
Как проверить оцинкованный кузов или нет – АвтоТоп
Кузов автомобиля относится к самым его дорогим из всех его составляющих и потому его сохранности уделяется самое пристальное внимание. Самым страшным врагом кузова является коррозия, появление которой ведет к постепенному разрушению. Сегодня многие производители автомобилей упоминают в своих рекламных проспектах о том, что их кузов оцинкован и это якобы служит надежной его защитой от коррозии. Однако на деле все не так просто и само понятие «оцинкован» не всегда связано с обработкой самого железа кузова.
В большинстве случаев цинк или же его компоненты добавляются в краску, что в какой- то мере служит дополнительной защитой кузова, но не может заменить цинкование металла.
Любой же металл необходимо защитить от ржавчины, коррозии и других внешних воздействий каким либо защитным покрытием . На сегодняшний день оцинковка кузова считается одной из самых надежных защитных покрытий . Существует несколько способов цинкования металла:
- Горячее
- Холодное
- Гальваническое
- Термодиффузионно е
- Газо – термическое
Слой нанесенного цинка любым из указанных способов достаточно прочен, но не способен «сопротивляться» механическому воздействию, поэтому при аварийных ситуациях слой цинка нарушается.
Этот вид цинкования считается одним из самых прочных. Поверхность металла перед цинкованием обезжиривается, протравливается, промывается, наносится флюс и металл просушивают. Затем подготовленный таким образом кузов опускают в ванну с горячим цинком, благодаря чему на металле образуется сплав Fe – Zn противодействующ ий коррозии.
Выполняется путем окраски элементов кузова грунтом с большим содержанием цинкового порошка, что в готовом покрытии будет составлять порядка 89-93% цинка. Холодное цинкование выполняется как обычная покраска, что гораздо дешевле, чем при применении горячего цинкования. Данный метод наиболее часто используют автопроизводител и.
Отдельно стоит упомянуть автомобили марки Kia , где при изготовлении кузова применяется цинкрометалл.
Остальные методы практически не используются в автомобильной промышленности и указаны для общего ознакомления с методами цинкования металла.
При этом стоит учитывать такой факт, как общая площадь цинкования при холодном способе нанесения цинка, так как многие производители в целях экономии выполняют данную процедуру лишь для днища и порогов. Поэтому в прайс-листах или технических характеристиках не всегда добавляется слово «полная» оцинковка кузова, на что всегда стоит обращать внимание и уточнять детали у менеджеров дилерского центра.
Визуально невозможно определить оцинкован ли кузов на самом деле и если да, то какова площадь покрытия цинком. Для определения нужно выполнить сложные дорогие процедуры на испытание металла, с использованием специального оборудования.
Как вариант можно «пробить» свой автомобиль по VIN коду, где производитель должен закладывать код оцинковки. А наиболее простой способ определения, это посмотреть на месте сколов, если появилось лишь темное пятно, но ржавчина отсутствует, то вероятнее всего присутствует цинковая защита.
Практически каждая компания, выпускающая автомобили, заявляет, что оборудует свои модели оцинкованным кузовом. В первую очередь об этом свидетельствуют рекламные проспекты, в которых красиво расписано, как долго машина прослужит вам верой и правдой. Однако на деле всё обстоит совсем иначе. В связи с этим каждый автолюбитель должен владеть информацией о том, как узнать оцинкованный кузов. Это поможет не попасться на удочку хитрым маркетологам и купить действительно хороший автомобиль.
Роль оцинковки
В настоящее время существует три вида цинкования автокузовов, которые применяют производители автомобилей, — термическое, холодное и гальваническое. Под холодной технологией цинкования подразумевают качественное окрашивание всей автомашины краской, которая содержит мелкодисперсный цинк. Любая оцинковка предполагает защиту автокузова от коррозии.
Дело в том, что металл, из которого производят автомобильные кузова, даже самый качественный, подвержен коррозии. Это связано с его постоянным контактом с влагой.
Это связано с его постоянным контактом с влагой.
Обычно в рекламе автопроизводители говорят об оцинковке автокузова, на самом деле имеют в виду оцинковку только отдельных его частей, самых уязвимых. Чаще всего наиболее уязвимыми для коррозии элементами автомашины являются днище и пороги.
Определяем оцинкованный кузов
На видео происходит оцинковка кузова автомобиля Нива:
Итак, чтобы не остаться в дураках после покупки автомобиля и через несколько лет не обнаружить ржавчину на кузове, в первую очередь нужно быть внимательным к деталям и не дать продавцам заговаривать вам зубы.
Если в автосалоне вы задаётесь вопросом, как узнать, оцинкован ли кузов понравившегося вам автомобиля, то для начала загляните в его технические характеристики. Кузов полностью оцинкован лишь в случае, когда там написано «полная оцинковка». Любая другая надпись свидетельствует о том, что корпус автомашины защищён от коррозии лишь частично.
О неполной защите также говорит стоимость автомобиля. Автокузова дешёвых моделей, как правило, обрабатывают недорогими материалами и красками. К таким авто относятся многосерийные эконом-варианты азиатских производителей. В этом случае вы никак не сможете проверить истинность этого утверждения, так как испытание на оцинковку обойдётся вам в кругленькую сумму, которую можно добавить до стоимости дешёвого авто и купить себе что-нибудь более качественное.
При покупке автомашины азиатских или европейских производителей знайте, что её корпус, скорее всего, прошёл гальваническую оцинковку.
Термическую обработку проходят автомобили марок Porsche, Volvo, Ford. Они отлично защищены от коррозии и воздействий дорожных химикатов.
Гигант автомобилестроения Kia для производства кузовов своих автомашин использует специальный материал — цинкрометалл. Это делает машину более надёжной, а её срок службы увеличивается в несколько раз.
Вместе с описанием технических характеристик автомашины при её покупке вы получаете гарантийный талон, в котором указана гарантия на оцинкованный автокузов от сквозной коррозии. Это очень важный документ, который, в случае дефекта, можно предъявить и получить немалую сумму для его устранения или же обменять товар.
Многим автолюбителям интересно, как проверить, оцинкован ли кузов и можно ли это сделать самостоятельно. Специалисты утверждают, что проверить наличие оцинковки корпуса автомашины и её качество можно только на специальном дорогостоящем оборудовании. Оно присутствует далеко не на каждом СТО, не говоря уже о личных гаражах. Просто для удовлетворения собственного интереса исследование этой характеристики кузова авто обойдётся вам в кругленькую сумму.
Напрашивается вывод: поменьше смотрите и слушайте рекламы и более внимательно изучайте технические характеристики и гарантийный талон понравившегося автомобиля. Именно в мелких деталях вы найдёте большинство ответов на свои вопросы, в том числе и про оцинковку автокузова этой модели. Также обращайте внимание на компанию-изготовителя и стоимость автомашины.
Кузов автомобиля — одна из самых дорогих запчастей. В нашем климате он постоянно подвергается воздействию осадков и перепадов температур. Намучившись с антикоррозионными средствами, многие автолюбители при покупке новой машины выражают желание, чтобы у неё был оцинкованный кузов. Большинство производителей в инструкциях к своим авто указывают, что их кузовные детали защищены цинковым слоем. Казалось бы, волноваться не стоит: автомобиль с подобным покрытием не ржавеет. Но с цинковым слоем на деталях машины всё не так просто, иначе не было бы никакой разницы между каким-нибудь дешёвым «китайцем» и Ауди или Фольксвагеном.
Оцинкованные детали не дают повода беспокоиться по поводу их коррозии
Как при покупке выбрать автомобиль с оцинкованным кузовом
Покупатель, решивший приобрести автомашину с оцинкованным кузовом, должен уметь правильно выбрать модель. Ведь оцинкованные автомобили различаются по способу покрытия цинком: одни авто могут похвастаться полной защитой от коррозии, в других защищены лишь отдельные детали, третьи просто покрыты грунтовкой, содержащей небольшое количество цинка.
Ведь оцинкованные автомобили различаются по способу покрытия цинком: одни авто могут похвастаться полной защитой от коррозии, в других защищены лишь отдельные детали, третьи просто покрыты грунтовкой, содержащей небольшое количество цинка.
Высококачественной оцинковкой отличаются следующие марки: Volkswagen, Porsche, Audi, Skoda, Seat, Volvo, Chevrolet, Opel, Ford, Mercedes, BMW. У моделей Legend, Pilot, Honda, Toyota CR-V оцинкованы некоторые детали (днище, крылья, пороги). Производители марок Lada, Chery, Geely, Hyundai просто добавляют цинк в грунтовку (отсюда – и более низкие цены на эти авто). Качество оцинковки автомобиля и, соответственно, его стоимость, напрямую зависят от вида цинкового покрытия.
Виды цинкового покрытия кузовных деталей
Слой цинка способен надёжно защитить металл от коррозии и продлить срок службы машины на добрый десяток лет. Различают три типа цинкования:
Горячее цинкование
Горячее цинкование — самый лучший способ. Его достоинства:
- металл, подвергнутый цинкованию горячим методом, способен сопротивляться коррозии от 15 до 30 лет, а то и дольше.
- цинковое покрытие, нанесённое горячим методом, в три – четыре раза прочнее гальванических покрытий.
- металл, покрытый цинком горячим способом, устойчив не только к коррозии, но и к механическим повреждениям.
Единственный недостаток горячего цинкования — дороговизна метода. Соответственно, и автомашины с таким типом цинкового покрытия стоят намного дороже.
Оцинкованные автомобили производит концерн VW Group. Этот концерн выпускает машины марок VolksWagen, Porsche, Audi, Skoda, Seat. Автомашины производства концерна VW Group проверяются на коррозионную устойчивость при помощи испытаний в соляных камерах. Однако машины этих марок защищены от коррозии в разной степени.
Самыми устойчивыми к коррозии по праву считаются автомобили Audi. Начиная с 1986 года на металл, который используется для производства кузовов Audi, цинковое покрытие наносится с двух сторон. Причём оно наносится даже на стыки, образующиеся при сварке кузова.
Причём оно наносится даже на стыки, образующиеся при сварке кузова.
Горячим методом наносят цинковое покрытие на свои авто также Volvo, Chevrolet (модели Lacetti, Epica), Opel (модели Vectra, Astra), Ford (модели Escort, Sierra). В автомашинах Volvo очень много алюминиевых деталей, а при защите стальных на цинк не скупятся.
Гальваническое цинкование
Метод нанесения цинкового слоя при помощи гальванической ванны известен довольно давно, но у каждого из производителей авто есть свои секреты. Особенно удачный гальванизирующий состав изобрели разработчики автомобилей Mercedes и BMW. Толщина цинкового слоя на поверхности деталей их кузовов — от 9 до 15 мкм. Гальванизированный металл этих машин по устойчивости к коррозии может поспорить с Audi. После гальванизации поверхность металла становится идеально гладкой, и на неё хорошо ложится слой специальной краски с антикоррозионными свойствами.
Японские авто не являются лучшими по антикоррозионным свойствам. На машины производства Legend, Pilot, Honda, Toyota, CR-V устанавливаются лишь некоторые гальванизированные детали: преимущественно днища, пороги, крылья. Наилучшей коррозионной устойчивостью из этого ряда авто обладают модели Honda.
Цинкрометалл
Особым путём пошёл концерн Kia. Кузовные детали автомобилей этого концерна производятся из цинкрометалла. Этот материал представляет собой «трёхслойный пирог»:
- нижний, самый толстый слой — сталь;
- средний слой — оксиды с примесью цинка;
- верхний слой — органические соединения с высоким содержанием цинка.
Холодное цинкование
Холодное цинкование — это просто маркетинговый ход, выдуманный производителями недорогих автомашин. Холодным цинкованием называют покрытие деталей катофорезной цинкосодержащей грунтовкой. К автомобилям, «оцинкованным» подобным образом, относятся многие корейские, китайские и отечественные модели, к примеру: Lada, Chery, Geely, Hyundai, некоторые модели Kia.
Определение типа цинкового покрытия кузова
Существует оборудование, позволяющее узнать, оцинкованный кузов или нет у заинтересовавшей вас машины. Однако подобные приборы очень дороги и есть далеко не в каждой СТО. Проверка металла на наличие цинка стоит столько, что проще добавить эту сумму к той, которая выделена вами на покупку авто, и купить автомашину более высокого класса, гарантированно имеющую оцинкованный кузов.
Но внимательное изучение документов позволяет достаточно точно определить, у каких машин кузов оцинкован. Существует несколько правил:
- Дешёвый автомобиль не может быть покрыт цинком методом горячего или гальванического цинкования.
- Если в инструкции написано, что автомобиль оцинкован, это может означать:
- что отдельные детали покрыты грунтовкой, содержащей цинк;
- что все кузовные детали покрыты цинкосодержащей грунтовкой;
- что на отдельные детали (преимущественно пороги, крылья и днище) нанесено цинковое покрытие гальваническим или, реже, горячим способом цинкования.
- Автомашина покрыта цинком по всем правилам только в том случае, если в инструкции написано, что она оцинкована полностью.
- Новые маркетинговые ходы рождаются каждый день. Если даже в инструкции к автомашине написано, что она оцинкована полностью, не поленитесь найти описание модели и отзывы о ней в интернете. Внимательно изучите первых 4–5 страниц поисковика. Только так вы сможете убедиться, что автомашина действительно полностью покрыта цинком горячим или гальваническим методом.
Воспользовавшись этими нехитрыми правилами, вы совершенно точно сможете узнать, оцинкованный кузов или нет у автомашины, которую вы собираетесь купить
Лучшие цены и условия на покупку новых авто
Как определить оцинкованный кузов | Прямые поставки автомобилей из Японии по себестоимости
Нередко, можно услышать с рекламных лозунгов по продаже автомобилей высказывания в адрес оцинкованного кузова. Применяя данное антикоррозийное покрытие, производители используют два вида оцинковки — термическую(гальваническая) и холодную. Считается, что такая технология помогает сохранять металл от влияния коррозии и дорожных химикатов.
Применяя данное антикоррозийное покрытие, производители используют два вида оцинковки — термическую(гальваническая) и холодную. Считается, что такая технология помогает сохранять металл от влияния коррозии и дорожных химикатов.
Часто, среди азиатских и европейских марок, можно встретить гальваническую обработку кузова. Такой тип покрытия имеет прекрасную коррозийную устойчивость. Термическая обработка применяется в марках Volvo, Ford, Porsche. Холодная оцинковка, представляет собой добавление в краску мелкодисперсного цинка.
Данный метод — это качественная окраска кузова и хороший защитник от повреждений. Многие европейские и азиатские авто концерны, выпускающие модели массового спроса, применяют именно такую технологию. Помимо этих известных способов, для покрытия также используют цинкрометалл, который можно встретить в автомобилях Kia.
Детали обработки
Доминирующее большинство производителей, взяв за основу вышеуказанные методы, в своих технических описаниях, часто сообщают о присутствии цинкового покрытия. Соответственно прикрепляется и гарантия на сам кузов. Но, есть и еще одно исключение. В технической характеристике, термин «оцинковка» может не иметь слово «полная». Так, например, у Audi обработку проходят лишь те части, которые наиболее подвержены риску коррозии. Это может быть порог или днище. Поэтому, если продавцы дают указание на слово «оцинковка», то это вовсе не означает, что все покрытие, полностью соответствует этому термину.
Обращаем внимание на стоимость
Иногда, изготовитель просто ставит цель снизить себестоимость, в следствие чего используется недорогой материал. Притом, не всегда термические и холодные методы покрытия цинком оправдывают себя. Главная их цель заключается в том, чтобы в условиях невысокой цены сохранить приемлемое качество. По этой причине детали производства строго засекречены. В сохранении выносливости кузова очень важна обработка спрятанных внутренних деталей.
Для того, чтобы узнать, является ли кузов оцинкованный или нет, необходимо провести детальный анализ. Этому может поспособствовать только дорогостоящая экспертиза, а также применение специального оборудования. И главное, нужно внимательно изучить гарантию производителя, чем безоговорочно доверять наружным рекламам.
Этому может поспособствовать только дорогостоящая экспертиза, а также применение специального оборудования. И главное, нужно внимательно изучить гарантию производителя, чем безоговорочно доверять наружным рекламам.
Видео: Как определить оцинкованный кузов
Похожие материалы
25.03.2014
Как узнать оцинкованная машина или нет
Фраза «оцинкованный кузов» нередко звучит в рекламе продавцов автомобилей. В настоящее время производители автомобилей применяют термическую гальваническую или холодную оцинковку кузова. Предполагается, что такая обработка защитит автомобиль от коррозии и воздействия дорожных химикатов.
1.Термическая обработка используется на различных моделях марки Porsche, Volvo, Ford. Такое покрытие обладает отличной коррозионной устойчивостью и стойкостью к последующей обработке.
Гальваническая оцинковка широко применяется европейскими и азиатскими производителями.
2. Технология холодной оцинковки состоит в том, что в краску или грунтовку добавляют мелкодисперсный цинк. По сути, данный метод является качественной окраской кузова, обеспечивающей защиту от коррозии. Этот метод широко используют европейские и азиатские концерны, выпускающие модели, предназначенные для массового спроса.
Есть еще один метод, когда для изготовления кузова используют цинкрометалл. Данный метод реализован в автомобилях марки Kia.
3. Подавляющее большинство производителей, применяющих вышеназванные методы, указывают данные о наличии цинкового покрытия в технических характеристиках автомобилей и дают отдельную гарантию на кузов от сквозной коррозии.

4. Увидев в рекламе дешевого автомобиля слово «оцинковка», не стоит полагать, что его кузов на 100 процентов защищен от коррозии. Стремление к снижению себестоимости и окупаемости зачастую толкает производителей на применение недорогого материала и красящих средств. Часто методы гальванического и холодного покрытия цинком не в полном объёме выполняют задачи защиты от коррозии. Их цель – найти выгодный компромисс между невысокой ценой и сохранением долговечности. Потому составы и технологии держатся в строжайшей тайне. Для стойкости кузова гораздо важнее технологическая обработка скрытых полостей и «карманов», защищающая автомобиль от мокрой грязи.
5. Вот и получается, что некоторые продавцы дешевых массовых автомобилей кривят душой. Доказать или опровергнуть наличие так называемой оцинковки можно только с помощью выполнения дорогостоящих испытаний и применения специального оборудования. Поэтому необходимо как можно больше уделить внимания наличию гарантии производителя на кузов, нежели утверждениям рекламных проспектов о полной оцинковке кузова.
Кузов автомобиля представляет собой одну из самых дорогих его частей. Он подвергается воздействию температур, влаги. Если кузов подвергается коррозии, то это очень плохо, ведь все детали автомобиля, кроме кузова, можно заменить. Поэтому крайне важно сохранять именно кузов в целостности и хорошем состоянии. Поэтому многие покупатели хотят знать, какие автомобили имеют оцинкованный кузов. Список таких моделей будет достаточно большим. Ведь практически каждый производитель в рекламных брошюрах указывает, что оцинковка имеет место. Но она бывает разной.
Как выбрать машину с оцинкованным кузовом?
Покупатель, который решил подобрать себе автомобиль, должен не просто видеть полный список автомобилей с оцинкованным кузовом. Необходимо понимать, какие существуют способы покрытия цинком, ведь один автомобиль может похвастаться полной оцинковкой, другой – частичной. Срок службы этих машин будет разным. Некоторые модели машин вообще покрывают грунтовкой с небольшим содержанием цинка и выдают их за оцинкованные.
Некоторые модели машин вообще покрывают грунтовкой с небольшим содержанием цинка и выдают их за оцинкованные.
Список автомобилей с оцинкованным кузовом представлен ниже. Он включает в себя марки автомобилей, кузовы который оцинкованы полностью:
- Volkswagen.
- Porsche.
- Audi.
- Seat.
- Shkoda.
- Mercedes.
- Volvo.
- Opel.
- Ford.
- BMW.
- Chevrolet.
Правда, не все автомобили этих марок имеют полную оцинковку. Что касается частичной антикоррозионной обработки некоторых деталей, то она наблюдается у автомобилей Honda, Toyota, Mazda. А вот список автомобилей «ВАЗ» с оцинкованным кузовом будет пуст, так как данный производитель лишь добавляет цинк в грунтовку. Такой способ оцинковки нельзя назвать полноценным. Впрочем, это позволяет существенно снизить стоимость разработки автомобиля. Отсюда и низкая цена на автомобили «ВАЗ». Это также касается китайских машин Chery, Geely и частично корейского бренда Hyundai.
Горячее цинкование
Слой цинка позволяет продлить срок службы металла и защитить его от коррозии, но очень важную роль играет способ цинкования. Самым первым и эффективным способом является горячее цинкование. Основная суть технологии: цельный кузов автомобиля окунают в специальную ванну с цинкосодержащим раствором, затем нагревают ее до высокой температуры, под действием которой металл кузова покрывается частицами цинка.
Данная технология доступна автомобильному концерну Volkswagen и, следовательно, всем брендам, которыми он владеет. То есть Skoda, Seat, Audi, Volkswagen, Porsche – это список автомобилей, оцинкованные кузова которых выполнены по термическому способу нанесения антикоррозионного покрытия и являются лучшими.
Преимущества таких кузовов:
- Производители дают 30-летнюю гарантию на кузовы, которые были обработаны термическим способом цинкования.
- Такое покрытие является самым прочным и превосходит по этому показателю цинковые покрытия, нанесенные любыми другими способами.
- Оцинкованный горячим способом металл сопротивляется не только коррозии, но и механическим повреждениям.
Единственный недостаток такого способа – высокая стоимость реализации технологии. Поэтому и автомобили с такими кузовами очень дорогие.
Лучшая технология
Считается, что самыми устойчивыми к коррозии являются автомобили Audi после 1986 года выпуска. Кроме концерна Volkswagen, технология также используется Volvo, Opel (Astra и Vectra), Ford (Sierra, Escort), Chevrolet (Lacetti, Epica). Что касается Volvo, то в этих автомобилях используется много алюминия, который сам по себе не подвержен коррозии. Но производитель совершенно не скупится на термическое нанесение цинка на стальные детали. Запишите себе этот список автомобилей, оцинкованные кузова которых обработаны по термической технологии нанесения антикоррозийного покрытия.
Гальваническое цинкование
Гальванические ванны применяли достаточно давно, и такой способ нанесения антикоррозийного покрытия является весьма популярным. Реализация такой технологии обходится намного дешевле, поэтому многие производители используют его для нанесения покрытия на кузова производимых автомобилей.
Суть технологии заключается в следующем: кузов автомобиля помещается в гальваническую ванну с содержанием цинкового раствора. Затем к кузову и к ванной подключаются два проводника (плюс и минус) и подается напряжение. В результате частицы цинка, содержащиеся в растворе, плавятся и приклеиваются к металлу тонким слоем.
Оцинкованные гальваническим способом автомобили
Одни из самых удачных гальванизирующих составов разработали в Mercedes и BMW. Эти производители наносят на поверхность кузова цинковый слой толщиной 9-15 мкм. Столь толстый антикоррозионный слой может даже посоревноваться в плане эффективности и срока службы со слоем, нанесенным термическим способом. Однако список автомобилей с оцинкованным кузовом гальваническим методом не заканчивается на этих двух брендах. Honda, Toyota, Lexus – эти производители также используют данную технологию. Но такие машины, как Honda Pilot или CR-V имеют только некоторые оцинкованные детали кузова. В частности, на этих машинах устанавливаются оцинкованные пороги, днища, крылья – те кузовные части, которые подвержены коррозии больше всего. Лучшей коррозионной устойчивостью среди японских производителей может похвастаться Honda, а не Toyota или Mazda.
Honda, Toyota, Lexus – эти производители также используют данную технологию. Но такие машины, как Honda Pilot или CR-V имеют только некоторые оцинкованные детали кузова. В частности, на этих машинах устанавливаются оцинкованные пороги, днища, крылья – те кузовные части, которые подвержены коррозии больше всего. Лучшей коррозионной устойчивостью среди японских производителей может похвастаться Honda, а не Toyota или Mazda.
Цинкрометалл
Говоря про оцинкованный кузов автомобиля, список моделей необходимо пополнить корейскими машина Kia. Однако этот производитель нашел свой особый способ – он использует специальный цинкрометалл при изготовлении своих машин. Данный материал имеет три слоя:
- Нижний и самый толстый стой – сталь.
- Средний слой – специальные оксиды с содержанием цинка в составе.
- Верхний слой – органическое соединение с большим содержанием цинка.
То есть, на заводах Kia оцинковывается сам металл еще на стадии проката. Затем из него изготавливается кузов. Данный металл отлично подвержен сварке, формовке, его легко красить. Однако его эффективность защиты от коррозии низкая, особенно в местах, где имеют место повреждения.
Если горячую оцинковку можно назвать лучшей, гальваническую – хорошей, то цинкрометалл – это приемлемый тип оцинковки, который продлевает срок службы кузова. Он обладает далеко не самыми лучшими антикоррозионными свойствами.
Сложно назвать список автомобилей, оцинкованный кузов которых производился бы подобным способом. Известно, что Kia практикует эту технологию.
Холодное цинкование
Это самая примитивная и дешевая технология, которая используется при изготовлении бюджетных автомобилей. В данном случае речь идет о покрытии деталей катафорезной грунтовкой с содержанием цинка в составе. Узнать, у каких машин кузов оцинкованный с помощью холодного способа, легко. Посмотрев на стоимость автомобиля, можно сразу понять, насколько сильно автомобиль защищен от коррозии. К бюджетным автомобилям, которые оцинковываются таким способам, можно отнести: отечественные машины «ВАЗ», китайские Chery, Geely, некоторые корейские модели Hyundai и Kia.
К бюджетным автомобилям, которые оцинковываются таким способам, можно отнести: отечественные машины «ВАЗ», китайские Chery, Geely, некоторые корейские модели Hyundai и Kia.
В заключение
Теперь вы знаете, какие автомобили с оцинкованным кузовом. Список конкретных моделей привести не можем, т.к. не всегда достоверно известно, какие именно производители какой способ применяют. Для одних автомобилей может использоваться гальванический метод цинкования, для других – холодный. Но даже в последнем случае производители твердят, что автомобиль имеет оцинкованный кузов. И хотя это действительно так, качество антикоррозийного покрытия в последнем случае настолько плохое, что можно даже считать, что его попросту нет.
Помните: дешевый автомобиль не может быть покрыт цинком термическим или гальваническим способом. И даже в том случае, если в инструкции указано, что автомобиль оцинкован, это может означать, что всего лишь некоторые детали кузова покрыты антикоррозийным покрытием (например, днище и пороги). Также это может значить, что кузов или детали покрыты цинкосодержащей грунтовкой. Вариантов множество. К сожалению, все эти варианты применяются в автомобилях бюджетного класса.
Кузов автомобиля — одна из самых дорогих запчастей. В нашем климате он постоянно подвергается воздействию осадков и перепадов температур. Намучившись с антикоррозионными средствами, многие автолюбители при покупке новой машины выражают желание, чтобы у неё был оцинкованный кузов. Большинство производителей в инструкциях к своим авто указывают, что их кузовные детали защищены цинковым слоем. Казалось бы, волноваться не стоит: автомобиль с подобным покрытием не ржавеет. Но с цинковым слоем на деталях машины всё не так просто, иначе не было бы никакой разницы между каким-нибудь дешёвым «китайцем» и Ауди или Фольксвагеном.
Оцинкованные детали не дают повода беспокоиться по поводу их коррозии
Как при покупке выбрать автомобиль с оцинкованным кузовом
Покупатель, решивший приобрести автомашину с оцинкованным кузовом, должен уметь правильно выбрать модель. Ведь оцинкованные автомобили различаются по способу покрытия цинком: одни авто могут похвастаться полной защитой от коррозии, в других защищены лишь отдельные детали, третьи просто покрыты грунтовкой, содержащей небольшое количество цинка.
Ведь оцинкованные автомобили различаются по способу покрытия цинком: одни авто могут похвастаться полной защитой от коррозии, в других защищены лишь отдельные детали, третьи просто покрыты грунтовкой, содержащей небольшое количество цинка.
Высококачественной оцинковкой отличаются следующие марки: Volkswagen, Porsche, Audi, Skoda, Seat, Volvo, Chevrolet, Opel, Ford, Mercedes, BMW. У моделей Legend, Pilot, Honda, Toyota CR-V оцинкованы некоторые детали (днище, крылья, пороги). Производители марок Lada, Chery, Geely, Hyundai просто добавляют цинк в грунтовку (отсюда – и более низкие цены на эти авто). Качество оцинковки автомобиля и, соответственно, его стоимость, напрямую зависят от вида цинкового покрытия.
Виды цинкового покрытия кузовных деталей
Слой цинка способен надёжно защитить металл от коррозии и продлить срок службы машины на добрый десяток лет. Различают три типа цинкования:
Горячее цинкование
Горячее цинкование — самый лучший способ. Его достоинства:
- металл, подвергнутый цинкованию горячим методом, способен сопротивляться коррозии от 15 до 30 лет, а то и дольше.
- цинковое покрытие, нанесённое горячим методом, в три – четыре раза прочнее гальванических покрытий.
- металл, покрытый цинком горячим способом, устойчив не только к коррозии, но и к механическим повреждениям.
Единственный недостаток горячего цинкования — дороговизна метода. Соответственно, и автомашины с таким типом цинкового покрытия стоят намного дороже.
Оцинкованные автомобили производит концерн VW Group. Этот концерн выпускает машины марок VolksWagen, Porsche, Audi, Skoda, Seat. Автомашины производства концерна VW Group проверяются на коррозионную устойчивость при помощи испытаний в соляных камерах. Однако машины этих марок защищены от коррозии в разной степени.
Самыми устойчивыми к коррозии по праву считаются автомобили Audi. Начиная с 1986 года на металл, который используется для производства кузовов Audi, цинковое покрытие наносится с двух сторон. Причём оно наносится даже на стыки, образующиеся при сварке кузова.
Причём оно наносится даже на стыки, образующиеся при сварке кузова.
Горячим методом наносят цинковое покрытие на свои авто также Volvo, Chevrolet (модели Lacetti, Epica), Opel (модели Vectra, Astra), Ford (модели Escort, Sierra). В автомашинах Volvo очень много алюминиевых деталей, а при защите стальных на цинк не скупятся.
Гальваническое цинкование
Метод нанесения цинкового слоя при помощи гальванической ванны известен довольно давно, но у каждого из производителей авто есть свои секреты. Особенно удачный гальванизирующий состав изобрели разработчики автомобилей Mercedes и BMW. Толщина цинкового слоя на поверхности деталей их кузовов — от 9 до 15 мкм. Гальванизированный металл этих машин по устойчивости к коррозии может поспорить с Audi. После гальванизации поверхность металла становится идеально гладкой, и на неё хорошо ложится слой специальной краски с антикоррозионными свойствами.
Японские авто не являются лучшими по антикоррозионным свойствам. На машины производства Legend, Pilot, Honda, Toyota, CR-V устанавливаются лишь некоторые гальванизированные детали: преимущественно днища, пороги, крылья. Наилучшей коррозионной устойчивостью из этого ряда авто обладают модели Honda.
Цинкрометалл
Особым путём пошёл концерн Kia. Кузовные детали автомобилей этого концерна производятся из цинкрометалла. Этот материал представляет собой «трёхслойный пирог»:
- нижний, самый толстый слой — сталь;
- средний слой — оксиды с примесью цинка;
- верхний слой — органические соединения с высоким содержанием цинка.
Холодное цинкование
Холодное цинкование — это просто маркетинговый ход, выдуманный производителями недорогих автомашин. Холодным цинкованием называют покрытие деталей катофорезной цинкосодержащей грунтовкой. К автомобилям, «оцинкованным» подобным образом, относятся многие корейские, китайские и отечественные модели, к примеру: Lada, Chery, Geely, Hyundai, некоторые модели Kia.
Определение типа цинкового покрытия кузова
Существует оборудование, позволяющее узнать, оцинкованный кузов или нет у заинтересовавшей вас машины. Однако подобные приборы очень дороги и есть далеко не в каждой СТО. Проверка металла на наличие цинка стоит столько, что проще добавить эту сумму к той, которая выделена вами на покупку авто, и купить автомашину более высокого класса, гарантированно имеющую оцинкованный кузов.
Но внимательное изучение документов позволяет достаточно точно определить, у каких машин кузов оцинкован. Существует несколько правил:
- Дешёвый автомобиль не может быть покрыт цинком методом горячего или гальванического цинкования.
- Если в инструкции написано, что автомобиль оцинкован, это может означать:
- что отдельные детали покрыты грунтовкой, содержащей цинк;
- что все кузовные детали покрыты цинкосодержащей грунтовкой;
- что на отдельные детали (преимущественно пороги, крылья и днище) нанесено цинковое покрытие гальваническим или, реже, горячим способом цинкования.
- Автомашина покрыта цинком по всем правилам только в том случае, если в инструкции написано, что она оцинкована полностью.
- Новые маркетинговые ходы рождаются каждый день. Если даже в инструкции к автомашине написано, что она оцинкована полностью, не поленитесь найти описание модели и отзывы о ней в интернете. Внимательно изучите первых 4–5 страниц поисковика. Только так вы сможете убедиться, что автомашина действительно полностью покрыта цинком горячим или гальваническим методом.
Воспользовавшись этими нехитрыми правилами, вы совершенно точно сможете узнать, оцинкованный кузов или нет у автомашины, которую вы собираетесь купить
Автомобили с оцинкованным кузовом – так ли безопасно и надежно?
Уже достаточно давно было изобретено средство для защиты кузова от коррозии под названием оцинковка. Кузов подвергают специальному воздействию цинком, покрывают защитным слоем на заводе, а результат — гарантия от сквозной коррозии в течение 7 лет, как минимум.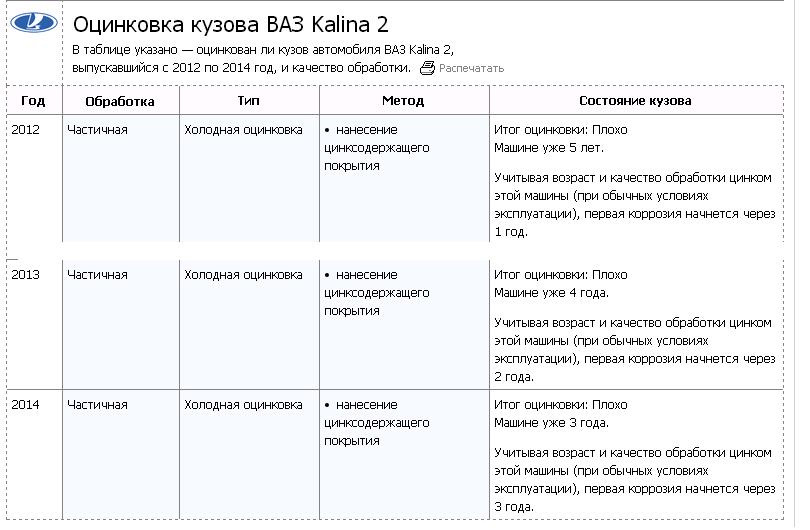 Тем не менее, многие эксперты и опытные автовладельцы говорят, что оцинковка не мешает кузову ржаветь порой быстрее, чем без этого недешевого процесса. Сегодня мы постараемся разобраться во всех тонкостях заводской и кустарной оцинковки, проверит мифы и правдивые факты, связанные с такой защитой кузова от ржавчины. Зачастую автомобили с оцинкованным кузовом считаются одним из самых надежных вариантов коррозийной защиты. Купив такую машину, владелец просто не обращает внимания на зачатки коррозии.
Тем не менее, многие эксперты и опытные автовладельцы говорят, что оцинковка не мешает кузову ржаветь порой быстрее, чем без этого недешевого процесса. Сегодня мы постараемся разобраться во всех тонкостях заводской и кустарной оцинковки, проверит мифы и правдивые факты, связанные с такой защитой кузова от ржавчины. Зачастую автомобили с оцинкованным кузовом считаются одним из самых надежных вариантов коррозийной защиты. Купив такую машину, владелец просто не обращает внимания на зачатки коррозии.
Нужно различать нормальную оцинковку кузова и некачественный процесс. К примеру, на многих СТО под термином оцинковка днища подразумевается промазывание кузовного металла цинковой мастикой. Название этой мастики имеет мало общего с цинком, в ней просто использованы некоторые химические свойства этого покрытия. Полностью оцинкованные кузова имеют немногие автомобили, зачастую это авто конца 80-х годов прошлого века. Сегодня технология оцинковки применяется для днища авто на некоторых моделях, а также для других отдельных кузовных деталей. Рассмотрим особенности этого типа защиты.
Эффективна ли оцинковка кузова в автомобилях — извечный вопрос
Качественная защита днища от коррозии с помощью оцинковки — это достаточно распространенная процедура. Но оцинковка всего кузова вызывает определенные проблема по экологической чистоте производства. В частности, при обработке кузова химическими методами происходит выброс в атмосферу немалой части загрязняющих элементов. Это и становится причиной массового отказа производителей в Европе, США и Японии от оцинковки полностью всего кузова. По поводу эффективности также существует масса споров. Но есть факты, которые нельзя обойти стороной в данном обсуждении:
- полностью оцинкованные машины служат качественно и долго только при соблюдении точности производственного процесса;
- плохая оцинковка добавляет проблем владельцу автомобиля после 3-4 лет эксплуатации транспортного средства;
- если коррозия проникает под слой оцинковки, вся кузовная деталь может быть разрушена без значительных видимых последствий;
- некоторые типы оцинковки способствуют проявлениям глубинной ржавчины и ее быстрому развитию;
- хорошо обработанный антикоррозийным покрытием кузов часто служит дольше оцинкованного металла;
- даже оцинкованный кузов приходится дорабатывать и проводить регулярные антикоррозийные работы с различными материалами.

В разговоре об оцинкованных автомобилях можно вспомнить две модели корпорации Volkswagen. Это Passat B3 и Passat B5. Первая выпускалась в конце 80-х, начале 90-х годов прошлого века, а вторая — в начале 2000-х годов. Как первая, так и вторая модель продолжают радовать владельцев и сегодня, несмотря на преклонный возраст и не самые удачные условия эксплуатации. Но следует также вспомнить Peugeot 307 2004-2006 годов выпуска, который также обладал оцинкованным кузовом. Французские хэтчбеки ржавеют быстрее, чем это можно себе представить. Так что оцинкованный кузов надежен только при качественном выполнении процесса обработки.
Дополнительное покрытие кузова цинком
При длительных проблемах с кузовным металлом приходится прибегать к определенным хитростям и предложениям станций ремонта. Многие предлагают цинкование кузова как способ избавиться от различных проблем с металлическими деталями авто. На самом деле, хороший процесс покрытия металла кузова цинком возможен только на заводе. Представьте только, что вам придется сделать, чтобы испытать на своем автомобиле не слишком удачные решения цинкования кузова. Проведение этой работы потребует исполнения массы других задач, которые будут стоить вам очень дорого и отберут возможность использования автомобиля надолго:
- необходимо зачистить весь кузов автомобиля до металла, получив максимально чистую поверхность;
- очаги ржавчины следует обработать специальными материалами, счистить и отделать шпаклевкой;
- сквозную коррозию придется вырезать, оставив только здоровый металл на кузове автомобиля;
- отверстия далее необходимо заварить латками, выровняв их шпаклевкой и другими материалами;
- затем производится цинкование кузова, которое в гаражных условиях просто невозможно в качественном виде;
- далее машину грунтуют, готовят под покраску и красят, затем производится окончательная сборка автомобиля.
На эти процессы придется потратить целое состояние, а результат будет плачевным. Уже через несколько месяцев после такой процедуры можно заметить первые вздутия краски. Это наиболее опасный процесс в данном случае, ведь автомобиль может поржаветь за месяц под слоем оцинковки. Если же цинкование выполнено некачественно, вы продолжите постоянно бороться с коррозией и не сможете нормально эксплуатировать транспорт. Потому перед заказом такой процедуры следует хорошо подумать, стоит ли выбрасывать деньги на ту услугу, которая может быть нормально выполнена только на заводе с профессиональными мощностями.
Что делать, если пошла коррозия по оцинкованному кузову?
Один из популярных вопросов, который задают на форумах автомобилисты, — вопрос о ржавчине на оцинкованном кузове. Если процедура покрытия цинком на самом деле произошла на заводе с соблюдением всех требований, ржавчина на кузове не появиться без видимых механических повреждений. Но цинк не вечен — царапины, сколы и другие проблемы разрушают слой защитного покрытия и позволяют влаге проникать к металлу. Это способствует зарождению очагов коррозии, что разрушает металл изнутри. Потому если на вашем оцинкованном автомобиле начались процессы коррозии, придется выполнить стандартную процедуру:
- полностью зачистить место, где произошло зачатие коррозийных процессов, и вычистить ржавчину без остатка;
- выполнить обработку кузова доступными обезжиривающими материалами для нормальной покраски;
- вскрыть место ремонта грунтом для нормального наложения лакокрасочного материала;
- подобрать и приобрести необходимое количество краски для вашего автомобиля в цвет окружающим деталям;
- произвести качественную покраску без пропусков, что защитит ремонтированное место от последующего воздействия влаги.
В современных автомобилях за отсутствие процессов коррозии отвечает именно лакокрасочное покрытие. Как только краска прекращает защищать металл от микротрещин и попадания воды, приходится обновлять покрытие и счищать коррозию. И если оцинкованный кузов начала посещать коррозия, скорее всего, цинкование выполнялось частично или некачественно. Поэтому ремонтировать данные проблемы придется в точности так, как вы бы восстанавливали обычный металлический кузов. Несмотря на все преимущества процесса оцинковки, только несколько немецких моделей обладают поистине качественным кузовом без каких-либо проблем с коррозией. В АвтоВАЗе также используют оцинкованные детали, о чем предлагаем посмотреть следующее видео:
Подводим итоги
Качественный уход за кузовом позволит вам прокататься на автомобиле долгие годы и не знать проблем с ржавчиной и прочими неприятностями. Тем не менее, если проблемы у кузова уже появились, придется выполнить восстановление потерянных кузовных деталей, заменить их или освободить от коррозии. И в этом случае не столь важно, оцинкованный кузов у вашего автомобиля или нет. Все прелести цинкования могут быть уничтожены некачественным выполнением этого процесса.
При покупке машины вы никак не сможете проверить, оцинкованный ли кузов у нее. Потому лучше не надеяться на то, что автомобиль обладает качественной защитой от коррозии. Дополнительный слой антикоррозийного материала явно не повредит даже самой защищенной от ржавчины машине. Потому лучше всего воспользоваться услугами мастеров и самостоятельно убедиться в том, что авто может прослужить еще не один год.
Как узнать оцинкован кузов или нет
Что бы узнать какие кузова машин оцинкованы, выберите марку и модель авто. Используйте полный список ниже.
Сервис по определению и подбору машин с оцинкованным кузовом. По каждой отдельной модели представленных марок, можно узнать тип и качество обработки кузова цинксодержащим покрытием.
Существует большая разница в том — как оцинкован кузов. От полной качественной обработки до простого присутствия цинка как компонента в грунте и краске.
При повреждении оцинкованного кузова, коррозия разрушает цинк а не сталь. Простой вид обработки абсолютно не защищает кузов, но дает право производителю называть автомобиль — оцинкованным.
Кузов транспортного средства — практически самый дорогой элемент автомобиля. В нашей климатической зоне ему постоянно приходится подвергаться температурным перепадам и страдать от осадков. Уставшие постоянно обрабатывать кузов машины антикоррозионными средствами, автомобилисты при замене автомашины желают, чтобы у новой «тачки» кузов был оцинкованным. Многие автопроизводителей указывают на то, что их автомобили покрыты цинком. Волноваться, вроде бы, нет причин: машина с таким покрытием не подвержена коррозии. Но, к сожалению, с цинковым слоем на элементах авто не так-то все просто, поскольку дешёвый «китаец» в этом случае ни чем бы не отличался от Audi или Volkswagen.
Как же выбрать машину с оцинкованным кузовом
Решивший купить такое авто, должен уметь грамотно выбрать модель машины, ибо оцинкованные ТС цинком покрываются разными способами: одни модели могут полностью быть защищены от ржавчины, у других защищены только отдельные элементы, а третьи и вовсе только покрываются грунтовкой с содержанием в ее составе мизерного количества цинка.
Очень качественной оцинковкой покрыты такие марки автомобилей: Фольксваген, Порше, Audi, Шкода, Seat, Вольво, Chevrolet, Опель, Форд, Mercedes, БМВ. У Хонда Легенд, Pilot, Honda CR-V оцинкованы лишь днище, крылья и пороги. Автопроизводители марок Лада, Chery, Джил, Хунтой используют в грунтовке цинк. Качество оцинковки транспортного средства и, естественно, его цена, зависят от вида оцинковки.
Виды оцинковки
Оцинкованный слой прекрасно защитит металл от ржавчины и продлит надолго жизнь автомашины. Типы цинкования бывают следующие:
Горячая оцинковка
металл, подвергнутый такому методу оцинковки прекрасно противостоит коррозии порядка 15-30 лет.
Такое в 3-4 раза надежнее гальванических покрытий.
Оцинкованная горячим способом сталь устойчива к механическим видам повреждений.
Минус такого вида цинкования — дороговизна. Это, по сути, и является причиной высокой стоимости таких автомашин.
Автоконцерн VW Group выпускает такие марки авто как: Фольксваген, Porsche, Ауди, SKODA, Сеат. Автотранспорт от концерна «Фольксваген Груп», тестируются на устойчивость к коррозии в соляных камерах. Но такие автомашины защищены от ржавчины по-разному.
Более стойкими к ржавлению считаются Ауди. С середины 80 годов прошлого века на металл, из которого изготовляются кузова Audi. Оцинковка наносится с обеих сторон, даже на швы.
Горячим способом наносится оцинковка и на Вольво, Chevrolet, Опель и Форд. В Volvo множество деталей из алюминия, а при защите элементов из стали цинка не жалеют.
Гальваническая оцинковка
Такой способ нанесения цинка известен очень давно. Каждый из автопроизводителей имеет свои секреты. Успешный гальванизирующий состав удалось изобрести производителям автомобилей Мерседес и БМВ. Толщина оцинкованного слоя на кузове машины 9-15 мкм. Оцинкованный таким способом металл по устойчивости к ржавчине может посоперничать с Ауди. После проведенной гальванизации металл стает гладким и на него прекрасно ложится краска.
Авто из Японии не самые лучшие в плане антикоррозии. На автомашины от Honda Legend, Пилот, Honda, CR-V устанавливаются только некоторые гальванизированные элементы: это, как правило, днища, пороги и крылья.
Своим собственным путём пошёл автоконцерн Киа. Кузовные элементы машин данного автоконцерна изготавливаются из цинкрометалла, напоминающего «слоеную выпечку»:
– средний – оксиды смешанные с цинком;
– верхний — органика с большим содержанием цинка.
Холодная оцинковка
Такой вид цинкования — маркетинговый ход, который был выдуман производителями бюджетных машин. Холодное цинкование – это покрытие элементов катофорезным грунтом содержащим цинк. Таким образом оцинковываются: Лада, Chery, Geely, Хёндай и некоторые модели Киа.
Определение типа оцинковки
Есть специальное оборудование с помощью которого можно узнать, оцинкован или нет выбранный автомобиль. Но такие приборы стоят дорого, да и увидишь их не в каждом автосервисе.
При тщательном изучении документов на авто можно узнать оцинкован ли кузов.
1. Дешёвые авто ни горячим ни, тем паче, гальваническим методом не оцинковываются.
2. Если инструкция указывает, что автомобиль оцинкован, то это значит:
– его отдельные элементы обработаны цинксодержащей грунтовкой.
3. транспортное средство покрыто цинком правильно лишь тогда, если в инструкции указано, что авто полностью оцинковано.
Менять автомобили раз в несколько лет может позволить себе не каждый, а как купить машину, которая стоя на улице не поржавеет, знает еще меньшее количество людей. Поэтому, если решили уже копить деньги на покупку машины, то стоит заранее узнать о том, какие встречаются автомобили с оцинкованным кузовом. Заранее купив такую машину, вы обезопасите себя от разрушения кузова авто. Даже через 5-10 лет с этим проблемы будут минимальными.
Теперь рассмотрим, какие есть способы заводского оцинкования кузова:
- Горячий. Считается лучшим типом оцинкования. Обеспечивается наилучшая коррозионная стойкость любой модели автомобиля.
- Гальванический. Относиться к хорошим типам оцинковки. На кузов хорошо ложиться грунт и краска после такой обработки.
- Цинкрометалл. Этим способом обеспечиваются посредственные антикоррозионные свойства.
- Холодное оцинкование. Некоторые модели машин покрываются и таким способом. Он дешев, слабо противостоит коррозии.
Когда на кузове появляются глубокие царапины, то в первую очередь страдает цинк, металл же не ржавеет. В этом основное преимущество рассматриваемых авто.
Выбор машины в автосалоне
Когда вы смотрите разные марки машин, блуждая по автосалонам, то узнать, оцинкован кузов или нгет, можно прямо на месте. Загляните в техническую документацию конкретной модели, если там указан термин «полная оцинковка», то только в этом случае весь кузов покрыт цинком и защищен от воздействия коррозии. Рассмотрим, какие еще существуют способы обработок:
- Частичная. Обработка сварных швов и уязвимых мест кузова (днище, пороги, двери).
- Обработка узловых соединений. Цинком покрываются только места штамповок, крепежей, сварных швов между участками кузова.
Также учитывайте, что независимо от выбранной вами модели автомобиля, при покупке на оцинкованный кузов обязательно должен быть гарантийный талон. Почти все производители, даже китайские, дают гарантию на оцинкованный кузов машины, причем достаточно большую. Этот документ дает право на предъявление претензий к дилеру, в случае, если машина начнет ржаветь в период гарантийного срока.
Модели автомобилей с оцинкованным кузовом
Теперь рассмотри конкретные марки и модели автомобилей с оцинкованными кузовами. Список получится достаточно обширным, поэтому мы классифицируем машины так же и по способу нанесения антикоррозионного материала.
Горячий метод оцинковки
Впервые этот метод был использован в далеком прошлом компанией Volkswagen, они же используют его и по сей день. Помимо VW так обрабатывают кузова еще Audi, Porsche, Volvo, а также масса других автопроизводителей. Учитывая стоимость обработки машины таким методом, нужно напомнить, что ей подвергается достаточно дорогие модели премиум и бизнес класса. Список марок автомобилей, в модельном ряду которых есть модели с полностью оцинкованным кузовом по горячему методу:
- Порше (первая из моделей с таким кузовом – знаменитая Porsche 911).
- Ауди.
- Вольво.
- Форд.
- Шевроле (Lacetti).
- Опель (Astra и Vectra).
Первым серийным авто с полностью оцинкованным кузовом стала знаменитая Audi 80. После нее большинство машин этой компании шли с обязательным антикоррозионным покрытием. В зависимости от марки покрытие могло обладать толщиной от 2 до 10 мкм.
Покрытие без оцинковки
Гальванический метод обработки
Гальваническая обработка кузова цинком отличается от предыдущего способа меньшей себестоимостью. Чаще такой метод встречается в Американских и Японских машинах, немного реже в Европейских. За счет снижения стоимости обработки значительно снизилась и надежность такой обработки. Покрытие не давал 100% гарантии защиты. Европейские производители и вовсе решили пойти своим путем, используя выработанную новую технологию. Список технологических операций, которые проводят концерны BMW и Mercedes:
- Для изготовления кузова используется высоколегированная сталь, максимально исключаются вредные примеси.
- Гальваническим методом наноситься от 9 до 15 мкм цинка.
- Сверху кладется толстый слой грунта и краски. Поверхность обладает высокой адгезией, поэтому лакокрасочное покрытие ложиться достаточно надежно.
Список автомобилей
Теперь рассмотрим, какие машины покрываются классическим гальваническим методом:
- Alfa Romeo.
- Mitsubishi
- Skoda (Octavia, Fabia).
- Toyota.
- Honda (Legend).
- Lexus
- Renault (Logan).
- Peugeot.
- Chrysler (модель 300).
- Cadillac.
Особого внимания заслуживают модели машин от Toyota. Так как ранее компания уделяла мало внимание антикоррозионной обработке, то теперь слой цинка в узловых соединениях, порогах и дверях присутствует в большинстве машин.
Автомобили отечественного производства
В плане отечественного автомобилестроения все несколько проще. Если оцинкованные автомобили и производились, то делали их из листовой заграничной стали. В нынешнее время на заводах АвтоВАЗ кузова делаются из стали местного производства. Кузовные элементы подвергаются холодному оцинкованию и потом уже используются в сборке машины.
Также применяется метод катафорезной обработки
К примеру, углубившись в техническую документацию, можно обнаружить, что у автомобиля ВАЗ 2110 имеется 47 оцинкованных деталей, которые составляют 50% веса машины. Учитывая это, можно сказать, что здесь обработаны наиболее уязвимые детали. Сюда входят пороги, пол внутри и днище снаружи, передняя панель, крылья и низ дверей. Такая обработка позволяет несколько продлить срок службы автомобилей.
Автомобили, выпускаемые на заводе ИЖ, и продукция Ульяновского автомобильного завода так же могут похвастаться холодным оцинкованием кузовных элементов. Автомобили повышенной проходимости УАЗ после такой обработки служат дольше. Аналогичные варианты автомобилей, производимые ранее, не могут похвастаться долговечностью, которой обладают современные варианты машин с оцинкованным кузовом.
Киа рио оцинкованный кузов или нет
какой материал используется и гниет ли оцинковка
Автомобиль Киа Рио обладает нехарактерным качеством для своего ценового диапазона. Машина, позиционирующаяся как бюджетное авто Б класса, имеет крайне хорошую динамику, богатое оснащение, стильный внешний вид и отличную надежность всех основных узлов кузова.
Сравнительно давно на профильных форумах поднимается вопрос, оцинкован ли кузов на Киа Рио или нет. В сети имеется множество подтверждений противокоррозийной обработки кузова с использованием цинка.
Как проверить оцинкован ли кузов?
Проверить кузов Киа Рио предельно просто. Для этого необходимо проследить за сколом на любой части кузова. Если со временем оголенный металл остается чистым и не появляется следов начала коррозионного процесса, значит оцинковка кузова присутствует.
Как правило, на автомобилях Kia Рио 3 и более ранних моделях оцинковка кузова выполнялась. Инженеры корейского производителя утверждают, что все автомобили проходят обязательную обработку всех кузовных элементов, за исключением крыши.
Данные слова подтверждают многие владельцы данной модели автомобиля. В отзывах водителей указывается, что машины Рио третьего и более ранних поколений, при появлении сколов лакокрасочного покрытия, не проявляют признаков окисления и коррозии.
Однако, в теме на одном из известных автофорумов, находящейся по ссылке https://www.drive2.ru/l/4657446/ четко видно, что автомобиль Rio третьего поколения покрывается ржавчиной.
Это, вероятно, можно считать браком, поскольку даже в комментариях к этой теме участвует не один десяток владельцев подобных автомобилей с более удачными корпусами.
Более современные модели машин, такие как Рио 2018 и Киа Rio х Лайн не всегда имеют достаточную обработку.
Так, многие владельцы новых моделей Рио жалуются, что на появившихся сколах в течение нескольких месяцев появляются следы коррозии, что свидетельствует о том, что корпуса не цинкуют или делают это некачественно.
Возникновение очагов коррозии существенно портит экстерьер Kia Rio и ухудшает надежность конструкции кузовной части транспортного средства.
Виды оцинковки кузова Kia Rio
Начиная с 2011 года, все автомобили Rio проходят процесс оцинковки. Данная обработка кузовных элементов носит частичный характер.
Оцинковка производится со следующими параметрами:
- Вид обработки – частичная.
Частичный вид обработки антикоррозионной позволяет защитить от коррозии ключевые соединения и наиболее уязвимые части кузова. - Использованный тип оцинковывания – цинкрометалл.
Такая обработка является одной из наиболее некачественных. При цинкрометаллической оцинковке транспортное средство получает слабую степень защиты от коррозии и плохую устойчивость к механическим повреждениям слоя цинка. - Метод обработки – нанесение частиц цинка в процесс проката металла с последующим напылением оксидов цинка.
Такой подход позволяет интегрировать частицы цинка в сталь и существенном увеличить срок работы противокоррозионного покрытия.
Разрушение слоя цинка в местах повреждения лакокрасочного покрытия происходит со скоростью от одного до шести микрометров в год. Более активное разрушение защитного слоя происходит при повышенных температурах.
Поэтому, механизм антикоррозионной обработки цикрометалл обеспечивает до девяти лет устойчивости к ржавчине.
Поставка металла для кузовов Kia Rio
По технологическому процессу в автомобиле корейского производителя Киа используется металл компании Хёндай. Листы металла напрямую поставляются из Кореи, где производится его первичная обработка и оцинковка.
Процесс антикоррозионной обработки кузовных элементов Рио включает:
- нанесение заводского цинкового покрытия на лист металла;
- обработку цинкосодержащими оксидами на стадии покраски;
- погружение готового кузова в катафорезную ванную.
В последнее время стало известно, что новые кузова автомобилей стали изготавливаться из металла, произведенного компанией Северсталь. Компания Киа утверждает, что нет причин для паники, ведь на российском заводе работают те же технические требования, что и на заводе в Корее.
Тем не менее после выпуска автомобилей с металлом производства Северстали все чаще стала появляться информация о выявлении коррозии у относительно новых машин Kia Rio.
Заключение
Несмотря на все заявления производителей и информацию от владельцев автомобиля Киа однозначно сказать, оцинкован ли кузов Rio нельзя. Многие источники утверждают, что автомобили Рио выпускаются на том же конвейере, что и Хёндай Солярис.
А, как известно, для авто Солярис используют оцинкованную сталь для производства своих корпусов.
Исключительно поэтому делается вывод, что корейские компании просто используют один и тот же оцинкованный материал для Рио и Солярис, чтобы удешевить производство и не транспортировать другой вид неоцинкованного металла из Кореи.
kiarioinfo.ru
Оцинкован ли кузов у Киа Рио и как выглядит технологический процесс производства
Обзор качества кузова на Киа Рио 3
Оцинковка кузова позволяет сохранить его как можно дольше в хорошем состоянии. Наши автолюбители знакомы не понаслышке с такой проблемой как прогнивание металла, особенно под крыльями. Когда на рынке появился новый Киа Рио 3, закономерным стал этот вопрос касательно этой модели.
Как производят кузова для Киа Рио
Технологический процесс производства кузовов для Киа Рио предполагает использование металла поставляемого компанией Хендай. У нее имеется собственное производство стали, а также Хендай закупает металл у других концернов. По недостоверным данным стало известно, что одной из таких компаний стала Северсталь, но не должно быть никаких опасений по этому поводу, потому что на производстве строгий контроль за качеством материала.
Есть ли оцинковка и какая
С таким кузовом автолюбители могут не переживать, что уже через несколько лет на их машине появится неприятное желтое пятно, свидетельствующее о появлении коррозии. Оцинкован ли кузов на Киа Рио и как это происходит?
Все кузова Киа Рио оцинковываются, причем не один раз. Сначала делается заводское покрытие, а затем, в цеху по покраске металл проходит дополнительную обработку от коррозии разными химическими составами. Благодаря такому серьезному отношению кузова отличаются высокой устойчивостью к любой агрессивной среде.
Для наших дорог такой подход просто необходим, особенно, если учитывать, что в зимний период в мегаполисах дорожным службам приходится использовать огромное количество химических добавок для обработки трассы.
avtokia.net
Подскажите пожалуйста! На новом Kia Rio оцинкованный кузов или нет?
Оцинкованные кузова и прочные уже в прошлом, их делали только на машинах до 80-ых годов прошлого века!! ! <img src=»//otvet.imgsmail.ru/download/f17b6382cef6ee364fd2f21daa3bfe2c_i-8861.jpg» > <img src=»//otvet.imgsmail.ru/download/f17b6382cef6ee364fd2f21daa3bfe2c_i-8862.jpg» > <img src=»//otvet.imgsmail.ru/download/f17b6382cef6ee364fd2f21daa3bfe2c_i-8863.jpg» > <img src=»//otvet.imgsmail.ru/download/f17b6382cef6ee364fd2f21daa3bfe2c_i-8864.jpg» > <img src=»//otvet.imgsmail.ru/download/f17b6382cef6ee364fd2f21daa3bfe2c_i-8865.jpg» > <img src=»//otvet.imgsmail.ru/download/f17b6382cef6ee364fd2f21daa3bfe2c_i-8866.jpg» > ВАЗ «КОПЕЙКА» в СССР стала последной машиной с лидированной оцинкованным кузовом и сейчас неодна машина для народа, да и представительской класса неделают с лидированной оцинкованным кузовом!! !Что разве Rolls-Royce?! Но Rolls-Royce делают по несколько лет и в ручную, а до 80-ых годов все автомобили имели оцинкованный кузов, мало того их грунтовали, промазывалили швы, наносили мастику и только потом покрывали разноцветным эмалем, а в наши дни используют тоненькую жесть меньше 1мм и потом ноносят эмаль без каких либо гркнтовок и мастики, прямо на голый металл, а тогда не только лидированный и оцинковый кузов был, но и толщина листа были не 1мм, а больше 3мм и 5мм были! Вот это были МАШИНЫ НАСТОЯЩИЕ, а Ваш любимый Kia Rio машиной не назовешь!! ! <a rel=»nofollow» href=»http://otvet.mail.ru/question/77758778/» target=»_blank»>http://otvet.mail.ru/question/77758778/</a> <img src=»//otvet.imgsmail.ru/download/f17b6382cef6ee364fd2f21daa3bfe2c_i-8867.jpg» >
нет это не германия)))
на киа и оцинкованый кузов? да не смешите народ, даже на форде нет….
Конечно нет! «Современные» малолитражки, дабы сэкономить деньги, вообще никак не обрабатывают перед покраской! Даже не фосфатируют! Красят по голому металлу. Это Шевроле Лачетти — видно, что краска нанесена на голый металл, поэтому пройдет не так много времени, и здесь появятся очаги ржавчины. <img src=»//otvet.imgsmail.ru/download/668c39baae22aaa1573d3adbb4da9ca6_i-547.jpg» >
Видов цинкования много. Как и на большинстве авто того же класса металл оцинкован на стадии проката, а не на конвеере. На конвеере есть только ванна с катафорезным грунтом. На голый металл невозможно нанести полиэстровую базу, грунт есть везде и всегда.
Конечно оцинкованный 100% Товарищ Ю. Буханкиус у вас на фотке старая Рио, а речь идёт о той что в новом кузове.
Металл Киа Рио При изготовлении кузова российских автомобилей используется оцинкованный стальной лист. Поставщиками металла являются Hyundai Hysco (Европа) и Северсталь (Россия) . Ко всем поставщикам предъявляются жесткие требования в плане качества поставляемой продукции. Толщина кузовных панелей в новом Rio является стандартной и составляет 0,6-0,8 мм. Прочность кузова обеспечивается за счет специального металлического каркаса. Антикоррозийная обработка Помимо оцинковки металлических элементов кузов каждого сходящего с конвейера автомобиля подвергается антикоррозионной обработке, которая предполагает покрытие кузова специальными химическими составами, предотвращающими вредное воздействие внешней среды на металл. Также проводится катафорезное грунтование. Помимо этого кузов покрывается антикоррозийными и антигравийными составами. Для обеспечения защиты кузова во все модели производится установка передних и задних брызговиков.
полюбому не ваз же))
touch.otvet.mail.ru
Kia Rio оцинкованный ли кузов — Автомобили с оцинкованным кузовом
Кузов автомобиля — одна из самых дорогих запчастей. В нашем климате он постоянно подвергается воздействию осадков и перепадов температур. Намучившись с антикоррозионными средствами, многие автолюбители при покупке новой машины выражают желание, чтобы у неё был оцинкованный кузов. Большинство производителей в инструкциях к своим авто указывают, что их кузовные детали защищены цинковым слоем. Казалось бы, волноваться не стоит: автомобиль с подобным покрытием не ржавеет. Но с цинковым слоем на деталях машины всё не так просто, иначе не было бы никакой разницы между каким-нибудь дешёвым «китайцем» и Ауди или Фольксвагеном.
Как при покупке выбрать автомобиль с оцинкованным кузовом
Покупатель, решивший приобрести автомашину с оцинкованным кузовом, должен уметь правильно выбрать модель. Ведь оцинкованные автомобили различаются по способу покрытия цинком: одни авто могут похвастаться полной защитой от коррозии, в других защищены лишь отдельные детали, третьи просто покрыты грунтовкой, содержащей небольшое количество цинка.
Высококачественной оцинковкой отличаются следующие марки: Volkswagen, Porsche, Audi, Skoda, Seat, Volvo, Chevrolet, Opel, Ford, Mercedes, BMW. У моделей Legend, Pilot, Honda, Toyota CR-V оцинкованы некоторые детали (днище, крылья, пороги). Производители марок Lada, Chery, Geely, Hyundai просто добавляют цинк в грунтовку (отсюда — и более низкие цены на эти авто). Качество оцинковки автомобиля и, соответственно, его стоимость, напрямую зависят от вида цинкового покрытия.
Виды цинкового покрытия кузовных деталей
Слой цинка способен надёжно защитить металл от коррозии и продлить срок службы машины на добрый десяток лет. Различают три типа цинкования:
- горячее;
- гальваническое;
- холодное.
Горячее цинкование
Горячее цинкование — самый лучший способ. Его достоинства:
- металл, подвергнутый цинкованию горячим методом, способен сопротивляться коррозии от 15 до 30 лет, а то и дольше.
- цинковое покрытие, нанесённое горячим методом, в три — четыре раза прочнее гальванических покрытий.
- металл, покрытый цинком горячим способом, устойчив не только к коррозии, но и к механическим повреждениям.
Единственный недостаток горячего цинкования — дороговизна метода. Соответственно, и автомашины с таким типом цинкового покрытия стоят намного дороже.
Оцинкованные автомобили производит концерн VW Group. Этот концерн выпускает машины марок VolksWagen, Porsche, Audi, Skoda, Seat. Автомашины производства концерна VW Group проверяются на коррозионную устойчивость при помощи испытаний в соляных камерах. Однако машины этих марок защищены от коррозии в разной степени.
Самыми устойчивыми к коррозии по праву считаются автомобили Audi. Начиная с 1986 года на металл, который используется для производства кузовов Audi, цинковое покрытие наносится с двух сторон. Причём оно наносится даже на стыки, образующиеся при сварке кузова.
Горячим методом наносят цинковое покрытие на свои авто также Volvo, Chevrolet (модели Lacetti, Epica), Opel (модели Vectra, Astra), Ford (модели Escort, Sierra). В автомашинах Volvo очень много алюминиевых деталей, а при защите стальных на цинк не скупятся.
Гальваническое цинкование
Метод нанесения цинкового слоя при помощи гальванической ванны известен довольно давно, но у каждого из производителей авто есть свои секреты. Особенно удачный гальванизирующий состав изобрели разработчики автомобилей Mercedes и BMW. Толщина цинкового слоя на поверхности деталей их кузовов — от 9 до 15 мкм. Гальванизированный металл этих машин по устойчивости к коррозии может поспорить с Audi. После гальванизации поверхность металла становится идеально гладкой, и на неё хорошо ложится слой специальной краски с антикоррозионными свойствами.
Японские авто не являются лучшими по антикоррозионным свойствам. На машины производства Legend, Pilot, Honda, Toyota, CR-V устанавливаются лишь некоторые гальванизированные детали: преимущественно днища, пороги, крылья. Наилучшей коррозионной устойчивостью из этого ряда авто обладают модели Honda.
Цинкрометалл
Особым путём пошёл концерн Kia. Кузовные детали автомобилей этого концерна производятся из цинкрометалла. Этот материал представляет собой «трёхслойный пирог»:
- нижний, самый толстый слой — сталь;
- средний слой — оксиды с примесью цинка;
- верхний слой — органические соединения с высоким содержанием цинка.
Холодное цинкование
Холодное цинкование — это просто маркетинговый ход, выдуманный производителями недорогих автомашин. Холодным цинкованием называют покрытие деталей катофорезной цинкосодержащей грунтовкой. К автомобилям, «оцинкованным» подобным образом, относятся многие корейские, китайские и отечественные модели, к примеру: Lada, Chery, Geely, Hyundai, некоторые модели Kia.
Определение типа цинкового покрытия кузова
Существует оборудование, позволяющее узнать, оцинкованный кузов или нет у заинтересовавшей вас машины. Однако подобные приборы очень дороги и есть далеко не в каждой СТО. Проверка металла на наличие цинка стоит столько, что проще добавить эту сумму к той, которая выделена вами на покупку авто, и купить автомашину более высокого класса, гарантированно имеющую оцинкованный кузов.
Но внимательное изучение документов позволяет достаточно точно определить, у каких машин кузов оцинкован. Существует несколько правил:
- Дешёвый автомобиль не может быть покрыт цинком методом горячего или гальванического цинкования.
- Если в инструкции написано, что автомобиль оцинкован, это может означать:
- что отдельные детали покрыты грунтовкой, содержащей цинк;
- что все кузовные детали покрыты цинкосодержащей грунтовкой;
- что на отдельные детали (преимущественно пороги, крылья и днище) нанесено цинковое покрытие гальваническим или, реже, горячим способом цинкования.
- Автомашина покрыта цинком по всем правилам только в том случае, если в инструкции написано, что она оцинкована полностью.
- Новые маркетинговые ходы рождаются каждый день. Если даже в инструкции к автомашине написано, что она оцинкована полностью, не поленитесь найти описание модели и отзывы о ней в интернете. Внимательно изучите первых 4–5 страниц поисковика. Только так вы сможете убедиться, что автомашина действительно полностью покрыта цинком горячим или гальваническим методом.
Воспользовавшись этими нехитрыми правилами, вы совершенно точно сможете узнать, оцинкованный кузов или нет у автомашины, которую вы собираетесь купить.
Лучшие цены и условия на покупку новых авто
moykiario.ru
Оцинкованный кузов служит дольше | Машин-Ко.Ру
Специалисты утверждают, что машина жива, пока цел ее кузов. И действительно, можно заменить любую деталь машины, даже двигатель. Но заменить кузов практически невозможно, да и нецелесообразно, так как при переносе всех частей на новый кузов можно ожидать всего чего угодно. Кроме их нормальной работы. Поэтому кузов нужно беречь особенно тщательно, следить за целостностью лакокрасочного покрытия и своевременно устранять очаги коррозии.
Существует точка зрения, что лучшим способ сохранить кузов – это оцинковка. Действительно, если мы посмотрим, у каких авто оцинкованный кузов, то обнаружим среди них много долгожителей. Оцинкованные модели Ауди и Фольксваген выпуска 80-х и 90-х годов до сих пор исправно служат своим хозяевам. Кроме того, Пежо выпускало ряд моделей с оцинкованным кузовом, еще некоторые производители. Если после повреждения краски на этом месте не образуется ржавчина, значит – этот участок защищен оцинковкой. К сожалению, других способов не существует. Поэтому многие производители в рекламных целях вводят потребителей в заблуждение, пользуясь тем, что их очень тяжело проверить.
Метод оцинковки основан на химической активности цинка. Он гораздо более активен, чем железо. Поэтому в условиях, способствующих коррозии, цинк первым вступает во взаимодействие с водой и воздухом, предохраняя железо от ржавчины. Это свойство цинка давно известно и даже в быту мы часто пользуемся предметами, имеющими похожее покрытие.
Однако этот метод был признан неэффективным из-за высокой цены и низкой экологичности. Поэтому сейчас полностью оцинкованных кузовов не производит ни один завод. Исключая, возможно, самые дорогие и мелкосерийные автомобили. Да и те большей частью делают элементы кузова из алюминия. Это позволяет значительно снизить массу машины и забыть про ржавчину, так как алюминий не подвержен коррозии.
Сейчас оцинковке подвергают только днище и отдельные участки кузова. Поэтому защита кузова главным образом возложена на лакокрасочное покрытие, к которому предъявляются самые высокие требования. К счастью, современные технологии этому способствуют.
Отечественные автопроизводители тоже проводили эксперименты с оцинковкой кузова, и с конвейера сошло немало машин, обладающих этой опцией. Однако, технология оцинковки была несовершенной, невысокая цена машин не позволяла выполнять эту дорогостоящую процедуру полноценно. Поэтому эксперимент был признан неудачным и благополучно свернут.
Некоторые производители отказались от оцинковки по экологическим причинам, так как в процессе гальванического покрытия кузова цинком выделяются ядовитые вещества.
Полезные свойства цинка используются при изготовлении различных мастик для днища. Эти методы позволяют обрабатывать днища и новых автомобилей, и бывших в употреблении. При этом все трещинки и углубления даже в самых недоступных местах покрываются защитной пленкой, которая держится многие годы, защищая железо от воздействия воды и воздуха.
Как определить, была ли сталь…
© Шон БрехтКак определить, что кусок стали был оцинкован?
Этот вопрос был получен одним из сотрудников AGA, и он немного необычный. Вопрос поступил от производителя оригинального оборудования (OEM) для прицепов, желающего продвигать свои прицепы с использованием в конструкции горячеоцинкованной стали. В настоящее время производитель прицепа закупает некоторые детали для прицепа у другой компании.Другая компания не сообщила производителю оригинального оборудования (OEM) прицепа, были ли детали оцинкованы или нет. (Назовите меня подозрительным на этом этапе.) Звонившая сообщила, что ее расстроило незнание, и она подумала, что может поместить магнит на изготовленную деталь, чтобы определить, была ли она оцинкована.
Строго говоря, цинк немагнитен, и, конечно же, мы используем этот принцип при измерении толщины цинкового покрытия. Наконечник карандаша, банана и электронного измерительного устройства является магнитным и притягивается к стальной подложке, которая, конечно, содержит железо, которое является магнитным.Каждый датчик откалиброван для измерения расстояния между магнитной точкой датчика и сталью. Однако тот факт, что цинк немагнитен, на самом деле не помогает звонящему. Цинк можно наносить в виде пыли (богатая цинком краска), горячего распыления (металлизация) или порошка (механическое упрочнение). Использование магнита или калибра позволит определить только наличие цинкового покрытия на поверхности стали. На самом деле серый налет, который она видит, может быть просто краской. Пленка краски будет иметь толщину.
Единственный реальный способ определить, является ли покрытие оцинкованным горячим способом, — это провести лабораторные испытания.Одним из тестов может быть избирательный парамагнитный резонанс (ЭПР) или электронный парамагнитный резонанс. ЭПР показывает молекулярное содержание материала на осциллографе, и гальваника покажет высокое содержание цинка на внешней поверхности и содержание цинка и железа во внутренних слоях. Механическое упрочнение и металлизация не покажут железа в покрытии, а краска с высоким содержанием цинка будет содержать некоторый связующий материал. Другой метод — это сделать поперечный разрез стали с покрытием и сделать микрофотографию.Оцинковка покажет три интерметаллических слоя, металлизация и механическое упрочнение покажут только чистый цинк, а краска с высоким содержанием цинка подчеркнет связующий материал.
Поскольку три метода нанесения цинка уступают горячему цинкованию с точки зрения долговечности, твердости, постоянной толщины покрытия и т. Д., А также позиции компании-производителя деталей не раскрывать тип покрытия, рекомендация AGA: производитель прицепа должен пропустить дорогостоящие испытания этих деталей прицепа и найти нового поставщика.
Измерение толщины покрытия
Магнитные датчики толщины покрытия или электронные датчики толщины покрытия измеряют толщину цветного покрытия на черной поверхности (стали). Цинковые покрытия, краски и даже краски с высоким содержанием цинка успешно измеряются на толщину с помощью этого типа датчика при нанесении на сталь. Испытания неразрушающие и могут проводиться в нескольких точках на поверхности стали. Горячеоцинковщики и маляры измеряют толщину покрытия, чтобы обеспечить соответствие спецификациям.
Владельцы часто используют этот метод, чтобы определить, была ли сталь оцинкована горячим способом. Его простота использования, доступность и неразрушающий характер делают его первым и очевидным выбором для подтверждения наличия покрытия. Перед проведением измерений поверхность следует промыть от всех органических загрязнителей и незакрепленных частиц, которые могут помешать измерениям толщины покрытия. Если широкий диапазон измерений толщины покрытия показывает ненулевые значения, на стали присутствует покрытие из цветных металлов.
Хотя этот метод подтверждает наличие покрытия, он не позволяет определить, какое покрытие из цветных металлов присутствует. Это может быть горячеоцинкованное покрытие, термическое напыление (металлизация), механическое покрытие или даже окраска.
После того, как измерения толщины покрытия определят, что покрытие из цветных металлов действительно присутствует, визуальные подсказки могут помочь решить, какое покрытие имеет дело. Например, если присутствуют пузыри и сколы, скорее всего, использованное покрытие — это краска. Если поверхность имеет цвет, отличный от естественного матово-серого цвета горячего цинкования, вероятно, это также краска.Также возможна окраска оцинкованного покрытия. Если поверхность обладает типичными чертами обветренного горячеоцинкованного покрытия (матово-серый, равномерно выветренный, возможны коричневые пятна), можно с уверенностью сделать вывод, что это действительно горячеоцинкованное покрытие.
Лабораторные испытания
Единственный способ узнать наверняка, какое покрытие присутствует — это лабораторные испытания. Например, с помощью различных форм спектроскопии можно взять образец рассматриваемого покрытия и получить разбивку имеющихся материалов.Покрытие, оцинкованное горячим способом, может иметь высокое содержание цинка снаружи покрытия с повышенным содержанием железа рядом с металлической подложкой. Цинковое металлизированное или механически гальваническое покрытие будет содержать высокое содержание цинка во всем покрытии. Краска с высоким содержанием цинка также будет иметь высокое содержание цинка, но также будет содержать другие смолы и связующие, типичные для этой системы.
Можно также сделать микрофотографию поперечного сечения покрытия, чтобы определить, какая система была использована.На покрытии, нанесенном методом горячего цинкования, будут видны интерметаллические слои, указывающие на металлургическую связь. Металлизированное или механически гальваническое покрытие не имеет этих слоев. На приведенном ниже рисунке можно различить эти покрытия.
Микрофотография сравнения различныхТеперь, когда я знаю, что сталь оцинкована горячим способом, что мне делать?
Оставь это
Владельцы горячеоцинкованной стали, подвергшейся атмосферным воздействиям, имеют несколько вариантов продвижения вперед.Оставить сталь как есть и полагаться на существующую защиту от коррозии может быть жизнеспособным вариантом. Полностью выветрившееся горячеоцинкованное покрытие не будет иметь яркого и блестящего вида нового покрытия, но если на стали все еще присутствует достаточное количество цинка, более старое покрытие обеспечит защиту от коррозии еще на несколько лет. Ранее сделанные измерения толщины покрытия и график AGAs Time to First Maintenance можно использовать для прогнозирования оставшихся характеристик защиты от коррозии.
Покраска / ремонт
Владелец также может принять решение о нанесении финишного покрытия на оцинкованное покрытие, подвергшееся атмосферным воздействиям, с помощью системы окраски. Окрашивание цинкованием часто называют дуплексной системой. Краска придаст оцинкованному покрытию несколько дополнительных преимуществ, включая дополнительную защиту от коррозии и новый эстетический вид. Окраска полностью выветрившегося горячеоцинкованного покрытия часто выполняется успешно, требуя небольшой подготовки поверхности. Встречающаяся в природе цинковая патина образует клейкий профиль на поверхности покрытия, который отлично подходит для лакокрасочных систем.Согласно стандарту ASTM D6386 Стандартная практика подготовки поверхностей изделий из железа и стали с цинковым (горячеоцинкованным) покрытием и оборудования для окраски , подготовка поверхности полностью выветрившегося оцинкованного покрытия проста и включает недорогую механическую мойку.
Ремонт оголенных или поврежденных участков горячеоцинкованного покрытия также является вариантом, если владелец не желает ремонтировать всю поверхность. ASTM A780 Стандартная практика ремонта поврежденных и непокрытых областей горячеоцинкованных покрытий предлагает варианты с использованием краски с высоким содержанием цинка, металлизированного спрея цинка или припоев на основе цинка в качестве приемлемых материалов для ремонта.Это может быть вариантом, если есть лишь незначительные признаки ржавчины и мало участков, нуждающихся в ремонте.
Оцинковать повторно
Если оцинкованное покрытие разрушилось слишком сильно и требуется дополнительная защита от коррозии, есть возможность удалить старое оцинкованное покрытие и заменить его новым. К счастью, процесс химической очистки, используемый в установках горячего цинкования, также позволяет удалить цинковое покрытие с поверхности стали. Некоторые гальваники даже имеют отдельную кислотную ванну, используемую специально для этой цели.Сталь, которая была оцинкована в прошлом, может быть отправлена на завод по цинкованию, снята старое покрытие и повторно покрыта на месте. Экологичная переработка стали экономит время и деньги владельца.
Гальваника — отличный антикоррозийный причины:
Каковы недостатки цинкования?
Можно ли надежно покрасить цинкование или порошковое покрытие?Да, цинкование можно красить, но это может быть непросто — особенно если покраска не предполагалась, когда детали были оцинкованы. Если вы домовладелец или любитель, пытающийся нарисовать оцинкованная поверхность, лучший совет (составлен из десятков общедоступные темы форума на этом сайте) выглядит так: очистите поверхность с помощью чистящей щетки и моющего средства, такого как тринатрий фосфат (TSP), промыть, нейтрализовать моющее средство и подкисить / протравить поверхность разбавленным уксусом, промыть, нанести эпоксидную смолу или самопротравливающая грунтовка, специально разработанная для оцинковки. поверхности; избегать алкидных красок Если вы производитель, то вышеперечисленное не годится достаточно! Лучший план, используемый производителями автомобилей, — это используйте гальванизированную сталь, а не гальванизированную сталь, если вы собираюсь раскрасить.Гальваннеаль был отожжен после цинкование таким образом, чтобы сталь и цинк междиффузный, так что вы скорее красите стальной сплав чем чистый цинк. Производители также могут пожелать пропустить финальную стадию хроматирования. окунуться, если детали будут окрашены, потому что яркость эта Для окрашенных деталей погружение не требуется. В любой корпус, оцинкованная или оцинкованная сталь должна быть фосфатируется перед началом покраски. Для получения подробной информации о окраске оцинкованной стали,
производители и разработчики должны видеть «Дуплексные системы:
Покраска горячеоцинкованной стали «, которая может быть
загружен как файл .pdf бесплатно из AGA по адресу Это лишь очень краткое введение в процесс цинкования.Вот неполный список связанных тем / писем на Общедоступный форум горячей линии Finishing.com:
|
Рекомендации по проектированию горячего цинкования
Рекомендации по проектированию горячего цинкования
Защита от коррозии от штата Мэн до Нью-Йорка (или по всему северо-востоку) начинается с чертежной доски. Независимо от того, какая система защиты от коррозии используется, ее необходимо учитывать при разработке продукта.
После того, как было принято решение об использовании горячего цинкования для защиты стали от коррозии, инженер-конструктор должен убедиться, что детали могут быть изготовлены соответствующим образом для высококачественного цинкования.
При проектировании компонентов для цинкования необходимо соблюдать определенные правила. Эти правила легко применяются, и в большинстве случаев это просто те правила, которые требует надлежащая практика для обеспечения максимальной защиты от коррозии. Принятие следующих методов проектирования обеспечит безопасность персонала, занимающегося цинкованием, снизит стоимость покрытия и обеспечит оптимальное качество цинкования.
Помните, находитесь ли вы в Мэне, Нью-Гэмпшире, Вермонте, Массачусетсе, Коннектикуте, Род-Айленде, Нью-Йорке или Канаде, следующие правила помогут вам достичь ваших вдохновляющих целей.Если на этих страницах нет ответа на вашу конкретную проблему или вопрос, пожалуйста, не стесняйтесь обращаться к Дункану и поговорить с одним из наших сертифицированных AGA Master Galvanizers.
Вернуться к списку
Лиасон между инженером-проектировщиком, изготовителем и производителем цинкования
Наиболее важное правило заключается в том, что проектировщик, производитель и цинкователь должны работать вместе до того, как продукт будет произведен. Такая трехсторонняя связь может устранить большинство проблем с цинкованием. Проектировщик может лучше понять требования к конструкции горячего цинкования, если понять основные этапы процесса цинкования.Хотя процесс цинкования может варьироваться от цинкования к цинкованию, основные этапы проблем с цинкованием следующие:
- Удаление грязи и жира: Горячий щелочной очиститель обычно используется для удаления масла, жира, заводского масла и растворимых красок. Однако это не удалит такие вещи, как эпоксидные смолы, винил, асфальт или сварочный шлак. Эти загрязнения должны быть удалены дробеструйной очисткой или другой механической очисткой, за которую обычно не отвечает оцинковщик.
- Травление: Кислотная ванна используется для удаления поверхностной ржавчины и прокатной окалины, чтобы обеспечить химически чистую металлическую поверхность.Многие гальваники предпочитают использовать соляную кислоту, так как она более экологична и не повлияет на поверхность стали, что возможно при использовании серной кислоты.
- Предварительный флюс: стальное изделие перед погружением в расплавленный цинк погружают в жидкий флюс (обычно раствор хлорида цинка и аммония) для удаления оксидов и предотвращения окисления. Используя процесс сушки в котле, цинкователь может исключить возможность включения или захвата флюса на оцинкованном стальном изделии.Процесс мокрого котла, когда сталь проходит через «слой флюса» поверх ванны для цинкования, может привести к прилипанию этих частиц к поверхности стали.
- Цинкование: Изделие погружают в расплав цинка при температуре примерно 850 ° F (455 ° C). Это приводит к образованию покрытия из цинка и сплава цинк-железо, которое металлургически связано со сталью.
- Окончательная обработка: после извлечения изделия из ванны для цинкования избыток цинка удаляется путем слива, вибрации или, для мелких предметов, центрифугированием.Затем оцинкованное изделие охлаждают на воздухе или закаливают в воде. Процесс закалки на воздухе, который занимает немного больше времени, чем метод закалки в воде, приведет к лучшей отделке поверхности, что является важным фактором для стали, подвергающейся архитектурной обработке.
- Контроль: Контроль толщины и состояния поверхности — заключительные этапы процесса цинкования. Доступна информация о процедурах проверки и критериях контроля качества.
Изделия из чугуна и стали, горячеоцинкованные после изготовления, могут иметь размер от небольших деталей оборудования, таких как болты и шайбы, до больших сварных стальных узлов или отливок весом в несколько тонн.Способность гальванизировать эти изделия можно улучшить, следуя методам проектирования, рекомендованным в этом руководстве, и проконсультировавшись с гальванизатором на этапе проектирования проекта.
Вернуться к списку
Материалы, подходящие для горячего цинкования
Большинство черных металлов подходят для горячего цинкования. Чугун, ковкий чугун, стальное литье, горячекатаная и холоднокатаная сталь — все они могут быть защищены горячим цинкованием. Профили из конструкционной стали, в том числе из высокопрочных низколегированных материалов, после изготовления подвергаются горячему цинкованию для получения долговечной защиты, обеспечиваемой цинковым покрытием.
Хотя большинство черных металлов можно оцинковать методом горячего цинкования, характеристики оцинкованного покрытия в первую очередь будут зависеть от химического состава материала.
В основе гальванизированного покрытия лежит реакция между сталью и расплавленным цинком, приводящая к образованию ряда слоев сплава цинк-железо, которые обычно покрыты слоем затвердевшего цинка. Для большинства горячекатаных сталей доля покрытия из сплава цинка с железом составляет от 50 до 70 процентов от общей толщины покрытия.
Состав стали различается в зависимости от прочности и требований к эксплуатации. Основные элементы стали, такие как кремнийуглерод, влияют на необходимые методы цинкования, а также на структуру и внешний вид оцинкованного покрытия. Например, некоторые элементы, когда они присутствуют в стали, могут привести к покрытию, которое полностью или почти полностью состоит из сплава цинка и железа.
Хотя описание механизма, вызывающего этот тип покрытия, выходит за рамки данного руководства, описание характеристик покрытия из сплава цинк-железо полностью или почти полностью приведено ниже:
Visual — Визуально покрытие из сплава цинк-железо может иметь матово-серый цвет из-за отсутствия слоя свободного цинка.Это слой свободного цинка, который придает типичный блеск оцинкованному покрытию.
Адгезия — Покрытие, которое полностью или почти полностью состоит из сплава цинка и железа, может иметь более низкую адгезию по сравнению с «типичным» оцинкованным покрытием. Этот тип покрытия имеет тенденцию быть толще, чем «обычное» оцинкованное покрытие. По мере увеличения толщины этого типа может наблюдаться снижение адгезии.
Коррозионная стойкость — В общем, гальванические покрытия требуют большей коррозионной стойкости, чем внешнего вида.Таким образом, основной интерес проектировщика вызывает относительная коррозионная стойкость двух типов покрытий. Производители и потребители должны знать, что, хотя может появиться серый или матовый вид, этот матовый вид не снижает долговременную защиту стали от атмосферной коррозии. Для всех практических целей коррозионная стойкость этих покрытий, мил на мил, одинакова.
Трудно дать проектировщику точные инструкции в области монтажа стальных конструкций без определения всех марок стали, имеющихся в продаже.Однако приведенные ниже рекомендации обычно приводят к выбору сталей с хорошими характеристиками цинкования:
- Обычная углеродистая конструкционная сталь в большинстве случаев подвергается гальванизации с нанесением типичного покрытия. Однако известно, что уровни углерода менее 0,25%, фосфора менее 0,05% или марганца менее 1,35% являются полезными.
- Желателен кремний с содержанием менее 0,04% или от 0,15% до 0,25%.
Кремний может присутствовать во многих обычно оцинкованных сталях, даже если он не входит в контролируемый состав сталей.Это происходит в первую очередь из-за того, что кремний используется в процессе раскисления стали и обычно содержится в стали для непрерывной разливки. Стали с более высоким содержанием кремния могут иметь яркие блестящие участки, смежные с серыми матовыми участками, из-за распределения кремния. Общепризнанным методом борьбы с воздействием высококремнистой стали является добавление в ванну цинка следовых количеств никеля, обычно от 0,05 до 0,09%.
Оцинковщик всегда должен быть проинформирован о выбранной марке стали, чтобы он мог определить, потребуются ли специальные методы цинкования.
Вернуться к списку
Комбинирование различных материалов и / или поверхностей
Оптимальное качество цинкования редко достигается при сочетании различных условий поверхности, различных методов производства или черных металлов с разным химическим составом.
Это связано с тем, что для травления требуются различные параметры (концентрация раствора, температура, время погружения) для:
- чрезмерная ржавчина на поверхности
- ямчатые поверхности
- обработанных поверхностей
- чугун (особенно с включениями песка)
- стальное литье
- ковкий чугун
- Сталь горячекатаная
- Сталь холоднокатаная
- Стали, содержащие больше обычного углерода, фосфора, марганца и кремния.
- По возможности следует избегать использования старой и новой стали или отливок и стального проката в одной сборке. Если сборки из чугуна, литой стали, ковкого чугуна и прокатной стали неизбежны, вся сборка должна быть тщательно дробеструйной или пескоструйной перед травлением, чтобы получить оцинкованное покрытие приемлемого качества.
Сильно заржавевшие, ржавые или кованые стали не следует использовать в сочетании с новыми или обработанными поверхностями, потому что разница в требуемом времени травления может вызвать чрезмерное травление обработанных поверхностей.Если такое сочетание неизбежно, абразивно-струйная очистка узла (обычно перед выполнением какой-либо механической обработки) удалит прокатную окалину, примеси и неметаллические элементы перед травлением. Продукты, содержащие различные черные металлы, затем протравливаются до более однородного материала, обеспечивая оптимальное гальваническое покрытие.
Пропуск струйной очистки сборок из смешанных материалов приведет к комбинированному недо- и чрезмерному травлению различных поверхностей. Это упущение может отрицательно сказаться на качестве оцинкованного покрытия.
По возможности, описанные материалы должны быть оцинкованы отдельно и собраны после цинкования. Всякий раз, когда стали с разным химическим составом или с разной обработкой поверхности стали соединяться в сборку, гальваническое покрытие, как правило, не является однородным по внешнему виду. Однако на защиту от коррозии, обеспечиваемую оцинкованным покрытием, не влияют изменения цвета и текстуры покрытия.
При использовании абразивно-струйной очистки для подготовки поверхности к цинкованию будет получено покрытие, более толстое, чем обычное оцинкованное покрытие.Абразивная очистка делает поверхность шероховатой и увеличивает ее площадь. В результате повышается реакционная способность расплавленного цинка. Более сильный рост сплава цинка с железом происходит во время цинкования стали, подвергнутой пескоструйной очистке, что дает более толстое покрытие за счет умеренно более шероховатой поверхности. Эти более толстые покрытия иногда будут иметь темно-серый цвет, потому что слои сплава могут доходить до внешней поверхности.
Комбинации сталей разного состава могут привести к разному составу, что может привести к разной толщине покрытия и внешнему виду поверхности.Это не обязательно наносит ущерб определенным применениям, но проектировщик и изготовитель должны учитывать это и на стадии планирования проконсультироваться с гальванизатором.
Вернуться к списку
Процедуры сварки и удаление флюса
При оцинковании свариваемых деталей как чистота зоны сварки после сварки, так и металлический состав самого сварного шва влияют на качество цинкования и внешний вид сварного шва.
Подробную информацию о методах сварки лучше всего получить у Американского общества сварщиков или у поставщика сварочного оборудования, но некоторые сварочные процессы и методы оказались наиболее подходящими для оцинкованных изделий.Это:
- 1. При сварке по возможности следует использовать электрод без покрытия, чтобы предотвратить отложение флюса.
- Если используется электрод с покрытием, все остатки сварочного флюса необходимо удалить проволочной щеткой, пламенной очисткой, скалыванием, шлифованием, пневматическим игольчатым пистолетом или абразивно-струйной очисткой. Остатки сварочного флюса химически инертны в обычных травильных растворах, используемых на гальванизаторах; их наличие приведет к грубому и неполному покрытию цинком. Удаление остатков флюса обычно является обязанностью изготовителя, если не были приняты другие меры.
- По возможности рекомендуется сварочный процесс с использованием инертного газа (MIG), инертного газа вольфрама (TIG) или дуги в среде CO 2, поскольку они практически не образуют шлака.
- В случае тяжелых сварных деталей рекомендуется метод сварки под флюсом.
- Если ничего из этого не доступно, выберите стержень с покрытием, специально разработанный для «самошлакирования», как рекомендовано поставщиками сварочного оборудования.
- Выберите сварочный стержень, обеспечивающий наплавленный состав сварного шва, максимально приближенный к основному металлу.Это поможет предотвратить дифференциальное воздействие кислоты между зоной сварного шва и основным металлом во время кислотной очистки.
- Сварочные стержни с высоким содержанием кремния могут привести к образованию чрезмерно толстого и / или потемневшего покрытия в зоне сварки.
Оцинкованные материалы легко и качественно свариваются всеми распространенными методами сварки. Дополнительную информацию можно найти в разделе Сварка стали с цинковым покрытием. *
Вернуться к списку
Механические свойства оцинкованной стали
Процесс горячего цинкования не вызывает значительных изменений механических свойств конструкционной стали, обычно оцинкованной во всем мире.
Механические свойства 19 конструкционных сталей из основных промышленных стран мира были проанализированы до и после цинкования в рамках крупного 4-летнего исследовательского проекта Центра технологий металлов BNF, Великобритания, при спонсорской поддержке Международной организации исследований свинца в цинке. Включены стали, соответствующие стандартным спецификациям ASTM A36 и A572 Grade 60 и спецификациям Канадской ассоциации стандартов (CSA) G40.8 и G40.12.
В отчете BNF «Цинкование конструкционных сталей и их сварных конструкций» (ILZRO, 1975) делается вывод о том, что процесс цинкования не влияет на свойства при растяжении, изгибе или ударе любой из исследованных конструкционных сталей, когда они оцинковываются в Состояние при изготовлении.”
Многие конструкции и детали изготавливаются с использованием холоднокатаной стали или методов холодной обработки. В некоторых случаях тяжелая холодная обработка может привести к тому, что сталь станет хрупкой из-за деформации. В то время как холодная обработка увеличивает вероятность охрупчивания под действием деформации, охрупчивание может не проявиться до тех пор, пока работа не будет оцинкована. Это происходит потому, что старение происходит относительно медленно при температуре окружающей среды, но быстрее при повышенной температуре ванны для цинкования.
Любые виды холодной обработки снижают пластичность стали.Такие операции, как пробивка отверстий, надрез, изготовление филей малого радиуса, резка и резкая гибка, могут привести к охрупчиванию из-за деформации чувствительных сталей.
Холоднодеформированные стали толщиной менее 1/8 дюйма (3,18 мм), которые впоследствии подвергаются гальванизации, вряд ли будут подвержены эруптивному хрупкости под действием деформации.
Поскольку холодная обработка является сильнейшим фактором, способствующим охрупчиванию гальванизированной стали, рекомендуется принять следующие меры предосторожности, чтобы снизить вероятность охрупчивания из-за деформации, когда необходима холодная обработка:
- Выберите сталь с содержанием углерода ниже 0.25%.
- Выбирайте сталь с низкими температурами перехода, поскольку холодная обработка повышает температуры перехода из пластичного в хрупкое состояние, а цинкование (нагрев) может еще больше повысить их.
- Чувствительность к коррозионному охрупчиванию обычно не представляет серьезной проблемы для сталей с расщепленным алюминием.
- Для сталей с содержанием углерода от 0,1% до 0,25% следует поддерживать радиус изгиба, по крайней мере, в три раза превышающий толщину сечения (3t). Если неизбежен изгиб менее 3t, материал следует снять напряжение при температуре 1100 ° F (595 ° C) в течение одного часа на дюйм (25.4 мм) толщины сечения.
- Следует избегать зарезов, поскольку они повышают напряжение. Во время резки или штамповки могут появиться зазубрины. Газовая резка или распиловка предпочтительнее, особенно для тяжелых профилей.
- Просверлите, а не пробейте отверстия в материале толщиной более 3/4 дюйма (19,05 мм). Если пробиты отверстия, они должны быть пробиты меньшего размера, а затем развернуты еще на 1/8 дюйма (3,18 мм) в целом или просверлены до нужного размера. Формы толщиной от 1/4 до 3/4 дюйма не подвергаются серьезному воздействию холодной штамповки, если штамповка выполняется в соответствии с надлежащей производственной практикой.
Малые формы толщиной до 1/4 дюйма (6,5 мм), прошедшие холодную штамповку, не нуждаются в операциях по снятию напряжений перед цинкованием. - Кромки стальных профилей толщиной более 5/8 дюйма (15,88 мм), подверженные растягивающим нагрузкам, следует подвергнуть механической обработке или резке. Кромки профиля толщиной до 5/8 дюйма (15,88 мм) можно обрезать ножницей.
- В критических случаях сталь должна подвергаться горячей обработке при температуре выше 1200 ° F (650 ° C) в соответствии с рекомендациями производителя стали.Если невозможно избежать холодной обработки, снимите напряжение, как рекомендовано в пункте d выше.
Рекомендуемая практика ASTM Al 43, «Защита от охрупчивания изделий из конструкционной стали, оцинкованной горячим погружением, и процедура обнаружения охрупчивания» и Спецификация CSA Gi 64, «Цинкование изделий неправильной формы», содержат рекомендации по холодной обработке чувствительной стали лучше избегать, если это вообще возможно.
Если есть опасения по поводу возможной потери пластичности из-за возрастной хрупкости, гальванизатор должен быть предупрежден.Образец холодногнутых изделий должен быть оцинкован и испытан перед дальнейшей фиксацией.
Водородное охрупчивание
Водородное охрупчивание — это изменение от пластичного к хрупкому, которое происходит в некоторых высокопрочных сталях. Водород, выделяющийся во время травления, может вызвать это охрупчивание. Этот водород может абсорбироваться сталью во время кислотного травления, но при температурах цинкования он обычно удаляется из стали.
Водородное охрупчивание не является обычным явлением, но следует принимать меры предосторожности, особенно если рассматриваемая сталь имеет предел прочности на растяжение, превышающий приблизительно 150 000 фунтов на квадратный дюйм.Если необходимо обрабатывать высокопрочные стали, рекомендуется пескоструйная очистка вместо кислотного травления, чтобы свести к минимуму вероятность водородного охрупчивания.
Вернуться к списку
Размер и форма
С увеличением размера и мощности установок для цинкования теперь существуют средства для цинкования компонентов, охватывающие значительный диапазон размеров и форм.
Чайник для цинкованияДункана имеет размеры 42 фута в длину, 7 футов в глубину и 5 футов 2 дюйма в ширину.Практически любой компонент можно оцинковать, спроектировав и изготовив модули, подходящие для имеющегося оборудования для цинкования. Тем не менее, разумно уточнить ограничения по размеру котла на вашем гальванизаторе на ранней стадии.
Крупногабаритные конструкции оцинковываются путем модульного или частичного проектирования. Затем они собираются заводской сваркой или болтовым креплением на месте после цинкования. Методы модульного проектирования часто позволяют сэкономить на производстве и сборке, поскольку они упрощают погрузочно-разгрузочные работы и транспортировку.
Когда предмет слишком велик для полного погружения в расплавленный цинк самого большого из имеющихся котлов для цинкования, но более половины предмета помещается в котел, один конец может быть погружен и извлечен, а затем другой конец может быть оцинкован . Это называется процессом двойного погружения. ВСЕГДА КОНСУЛЬТИРУЙТЕСЬ С ВАШИМ ГАЛЬВАНИЗАТОРОМ ПЕРЕД ПЛАНИРОВАНИЕМ ИСПОЛЬЗОВАНИЯ ДВОЙНОГО ГАЛЬВАНИЗАТОРА.
Большие цилиндрические предметы могут быть оцинкованы постепенным погружением. Эту процедуру можно использовать, когда ширина изделия превышает ширину чайника.Изделие оцинковывают, используя серию погружений или раскатывая изделие в расплавленном цинке чайника.
Проектировщик должен учитывать методы обращения с материалами, используемые на заводах по цинкованию. Использование подъемников и кранов — обычное дело. Большие узлы обычно поддерживаются цепными стропами или подъемными приспособлениями, если они предусмотрены. Для одновременного цинкования большого количества одинаковых изделий часто используются специальные приспособления и стойки.
Если эстетика важна, обеспечьте подъемные приспособления для гальванизатора.Поскольку весь материал погружается в котел для цинкования с потолка, для поддержки материала будут использоваться цепи, проволока или другие удерживающие устройства, если не предусмотрены специальные подъемные приспособления. Цепи и проволока обычно оставляют след на оцинкованном изделии. Этот знак не обязательно наносит ущерб покрытию, но может повлиять на желаемый эстетический вид.
Для больших секций труб, резервуаров с открытым верхом и аналогичных конструкций может потребоваться добавление поперечных распорок для сохранения их формы во время манипуляций.
Хотя «размер» обычно вызывает ассоциации с крупными предметами, меньшие предметы также заслуживают внимания. В процессе цинкования можно обрабатывать мелкие предметы на стеллаже. Детали длиной менее 15 дюймов (38,1 см) часто оцинковывают в перфорированных корзинах. Затем корзину центрифугируют, чтобы удалить излишки цинка с кусков и обеспечить более гладкое покрытие. Крепежные элементы, небольшие скобы и зажимы типичны для работы в корзинах.
Большой вес изделий может быть фактором цинкования — в основном из-за манипуляций, необходимых для перемещения предметов шаг за шагом.Таким образом, следует определить грузоподъемность вашего гальванизатора, если это может быть фактором в ваших конструктивных соображениях.
Вернуться к списку
Обеспечение надлежащего дренажа
Для эффективного цинкования чистящие растворы и расплавленный цинк должны течь внутрь, над, насквозь и выходить из готового изделия без чрезмерного сопротивления.
Неспособность обеспечить этот свободный, беспрепятственный поток — частая причина проблем как для гальванизатора, так и для заказчика.Неправильная конструкция дренажа приводит к плохому внешнему виду гальваники и чрезмерному накоплению цинка, что является ненужным и дорогостоящим.
Чтобы обеспечить беспрепятственный поток раствора, все ребра жесткости, косынки и распорки должны быть обрезаны минимум на 3/4 дюйма (19,05 мм).
Обеспечьте отверстия диаметром не менее 1/2 дюйма (13 мм) в торцевых пластинах на прокатных стальных профилях, чтобы обеспечить доступ расплавленному цинку в ванне для цинкования и дренаж во время извлечения. В качестве альтернативы отверстия диаметром не менее 1/2 дюйма (13 мм) могут быть расположены в стенке в пределах 1/4 дюйма (6 мм) от торцевой пластины.
Вернуться к списку
Закрытые и полузамкнутые изделия
Резервуары и закрытые сосуды должны быть спроектированы таким образом, чтобы позволять кислотным чистящим растворам, флюсам и расплавленному цинку проникать и течь вверх через замкнутое пространство и выходить через отверстие в самой высокой точке. Это предотвращает захват воздуха при погружении изделия. Конструкция также должна предусматривать полный дренаж как внутренних, так и внешних деталей во время вывода.
Если необходимо оцинковать как внутреннюю, так и внешнюю поверхности, необходимо предусмотреть по крайней мере одно заливное и сливное отверстие и вентиляционное отверстие.Заливное отверстие должно быть настолько большим, насколько позволяет конструкция, но не менее 3 дюймов в диаметре на каждый кубический ярд (или 10 см в диаметре на каждый 1,0 кубический метр) объема с минимальным диаметром 2 дюйма (50 мм). По диагонали напротив заливного отверстия должно быть предусмотрено вентиляционное отверстие, по крайней мере, такого же размера. Это позволяет воздуху выходить и облегчает слив.
В резервуарах внутренние перегородки должны быть обрезаны на дне или снабжены подходящими дренажными отверстиями, чтобы обеспечить свободное течение расплавленного цинка.Люки, люки, бобышки и отверстия должны быть обработаны заподлицо, чтобы предотвратить улавливание излишков цинка.
Отверстия должны быть размещены так, чтобы флюс на емкости мог плавать на поверхности ванны. Они также предотвратят образование воздушных карманов, которые не позволят кислотной ванне полностью очистить внутреннюю часть сосуда.
Диаметр отверстия должен составлять не менее 1 дюйма на фут (83,3 мм на метр) диаметра резервуара. Минимально допустимый диаметр отверстия составляет 2 дюйма (50 мм).Цистерны диаметром более 48 дюймов (1,22 метра) должны иметь люк на одном конце и все шесть отверстий.
Такие изделия, как сосуды и ресиверы воздуха, которые должны быть оцинкованы только снаружи, должны иметь трубки для подводного плавания или удлиненные вентиляционные трубы. Эти отверстия обеспечивают выход воздуха из емкости выше уровня расплавленного цинка в котле для цинкования. Перед использованием этой временной арматуры следует проконсультироваться с гальванизатором.
Всегда разумно, чтобы оцинковщик просматривал чертежи закрытых или частично закрытых емкостей перед их изготовлением.Он может сообщить вам о любых изменениях, которые сделают ваш продукт лучше. Если изменение необходимо для облегчения цинкования, наименее затратное время для внесения изменений — до изготовления.
Вернуться к списку
Трубчатые и полые изделия
Трубчатые узлы, такие как поручни, колонны из труб, балки из труб, столбы уличных фонарей, опоры для передачи, фермы для труб и мосты для знаков, обычно оцинковываются.
Очистка.
Как и вся сталь, подлежащая гальванизации, трубы и другие полые материалы должны быть тщательно очищены до того, как расплавленный цинк сплавится со сталью для получения гальванического покрытия.Труба обычно вызывает две особые проблемы с очисткой:
- «Покрытие прокатного стана» (лак, лак и подобные материалы), нанесенное производителем, требует дополнительных затрат на удаление на заводе цинкования. Кроме того, некоторые составы, как иностранные, так и отечественные, чрезвычайно трудно удалить обычными чистящими растворами; может потребоваться взрывная работа. Удаление этого покрытия на заводе по цинкованию можно избежать, заказав у поставщика трубы без покрытия, за которые обычно не взимается дополнительная плата.
- Сварка труб с прокатным покрытием вызывает ожоги и карбонизацию лака в окружающих отапливаемых участках. Эта «сажа» должна быть удалена струйной очисткой или другими механическими средствами. Обгоревшее покрытие может быть удалено при струйной очистке для удаления сварочного флюса, но если сварка проводилась непокрытым стержнем, любая струйная очистка или другая ручная очистка дороги и крайне непрактичны.
Вентиляция.
Вентиляция трубчатых конструкций и полых конструкций является обязательной.
Любая травильная кислота или промывочная вода, которая может попасть в глухое или закрытое соединение, будет преобразована в перегретый пар и может создавать давление до 3800 фунтов на квадратный дюйм при погружении в расплавленный цинк при температуре 850 ° F (455 ° C). Это серьезная потенциальная опасность для гальванического оборудования и персонала.
Так как надлежащее цинкование требует, чтобы внутренняя и внешняя части были полностью очищены и покрыты цинком, воздух и пенистые флюсы должны течь вверх и полностью наружу; Чистящие растворы и расплавленный цинк должны стекать внутрь и полностью намочить поверхности.
Проще говоря, конструкция должна опускаться в раствор, не задерживая воздух. Он должен быть поднят из раствора, не задерживая какой-либо раствор. Следовательно, в узлах должны быть предусмотрены широкие проходы, которые позволяют входить и выходить потоки.
Поскольку оцинкованные элементы погружаются и извлекаются под углом, вентиляционные отверстия должны быть расположены в самой высокой точке, а дренажные отверстия — в самой нижней точке каждого элемента.
Все секции сборных трубопроводов должны соединяться между собой полностью открытым тройником или угловыми соединениями.Каждая закрытая секция должна иметь вентиляционные отверстия на каждом конце.
Большинство гальванизаторов предпочитают визуально определять вентиляцию снаружи при получении сборки. Это необходимо для проверки соответствия вентиляции, а также для того, чтобы убедиться, что она не была пропущена по ошибке. Некоторые гальваники могут не решаться обрабатывать сложные сборки труб (например, перила), если все вентиляционные отверстия не видны снаружи и не легко доступны для осмотра.
Опорные и концевые пластины должны быть спроектированы таким образом, чтобы облегчить вентиляцию и дренаж.Полное разрезание пластины обеспечивает минимальное препятствие для полного свободного потока в трубу и из нее. Поскольку это не всегда возможно, использование вентиляционных отверстий в пластине часто является решением.
Вентиляционные отверстия могут быть закрыты заглушками привода или заглушками, установленными после цинкования. Для этого часто используются свинцовые гири грушевидной формы. Их можно легко забить и отпилить заподлицо с окружающими поверхностями.
Рекомендуется полностью погрузить трубчатые конструкции в котел для цинкования за один раз.Это может быть трудно обнаружить во время осмотра из-за размера и формы предмета.
Допускаются различные методы создания вентиляционных отверстий, но при необходимости следует помнить о последующей закупорке этих отверстий.
Внутренние косынки и концевые фланцы также должны иметь вентиляционные и дренажные отверстия. В полых круговых формах они должны быть расположены диаметрально противоположно друг другу на противоположных концах элемента.
В прямоугольных полых формах четыре угла внутренних косынок должны быть обрезаны.Внутренние косынки во всех больших полых секциях должны иметь дополнительное отверстие в центре. Там, где есть фланцы или торцевые пластины, более экономично размещать отверстия во фланцах или пластинах, а не в секции.
Поручень.
- Вентиляционные отверстия должны располагаться как можно ближе к сварному шву и иметь диаметр не менее 3/8 дюйма.
- Внутренние отверстия должны быть на всю длину. трубы для лучшего качества цинкования и наименьшей стоимости цинкования.
- Вентиляционные отверстия в концевых секциях аналогичных секций должны иметь диаметр 1/2 дюйма.
- Любое устройство, используемое для монтажа в полевых условиях, которое предотвращает полные отверстия на концах горизонтальных направляющих и вертикальных опор, должно быть оцинковано отдельно и прикреплено после цинкования.
Вентиляционные отверстия должны быть видны снаружи любого узла трубы.
Если полные внутренние отверстия (полный внутренний диаметр трубы) не включены в конструкцию поручня, должно произойти следующее:
- Каждое вентиляционное отверстие должно располагаться как можно ближе к сварным швам и составлять 25% l.D. трубы, но не менее 3/8 дюйма в диаметре.
- Вентиляционные отверстия в концевых или аналогичных секциях должны иметь диаметр 1/2 дюйма.
- Любое устройство, используемое для монтажа в полевых условиях, которое предотвращает полные отверстия на концах горизонтальных направляющих и вертикальных опор, должно быть оцинковано отдельно и прикреплено после цинкования.
Вентиляционные отверстия должны быть видны снаружи любого узла трубы.
Прямоугольная трубная ферма
Вертикальные разрезы
Каждый вертикальный элемент должен иметь два (2) отверстия вверху и внизу, на расстоянии 180 ° друг от друга на одной линии с горизонтальными элементами.Размер отверстий предпочтительно должен быть одинаковым, а общая площадь двух отверстий на обоих концах вертикалей должна составлять не менее 30% площади поперечного сечения.
Торцевые пластины — горизонтальные
- Самое желанное — полностью открытое.
- Если H + W = 24 дюйма или больше, площадь отверстий. Зажимы должны составлять 25% площади трубки (В + Ш).
Если H + W менее 24 дюймов до 16 дюймов включительно — 30%.
Если H + W меньше 16 дюймов до 8 дюймов включительно — используйте 40%.
Если H + W меньше 8 дюймов — оставить открытым.
Трубная ферма 3 дюйма и больше
Вертикальные разрезы
Каждый вертикальный элемент должен иметь два (2) отверстия вверху и внизу, разнесенных на 180 ° на одной линии с горизонтальными элементами. Размер отверстий предпочтительно должен быть одинаковым, а общая площадь двух отверстий на обоих концах вертикалей должна составлять не менее 30% площади поперечного сечения.
Торцевые пластины — горизонтальные
- Наиболее желательно — полностью открытое ‘тот же диаметр.’
- Равные заменители — отверстия должны составлять не менее 30% площади внутреннего диаметра.
Секции коробки
ВНУТРЕННИЕ ВСТАВКИ должны располагаться не менее 36 дюймов.
Секции коробки — В + Ш-24 дюйма или больше — площадь отверстия плюс зажимы должна составлять 25% площади поперечного сечения коробки (В + Ш).
Секции коробки — В + Ш менее 24 дюймов, но больше или равно 16 дюймов — используйте 30%.
Секции коробки — H + W меньше 16 дюймов, но больше или равно 8 дюймов — используйте 40%.
Секции бокса — В + Ш до 8 дюймов оставить полностью открытыми; без торцевой пластины или внутренних косынок.
Следующая таблица предназначена только для квадратных коробок. Для прямоугольных профилей рассчитайте требуемую площадь и уточните расположение проемов у гальванизатора.
| Размер коробки В + Ш | Отверстия A-DIM | Уголки с фиксаторами B-DIM |
| 48 дюймов | 8 ” | 6 дюймов |
| 36 дюймов | 6 дюймов | 5 ” |
| 32 ” | 6 дюймов | 4 дюйма |
| 28 ” | 6 дюймов | 3 дюйма |
| 24 дюйма | 5 ” | 3 дюйма |
| 20 дюймов | 4 дюйма | 3 дюйма |
| 16 дюймов | 4 дюйма | 2 ” |
| 12 дюймов | 3 дюйма | 2 ” |
Конический — сигнальный рычаг
А.Малый конец полностью открыт.
Полюс Тарелка Конец
- Самое желанное — полностью открытое.
- Допустимые альтернативы — полукруги или паз и круглое отверстие должны составлять 30% площади внутреннего диаметра. полюсного конца конического рычага для внутреннего диаметра 3 дюйма и более. Отверстие должно составлять 45% площади полюсного конца сужающегося плеча, если внутренний диаметр меньше 3 дюймов.
Трубные колонны, трубные фермы, столбы уличных фонарей и передающие столбы с опорными пластинами и с заглушками или без них.
Расположение открытий
- Наиболее желательно — полностью открыть «того же диаметра», что и верхняя и нижняя секции.
Размеры
Отверстия на каждом конце должны составлять не менее 30% внутреннего диаметра. площадь трубы для трубы 3 ”и более и 45% внутреннего диаметра. площадь для трубы 3 ”или меньше.
Ниже приводится пример размеров секции диаметром 6 дюймов. Оставьте 30% площади л. для размеров отверстий на каждом конце.
# 2 Half Circle A — 1-3 / 4 ”R.
№ 3 Прорезь B = 3/4 дюйма — центральное отверстие C = диаметр 3 дюйма.
# 4 Полукруг D = 1-5 / 8 ”R.
Вернуться к списку
Минимизация искажений
Некоторые сборные узлы могут деформироваться при температуре цинкования в результате напряжений, возникающих во время производства стали и последующих операций изготовления.
Чтобы минимизировать искажения, инженеры-конструкторы должны соблюдать следующие рекомендации:
- По возможности используйте симметричные катаные профили вместо угловых или швеллерных.Двутавры предпочтительнее уголков или швеллеров.
- Используйте в сборке детали одинаковой или почти одинаковой толщины, особенно в местах соединений.
- Изогните элементы до максимально допустимого радиуса, чтобы минимизировать локальную концентрацию напряжений.
- Точно изготавливать элементы сборки, чтобы не приходилось прикладывать к ним силу, подпружинять или сгибать их в нужное положение во время соединения.
- Непрерывно сваривайте стыки, используя сбалансированные методы сварки, чтобы уменьшить неравномерные термические напряжения. Приемлемы шахматные методы сварки для получения непрерывного шва.При сварке в шахматном порядке материалов толщиной 1/8 дюйма (3,18 мм) или более легкого материала центры сварных швов должны быть ближе 4 дюймов (10,16 см).
- Избегайте конструкций, требующих двойного цинкования или прогрессивного цинкования. Предпочтительно строить сборки и подсборки в подходящих модулях, чтобы их можно было быстро и полностью погрузить в одно погружение. Таким образом, вся конструкция может равномерно расширяться и сжиматься. Если требуется двойное цинкование или прогрессивное цинкование, проконсультируйтесь с вашим оцинковщиком, если вы ожидаете больших различий в размере сечения.
- Проконсультируйтесь с вашим оцинковщиком относительно использования временных связей и / или усиления, чтобы минимизировать или предотвратить коробление и деформацию во время цинкования.
Рекомендации по минимизации деформации коробления приведены в Рекомендациях ASTM A384 «Защита от коробления и деформации во время горячего цинкования стальных сборок» и Спецификации CSA G164 «Горячее цинкование изделий неправильной формы».
Вернуться к списку
Перекрывающиеся и соприкасающиеся поверхности
При разработке изделий, которые будут оцинкованы после изготовления, лучше избегать узких зазоров между пластинами, перекрывающихся поверхностей, а также стыковых углов и каналов.
Если невозможно избежать перекрытия или соприкосновения поверхностей, все края должны быть полностью загерметизированы сваркой. Это связано с тем, что вязкость цинка не позволяет ему проникать в пространство размером менее 3/32 дюйма (2,38 мм). Вступают менее вязкие травильные кислоты, но не цинк
Две другие проблемы, возникающие при плотном перекрытии поверхностей:
- Кислоты для травления, которые могут быть захвачены, превратятся в пар, когда деталь будет погружена в ванну для цинкования.«Выдув» этого пара может предотвратить прилипание цинка к участку, прилегающему к стыку внахлест.
- Соли травильной кислоты могут удерживаться в этих труднодоступных местах из-за невозможности надлежащей промывки. Гальваническое покрытие может быть хорошего качества в прилегающей зоне, но влажность, встречающаяся спустя месяцы или даже недели, может смачивать эти кислотные соли. Это приведет к потеканию неприглядных пятен ржавчины на оцинкованном покрытии.
Чистящие растворы неэффективно удаляют масла и смазки, застрявшие между поверхностями в тесном контакте.Остаточное масло и смазка частично улетучиваются при температуре цинкования. Это предотвратит получение удовлетворительного цинкового покрытия в непосредственной близости от стыка внахлест. Важно указать, что соприкасающиеся поверхности стыка перед изготовлением должны быть тщательно очищены, а затем полностью герметизированы сваркой.
Если площадь сварного нахлеста велика, должны быть вентиляционные отверстия через одну или обе стороны в притертой области. Это сделано для предотвращения образования взрывоопасного давления любой влаги, попадающей через отверстие под штифт в сварном шве, в ванне для цинкования.Эта вентиляция становится более важной, когда поверхность большая или сталь тонкая. Информацию о размере и количестве вентиляционных отверстий см. В разделе «Рекомендуемые детали для оцинкованных конструкций». Вентиляционные отверстия можно закрыть после цинкования. Сварка уплотнения не является обязательной, но она не предотвращает улавливание влаги, внутреннее шуршание и просачивание, которые возможны в любом негерметичном соединении независимо от используемого защитного покрытия.
Если два стержня сходятся под углом, после сварки необходимо обеспечить зазор не менее 3/32 дюйма (2,38 мм), чтобы гарантировать смачивание участка расплавленным цинком.Может использоваться прерывистый угловой сварной шов. Это может быть только на одной стороне стержня или, при необходимости, прерывистый шахматный угловой сварной шов может использоваться с обеих сторон, так что не может образоваться карман. Однако этот тип сварки не подходит для несущих элементов.
Рекомендуемая практика ASTM A385 «Обеспечение высококачественных цинковых покрытий (HotDip)» содержит руководство по цинкованию перекрывающихся поверхностей.
Вернуться к списку
Отливки
Чистота очень важна для правильного и полного цинкования отливок.Тщательная абразивная очистка — наиболее эффективный метод очистки от формовочного песка и загрязнений. Обычно это достигается дробью или пескоструйной очисткой. Обычно предпочтительна дробеструйная очистка или комбинация дроби и дроби. Обычно отливки очищаются в литейном цехе, поскольку большинство гальванических предприятий не имеют оборудования для абразивоструйной обработки.
Обычный процесс кислотной очистки, используемый большинством гальванизаторов, плохо очищает отливки, потому что песок и другие поверхностные включения не удаляются соляной или серной кислотой.После абразивной очистки отливки можно подвергнуть оплавлению для подготовки к цинкованию.
Прочное гальваническое литье без напряжений с хорошей обработкой поверхности обеспечивает получение высококачественных гальванических покрытий. Для отливок, подлежащих оцинковке, должны применяться следующие правила проектирования и подготовки:
- Избегайте острых углов и глубоких углублений.
- Используйте крупные цифры и большие радиусы для облегчения абразивной очистки.
- Укажите однородные сечения стен.Неравномерная толщина стенок в определенных конструкциях отливок может привести к деформации и / или растрескиванию. Это результат напряжений, возникающих при повышении температуры отливки в процессе цинкования. Единообразные сечения стен и сбалансированный дизайн уменьшат это.
- Отливки подвергаются термической обработке перед цинкованием. При определенных условиях состава или термической истории ударная вязкость отливок из ковкого чугуна может быть значительно снижена в результате цинкования. Этого можно избежать, если отливки подвергаются термообработке перед цинкованием следующим образом:
- Нагрейте при температуре 1250 ° F (677 ° C), пока все секции не достигнут этой температуры (выдержка не требуется).
- Выполнить чистовую обработку и / или термообработку после абразивно-струйной обработки.
Вернуться к списку
Резьбовые детали
Оцинкованные крепежные детали рекомендуются для использования с узлами и узлами, оцинкованными методом горячего цинкования. Оцинкованные гайки, болты и винты обычных размеров можно легко приобрести у коммерческих поставщиков.
Узлы с болтовым соединением следует отправлять на гальванику в разобранном состоянии. Гайки, болты или шпильки, подлежащие оцинковке, также должны поставляться в разобранном виде.
Когда оцинковываемый элемент включает резьбовые узлы, делительный диаметр внутренней резьбы должен быть увеличен, чтобы обеспечить возможность ручной сборки после добавления цинка к наружной резьбе сопрягаемой детали.
Таким образом, болтыполностью оцинкованы, но внутренняя резьба гаек должна быть нарезана с большим размером после цинкования, чтобы приспособиться к увеличенному диаметру болтов. В то время как нарезание резьбы или повторная нарезка гаек после цинкования приводит к появлению внутренней резьбы без покрытия, цинковое покрытие на зацепленной наружной резьбе защищает оба компонента от коррозии.В целях экономии гайки обычно оцинковываются как заготовки, а резьба после цинкования нарезается с завышенной резьбой.
Для удаления излишков цинка и получения более гладких покрытий мелкие детали, включая крепежные детали, после извлечения из ванны для цинкования подвергают центрифугированию в специальном оборудовании.
Предметы, слишком длинные или слишком большие для центрифугирования, например длинные стержни с резьбой, можно чистить проволочной щеткой в горячем состоянии, чтобы удалить излишки цинка с резьбы.
Шпильки, приваренные к узлам, возможно, придется очистить после охлаждения узла.Это требует повторного нагрева ацетиленовой горелкой и очистки проволочной щеткой для удаления излишков цинка. По возможности следует рассматривать альтернативы приварным шпилькам.
Маскирование для предотвращения цинкования резьбы на трубе или фитингах очень сложно. Рекомендуемая практика — очистить или постучать после цинкования.
Анкерные приспособления (такие как резьбовые шпильки и анкерные болты) иногда рекомендуется оцинковывать только на резьбовых участках или на участках, которые должны быть открыты над землей. Это может быть дороже, чем цинкование всего устройства, из-за необходимости в дополнительном обращении.Для элементов, закрепляемых в бетоне, может быть предусмотрено полное цинкование. Исследования подтвердили высокую прочность сцепления и высокую эффективность гальванизированной стали в бетоне.
Резьбовые отверстия необходимо заменить на размер больше, чем после цинкования, если они должны содержать оцинкованный болт после сборки. После цинкования рекомендуется нарезание резьбы во всех отверстиях, чтобы исключить затраты на нарезание двойной резьбы и возможность нарезания поперечной резьбы.
Рекомендуемая нарезка гаек и внутренней резьбы следующая:
| Размер болта или шпильки Диаметр, дюймы | Минимальный переворот внутренней резьбы, дюймы * |
| 7/16 и менее | 0.016 |
| От 16 июля до 1 | 0,021 |
| Более 1 | 0,031 |
| * Применяется как для шагового, так и для вспомогательного диаметра, минимальных и максимальных пределов. | |
Для резьбы более 1 и 1/2 дюйма часто более практично, если позволяет расчетная прочность, перед цинкованием нарезать наружную резьбу на 0,031 дюйма (0,79 мм) меньшего размера, чтобы можно было использовать стандартный метчик на гайке. В спецификации ASTM A563 (A563M) «Гайки из углеродистой и легированной стали» обсуждается требуемая минимальная диаметральная величина перехлеста гаек, используемых с болтами, оцинкованными горячим способом.(Примечание: допуски на перекрытие, содержащиеся в A563 на момент печати, находятся на рассмотрении и пересмотре.)
Производители резьбовых деталей признают, что на их заводах, где должны быть оцинкованы определенные детали, должны соблюдаться специальные процедуры. Ниже приведены некоторые примеры:
- Рекомендуются стержни с низким содержанием углерода, поскольку высокое содержание углерода или кремния приводит к более тяжелому и грубому гальваническому покрытию резьбы.
- Нарезание или гибка резьбы горячим способом требует очистки на заводе-изготовителе для удаления окалины перед нарезанием резьбы.В противном случае при удалении окалины произойдет чрезмерное травление резьбы.
- Использование острых производственных инструментов обязательно. Рваные и рваные нити открываются в процессах травления и цинкования. Изношенные инструменты также увеличивают диаметр болтов. При длительных пробегах необходима частая проверка.
- Резьба стандартного размера нарезана на болте, а гайки стандартного размера после цинкования повторно нарезаются на размер больше.
Вернуться к списку
Движущиеся части
Когда оцинкованная сборка включает движущиеся части (например, ручки, скобы и валы), радиальный зазор составляет не менее 1/16 дюйма (1.59 мм), чтобы обеспечить полную свободу движения после добавления цинка во время цинкования.
Рекомендуется, когда это возможно, проектировать работу таким образом, чтобы петли можно было прикрепить болтами к рамам, крышкам, корпусам и т. П. После цинкования.
Петли следует оцинковывать отдельно и собирать после цинкования. Все петли, подлежащие оцинковке, должны быть со свободным штифтом. Перед цинкованием все смежные кромки следует отшлифовать, чтобы оставить зазор не менее 0,8 мм (1/32 дюйма).Отверстия для штифтов можно очистить от излишков цинка во время сборки. После оцинкования петель рекомендуется использовать штифт меньшего размера, чтобы компенсировать накопление цинка в процессе цинкования. При желании отверстия для штифтов в петлях могут быть расширены на 1/32 дюйма (0,8 мм) после цинкования, чтобы можно было использовать штифты стандартного размера.
Иногда необходимо подогревать движущиеся части, чтобы они работали свободно. Нагревание может вызвать обесцвечивание оцинкованного покрытия вблизи зоны повторного нагрева.
Вернуться к списку
Маркировка для идентификации
Опознавательные знаки на готовых изделиях должны быть тщательно подготовлены перед цинкованием, чтобы они были читаемыми после цинкования.
Не используйте краску для нанесения адресов, инструкций по отгрузке и номеров работ на оцинкованные изделия. Краски на масляной основе и пятна от мелков не удаляются кислотами для травления. Это приводит к дополнительной работе и дополнительным расходам со стороны гальванизатора для правильной подготовки стали к цинкованию.
Для временной идентификации необходимо указать съемные металлические бирки или водорастворимый маркер.
Если требуется постоянная идентификация, есть три подходящих альтернативы для маркировки стальных конструкций, подлежащих горячему цинкованию. Каждый из них позволит быстро идентифицировать элементы после цинкования и на месте сборки. Три варианта маркировки:
- Нанесите по трафарету стальную бирку (калибр не менее 12) и прочно прикрепите ее к конструкции с помощью стальной проволоки калибра не менее 9.Бирка должна быть прикреплена к изделию свободно, чтобы область под проволокой могла быть оцинкована, и чтобы проволока не «замерзла» на изделии, когда расплавленный цинк затвердеет. Также рекомендуется использовать более одной метки на каждом элементе работы, требующем идентификации. Использование при транспортировке может привести к случайной потере бирки. При желании бирки могут быть приварены непосредственно к материалам.
- Штамповка поверхности изделия с помощью трафаретов для высечки или серии меток кернером.Эти отметки должны быть размещены в стандартном месте на каждом из элементов. Они должны быть минимум 1/2 дюйма (12,7 мм) в высоту и 1/32 дюйма (0,08 мм) в глубину, чтобы обеспечить читаемость после цинкования. Этот метод не следует использовать для маркировки элементов, критических для разрушения.
- Использование серии сварных швов для маркировки букв или цифр непосредственно на изделии. Однако важно удалить весь сварочный флюс.
Не используйте алюминий, пластик, бумагу или краску для маркировки предметов перед цинкованием.
Вернуться к списку
Ремонт оцинкованной поверхности
Иногда горячеоцинкованные покрытия повреждаются из-за чрезмерно грубого обращения во время транспортировки или монтажа. Повреждение также может быть результатом сварки или газовой резки.
Если повреждены ограниченные участки, рекомендуется использовать ремонтные стержни или порошки из цинкового сплава с низкой температурой плавления, использовать краску с высоким содержанием органического цинка или использовать напыляемый цинк (металлизация) для защиты области.
Рекомендуемая практика ASTM A780 «Ремонт поврежденных покрытий горячего цинкования» охватывает допустимые методы восстановления поврежденных участков.
Вернуться к списку
Рекомендации после цинкования
Предотвращение пятен при влажном хранении
Когда оцинковщики знают, что после цинкования изделия будут складываться или храниться во влажной среде, они часто предлагают применить обработку после цинкования, которая предотвратит образование пятен от влажного хранения («белая ржавчина»).
Пятно от влажного хранения — это повреждение гальванического покрытия с образованием белого продукта коррозии. Это вызвано удерживанием конденсата или сточных вод между контактирующими поверхностями при плохой циркуляции воздуха.Хотя воздействие часто бывает поверхностным, несмотря на относительную громоздкость продукта коррозии, его внешний вид может быть нежелательным. Ваш гальванизатор может обсудить простые процедуры, которые можно применить на предприятии гальваники.
Для получения более подробной информации см. Публикацию AGA «Пятно при хранении при влажном хранении».
Живопись
В целом, гальваническое покрытие, используемое отдельно, обеспечивает наиболее экономичную защиту стали от коррозии. Когда оцинкованные покрытия окрашивают, это обычно делается из эстетических соображений, для идентификации или предупреждения, для маскировки или дополнительной коррозионной стойкости в тяжелых условиях эксплуатации или воздействия.
Во многих случаях идеальным сочетанием являются дуплексные системы цинкование с покраской. Оцинкованное покрытие обеспечивает стабильную основу, которая значительно увеличивает срок службы краски, в то время как пленка краски защищает цинковое покрытие, давая синергетический эффект, при котором комбинация сохраняется значительно дольше, чем все покрытие по отдельности.
Там, где сталь подвергается воздействию высококоррозионных сред или где доступ затруднен, и самые длинные из возможных систем горячего цинкования и окраски обеспечивают наилучшую защиту стали.Даже при неблагоприятных условиях воздействия достигается очень долгий срок службы, что обеспечивает исключительную экономичность по сравнению с другими системами покрытий.
Более длительный срок службы правильно подобранных и нанесенных лакокрасочных покрытий на оцинкованные стальные поверхности является следствием стабильной цинковой основы, которая предотвращает возникновение ржавчины на порах и царапинах и, как следствие, ползучесть под пленкой краски.
Результаты испытаний показывают, что подходящие лакокрасочные покрытия на оцинкованной стали достигают синергетического эффекта, при котором дуплексное покрытие сохраняется в три раза дольше до техобслуживания, чем эквивалентные лакокрасочные покрытия на черной стали.
Вернуться к списку
Соответствующие спецификации
Американское общество испытаний и материалов (ASTM)
A90 Методы испытаний веса покрытий на изделиях из оцинкованного (гальванизированного) железа или стали
A123 Цинковые (горячеоцинкованные) покрытия на изделиях из чугуна и стали
Al 43 Рекомендуемая практика защиты от охрупчивания изделий из конструкционной стали, оцинкованной горячим способом, и процедура обнаружения охрупчивания
Al 53 Цинковое покрытие (горячее погружение) на изделия из железа и стали
Высокопрочные болты A325 для соединений из конструкционной стали, включая подходящие гайки и плоские закаленные шайбы
A384 Рекомендуемая практика для защиты от коробления и деформации во время горячего цинкования стальных узлов
A385 Рекомендуемая практика для нанесения высококачественного цинкового покрытия (горячего погружения) на собранные изделия
Болты и гайки стойки трансмиссии из оцинкованной стали A394
A780 Практика ремонта поврежденных горячеоцинкованных покрытий
B6 Цинк Металлы (слябовый цинк)
E376 Рекомендуемая практика для измерения толщины покрытия методами испытаний магнитным полем или вихревыми токами (электромагнитными)
Канадская ассоциация стандартов
C164-M Горячее цинкование изделий неправильной формы
Характеристики цинкования Duncan
Раздел 05030-Гальванизация и покрытие металлов — доступно на диске в формате Mac или ПК или на компакт-диске.
Разница между горячим цинкованием и холодным цинкованием
Горячее цинкование и холодное цинкование разница:
1. Цинкование, также известное как горячее цинкование, представляет собой слиток, выплавленный при высоких температурах, количество дополнительный материал на месте, затем окунутая оцинкованная металлическая конструкция паза, металлический компонент на слой цинкового покрытия. Преимущества горячего цинкования от коррозии: его способность, адгезия и твердость цинкового покрытия лучше. нагревание, небольшое количество цинка, влажная среда очень легко отваливается.
2. Горячее цинкование (цинкование)
Горячее цинкование — это химическая обработка, это электрохимическая реакция.
Холодное цинкование — это физический адрес, просто почистите поверхностный слой цинка, цинковый слой легко отвалится. Конструкция с применением горячего цинкования.
Непрерывный процесс горячего цинкования: сталь → нагрев → охлаждение до температуры оцинковка оцинковка → охлаждение →
Холодный оцинкованный цинк составляет всего 10-50 г / м2, его собственная коррозионная стойкость по сравнению с горячим цинкованием большая разница.Оцинкованный по относительно более низкой цене.
Горячеоцинкованный стальной корпус представляет собой горячеоцинкованную поверхность при условии его сильной адгезии, нелегко упасть, хотя существует явление коррозии горячеоцинкованной трубы, но в течение очень длительного периода времени для удовлетворения технических требований и требований здоровья.
3. Технологические различия
Прежде всего, это различие между процессами: горячее цинкование — это обезжиривание заготовок, травление, погружение, погружение сушильной жидкости в расплавленный цинк на определенный период времени, может быть увеличен.
Также известное как электрооцинкованное холодное цинкование, заключается в использовании деталей электролизных устройств путем обезжиривания, травления ингредиентов в растворе соли цинка и подключения оборудования для анодного электролиза; на месте между частями цинковой пластины, подключенной к положительному положению электролизного оборудования, при включенном питании, использовании тока от катода к аноду направленного движения заготовки будет нанесен слой цинка.
Цинк завершил разницу: нет холодного цинкования горячего цинкования деликатный яркий внешний вид, но толщина цинкового покрытия аспектов холодного цинкования горячего цинкования составляет несколько раз.Оцинковка также устойчива к коррозии в несколько раз.
4. Экологические проблемы
Меньше выбросов в результате горячего цинкования.
Гальванизированные загрязнители — это в основном артефакты кислотного травления отходов.
Загрязняющие вещества, загрязненные холодным оцинкованием, включают части отходов кислотного травления, гальванические отходы, жидкие отходы, такие как пассивация.
Холодное цинкование Тип и количество сбрасываемых загрязняющих веществ намного больше, чем горячее цинкование.
Стандарты горячего цинкования: GB / T13912-92
Горячее цинкование: процесс горячего цинкования обычно завершается после подгибки, когда нагрузка составляет не менее 5 мм плоской стали, оцинкованное цинковое покрытие после среднего веса не менее 610 грамм / квадратный метр; когда толщина плоской стали нагрузки менее 5 мм, оцинкованное цинковое покрытие после среднего веса не менее 460 грамм / квадратный метр и после требований к качеству цинкования должно соответствовать положениям GB / T13912
Оцинковано? | Американская ассоциация гальванизаторов
У меня есть старая сталь, которая, возможно, когда-то была оцинкована.Как я могу сказать?
Сталь, покрытая системой защиты от коррозии, может не иметь следов ржавчины в течение многих лет. Если система защиты от коррозии неизвестна, это может быть полезно для владельца стали. Эта информация может определить количество оставшейся защиты от коррозии и дальнейшие действия для защиты от коррозии.
Горячеоцинкованная сталь сохраняет свой естественный матово-серый вид в течение многих лет в атмосферных условиях.В этот период обычно легко определить, подвергалась ли сталь горячему цинкованию, просто взглянув на нее. Однако со временем естественные процессы выветривания и коричневые пятна могут затруднить определение того, была ли сталь оцинкована. Визуальные подсказки и другие испытания могут определить, какая система покрытия была использована.
Измерение толщины покрытия
Магнитные датчики толщины покрытия или электронные датчики толщины покрытия измеряют толщину цветного покрытия на черной поверхности (стали).Цинковые покрытия, краски и даже краски с высоким содержанием цинка успешно измеряются на толщину с помощью этого типа датчика при нанесении на сталь. Испытания неразрушающие и могут проводиться в нескольких точках на поверхности стали. Горячеоцинковщики и маляры измеряют толщину покрытия, чтобы обеспечить соответствие спецификациям.
Владельцы часто используют этот метод, чтобы определить, была ли сталь оцинкована горячим способом. Его простота использования, доступность и неразрушающий характер делают его первым и очевидным выбором для подтверждения наличия покрытия.Перед проведением измерений поверхность следует промыть от всех органических загрязнителей и незакрепленных частиц, которые могут помешать измерениям толщины покрытия. Если широкий диапазон измерений толщины покрытия показывает ненулевые значения, на стали присутствует покрытие из цветных металлов.
Хотя этот метод подтверждает наличие покрытия, он не позволяет определить, какое покрытие из цветных металлов присутствует. Это может быть горячеоцинкованное покрытие, термическое напыление (металлизация), механическое покрытие или даже окраска.
После того, как измерения толщины покрытия определят, что покрытие из цветных металлов действительно присутствует, визуальные подсказки могут помочь решить, какое покрытие имеет дело. Например, если присутствуют пузыри и сколы, скорее всего, использованное покрытие — это краска. Если поверхность имеет цвет, отличный от естественного матово-серого цвета горячего цинкования, вероятно, это также краска. Также возможна окраска оцинкованного покрытия. Если поверхность обладает типичными чертами обветренного горячеоцинкованного покрытия (матово-серый, равномерно выветренный, возможны коричневые пятна), можно с уверенностью сделать вывод, что это действительно горячеоцинкованное покрытие.
Лабораторные испытания
Единственный способ узнать наверняка, какое покрытие присутствует — это лабораторные испытания. Например, с помощью различных форм спектроскопии можно взять образец рассматриваемого покрытия и получить разбивку имеющихся материалов. Покрытие, оцинкованное горячим способом, может иметь высокое содержание цинка снаружи покрытия с повышенным содержанием железа рядом с металлической подложкой. Цинковое металлизированное или механически гальваническое покрытие будет содержать высокое содержание цинка во всем покрытии.Краска с высоким содержанием цинка также будет иметь высокое содержание цинка, но также будет содержать другие смолы и связующие, типичные для этой системы.
Можно также сделать микрофотографию поперечного сечения покрытия, чтобы определить, какая система была использована. На покрытии, нанесенном методом горячего цинкования, будут видны интерметаллические слои, указывающие на металлургическую связь. Металлизированное или механически гальваническое покрытие не имеет этих слоев. На приведенном ниже рисунке можно различить эти покрытия.
Теперь, когда я знаю, что сталь оцинкована горячим способом, что мне делать?
Оставь это
Владельцы горячеоцинкованной стали, подвергшейся атмосферным воздействиям, имеют несколько вариантов продвижения вперед.Оставить сталь как есть и полагаться на существующую защиту от коррозии может быть жизнеспособным вариантом. Полностью выветрившееся горячеоцинкованное покрытие не будет иметь яркого и блестящего вида нового покрытия, но если на стали все еще присутствует достаточное количество цинка, более старое покрытие обеспечит защиту от коррозии еще на несколько лет. Ранее сделанные измерения толщины покрытия и график AGAs Time to First Maintenance можно использовать для прогнозирования оставшихся характеристик защиты от коррозии.
Покраска / ремонт
Владелец также может принять решение о нанесении финишного покрытия на оцинкованное покрытие, подвергшееся атмосферным воздействиям, с помощью системы окраски. Окрашивание цинкованием часто называют дуплексной системой. Краска придаст оцинкованному покрытию несколько дополнительных преимуществ, включая дополнительную защиту от коррозии и новый эстетический вид. Окраска полностью выветрившегося горячеоцинкованного покрытия часто выполняется успешно, требуя небольшой подготовки поверхности. Встречающаяся в природе цинковая патина образует клейкий профиль на поверхности покрытия, который отлично подходит для лакокрасочных систем.Согласно стандарту ASTM D6386 Стандартная практика подготовки поверхностей изделий из железа и стали с цинковым (горячеоцинкованным) покрытием и оборудования для окраски , подготовка поверхности полностью выветрившегося оцинкованного покрытия проста и включает недорогую механическую мойку.
Ремонт оголенных или поврежденных участков горячеоцинкованного покрытия также является вариантом, если владелец не желает ремонтировать всю поверхность. ASTM A780 Стандартная практика ремонта поврежденных и непокрытых областей горячеоцинкованных покрытий предлагает варианты с использованием краски с высоким содержанием цинка, металлизированного спрея цинка или припоев на основе цинка в качестве приемлемых материалов для ремонта.Это может быть вариантом, если есть лишь незначительные признаки ржавчины и мало участков, нуждающихся в ремонте.
Оцинковать повторно
Если оцинкованное покрытие разрушилось слишком сильно и требуется дополнительная защита от коррозии, есть возможность удалить старое оцинкованное покрытие и заменить его новым. К счастью, процесс химической очистки, используемый в установках горячего цинкования, также позволяет удалить цинковое покрытие с поверхности стали. Некоторые гальваники даже имеют отдельную кислотную ванну, используемую специально для этой цели.Сталь, которая была оцинкована в прошлом, может быть отправлена на завод по цинкованию, снята старое покрытие и повторно покрыта на месте. Экологичная переработка стали экономит время и деньги владельца.
% PDF-1.4 % 1170 0 объект > эндобдж xref 1170 86 0000000016 00000 н. 0000002845 00000 н. 0000002986 00000 н. 0000003150 00000 н. 0000003787 00000 н. 0000003902 00000 н. 0000006572 00000 н. 0000006888 00000 н. 0000007071 00000 н. 0000007184 00000 н. 0000007269 00000 н. 0000007642 00000 н. 0000008185 00000 н. 0000008662 00000 н. 0000009114 00000 п. 0000009440 00000 н. 0000009666 00000 н. 0000010034 00000 п. 0000010368 00000 п. 0000010789 00000 п. 0000011180 00000 п. 0000012401 00000 п. 0000012552 00000 п. 0000014713 00000 п. 0000014832 00000 п. 0000014912 00000 п. 0000015028 00000 п. 0000015438 00000 п. 0000015517 00000 п. 0000587357 00000 н. 00005 00000 н. 00005
Все, что нужно знать перед покупкой оцинкованных гвоздей
Зачем нужны оцинкованные гвозди? Быстрый ответ — замедлить процесс ржавления и коррозии, защитив ноготь цинковым покрытием.Гвозди из оцинкованной стали со временем ржавеют (используйте гвозди из нержавеющей стали, чтобы полностью предотвратить ржавчину), но гальванизация (цинковое покрытие) продлит срок службы гвоздя — по сравнению с альтернативами без покрытия. Поскольку стоимость нержавеющей стали часто в два или три раза превышает стоимость оцинкованной стали, многие подрядчики выбирают оцинкованный продукт в регионах, где иное не указано в строительном кодексе.
Итак, вы решили использовать оцинкованный гвоздь , но теперь необходимо определить, какой тип оцинкованного покрытия использовать.
Существует два основных типа оцинкованных гвоздей, которые вы найдете на складе для гвоздей: горячеоцинкованный (HDG) или электрооцинкованный (EG) . Другие типы гальванизации могут включать горячее цинкование барабана и механическое цинкование (также известное как гальваническое покрытие). Вы также можете увидеть некоторые оцинкованные изделия, указанные как , оцинкованные на 1000 часов , что означает, что эти изделия рассчитаны на то, чтобы выдерживать 1000 часов — или более — испытаний в солевом тумане.
Горячеоцинкованные гвозди — это высочайшее качество гальванизации, предлагаемое 1.Минимальная толщина цинкового покрытия 7 мил, равномерно покрывающая всю поверхность ногтя от головки до кончика — и обеспечивающая срок службы 30-50 + лет. Процесс горячего цинкования включает очистку стального корпуса, погружение гвоздя в расплавленный цинк и вращение для удаления излишков покрытия. Гвозди HDG идеально подходят для использования в помещении и на открытом воздухе и обеспечивают хорошее соотношение цены и качества. И, что дополнительное преимущество, крупные частицы цинка предлагают дополнительное «прилипание» к любой поверхности, с которой они соприкасаются, обеспечивая дополнительную удерживающую силу.
Для получения оцинкованного гвоздя высочайшего качества проверьте, одобрен ли он ACQ, что означает, что гвоздь можно использовать с пиломатериалами, обработанными ACQ под давлением. Для гвоздей HDG убедитесь, что гвоздь соответствует спецификациям ASTM A153 для горячего цинкования.
Для применений, где подходит гальванизация более низкого качества, гвозди с гальваническим покрытием являются одними из самых тонких покрытий, максимум 0,36 мил. Покрытие EG идеально подходит для внутренних работ и имеет средний срок службы от 5 до 10 лет в зависимости от окружающей среды.Подобно HDG, гальванически оцинкованные ногти также покрываются цинком, но с помощью электрического тока, который заряжает цинковую кислоту и прикрепляет ее к телу ногтя.
Несмотря на преимущества использования оцинкованного гвоздя, существуют определенные виды древесины, такие как кедр или красное дерево, где оцинкованные гвозди (особенно с гальваникой более низкого качества) быстро ржавеют и оставляют полосы на поверхности из-за химической реакции с древесина. Обычно мы рекомендуем использовать гвозди из нержавеющей стали при работе с этими породами дерева для гарантированно высокого качества отделки.
При заказе, если вы ищете именно гвозди, оцинкованные горячим способом, обратите особое внимание на описание продукта. Чаще всего, если гвоздь помечен как гальванизированный, но нигде конкретно не указывается горячее цинкование (HDG), гвоздь, вероятно, покрыт гальваническим покрытием более низкого качества, например гальванизированным (EG).
Большинство гвоздей, предлагаемых на сайте Nail Gun Depot, перечислены в зависимости от типа материала, покрытия или гальванизации, из которых они изготовлены.По дополнительным вопросам относительно того, какой тип гвоздя или скоба лучше всего подходит для вашего проекта, проконсультируйтесь со специалистом по продукции здесь . Вы также можете узнать больше, посетив Американская ассоциация гальванизаторов .
Конечно, всегда нужно знать строительные нормы и правила и требования к местности, с которой вы планируете работать.
~ Команда на складе гвоздей
.