
Как лудить провода: пошаговая инструкция
Практически во всех сферах электромонтажных работ, моделирования, робототехники, радиоэлектроники используются токоведущие провода, как соединительный элемент электрической цепи.
Среди огромного разнообразия методов соединений для получения качественного электрического контакта может выполняться пайка, клеммное обжатие, болтовое соединение, гильзовая обжимка. Но ни один контакт не может длительно сохранять электрические параметры без предварительного покрытия проводника слоем олова. Поэтому в данной статье мы рассмотрим, как лудить провода и для чего выполняется эта процедура.
Зачем нужно лудить провода?
Не смотря на то, что большинство проводников изготавливается из цветных металлов, особо не подверженных коррозионному разрушению, их поверхность, со временем, все же окисляется. Это приводит к возникновению полупроводникового слоя с довольно большим показателем омического сопротивления, значительно превышающим сопротивление металла. Из-за чего в местах окисления алюминиевых и медных проводов будет возникать чрезмерный нагрев и металла, и окружающих его элементов – изоляции, деталей, конструктивных частей. Перегрев, в свою очередь, может, как вывести со строя оборудование, так и привести к воспламенению горючих частей.
Из-за чего в местах окисления алюминиевых и медных проводов будет возникать чрезмерный нагрев и металла, и окружающих его элементов – изоляции, деталей, конструктивных частей. Перегрев, в свою очередь, может, как вывести со строя оборудование, так и привести к воспламенению горючих частей.
Процесс лужения подразумевает под собой нанесение защитного проводящего слоя на проводник. Такой слой должен равномерно распределяться по контактной поверхности и прочно закрепляться на ней, для чего разработана специальная технология.
Материалы и инструменты, чтобы лудить провода
Для того чтобы лудить провода вам понадобятся специальные вещества, слесарный и электрический инструмент. Их желательно заготовить заранее, чтобы вам не пришлось отвлекаться от работы и переделывать определенные этапы по-новому.
Сюда относятся:
- Инструмент для снятия изоляции – необходим для удаления диэлектрика с токоведущих частей, позволяет очистить с поверхности проводов полимерный, тканевый или лаковый состав.
 Можно использовать специализированные приспособления, но их приобретение выльется в приличную сумму, поэтому начинающие радиолюбители и мастера пользуются острым ножом или скальпелем, чтобы зачищать жилы.
Рис. 1: специализированное приспособление для снятия изоляции
Можно использовать специализированные приспособления, но их приобретение выльется в приличную сумму, поэтому начинающие радиолюбители и мастера пользуются острым ножом или скальпелем, чтобы зачищать жилы.
Рис. 1: специализированное приспособление для снятия изоляции - Приспособления для удержания и манипуляций с проводами – пассатижи, кусачки, пинцет и прочие. Позволяют перекусить токоведущие жилы, удерживать их под воздействием высоких температур, гнуть, подносить к паяльнику, чтобы лудить и т.д.
- Приборы для разогрева припоя – в зависимости от метода пайки выделяют устройства локального и общего воздействия. Первые из них представлены паяльниками и станциями, которые позволяют лудить провод в определенной точке. Они подходят, чтобы лудить провода малого и среднего сечения локально. Вторые представлены тигелями и печами, которые наполняются лудильной смесью для погружения металлических жил или мест пайки, они позволяют выполнять большие объемы работы и лудить провода большого сечения или целые детали.
 Рис. 2: разновидности устройств для разогрева припоя
Рис. 2: разновидности устройств для разогрева припоя - Флюсы и припои – являются расходными материалами, используются для покрытия проводов, при пайке скруток и т.д. Флюсы наносятся перед тем, как лудить провода, чтобы очистить поверхность и сделать ее более восприимчивой. И те и другие представлены широким ассортиментом, припои отличаются по химическому составу, тугоплавкости и электротехническим свойствам. Одни из них предназначены для медных проводников, другие только для алюминиевых проводников. Флюсы также имеют большой ассортимент, в быту чаще всего используют канифоль и паяльную кислоту, реже применяют подручные средства.
Перечень необходимых материалов и инструментов подбирается непосредственно перед тем, как лудить провода исходя из конкретных задач и особенностей обрабатываемой детали. А о назначении, применении и типах наиболее распространенных припоев и флюсов вы можете узнать из таблиц ниже.
Таблица 1: Наиболее распространенные флюсы для пайки
| Наименование флюса | Состав % от общего объема | Область применения флюса | Способ приготовления флюса | Удаление остатков флюса | |
| Канифольные не активные флюсы | |||||
| Канифоль светлая | Канифоль светлая — 100 | Пайка меди и ее сплавов легкоплавкими припоями | Готов к использованию | Спиртом или ацетоном, кистью | |
| Спирто — канифольный | Канифоль — 20 Спирт — 80 | Пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли | ||
| Глицерино — канифольный | Канифоль — 6 Глицерин -14 Спирт — 80 | Герметичная пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли, затем добавить глицерин | ||
| Канифольные активные флюсы | |||||
| Канифольный хлористо-цинковый | Канифоль — 24 Хлористый цинк — 1 Спирт — 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | Ацетоном, кистью | |
| Канифольный хлористо-цинковый (флюс паста) | Канифоль — 16 Хлористый цинк — 4 Вазелин — 80 | Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | ||
Кислотные активные флюсы. | |||||
| Хлористо-цинковый | Хлористый цинк — 25 Соляная кислота — 1 Вода — 75 | Пайка деталей из чёрных и цветных металлов | Кислоту медленно вливают в посуду до ¾ ее высоты с кусочками цинка, когда перестанут выделения пузырьки водорода, флюс готов | Промывка водой или раствором питьевой соды в воде, кистью | |
| Канифоль — 16 Хлористый цинк — 4 Вазелин — 80 | Флюс паста. Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | |||
| Канифоль — 24 Хлористый цинк — 1 Спирт — 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | |||
| ФИМ | Ортофосфорная кислота (плотность 1,7) — 16 Спирит этиловый — 1,6 Вода — остальное | Пайка меди, серебра, константана, платины, нержавеющей стали, черных и других металлов | Кислоту медленно вливают в посуду и затем добавляют спирт | Промывка водой, кистью | |
Таблица 2: Наиболее популярные припои для пайки паяльником
| Марка припоя | Состав % от общей массы | Температура плавления ˚С | Прочность при растяжении кг/мм | Область применения |
| Сплав Вуда | Олово — 12,5 Свинец — 25 Висмут — 50 Кадмий — 12,5 | 68,5 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен |
| Сплав д Арсе | Олово — 6,9 Свинец — 45,1 Висмут — 45,3 | 79 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей |
| ПОСВ-50 Сплав Розе | Олово — 25 Свинец — 25 Висмут — 50 | 94 | – | Для пайки и лужения деталей, чувствительных к перегреву |
| ПОСВ-33 | Олово — 33,4 Висмут — 33,3 | 130 | – | Для пайки деталей из меди, латуни, константана с герметичным швом |
| ПОС-61 (третник) | Олово — 61 Свинец — 39 | 190 | 4,3 | Для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом |
| ПОС-61М | Олово — 61 Свинец — 37 Медь — 2 | 192 | 4,5 | Для лужения и пайки тонких медных проводов и печатных проводников |
| ПОС-90 | Олово — 90 Свинец — 10 | 220 | 4,9 | Для лужения и пайки посуды для пищи и медицинских инструментов |
| ПОС-40 | Олово — 40 Свинец — 60 | 238 | 3,8 | Для лужения и пайки контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали |
| ПОС-30 | Олово — 30 Свинец — 70 | 266 | 3,2 | Для лужения и пайки деталей из меди, ее сплавов и стали |
| ПОС-10 | Олово — 10 Свинец — 90 | 299 | 3,2 | Для лужения и пайки контактных поверхностей в радиоаппаратуре |
| Авиа — 1 | Олово — 55 Цинк — 25 Кадмий — 20 | 200 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
| Авиа — 2 | Олово — 40 Цинк — 25 Кадмий — 20 Алюминий — 15 | 250 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
Пошаговая инструкция
Наиболее простым и распространенным способом, чтобы лудить поверхность, является обработка паяльником, поэтому рассмотрим детально такой способ. После того, как вы подготовили все необходимое, чтобы лудить провода, выполните следующие операции:
После того, как вы подготовили все необходимое, чтобы лудить провода, выполните следующие операции:
- Определите длину обрабатываемого участка – рекомендуется лудить отрезки в пределах от 10 до 50мм. Если нет каких-либо конкретных требований к этому параметру, то оптимальным будет расстояние в 10 – 20мм.
- Очистите отрезок провода от изоляционного покрытия, в данном примере используется острый нож, но можете применять и другие инструменты. Рис. 3: удалите изоляцию
Соблюдайте осторожность при удалении слоев диэлектрика, чтобы не повредить жилу, что особенно актуально для многожильных проводов, так как это существенно уменьшит их поперечное сечение.
- При наличии на проводах лаковой изоляции ее также следует удалить до появления металлического блеска. Рис. 4: очистить лак с провода
Для этого можете использовать тот же нож, но это не всегда представляется удобным. Так как тонкие проводники легче обрабатывать наждачной бумагой, напильником или химическими реагентами.
- Перед тем как лудить, необходимо очистить жало от остатков припоя, нагара, кусочков металла. Это можно сделать при помощи наждачки или напильника, особо крупные наплывы можно удалить ножом. Рис. 5: Очистьте жало паяльника
- Включите паяльник и дождитесь его полного прогревания. Если вы начинающий радиолюбитель и еще не можете опередить достаточность нагрева по времени или внешним признакам, коснитесь жалом паяльника олова, припой должен моментально расплавиться – это значит, что вы можете начинать паять паяльником. Рис. 6. Опробуйте достаточность прогрева паяльника
- Нагрейте паяльником зачищенные жилы и поместите их в канифоль. Рис. 7: опустите провод в канифоль
Дождитесь плавления флюса и аккуратными движениями проверните провод под жалом. Добейтесь равномерного распределения канифоли по поверхности. Если вы не будете лудить канифолью, а используете какие-либо специальные флюсы, технология их применения может отличаться.
- Разогрейте припой и нанесите его на кончик провода, если флюса оказалось достаточно, и он равномерно распределился по все поверхности, олово быстро покроет нужную вам площадь. Рис. 8: нагрейте и наберите припой
Поверните провод у жала паяльника, чтобы слой олова попал на всю площадь электрического контакта.
- После лужения внимательно осмотрите слой припоя, он должен иметь гладкую, ровную поверхность светлого цвета. Если ваш результат отличается (имеются комочки, неравномерное распределение или темные пятна), то лучше повторить процедуру и полудить провода снова.
В виду большого разнообразия медных и алюминиевых проводов, типов электрических соединений лудить такие элементы нужно по-разному, соблюдая определенную технологию. Такие знания доступны опытным радиолюбителям, но мы рассмотрим самые часто встречающиеся из них.
Советы профи о том, как лудить провода
Если под рукой нет заводского флюса, очистить поверхность от оксидов поможет таблетка аспирина, деревянная дощечка или пластик.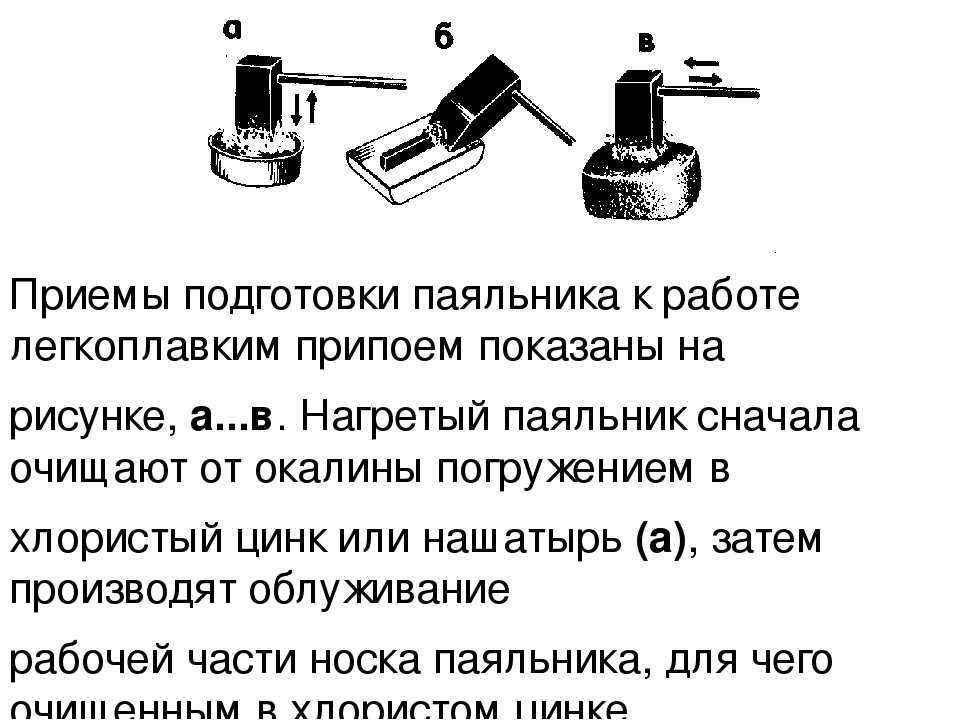 Каждый из этих компонентов достаточно расположить под проводник и паяльник, а выделяемые из них при нагревании вещества дадут нужный эффект.
Каждый из этих компонентов достаточно расположить под проводник и паяльник, а выделяемые из них при нагревании вещества дадут нужный эффект.
Наиболее эффективно лудить аспирином – это универсальное средство, пластик хорошо подходит для мелких многожильных марок кабельно-проводниковой продукции. Дерево требует длительного нагревания и прожигания до появления дыма, поэтому его целесообразно использовать как вспомогательный элемент.
Новые детали, которые вы достаете из упаковки, можно сразу паять, их ножки уже очищены заводом изготовителем, и их не нужно лудить, так как припой равномерно и прочно сцепиться с поверхностью без этого.
Рис. 9: пайка новой детали без луженияЕсли вы собираетесь лудить большую длину или обмоточные провода, лучше возьмите тигель, паяльником эту процедуру выполнять нецелесообразно.
Рис. 10: обжечь покрытие тонких проводовДля того чтобы припаять или залудить скрутку слаботочных проводников, к примеру, в гарнитуре мобильного телефона или наушниках, медную поверхность очищают от лака. Но делать это вручную довольно сложно, поэтому куда проще обжечь жилы зажигалкой и очистить от нагара.
Но делать это вручную довольно сложно, поэтому куда проще обжечь жилы зажигалкой и очистить от нагара.
Чтобы эффективно лудить металл старайтесь работать не ребром конца паяльника, а его плоской частью. Это увеличит площадь рабочей поверхности и улучшит прогревание.
Учтите, что со временем классические паяльники разогреваются еще больше, поэтому легкоплавкие припои могут скатываться с жала еще до того, как вы поднесете их к проводам. Чтобы избежать такого эффекта, не стоит включать устройство заблаговременно, сделайте это непосредственно перед тем, как начать лудить провод.
Видео инструкции
Как паять стальные детали
Нередко возникает надобность скрепить стальные детали без сверлений, и без сварки. Выручит пайка стали. Но как это сделать правильно, ведь здесь имеются особенные нюансы. Несколько рекомендаций от специалистов.
Какая сталь паяется хорошо
Отдельные марки стали хорошо поддаются пайке, другие паяются с большим трудом, ни с каким припоем соединяться не желают, ни под каким флюсом. Как правило, мягкие стали «для гвоздей» легко паяются. На бытовом уровне это можно объяснить и тем, что материал усеян микроскопическими кратерами и неровностями. Но также имеются электротехнические марки, особо твердые и упругие, и применяемые для валов, точной механики. Здесь уже как повезет…
Вопрос в том, что определить марку на глазок домашнему мастеру невозможно. Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Как выполняется соединение оловом – порядок действий
Все зависит от того, насколько удачно можно залудить данную деталь, насколько прочным окажется контакт оловянного припоя со сталью. Чтобы контакт оказался удовлетворительными, если это возможно вообще, нужно выполнить следующее:
- зачистку стали, химическую зачистка под припоем;
- разогрев детали до температуры плавления припоя, нахождение припоя на детали под флюсом некоторое время в текучем состоянии.
Зачистка стали выполняется сперва механически, — наждачной бумагой, убираются слои ржавчины и загрязнений. Затем в качестве флюса применяется состав, который хорошо реагирует с окислами железа.
Наиболее безобидной в применении, но эффективной в данном случае, оказывается ортофосфорная кислота, которую легко приобрести в автомагазине, как «очистку ржавчины».
Требуемая мощность разогревающих устройств полностью зависит от массы деталей.
Процесс пайки двух стальных деталей
Если нужно спаять два больших гвоздя, то мощности одного паяльника 100 Вт будет маловато. Для разогрева зажатого в тисках большого гвоздя, или подобной по массе детали из стали, нужно воспользоваться строительным феном. Или газовой горелкой.
Также понадобится вата на палочке, для подачи флюса в зону разогрева, и паяльник от 50 Вт.
- Зачищенная наждачкой сталь разогревается горелкой.
- На горячую деталь наносится ортофосфорная кислота и тут же подается паяльником расплавленный оловянный припой.
Как правило, у стальных деталей, которые поддаются пайке, возникает весьма прочная связь с оловом, т.е. происходи покрытие металла, — залуживание.
Это же повторяется с другой деталью. Затем разогреваются две детали, находящиеся вместе, и в зону контакта подается дополнительный припой паяльником.
Насколько прочна пайка стали, можно ли сделать прочнее
Прочность такого соединение будет обуславливаться многими факторами:
- прочностью связи припоя с металлом,
- площадью соединения,
- направлением нагрузки по отношению к спаянным плоскостям.
Но в любом случае прочность пайки оловом не идет ни в какое сравнение с тем, что привыкли понимать под прочностью характерной для стали или «сварка металла».
Упрочить можно применив другой припой, — специальные прочные составы и более тугоплавкие с включением серебра, цинка, меди и др.
Другое направление увеличения прочности – покрытие припоем не только плоскости, но и боковин детали, — охват детали припоем. Тогда сопротивление на отрыв при разнонаправленных нагрузках будет больше.
Особопрочная пайка, особые припои
Чтобы применить составы дающие прочное соединение со сталью, с собственной температурой плавления порядка 800 — 900 град, нужно использовать графитовый тигель.
Работу должны вести только специалисты по плавке металлов. Необходимо знать основы плавления металлов, порядок обращение с расплавами и технику безопасности. В общем, пайка стали сверхпрочными припоями выполняется на специализированных предприятиях.
Возможный состав припоя:
- 55% цинка, 45% меди, немного кремния для увеличения текучести.
Состав расплавляется под слоем угля в графитовом тигеле.
Стальные детали, подлежащие пайке, разогреваются газовой горелкой.
В качестве флюса используется ортофосфорная кислота.
Расплав подается на детали. Как правило, залуживание и пайка производятся за один разогрев и деталей и припоя.
Но подобная пайка стали по сложности превосходит простую сварку….
Но в быту, где нужно «залатать», «прикрепить», «состыковать» две стальные детали, нужно пользоваться припоями с низкой температурой плавления, типа свинцово-оловянных.
Как используется лужение и каковы его преимущества?
Джейн Макмаллен 1 февраля 2022 г.
Что такое лужение?
Лужение, также известное как лужение, представляет собой промышленный процесс металлизации, во время которого поверхность металлических предметов покрывается тонким слоем олова. Этот процесс может быть применен к целому ряду металлов, таких как железо, медь или сталь. После нанесения олова на этот металлический базовый элемент полученный материал обычно называют белой жестью.
Для чего используется лужение?
Лужение широко используется для гальванопокрытий в ряде отраслей промышленности, включая электронику, аэрокосмическую промышленность, производство ювелирных изделий, но, возможно, наиболее распространенным применением раствора для лужения являются жестяные банки, которые широко используются для хранения пищевых продуктов. Процесс лужения также используется при изготовлении кастрюль, сковородок и другой посуды, известной как жестяная посуда, а также при производстве электронных деталей и компонентов.
Как работает процесс лужения?
Два метода отделки металла, используемые производителями для создания луженых изделий, — это горячее погружение и гальваническое покрытие.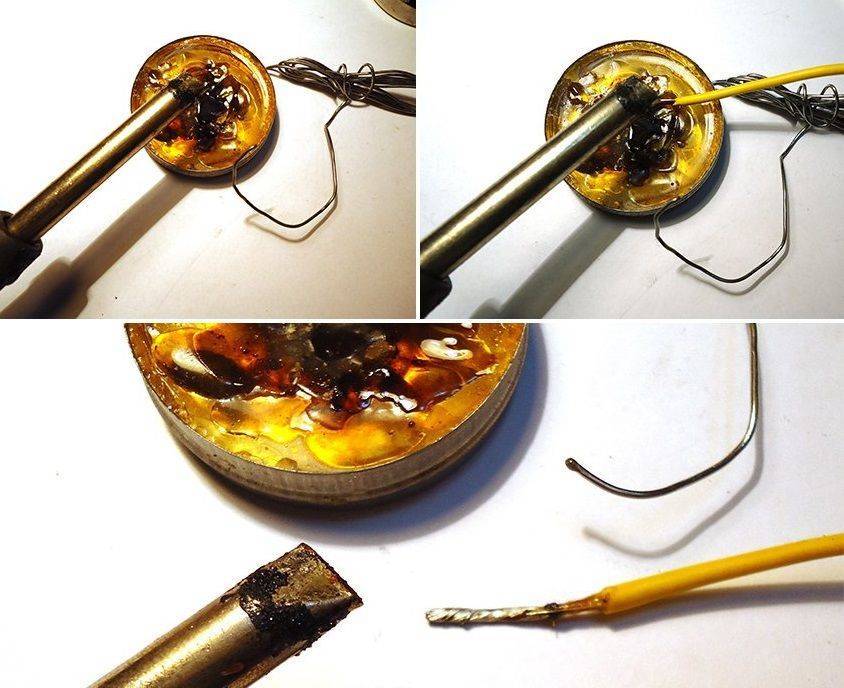 Горячее погружение, более старый метод, представляет собой процесс погружения металлического предмета в чистое расплавленное олово.
Горячее погружение, более старый метод, представляет собой процесс погружения металлического предмета в чистое расплавленное олово.
Альтернативой этому является покрытие объекта с помощью процесса оловянного гальванического покрытия, и именно этот процесс мы используем в Dorsetware. При гальванике олова покрываемый объект помещают в емкость, содержащую раствор одной или нескольких солей олова, растворенных в воде. Затем через воду пропускают электрический ток, который заставляет ионы олова притягиваться к металлическому предмету, создавая тонкое покрытие из олова. Затем металл с гальваническим покрытием кратковременно нагревают выше точки плавления олова, в результате чего поверхность становится гладкой и блестящей.
Каковы преимущества лужения?
Использование гальванического раствора олова имеет много преимуществ, некоторые из которых включают:
- Коррозионную стойкость
Гальваническое покрытие оловом — отличный метод защиты таких металлов, как железо или сталь, от коррозии. Тонкий слой олова на поверхности этих металлов может помочь предотвратить окисление и продлить срок службы ваших продуктов. Хотя цинкование также часто используется для борьбы с коррозией, известно, что цинк слишком токсичен для использования в пищевых или медицинских целях, поэтому лужение является идеальным решением для таких отраслей промышленности.
Тонкий слой олова на поверхности этих металлов может помочь предотвратить окисление и продлить срок службы ваших продуктов. Хотя цинкование также часто используется для борьбы с коррозией, известно, что цинк слишком токсичен для использования в пищевых или медицинских целях, поэтому лужение является идеальным решением для таких отраслей промышленности.
- Проводимость
Лужение может не только защищать другие металлы, поскольку оно также обеспечивает хорошую, чистую контактную поверхность, которая создает оптимальную поверхность для проведения электрических токов. Это делает блестящее кислотное олово идеальной металлической отделкой для электроники, проводки и кабелепроводов.
- Возможность пайки
Еще одно большое преимущество лужения заключается в том, что оно может улучшить паяемость металлического предмета, облегчая его сварку с другой поверхностью.
- Стоимость
И последнее, но не менее важное: гальваническое покрытие оловом является гораздо менее дорогим решением для металлизации, особенно по сравнению с другими металлами, такими как покрытие золотом или серебром.
В компании Dorsetware мы являемся экспертами в отрасли гальванического покрытия и обработки металлов и полностью аккредитованы для предоставления услуг по гальваническому покрытию блестящим кислотным оловом любых запрашиваемых предметов или продуктов. Узнайте больше о том, что наша команда может сделать для вас в нашем руководство по блестящему кислотному лужению .
Если вы хотите узнать больше о процессе лужения или узнать о наших услугах по лужению ярким кислотным покрытием, свяжитесь с компанией Dorsetware по телефону 01202 677939 или воспользуйтесь нашей контактной формой онлайн и Мы будем рады помочь.
Почему Dorsetware?
- Быстрый поворот
- Экспресс-сервис в течение 24 часов
- Аккредитация BSI
- Котировка без обязательств
- Количество не слишком мало
Узнать цену
Наша отделка
Нажмите на отделку ниже для получения дополнительной информации.
11 шагов, как паять олово (и жесть)
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Пайка белой жести — простой и увлекательный способ научиться основам пайки. Это может быть полезным навыком, особенно если вы планируете в будущем делать определенные ремонты кровли и стен. Конечно, это также может быть что-то, что вы научитесь использовать на жестяных банках просто для удовольствия. В любом случае, как именно вы паяете жесть?
Если у вас есть жесть и вам нужно несколько советов о том, как ее паять, вы обратились по адресу. Ниже вы найдете наше полное руководство по пайке белой жести. Мы рассмотрим, какие материалы вам понадобятся, как подготовить среду для пайки и сам процесс пайки. Надеюсь, к концу этой статьи вы обнаружите, что паять жесть проще, чем вы себе представляли.
Подготовьте материалы и рабочее место
Прежде чем приступить к пайке белой жести, убедитесь, что вы работаете в безопасной среде с нужными материалами, готовыми к использованию. Поступая таким образом, вы сэкономите себе много времени и избавитесь от разочарований, которые в противном случае были бы у вас из-за необходимости останавливаться и начинать на каждом шагу.
Поступая таким образом, вы сэкономите себе много времени и избавитесь от разочарований, которые в противном случае были бы у вас из-за необходимости останавливаться и начинать на каждом шагу.
Материалы, которые вам понадобятся для самого паяльника
Большинство материалов, которые вы используете, можно найти в любом местном магазине товаров для дома. Однако, если вы не можете найти там то, что вам нужно, Amazon должен помочь.
Следующие материалы важны для самой пайки, и их также следует приобрести и подготовить перед началом работы:
- Паяльник: Это ключ ко всему процессу. В зависимости от того, сколько жести вы паяете, вам может понадобиться утюг разного размера. Однако, как правило, для белой жести вам понадобится утюг мощностью от 35 до 50 Вт.
- Наконечник долото: Если вы впервые паяете жесть, проще всего использовать на паяльнике наконечник долото. Если вы хотите использовать другой тип наконечника, вы можете это сделать, просто убедитесь, что вы знаете о его преимуществах и недостатках.

- 5/50 Припой: Для подобного проекта проще всего использовать оловянно-свинцовый припой, однако при желании вы можете использовать чисто оловянный припой. Просто знайте, что если вы решите использовать бессвинцовый припой, ему потребуется более высокая температура. Обычно бессвинцовый припой используется, когда объект, который вы паяете, потенциально может вступить в достаточный контакт, чтобы вызвать отравление свинцом.
- Tin of Resin Flux: Это покрытие, которое наносится на края кусков белой жести перед их пайкой. Это гарантирует, что припой остается даже между двумя частями.
- Подставка для паяльника: Эти подставки предназначены для включения паяльника, когда он подключен к сети, но не используется. Просто будьте осторожны, многие из этих подставок сделаны из металла. Хотя они достаточно прочные, чтобы выдержать горячий паяльник, сами они могут сильно нагреться. Всегда осторожно поднимайте паяльник.
Обратите внимание, что это не единственные возможные инструменты для пайки, но и лучшие инструменты для пайки белой жести. Если вы решили перейти к другим типам металла, вам следует еще раз убедиться, что они подойдут и для него.
Если вы решили перейти к другим типам металла, вам следует еще раз убедиться, что они подойдут и для него.
Другие материалы, которые вы должны иметь наготове
Электрический паяльник, припой и флюс, изолированные на белом фоне с обтравочными дорожкамиПаяльник, припой и смола — это лишь часть того, что вам нужно для успеха. Очевидно, вам нужно что-то для пайки и несколько инструментов, которые помогут вам выполнить работу.
Следующие материалы помогут вам подготовиться к успешной пайке белой жести:
- Два куска белой жести: Белая жесть — это просто металл, на который нанесено оловянное покрытие. Это может быть что угодно, от консервной банки до стали со слоем олова снаружи. Для этого проекта вам понадобятся две детали, которые вы сможете спаять вместе.
- Паяльная доска: Паяльная доска — это поверхность, которую вы используете для пайки, чтобы случайно не прожечь дыру в рабочем столе.
 На выбор представлены различные виды из разных материалов. Для жести вам не нужна самая дорогая вещь. Подойдет большинство паяльных плат.
На выбор представлены различные виды из разных материалов. Для жести вам не нужна самая дорогая вещь. Подойдет большинство паяльных плат. - Чистящие средства: Вам может понадобиться очистить металл, который вы паяете. Если это так, вам понадобятся тряпки и вода. Вам также может понадобиться губка, если вы использовали паяльник раньше, чтобы вы могли его почистить.
- Напильник: Вам может понадобиться напильник, если на белой жести имеется тонкий слой декоративного или защитного материала. Конечно, от простой наждачной бумаги до дремеля, в зависимости от сложности удаления покрытия.
- Что-то, чтобы удерживать деталь: Вам нужно что-то, чтобы удерживать детали, которые вы припаиваете. Для чего-то вроде жестяных банок вы можете просто использовать зажимы. С другой стороны, для большинства небольших кусочков жести у вас может быть небольшой нож, чтобы прижать его к металлу и приложить к паяльной доске.
Вы, наверное, заметили, что с этими материалами есть много места для маневра.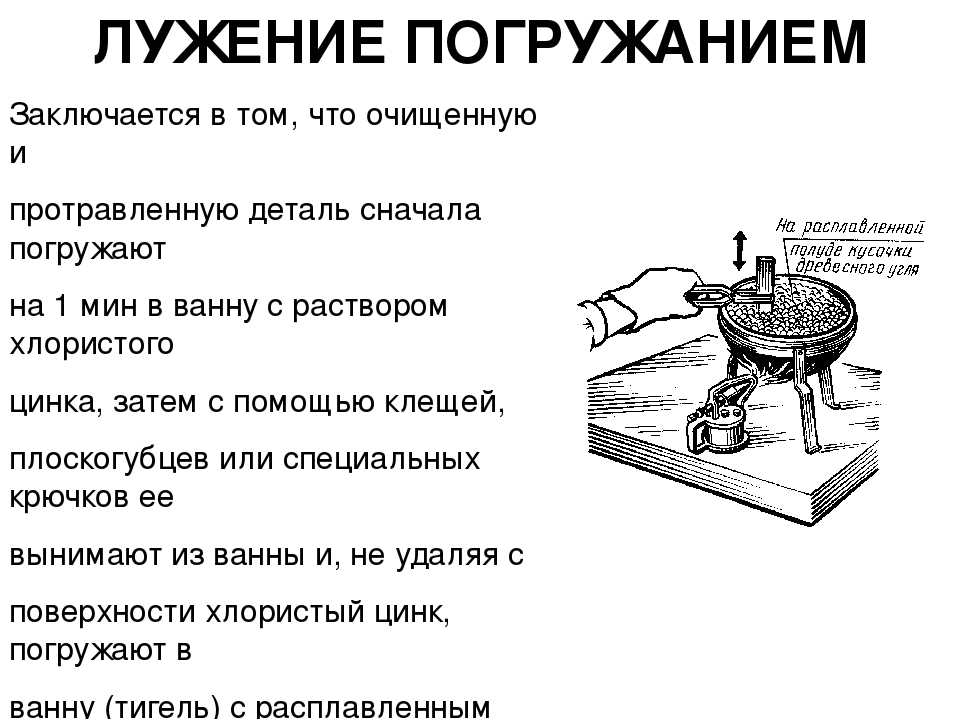 У вас есть выбор на вашей паяльной доске, чистящих средствах, напильнике и том, что вы используете для удержания ваших деталей. Просто используйте здравый смысл, чтобы решить, что подходит именно вам.
У вас есть выбор на вашей паяльной доске, чистящих средствах, напильнике и том, что вы используете для удержания ваших деталей. Просто используйте здравый смысл, чтобы решить, что подходит именно вам.
Например, если вам нужно снять толстый слой покрытия с белой жести, простой напильник не справится с такой задачей, как дремель.
Правильная среда для пайки белой жести
Создать правильную среду для пайки относительно легко, однако для вашей безопасности очень важно не пропускать и не замалчивать какие-либо шаги. Ниже мы описали 5 вещей, которые вам нужно сделать, чтобы подготовить правильную среду для пайки.
- Убедитесь, что ваше рабочее место хорошо проветривается: Вы хотите убедиться, что в помещении, где вы паяете, есть вентиляция. Некоторые материалы могут выделять пары, токсичные при сильной жаре. Это особенно верно, если вы используете припой со свинцом. Некоторые профессионалы даже рекомендуют направить вентилятор на рабочую станцию.
- Убедитесь, что паяльник чистый: Если вы использовали паяльник раньше, вам нужно очистить его наконечник, прежде чем использовать его снова. Проще всего это сделать непосредственно перед началом работы, после того как вы дадите ему нагреться. Простая влажная губка на конце избавит от этой грязи.
Подготовьте металл, который вы хотите спаять
Белая жесть, которую вы хотите спаять, может потребовать некоторой подготовки, прежде чем она будет готова. Если на металле есть покрытие, его придется удалить. Если есть мусор или грязь, их необходимо очистить.
Удаление покрытия с металла
Как мы указывали в разделе о материалах, вы можете использовать что угодно, от простой наждачной бумаги до дремеля, в зависимости от того, из чего сделано покрытие. Вы просто хотите работать вниз по материалу, пока белая жесть полностью не обнажится.
Очистка белой жести
Вы также можете почистить материал. Опять же, это действительно зависит от того, в каком состоянии он находится при первом запуске. Простая тряпка с небольшим количеством горячей воды подойдет, если требуется только чистка на уровне поверхности. Большую часть времени вы все равно должны использовать что-то вроде медицинского спирта на всякий случай.
Простая тряпка с небольшим количеством горячей воды подойдет, если требуется только чистка на уровне поверхности. Большую часть времени вы все равно должны использовать что-то вроде медицинского спирта на всякий случай.
С другой стороны, для более тщательной очистки вместо воды или медицинского спирта можно использовать растворитель для лака. В любом случае, это хорошо использовать после того, как вы отшлифуете края металлов, которые вы спаиваете вместе.
Подпилите края ваших материалов
Хотя края материалов, которые вы спаиваете, не обязательно должны совпадать на 100%, они не должны быть очень плотными. Возможно, вам придется немного подпилить края, чтобы они подошли. В зависимости от металла, который покрывает ваша банка, вы можете использовать что угодно, от наждачной бумаги до дремеля.
Очистите материалы
Начните с очистки материалов. Опять же, как мы уже говорили, вы можете использовать медицинский спирт, чтобы убедиться, что материалы чистые, и все должно работать нормально. В основном вам нужно, чтобы они были чистыми, чтобы вы могли без проблем наносить флюсовую смолу.
В основном вам нужно, чтобы они были чистыми, чтобы вы могли без проблем наносить флюсовую смолу.
Выполните «сухую подгонку» с использованием материалов из жести
Сухая подгонка — это когда вы соединяете два металла, которые хотите спаять, чтобы убедиться, что они действительно совпадают. Это гарантирует, что когда вы закончите, у вас будет ровно скрепленный кусок. Кроме того, выполнение этого действия еще до того, как вы нагреете утюг, избавит вас от необходимости начинать все сначала, если вы обнаружите, что они не подходят.
Если они не подходят, просто подпилите их еще немного, пока они не станут почти ровными. Небольшие участки, где их нет, все равно будут заполнены припоем, так что не беспокойтесь об этом.
Нагрев паяльника
Первый шаг прост, но важен. Для начала подключите паяльник и дайте ему нагреться. Вы поймете, что он такой горячий, каким и должен быть, когда припой на конце утюга начнет плавиться.
Помните, что когда паяльник нагреется, его необходимо очистить, если вы им уже пользовались.
Нанесите смолу на швы белой жести
Здесь вам просто нужно слегка нанести немного смолы на края швов двух частей, которые вы будете спаивать. Вам не нужно сходить с ума, просто убедитесь, что оба края равномерно покрыты.
Позвольте мне помочь вам улучшить вашу сварку!
Подпишитесь на мой еженедельный информационный бюллетень и получайте полезные советы, инструменты и теоретические сведения о сварке и соединении.
Соедините детали и нагрейте края
Держите более крупный или более удобный кусок белой жести вниз. Помните, что вы можете использовать нож, чтобы прижать его к столу, если он достаточно мал, или зажимы, если он имеет неудобную форму. На самом деле подойдет все, что не мешает пайке и не поглощает тепло.
Поместите другой кусок белой жести поверх того, который вы держите, и осторожно нагрейте концом паяльника края двух соприкасающихся материалов.
Обратите внимание, что все это должно быть сделано поверх платы для пайки. Вы же не хотите случайно сжечь свой рабочий стол или непреднамеренно начать пожар.
Вы же не хотите случайно сжечь свой рабочий стол или непреднамеренно начать пожар.
Нанесение припоя на края металла
После того, как вы достаточно нагрели металл, вы можете начать осторожно наносить припой на края металлов. Если вы хотите, чтобы в конце он выглядел более гладким, вы можете периодически стирать лишний припой по ходу работы. В любом случае вам нужно сделать это в каждой точке, где пересекаются края материалов.
Пожалуйста, не торопитесь на этом этапе процесса, чтобы не перепаять детали, не поскользнуться и не сделать ошибку. Как только на все края нанесен припой, вы готовы к очистке.
Дважды проверьте свою работу
Когда припой высохнет, у вас должен получиться один кусок металла вместо двух. Чем ярче и ровнее будут швы, тем лучше вы справились.
Не беспокойтесь, если у вас получится не совсем гладко, так как пайка требует практики, и нет ничего необычного в том, что вы несколько раз ошибетесь, прежде чем сделаете все правильно. Вот почему рекомендуется потренироваться на материалах, которые вам на самом деле не нужны, прежде чем браться за большой проект.
Вот почему рекомендуется потренироваться на материалах, которые вам на самом деле не нужны, прежде чем браться за большой проект.
Очистите свою рабочую станцию и наслаждайтесь
Осталось все очистить. Убедитесь, что вы отключили паяльник от сети, а не просто оставили его включенным. Это также действительно хорошее время, чтобы очистить наконечник для вашей следующей работы, если вы не хотите делать лишний шаг.
Итак, как паять жесть?
Настоящий ответ — осторожно. Будьте внимательны и соблюдайте все меры безопасности. Убедитесь, что у вас есть хорошо проветриваемое помещение, хорошая подставка для паяльника и паяльная доска. Если вы будете следовать шагам, которые мы изложили выше, все станет понятно.
Давайте все же быстро их просмотрим. Сначала соберите материалы. Подготовьте края белой жести, удалив покрытие и очистив их. Покройте стыки деталей флюсом из оловянной смолы. Нагрейте края, где встречаются два куска металла. Наносите припой и удаляйте излишки по ходу дела. И, наконец, очистите и наслаждайтесь конечным продуктом!
И, наконец, очистите и наслаждайтесь конечным продуктом!
- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
Мы очень ценим ваш отзыв!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Александр Берк
Немного о себе: Я сертифицированный международный инженер по сварке (IWE), работавший в различных проектах по сварке TIG, MIG, MAG и контактной точечной сварке. В последнее время он работал инженером-технологом по процессам лазерной и TIG-сварки.
Чтобы ответить на некоторые вопросы, которые мне часто задавали или задавались во время работы, я завел этот блог.