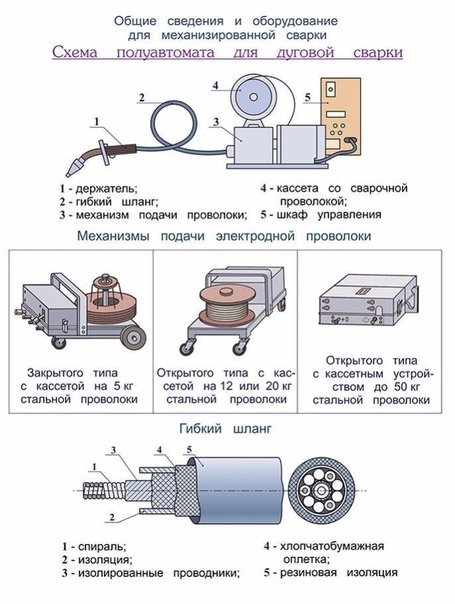 В зависимости от КПД, мощность полуавтомата в большей или меньшей степени отличается от значения данного параметра.
В зависимости от КПД, мощность полуавтомата в большей или меньшей степени отличается от значения данного параметра.
Не менее важно проверить напряжение холостого хода. При высоком значении этого показателя от устройства можно добиться быстрого, легкого и стабильного образования дуги. Для трансформаторных аппаратов хватает 50–55 В напряжения, если речь идет об инверторах, то 90 В, а для полуавтоматов – 40 В.
Кроме того, необходимо учитывать значения сварочных токов, ведь именно на их основе выбирают электроды. Самые высокие показатели в этом случае нужны, если планируются масштабные работы с изделиями большой толщины.
Выбор степени защиты
Вне зависимости от типа, сварочные аппараты не терпят пыли, повышенной влажности, температуры, внешних механических воздействий. Поэтому устройство должно обладать высокой степенью защиты, в соответствии с международной системой классификации IEC_60529. Чаще всего можно встретить класс защиты IP 21, где «2» говорит о том, что аппарат защищен от попадания внутрь любых предметов (если их размеры больше 12,5 мм), а «1» – это свидетельство защиты от вертикального проникновения влаги, капель.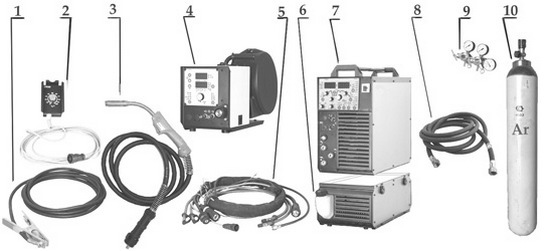
Если требуется более высокий класс защиты, лучше отдать предпочтение IP 23. В этом случае аппарат защищен от брызг под углом 60° относительно вертикальной плоскости, то есть устройство может эксплуатироваться даже под дождем, хотя производители и опытные сварщики настоятельно не рекомендуют работать в таких условиях.
Если говорить о защите от нагрева, выделяют такие классы:
- Н, предполагает устойчивость до 180°;
- F – устойчивость до 155°;
- В, выдерживает до 130°.
Часто можно встретить современные сварочные аппараты, снабженные защитой от перегрева, что упрощает работу, ведь при необходимости устройство отключается. А значит, не допускается его нагрев до критического уровня.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.

При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварка полуавтоматом. Еще раз о подогревателе газа для новичков
В прошлой статье «Как избавиться от обмерзания» уже поднималась тема о необходимости подогрева углекислого газа, применяющегося в качестве защитной среды при полуавтоматической сварке. Тему есть еще чем дополнить, она не исчерпана, к тому же информация станет полезной для людей, которые хотят освоить азы сварочного дела, только начинают осваивать сварку.
Итак, при небольших объемах работ для сварки полуавтоматом достаточно иметь стандартный набор аксессуаров, таких как сварочная горелка, шланг по которому подается газ и проволока, клемма массы, баллон с газом. Его вполне достаточно, если вы только не занимаетесь сваркой с утра до вечера. С увеличением сваркочасов обязательно станет вопрос о покупке подогревателя газа.
Для чего он нужен?
Газ находится в сжатом состоянии в баллоне. Для того, чтобы обеспечить работающее давление на выходе, необходим редуктор, который преобразует высокое давление в низкое. Например, в компрессоре воздух постоянно сжимается и из-за этого он нагревается, а в редукторе наоборот сжатый газ расширяется, переходя границу ( специальное отверстие, которое не дает газу выйти сразу) и при этом наблюдается обратный физический процесс –охлаждение. Из-за того, что углекислота находится в сильно сжатом состоянии процесс идет очень интенсивно и с сильным снижением температуры до -70 оС. К чему это может привести? Любой водяной пар, который находится в баллоне, начнет конденсироваться и образовывать кристаллы льда, которые оседая на деталях редуктора, могут закупорить отверстие и прекратить подачу. Кроме того, может произойти естественное сжатие деталей, так как известно, что все тела при нагреве испытывают расширение, а при охлаждении стремятся уменьшиться в размерах, в объеме.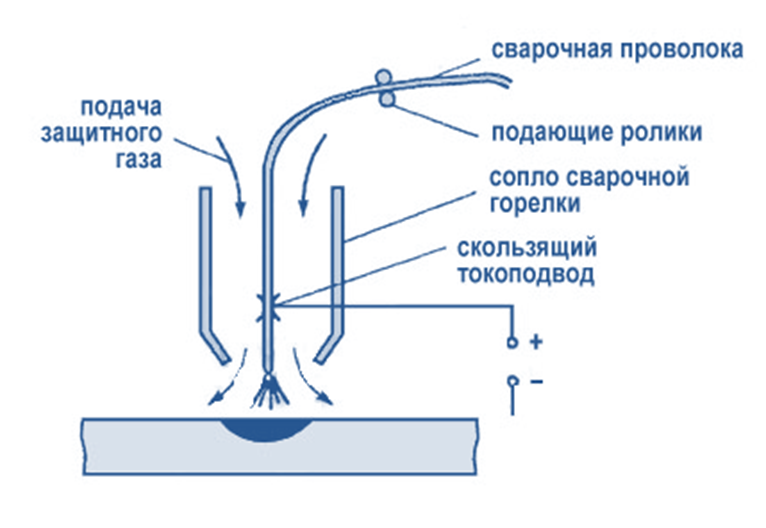 Особенно это относится к медным сплавам, таким как латунь, у которых высокий коэффициент линейного термического расширения. Соответственно, сварочные режимы, которые вы настроили на полуавтомате, собьются. То есть, если вы выставили расход 10 л/мин, то спустя какое-то время работы вы увидите, что газ практически не идет, так как детали изменились в размерах и «перекрыли» те показатели, которые вам необходимы были с начала и были заданы при комнатной температуре. Чтобы такое не происходило и необходим подогреватель газа.
Особенно это относится к медным сплавам, таким как латунь, у которых высокий коэффициент линейного термического расширения. Соответственно, сварочные режимы, которые вы настроили на полуавтомате, собьются. То есть, если вы выставили расход 10 л/мин, то спустя какое-то время работы вы увидите, что газ практически не идет, так как детали изменились в размерах и «перекрыли» те показатели, которые вам необходимы были с начала и были заданы при комнатной температуре. Чтобы такое не происходило и необходим подогреватель газа.
Подогреватель состоит из простого нагревательного элемента, через который течет электрический ток. Он нагревает катушку и корпус, соответственно, любой газ, который проходит через устройство, воспринимает тепло. Этого будет достаточно, чтобы не переохладить редуктор. Подогреватели бывают электронные или биметаллические с регулятором, которые вкл/выкл. при перегреве (как в обычном утюге). По питанию они разделяются на 220В, либо 24В и 36В. Низковольтные подогреватели поставляются без вилки, так как подразумевается присоединение к вилке или источнику питания (БП, трансформатор). При подключении 24В мощность снижается и максимальные параметры проходящего газа будут занижены. Если вы занимаетесь большими объемами сварочных работ, низковольтного подогревателя может оказаться недостаточно. Тридцатишестивольтный девайс уже может обеспечить до 50 л/мин прогрев газа и работы не остановятся, например, из-за сбоя настроек.
P.S. При покупке полуавтомата обращайте внимание на такую важную вещь: блок питания для подогревателя газа должен находится в самом аппарате и включаться в момент нажатия кнопку подачи проволоки сварочной горелки. Почему это так важно? Устройство подогрева работает только когда вы варите (когда это действительно необходимо). В противном случае, если подогреватель работает от отдельного питания, он будет «надеяться» только на собственный терморегулятор и перегреваться до своего максимального значения (70 -80 оС). Газ же поступает очень холодный – это приводит к резкому температурному перепаду, что может привести к снижению срока эксплуатации нагревателя.
Частые проблемы MIG-сварки и способы решения
Сварка сварка сплошной проволокой в среде защитного газа (GMAW): самые распространенные проблемы и возможные способы решенияПерепечатано с разрешения журнала Practical Welding Today из выпуска за сентябрь-октябрь 1997 года. Авторские права: 1997, The Croydon Group, Ltd., Rockford, IL
Точно так же, как автоматическая трансмиссия упростила вождение автомобиля, сварка сплошной проволокой в среде защитных газов (GMAW) упростила процесс сварки. GMAW считается самым легким в освоении и применении методом сварки. Это обусловлено тем, что источник питания для процесса GMAW берет на себя практически всю работу, автоматически регулируя параметры сварки в зависимости от постоянно меняющихся условий работы – точно так же, как это делает электроника автоматической коробки передач.
Благодаря тому, что таким процессом можно пользоваться даже с относительно низким навыком сварки, GMAW позволяет создавать швы приемлемого качества даже операторам с минимальным опытом работы. Однако те же самые операторы попадают в неприятную ситуацию, когда у них получаются некачественные швы и они оказываются неспособны выявить и исправить свои ошибки. Это руководство поможет начинающим операторам научиться создавать высококачественные швы. Оно может оказаться полезным даже для опытных операторов, которые уже работали с процессом GMAW на протяжении нескольких лет.
Однако те же самые операторы попадают в неприятную ситуацию, когда у них получаются некачественные швы и они оказываются неспособны выявить и исправить свои ошибки. Это руководство поможет начинающим операторам научиться создавать высококачественные швы. Оно может оказаться полезным даже для опытных операторов, которые уже работали с процессом GMAW на протяжении нескольких лет.
Самые распространенные проблемы со сваркой делятся на четыре категории:
- пористость металла наплавления;
- неправильная форма сварного шва;
- недостаточное сплавление;
- проблемы с подачей проволоки из-за неправильной настройки и обслуживания оборудования.
1. Пористость металла наплавления
Причина возникновения пористости №1: неадекватное состояние поверхности
Самая распространенная причина появления пористости в металле наплавления – это неадекватное состояние поверхности металла. Например, наличие масла, ржавчины, краски или смазки на металле основы может вызвать недостаточное проплавление и тем самым привести к образованию пористости. Процессы сварки с образованием шлака, например, ручная дуговая сварка покрытым электродом (SMAW) или сварка порошковой проволокой (FCAW), более терпимы к загрязнениям, чем GMAW, так как составляющие шлака помогают очистить поверхность металла. В случае сварки GMAW единственной защитой от воздействия окружающего воздуха являются содержащиеся в проволоке химические вещества.
Процессы сварки с образованием шлака, например, ручная дуговая сварка покрытым электродом (SMAW) или сварка порошковой проволокой (FCAW), более терпимы к загрязнениям, чем GMAW, так как составляющие шлака помогают очистить поверхность металла. В случае сварки GMAW единственной защитой от воздействия окружающего воздуха являются содержащиеся в проволоке химические вещества.
Возможные способы решения
Для того, чтобы устранить пористость, можно использовать проволоку с содержанием какого-либо раскислителя, например, кремния, марганца или минимального количества алюминия, циркония или титана. Химический состав проволоки можно определить по ее классу согласно Американскому обществу сварки (AWS).
Чтобы подобрать оптимальный состав для какой-либо конкретной задачи, рекомендуется по очереди протестировать все доступные вам типы проволоки. Начать лучше всего с самого распространенного типа проволоки ER70S-3 (Lincoln L50) с содержанием марганца 0,9-1,4% и кремния 0,45-0,75%. Если это не помогло и в полученном металле по-прежнему присутствует пористость, можно перейти к проволоке с еще более высоким содержанием кремния и марганца, например, ER70S-4 (Lincoln L54) или ER70S-6, которая имеет самое высокое содержание кремния (0,8-1,15%) и марганца (1,4-1,8%). Некоторые операторы пользуются проволокой с тройным раскислением, например, ER70S-2 (Lincoln L52), которая, помимо кремния и марганца, также содержит алюминий, цирконий или титан.
Если это не помогло и в полученном металле по-прежнему присутствует пористость, можно перейти к проволоке с еще более высоким содержанием кремния и марганца, например, ER70S-4 (Lincoln L54) или ER70S-6, которая имеет самое высокое содержание кремния (0,8-1,15%) и марганца (1,4-1,8%). Некоторые операторы пользуются проволокой с тройным раскислением, например, ER70S-2 (Lincoln L52), которая, помимо кремния и марганца, также содержит алюминий, цирконий или титан.
Кроме использования другой проволоки с пористостью можно бороться чисткой поверхности шлифмашиной или химическими растворителями (например, обезжиривателем). Однако при использовании растворителей нужно помнить, что возле зоны сварки категорически запрещено использовать хлористые обезжириватели, например, трихлорэтилен, потому что они могут выделять токсичный газ, вступив в химическую реакцию с дугой.
Причина возникновения пористости №2: неадекватная газовая защита
Вторая самая распространенная причина появления пористости в металле наплавления – это неадекватная газовая защита. Сварочный процесс GMAW целиком основан на предположении, что поступающий извне защитный газ обеспечит физическую защиту сварочной ванны от воздействия окружающего воздуха и выступит в роли стабилизатора дуги. Но при возмущении такого облака защитного газа возникает риск атмосферного загрязнения сварочной ванны, что в конечном итоге может привести к появлению пористости.
Сварочный процесс GMAW целиком основан на предположении, что поступающий извне защитный газ обеспечит физическую защиту сварочной ванны от воздействия окружающего воздуха и выступит в роли стабилизатора дуги. Но при возмущении такого облака защитного газа возникает риск атмосферного загрязнения сварочной ванны, что в конечном итоге может привести к появлению пористости.
Возможные способы решения
Расход защитного газа зависит от диаметра проволоки, силы тока, способа переноса металла и скорости ветра. Обычно он составляет примерно 0,8-1,1 куб. м. в час. Поэтому нужно проверить показания счетчика расхода и убедиться, что газ подается в достаточном количестве. Сегодня на рынке предлагается широкий выбор счетчиков расхода газа от простых циферблатных индикаторов до современных компьютеризированных моделей. Некоторые операторы ошибочно полагают, что все, что им для этого нужно – это регулятор давления. На самом деле он никак не влияет на расход газа.
При использовании 100-процентного защитного углекислого газа вам потребуются особые счетчики, специально предназначенные для углекислого газа. Эти специальные счетчики не подвержены воздействию «изморози», которая может образовываться при переходе углекислого газа из жидкого состояния в газообразное.
Эти специальные счетчики не подвержены воздействию «изморози», которая может образовываться при переходе углекислого газа из жидкого состояния в газообразное.
При сильном ветре, который может сдуть облако защитного газа над местом сварки, придется установить ветровые экраны. Согласно Кодексу структурной сварки AWS при скорости ветра более 8 км/ч сварки методом GMA лучше избегать. Если сварка происходит в помещении, на газовой защите может сказаться работа систем вентиляции. В таком случае поток воздуха нужно направить в сторону от места сварки. При необходимости в отведении дыма нужно использовать специально предназначенные для этого устройства, например, вытяжные рукава системы вентиляции MAGNUM™ от Lincoln Electric. Они способны обеспечить вытяжку дыма без нарушения облака защитного газа.
Проблемы с пористостью также могут быть вызваны турбулентностью потока газа из горелки. В идеале защитный газ должен ровной завесой покрывать всю сварочную ванну. Турбулентность может быть вызвана слишком сильным напором газа, чрезмерным разбрызгиванием горелки или скоплением брызг в газовом диффузоре.
Отклонения в подаче газа также могут быть вызваны повреждениями горелки, кабелей, газопроводов, шлангов или не до конца закрепленными кабельными соединениями. Из-за таких повреждений может возникнуть так называемый «эффект Вентури», который приводит к всасыванию воздуха через эти отверстия и падению скорости потока.
И наконец, проблемы с газовой защитой могут быть вызваны сваркой углом назад или левым способом сварки. Попробуйте варить углом вперед или правым способом сварки. Таким образом облако газа будет ложиться перед дугой и сможет проникнуть внутрь соединения.
Причина возникновения пористости №3: особенности основного металла
Иногда появление пористости может объясняться особенностями состава основного металла. Например, металл основы может иметь повышенное содержание серы.
Возможные способы решения
К сожалению, если проблема с пористостью заключается именно в особенностях состава основного металла, сделать можно совсем немного. Лучшее решение в такой ситуации – использовать другую сталь или прибегнуть к процессу сварки с образованием шлака.
2. Неправильная форма шва
Если сварной шов принимает выпуклую или вогнутую форму, это может указывать на недостаточный уровень тепловложения или неподходящий метод сварки.
Причина неправильной формы шва №1: недостаточное тепловложение
Сварные швы выпуклой или «волнистой» формы указывают на то, что выбранные параметры были слишком «холодными» для сварки материала данной толщины. Другими словами, тепла оказалось недостаточно для проникновения вглубь металла основы.
Возможные способы решения
Если проблема вызвана слишком «холодной» сваркой, оператор должен определить, подходит ли выбранная сила тока для данной толщины материала. Крупные производители, в том числе и Lincoln Electric, всегда предоставляют руководства по регулировке силы тока в зависимости от конкретных параметров сварки.
Если сила тока достаточно высока, нужно проверить напряжение. Слишком низкое напряжение обычно сопровождается еще одним симптомом: повышенным уровнем разбрызгивания. С другой стороны, при слишком высоком напряжении оператору будет сложнее контролировать рабочий процесс, а наплавление станет более уязвимо к подрезанию.
В частности, о напряжении тока можно судить на слух. Правильно настроенная дуга издает звук определенного тона. Например, при переносе металла короткой дугой со слишком низкой силой тока дуга будет издавать ровный глухой гул. При переносе металла при слишком высокой силе тока дуга начнет потрескивать. Звук дуги также может указывать и на другие проблемы – ровное шипение говорит о слишком высоком напряжении и высокой вероятности подрезания, а резкий, скрежещущий звук – о слишком низком напряжении.
Причина неправильной формы шва №2: Техника сварки
Выгнутая или вогнутая форма шва также может быть вызвана неподходящим методом сварки. Например, сварка углом вперед или правый метод сварки обычно позволяет создавать швы более правильной формы, чем сварка углом назад или левый метод.
Возможные способы решения
Чтобы получать швы правильной формы, рекомендуется вести сварку углом вперед под наклоном 5-10 градусов.
Причина неправильной формы шва №3: некачественный рабочий кабель
Использование неисправного рабочего кабеля может привести к неприемлемому напряжению сварочной дуги. Характерными симптомами проблем с кабелем являются перегрев и неправильная форма шва.
Возможные способы решения
Слишком тонкие или сильно изношенные кабели имеют тенденцию перегреваться. При замене кабеля лучше всего воспользоваться специальной таблицей для определения подходящего диаметра кабеля в зависимости от его длины и подаваемого тока. Чем выше сила тока и чем больше длина кабеля, тем большая от него потребуется толщина.
3. Недостаточное сплавление
Если сварочный материал не смог должным образом объединиться с металлом основы, возникает так называемое недостаточное сплавление. Недостаточное сплавление приводит к созданию низкопрочных, некачественных соединений, которые в итоге могут вызвать образование структурных дефектов в конечной продукции.
Недостаточное сплавление: натеки при переносе металла короткой дугой
При переносе металла короткой дугой проволока непосредственно соприкасается со сварочной ванной. Из-за возникающего при этом короткого замыкания кончик проволоки плавится и от него отделяется капля металла. Такое короткое замыкание может происходить от 40 до 200 раз в секунду. Недостаточное сплавление может возникать, когда металл в сварочной ванне удается расплавить, но остающейся энергии оказывается недостаточно для того, чтобы должным образом сплавить его с основой. В таких случаях внешний вид наплавления ничем не отличается от обычного, но фактически соединения металлов не происходит. Так как недостаточное сплавление достаточно сложно выявить визуально, для этого нужно провести проверку проникающей жидкостью с красителем, ультразвуком или сгибанием образца.
Возможные способы решения
Чтобы гарантировать должное сплавление материалов, нужно убедиться в правильном выборе напряжения и силы тока. Если после внесения всех поправок оператор по-прежнему сталкивается с проблемами, можно воспользоваться другим методом сварки. Например, можно воспользоваться порошковой проволокой или методом струйного переноса металла. При струйном переносе металла дуга никогда не гаснет, поэтому наплывов металла и недостаточного сплавления удается избежать. При этом сила тока достаточно велика для того, чтобы расплавить кончик проволоки и запустить каплю металла через дугу в сварочную ванну.
4. Проблемы с подачей проволоки
Перебои с подачей проволоки или дребезжащий звук изнутри горелки могут указывать на неполадки в системе подачи проволоки. Большинство проблем, связанных с подачей проволокой, объясняется неправильной настройкой и обслуживанием оборудования.
Причина проблем с подачей проволоки №1: контактный наконечник
Среди операторов наблюдается тенденция использовать наконечники слишком большого размера. Это может приводить к сложностям с контактом, нестабильности дуги, возникновению пористости и неправильной форме швов.
Возможные способы решения
Убедитесь в исправном состоянии наконечника горелки и в том, что он имеет подходящий размер для сварки данной проволокой. Проведите визуальный осмотр наконечника. При слишком сильном износе (если он принял форму эллипса) его нужно заменить.
Причина проблем с подачей проволоки №2: направляющая горелки
Размер направляющих горелок, как и контактных наконечников, должен соответствовать диаметру продаваемой через них проволоки. При перебоях с подачей проволоки направляющую нужно почистить или заменить.
Возможные способы решения
Для очистки направляющей ее нужно продуть несильным потоком сжатого воздуха из контактного наконечника или же просто заменить.
Причина проблем с подачей проволоки №3: износ горелки
Внутри горелки находятся очень тонкие жилы медной проволоки, которые со временем могут износиться или оказаться повреждены.
Возможный способ решения
Резкое повышение температуры в какой-либо отдельной точке горелки во время сварки говорит о наличии внутренних повреждений и необходимости заменить горелку. Кроме этого, нужно убедиться, что горелка имеет достаточно большой размер для выполнения соответствующей задачи. Обычно операторы предпочитают использовать маленькие горелки, потому что они проще в обращении. Но если выбрать горелку слишком маленького размера, она будет перегреваться.
Причина проблем с подачей проволоки №4: приводной ролик
Приводные ролики механизма подачи проволоки постепенно изнашиваются, поэтому их нужно регулярно заменять.
Возможный способ решения
Обычно степень износа и необходимость замены приводных роликов можно оценить визуально по состоянию желобков. Также нужно убедиться в том, что приводной ролик обеспечивает должное натяжение. Чтобы проверить натяжение, от механизма подачи проволоки нужно отсоединить кабель питания или перейти в режим холодного питания. После этого нужно начать подачу проволоки и сжать ее большим и указательным пальцем. Если проволока при этом остановилась, то натяжение приводных валиков нужно увеличить. Если же остановить проволоку не удалось, это говорит о том, что натяжение отрегулировано правильно. В то же время слишком сильное натяжение привода может приводить к деформации проволоки, из-за чего она может слипаться (путаться) или прогорать (ситуация, когда дуга распространяется вверх по проволоке и сплавляет ее с наконечником).
Убедитесь, что приводные ролики и направляющая трубка расположены настолько близко, насколько это только возможно. Затем нужно проверить линию подачи проволоки от катушки до приводных валиков. Направление проволоки должно точно соответствовать ориентации направляющей трубки, чтобы проволока не терлась о края трубки. В некоторых механизмах подачи проволоки положение кассеты можно отрегулировать так, чтобы проволока была направлена точно параллельно трубке.
Причина проблем с подачей проволоки №5: спутывание и соскакивание проволоки с катушки
Иногда проблемы с подачей проволоки возникают из-за того, что инерция кассеты с проволокой заставляет ее продолжать вращаться после отпускания спускового крючка.
Возможные способы решения
Прокручивание кассеты приводит к ослаблению натяжения проволоки, из-за чего она может соскочить с механизма подачи или запутаться. Поэтому в большинстве систем подачи проволоки на катушку устанавливают настраиваемый тормоз. Этот тормоз можно отрегулировать так, чтобы не допускать проворачивания кассеты.
Соблюдение данного руководства позволит начинающим операторам сварки GMAW или даже опытным специалистам быстрее выявлять возникающие проблемы и устранять их до того, как они повлияют на качество работы.
что это, виды, принцип работы, преимущества
Опубликовано: 25.05.2018 | Обновлено: 25.05.2018 | Просмотров: 10107 Рейтинг: 0/5 — 0 голосовВопрос что такое сварочный полуавтомат достаточно популярен среди новичков сварочного процесса, которые желают получить базовые навыки по работе с металлическими изделиями. Если научиться использовать по назначению это устройство, отпадает необходимость призывать на помощь профессиональных сварщиков, так как при помощи качественного и надежного устройства можно с легкостью выполнить любой объем работы. Устройство, предназначенное для сварки представляет собой электромеханический агрегат, который выполняет возложенные на него задачи при помощи плавящегося электрода. Современные аппараты, как правило, оснащены регулятором напряжения, поэтому сварщик имеет возможность самостоятельно выбирать режим процесса и устанавливать силу сварочного тока.
Узнать, какие бывают виды сварочных аппаратов, о преимуществах и недостатках каждой модели, а также все о сварке полуавтоматом, в настоящий момент несложно. Достаточно ввести запрос в просторах мировой паутины и океан информации станет доступен для вас. Кроме того, всегда можно обратиться за помощью к консультантам специализированных магазинов.
Принцип работы сварочного полуавтомата
Сварочный полуавтомат принцип работы достаточно прост и позволяет научиться качественно и аккуратно работать даже людям, которые не имели ранее опыта в данном направлении. Сварка полуавтомат принцип работы каждой модели приблизительно одинаков, несмотря на то, что современный строительный рынок сегодня предлагает огромное количество вариантов, которые отличаются между собой функциями, наличием дополнительных эксплуатационных возможностей, формой, размером и весом, а также комплектацией. Несмотря на то что, принцип работы полуавтомата базируется на современных высокотехнологичных разработках, он достаточно прост для самостоятельного выполнения задач.
Принцип работы сварочного полуавтомата делает аппарат многофункциональным устройством, которое применяется как для бытовых целей, так и в различных отраслях промышленности для скрепления изделий из металла. Он подходит для работы с цветными или черными металлами, которые имеют различную толщину и плотность. Практически любой аппарат подразумевает самостоятельный выбор мощности, который может быть идеально подобран для определенного вида конструкции. Специальное устройство позволяет в несколько раз сделать быстрее процесс сварки, а также добиться идеальных аккуратных швов.
Начинающий сварщик, который желает познать специфику работы и понять как работает сварочный полуавтомат, должен прежде всего изучить его параметры. Аппарат представляет собой электромеханическое устройство, которое подает в сварочную зону проволоку, выступающую в роли плавящегося электрода. Процесс работы начинается, когда на обрабатываемую металлическую конструкцию бесперебойно подается электродная проволока. Преимущество конструкции в том, что не нужно сварщику самостоятельно выполнять замену электродов, так как они подаются автоматически. При направлении на участок сварочного тока происходит нагревание и деформация металла. Чаще всего применяется при сварочных работах специальный газ аргон. Он позволяет выполнить работу более аккуратно, так как предотвращает окисление металла. Но может использоваться также сварка без аргона. Какой вид должен быть задействован, зависит от специфики предстоящей работы.
Виды сварочных полуавтоматов:
- бытовой;
- полупрофессиональный;
- профессиональный сварочный полуавтомат.
Каждый из них имеет свои преимущества и имеет определенные особенности. Профессиональные сварочные полуавтоматы оснащены дополнительными опциями сварочной дуги и являются наиболее мощными и производительными моделями. Сварочный полуавтомат профессиональный может быть стационарным или передвижным, который перемещается за счет специальных колес.
Блог по автоматизированному сварочному оборудованию
| Bancroft Engineering
Превосходное качество сварки помогает создать конкурентное преимущество для вашего производственного бизнеса. При наличии правильного технологического процесса вы сможете регулярно предоставлять своим клиентам прочные, прочные и чистые сварные швы. Прочтите наши 4 простых совета по повышению качества сварки.
Правильное размещение
Мониторинг в процессе
Использование автоматических сварочных аппаратов
Контроль качества
Советы, давайте рассмотрим некоторые из наиболее распространенных проблем при сварке:
- Брызги
- Пористость
- Подрез
- Деформация
- Трещины
- Плохое проплавление сварного шва
- Неправильная подача проволоки
Эти проблемы часто носят структурный характер, а также влияет на общий вид вашей детали.Низкое качество сварки отрицательно скажется на вашей прибыли, создаст нагрузку на рабочую среду и отрицательно скажется на удовлетворенности клиентов. Некоторые проблемы могут даже представлять угрозу безопасности, что может привести к повреждению, травмам рабочих или еще более серьезным последствиям!
Совет № 1: Надлежащая подготовкаШаги, предшествующие процессу сварки, являются одними из самых важных! Узнайте больше о советах по подготовке металла перед автоматической сваркой прямо здесь . Когда вы отказываетесь от чистки металлических поверхностей, удаления оксидных слоев или подготовки металлической кромки, вы готовитесь к катастрофе.Вам стоит потратить время на выполнение всех передовых методов подготовки к сварке, чтобы вы могли не только пройти контроль качества, но и получить красивые и чистые сварные швы!
Совет № 2: Мониторинг в процессе
Мониторинг сварных швов в реальном времени — отличный способ контролировать качество сварки и выявлять ошибки до их возникновения. Некоторые методы, используемые сегодня для мониторинга процессов, включают датчики, лазеры и визуальный мониторинг. Отслеживание шва позволяет отслеживать положение сварного шва в процессе сварки.Это приводит к улучшению сварных швов, увеличению скорости пути, уменьшению брака и сокращению времени цикла. Ознакомьтесь с нашим списком устройств отслеживания швов и узнайте, как выбрать правильное решение для вашего проекта прямо здесь.
Совет № 3: Автоматические сварочные аппараты
Использование надлежащего сварочного оборудования — это первый шаг к обеспечению высокого качества сварки. Автоматизация процесса позволяет избежать ошибок при сварке. Современные технологии имеют огромное значение, когда речь идет о предотвращении дефектов сварки — автоматизация делает сварку более стабильной и надежной.
Bancroft Engineering предлагает как стандартизированные, так и индивидуальные сварочные решения. Наши инженеры могут помочь вам выбрать правильную систему для вашего технологического процесса — от полуавтоматических сварочных аппаратов до 100% роботизированных ячеек. Узнайте больше о наших предложениях по сварочной системе прямо здесь!
Совет № 4: Проверки качества
Наш последний совет по улучшению качества сварки — наличие строгого контроля качества.Инспектор по обеспечению качества сварки проверяет сварной шов и проверяет его качество. Проверки обеспечения качества должны быть сосредоточены на общем качестве сварного шва, а также на прочности сварного шва. Основные преимущества наличия системы контроля качества — это выявление проблем, их анализ и определение наилучшего способа решения проблемы в дальнейшем.
Повысьте качество сварки
Компания Bancroft Engineering готова помочь вам улучшить качество сварки с помощью современного оборудования.Мы предлагаем услуги по проектированию и строительству под одной крышей. Специализируясь на автономном полуавтоматическом сварочном оборудовании и больших автоматизированных сварочных системах, мы предлагаем полный комплекс услуг по поддержке сварки. Позвоните нам сегодня по телефону 262-786-1880 или по электронной почте: [email protected] .
Классификация сварочных процессов: 7 типов
Эта статья проливает свет на семь основных типов сварочных процессов. Типы: 1. Ручная сварка 2. Полуавтоматическая сварка 3. Автоматическая сварка 4.Автоматическая сварка 5. Адаптивное управление 6. Дистанционная сварка 7. Роботизированная сварка.
Тип № 1. Ручная сварка:Это означает, что все восемь операций последовательности сварки выполняются вручную. Однако обратите внимание, что этап 4, который представляет собой «относительное движение между сварочной головкой и изделием», может включать в себя некоторую механическую помощь, такую как сварочный манипулятор, который перемещает деталь примерно с правильной скоростью для сварки.
Один из таких манипуляторов, называемый гравитационным двигателем, показан на рис.21.1, в котором сварщик наматывает груз, а затем контролирует скорость стола, удерживая край и позволяя ему проходить сквозь пальцы с желаемой скоростью, позволяя ему производить более аккуратные, непрерывные сварные швы на круговых сварных швах в положении сварки вниз.
Ручная сварка наиболее популярна при сварке SMAW, GTAW, газокислородной и плазменной сварке.
Тип №2. Полуавтоматическая сварка:В этой системе этап 5, который представляет собой «управление параметрами сварки, такими как скорость подачи проволоки в GMAW или длительность тока при контактной сварке с помощью сварочного аппарата, является автоматическим», но сварочные средства находятся в руках.Этап 4, то есть относительное движение между сварочной головкой и работой, обычно выполняется вручную, но можно использовать механические средства, такие как конвейерная лента или рабочий манипулятор. Таким образом, процесс GMAW можно использовать в сочетании с гравитационным двигателем для повышения качества и производительности сварки.
Различные операции на стадиях 3 и 6, то есть «запуск и остановка работы», могут выполняться последовательно автоматически с помощью одного двухпозиционного переключателя.
Полуавтоматическая сварочная система наиболее популярна с GMAW и FCAW.Хотя этот метод можно использовать с процессами GTAW, SAW и ESW, но он используется редко.
Тип # 3. Автоматическая сварка :Это система, в которой, по крайней мере, этап 5, который представляет собой «управление параметрами сварки», и этап 4, то есть «относительное движение между сварочной головкой и изделием», выполняются автоматически. Обычно один переключатель, работающий через устройство последовательности, управляет элементами управления питанием и расходными материалами, такими как провод и газ.Это также может автоматически привести в действие устройство для заполнения кратера, если оно установлено. На рис. 21.2 показана блок-схема типичной автоматической сварочной системы.
В автоматической системе сварки этапы 1, 2, 7 и 8 выполняются вручную или запускаются вручную. Согласно приведенной выше логике, гравитационная сварка классифицируется как переносной автоматический метод сварки.
Автоматическая сварочная система наиболее популярна с процессами SAW и ESW. Он также в ограниченном объеме используется в процессах GTAW, GMAW, FCAW и плазменной сварки.
Тип № 4. Автоматическая сварка:Автоматическая сварочная система выполняет все восемь этапов от сборки и передачи деталей на сварочную головку без регулировки органов управления сварщиком. Сварка, которая может быть завершена в один или несколько этапов, и окончательный выброс готового продукта выполняются механически без ручного вмешательства. Важным аспектом автоматизированной сварки является то, что оператору не нужно постоянно контролировать операцию.По сравнению с автоматической сваркой это увеличивает производительность, улучшает качество и снижает утомляемость оператора.
На рис. 21.3 показана принципиальная схема автоматизированной сварочной системы, в которой используются мини-компьютер, мульти-программатор и блок отслеживания мошенничества. Автоматические сварочные системы широко используются с процессами SAW, GMAW и FCAW. В ограниченной степени GTAW, PAW и ESW также используются в автоматических режимах.
Рис. 21.3 Принципиальная схема автоматизированной сварочной системы
Тип # 5. Адаптивное управление:В связи с более широким использованием автоматических и автоматизированных сварочных систем крайне важно, чтобы сварочная головка двигалась точно по траектории стыка, чтобы обеспечить сварные швы желаемых характеристик и качества. Обычно это делается с помощью устройств, называемых адаптивным управлением.
Адаптивный контроль в сварочных системах, таким образом, преследует две цели, а именно: отслеживание мошенничества и контроль качества.
Есть несколько типов устройств для отслеживания шва.Самый простой из них показан на рис. 21.4. представляет собой механический толкатель, который использует подпружиненные колеса для физического следа за швом соединения. Эта система удовлетворительно работает на длинных горизонтальных или вертикальных путях, но может оказаться бесполезной для отслеживания швов по криволинейной траектории, как видно из двух положений этого типа трекера мошенничества, показанных на рис. 21.5.
Другие системы отслеживания швов включают электромеханические устройства, в которых используются легкие электронные датчики.Однако их способность отслеживать многопроходные сварные швы и сварные швы с квадратной канавкой ограничена. На них также отрицательно влияет высокая температура сварки.
Некоторые другие системы, используемые в процессе GTAW, основаны на обнаружении дуги с использованием управления напряжением дуги для поддержания пути. Более сложные версии отслеживания дугового шва используют механизм для колебания дуги и интерпретации изменения характеристик дуги для определения местоположения стыка. Такая система может быть желательной или нежелательной для конкретного процесса сварки и может быть ограничена в скорости движения из-за требований к колебаниям.
Безусловно, самые сложные системы отслеживания мошенничества относятся к оптическому типу, в которых используются видеокамеры, как показано на рис. 21.6, или другие устройства для получения двух- или трехмерного изображения сварного шва. Эти изображения используются компьютерной системой, чтобы сварочная головка очень точно следовала траектории соединения.
Оптическая система отслеживания шва с использованием лазерного луча — это новейший метод достижения высокой точности следования заданному пути сварки. Однако острые углы и эффект сварочного тепла и дыма по-прежнему создают проблемы, которые не решаются полностью.
Адаптивное управление при использовании для контроля качества в процессе контактной сварки позволяет продолжать процесс до тех пор, пока не сформируется крупинка нужного размера.
Когда используется какая-либо форма адаптивного управления, слова «с отслеживанием мошенничества» или «с адаптивным управлением» должны быть добавлены к основному режиму процесса, например, «автоматическая сварка с отслеживанием мошенничества или точечная сварка сопротивлением с контролем качества в процессе. ‘.
Тип # 6. Дистанционная сварка:Дистанционная сварка и автоматическая сварка имеют много общего.В обоих случаях сварка выполняется без непосредственного присутствия сварщика-человека. В случае автоматической сварки оператор может находиться всего в нескольких метрах от места проведения сварки, но сварщик также может находиться на расстоянии многих метров.
Это связано с тем, что мониторинг и регулировка не требуются во время работы. Во многих случаях сварочные операции выполняются за шторами, так что оператор не может даже видеть операции или на него не влияет дуга.
Дистанционная сварка во многом похожа на автоматическую сварку тем, что сварщик не находится в месте сварки и может находиться на большом расстоянии от него. Однако разница в том, что автоматическая сварка обычно предназначена для выполнения одного и того же идентичного сварного шва раз за разом. Дистанционная сварка обычно включает операции технического обслуживания, при которых каждый сварной шов может отличаться от предыдущего.
Когда один и тот же шов выполняется снова и снова, дистанционная сварка становится похожей на автоматическую сварку.Дистанционная сварка становится все более широко используемой с увеличением числа атомных электростанций. Как правило, это выполняется там, где люди не могут присутствовать из-за враждебной атмосферы, например, там, где существует высокий уровень радиоактивности. Поэтому блоки технического обслуживания должны предусматривать удаленную работу, включая сварку.
Некоторые из типичных применений дистанционной сварки включают запечатывание радиоактивных материалов в металлические контейнеры. Герметизация твэлов и стержней мишеней также выполняется в атомной промышленности дистанционной сваркой, как показано на рис.21.12.
Дистанционная сварка находит применение на некоторых предприятиях радиохимической обработки, где работают с высококоррозионными растворами. Это также делается для ядерных реакторов, где условия эксплуатации требуют наивысшего качества сварки. Заглушка негерметичных трубок теплообменников на атомных электростанциях — еще одно применение удаленной сварки с использованием автоматической установки GTAW.
Сварные швы труб в радиоактивной атмосфере также выполняются дистанционно с помощью автоматических GTAW-головок.Дистанционные сварные швы в трубах и трубках выполняются так, как если бы они выполнялись на оборудовании в нормальных условиях.
Тип # 7. Роботизированная сварка:Роботизированная сварка в основном является частью автоматизированной сварочной системы, но рассматривается отдельно, поскольку из всех технологий, доступных в настоящее время, роботы, возможно, являются наиболее захватывающими и, следовательно, нуждаются в особом справочнике по автоматизации сварки. Шарнирно-сочлененные роботы могут точно имитировать продуктивные действия человека в сварочной среде и в определенных пределах обеспечивают приемлемую альтернативу для выполнения многих монотонных и, следовательно, утомительных задач, которые часто встречаются в промышленности.В этом контексте робот может быть экономичным решением многих задач дуговой сварки.
В простейшем случае робот — это манипулятор, который можно программировать по желанию. Манипулятор приводится в действие исполнительными механизмами, такими как электродвигатели, и управляется компьютером. Большинство сварочных роботов имеют пять или шесть осей, по которым они перемещаются. Некоторые из этих осей являются линейными, а другие — вращательными.
Комбинация линейных осей и осей вращения делает робота более или менее подходящим для конкретной задачи или ряда задач.Контроллер робота имеет память, в которой могут храниться программы, и эти программы можно воспроизводить по желанию. Таким образом, обучаемые программы могут быть записаны для использования в будущем. Поскольку роботы обладают такой гибкостью, они отличаются от фиксированной автоматизации, которая предназначена только для одной задачи. На рис. 21.13 показаны основные элементы роботизированной сварочной системы с шарнирно-сочлененным роботом.
Несомненно, роботы не могут выполнять всю работу, выполняемую в настоящее время людьми, и сомнительно, что они когда-нибудь будут.Там, где необходимо сваривать экзотические материалы или где доступ сильно ограничен, где допуски на предварительные сварочные процессы недостаточно легкие или когда компоненты не могут быть надлежащим образом зажаты во время сварки, возможности использования робота сокращаются.
Несмотря на эти ограничения, существует множество приложений, в которых роботизированная система доказывает свою ценность, потому что сварка вряд ли может не стать областью роста, поскольку операция по своей природе трудоемкая, часто повторяющаяся и является экологически неприятным занятием, поэтому она требует навыки, которые довольно легко могут быть переданы роботу. Также случайно при сварке часто используется рабочий манипулятор, устройство, которое благодаря своим собственным движениям может упростить программу, которую необходимо обучить роботу, и может легко взаимодействовать с последним.
Таким образом, эффективная роботизированная сварка — это не только вопрос правильного взаимодействия между управляющей электроникой и сварочным комплексом, но и зависит от прецизионного программируемого оборудования для обработки деталей, работающего в очень узких диапазонах.
Типы сварочных роботов:
В области сварки роботы были впервые представлены для точечной сварки в автомобильной промышленности, и они хорошо зарекомендовали себя в этой области. Однако в настоящее время основное внимание уделяется разработке сварочных роботов MIG.В последнее время были разработаны даже сварочные роботы TIG, поскольку сварка TIG — это сложная, медленная и, следовательно, утомительная работа, при которой сварочная горелка должна находиться в точном положении, а сварщик вынужден мириться с интенсивно пульсирующей дугой вольфрамового электрода.
В случае, если соединение требует присадочной проволоки, ситуация еще хуже, поскольку другая рука должна подавать проволоку под правильным углом и с такой же точностью. Когда заготовка имеет сложную форму с несколькими короткими соединениями под разными углами или в случае несимметричного соединения труб, подходящего оборудования до сих пор не было.Поскольку к сварке TIG прибегают только в том случае, если основной материал представляет собой специальный сплав или когда в процессе производства необходимо обеспечить полное проплавление без каких-либо сварочных дефектов, это обычно только для некоторых специальных применений.
Однако, поскольку он используется для изготовления критических соединений в таких отраслях, как авиастроение, машиностроение для пищевых продуктов, химическая промышленность, производство огнестрельного оружия и прецизионных инструментов, роботы для сварки TIG были разработаны для промышленного использования, в котором они работают. сварочной горелкой и подает присадочную проволоку в стык.На рис. 21.14 показаны основные элементы системы сварки TIG, использующей инфракрасный сканер для отслеживания шва.
Рис. 21.14 Роботизированная система для сварки TIG, использующая инфракрасный сканер для отслеживания мошенничества
Последней разработкой в индустрии сварочных роботов является внедрение робота, который использует лазерную систему технического зрения для дуговой сварки, когда свариваемые детали имеют большие неровности. Такой робот может обнаруживать вариации и исправлять их, как это сделали бы люди в реальном времени.
Для эффективного использования сварочного робота важно следовать установленной процедуре, в противном случае это может привести к смещению дуги и, как следствие, низкому качеству сварных швов, как показано для стыковых и угловых швов на рис. 21.15 и 21.16 соответственно. Кроме того, неправильная процедура может повлечь за собой дополнительное перемещение заготовки, как показано на рис. 21.17, что приведет к задержке в производстве и увеличению стоимости продукта.
Меры предосторожности при использовании роботов :
Использование робота никоим образом не отменяет существующие требования безопасности к любой сварочной установке.Робот, безусловно, поможет, потому что его использование позволяет убрать людей из опасных или нездоровых ситуаций. Это не только улучшает трудовые отношения, но и может повысить производительность за счет устранения перерывов на отдых, которые часто требуются по закону в некоторых обстоятельствах.
Риск, который робот вносит в окружающую среду, лучше всего понять, если рассматривать робота как слепую, глухую и немую автоматизацию, которая будет реагировать только на сигналы, вводимые непосредственно в его мозг.Однако роботы могут точно имитировать навыки человека, но это только в том случае, если окружающая среда остается постоянной.
Самая большая сила робота в том, что он может игнорировать тепло, свет, излучение и т. Д. Его самая большая слабость в том, что он не имеет присущей нам реакции на окружающую среду. В свете этих фактов следует признать, что роботы и люди плохо сочетаются друг с другом и что пропуски должны выдаваться тем сотрудникам, которым разрешено контактировать с роботизированной системой.
Роботизированные системы представляют собой сложные взаимодействия компьютерной электроники, механических систем и систем управления. Они могут выйти из строя неожиданным образом, поэтому необходимо принять меры для защиты окружающих людей и процессов. Это называется отказоустойчивым. В аварийных ситуациях всегда должна быть предусмотрена возможность ручного управления.
Заявки:
Роботы находят применение на работе, которая может быть опасной для человека, или на грязной или утомительной работе, где трудно поддерживать эффективность.Помимо снижения затрат за счет повышения производительности, другими преимуществами роботов являются постоянная точность, минимальные потери материалов, стабильная оплата труда, потому что отсутствие работы означает отсутствие оплаты, и, наконец, не будет проблемой нехватка квалифицированного персонала.
Теоретически робота можно использовать даже для разовой работы, но было бы явно напрасной тратой времени постоянно программировать робота, если задача может быть выполнена за одно и то же время традиционными методами. Однако, если это серийное производство и партия повторяется с любой регулярностью, скажем, еженедельно или ежемесячно, и если приспособления могут быть точно расположены после их использования для первого сварного шва, то использование робота может быть распределено по многим компонентам. .
Когда размер партии становится слишком большим, необходимо снова проверить робота, чтобы выяснить, не может ли стационарная автоматизация быть лучшим предложением. В этих обстоятельствах роботы могут быть оправданы, если партия будет меняться каждый год, так что затраты на переоборудование могут быть ограничены.
Размер сварной конструкции обычно не вызывает трудностей при обращении с ней при условии обеспечения доступа. С другой стороны, толщина свариваемого материала накладывает множество ограничений, например, когда металл становится очень тонким, скажем, менее 1 мм, сварка становится все более и более критичной.
Сварной шов необходимо укладывать очень быстро, чтобы избежать прожога », а сварной шов может сильно деформироваться во время сварки. Эти нежелательные условия не подходят роботу, который в основном ожидает относительно стабильного набора условий сварки. При возникновении трудностей иногда можно либо перепроектировать продукт, либо перепланировать работу в соответствии с требованиями робота. Следовательно, использование сварочного робота, вероятно, также будет стимулировать изменения в конструкции продукта, чтобы облегчить доступ к стыкам, и из-за улучшенного качества поверхности сварного шва можно указать больше внешних сварных швов.
Робот стоит :
Стоимость роботизированной системы для дуговой сварки может варьироваться от 25 лакхов до 30 рупий. Ожидается, что роботизированная система дуговой сварки прослужит от 10 до 20 лет. Если система стареет, она, вероятно, устареет и будет относительно неэффективной. Кроме того, неразумно ожидать, что поставщики роботов будут хранить запасные части для роботов каждой модели на неопределенный срок.
Ожидается, что роботы увеличат производительность на 200–300 процентов по сравнению с лучшей ручной производительностью.
В нормальных условиях робот окупит себя в течение 2–3 лет. Затраты на техническое обслуживание сравнительно низкие, и в среднем робот работает около 500 часов или около 3 месяцев рабочего времени между поломками.
Терминология по сварке
Фактическое отверстие: Кратчайшее расстояние между корнем сварного шва и лицевой стороной углового шва.
Воздушно-угольная дуговая резка (CAC-A): Процесс резки, при котором металлы плавятся под действием тепла дуги с использованием угольного электрода.Расплавленный металл отталкивается от разреза струей нагнетаемого воздуха.
Переменный ток (AC): Электрический ток, который меняет свое направление через равные промежутки времени, например 60 циклов переменного тока (AC) или 60 герц.
Сила тока: Измерение количества электричества, проходящего через заданную точку в проводнике за секунду. Ток — это еще одно название силы тока.
Arc: Физический зазор между концом электрода и основным металлом.Физический зазор вызывает нагревание из-за сопротивления току и дуговым лучам.
Автогенный: Сварка или полная сварка без использования присадочных материалов.
Автоматическая сварка: Использует сварочное оборудование без постоянной регулировки органов управления сварщиком или оператором. Оборудование контролирует выравнивание суставов с помощью автоматического датчика.
AWS: Американское общество сварщиков.
AWS D1.1: Нормы сварки конструкционной стали, предоставленные AWS.
Обработка с ЧПУ: ЧПУ — это аббревиатура или обозначение станка, который использует специальный компьютер для управления действиями станка и повышения его точности. Распространенные станки с ЧПУ включают принтеры, токарные станки и фрезерные центры.
Сварочный аппарат с постоянным током (CC): Эти сварочные аппараты имеют ограниченный максимальный ток короткого замыкания. У них отрицательная кривая вольт-амперной характеристики, и их часто называют «падающими».
Устройство подачи проволоки с постоянной скоростью: Устройство подачи работает от 24 или 115 В переменного тока от источника сварочного тока.
Сварочный аппарат с постоянным напряжением (CV) и постоянным потенциалом (CP): Этот тип выхода сварочного аппарата поддерживает относительно стабильное постоянное напряжение независимо от выходной силы тока. Это приводит к относительно ровной кривой вольт-амперной характеристики.
Ток: Другое название силы тока. Количество электричества, проходящего через точку в проводнике каждую секунду.
CWI: Сертифицированный инструктор по сварке AWS.
Дефект: Один или несколько дефектов сплошности, которые вызывают сбой при испытании сварного шва.
Dig: Также называется Arc Control. Предоставляет источнику питания переменную дополнительную силу тока в условиях низкого напряжения (короткая длина дуги) во время сварки. Помогает избежать «залипания» электродов при короткой длине дуги.
Постоянный ток (DC): Протекает в одном направлении и не меняет его направление на противоположное, как переменный ток.
Отрицательный электрод постоянного тока (DCEN): Направление тока, протекающего через сварочную цепь, когда вывод электрода подсоединен к отрицательной клемме, а рабочий провод подсоединен к положительной клемме сварочного аппарата постоянного тока.Также называется постоянным током прямой полярности (DCSP).
Положительный электрод постоянного тока (DCEP): Направление тока через сварочную цепь, когда вывод электрода подключен к положительной клемме, а рабочий провод подключен к отрицательной клемме сварочного аппарата постоянного тока. Также называется постоянным током обратной полярности (DCRP).
Дефект: Нарушение нормальной конфигурации или состояния исследуемого материала или изделия, превышающее применимые нормы или стандарты, в соответствии с которыми проводится проверка.Этот термин обозначает отклоняемость.
Discontinuity: Нарушение типичной структуры материала, например отсутствие однородности его механических, металлургических или физических характеристик. Нарушение непрерывности не обязательно является дефектом.
Оценить: Определить ценность; практика определения того, превышает ли наблюдаемое условие применимые критерии данной проверки.
Ложная индикация: Индикация, вызванная неправильной обработкой, например, отпечатки пальцев, пятна, чрезмерное загрязнение.Ложные показания — это те, которые устраняются путем исправления ошибок обработки.
Стационарная автоматизация: Автоматическая сварочная система с электронным управлением для простых, прямых или круглых швов.
Гибкая автоматизация: Автоматизированная роботизированная сварочная система для сложных форм и применений, где сварочные пути требуют изменения угла наклона горелки.
Дуговая сварка под флюсом (FCAW): Процесс дуговой сварки, при котором плавятся и соединяются металлы путем их нагрева дугой между непрерывной плавящейся электродной проволокой и изделием.Экранирование обеспечивается флюсом, содержащимся в сердечнике электрода. Дополнительная защита может быть обеспечена или не обеспечена от поступающего извне газа или газовой смеси.
Газовая дуговая сварка металла (GMAW): См. Сварка MIG.
Газовая дуговая сварка вольфрамом (GTAW): См. Сварка TIG.
Заземление: Безопасное соединение рамы сварочного аппарата с землей. См. Раздел «Подключение детали», чтобы узнать о разнице между рабочим соединением и заземлением.
Провод заземления: При подключении сварочного аппарата к объекту см. Предпочтительный термин «Вывод детали».
Гц: Гц часто называют «циклами в секунду». В Соединенных Штатах частота или изменение направления переменного тока обычно составляет 60 герц.
Высокая частота: Охватывает весь частотный спектр выше 50 000 Гц. Используется при сварке TIG для зажигания и стабилизации дуги.
Индикация: Любая область, где наблюдается подозрительное состояние на поверхности исследуемого компонента.Показания могут иметь различные формы: округлые, линейные, зубчатые, гладкие, непрерывные или прерывистые.
Толкование: Для придания значения; практика определения надлежащего термина для связи с наблюдаемым состоянием.
Инвертор: Источник питания, который увеличивает частоту поступающей первичной мощности, тем самым обеспечивая меньший размер машины и улучшенные электрические характеристики для сварки, такие как более быстрое время отклика и больший контроль при импульсной сварке.
Крупные производства: Металлообрабатывающее производство — это строительство металлических конструкций путем резки, гибки и сборки. Weldall может резать до 10 дюймов (с возможностью расширения при необходимости) и выполнять большие или тяжелые изделия весом более 400 000 фунтов, работая с самыми тяжелыми металлами. Нержавеющая сталь, углеродистая сталь, бронза, алюминий и монель — это лишь некоторые из материалов, с которыми мы сертифицированы и с которыми мы имеем опыт работы.
Большие сварные детали: Сварная деталь — это единица, образованная сваркой вместе сборки деталей.Weldall может резать до 10 дюймов (с возможностью расширения при необходимости) и выполнять большие или тяжелые сварные детали весом более 400 000 фунтов, работая с самыми тяжелыми металлами. Нержавеющая сталь, углеродистая сталь, бронза, алюминий и монель — это лишь некоторые из материалов, с которыми мы сертифицированы и с которыми мы имеем опыт работы.
Лазерная резка: Использование высококонцентрированного луча света для генерирования тепла, достаточного для прожига и резки. Основываясь на принципе усиления света за счет вынужденного излучения излучения, лазерные машины генерируют световые волны, согласованные по фазе, частоте и направлению движения; свет описывается как коррелированный, когерентный и коллимированный.Хотя металлургическая промышленность изначально полагалась на лазеры на углекислом газе (CO2), волоконно-оптические лазеры начали набирать популярность в середине десятилетия 2000-х годов.
Обработка: Удаление материала с металлической детали, как правило, с использованием режущего инструмента и станка с механическим приводом.
Сварка MIG (GMAW или газовая дуговая сварка металла): Также называется сваркой сплошной проволокой. Процесс дуговой сварки, при котором металлы соединяются путем их нагрева дугой. Дуга возникает между непрерывно подаваемым присадочным (расходуемым) электродом и заготовкой.Подача газа или газовых смесей из внешнего источника обеспечивает защиту.
NDE [неразрушающий контроль]: Процесс оценки пригодности компонента для работы методом, который не повреждает проверяемый компонент. (ПРИМЕЧАНИЕ: в большинстве случаев это считается косвенным методом исследования).
NDI [Неразрушающий контроль]: Процесс оценки пригодности компонента для работы методом, который не повреждает проверяемый компонент.
NDT [Неразрушающий контроль]: Процесс оценки пригодности компонента для работы методом, не наносящим вреда исследуемому компоненту.
Нерелевантное указание: Это можно оспорить, но, на мой взгляд, указание на нормальные аспекты оцениваемого компонента. Это могут быть геометрия, резьба, шлицы, заглушки с запрессовкой, шероховатость поверхности и узлы с запрессовкой. Для этого учебного пособия указание, вызванное допустимой прерывностью, будет просто считаться приемлемой прерывностью, а не нерелевантной, чтобы исключить путаницу.
Плазменная дуговая резка: Процесс электродуговой резки, при котором металл разрезается с помощью суженной дуги для плавления небольшой части детали. Этот процесс может разрезать все металлы, проводящие электричество.
Изготовление прототипа: Процесс изготовления детали или машины новой конструкции, которая не производилась ранее. Это может варьироваться от увеличенного размера существующей конструкции до конструкции, включающей расширенные возможности новой детали или машины, которую можно достичь, до полностью новой конструкции, предназначенной для достижения чего-то, чего раньше никогда не было.Этот тип производства требует чрезвычайной гибкости и изобретательности, чтобы преодолеть проблемы, связанные с переносом теоретического проекта на «бумагу» через множество итераций или «инженерных изменений», необходимых для того, чтобы сделать деталь или машину более легкими в изготовлении или, в некоторых случаях, физически возможными для производства. вообще в реальном мире.
Pulsed MIG (MIG-P): Модифицированный процесс переноса распылением, при котором не образуются брызги, поскольку проволока не касается сварочной ванны. Области применения, наиболее подходящие для импульсной сварки MIG, — это те области, которые в настоящее время используют метод передачи короткого замыкания для сварки стали калибра 14 (1.8 мм) и выше.
Pulsed TIG (TIG-P): Модифицированный процесс TIG, подходящий для сварки более тонких материалов.
Импульсный: Последовательность и управление величиной тока, частотой и продолжительностью сварочной дуги.
Качественная экспертиза: Качества. Это исследование может привести к результатам, основанным на суждении или мнении, и не может быть основано на измеряемой величине.
Количественное исследование: Определяется путем измерения или воспроизводимого количества.Примером может служить измерение, выполненное микрометрами или штангенциркулем.
Номинальная нагрузка: Сила тока и напряжение, на которые рассчитан источник питания в течение определенного периода рабочего цикла. Например, 300 ампер, 32 вольта нагрузки, при рабочем цикле 60%.
RMS (среднеквадратичное значение): «Эффективные» значения измеренного переменного напряжения или силы тока. Среднеквадратичное значение равно 0,707 максимального или пикового значения.
Сварка полуавтомата: Оборудование контролирует только подачу электродной проволоки.Движение сварочной горелки контролируется вручную.
Дуговая сварка экранированного металла: См. Сварка палкой.
Защитный газ: Защитный газ, используемый для предотвращения атмосферного загрязнения сварочной ванны.
Однофазная цепь: Электрическая цепь, производящая только один переменный цикл в течение 360 градусов.
Брызги: Частицы металла, унесенные сварочной дугой. Эти частицы не становятся частью готового сварного шва.
Точечная сварка: Обычно выполняется на материалах, имеющих конструкцию соединения внахлест. Может относиться к точечной сварке сопротивлением, MIG или TIG. Точечная сварка сопротивлением выполняется электродами с обеих сторон стыка, а точечная сварка сваркой в условиях сварки и MIG выполняется только с одной стороны.
Squarewave ™: Выход переменного тока источника питания, который может быстро переключаться между положительным и отрицательным полупериодами переменного тока.
Сварка палкой (SMAW или дуговая сварка защищенного металла): Процесс дуговой сварки, при котором происходит плавление и соединение металлов путем их нагрева дугой между покрытым металлическим электродом и изделием.Защитный газ получают из внешнего покрытия электрода, часто называемого флюсом. Присадочный металл в основном получают из сердечника электрода.
Приварка шпилек: Техника, аналогичная сварке оплавлением, когда крепеж или гайка специальной формы приваривается к другой металлической детали, обычно к основному металлу или подложке.
Дуговая сварка под флюсом (SAW): Процесс, при котором металлы соединяются дугой или дугами между неизолированным металлическим электродом или электродами и изделием.Экранирование обеспечивается гранулированным легкоплавким материалом, который обычно подается на работу из бункера для флюса. Обычно обеспечивает более глубокое проникновение и плавление основного металла.
Трехфазная цепь: Электрическая цепь, дающая три цикла в пределах временного интервала 360 градусов, при этом циклы разнесены на 120 электрических градусов.
Сварка вольфрамовым инертным газом (TIG): Метод сварки, при котором между неплавящимся вольфрамовым электродом и свариваемой деталью поддерживается электрическая дуга.В горелку TIG или GTAW подается инертный газ, такой как аргон или гелий, который служит барьером между сварным швом и загрязнениями, которые могут присутствовать в окружающем воздухе.
Torch: Устройство, используемое в процессе TIG (GTAW) для управления положением электрода, передачи тока в дугу и направления потока защитного газа.
Touch Start: Процедура зажигания дуги низкого напряжения и малой силы тока для сварки TIG (GTAW). Вольфрам касается заготовки; когда вольфрам поднимается из заготовки, возникает дуга.
Вольфрам: Редкий металлический элемент с чрезвычайно высокой температурой плавления (3410 ° Цельсия). Используется при производстве электродов TIG.
Сборка под ключ: Процесс включения дополнительной сборки или процесса в объем обычно принимаемых работ с целью сокращения этапов или работы, требуемых конечным заказчиком для выполнения их окончательных и выполненных требований; то есть, обеспечение сборки нескольких полностью обработанных и окрашенных компонентов в законченную машину с потреблением электроэнергии и / или мощности по сравнению спросто предоставление отдельных частей / сварных конструкций для сборки конечным заказчиком.
Сборка с добавленной стоимостью: См. Сборка под ключ.
Металл сварного шва: Электрод и основной металл, расплавленные во время сварки. Это формирует сварной валик.
Перенос сварного шва: Метод, при котором металл переносится из проволоки в расплавленную ванну.
Wet-Stacking: Несгоревшее топливо и моторное масло собираются в выхлопной трубе дизельного двигателя, причем выхлопная труба покрыта черным липким маслянистым веществом.Это состояние вызвано тем, что двигатель работает со слишком малой нагрузкой в течение продолжительных периодов времени. При раннем обнаружении это не вызывает непоправимого ущерба и может быть уменьшено, если приложить дополнительную нагрузку. В случае игнорирования возможно необратимое повреждение стенок цилиндров и поршневых колец. Благодаря более строгим нормам выбросов и более качественному топливу двигатели в последние годы менее подвержены складированию в мокром состоянии.
ДОБАВЛЕНИЕ [более конкретно к «качеству»]
Электромагнитные испытания (ET) или вихретоковые испытания: Электрические токи генерируются в проводящем материале под действием наведенного переменного магнитного поля.Электрические токи называются вихревыми токами, потому что они текут по кругу на поверхности материала и сразу под ней. Перебои в прохождении вихревых токов, вызванные дефектами, изменениями размеров или изменениями в свойствах проводимости и проницаемости материала, могут быть обнаружены с помощью соответствующего оборудования.
Leak Testing (LT): Для обнаружения и обнаружения утечек в частях герметичной оболочки, сосудах высокого давления и конструкциях используются несколько методов. Утечки могут быть обнаружены с помощью электронных подслушивающих устройств, измерений манометром, методов проникновения жидкости и газа и / или простого теста с мыльным пузырем
Тестирование магнитными частицами (MT): Этот метод неразрушающего контроля осуществляется путем создания магнитного поля в ферромагнитном материале и последующего напыления на поверхность частиц железа (сухих или взвешенных в жидкости).Поверхностные и приповерхностные дефекты искажают магнитное поле и концентрируют частицы железа рядом с дефектами, что позволяет визуально выявить дефект
.Методы неразрушающего контроля / неразрушающего контроля: Количество методов неразрушающего контроля, которые можно использовать для проверки компонентов и проведения измерений, велико и продолжает расти. Исследователи продолжают находить новые способы применения физики и других научных дисциплин для разработки более совершенных методов неразрушающего контроля. Однако наиболее часто используются шесть методов неразрушающего контроля.Эти методы включают визуальный осмотр, пенетрантное тестирование, испытание магнитными частицами, электромагнитное или вихретоковое испытание, радиографию и ультразвуковое испытание. Эти и некоторые другие методы кратко описаны ниже.
Тестирование на пенетрант (PT): Тестируемые объекты покрыты видимым или флуоресцентным раствором красителя. Затем с поверхности удаляют излишки красителя и наносят проявитель. Проявитель действует как промокательная жидкость, вытягивая застрявший пенетрант из неровностей, открытых на поверхности.Благодаря видимым красителям яркие цветовые контрасты между пенетрантом и проявителем делают «просачивание» легко заметным. В флуоресцентных красителях ультрафиолетовое излучение используется для того, чтобы просвечивающая жидкость ярко флуоресцирула, что позволяет легко увидеть недостатки.
Радиография (RT): Радиография включает использование проникающего гамма- или рентгеновского излучения для проверки деталей и изделий на наличие дефектов. В качестве источника излучения используется рентгеновский генератор или радиоактивный изотоп. Излучение направляется через деталь на пленку или другой носитель изображения.Полученный теневой график показывает размерные характеристики детали. Возможные дефекты обозначаются изменением плотности на пленке так же, как медицинский рентген показывает сломанные кости.
Ультразвуковой контроль (UT): Ультразвук использует передачу высокочастотных звуковых волн в материал для обнаружения дефектов или определения изменений свойств материала. Наиболее часто используемый метод ультразвукового контроля — это импульсное эхо, при котором звук вводится в объект контроля, а отражения (эхо) возвращаются в приемник от внутренних дефектов или от геометрических поверхностей детали.
Визуальный и оптический контроль (VT): Визуальный осмотр включает использование глаз инспектора для поиска дефектов. Инспектор также может использовать специальные инструменты, такие как увеличительные стекла, зеркала или бороскопы, чтобы получить доступ и более внимательно осмотреть предметную область. Визуальные экзаменаторы следуют процедурам, которые варьируются от простых до очень сложных.
изготовление устройства, принцип действия, виды и формы
Каждый рьяный хозяин считает необходимым иметь в своей мастерской, гараже или на дачном участке сварочный полуавтомат, с помощью которого можно ремонтировать забор, делать различные металлоконструкции для хозяйственные нужды, а так же ремонт автомобиля.Причем все эти операции можно делать самостоятельно, без помощи помощников и без дополнительных затрат.
Покупка заводской модели стоит больших денег. Поэтому дилемма между покупкой оборудования или сварочного полуавтомата своими руками чаще всего решается в пользу последнего варианта. Благо — изготовление устройства, принцип действия, его виды и формы легко освоить человеку, хоть немного знающему основы электротехники и имеющему опыт столярных работ.
Технология и особенности сварки
Процесс сварки своими руками на полуавтоматическом сварочном аппарате был разработан в середине ХХ века. В настоящее время используются основные технологические особенности такого соединения различных металлов.
Полное и правильное название такой сварки — GMAW (газовая дуговая сварка металлическим электродом или металлическая дуговая сварка в среде защитного газа). Правда, аббревиатура MIG / MAG (Metal Inert Gas / Metal Active Gas) чаще всего используется как в литературе, так и в практической работе.
Самодельный полуавтомат работает на постоянном токе. Электрод для сварки — это специальная проволока, которая с определенной скоростью подается к стыку. Процесс создания сварного шва происходит под защитой газа. Технология MIG предполагает использование инертного газа (гелий, аргон). А вот самодельный сварочный полуавтомат, работающий по системе MAG, для защиты места сварки использует активный углекислый газ и его смеси.
Путем полуавтоматической сварки можно производить качественное соединение не только стальных деталей, но и изделий из цветных металлов (медь, алюминий, магний, никель), которые легко окисляются без защитных операций. .
Принцип действия
Сварочный процесс самодельным полуавтоматом происходит с использованием электрической дуги в среде защитного газа, которая образуется между поверхностью свариваемого металла и проволокой, используемой в качестве электрода.
Качество сварного шва полностью зависит от напряжения, скорости подачи проволоки и количества газа, подаваемого на соединение. Все эти параметры задаются заранее, исходя из толщины и типа свариваемого материала. Чтобы защитный газ оказал должное воздействие, конец проволоки должен выступать на строго определенную длину.
Поскольку сварочная проволока поступает в место соединения автоматически, а сварщику требуется только управлять горелкой, этот метод сварки металлов называется полуавтоматическим.
Положительные стороны использования полуавтомата
Основным преимуществом использования самодельного полуавтомата для сварки является получение качественного соединительного шва при высокой скорости работы. Эти параметры позволяют использовать оборудование не только для небольших работ, но и в профессиональных целях.
Поскольку инвертор работает по методу преобразования токов высокой частоты, а не напряжения, есть возможность сделать самодельный полуавтомат своими руками, чтобы значительно уменьшить его вес и габариты, что обеспечивает его мобильность при работа в тяжелых условиях.
Также преимуществом использования самодельного полуавтомата является возможность использования электродов как переменного тока, так и постоянного. А возможность регулировать сварочный ток в широком диапазоне позволяет использовать неплавящиеся электроды при аргонно-дуговой сварке.
Недостатки полуавтоматов
Самодельный сварочный полуавтомат, как и инвертор, имеет более высокую цену, чем аналогичные агрегаты трансформаторного типа.
Полуавтоматы очень боятся вредного воздействия пыли, поэтому для продления их безаварийной службы необходимо чистить агрегат не реже одного раза в полгода.
Полуавтоматика плохо работает при низких температурах. А при температуре воздуха ниже -15 ℃ вообще нельзя эксплуатировать.
Еще одним существенным недостатком при эксплуатации самодельного полуавтомата является ограниченная длина кабеля для подключения устройства (не более 2,5 м).
Типы полуавтоматов
На открытом воздухе свариваемые детали из цветных металлов быстро подвергаются окислению, поэтому их соединение затруднено. Для улучшения качества сварного шва необходимо защитить зону шва от окисления. Поэтому для решения определенных проблем необходимо точно установить, какой тип сварочного аппарата будет использоваться.Полуавтоматы самодельные в зависимости от вида защиты сварочной ванны делятся:
- сварка под защитным слоем флюса;
- подключение облака инертного газа;
- Процесс сварки электродной порошковой проволокой.
Самым распространенным типом полуавтоматов является использование защитного газа.
Свойства защитного газа
Чтобы исключить негативное влияние кислорода на свариваемые металлы, в зону стыка добавляется газ, который может улучшить качество и прочность сцепления материалов.Азот в воздухе и влага могут вызвать пористость сварного шва, но кислород окисляет поверхность. Также использование газа обеспечивает равномерное и надежное зажигание сварочной дуги.
Тип используемого газа полностью влияет на форму и механическую прочность сварного шва, скорость плавления металла и проникновение дуги, а также на количество брызг во время сварки. Состав газовой смеси существенно влияет на то, как расплавленный металл течет от проволоки к стыку поверхностей.
Гелий и аргон часто используются для сварки цветных металлов и алюминия. Но соединение стальных поверхностей лучше всего происходит под защитой активных газов и их смесей (углекислого газа), которые значительно увеличивают скорость плавления и улучшают проницаемость электрической дуги.
Сварочный полуавтомат самодельный
Перед изготовлением самодельного полуавтомата необходимо подготовить следующее оборудование:
- Для формирования рабочего тока 150А необходим сварочный инвертор, который можно изготовить из трансформатор из микроволновки.
- Горелка, отвечающая за дозирование защитного газа на месте сварки.
- Механизм подачи отвечает за непрерывный поток сварочной проволоки к месту сварки.
- Для управления агрегатом необходимо оборудовать электрический агрегат, с помощью которого регулируется ток.
- С помощью подающего шланга сварочная проволока подается к рабочим поверхностям.
- Для подачи защитного газа в зону подключения необходим газовый шланг.
- Катушка присадочной проволоки.
Некоторые компоненты (горелка, цилиндр, шланги) очень сложно изготовить самостоятельно, поэтому желательно приобретать их в торговой сети.
Переделка трансформатора
Для создания качественного инверторно-полуавтоматического устройства можно использовать трансформатор от СВЧ. Самодельный полуавтомат из инвертора представляет собой трансформатор тока с необходимыми переделками для получения необходимых параметров.
В принципе, первичная обмотка остается неизменной.Основные изменения коснутся вторичной обмотки трансформатора. Для этих целей понадобится медная полоса и обмотка из теплоизоляционной бумаги, трансформаторный провод для такой реконструкции не подходит, так как в экстремальных условиях эксплуатации он будет сильно нагреваться.
На вторичную обмотку добавлены три слоя олова, которые необходимо тщательно изолировать. Концы изготовленной обмотки и имеющейся необходимо соединить между собой.
Решив сделать самодельный полуавтомат из сварочного трансформатора, можно использовать прибор от СВЧ.Для этого придется снять старую обмотку и намотать новую из нескольких витков толстой проволоки. При работе следует избегать повреждения эмали. Расчет диаметра проволоки и количества витков зависит от используемого трансформатора.
Получение стабильного напряжения на выходе блока питания достигается установкой выпрямительного моста, катушки индуктивности и конденсатора. Емкость необходима для сглаживания пульсаций, а индуктор поддерживает стабильный уровень рабочего напряжения.
Механизм подачи проволоки
Для получения качественного и прочного шва проволоку необходимо подавать к месту пайки непрерывно и равномерно.Для этого сварочный полуавтомат снабжен системой подачи проволоки.
Для изготовления механизма подачи своими руками необходимо приобрести следующие элементы:
- Электродвигатель вращения вала.
- Два подшипника, один из которых выполнен регулируемым (прижимным).
- Специальный направляющий ролик.
- Пружина сжатия.
- Система крепления подающего устройства.
Если для полуавтоматического корпуса использовать системный блок от компьютера, то в его блоке питания есть напряжение, подходящее для работы электродвигателя.В случае изготовления отдельного корпуса придется собирать автономную систему питания.
Поскольку сварочная проволока является одним из электродов полуавтомата, монтаж системы подачи должен производиться на электроизоляционном материале. Для этих целей потребуется:
- На специальной пластине проделайте отверстия для установки вала двигателя, а также подшипников.
- Присоедините электродвигатель к задней части несущей пластины.
- Установите подшипники сверху и снизу.
- На приводной вал надевается направляющий ролик.
- На регулировочном подшипнике установлена зажимная пружина.
Система охлаждения
При сборке самодельного полуавтомата из сварочного инвертора особое внимание следует обратить на необходимость охлаждения вторичной обмотки трансформатора, которая при большой нагрузке оборудования может сильно нагреваться.
Система охлаждения состоит из двух вентиляторов, которые направлены на обмотку трансформатора и служат для отвода нагретого потока.Для улучшения циркуляции воздуха в корпусе полуавтомата необходимо проделать десятки отверстий.
В качестве вентиляторов можно использовать изделия из системы охлаждения персонального компьютера.
Дополнительные устройства полуавтомата
Самостоятельно изготовить горелку для полуавтоматической сварки очень сложно, поэтому опытные сварщики рекомендуют приобретать промышленное газовое оборудование. И проблема здесь не только в изготовлении самого оборудования, но и в необходимости неукоснительно соблюдать требования безопасности.
Также рекомендуется использовать стандартные баллоны с защитным газом. Контейнеры с углекислым газом могут быть исключением. Огнетушители используются часто, но необходимо лишь установить специальный переходник на коробку передач.
Подвижность всего полуавтомата повышается за счет использования специальных тележек, которые можно приобрести в магазине, но сделать это тоже не очень сложно. Конструкцию такого устройства легко разработать из различных металлических швеллеров и профильных или круглых труб.
Техника безопасности
Сварочные работы относятся к повышенной категории сложности. Чтобы не навредить здоровью сварщика, необходимо строго соблюдать некоторые меры безопасности:
- Яркий свет от электродуговой сварки негативно влияет на зрение человека. Поэтому все сварочные работы необходимо проводить в защитной маске.
- Для защиты от брызг расплавленного металла и ультрафиолетового излучения, негативно влияющего на открытые участки кожи, необходимо надевать перчатки.
- Также работы нужно проводить в закрытой обуви, чтобы раскаленный металл не попал внутрь.
- Одежда не должна быть из синтетического материала во избежание плавления во время сварки.
- Помещение, в котором производятся сварочные работы, должно быть оборудовано хорошей вентиляцией, чтобы не вдыхать вредные пары от сварки.
Для создания самодельного сварочного полуавтомата не нужно наличие дорогостоящего оборудования и дефицитных запчастей. Главное, иметь знания в области электротехники и умение выполнять несложные столярные работы, а при желании у вас будет незаменимый помощник в хозяйстве.
РАЗЛИЧНЫЕ ВИДЫ СВАРКИ И ИХ ПРИМЕНЕНИЕ
Металлы — одни из самых прочных материалов на планете. Таким образом, были предприняты значительные разработки в области инженерии для формования и придания формы металлу деталей машин и приспособлений, которые вы видите и используете ежедневно. Одним из этапов, используемых в металлических конструкциях, является сварка, процесс, в котором рабочий плавит один кусок металла сосредоточенным теплом в выбранном месте, а затем связывает его с соответствующей металлической деталью.Со временем изобретатели разработали различные методы сварки двух или более металлических частей вместе.
Три наиболее распространенных типа сварки — это MIG, TIG и ручная сварка. Каждый из этих методов пригоден для различных сварочных работ. В следующей статье рассматриваются эти и другие типы сварки и определения.
Сварка металла в среде инертного газа (MIG) — это форма ручной дуговой сварки тяжелых металлов, также известная как дуговая сварка металла в газе.
СваркаMIG — это процесс соединения металла и придания ему формы, при котором электрод пропускается через инструментальный пистолет и наносится на соответствующие металлические поверхности.Чтобы предотвратить загрязнение, сварочный пистолет использует защитный газ, который защищает область сварного шва. Процесс MIG — это простой и доступный процесс сварки для слесарных рабочих и любителей.
Этот процесс работает с металлами толщиной от 24 до полдюйма. Сварка MIG популярна среди новичков в области металлообработки, потому что это более простой метод для изучения и освоения. Проволока MIG не защищает металлические конструкции от ржавчины или коррозии. Поэтому перед нанесением MIG очистите и обработайте щеткой металлические части без покрытия.Для обеспечения беспрепятственного прохождения электрического провода используйте в процессе только чистый металл.
Сварка МИГ — один из методов, наиболее часто используемых при дуговой сварке в тяжелых условиях. Некоторые из металлических компонентов, из которых состоит система канализации или водоснабжения вашего города, являются результатом сварки MIG. Этот процесс является стандартным для сварки труб. Таким образом, вода, которую вы используете для питья, приготовления пищи и санитарии, поступает по трубам, что было бы невозможно без сварки MIG.
Из-за сверхмощного характера метода, сварка MIG является типичным методом наплавки твердым сплавом, при котором грубые материалы привариваются к основным металлам.Вам следует поблагодарить сварку MIG за некоторые детали тракторов, кранов и других типов подвижного состава.
СваркаMIG также сыграла важную роль при подготовке и сборке железнодорожных путей страны. Благодаря способности этого метода соединять толстые металлические детали с непревзойденной прочностью, сварка MIG используется для железных дорог и путей общественного трамвая, которые редко требуют технического обслуживания. Таким образом, сварка MIG — это главный помощник в транспортировке и торговле.
Автомобильная промышленность также полагается на сварку MIG. На заводах, где рабочие производят и собирают автомобильные детали в готовые автомобили, они используют сварку MIG для более тяжелых металлов и оборудования. Кроме того, сварка MIG отвечает за изготовление заводского оборудования, которое вы видите вдоль производственных линий. Сварка МИГ также является популярным методом в автомастерских.
Сварка вольфрамовым электродом в среде инертного газа (TIG) — это процесс ручной дуговой сварки тяжелых металлов, также известный как дуговая сварка вольфрамовым газом.
Сварка TIG — это процесс соединения металлов, в котором используется вольфрамовый электрод для соединения одной металлической поверхности с другой. Во время процесса газообразный аргон или гелий образует защитный экран на обрабатываемых поверхностях от окисления и других загрязнителей, связанных с воздухом. Применения, в которых используется газообразный гелий, также называют гелиарными сварными швами. В большинстве приложений TIG используется средний металл. Исключения из правила называются автогенными швами.
Существенное различие между сваркой MIG и TIG заключается в том, что первая основана на непрерывной подаче проволоки, а вторая — на сварочных стержнях, которые вы направляете в сварочную ванну.
СваркаTIG играет жизненно важную роль в автомобильной промышленности, где этот процесс эффективен при склеивании металлических деталей в автомобилях, фургонах, грузовиках и внедорожниках. Вольфрамовые электроды хорошо работают на заводах, где рабочие собирают детали двигателя из отдельных кусков металла, а также на заводах, где детали кузова готовятся к сборочным конвейерам.
СваркаTIG также важна в строительной отрасли, где оборудование доставляется на рабочие места и используется при подготовке деталей для зданий и общественных памятников.Многие из зданий, которые вы видите на улицах и проездах в вашем районе, были работой строительных бригад, которые в значительной степени полагаются на сварку TIG.
В судостроении также применяется сварка TIG. Этот процесс упрощает для судостроителей соединение фасонных металлических деталей для таких кораблей, как авианосцы или круизные лайнеры. Если во время службы в ВМС США вы летали на пассажирском судне или путешествовали за границу, вольфрамовые электроды, вероятно, полностью или частично сварили корпус каждого корабля.
СваркаTIG также имеет решающее значение в аэрокосмической промышленности, где в процессе объединяются детали, из которых состоят ракетные корабли и космические корабли НАСА.
Ручная сварка — это разновидность ручной дуговой сварки, применяемой для различных металлов. Этот процесс также известен как дуговая сварка в защитном металлическом корпусе и дуговая сварка в защитном флюсе.
Сварка палкой — это метод соединения металлов, при котором покрытый флюсом плавящийся электрод соединяет две металлические поверхности вместе. В процессе сварки штангой между электродом и прилегающими металлическими поверхностями возникает постоянный или переменный ток.Пары, образующиеся в результате затухания электродов, создают защитный газ. Люди обычно используют этот процесс для сварки стали и железа, а также меди, никеля и алюминия.
Сваркапалкой может помочь работникам выполнять большие и малые задачи практически в любом месте. Для исходящих приложений этот процесс удобен, поскольку необходимое оборудование портативно и легко транспортируется для выполнения задач ремонта по вызову. Поэтому сварка стержнем часто применяется в труднодоступных местах и удаленных общественных зданиях.
Сваркапалкой также широко применяется на строительных площадках под открытым небом, где рабочий процесс упрощает сборку и модификацию металлических деталей на месте. Покрытые флюсом электроды устойчивы к ветру, что делает процесс удобным в различных средах. Когда случается бедствие, сварка стержнем часто используется для ремонта поврежденных металлических приспособлений.
При удаленных настройках сварка штучной сваркой — один из самых удобных видов дуговой сварки. Когда рабочие собирают временные конструкции для окружных ярмарок и карнавалов, сварка палкой может укрепить и укрепить опорные балки палаток и заборов.Для сообществ, живущих за пределами сети, сварка стержнем — один из самых надежных методов ремонта и строительства металла.
Портативность и простота сварки штангой также сделали ее одним из предпочтительных методов среди любителей и независимых мастеров. Поскольку этот подход работает с широким спектром металлов, ювелиры иногда используют сварку штучной сваркой.
В большинстве отраслей промышленности, где используются металлоконструкции, наиболее широко используются процессы MIG, TIG и сварки электродом благодаря мощности, эффективности и универсальности каждого метода.Однако многие другие процессы также позволяют сваривать два или более металлических куска вместе. Итак, сколько существует видов сварки? Существует множество различных подходов к сварке, включая следующие 12 методов, некоторые из которых в некоторой степени относятся к трем наиболее популярным типам.
Дуговая сварка порошковой проволокой (FCAW) — это метод сварки металлов, похожий на сварку MIG, поскольку в обоих случаях используется сплошной электрод. Однако для FCAW требуется проволока в форме трубки, а не сплошная. Этот метод подходит как для внутреннего, так и для наружного использования, если провода имеют надлежащее экранирование.FCAW — один из наиболее эффективных подходов к дуговой сварке, поскольку он использует большую часть электрода, который используется в процессе. Благодаря форме порошковой проволоки, использование защитного газа при FCAW не требуется. Метод оставляет мало мусора и, следовательно, требует лишь небольшого процесса очистки после завершения.
Электронно-лучевая сварка (ЭЛС) — это метод соединения металлов, при котором электронные лучи запускаются с высокой скоростью, чтобы соединить одну поверхность металла с другой. Когда луч попадает в цель, пораженное пятно плавится ровно настолько, чтобы соединить соседний кусок на месте.Электронно-лучевая сварка играет важную роль во всем промышленном секторе. Этот метод особенно полезен для производителей автомобилей и авиакосмической промышленности, которые используют сварку EBW для плавления многих металлических деталей, используемых в автомобилях, грузовиках, самолетах и космических кораблях. Благодаря вакуумной природе электронно-лучевой сварки этот процесс безопасен для аварийных работ в эвакуированных зданиях и жилых домах.
Сварка атомарным водородом (AHW) — это старый метод соединения металлов, который по большей части уступил место более эффективным и действенным методам, таким как дуговая сварка металлическим электродом в газовой среде.Одна область, в которой AHW все еще широко распространена, — это сварка вольфрама. Поскольку вольфрам очень чувствителен к нагреванию, AHW безопасен для этого процесса. Американский химик Ирвинг Ленгмюр разработал этот процесс после открытия атомарного водорода.
Плазменная дуговая сварка, изобретенная в середине 1950-х годов, представляет собой метод, аналогичный дуговой сварке вольфрамовым электродом в газе. В этом процессе используется электрический ток, который проходит через крошечное сопло, которое прорезает защитный газ. Когда вам нужно сварить небольшие участки на металлической поверхности, плазменная сварка обеспечивает высокую точность.Плазменная дуговая сварка идеально подходит для сварочных работ при суровых температурах, так как при этом создаются более прочные и плотные сварные швы. Производители самолетов используют этот метод, как и независимые мастера для ряда проектов.
Электрошлак — это процесс быстрой сварки, который был новшеством 1950-х годов. Электрошлаковая сварка склеивает детали из тяжелых металлов для использования в машинах и промышленном оборудовании. Процесс происходит в вертикальном положении, что позволяет четко видеть работу по мере ее обретения.Метод получил свое название от медных держателей воды, содержащихся внутри инструмента, используемого для электрошлаковой сварки. Вода предотвращает просачивание жидкого шлака в другие участки во время сварочного сеанса.
Одной из менее часто используемых форм соединения металлов является процесс дуговой сварки под флюсом, который подходит только для нержавеющей стали и других металлов, богатых железом. Процесс позволяет использовать как автоматические, так и полуавтоматические средства, что делает его быстрым и эффективным. Несмотря на скорость, для этого процесса требуется флюс для защиты металла при сварке, отсюда и название «погружной».«С этой обложкой люди могут завершить свою работу без риска разбрызгивания. Поэтому дуговая сварка под флюсом — безопасная практика для независимых мастеров.
Угольная дуговая сварка (CAW) — это метод соединения металлов при температурах, превышающих 300 градусов Цельсия. При сварке CAW между металлическими поверхностями и электродом образуется дуга. Когда-то этот метод был популярен, но в последние десятилетия его заменила дуговая сварка двумя углями.
Кислородная сварка — это процесс, в котором для придания формы металлу используется жидкое топливо и кислород.Его изобрели французские инженеры Эдмон Фуше и Шарль Пикар. Температура, генерируемая кислородом, применяемая в процессе, применяется к концентрированным участкам металлической поверхности. Кислородная сварка происходит в помещении.
Контактная точечная сварка — это метод дуговой сварки, при котором металлические поверхности склеиваются при нагревании. Это тепло генерируется сопротивлением электрических токов. Сварка RSW относится к группе методов сварки, известных как контактная сварка сопротивлением.
Сварка контактным швом — это метод, при котором между соприкасающимися поверхностями металлов с аналогичными свойствами выделяется тепло. Сварка шва начинается с одной стороны стыка и продолжается до другого конца. Процесс зависит от двойных электродов, обычно сделанных из меди.
Как форма точечной сварки, выступающая сварка — это процесс, при котором тепло локализуется в определенной области для позиционирования. Этот процесс распространен в проектах, в которых используются гайки, шпильки и другие металлические крепежные детали с резьбой, а также перекрещенные стержни и провода.
Холодная сварка, также известная как контактная сварка, представляет собой метод соединения поверхностей без нагрева или плавления.
Более 30 лет Astro Machine Works сваривает металлы для изделий и оборудования, используемого в различных отраслях промышленности. Как основные специалисты по сварке в Пенсильвании, наша команда обслуживала, в частности, аэрокосмическую, электронную, телекоммуникационную, пищевую и фармацевтическую промышленность. Чтобы узнать больше о наших сварочных услугах, свяжитесь с нами сегодня, чтобы поговорить с нашими представителями.
Зависимость постоянного тока от постоянного напряжения на выходе
У меня дома есть небольшой сварщик MIG. Я хочу использовать его для сварки штангой, но мне сказали, что я не могу. Почему это? В работе у нас есть несколько разных типов сварочных аппаратов. Почему некоторые из них могут использоваться только для сварки штучной сваркой, а некоторые — только для сварки проволокой, а другие аппараты могут использоваться и для того, и для другого? Я слышал термины CC и CV, но что они означают и почему они важны? Наконец, у нашей компании есть несколько переносных механизмов подачи проволоки с переключателем «CV / CC» внутри них.Значит ли это, что их можно использовать с любым сварочным аппаратом?
Это очень хорошие вопросы, и я уверен, что их задавали многие сварщики. С точки зрения конструкции и управления дугой существует два принципиально разных типа источников сварочного тока. К ним относятся источники питания, вырабатывающие на выходе постоянный ток (CC), и источники питания, которые производят постоянное выходное напряжение (CV). Многопроцессорные источники питания — это те, которые содержат дополнительные схемы и компоненты, которые позволяют им выдавать как CC, так и CV выход в зависимости от выбранного режима.
Обратите внимание, что сварочная дуга является динамической, в которой ток (A) и напряжение (V) постоянно меняются. Источник питания отслеживает дугу и вносит изменения в миллисекунды, чтобы поддерживать стабильное состояние дуги. Термин «постоянный» относителен. Источник питания CC будет поддерживать ток на относительно постоянном уровне, несмотря на довольно большие изменения напряжения, в то время как источник питания CV будет поддерживать напряжение на относительно постоянном уровне, независимо от довольно больших изменений тока. Рисунок 1 содержит графики типичных выходных кривых источников питания постоянного и постоянного тока. Обратите внимание, что в различных рабочих точках кривой выхода на каждом графике наблюдается относительно небольшое изменение одной переменной и довольно большие изменения другой переменной («Δ» (дельта) = разница).
Рисунок 1: Выходные кривые для источников питания постоянного и постоянного тока |
Следует также отметить, что в этой статье обсуждаются только обычные типы источников сварочного тока.При импульсной сварке с использованием многих новейших источников питания с технологией управления формой волны вы действительно не можете рассматривать выход как строго CC или CV. Скорее, источники питания отслеживают и изменяют напряжение и ток с чрезвычайно высокой скоростью (намного быстрее, чем источники питания с традиционной технологией), чтобы обеспечить очень стабильные условия дуговой сварки.
Прежде чем обсуждать вопрос о CC и CV, мы должны сначала понять эффекты как тока, так и напряжения при дуговой сварке.Ток влияет на скорость плавления или скорость расхода электрода, будь то стержневой электрод или проволочный электрод. Чем выше уровень тока, тем быстрее плавится электрод или тем выше скорость плавления, измеряемая в фунтах в час (фунт / час) или килограммах в час (кг / час). Чем ниже ток, тем ниже становится скорость плавления электрода. Напряжение регулирует длину сварочной дуги, а также ширину и объем дугового конуса. По мере увеличения напряжения длина дуги становится длиннее (и конус дуги шире), а при ее уменьшении длина дуги становится короче (и конус дуги уже). На рисунке 2 показано влияние напряжения на дугу.
Рисунок 2: Влияние напряжения дуги |
Теперь тип используемого сварочного процесса и связанный с ним уровень автоматизации определяют, какой тип сварочной мощности является наиболее стабильным и, следовательно, предпочтительным. Процессы дуговой сварки защищенного металла (SMAW) (также известные как MMAW или Stick) и газо-вольфрамовая дуговая сварка (GTAW) (также известные как TIG) обычно считаются ручными процессами.Это означает, что вы управляете всеми параметрами сварки вручную. Вы держите электрододержатель или горелку TIG в руке и вручную управляете углом перемещения, рабочим углом, скоростью перемещения, длиной дуги и скоростью подачи электрода в соединение. В процессах SMAW и GTAW (т. Е. Ручных процессах) CC является предпочтительным типом выхода от источника питания.
И наоборот, процесс газовой дуговой сварки (GMAW) (он же MIG) и процесс дуговой сварки порошковой проволокой (FCAW) (он же флюсовый сердечник) обычно считаются полуавтоматическими процессами.Это означает, что вы по-прежнему держите сварочный пистолет в руке и вручную контролируете угол перемещения, рабочий угол, скорость перемещения и расстояние между контактным наконечником и рабочим расстоянием (CTWD). Однако скорость подачи электрода в соединение (известная как скорость подачи проволоки (WFS)) автоматически регулируется устройством подачи проволоки с постоянной скоростью. Для процессов GMAW и FCAW (то есть полуавтоматических процессов) предпочтительным выходом является CV.
Таблица 1 содержит сводную информацию о рекомендуемых типах выхода в зависимости от процесса сварки.
Таблица 1: Рекомендуемый тип выходной мощности источника питания для процесса дуговой сварки |
Чтобы использовать более простую конструкцию и снизить затраты на закупку, источники сварочного тока обычно проектируются для использования только с одним или двумя типами сварочных процессов. Таким образом, базовая машина для стержневой сварки будет иметь мощность только CC, поскольку она предназначена только для сварки стержнем.Аппарат TIG также будет иметь выход только CC, так как он предназначен только для сварки TIG и электродной сварки. И наоборот, базовая машина MIG будет иметь только выходное напряжение CV, поскольку она предназначена только для сварки MIG и сердечника под флюсом. Что касается вашего первого вопроса: «Почему я не могу выполнять сварку при помощи сварочного шва на моем аппарате MIG», то ответ заключается в том, что ваш аппарат MIG имеет только выходное напряжение CV, что не предназначено и не рекомендуется для сварки при помощи сварочного шва. И наоборот, вы, как правило, не можете выполнять сварку MIG на ручном станке с выходом CC, потому что это неправильный тип мощности для сварки MIG.Как упоминалось ранее, существуют источники питания для многопроцессорной сварки, которые могут обеспечивать выход как CC, так и CV. Однако они, как правило, более сложные, имеют более высокую производительность, предназначены для промышленного применения и не имеют цены в базовом ценовом диапазоне сварочных аппаратов начального уровня. На рисунке 3 показаны примеры типичных сварочных аппаратов CC, CV и многопроцессорных сварочных аппаратов.
Рисунок 3: Пример источников сварочного тока по типу выхода |
Вы можете создать сварочную дугу с любым из сварочных процессов на выходе типа CC или CV (если вы можете настроить сварочное оборудование для этого).Однако, когда вы используете предпочтительный тип выхода для каждого соответствующего процесса, условия дуги очень стабильны. Однако, когда вы используете неправильный тип вывода для каждого соответствующего процесса, условия дуги могут быть очень нестабильными. В большинстве случаев они настолько нестабильны, что поддерживать дугу невозможно.
Теперь давайте обсудим, почему эти последние утверждения верны. С помощью двух ручных процессов, SMAW и GTAW, вы контролируете все переменные вручную (вот почему они являются двумя процессами, требующими наибольшего количества навыков оператора).Вам необходимо, чтобы электрод плавился с постоянной скоростью, чтобы вы могли подавать его в соединение с постоянной скоростью. Для этого сварочная мощность должна поддерживать постоянный ток (т. Е. CC), чтобы результирующая скорость плавления была постоянной. Напряжение — менее контролируемая переменная. При ручных процессах очень трудно постоянно поддерживать одну и ту же длину дуги, потому что вы также постоянно вводите электрод в соединение. Напряжение меняется в результате изменения длины дуги.С выходом CC ток — это ваша предварительная установка, регулирующая переменная и напряжение просто измеряются (обычно как среднее значение) во время сварки.
Если вы попытаетесь сваривать с помощью процесса SMAW, например, используя выходное напряжение CV, ток и итоговая скорость плавления будут слишком сильно отличаться. Когда вы двигались по стыку (пытаясь согласоваться со всеми другими параметрами сварки), электрод плавился бы быстрее, затем с меньшей скоростью, затем с большей скоростью и т. Д. вы вставили электрод в стык.Это невыполнимое условие, поэтому выход CV нежелателен.
Когда вы переключаетесь на полуавтоматический процесс, такой как GMAW или FCAW, что-то меняется. Хотя вы все еще управляете многими параметрами сварки вручную, электрод подается в соединение с постоянной скоростью (в зависимости от конкретной WFS, установленной на механизме подачи проволоки). Теперь вы хотите, чтобы длина дуги была одинаковой. Для этого сварочная мощность должна поддерживать напряжение на постоянном уровне (т.е.е., CV), так что результирующая длина дуги согласована. Ток — менее контролирующая переменная. Он пропорционален WFS или является его результатом. По мере увеличения WFS увеличивается и ток, и наоборот. С выходом CV напряжение и WFS являются вашими предустановками, а управляющие переменные и ток просто измеряются во время сварки.
Если вы попытаетесь выполнить сварку с использованием процессов GMAW или FCAW, используя выход CC, напряжение и результирующая длина дуги будут слишком сильно отличаться. При уменьшении напряжения длина дуги станет очень короткой, и электрод войдет в пластину.Затем по мере увеличения напряжения длина дуги станет очень большой, и электрод сгорит обратно к контактному наконечнику. Электрод будет постоянно врезаться в пластину, затем сгорать обратно к наконечнику, затем вонзиться в пластину и т. Д. Это невыполнимое условие, что делает выход CC нежелательным.
В качестве примечания: также часто полностью автоматизируют процессы сварки GTAW, GMAW и FCAW. В случае полной автоматизации все переменные контролируются машиной и удерживаются под постоянным углом, расстоянием или скоростью.Следовательно, меньше изменений в условиях дуги. Однако предпочтительным типом вывода для автоматизированной GTAW по-прежнему является CC, а для автоматизированных GMAW и FCAW — по-прежнему CV. Пятый распространенный процесс дуговой сварки, сварка под флюсом (SAW) (также известная как поддуговая сварка), также обычно является автоматизированным процессом. Для SAW обычно используется выход CC или CV. Определяющими факторами, определяющими, какой тип вывода является наилучший, обычно являются диаметр электрода, скорость перемещения и размер сварочной ванны. Для полуавтоматической резки SAW предпочтительным типом вывода является CV.
Ваш последний вопрос касался переносных механизмов подачи проволоки (см. Пример на , рис. 4 ). Это оборудование, которое позволяет вам идти вразрез с основными правилами, описанными в этой статье… в некоторой степени. Они разработаны в первую очередь для сварки в полевых условиях и обладают тремя уникальными особенностями по сравнению с традиционными механизмами подачи проволоки в заводских условиях. Во-первых, провод заключен в жесткий пластиковый футляр для лучшей защиты и долговечности в полевых условиях. Во-вторых, им не нужен кабель управления для питания приводного двигателя, а скорее используется провод измерения напряжения от механизма подачи проволоки.Таким образом, подключение выполняется просто, для этого достаточно использовать имеющийся сварочный кабель источника питания (и добавить газовый шланг). В-третьих, они могут работать с источником питания CC, но с ОГРАНИЧЕННЫМ успехом. У них есть тумблер «CC / CV», с помощью которого вы выбираете тип выхода от источника питания.
Когда эти портативные механизмы подачи проволоки впервые появились, теория заключалась в том, что их можно было использовать с большой существующей базой источников питания CC, уже имеющихся в поле (в основном, сварочных аппаратов с приводом от двигателя), и, таким образом, теперь дают производителям GMAW и FCAW (т.е.е. проволочная сварка) возможность. Вместо того, чтобы покупать новый источник питания постоянного тока, им нужно было только получить механизм подачи проволоки. Чтобы компенсировать колебания напряжения, которые вы получаете на выходе CC, эти механизмы подачи проволоки имеют дополнительную схему, которая замедляет реакцию скорости подачи проволоки на изменения напряжения, чтобы помочь стабилизировать дугу (обратите внимание, что на CC скорость подачи проволоки равна больше не является постоянным, а, скорее, постоянно увеличивается и уменьшается в попытке сохранить ток на постоянном выходе).
Рисунок 4: Пример переносного устройства подачи проволоки |
Реальность сварки проволокой с выходом CC состоит в том, что она довольно хорошо работает с одними приложениями и плохо работает с другими. Относительно хорошая стабильность дуги достигается при использовании процесса наплавки флюсом в среде защитного газа (FCAW-G) и процесса GMAW при использовании струйной дуги или импульсной струйной дуги в режиме переноса металла. Однако стабильность дуги по-прежнему очень неустойчива и неприемлема для самозащитной порошковой проволоки (FCAW-S) и процесса GMAW в режиме передачи металла при коротком замыкании.Хотя напряжение изменяется в зависимости от выхода CC, процессы, которые обычно работают при более высоких напряжениях (например, 24 В или более), такие как FCAW-G и струйная дуга или импульсная дуга MIG со струйным распылением, менее чувствительны к изменениям напряжения, возникающим при выходе CC. Поэтому стабильность дуги очень хорошая. В то время как такие процессы, как короткое замыкание MIG и FCAW-S, которые обычно работают при более низких настройках напряжения (например, 22 В или меньше), более чувствительны к колебаниям напряжения. Поэтому стабильность дуги намного хуже и обычно считается неприемлемой.Другой фактор, связанный с использованием электродов FCAW-S на выходе CC, заключается в том, что чрезмерное напряжение дуги и, как следствие, большая длина дуги, по сути, могут привести к чрезмерному попаданию дуги в атмосферу. Это потенциально может привести к пористости сварного шва и / или резкому снижению ударной вязкости металла шва при низких температурах.
В заключение, выход CV ВСЕГДА рекомендуется для сварки проволокой. Поэтому при использовании этих переносных механизмов подачи проволоки с источником питания с выходом CV используйте его вместо выхода CC.Наконец, хотя выход CC может быть приемлемым для общего назначения FCAW-G, а также для струйной дуги и импульсной сварки MIG со струйной дугой, он не рекомендуется для работы с качеством кода.
Custom Equipment, Inc Опытный производственный сварщик
Основная цель
Эта должность отвечает за эксплуатацию сварочного оборудования для создания высококачественных деталей, узлов и готовой продукции в производственной среде. Сварные детали различаются по типу, размеру и конструкции.
Основные функции и обязанности
· Работает с роботизированным сварочным оборудованием для изготовления ножничных узлов и металлических деталей, а также меняет приспособления в роботе. Наблюдает за работой робота для обнаружения дефектов или неисправностей машины, устраняет проблемы.
· Работает с ручным или полуавтоматическим сварочным оборудованием с MIG, выбирает горелку, наконечник горелки, присадочный стержень и флюс в соответствии со спецификациями сварочной карты или типом и толщиной металла.Удерживает горелку под нужным углом к металлу и направляет вдоль сварного шва.
· Производит количество деталей на печать и стандарты труда для достижения производственных целей.
· Поворачивает регулирующие клапаны для включения потока газов, зажигания горелки и регулировки газовой смеси и давления для получения желаемого пламени на основе знания методов газовой сварки.
· Проверяет сварные швы на предмет размера валика и других характеристик, а также выполняет различные проверки контроля качества продуктов, материалов, компонентов и деталей на различных этапах, чтобы гарантировать соответствие стандартам качества и надежности.
· Ремонт плохих сварных швов, ремонт сломанных или потрескавшихся металлических предметов, заполнение отверстий и наращивание металлических деталей.
· Использует контрольные устройства по мере необходимости для проверки деталей и проверки того, что деталь должна печататься должным образом.
· Устанавливает и скрепляет вместе компоненты готовых металлических изделий перед сваркой.
· Работает с пилами, слесарными и сверлильными станками.
· Счищает или стачивает заусенцы, острые края, излишки сварного шва, шлаки или брызги ручными или настольными шлифовальными машинами и другими электроинструментами.
· Детали, сваренные прихваточным швом, при подготовке к окончательной сварке.
· Выполняет проверку первой детали относительно последовательности формования, формы и т. Д. Путем сравнения с чертежом модели.
· Поддерживает чистую и организованную рабочую зону для поддержки инициативы 5S, обеспечения личной безопасности и безопасности окружающей среды, а также обеспечения качественного производства.
· Соблюдает правила техники безопасности и соблюдает окружающую среду для обеспечения безопасных условий труда и исправляет проблемы, требующие внимания.
· Участвует в перекрестном обучении в отделе сварки и демонстрирует интерес и гибкость в обучении и работе с другими. Общается с коллегами для поддержания необходимого потока производственной линии.
· Точно заполняет ежедневные табели учета рабочего времени и необходимую производственную документацию.
· Служит положительным образцом для подражания на рабочем месте и работает в команде для достижения общих целей предприятия в отношении безопасности, эффективности, качества и удовлетворенности клиентов.