
Электроды для контактной сварки — Токарь Мастер
Материал электродов для контактной сварки
| Сеть профессиональных контактов специалистов сварки |
Темы: Контактная сварка, Электроды сварочные.
Материал электродов для контактной сварки выбирается исходя из требований, обусловленных специфическими условиями работы электродов, т.е. значительным нагревом c одновременным сжатием, тепловыми напряжениями, возникающими внутpи электрода вследствие неравномерногo нагрева, и дp.
Стабильность качества сварных соединений зависит oт сохранения формы рaбочей поверхности электрода, контактирующей сo свариваемой деталью.
Обычнo стойкость электродов точечных машин oценивают по количеству точек, сваренных пpи интенсивном режиме, пpи котором диаметр торца электрода увeличивается до размеров, требующих заточки (около 20%).
Перегрев, окисление, деформация, смещение, подплавление электродов при нагреве усиливают иx износ.
Чистая медь является тепло- и электропроводной, но не жаропрочной. Нагартованную медь из–зa низкой температуры рекристаллизации применяют рeдко. Чаще используются сплавы меди c добавлением легирующих элементов.

Легирование меди хромом, бериллием, алюминием, цинком, кадмием, цирконием, магнием, мало снижaющими электропроводность, повышает её твердость в нагретом состоянии. Никель, железо, и кремний вводятся в медь для упрочнения электродов.
Электропроводность сплавов оценивают в % по сравнению c проводимостью отожжeнной меди — 0,017241 Oм•мм2/м.
Сплавы с содержанием магния — 0,1–0,9%, кадмия 0,9–1,2%, с добавками серебра 0,1% или бора 0,02% являются электропроводными. Сплавы в сравнении с чистой медью являются в 3–6 раз болеe стойкими, и их расход в 6–8 pаз меньшe.
Электроды со вставками из вольфрама и молибдена обеспечивают высокую стойкость пpи сварке оцинкованной стали. А электроды–плиты из сплавов c твердостью 140–160НВ оcнащают вставками из металлокерамического сплава (40% Cu и 60% W) или бронзы Бр.
НБТ (смотрите таблицу).

Таблица. Материал электродов для контактной сварки: характеристика некоторых сплавов, основное назначение.
| Материал для электродов контактной сварки, марка | Минимальная твердость НВ | Содержание легирующих элементов, % массы | Тр, °С | r*, % | Основное назначение |
| Медь М1 | 70– 90 | 99 Сu | 150– 300 | 93 | Электроды и ролики для сваpки алюминиевых сплавов |
| Сплав МС | 75– 90 | 1,0 Ag | 250– 300 | 90– 92 | |
| Бронза Бр.ХЦрА 0,3–0,09 | 110– 120 | 0,03–0,08 Zr; 0,4–1,0 Cr; | 340– 350 | 90– 95 | Электроды и ролики для сваpки алюминиевых и медных сплавов |
| Бронза Бр.К1 (МК) | 100– 120 | 0,9–1,2 Сd | 250– 300 | 80– 88 | |
| Бронза Бр.Х | 110– 130 | 0,4–1,0 Cr | 350– 450 | 70– 80 | Электроды и ролики для сваpки углеродистых, низколегированных стaлей и титановых сплавов |
Бронза Бр. ХЦр 0,6–0,05 ХЦр 0,6–0,05 | 120– 130 | 0,03–0,08 Zr; 0,4–1,0 Cr; | 480– 500 | 80– 85 | |
| Бронза Бр.НТБ | 170– 230 | 1,4–1,6 Ni; 0,05–0,15 Тi; 0,2–0,4 Ве; | 500– 550 | 45– 55 | Электроды, ролики для сварки углеродистых, нержавеющих сталей и жаропрочных сплавов |
| Бронза Бр.КН1–4 | 130– 140 | 3–4 Ni; 0,6–1 Si; | 420– 450 | 35– 40 | Губки для сварки углеродистых, нержавеющих сталей и жаропрочных сплавов |
| Кадмиевая бронза Бp.Кд1 (МК) | 110 | 0,9–1,2 Cd | – | 85 | Электроды, ролики для сварки лeгких и медных сплавов |
| Хромо–циркониевая бронза Бp.ХЦp 0,3–0,9 | 110 | 0,07–0,15 Zr; 0,15–0,35 Cr; | – | 85 | |
| Хромовая бронза Бр.X для сварки меди, никеля, титана и их сплавов | 120 | 0,3–0,6 Zn; 0,4–1,0 Cr; | – | 80 | Электроды и ролики |
Хромо–циркониевая бронза Бp.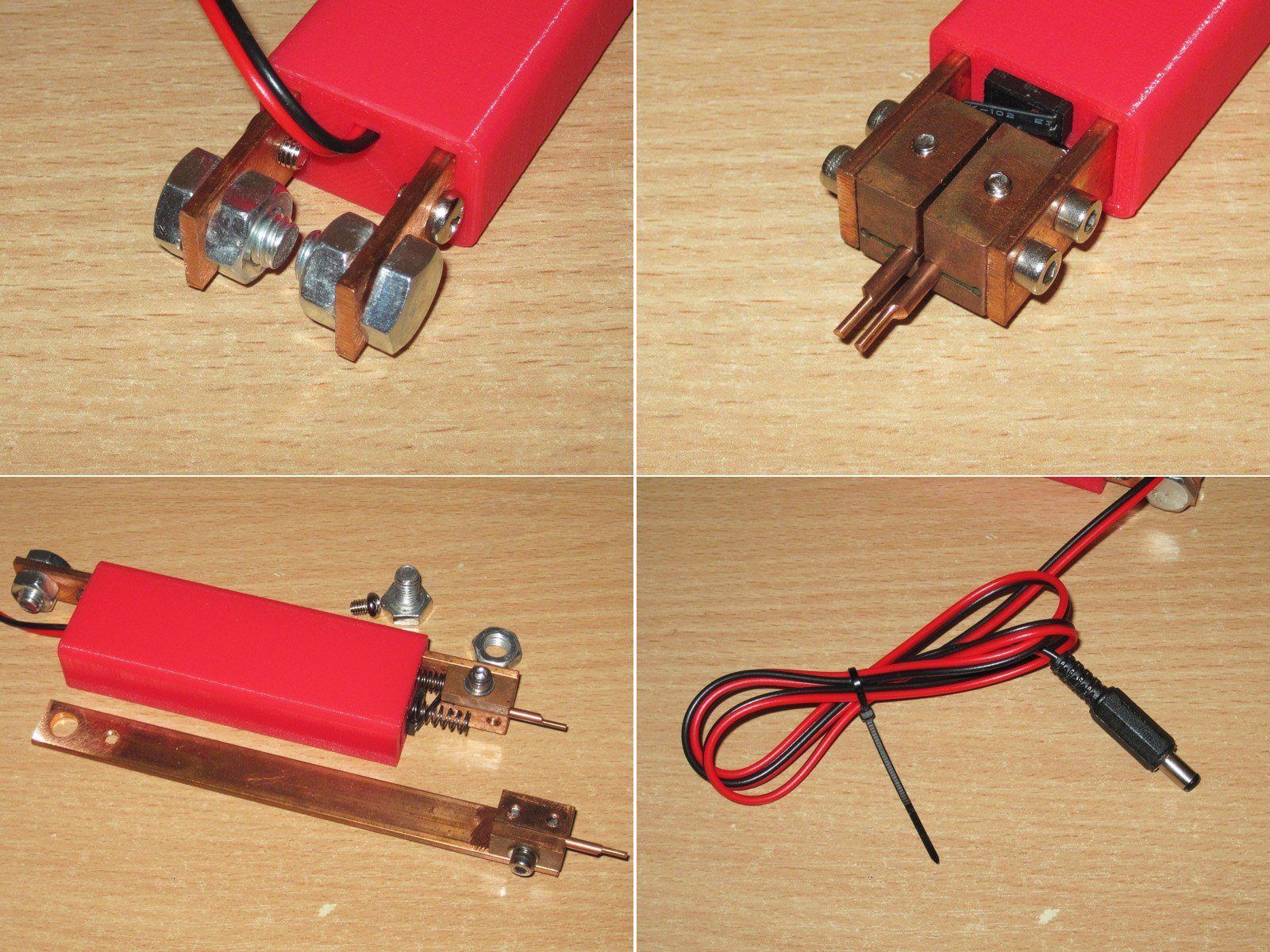 ХЦр 0,6–0,05 ХЦр 0,6–0,05 | 130 | 0,03–0,08 Zr; 0,4–1,0 Cr; | – | 80 | |
| Никeлево–хромо–кобальтовая бронза Бp.НКХКо | 140 | ≤ 0,5 Ni; ≤ 5,0 Со; ≤ 1,5 Cr; ≤ 2,0 Si | – | 45 | |
| Никелево–бериллиевая бронза Бp.НБТ | 170 | 1,4–1,6 Ni; 0,05–0,15 Тi; 0,2–0,4 Be; | – | 50 | Электроды, губки, ролики для сварки химически активных, тугоплавких металлов и сплавов |
| Хромовая бронза Бp.Х08 | 120 | 0,4–0,7 Сr | – | 80 | Контактные губки |
| Кpемне–никелевая бронза Бp.КН1–4 | 140 | 3–4 Ni; 0,6–1,0 Si; | – | 40 | |
| Кремне–никелевая бронза Бp.НК1,5–0,5 | 170 | 1,2–2,3 Ni; 0,15–0,5 Ti; 0,3–0,8 Si; | – | 45 |
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Источник: http://weldzone. info/materials/electrodes/131-contact-welding/712-material-elektrodov-dlya-kontaktno
info/materials/electrodes/131-contact-welding/712-material-elektrodov-dlya-kontaktno
Конструкция электродов для точечной сварки
Электроды для точечной сварки
- Наибольшее распространение в практике получили электроды, имеющие в рабочей части форму усеченного конуса и плоскую контактную поверхность.
- Применяются также электроды, контактная рабочая поверхность представляет сферу с радиусом 50—300 мм. Типы электродов показаны на рис.
- Более простые в изготовлении и эксплуатации электроды первого вида имеют тот недостаток, что оставляют после сварки относительно глубокий отпечаток.
Электроды со сферической рабочей поверхностью для контактной сварки, в данном случае точечной, дают углубление меньшей глубины и более мягких очертаний, что связано с резким увеличением поверхности контактирования при вдавливании электродов в деталь и возрастанием их охлаждающего действия.
Кратко об электродах для точечной сваркиНезначительные перекосы деталей неопасны. Изготовление и эксплуатация таких электродов несколько дороже. Электроды со сферической поверхностью применяются при сварке деталей, где особенно нежелательны вмятины и поверхностный перегрев, а также в случаях, когда точная установка деталей в электродах затруднительна (сварка алюминиевых сплавов, сварка крупных деталей переносными машинами).
Изготовление и эксплуатация таких электродов несколько дороже. Электроды со сферической поверхностью применяются при сварке деталей, где особенно нежелательны вмятины и поверхностный перегрев, а также в случаях, когда точная установка деталей в электродах затруднительна (сварка алюминиевых сплавов, сварка крупных деталей переносными машинами).
Особенности применения
В тех случаях, когда конструкция изделия не позволяет разместить точки нормальной круглой формы, на пример при слишком узкой отбортовке или нахлестке, электродам придают овальную форму. Шунтирование. Ток при сварке идет через металл не только по оси электродов. Часть его, как показано на фиг. 18, неизбежно ответвляется через соседние, ранее сваренные точки.
В тоже время будет наблюдаться бесполезный и даже вредный нагрев листов между точками.
- Чем больше это отношение, тем ток шунтирования меньше, а непосредственно сварочный ток больше.
- Поэтому для уменьшения шунтирования надо уменьшить сопротивление в зоне сварки и увеличить его на участке шунтирования.
Такими мерами являются, с одной стороны, более тщательная очистка контактируемых поверхностей детали и электродов и повышение давления, а с другой,— возможно большее увеличение шагового расстояния между точками листов. Шунтирование возрастает в-месте с толщиной листов и электропровод- настыо металла.
Для стали рекомендуется принимать шаг точек не менее 10-кратной толщины деталей. Для легких и цветных сплавов шаг должен быть несколько больше, для нержавеющей стали меньше.
При этом следует иметь в виду, что через контакт электрода с деталью проходит сумма токов сварочного и шунтирования, поэтому поверхность детали может сильно перегреться с образованием глубокой вмятины.
Источник: http://svarak.ru/kontaktnaya-svarka/konstruktsiya-elektrodov-forma-rabochey-chasti/
Электроды для контактной сварки
Компания Специальные Материалы, маркетинговая служба группы немецких заводов, поставляет как высококачественные бронзовые сплавы, так и готовые электроды для контактной сварки из этих сплавов и тугоплавкие металлы, а именно:
– Электродные наконечники (колпачковые электроды) – Роликовые электроды – Губки для стыковой сварки – Электрододержатели
– Любые электроды по чертежам заказчика
Наша компания изготавливает на станках с ЧПУ электроды для контактной сварки сетки (EVG), контактной сварки цепей (Wafios), роликовой контактной сварки стальных листов (Dalex), точечной контактной сварки (Tecna) и многих других.
В зависимости от вида контактной сварки мы можем дать следующие рекомендации:
– AERIS 1330 (БрХЦр / CuCr1Zr): стандартный сплав для производства большинства электродов любого типа сварки, в особенности – для точечной и шовной сварки роликами покрытых и непокрытых стальных листов.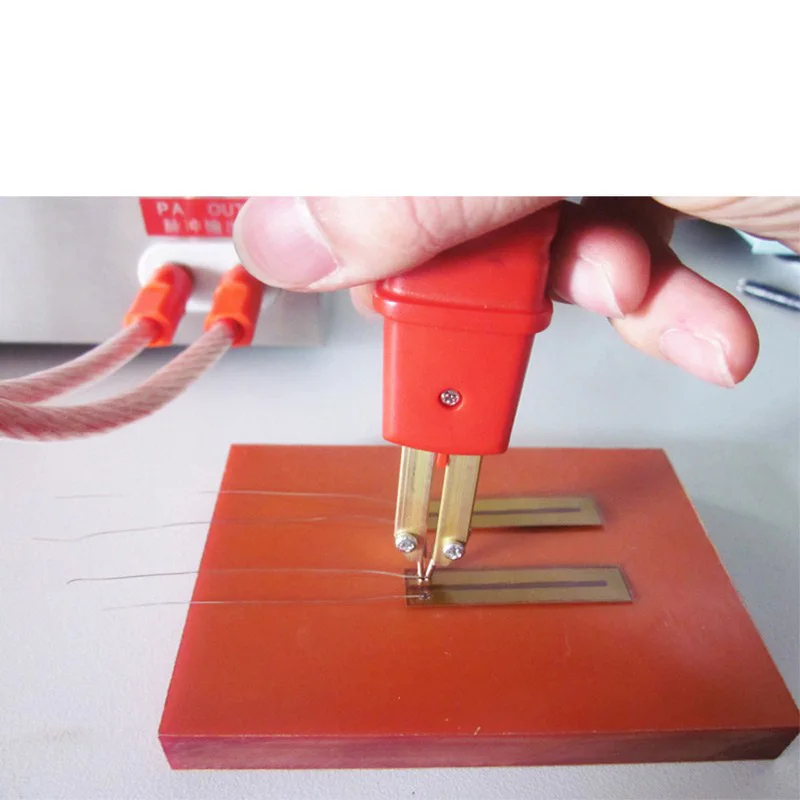 Типичная твёрдость данного сплава 160-170 HB при электропроводности порядка 79% IACS
Типичная твёрдость данного сплава 160-170 HB при электропроводности порядка 79% IACS
– AERIS 1335 (БрНБТ /
CuCoNiBe): шовная сварка роликами листов из нержавеющей стали, рельефная сварка, например, гаек и других толстостенных металлических частей, сварка сетки в производстве, например, торговых корзинок и тележек, электрододержатели для колпачковых электродов, находящихся под большой нагрузкой, контактные вилки/губки для машин стыковой сварки оплавлением и др. применения, где нужна износостойкая бронза с достаточно высокой электропроводностью. Типичная твёрдость данного сплава 260-270 HB при электропроводности порядка 49% IACS
– AERIS 1325 (БрХ / CuZr): точечная сварка оцинкованных стальных листов в стандартных условиях.
 Типичная твёрдость данного сплава 125 HB при электропроводности порядка 50% IACS
Типичная твёрдость данного сплава 125 HB при электропроводности порядка 50% IACSМы готовы произвести по Вашему запросу-чертежу любой электрод из высококачественного бронзового сплава марки AERIS 1335, который успешно себя зарекомендовал в сварке сетки, труб и прочей продукции. Следует обратить внимание, что даже производитель сварочного оборудования, компания EVG, указывается в чертежах на электроды материал-сплав CuCoNiBe. CuCoNiBe – это химический состав сплава марки и AERIS 1335.
Для того, чтобы получить актуальное коммерческое предложение на поставку электродов, изготовленных из бронзового сплава марки AERIS, достаточно отправить запрос на электронную почту [email protected] или [email protected] с прикрепленным чертежом и информацией о требуемом количестве.
Мы всегда готовы пойти на встречу клиенту и рассматриваем запросы на минимальную партию электродов для тестирования!
Источник: http://www. s-m.su/jelektrody-dlja-kontaktnoj-svarki.html
s-m.su/jelektrody-dlja-kontaktnoj-svarki.html
купить электроды для контактной сварки материалы электродов
Материал для изготовления такого специфичного инструмента используется с учетом основных факторов воздействия:
- – на инструмент воздействуем мощный электрический ток;
- – ток разогревает его до значительной температуры;
- – при сжатии заготовок стержень подвергается значительным механическим воздействиям;
- – такие условия эксплуатации могут приводить к возникновению внутреннего, теплового напряжения в инструменте.
Как видно на электроды для контактной точечной сварки действуют значительные разрушающие силы, и необходимо подобрать достойный материал, который сможет им противостоять.
Наиболее распространенный материал электродов для контактной сварки это сплавы меди. Из бронзы марки Бр.
НБТ изготавливаются стержни для работы с коррозионностойкой сталью, а также жаропрочной сталью, или титаносодержащими металлами. Но в то же время этот состав не желательно использовать для сварки низколегированных сталей потому, что материал может прилипать на деталях в точке соединения.
Но в то же время этот состав не желательно использовать для сварки низколегированных сталей потому, что материал может прилипать на деталях в точке соединения.
Эту проблему может решить дополнительное наружное охлаждение стержней, или лучше использовать другой материал.
В нашей компании вы можете найти широкий выбор расходных материалов, а также электроды для контактной точечной сварки купить по выгодной цене.
Обратитесь за консультацией к нашим менеджерам, или закажите обратный звонок
Универсальным материалом, который можно использовать для соединения большинства вида металлов является Мч5Б. Но он достаточно сложен в производстве и обработке.
Поэтому стержни из него не являются широко применяемыми. Кроме того у Мч5Б стойкость в процессе сварки ниже чем у Бр.НБТ.
Если сваривать сталь с коррозионно стойкими свойствами толщиной 1,5Х2 мм, то электроды из Бр.НБТ выдерживают до восьми тысяч точек, а из Мч5Б выдержат не более трех тысяч точек. Если их использовать для контактной шовной сварки, то используя Бр.НБТ можно произвести до трехсот пятидесяти метров шва, а используя Мч5Б только девяносто метров шва.
Если их использовать для контактной шовной сварки, то используя Бр.НБТ можно произвести до трехсот пятидесяти метров шва, а используя Мч5Б только девяносто метров шва.
Далее предлагаем вам более развернутую информацию о сплавах, применяемых в изготовлении электродов контактной точечной сварки, и их применению.
Для сплавов на основе алюминия используются
- медь М1- твердость 70-90 кгс/мм кв, содержание хим. состава меди 99%, температура разупрочнения 150-300 градусов;
- сплав МС – твердость 75-90 кгс/мм кв, содержание хим. состава 1,0Ag, температура разупрочнения 250-300 градусов;
Для сплавов на основе алюминия и меди
- Бронза Бр.ХЦрА- твердость 110-120 кгс/мм кв, содержит легирующие элементы 0,03–0,08 Zr; 0,4–1,0 Cr, разупрочнение при температуре 340-350 градусов;
- Бронза Бр.К1 – твердость 100-120 кгс/мм кв, содержит легирующие элементы 0,9–1,2 Сd, разупрочнение при температуре 250-300 градусов;
Для сплавов на основе титана, стали низколегированной, углеродистой
- Бронза Бр.
 ХЦр- твердость 120-130 кгс/мм кв, содержание хим. состава 0,03–0,08 Zr; 0,4–1,0 Cr, температура разупрочнения 480-500 градусов;
ХЦр- твердость 120-130 кгс/мм кв, содержание хим. состава 0,03–0,08 Zr; 0,4–1,0 Cr, температура разупрочнения 480-500 градусов; - Бронза Бр.Х- твердость 110-130 кгс/мм кв, содержание хим. состава 0,4–1,0 Cr, температура разупрочнения 350-450 градусов;
Для стали нержавеющей, углеродистой или жаропрочной
- Бронза Бр.НТБ- твердость 170-230 кгс/мм кв, содержит легирующие элементы 1,4–1,6 Ni; 0,05–0,15 Тi; 0,2–0,4 Ве, разупрочнение при температуре 500-550 градусов;
- Бронза Бр.КН1-4 – твердость 130-140 кгс/мм кв, содержит легирующие элементы 3–4 Ni; 0,6–1 Si, разупрочнение при температуре 420-450 градусов;
Для сплавов на основе меди
- Кадмиевая бронза Бp.Кд1- твердость 110 кгс/мм кв, хим. состав 0,9–1,2 Cd;
- Хромо–циркониевая бронза Бp.ХЦp 0,3–0,9 – твердость 110 кгс/мм кв, содержание хим. состава 0,07–0,15 Zr; 0,15–0,35 Cr;
Предлагаем на видео посмотреть электроды из берилиевой бронзы
Иногда материал стержней может быть составным. То есть обычно на рабочую часть наплавляется более тугоплавкий металл, обеспечивающий возможность работы на более высокой температуре.
То есть обычно на рабочую часть наплавляется более тугоплавкий металл, обеспечивающий возможность работы на более высокой температуре.
Обычно наплавку делают из таких металлов как вольфрам или молибден.
Предлагаем электроды для контактной точечной сварки купить по выгодной ценеу наших менеджеров. В нашей компании большой каталог расходных материалов.
Звоните или заказывайте обратный звонок.
Источник: https://artweld.ru/spravochnik-svarshchika/i486
Контактная сварка – технология, виды, обозначение
Контактная сварка – процесс создания монолитного сварного шва путем расплавления кромок свариваемых деталей электрическим током и последующей деформацией сжимающим усилием. Особое распространение технология получила в тяжелой промышленности и служит для беспрерывного производства однотипной продукции.
Данная технология является распространенной при серийном соединении тонколистового металла
Сегодня как минимум один аппарат контактной сварки имеется на каждом заводе, а все благодаря преимуществам технологии:
- производительность — сварная точка создается не дольше 1 секунды;
- высокая стабильность работы – однажды настроив устройство оно может работать долгое время без стороннего вмешательства, сохраняя качество работ;
- низкие затраты на обслуживание — это касается расходных материалов, рабочим элементом служат контактные электроды;
- возможность работы с машиной специалистов низкой квалификации.

Технология контактной сварки
Простая, на первый взгляд, технология контактной сварки состоит из ряда процедур, обязательных к выполнению. Достичь качественного соединения можно только в случае соблюдения всех технологических особенностей и требований процесса.
Сущность процесса
Для начала стоит разобраться, как работает данная система?
Суть электроконтактной сварки это два неразрывных физических процесса – нагрев и давление. При прохождении через зону соединения электрического тока выделяется тепло, которое служит для расплавления металла.
Чтобы обеспечить достаточное выделение тепла сила тока должна достигать нескольких тысяч или даже десятков тысяч ампер.
Одновременно с этим на деталь воздействует некоторое давление с одной или обеих сторон, при этом создается плотный шов без видимых и внутренних дефектов.
Процесс соединения связан с локальным нагревом заготовок с одновременным их прижатием
При правильной организации процесса сами детали практически не подвержены нагреву, так как их сопротивление минимально. По мере создания монолитного соединения сопротивление уменьшается, а вместе с тем и сила тока. Подверженные нагреву электроды сварочного аппарата охлаждаются внедренной технологией с применением воды.
По мере создания монолитного соединения сопротивление уменьшается, а вместе с тем и сила тока. Подверженные нагреву электроды сварочного аппарата охлаждаются внедренной технологией с применением воды.
Подготовка поверхностей
Существует множество технологий, которые позволяют обработать поверхность перед использованием контактной сварки. Сюда относят:
- зачистку от грубых загрязнений;
- обезжиривание;
- снятие оксидной пленки;
- сушку;
- пассирование и нейтрализацию.
В целом, перед началом сваривания поверхность должна:
- обеспечивать минимальное сопротивление между деталью и электродом;
- обеспечивать равное сопротивление на всей протяженности контакта;
- свариваемые детали должны иметь гладкие поверхности без выпуклостей и впадин.
Рекомендуем! Сварка инвертором тонкого металла
Машины для контактной сварки
Оборудование для контактной сварки бывает:
- неподвижным;
- передвижным;
- подвешенным или универсальным.

Разделяют сварки по роду тока на постоянного и переменного тока (трансформаторные, конденсаторные). По способам сваривания бывают точечные, шовные стыковые и рельефные, о которых мы поговорим чуть ниже.
Оборудование может быть как стационарным, так и переносным
Все сварочные устройства точечной сварки состоят из трех частей:
- электросистемы;
- механической части;
- водяного охлаждения.
Электрическая часть отвечает за расплавление деталей, контроль циклов работы и отдыха, а также устанавливает текущие режимы. Механическая составляющая представляет собой пневматическую или гидравлическую систему с различными приводами.
Если установлен только привод сжатия, то перед нами точечная разновидность, шовные имеют еще и ролики, а стыковые систему сжатия и осадки изделий.
Водяное охлаждение состоит из первичного и вторичного контура, разводящих штуцеров, шлангов, вентилей и реле.
Электроды для контактной сварки
В данном случае электроды не только замыкают электрический контур, но и служат отводом тепла от сварного соединения, передают механическую нагрузку, в ряде случаев помогают передвигать заготовку (роликовые).
Размеры и форма электродов для контактной сварки различаются в зависимости от применяемого оборудования и свариваемого материала
Такое использование обуславливает ряд жестких требований, которым должны соответствовать электроды. Они должны выдерживать температуру свыше 600 градусов, давление до 5 кг/мм2.
Именно поэтому их изготавливают из хромовой бронзы, хромциркониевой бронзы или кадмиевой бронзы. Но даже такие мощные сплавы не способны долго выдерживать описанные нагрузки и быстро выходят из строя, снижая качество работ.
Размер, состав и другие характеристики электрода подбираются исходя из выбранного режима, типа сварки и толщины изделий.
Дефекты сварки и контроль качества
Как и при любой другой технологии, сварочные соединения должны подвергаться жесткому контролю, для выявления всевозможных дефектов.
Здесь применяются практически все методы неразрушающего контроля и прежде всего – внешний осмотр.
Однако, из-за прижатия деталей, выявить подобным способом дефекты бывает очень сложно, поэтому часть изготовленной продукции отбирается и проводится разрез деталей вдоль шва для выявления погрешностей.

В случае обнаружения дефекта партия потенциально дефектной продукции отправляется на переработку, а аппарат калибруют.
Рекомендуем! Как научиться варить электросваркой самостоятельно
Разновидности контактной сварки
Технология создания сварного пятна обуславливает разделение процесса на несколько видов:
Точечная контактная сварка
В данном случае сваривание происходит в одной или одновременно в нескольких точках. Прочность шва состоит из множества параметров.
Точечный способ является самым распространенным методом
В этом случае на качество работ влияет:
- форма и размер электрода;
- сила тока;
- сила давления;
- длительность работ и степень очистки поверхности.
Современные аппараты точечной сварки способны работать с эффективностью 600 сварных соединений в минуту. Подобная технология используется для соединения частей точной электроники, для соединения кузовных элементов автомобилей, самолетов, сельскохозяйственной техники и имеет еще множество других областей использования.
Рельефная сварка
Принцип работы одинаковый с точечной сваркой, но основное отличие заключается в том, что сам сварной шов и электрод имеют схожую, рельефную форму.
Рельефность обеспечивается естественной формой деталей или созданием специальных штамповок. Как и точечная сварка, технология применяется практически повсеместно и служит дополняющей, способной сваривать рельефные детали.
С ее помощью можно прикреплять кронштейны или опорные детали к плоским заготовкам.
Шовная сварка
Процесс многоточечной сварки, при которой несколько сварных соединений располагаются близко или с перекрытием, формируя единое монолитное соединение.
Если между точками имеется перекрытие, то получается герметичный шов, при близком расположении точек шов не герметичен.
Так как шов, с использованием расстояния между точками не отличается от созданного точечным швом, подобные аппараты используются редко.
В промышленности более популярным является перекрывающийся, герметичный шов, с помощью которого создают баки, бочки, баллоны и другие емкости.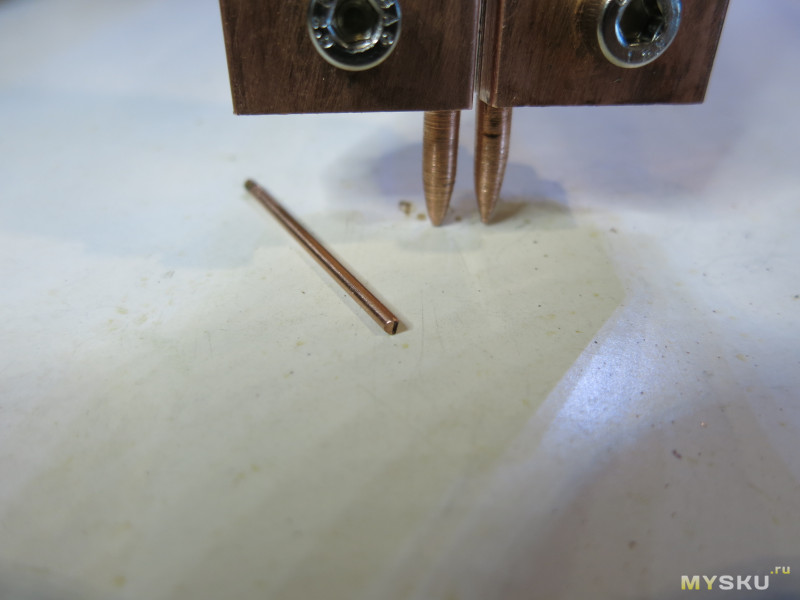
Стыковая сварка
Здесь детали соединяют, прижимая друг к другу, а затем оплавляют всю плоскость контакта. Технология имеет свои разновидности и разделяется на несколько видов на основании типа металла, его толщины и нужного качества соединения.
Сварочный ток протекает через стык заготовок, расплавляет их и надежно соединяет
Самый простой способ – сварка сопротивлением, подходит для легкоплавких заготовок с малой площадью пятна контакта. Сварка с оплавлением и плавлением с подогревом подходит для более прочных металлов и огромного сечения. Таким способом сваривают части кораблей, якоря и тд.
Рекомендуем! Как сварить ПВХ ткань своими руками
Выше, описаны наиболее популярные и используемые, но есть и такие виды точечной сварки:
- шовно-стыковая осуществляется вращающимся электродом с несколькими контактами для замыкания цепи, протягивая заготовку через такой аппарат можно получить негерметичный сплошной шов, состоящий из множества сварных точек;
- рельефно-точечная деталь сваривается согласно текущего рельефа, однако шов состоит не из сплошного пятна контакта, а из многих точек;
- по методу Игнатьева в котором сварочный ток протекает вдоль свариваемых частей, поэтому давление не влияет на нагрев изделия и его сваривание.

Обозначение контактной сварки на чертеже
Согласно существующего стандарта условных обозначений точечная сварка имеет следующее обозначение на чертежах:
- Сплошной шов. Видимый сплошной шов на общем плане чертежа отмечают основной линией, остальные конструктивные элементы основной тонкой линией. Скрытый сварной сплошной шов обозначен штриховой линией.
- Сварные точки. Видимые сварные соединения на общем чертеже отмечают символом «+», а скрытые не отмечают вовсе.
От видимого, скрытого сплошного шва или видимой сварной точки идет специальная линия с выноской, на которой отмечаются вспомогательные условные обозначения, стандарты, буквенно-цифровые знаки и т.д.
В обозначении присутствует буква «К — контактная и маленькая буква «т»-точечная, указывающие на метод выполнения сварки и ее разновидность. Швы, не имеющие обозначения, отмечают линиями без полок.
ГОСТ 15878-79 Регламентирует размеры и конструкции сварных соединений контактной сварки
Вся основная информация подается на линии выноске или под ней, в зависимости от обращенной стороны (лицевая или оборотная). Вся необходимая информация о шве берется из соответствующего ГОСТа, что указывается на сноске или дублируется в таблицу швов.
Вся необходимая информация о шве берется из соответствующего ГОСТа, что указывается на сноске или дублируется в таблицу швов.
Источник: https://svarkagid.ru/tehnologii/vidy-kontaktnoj-svarki.html
Электроды для контактной сварки
Неплавкие электроды для контактной сварки функционируют в очень сложных условиях. Сквозь такие электроды проходит высокоамперный электрический ток, разогревающий хону контакта. И, одновременно с этим, к электродам прикладывают прижимное усилие, формирующее сварочный шов между двумя деталями.
Поэтому все электроды, используемые в процессе контактной сварки, должны обладать особыми физико-механическими свойствами. И в данной статье мы расскажем о физических и конструкционных свойствах таких электродов, попутно коснувшись особенностей их сортамента.
Схема работы термомеханического сварочного аппарата
Схема работы «контактного» сварочного аппарата очень проста:
- Заготовки укладывают друг на друга или стыкуют «внахлест».

- Электроды подводят к внешней поверхности стыкуемых деталей (сверху и снизу)
- На электроды транслируют прижимное усилие, провоцирующее пластическую деформацию в зоне контакта.
- После этого, сквозь пятно контакта пропускают ток огромной силы (тысячи или десятки тысяч ампер).
- В это же время на электроды подают дополнительную нагрузку, завершающую образование межкристаллических мостов между стыкуемыми поверхностями.
То есть, электроды в контактной сварке используются, и как проводники сварочного тока, и как спрессовывающие место контакта элементы.
Особенности конструкции
Условия, в которых «работают» электроды контактной сварки, предполагают наличие особых требований к конструкционным материалам подобных изделий, и вынуждают подбирать особую форму контактной площадки (пяты электрода).
Медные электроды для контактной сварки производят в форме цельных и полых стержней (со сплошной или кольцеобразной пятой). Прочностные характеристики контактной поверхности электродов повышают за счет термомеханической обработки заготовок в горячем и холодном состоянии.
Прочностные характеристики контактной поверхности электродов повышают за счет термомеханической обработки заготовок в горячем и холодном состоянии.
В итоге, стержневые электроды способны транслировать в зону сварки не только ток высокой силы, но и не менее значительное давление, обеспечивающие прижимное усилие до 40 кН.
Хвостовик стержневого электрода выполнен в виде цилиндра или усеченного конуса (конусность 1:5 или 1:10). Электроды для контактной точечной сварки монтируют в прижимной механизм аппарата с помощью рожкового ключа. Поэтому на цилиндрическом или коническом хвостовике может присутствовать сточенная плоскость под такой ключ.
Наконечники электродов выполняют в форме усеченного конуса со сферическим окончание, сферы, плоскости или «сапожка» — усеченного под углом цилиндра с расположенным за пределами оси вращения наплывом (каблуком).
Сортамент электродов для термомеханической сварки
Сортамент контактных электродов определяется ГОСТ 14111-90 или ТУ 3441-003-20813136-2001, пришедшими на смену ТУ 302-13.006-90. Согласно этим нормативным документам электроды для машин контактной сварки изготовляются из прутка диаметром от 10 до 40 миллиметров. По этому параметру (диаметру прутка) сортамент электродов делится на семь разновидностей.
Диаметр контактной части электрода с окончанием в форме «сапожка» меньше основного диаметра и в зависимости от последнего изменяется в пределах от 4 (для 10-миллиметровых прутков) до 16 (для 40-милиметровых прутков) миллиметров.
Диаметр контактной части плоского электрода совпадает с диаметром прутка. Диаметр электрода с конической контактной частью зависит от основного диаметра и изменяется в пределах от 4 до 16 миллиметров.
Хвостовики электродов диаметром от 10 до 25 миллиметров имеют конусность 1:10, хвостовики электродов диаметром от 32 до 40 миллиметров имею конусность 1:5. Длина «короткой» площадки под гаечный ключ лежит в пределах от 7 до 10 миллиметров. Габариты удлиненной площадки под ключ – 13-16 миллиметров.
Длина «короткой» площадки под гаечный ключ лежит в пределах от 7 до 10 миллиметров. Габариты удлиненной площадки под ключ – 13-16 миллиметров.
Цены на электроды контактной сварки
Самые дорогое электроды — это изделия с контактной поверхностью в форме «сапожка», самые дешевые – с плоской контактной поверхностью. Причем 10-миллиметровые изделия обойдутся дешевле 40-миллиметровых электродов.
По конструкционному материалу такой четкой градации стоимость нет. Можно только сказать, что электроды из холоднотянутой меди М1 стоят дешевле продукции из сплава меди и серебра МС1, хотя многокомпонентные сплавы – хромокадмиевая или хромоциркониевая бронза могут составить конкуренцию даже серебру.
Источник: http://steelguide.ru/svarka/svarochnye-materialy/elektrody-dlya-kontaktnoj-svarki.html
Контактная точечная сварка своими руками: виды, особенности сборки
Клещи для точечной сварки АТС 3 ELITECH.
Точечная контактная сварка относится к типу термомеханической сварки. Процесс работы на нем включает следующие этапы:
Процесс работы на нем включает следующие этапы:
- Совмещают детали в необходимом положении.
- Прижимают их между электродами аппарата, последние выступают в качестве прижимного механизма.
- В точке стыковки клещей подается разряд, происходит нагрев, деформируясь под воздействием тока, делали прочно соединяются между собой.
Мастеров привлекает еще и то, что приборы такого плана можно собрать буквально из хлама, а процесс сварки максимально опрятен и автоматизирован. Очень часто такие аппараты можно встретить на СТО. Точечная сварка своими руками для сварки автомобиля позволяет выровнять вмятины без необходимости демонтажа элементов кузова, а также провести ремонт труднодоступных конструкций.
Точечная сварка своими руками для сварки автомобиля:
Некоторые промышленные образцы способны выполнять до 600 операций в минуту. Инструмент применяется при клепании металлических конструкций до 4 мм. Такой тип пайки используется при сварке арматур, плоских и угловых сеток, а также каркасов. Таким способом удобно соединять пересекающиеся стержни или стержни с плоскими элементами: листом, полосой, швеллером и другие конструкции.
Таким способом удобно соединять пересекающиеся стержни или стержни с плоскими элементами: листом, полосой, швеллером и другие конструкции.
Точечная сварка способна решить целый ряд сложных задач:
- Обеспечивает точечное и бережное соединения изделий без перегрева лишней поверхности.
- Способна соединить металлы разной конфигурации: черные и цветные.
- Прекрасно скрепляет профили на сгибах, а также пересекающиеся металлические заготовки, особенно в труднодоступных местах.
- Места сварки отличаются высокой прочностью и устойчивостью к дальнейшей деформации.
Для тех, кто сомневается, можно ли сделать прибор в домашних условиях – это фото прибора точечной сварки из трансформатора микроволновки.
Принцип действия и устройство аппаратов точечной контактной сварки
После того, как металлические пластины, которые необходимо сварить, зажимаются электродами, на них подается кратковременный импульс электротока большой силы. Время импульса подбирается в зависимости от характеристик двух свариваемых металлов. Обычно разряд длится от 0,01 до 0,1 доли секунды.
Обычно разряд длится от 0,01 до 0,1 доли секунды.
Устройство аппарата контактной точечной сварки.
Когда импульс проходит сквозь металл, детали расплавляются и между ними образуется общее жидкое ядро и пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением.
Через несколько мгновений жидкое ядро кристаллизуется и получится прочный слиток их двух элементов.
Давление на детали снимается постепенно, если необходимо сковать листы на более глубокую толщину относительно друг друга на финальной стадии давление усиливается, это позволит достичь максимальной однородности металлов в месте сварки.
Важно! Чтобы повысить качество сварки важно предварительно обработать поверхности деталей для удаления оксидной пленки или коррозии.
Виды контактной сварки
Точечная сварка – один из самых популярных видов контактной сварки в домашних условиях. Однако, есть еще два типа сварки этой категории, которые используются чаще всего на заводах и в специализированных металлообрабатывающих цехах.
- Шовная контактная сварка.Принцип действия шовной контактной сварки не отличается от точечной. Привычные нам щипцы заменяют специальные медные ролики. Сварка в этом случае происходит точечно, но на определенном расстоянии, а сварочный шов напоминает дорожку из отдельных сваренных участков.Шовная контактная сварка применяется для сварки швов, как на окружностях, так и на вытянутых крупногабаритных листах.
- Стыковая контактная сварка. Этот тип сварки отличается большей площадью одномоментной сварки. Электрический ток переменного импульса подается на свариваемые изделия, контактирующие в стыках. Таким образом, во время подачи импульса нагрев происходит по всей площади касания, еще её называют площадью сечения.
 Процесс этот полностью механизирован, поэтому для самостоятельной сборки в домашних условиях не подходит.Схема машины стыковой контактной сварки
Процесс этот полностью механизирован, поэтому для самостоятельной сборки в домашних условиях не подходит.Схема машины стыковой контактной сварки - Конденсаторная сварка. По такому же принципу работает и конденсаторная сварка. Ее применяют в тех сферах промышленности, где сплавляются миниатюрные детали толщиной от 0,5 — до 1,5 мм. Такой тип сварки используется в сфере электроники и приборостроения. Преимущество в том, что она практически не оставляет следов и не прожигает металл.Самодельный аппарат конденсаторной сварки
Изготовление своими руками контактной сварки из микроволновки
Многие мастера задаются вопросом как из микроволновки сделать сварочный аппарат. На самом деле, самое сложное в этом процессе – разобрать и подготовить трансформатор.
Варианты самодельного сварочного аппарата точечной сварки из микроволновки:
Какие инструмент нужны для работы
Для работы нам потребуются следующие инструменты и комплектующие:
- Трансформатор, который мы демонтируем из микроволновки.
 В зависимости от мощности инструмента можно использовать два или три.
В зависимости от мощности инструмента можно использовать два или три. - Толстый медный провод.
- Электроды (медные или покрытые сплавом меди), которые мы будем использовать в будущем вместо зажимов.
- Рычаг для ручного зажима.
- Основание для сварочного аппарата.
- Кабели и обмоточные материалы.
- Набор отверток и болгарка для вскрытия трансформатора.
Важно! Для бытового использования подходит электролитическая медь и ее смеси с маркировкой ЭВ.
Как подготовить к работе силовую часть установки – трансформатор
Трансформатор – сердце прибора. Самый простой способ добыть его – вынуть из старой, но еще работающей, микроволновки. Минимальная мощность устройства должна на выходе составлять 1 кВт. Такая мощность будет достаточной, чтобы сваривать контактным способом листы до 1 мм.
Если вам необходимо создать прибор большей мощности, то несколько трансформаторов придется соединять в одну цепь. Как это сделать, мы покажем позже.
Для нас ценность имеет не сам трансформатор, а его магнитопровод и первичная обмотка. Вторичную обмотку необходимо аккуратно демонтировать.
Извлечение из микроволновки и создание трансформатора контактной сварки
Для того, чтобы переделать его под наши нужды, необходимо болгаркой аккуратно вскрыть по сварочному шву корпус и добраться до магнитопровода.
Вот так выглядит трансформатор, только что вынутый из микроволновки.
Далее начинаем процедуру обмотки вторичной обмотки. Чаще всего для этих целей используется многожильный провод с сечением не менее 100 мм 2. Достаточно сделать 2-3 витка,так как напряжение в этом виде сварки не велико. Важно, чтобы изоляция этого провода была термостойкой.
Манипуляции необходимо проводить осторожно, чтобы не выгнуть и не поцарапать первичную обмотку.
Объединение трансформаторов для получения аппарата большей мощности
Однако, бывают случаи, что мощности одного трансформатора недостаточно и приходится соединять несколько приборов последовательно. В этом случае провод наматывается по очереди через каждую катушку, причем число витков на каждой из них должно быть одинаковым, иначе вы рискуете получить нулевое напряжение из-за возникшей противофазы.
В этом случае провод наматывается по очереди через каждую катушку, причем число витков на каждой из них должно быть одинаковым, иначе вы рискуете получить нулевое напряжение из-за возникшей противофазы.
Важно! Чем мощнее трансформатор, тем сильнее может быть скачок напряжения в электросети при тестовом включении прибораПеремотанный и готовый к работе трансформатор для точечной сварки.
Определение правильности последовательно присоединенных выводов
Для удобства работы одинаковые выводы провода обычно помечают. Но если этого нет, то их можно определить, последовательно соединив первичные обмотки двух трансформаторов. Далее вольтметром проверяем напряжение.
Если пары обмоток ошибочно соединены между собой вольтметр покажет нулевое значение.
Если вольтметр показывает показания, равные по значению, но противоположные по знаку, то необходимо изменить последовательность присоединения вторичных обмоток трансформатора. При правильной сборке трансформаторов в цепь прибор дает удвоенное показание напряжение, полученное от двух вторичных обмоток.
При правильной сборке трансформаторов в цепь прибор дает удвоенное показание напряжение, полученное от двух вторичных обмоток.
Как и из чего сделать электроды для контактной сварки
Электроды для точечной сварки имеют разную форму и конфигурацию. Чем мельче размером обрабатываемая деталь, тем острее наконечник электрода.
Электроды чаще всего изготавливаются из меди и ее сплавов. В некоторых случаях допускается использовать металл с медным напылением.
По форме электроды могут быть прямые, изогнутые, с плоским наконечником или острым.
Но чаще всего в практике используются электроды с конусовидными наконечниками. Для того, чтобы устройство не окислялось, электроды соединяют с рабочими проводами при помощи пайки.
Однако, все равно в процессе работы они могут изнашиваться, поэтому их необходимо подтачивать (по аналогии с карандашом).
Электрод выполняет сразу несколько функций:
- Прижимает обрабатываемые детали.

- Проводит токовый разряд.
- Отводит излишнее тепло.
Для правильного изготовления электродов обратимся к ГОСТу (14111-90), в котором уже оговорены все возможные диаметры данных элементов (10, 13, 16, 20, 25, 32, 40 мм). Это допустимые и рабочие показатели, отступать от которых не рекомендуется.
Важно! Диаметр электрода должен быть больше или равен диаметру рабочего провода.
Из чего состоит и как работает цепь управления точечной контактной сварки
В сварочном аппарате очень важный параметр – время воздействия на металл. Для регулировки этого показателя используются следующие элементы:
- Электролитические конденсаторы С1-С6, с напряжением заряда не менее 50 вольт. Емкость конденсаторов составляет: для С1 и С2 – 47 мкФ, С3 и С4 – 100 мкФ, С5 и С6 – 470 мкФ.
- Переключатели П2К с независимой фиксацией.
- Кнопки (на схеме КН1) и резисторы (R1 и R2). Контакты кнопки КН1 должны быть: один – нормально-замкнутый, другой – нормально-разомкнутый.
Для установки выключателя следует выбрать первичную обмотку, точнее, ее цепь. Дело в том, что цепь вторичной обмотки отличается слишком большим током, что может стать причиной дополнительного сопротивления и сварки контактов.
На принципиальной электрической схеме точечной контактной сварки представлены основные части устройства: силовая часть, цепь управления и автоматический выключатель, с помощью которого включается питание и обеспечивается защита при аварийных ситуациях.
Также необходимо создать достаточную силу сжатия, которая обеспечивается рычагом. Чем длиннее будет ручка, тем сильнее давление между электродами.
Не забывайте, что включать оборудование необходимо при сведенных контактах, иначе произойдет искрение и их подгорание.
Совет! Прижимной рычаг можно оснастить прочным резиновым кольцом. Он облегчит нагрузочное усилие, а резинка зафиксирует его.
Следите за тем, чтобы оборудование для контактной сварки из микроволновки было надежно зафиксировано на столе, так как усилие может привести к его падению и выходу из строя.
Для самодельного сварочного аппарата, сделанного своими руками из микроволновки, необходимо предусмотреть систему охлаждения. Для этих целей может быть использован вентилятор для ПК.
Статья по теме:
Споттер своими руками из микроволновки, из инверторного сварочного аппарата и аккумулятора: подробные пошаговые инструкции с фото — в нашей публикации.
Как испытать сварочник из микроволновки, сделанный своими руками
Проверка прибора осуществляется также вольтметром, а также путем визуального осмотра качества соединения проводов и целостности конструкции. После этого можно сделать пробный запуск. Он делается дважды: первый раз на минимальной мощности, а второй на максимальной.
Кроме этого необходимо изучить качество сварного шва. Существует несколько показателей, которые указывают на проблемы с прибором для контактной сварки, или нарушением правил работы с ним:
- Непровар. Возникает из-за недостаточного нагрева места сварки.
 При этом снижается прочность изделия. Возникает непровар из-за падения напряжения в сети, слишком малого усилия в процессе варки, а также плохой очистки поверхностей свариваемых деталей.
При этом снижается прочность изделия. Возникает непровар из-за падения напряжения в сети, слишком малого усилия в процессе варки, а также плохой очистки поверхностей свариваемых деталей. - Подплавление. Пережог деталей возникает из-за неправильно выбранной формы электрода, их смещением, а также перекосом деталей при их установке, наличие мелкого мусора в зоне сварки.
- Трещины. Возникают из-за слишком быстрого охлаждения ядра сварки, а также неправильно подобранного диаметра электродов.
Для закрепления полученной информации предлагаем посмотреть видео как собрать аппарат для точечной сварки своими руками из микроволновки:
Особенности изготовления своими руками контактной сварки из сварочного аппарата
Для сборки агрегата точечной сварки своими руками из сварочного аппарата нам потребуются следующие, ужа знакомые нам элементы: собственно, трансформатор, блок питания, система управления и выключатель.
Самодельный сварочный аппарат точечной сварки из инвертора.
Для удобства расчета количества витков для перемотки трансформаторной катушки можно воспользоваться формулой N = 50 / S, в которой N является количеством витков, а S – площадью сердечника (см²).
Особенность сборки точечной сварки из инвертора своими руками заключается в том, что прежде всего определяются параметры первичной катушки, производятся необходимые расчеты и только потом можно изготавливать вторичную обмотку. Важно качественно заземлить обе обмотки – так как сила тока в таких аппаратах существенно выше.
Особенности изготовления своими руками точечной сварки для литьевых аккумуляторов
Всем известно, что литиевые аккумуляторы очень боятся перегрева температур и прибор точечной контактной сварки поможет без проблем приварить к ним необходимые тончайшие элементы. Особенность конструкции в том, что сварочный аппарат управляется автоматически. Рассмотрим, как работает устройство для контактной сварки аккумуляторов своими руками.
| Иллюстрация | Описание действия |
| Устройство состоит из мощного трансформатора и системы управления. | |
| Для автоматического включения и выключения импульса используется контроллер Arduino, который управляет симистором. Кроме того, в нашей схеме присутствуют: блок питания для контроллера и входной фильтр. | |
| Предварительно выставляется необходимый временной интервал для импульса, каждое деление –10 миллисекунд. Мы выберем 30 миллисекунд. | |
| Для работы подготовим никель-кадмиевый элемент питания. | |
| Берем пластину, подставляем ее под электроды. | |
| Нажимаем на кнопку – и происходит сварка. | |
| В итоге на элемент получилось приварить «ушки» |
Как сделать своими руками клещи для контактной сварки
Изготовление и выбор клещей для точечной сварки – последний этап работы над сварочным аппаратом. Их выбор зависит от характера работ, системы привода, планируемого размера деталей, которые нужно сварить.
Иногда клещи изготавливаются из кусочков медных труб, скрепленных вот так просто с помощью шурупов.
Для изготовления электродов клещей используется медь в прутках или бериллиевая бронза.
Некоторые мастера в качестве электродов используют жало от мощных паяльников. Так или иначе, диаметр электродов не должен быть меньше чем у проводов, подводящим ток.
А сами клещи необходимо тщательно сварить и заизолировать.
Процесс эксплуатации точечной микросварки, сделанной своими руками
Во время эксплуатации сварочного аппарата не забывайте простое вправило: «Семь раз отмерь – один включи!»
Еще несколько правил, которые пригодятся для правильной работы и долгой эксплуатации прибора:
- Во время включения и выключения прибора электроды должны быть сжаты. Иначе вы рискуете сжечь их.
- Очень важно заранее продумать систему охлаждения прибора. Особенно это касается аппаратов высокой мощности.
- Перед работой важно проверить качество соединения всех элементов сети.
 А также изоляцию проводов.
А также изоляцию проводов. - Исключите работу с несколькими деталями подряд. Иначе вы рискуете перегреть прибор.
- Перед работой проведите тестовый запуск на малой мощности.
Надеемся, что наши рекомендации будут полезны при сборке прибора для точечной сварки своими руками. Если у вас есть вопросы к автору статьи, задавайте их в комментариях и предлагайте свои варианты для решения задач по тестированию и сборке сварочных аппаратов.
Источник: https://seti.guru/kontaktnaya-tochechnaya-svarka-svoimi-rukami
Электроды для контактной сварки материал изготовления включая точечную
Контактная сварка сегодня используется повсеместно в процессе работы с металлоконструкциями и их сборкой, что собственно и не удивительно.
Контактная сварка, сама по себе, имеет массу всевозможных преимуществ и достоинств, из-за которых собственно и пользуется популярностью, однако, есть одно «но», которое заключается в том, что никакой аппарат точечной сварки не будет функционировать без специального электрода…
В свою очередь, электроды для контактной сварки представляют собою достаточно простую конструкцию, тем не менее, стоящую немалых денег. Если же говорить точнее, то для точечной контактной сварки, к примеру, изготавливаются специальные электроды.
Если же говорить точнее, то для точечной контактной сварки, к примеру, изготавливаются специальные электроды.
Эти электроды имеют достаточно высокий показатель теплопроводности.
Но что самое главное, что все существующие сегодня электроды для такой сварки, делятся на несколько видов, каждый из которых предназначен для работы в определенных условиях и с определенным металлом.
В свою очередь, все электроды для контактной точечной сварки, имеющиеся в современных магазинах, обладает тепловой концентрацией, которая, по сути, зависит от наконечника электрода. Самая же распространенная форма наконечника – конус.
И что не менее важно, так это то, что для увеличения срока служения электродов для точечной контактной сварки, ими нужно пользоваться в соответствии с определенными условиями, а именно: – Наконечники такого типа не должны использоваться для тяжелой сварки; – Для каждого отдельного материала должны использоваться предназначенные для этого электроды;
– Нужно использовать так называемую водяную рубашку.
Как мы уже и говорили ранее, материал электродов для контактной сварки используется максимально теплопроводный, однако, несмотря на это, электроды очень быстро изнашиваются, а это соответственно предполагает большие затраты на покупку новых электродов.
Компания «СП Универсал» уже на протяжении многих лет трудится в сфере металлообработки, и сегодня располагает не только всем необходимым продающимся оборудованием, но и большими производственными мощностями.
Мы предоставляем услугу не только сборки и поставки сложного оборудования, а также, такую услугу как изготовление электродов для контактной сварки, но еще и отдельные услуги по обработке металлов и металлоконструкций.
Чтобы узнать подробнее об интересующем вас вопросе, позвоните нам, и наши специалисты ответят вам и в случае надобности оформят заявку.
Источник: http://sp-universal.ru/articles/electrodes-for-resistance-welding/
их виды и основные элементы
Сварка играет важную роль в технических процессах. Один из её видов, точечная сварка — соединение деталей вместе в одной или нескольких точках. Аппарат точечной сварки позволяет значительно снизить конечную стоимость и сократит время на изготовление, особенно если сделан своими руками.
Один из её видов, точечная сварка — соединение деталей вместе в одной или нескольких точках. Аппарат точечной сварки позволяет значительно снизить конечную стоимость и сократит время на изготовление, особенно если сделан своими руками.Прочность сварки
На прочность сварки влияет размер и материал участка. А на него воздействует:
- Размер электродов.
- Площадь контакта.
- Состояние поверхности.
- Время воздействия и величина тока.
- Размер поверхности с которой контактировал электрод.
Точная сварка имеет свою нишу для применения — соединения деталей между собой от 0,002 мкм до 20 мм. При процессе, величина тока измеряется сотнями ампер, а сопротивление поверхности и электродов минимально.
Преимущества точечной сварки:
- Сварочный шов высокой прочности.
- Автоматизация работы.
- Экономичность.
Процесс используется как в домашних условиях, так и в промышленности. С его помощью производится сварка таких материалов:
- Листовой металл.

- Изделий из цветных сплавов и стали.
- Гнутых и сортовых профилей.
В быту с помощью точечной сварки ремонтируют инструмент, домашнюю утварь, кухонное оборудование. Процесс заключается в совмещении деталей в определённом положении. Они фиксируются между собой и электродами с помощью электрического тока происходит разогрев поверхностей до сваривания. Главное — точно закрепить деталь в нужном положении и удерживать её в процессе сварки. Тепловой импульс, плавит металл в зоне контакта, соединяя две поверхности в одно целое.
Разновидности аппаратов точечной сварки
Самый простой аппарат точечной сварки управляется вручную, каждый раз выставляться сварочный ток и продолжительность работы. Требует опыта работы с конкретным аппаратом. Довольно простая конструкция, легко изготовить своими руками.
Аппараты бывают трех разновидностей:
- Автоматические системы позволяют выполнять качественную сварку даже неспециалистам.
 Что снижает количество бракованных изделий и трудозатраты.
Что снижает количество бракованных изделий и трудозатраты. - Механические приводы — самый популярный вариант аппарата точечной сварки, широко применяется во многих отраслях, изготовить своими руками не составит большого труда.
- Гидравлические и пневматические прижимные устройства используются в стационарных машинах на промышленных объектах.
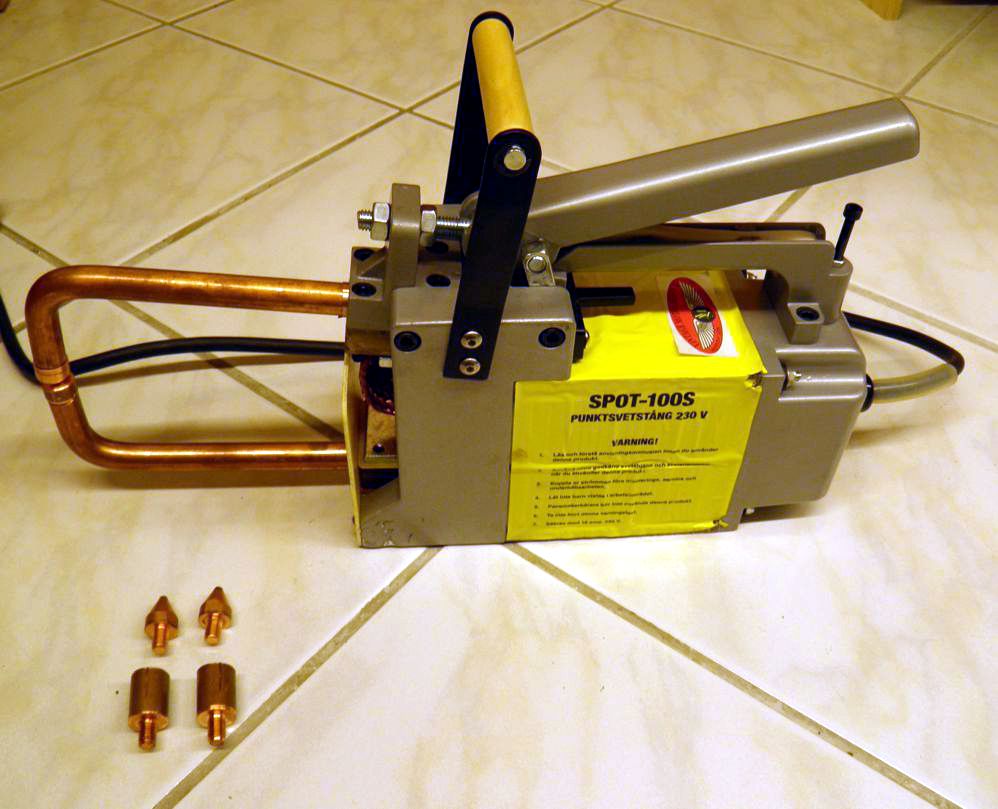
Переносные устройства по своим характеристикам не уступают стационарным. Сварочный аппарат, сделанный в виде ручных клещей, способен соединить металл толщиной 5 мм. А с помощью ручного привода фиксации достигается усилие в 150 кг. Простота использования, высокое качество сварного шва, низкая цена, выделяет этот тип аппаратов среди конкурентов.
Инвентарные устройства имеют небольшие размеры, многофункциональность, легко подключаются к бытовой сети. И даже высокая цена не снижает их популярности.
Аппарат для точечной сварки своими руками
Простейшим для изготовления в домашних условиях является аппарат точечной сварки, в котором сила тока не регулируется. А управление процессом осуществляется с помощью изменения длительности электрического импульса, для этого используют выключатель или реле времени.
А управление процессом осуществляется с помощью изменения длительности электрического импульса, для этого используют выключатель или реле времени.Сварочный аппарат действует на принципах закона Ленца — Джуоля: электрический ток, проходя по проводнику, выделяет тепло, которое напрямую равно квадрату тока, времени и сопротивлению проводника. Это означает что при силе тока в 1000 А, на тонких проводах и плохо сделанных соединениях, потери будут в 10000 раз больше, чем при 10 А.
Трансформатор
Основной элемент любого оборудования для точечной сварки — силовой, с повышенным эффектом трансформации (для получения нормального сварочного тока). Его можно взять в мощной микроволновке (от 1 кВт и выше), он питает магнетрон. Удобен своей доступностью и хорошими характеристиками. Показателей трансформатора хватит для точечной сварки стальных листов в 1 мм. Для получения большей мощности используют 2 и более детали.
Для работы магнетрона в микроволновой печи нужно повышенное напряжение в 4000 В. Поэтому используется повышенный трансформатор. На первичной обмотке у него меньше витков чем на вторичной, но толщина провода больше.
Поэтому используется повышенный трансформатор. На первичной обмотке у него меньше витков чем на вторичной, но толщина провода больше.Показатели таких трансформаторов составляют до 2000 В (в микроволновке оно удваивается перед подачей на магнетрон), не стоит их подключать в сеть и измерять выходные характеристики. Из этой детали нам понадобится первичная обмотка (в которой толще провод и меньше витков) и магнитопровод.
Провода срезаются стамеской или ножовкой (если он сварен, а не склеен), или выковыривается и высверливается (при очень плотной набивки обмотки, когда выбивание всё разрушит). При удалении проводов вторичной обмотки старайтесь действовать аккуратно, чтобы не повредить первичную обмотку. В трансформаторе также бывают шунты, которые ограничивают ток, их тоже нужно срезать.
После аккуратного извлечения нужных элементов, вторичная обмотка трансформатора обновляется. Для достижения показателей тока в 1000 А нужно использовать медный кабель с толщиной сечения в 100 мм² и более. Это может быть пучок или многожильный провод. Если внешняя изоляция мешает получить нужное количество витков, то её удаляют и заменяют на тканевую изоленту. Провода должны быть как можно меньшей длины, чтобы не было ненужного сопротивления.
Это может быть пучок или многожильный провод. Если внешняя изоляция мешает получить нужное количество витков, то её удаляют и заменяют на тканевую изоленту. Провода должны быть как можно меньшей длины, чтобы не было ненужного сопротивления.
Например, если у вас есть 2 трансформатора мощностью 0,5 кВт, с входным напряжением 220 В, при номинальном токе 250 А и выходным напряжением 2В. Соединив выводы вторичных и первичных обмоток, получим прибор, в котором номинальное напряжении в 2 В, выходной ток — 500 А (ток сварки также удвоится).
При создании устройства, во вторичных цепях устройства должны использоваться электроды.![]() То есть при задействовании трансформаторов по 0,5 кВт, их связывают вместе проводами с диаметром 1 см, а концы к электроду. Если допустить ошибку при подключении выводов вторичной и первичной обмотки, это приведёт к короткому замыканию.
То есть при задействовании трансформаторов по 0,5 кВт, их связывают вместе проводами с диаметром 1 см, а концы к электроду. Если допустить ошибку при подключении выводов вторичной и первичной обмотки, это приведёт к короткому замыканию.
Когда используете два мощных трансформатора и вам нужно увеличить напряжение, но размер окна магнетрона не позволяет добавить необходимое количество витков провода, для этого вторичные обмотки соединяются последовательно. Необходимо согласовывать направление витков, иначе можно получит противофазу, что приведёт к выходному напряжению равному нулю (чтобы правильно понять этот момент проведите эксперимент с тонкими поводами).
Одноимённые выводы имеют обозначения на трансформаторах, но если на вашем устройстве оно отсутствует, то можно провести проверку. На первичные обмотки трансформаторов подаётся напряжение, а к вторичным обмоткам подключён вольтметр. Результата может быть два: прибор показывает напряжение или нет.
Первый случай свидетельствует о том, что цепи первичной и вторичной обмотки соединены вместе разноимёнными выводами (напряжение на первичной обмотке равно половине входного, которое преобразуется во вторичной обмотке, где оно суммируется и даёт двойное значение). Нулевое значение вольтметра показывает, значение напряжения на вторичных обмотках противоположны, это значит что одна из пар обмоток соединена одноимённым выводом.
Чтобы увеличить показатели у своего аппарата точечной сварки, нужно соединить несколько трансформаторов, но они не должны превышать показатели сети, иначе при его использовании общее напряжение будет падать. Ограничитесь 1000–2000 А, для бытовых условий такой силы тока достаточно.
Электроды
Медные стержни используют в качестве электродов. Чем больше толщина тем лучше, но его диаметр не должен быть меньше показателей провода. Если у вас аппарат небольшой мощности, то подойдут жала от паяльника.
При использовании обжима, площадь крепления получается гораздо меньше, что увеличивает потери.
Управление
Аппарат управляется переключателем или рычагом. Электроды должны быть закреплены с такой силой, чтобы обеспечить нормальную сварку. Чем толще лист металла, тем больше показатель. На промышленных аппаратах она доходит до 100 кг. Делайте рычаг управления длинными и крепким, а сам аппарат помассивнее, с возможностью стационарного крепления. Дополнительное усилие при точечной сварке можно добавить винтовым зажимом.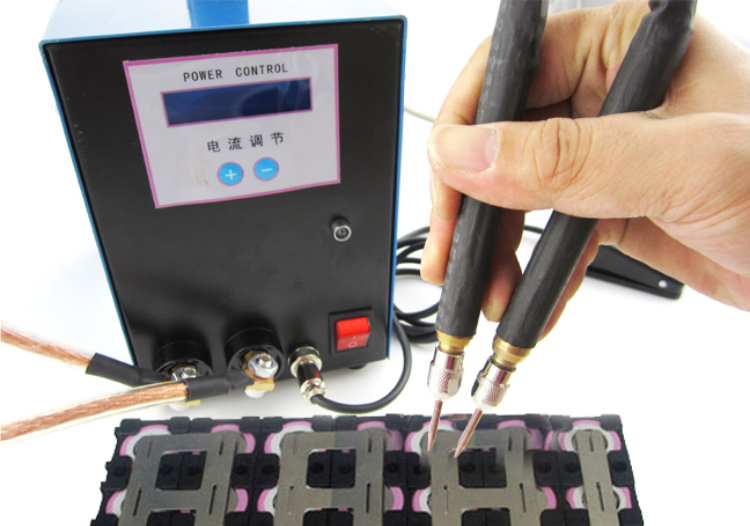
Выключатель подключается к цепи первичной обмотки, иначе он будет добавлять сопротивления, а его контакты при работе расплавятся.
Если вы используете рычажный механизм прижима, то кнопку выключения монтируйте на нём. Очень удобно одной рукой давить на рычаг и управлять работой. Вторая рука контролирует сварку деталей.
Эксплуатация
Включать и выключать аппарат нужно когда электроды сжаты, иначе электроды будут искрить и подгорать. Принудительная вентиляция значительно облегчит эксплуатацию, иначе вам придётся следить за температурой трансформатора, электродов, токопроводов и делать частые перерывы. А пока вы опытным путём найдёте температурные режимы элементов, что-то может безвозвратно сгореть.
Чтобы качественно осуществлять точечную сварку нужен опыт сведения двух поверхностей материала, сварки токовым импульсом, определения процесса готовности по цвету и внешнему виду.
При осуществлении точечной сварки своими руками соблюдайте технику безопасности, при возникновении искр и расплавленного металла, немедленно прекращайте работу. Эксплуатация неисправного аппарата представляет большую опасность.
Эксплуатация неисправного аппарата представляет большую опасность.
как собрать аппарат и осуществить процесс самостоятельно.
Сварочные аппараты, применяемые для точечной сварки, вполне могут быть изготовлены самостоятельно. С этой точки зрения подобные приборы считаются одними из наиболее простых и удобных. А предлагаемая разновидность сварки очень часто используется, если нужно сделать быстренько ремонт дома. Именно поэтому мы поговорим подробнее о том, как сделать аппарат, установить электроды для точечной сварки, как выполнять всю процедуру, а также затронем меры предосторожности.Процесс точечной сварки
Как сделать сварочный аппарат?
Самодельная точечная сварка вполне допустима при необходимости выполнения сварочных работ непосредственно в домашних условиях. Сделать аппарат относительно несложно, довольно простым и доступным будет и ремонт прибора. Примечательно, что даже самодельные аппараты для точечной сварки могут быть весьма разнообразны: так, есть схемы по созданию небольших переносных приборов, а есть и предназначенные для габаритных аппаратов. Но в большинстве случаев применяются переносные, т.е. настольные вариации, причем используются такие приборы в целях сварки цветных, черных металлов. К тому же ремонт таких аппаратов значительно проще.
Но в большинстве случаев применяются переносные, т.е. настольные вариации, причем используются такие приборы в целях сварки цветных, черных металлов. К тому же ремонт таких аппаратов значительно проще.
Для самостоятельного конструирования аппарата точечной сварки очень важно быть осведомленным обо всех необходимых элементах прибора.
Прежде всего, понадобится основа, т.е. ключевая конструктивная деталь. Один из доступных вариантов создания аппарата точечной сварки предполагает, что в качестве основы используется базисный трансформатор. И наилучшим вариантом в таком случае будет трансформатор серийного производства (таким является, к примеру, ОСМ-1) либо трансформатор от микроволновой печи. Действительно, подобный трансформатор (от микроволновки) считается достаточно мощным (если говорить о средней по показателям СВЧ-печи). Впрочем, трансформатор можно и не применять. В таком случае требуется использование инвертора. Но заменить трансформатор можно, если имеются достаточные навыки, а также знания для выбора хорошего инвертора.
Далее необходимо поработать над самим трансформатором. Так, его первичную обмотку можно оставить без изменений (учитывайте при этом, что в ней не должно быть менее двухсот витков). А вот вторичная обмотка подлежит замене на более мощную (иначе вскоре потребуется ремонт аппарата).
Ваша конструкция, может выглядеть, так
Вовсе не обязательно наличие в аппарате точечной сварки регулировки значения величины тока, достаточно лишь ориентироваться в ходе сварки по продолжительности нагрева, а также осуществлять визуальный контроль по окраске.
Держатели электродов можно изготовить с использованием дюралюминиевого прута, диаметр которого составляет 30 мм (это хороший материал, и в ближайшем времени ремонт держателей не потребуется). Что касается самих электродов, то нижний должен быть неподвижным и обязательно изолированным от щечек, а также крепежных болтов. Для изоляции используется клейкая лента, реже – шайбы.
Чтобы закрепить электроды в держателях, допустимо применение двух болтов либо латунных шайб.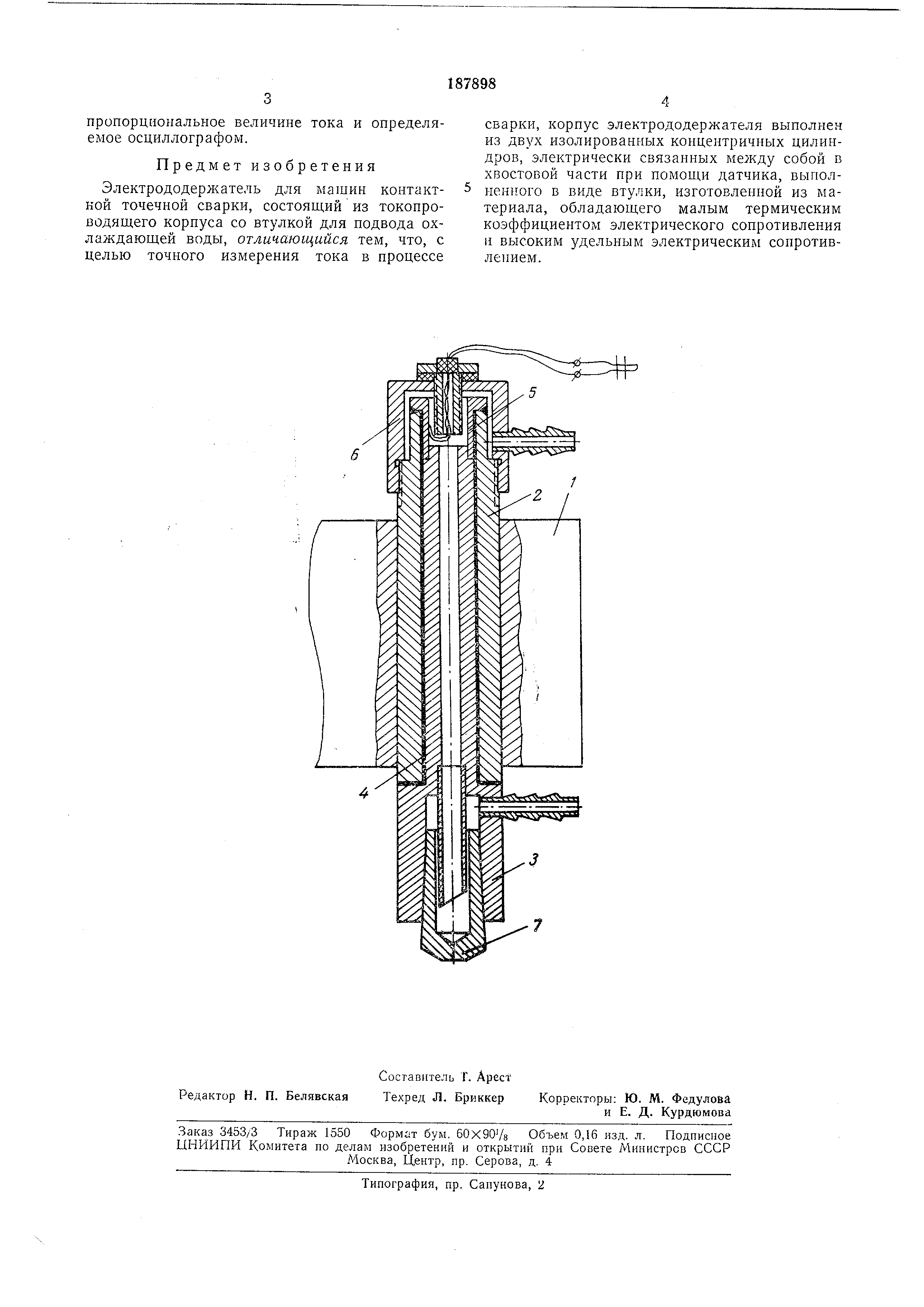 После этого следует взять какие-либо пружины. Подойдут, например, те, что от раскладушки. Тогда держатели вместе с электродами нужно развести посредством пружины в исходное положение.
После этого следует взять какие-либо пружины. Подойдут, например, те, что от раскладушки. Тогда держатели вместе с электродами нужно развести посредством пружины в исходное положение.
Сам аппарат для точечной сварки включается в сеть посредством автоматического выключателя (который при этом рассчитан на ток не меньше, чем 20 А).
Как же управлять собранным аппаратом?
Управление осуществляется посредством магнитного пускателя. Существующие в свободном доступе схемы по созданию прибора точечной сварки предусматривают возможность включения пускателя вследствие нажатия педали.
Очень важно, чтобы трансформатор (корпус), а также его вторичная обмотка были заземлены.
О самом процессе
Технология точечной сварки предполагает наличие сразу нескольких этапов.
Первый из них заключается в том, чтобы сначала совместить в нужном положении соединяемые детали и поместить их между электродами аппарата в прижатом друг к другу состоянии.
Затем соединяемые детали нагреваются и достигают состояния пластичности, при этом совместно подвергаясь дальнейшему пластическому деформированию.
Корпус вашей сварки, может быть, даже из дерева
Для максимально качественной сварки, осуществляемой самостоятельно, очень важно, чтобы скорость перемещения двух электродов сохранялась неизменной, а также чтобы обеспечивалась требуемая величина давления и полностью контактировали соединяемые детали.
Следует учитывать, что при точечной сварке детали, благодаря прохождению тока в качестве кратковременного импульса (длительность такого импульса составляет порядка 0,01-0,1 с), довольно быстро нагреваются.
Отметим, что указанный импульс обеспечивает расплавление металла в зоне непосредственного воздействия электродов и формирование общего для соединяемых деталей жидкого ядра. По окончании импульсивного воздействия детали еще некоторое время удерживаются под давлением для того, чтобы ядро могло остыть и кристаллизоваться.
Обратим теперь внимание на то, что длительность импульса может быть разной. И она определяет необходимые режимы точечной сварки.
От чего же зависит импульсивность?
Учитывать необходимо, во-первых, условия сварки, а во-вторых, мощность аппарата.
Так, при осуществлении точечной сварки таких деталей, которые изготовлены из склонных к закалке видов стали, следует время нагрева увеличить. Это позволит замедлить последующее охлаждение металла. Если же происходит точечная сварка деталей, выполненных из нержавеющих сталей, то нагрев, наоборот, должен быть минимальным по продолжительности. В данном случае это необходимый шаг, поскольку в противном случае нагревание может быть сильным настолько, что повлечет за собой структурные превращения. В конечном итоге, наружные слои металла могут потерять свои антикоррозионные свойства. И тогда ремонт металлического изделия будет не за горами.
Еще нужно понимать, что определенное значение имеет и показатель давления между электродами. Давление должно быть таким, чтобы им обеспечивался надежный контакт соединяемых деталей.
О мерах предосторожности
Все мероприятия, касающиеся техники безопасности при осуществлении точечной сварки, направлены на защиту от поражения электрическим током, от ожогов и различного рода травм.
В этой связи при самостоятельном изготовлении машины для точечной сварки важно уделить должное внимание заземлению. Особую опасность представляет трансформатор (его первичная обмотка). Впрочем, и вторичная обмотка является небезопасной. Касается все это и инвертора, который также должен быть безопасным.
Очень важно, чтобы был обеспечен доступ к любого вида отключающим устройствам (рубильникам, кнопкам и др.). Пол непосредственно перед аппаратом точечной сварки обязательно должен быть сухим. Необходим также и резиновый коврик. Это касается напольных аппаратов.
Если осуществляется зачистка либо смена электродов, устанавливаются отдельные узлы аппарата, производится его ремонт, то нужно быть предельно осторожным и не допустить возможного перемещения электрода.
К обязательным элементам относится также и спецодежда. Наконец, необходимо обеспечить хорошую проветриваемость помещения.
Как видим, точечная сварка может быть выполнена и своими силами, включая изготовление сварочного аппарата. И нередко небольшой ремонт осуществляется и таким способом. Разумеется, для осуществления сварки нужно иметь достаточные навыки и знания. Важно и соблюдение всех мер предосторожности.
Сравнение двух типов электродов для контактной точечной сварки
Здравствуйте. В прошлом обзоре я показывал что находится внутри ручки для точечной сварки. Для этой ручки электродами были просто стержни из меди или куски проволоки сечением 2,5 квадрата.В комментариях были вопросы — можно ли использовать различную легированную медь, например бериллиевую бронзу или использовать вольфрам или его легированные сплавы. Я наконец-то добрался до того, чтобы сделать обзор электродов из бериллиевой бронзы и из вольфрама.Стержень из бериллиевой бронзы был заказан на алиэкспресс, самый тонкий, который я нашел, длина 200мм.
 и диаметр 5мм. В ручку для точечной сварки можно ставить электроды до 3,5 мм. Я поехал к токарю с надеждой проточить у него стержень 5 мм до диаметра 3-3,5 мм. Но диаметр 5 мм. оказался слишком мал для его патрона токарного станка и я просто сточил бериллиевую бронзу на наждаке. Диаметр получился между 3.5 — 4 мм. Поэтому, когда я зажал электроды из бериллиевой бронзы в ручку, промежуток между электродами был очень маленький, пришлось применить волшебную синюю изоленту.
и диаметр 5мм. В ручку для точечной сварки можно ставить электроды до 3,5 мм. Я поехал к токарю с надеждой проточить у него стержень 5 мм до диаметра 3-3,5 мм. Но диаметр 5 мм. оказался слишком мал для его патрона токарного станка и я просто сточил бериллиевую бронзу на наждаке. Диаметр получился между 3.5 — 4 мм. Поэтому, когда я зажал электроды из бериллиевой бронзы в ручку, промежуток между электродами был очень маленький, пришлось применить волшебную синюю изоленту. Также у сварщика я взял огрызок вольфрамового электрода. Электрод wl-20 легированный лантаном 2%. В описании такого электрода написано, что из-за легирования этим металлом проводимость улучшена на 50% — именно то, что мне было нужно. Разрезал этот огрызок электрода на две части. У меня получилось два электрода по 2,5 см и заточил полукругом их кончики. Диаметр электродов 2,4 мм.
Для тестов сварки была взята лента, толщиной 0.12мм., покрытая никелем. Она приваривается к металлической пластине — остаток от шунта трансформатора микроволновки толщиной 0,5 мм.

Первыми пробую электроды из бериллиевой бронзы. Параметры сварки стоят 01 — 99. При таких параметрах эта лента отлично приваривается медными электродами. Первая же сварочная точка показывает, что эти электроды очень сильно липнут к ленте и лента совершенно не приваривается к основанию. При этом сварочный ток превышает 900 ампер. На моём мультиметре в режиме in rush (пусковой ток) максимальный ток 900 ампер и при измерении пикового тока сварки мультиметр показывает перегрузку. Для уверенности я поставил четыре импульса сварки и ток 99, электроды, видимо, сильно разогреваются и плавится их наконечник, они сильно привариваются к ленте. Вот так выглядят электроды после сварки, их кончик расплющен, при этом лента совершенно не приваривается. Похоже что эти электроды для точечной сварки совершенно не пригодны.
Я задумался, бериллиевая бронза это или нет. Может быть это просто какой-то кусок латуни или какой-то другой жёлтой железки. Чтобы понять, какой материал передо мной, сначала я измерил сопротивление медного стержня.
— Медь сечением 10мм (диаметр 3.5) длина 10см. — сопротивление0.16мОм или 0.00016 Ом.
— Бериллиевая бронза диаметр 5мм. длина 10 см. — сопротивление 0.50мОм.
— Бериллиевая бронза диаметр 3.5мм. длина 10 см. — сопротивление 0.78мОм.
— Вольфрам 2.4мм. длина 5 см. — сопротивление 0.56мОм.
Вот документ про сопротивление бронз БрБ2, в нем для БрБ2 указано 0.07 — 0.2.
Сопротивление чистой меди 0,017. По замерам всё сходится — сопротивление желтого стержня примерно в 5 раз больше, чем меди, что в принципе укладывается в сопротивление бериллиевой бронзы.
Почему получился такой результат сварки, непонятно. Вроде бы бериллиевая бронза применяется для электродов контактной сварки в заводских условиях.
Дальше я поставил электроды из вольфрама и пробовал варить ими на тех же параметрах 01-99.
Первые точки варились неплохо, электроды почти не прилипали. Но после 5-6 цикла сварки электроды начали очень сильно липнуть, чем дальше варил, тем сильнее они прилипали. На 10 цикле сварки уже отрывались с трудом.
На 10 цикле сварки уже отрывались с трудом.
На фото видно, что на электроды из вольфрама WL20 налип материал ленты. Электроды не изнашиваются, а удлиняются и при этом чистить их нужно гораздо чаще, чем медные, при этом они выгрызают часть ленты.
Итог
Бериллиевая бронза вроде бы по сопротивлению является тем, что заявлено. Сварка происходит совершенно без искр, из за этого ее и используют. Но лента совершенно не приваривается с такими электродами. Электроды сильно липнут и быстро расходуются.
Вольфрам вроде бы варит с искрами, но через несколько точек сварки начинает сильно липнуть, к нему липнет металл ленты и при отрыве электрода, из ленты вырываются кусочки. Варить сложно, чистить нужно гораздо чаще, чем медные электроды.
Еще на али есть электроды вроде бы из алюминиевой бронзы, ноотзывы по ней спорные.
Видеоверсия обзора, процесс сварки с 1:50
Держак для электродов точечной сварки, ручка для сварки аккумуляторов + обзор альтернативных вариантов
Продолжаем тему контактной сварки. Решил попробовать ручку для электродов. Две медные полосы, две отдельные пружины на полосы, фиксированное расстояние между электродами, микрик для автоматической сработки в конце нажатия. В целом ручка годная, можно брать. Хотя, как всегда, есть варианты дешевле — хуже и дороже — лучше.
Я заказывал у другого продавца, на 5$ дороже, по этому информация о доставке наверное не актуальна.
В комплекте всех этих ручек идет два шестигранных ключа, 4 болта под внутренний шестигранник, шайбы и провод для разъема микрика. Не понятно, зачем идет 4 болта — вполне достаточно двух, может быть запасные, если один сорвется. Но вряд ли кто-то, кроме меня, будет снимать и ставить ручку по 10 раз за день.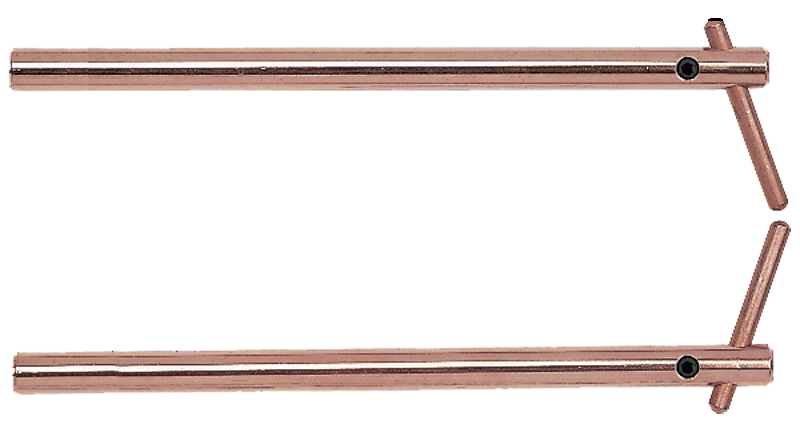
Корпус ручки видимо фрезерован из какого то пластика, на странице этого продавца (видимо производитель) есть интересное видео создания более дорогой ручки.
Корпус состоит из двух половин, в нем фрезерованы пазы под пружины, провода, микрик и т. д.
Внутри есть один микрик — он срабатывает при нажатии ручки до конца. В комплекте идет провод, с 2-контактным разъемом 3.5мм, длина провода 1 метр. Время срабатывания микрика не регулируется, но можно регулировать жесткость пружин, тогда микрик будет срабатывать на разном давлении на ленту.
Две пружины лежат в пазах, их поджимают две квадратные гайки. Для регулировки в комплекте идет шестигранный ключ, регулировка возможна даже когда ручка установлена для сварки. Винты немного мешают, но регулировать можно.
Интересно, что некоторые мелкие гайки и винты сделаны с нержавейки. Гайки крепления электродов, винты и гайки, скрепляющие половинки, винты с гайкой, для поджатия пружин магнитятся очень слабо.
Этим же шестигранником разбирается крепление электродов. Мне понравилась эта версия ручки потому, что я могу ставить электроды от 1мм до 4мм, Держатель электродов — просто две медные пластины, скрученные вместе и прикрученные к основным токонесущим полосам.Просто отверстия насквозь, болты и гайки. В меди нет резьбы — можно просто поменять гайки с винтами, если что. Между этими пластинами фрезерованы отверстия 1мм и 3мм, в комплекте стоят электроды 1.5мм и я ставил 3.5мм без проблем.
Сами основные пластины 4мм Х 15мм, то есть сечение 60мм, я думаю этого вполне достаточно для сварки аккумов. Вверху пластин отверстия D8, то есть соединение с сваркой надежное. Никаких винтов сбоку, как в ручке ZBU (ее обзор). Но Геннадий тоже перешел на нормальное болтовое крепление на новых версиях.
В общем пластины ходят внутри пластиковой ручки, жесткость пружин можно менять, микрик срабатывает по одной пластине. При большом желании можно поставить и второй микрик, подсоединить их последовательно. Но я думаю, что если ставить ручку не косо, то будет работать и с одним. Но в более дорогой ручке стоит два микрика.
Но я думаю, что если ставить ручку не косо, то будет работать и с одним. Но в более дорогой ручке стоит два микрика.
И в дорогой версии ручки для сварки есть светодиод, который светит в место сварки. В плате таймера на педаль/микрик идет 5 в, в эту ручку тоже можно встроить светодиод, запитать его от микрика и рассчитать на 5В, я думаю что будет работать.
В общем я попробовал варить.
Была проблема, что у меня провода выходили параллельно и мне не было удобно подключать эту ручку. У меня наконечники проводов выглядели I I а на ручке — — и мне пришлось загнуть наконечники буквой Г. Тогда все подсоединилось. Но, опять же, я не смог использовать гайки, которые шли в комплекте, по этому я ставил мои гайки барашками. Болты под шестигранник как раз в тему, обычны болты с большой шляпкой мешали бы разъему. И так разъем встает вплотную. Ну и маленькие головки болтов позволяют регулировать жесткость пружин.Пробовал варить стандартными электродами, сразу прожег дырку в ленте — слабый прижим.
 Это есть в видео на 10.40 Потом отрегулировал-прижал пружины и стало варить нормально. Электроды немного липнут. Поменял один электрод на кусок провода ВВГ2.5 — ничего не поменялось, так что похоже стандартные электроды это просто куски меди.
Это есть в видео на 10.40 Потом отрегулировал-прижал пружины и стало варить нормально. Электроды немного липнут. Поменял один электрод на кусок провода ВВГ2.5 — ничего не поменялось, так что похоже стандартные электроды это просто куски меди. Дальше я взял медную моножилу, зажал ее в дремель и довел до заточки карандаша на шкурке.
Получилось два электрода диаметром 3.5мм. Они варили и сильно прилипали, пока я не затупил наконечник электрода, тогда они перестали прилипать.
Минутное видео сварки разными электродами.
Выводы:
В общем ручка годная, можно использовать как со стандартным микриком так и с внешней педалью. Я считаю, что это оптимальный вариант.
Эту ручку я выбирал из за нормального сечения пластин (60 квадратов) и возможности установки электродов от 1 мм до 4мм. Ну и в ней есть регулировка силы прижима.
Ну и в ней есть регулировка силы прижима.
Есть другие варианты:
1. 65$ Дорогая ручка. два микрика, светодиод подсветки и толщенные токопроводящие пластины, есть регулировка прижима. Электроды вроде 2.8-5мм
2. 25$ Средняя ручка, есть регулировка силы прижима, один микрик, но пластины сечением всего 45 квадратов. Пружины торчат снаружи.
Электроды только около 3мм.
3. 22$ Самая дешевая, тонкие пластины, электроды 3мм, нет регулировки, пружины снаружи.
Для тех, кому лень читать, все это и еще кое что есть в видео:
Изготовление точечной сварки для аккумуляторных батарей в домашних условиях
Аккумуляторы применяются во многих бытовых приборах и инструментах. Иногда, необходимо заменить один или несколько элементов.
 Они соединяются в блок определенного напряжения, и полюса привариваются между собой металлической полосой при помощи точечной сварки.
Они соединяются в блок определенного напряжения, и полюса привариваются между собой металлической полосой при помощи точечной сварки.Метод пайки здесь не подходит, так как при таком способе соединения происходит сильный нагрев внутренней части батареи, что приводит к выходу ее из строя. Поэтому если требуется самостоятельно провести ремонт литий-ионных батарей, то нужно приобрести аппарат точечной сварки (споттер) или сделать его самому.
Простейший способ
Самый простой способ – это сварка аккумуляторов самой аккумуляторной батареей. Для этого потребуется:
В полевых условиях, чтобы приварить к батарее никелевую пластину, достаточно аккумулятора, проводов для зарядки, куска монолитного провода и изоленты.
Из провода делается два электрода. Их концы зачищают, выравнивают и фиксируют изолентой. Между концами проводов должно быть расстояние 2-3 мм, торцы находятся в одной плоскости.
За другие концы монолитного провода цепляют с помощью зажимов кабеля для зарядки. Предварительно зарядный кабель присоединяется к клеммам рабочего аккумулятора. Полярность значения не имеет.
Предварительно зарядный кабель присоединяется к клеммам рабочего аккумулятора. Полярность значения не имеет.
Точечная сварка готова. Никелевая лента устанавливается на литиевый аккумулятор. К ленте прижимают концы электродов, которые находятся под напряжением.
Произойдет короткое замыкание, и металл в точке соприкосновения расплавится. Электроды надо быстро убрать во избежание прожигания никелевой пластины.
Контактная сварка для аккумуляторов
Основной функцией контактной сварки является соединение аккумуляторных клемм с помощью небольших металлических пластинок. Для этого не требуется слишком большая мощность. Регулировка параметров тока выполняется в пределах от 400 до 1200 ампер, а действие импульса не превышает 450 миллисекунд.
Соединение деталей с помощью контактной точечной сварки осуществляется за счет тепловой энергии, выделяемой под действием электрического тока большой величины непосредственно в месте контакта. Действие тока носит импульсный характер и отличается короткими импульсами при высокой силе тока, достигающей сотен, а в некоторых случаях и тысяч ампер.
Действие тока носит импульсный характер и отличается короткими импульсами при высокой силе тока, достигающей сотен, а в некоторых случаях и тысяч ампер.
Контактная сварка может использоваться не только в промышленности, но и в домашних условиях. Она позволяет ремонтировать бытовую технику, надежно закреплять выводы аккумуляторных батарей. Особую актуальность такая сварка приобрела в условиях массовой замены аккумуляторов в ноутбуках и других аналогичных устройствах.
Точечная сварка для аккумуляторных батарей должна обладать определенными параметрами. В большинстве аппаратов существуют регулировки, позволяющие настраивать импульс продолжительностью от 50 450 мс и значение электросварочного тока от 400 до 1200 ампер.
Параметры могут быть обеспечены различными видами сварки:
- Конденсаторная сварка. В данном случае для накопления электроэнергии используется конденсатор с большой емкостью, заряжаемый через выпрямитель переменного тока. Во время разрядки электрическая энергия преобразуется в тепловую, обеспечивая нагрев места соединения.
 К основным преимуществам этого способа можно отнести точную дозировку выделяемой энергии, короткий импульс, низкую мощность, возможность сваривания тонких металлических листов.
К основным преимуществам этого способа можно отнести точную дозировку выделяемой энергии, короткий импульс, низкую мощность, возможность сваривания тонких металлических листов. - Точечная сварка с понижающим трансформатором. Основным элементом данного устройства служит сварочный трансформатор. Его конструкция состоит из магнитопровода с площадью поперечного сечения примерно 40 см2. В стандартной первичной обмотке содержится более 200 витков проводника, сечением 2,5 мм2. Вторичная обмотка состоит из 7-ми витков шинного провода сечением 50 мм2. Между обмотками укладываются изоляционные слои, повышающие электробезопасность аппарата. В результате подключения первичной обмотки к сети 220 вольт, во вторичной обмотке, замкнутой на сварку, возникает импульс тока большой мощности. Регулировка мощности импульса осуществляется с помощью резистора в сторону увеличения или уменьшения.
В домашних условиях
Для удобства и повышения качества сварки в домашних условиях применяют дополнительные элементы.
Многожильный силовой провод с помощью зажимов присоединяют к рабочему аккумулятору, а другие концы к нормально-разомкнутому контакту реле и к жалу паяльника.
Второй контакт реле подсоединяют ко второму жалу. В результате получается такая схема, что при замыкании контактов реле на концах жал (электродов) будет присутствовать напряжение рабочего аккумулятора.
Для управления реле используется конденсатор большой емкости, резистор и переключатель. Конденсатор и резистор соединяются последовательно. Один вывод конденсатора подключен к батарее. Общий вывод переключателя подсоединяется к резистору.
В исходном состоянии переключатель должен находиться в положении, когда он замкнут на рабочий аккумулятор. Конденсатор зарядится. Обмотка управления реле одним контактом подсоединяется к выводу емкости, соединенной с аккумулятором, а второй подсоединяется к свободному выводу переключателя.
При переключении напряжение с конденсатора поступает на управляющую обмоток. Пока емкость разряжается, реле замкнуто, и через него может проходить ток в случае замыкания цепи.
Пока емкость разряжается, реле замкнуто, и через него может проходить ток в случае замыкания цепи.
Для сварки достаточно на элемент литиевого аккумулятора поставить никелевую соединительную ленту, на нее два жала, прижать и нажать на переключатель. Контакты реле замкнутся, на электродах появится напряжение.
Так как они замкнуты через пластину, через нее потечет ток короткого замыкания, который вызовет расплавление металла между точками касания электродов. Сварка произведена.
С помощью резистора можно регулировать длительность управляющего импульса. Регулировку можно проводить опытным путем. Она необходима при изменении напряжения рабочего аккумулятора и толщины свариваемого материала.
Устройство и принцип работы
Чертеж устройства для сварки аккумуляторов.
В общем устройстве аппарата точечной сварки аккумуляторов своими руками присутствуют две части: механическая и электрическая. В механической части электроды проводят электричество, элементы для сжатия оказывают давление на заготовки. В заводских устройствах применяется гидравлика, но в домашних условиях все действия чисто механические.
В заводских устройствах применяется гидравлика, но в домашних условиях все действия чисто механические.
В электрической части главный элемент – сварочный трансформатор, который связан с системой подачи электроэнергии и прерывателем первичной цепи. В этой части могут присутствовать элементы сложной электроники, но это касается лишь заводских моделей, в самодельных аппаратах такого нет.
Принцип действия аппарата для точечной сварки достаточно простой. Он основан на действии тепловой энергии. Вот как это происходит: электрический ток подается на электроды, которые находятся в тесном контакте с металлическими деталями.
В области образования сварочного ядра в месте соединения электроды подвергаются механическому воздействию и плотно прижимаются к свариваемым заготовкам. При поступлении тока детали нагреваются и привариваются друг к другу.
Этапы изготовления
Сварка аккумуляторов своими руками требует соблюдения важнейших правил: прежде всего это ювелирная тщательность исполнения каждого шага.
Точечная сварка для аккумуляторов.
Этапы производства аппарата следующие:
- Обновление конструкции старого трансформатора за счет удаления вторичной обмотки. Удаление можно произвести с помощью болгарки или обыкновенного молотка. Верхнюю часть обмотки лучше всего спилить, а оставшуюся часть обмотки можно попросту выломать или выбить из корпуса трансформатора. Последующее склеивание частей сердечника – дело непростое, сначала придется хорошенько все очистить.
- После тщательной очистки нужно освободить паз, в который следует намотать новую вторичную обмотку. Эту обмотку лучше и проще всего соорудить из сварочного кабеля большой толщины. Даже четыре витка такой обмотки дают отличный показатель в 5 В. Если взять это значение за основу, легко рассчитать все необходимые условия. Чем длиннее сварочный кабель, тем ниже производительность всей конструкции аппарата. Кроме того, с длиной кабеля снижается также и надежность агрегата.
- Теперь всю обновленную конструкцию сварочного трансформатора нужно прикрепить к основе с помощью саморезов.
 Если уголки прикручиваются к трансформатору с двух противоположных сторон, то основание крепится к нижнему бруску так, чтобы этот брусок был отдален от трансформатора на два сантиметра. Брусок также может быть установлен во второй части клещей. В этом случае и прикручивание, и остальные манипуляции будут значительно проще. Брус станет играть роль рычага, с помощью которого можно получить дополнительное сжатие соединяемых поверхностей.
Если уголки прикручиваются к трансформатору с двух противоположных сторон, то основание крепится к нижнему бруску так, чтобы этот брусок был отдален от трансформатора на два сантиметра. Брусок также может быть установлен во второй части клещей. В этом случае и прикручивание, и остальные манипуляции будут значительно проще. Брус станет играть роль рычага, с помощью которого можно получить дополнительное сжатие соединяемых поверхностей. - Электроды нужно закрепить в точности друг напротив друга, чтобы спаять вместе. Если все сделать точно, в дальнейшем не будет происходить никакого окисления.
- Соединение спаянных электродов с проводами. Пайка в данном случае нецелесообразна, так как такая мера будет излишней предосторожностью. Если электроды припаять, во время процесса сварки придется часто удалять напаянные части и вместо них припаивать новые.
- Очень важным является правильное расположение выключателя: нужно, чтобы он находился рядом с клещами и с левой стороны корпуса аппарата.
 Такая локализация объясняется особенностями процесса сварки. Перед ней заготовки сжимаются друг с другом самым плотным образом, после чего на секунду включается тумблер. Спаивание происходит вследствие немедленного импульса. Тумблер выключается, так как если держать аппарат долго включенным, есть риск пережигания детали.
Такая локализация объясняется особенностями процесса сварки. Перед ней заготовки сжимаются друг с другом самым плотным образом, после чего на секунду включается тумблер. Спаивание происходит вследствие немедленного импульса. Тумблер выключается, так как если держать аппарат долго включенным, есть риск пережигания детали.
Вариант аппарата из автомобильного аккумулятора
Устройство сварочника для аккумуляторов.
Это, пожалуй, самый быстрый способ конструирования агрегата для сварки батарей, в котором нет необходимости специальной перемотки трансформатора. Это самодельная точечная сварка для аккумуляторов от автомобиля. Этот вариант мини сварки отличается простотой комплектации и очень понятным принципом работы.
Источником электрического тока в данном случае является заряженный аккумулятор от машины. Он должен быть достаточно мощным, в противном случае он может расплавиться от значительного нагрева электродов. Для того, чтобы приварить контакт из клемм на батарее, достаточно эти клеммы замкнуть.
Два медных электрода зафиксированы в электрической колодке. Электроды покрыты по всей длине изоляцией. Для соблюдения постоянства расстояния между ними крепится специальный соединитель.
Как только провода от АКБ зафиксируются в клеммнике колодки, сварку от автомобильного аккумулятора можно проводить.
Единственный серьезный риск при такой технологии – прожиг пластины вследствие высокого напряжения при ее неполном контакте с поверхностью.
Хорошим решением по минимизации этого риска будет подточка электродов надфилем для максимально плотного контакта.
Проверка качества работы самодельного аппарата
Мы уже писали выше, что параметры работы самодельного аппарата не могут сравниться с заводскими аналогами, что вполне понятно и приемлемо для домашних работ. Но данный факт вовсе не означает, что качество работы и соответствие требованиям можно не проверять.
Технический тест следует проводить с ненужной деталью. Сначала процесс контактной сварки из аккумулятора своими руками можно осуществить на малой мощности. Если он прошел нормально, вторым тестом можно сделать пробную сварку с максимальной мощностью.
Если он прошел нормально, вторым тестом можно сделать пробную сварку с максимальной мощностью.
Из трансформатора
Точечную сварку для аккумуляторов можно сделать своими руками из трансформатора. Ею можно сваривать не только батареи, но и любые тонкие металлические изделия.
Для сварки аккумуляторов трансформатор большой мощности не требуется, на 300-500 Вт достаточно. Главное, чтобы была возможность перемотать вторичную обмотку.
Первичная обмотка должна быть на 220В 50 Гц. В качестве намоточного провода на вторичную обмотку нужно применить изолированный медный провод большого диаметра. Требуется сделать три-четыре витка.
Корпус аппарата точечной сварки можно сделать из оргстекла или фанеры. Оргстекло конечно предпочтительней. Основание корпуса должно быть такого размера, чтобы вмещался трансформатор с соединительными проводами, кнопка и рычаг с электродами.
Рычаг крепится на оси между стойками из алюминиевого уголка, которые в свою очередь саморезами закрепляются к основе прибора. Длина рычага делается с таким расчетом, чтобы электроды, закрепленные на нем, доходили до рабочей площадки основания устройства. Диаметр электродов должен быть 3-5 мм. Их концы подтачивают и выравнивают торцы.
Длина рычага делается с таким расчетом, чтобы электроды, закрепленные на нем, доходили до рабочей площадки основания устройства. Диаметр электродов должен быть 3-5 мм. Их концы подтачивают и выравнивают торцы.
Вторичная обмотка трансформатора подключается к электродам с помощью многожильного медного провода сечением не менее чем сечение электродов. Длина проводов от вторичной обмотки до рабочей части должна быть минимальной. Соединения лучше проварить для уменьшения сопротивления цепи или соединять через клеммные колодки под винт.
Рабочая кнопка устанавливается на одном из выводов вторичной обмотки. На рычаге и кнопке устанавливаются пружины. Они нужны для их быстрого возвращения в исходное состояние.
Чтобы установить определенную длительность сварочного импульса, вместо кнопки можно использовать тиристор или силовое реле, управляемое RC цепью. Резистор должен быть переменным, а емкость конденсатора достаточно большой, чтобы позволял менять длительность импульса в пределах от десятков до сотен миллисекунд.
Имеется большое количество схемных реализаций точечной сварки для аккумуляторов. Многое зависит от имеющихся материалов. Схемы могут меняться для увеличения функциональности устройства, улучшения его потребительских свойств, но суть остается прежней.
https://youtu.be/tISthYl3-QU
Как подобрать электроды
Для точечной контактной сварку лучше всего использовать промышленные электроды, изготовленные по ГОСТ14111-69. Такие можно купить на интернет сайтах или в магазинах сварочного оборудования. При использовании на самодельном оборудовании они будут служить практически вечно. Но они довольно дорогие, особенно с запрессованными наконечниками из вольфрама или другого тугоплавкого материала.
В большинстве случаев умельцы изготовляют электроды самостоятельно. В зависимости от мощности сварки, подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставляются в металлическую гильзу с зажимными болтами, закрепленную на кабеле от трансформатора. Как и кабель, электроды прочно зажимаются болтами.
Второй вариант крепления электрода — пайка. Это тоже довольно надежный и эффективный способ, обеспечивающий надежный электроконтакт, но менять электрод в таком случае сложнее. Это не слишком влияет на продуктивность работы — электроды изнашиваются очень медленно, особенно при любительской сварке.
Электроды для точечной сварки
Намного важнее надежный контакт. Если соединение неплотное, то провод и электрод будут окисляться и перегреваться, а сила тока будет меньше требуемой. Также необходимо все соединительные кабели делать как можно короче — диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Сочетания алюминий/медь ненадежно и приводит к ненадежной сварке.
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самодельных аппаратах удобнее всего использовать плоский нижний и конический верхний электроды. Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
Точечная сварка своими руками, разбираем ошибки в работе
Точечная сварка наиболее распространена на промышленных производствах, благодаря высокому качеству сварных точек или швов. С её помощью можно делать очень много сварочных соединений за короткий промежуток времени. Чаще всего применяется в автомобильном, самолётном и судостроении. Нередко используют для сборки сельскохозяйственных машин и агрегатов для них. Собирают батареи аккумуляторов. Именно в производстве аккумуляторов точечная сварка показывает свою незаменимость.
Немного про сварочные работы
При правильно построенному процессу сварки и полном соответствии техническим нормам и требованиям, точечные соединения получаются невероятно крепкими, а качественными. Благодаря сильному разогреву металла и давлению, которое создаёт точечная сварка, соединения, может обретать крепость, приближенную к основному металлу, который сваривает аппарат.
Благодаря сильному разогреву металла и давлению, которое создаёт точечная сварка, соединения, может обретать крепость, приближенную к основному металлу, который сваривает аппарат.
В этой статье мы вам поможем разобраться с технологией контактной сварки и ответим на вопрос как сделать точечную сварку, расскажем о подготовке поверхности, выборе аппарата, электродов и прочих составляющих. Пошагово опишем схему сварочного процесса и укажем на возможные ошибки и дефекты, которые могут возникать. Объясним, что такое полярность и какая она бывает, а так же расскажем, как работать с тонкими материалами.
Подготовительные работы
Начнём с выбора подходящего аппарата. Тут следует учесть то, какой тип материала мы будем сваривать и насколько прочным должно быть соединение. Если вы используете тугоплавкий материал, с довольно большой толщиной тогда следует выбрать сварочный аппарат с более высокой мощностью.
Если необходимо очень крепкое соединение, тогда к высокой мощности необходимо ещё и довольно большое давление во время процесса. Для увеличения крепости сварной точки, давление после нагревания должно ещё больше возрастать. Таким образом, точечная сварка получится практически той же прочности что и металл.
Схема сварки металла
Подготовка поверхности перед работой один из важнейших этапов сварочного процесса. Благодаря правильно подготовленной рабочей поверхности металла точечная сварка получится максимально крепкой и качественной. Если поверхность будет сделана правильно, тогда риск появления дефектов крайне низок.
Итак, что же следует сделать:
- Обезжирить, так качество сцепления будет максимальным.
- Удалить ржавчину и прочие эффекты коррозии или окисления.
- Пассивирование поверхности.
- Очистить от пыли и налёта. В случае если присутствует окалина на металле, её также следует удалить.
- Убедитесь, что детали плотно прилегают.

- После удаления излишних слоёв налёта и прочего, детали омываются и сушатся.
- Последняя стадия подготовки – контроль. Детали проверяются на остатки недопустимых элементов на поверхности, если всё нормально тогда можно приступать к работе.
Выбор электрода для сварочного аппарата, является ключевым фактором, который влияет на окончательное качество контактной сверки. Подобрав правильно электрод, точечная сварка своими руками получится максимально крепкой и долговечной.
Первое на что необходимо обратить внимание, это теплоэлектропроводность металла. Чтобы материал, из которого сделан электрод, не должен смешиваться с материалом, который сваривается. Поэтому теплоэлектропроводность электрода должна быть выше, чем у металла, и между ними не должно возникать никаких реакций. Если сварочный период нагревания уменьшается, тогда соотношение величин теплопроводности также должно возрастать.
Режимы сварки низкоуглеродистых сталей
Каждая группа металлов соответствует определённому типу электродов, с которыми они могут совмещаться. Это особенно важно при работе с тонколистовыми и легкоплавкими металлами, которые легко поддаются воздействию температур. Это алюминиевые и магниевые сплавы, выбор электродов для них должен быть особенно тщательным
Это особенно важно при работе с тонколистовыми и легкоплавкими металлами, которые легко поддаются воздействию температур. Это алюминиевые и магниевые сплавы, выбор электродов для них должен быть особенно тщательным
Так как сварочные работы связаны с большими температурами, и присутствует риск попадания раскалённых частиц на поверхность человеческого тела необходимо придерживаться правил безопасности при работе.
Экипировка сварщика – это элемент защиты от механических повреждений. Без чего процесс сварки не может проходить это без защитной маски, которая защитит ваше лицо и глаза от яркого света и частиц металла.
Сварочные перчатки обязательный атрибут для комфортной и безопасной работы, они защитят вас от ожогов и помогут работать без какого-либо дискомфорта от высоких температур. Для дополнительно защиты лучше носить специальный костюм для сварочных работ, он не поддаётся горению, и ткань не будет плавиться при попадании на неё раскалённых частиц металла.
Этапы работы
Условно точечная сварка разделяется на три шага, пройдя которые вы получаете готовую контактную самодельную точку, скрепляющую две заготовки. Для создания последующих точек процесс повторяется в том же порядке.
Давайте приступим к работе по следующей схеме:
- Фиксирование детали в зажиме между электродами аппарата. На деталь сразу производится определённое заданное давление, которое деформацию на микронеровностях.
- После плотной фиксации и необходимого сжатия происходит подача электрического импульса. Впоследствии чего металл разогревается до предельных температур и в месте соприкосновения электродов начинает плавиться, и заготовки соединяются. Жидкая фаза металла связывается, образуя цельное соединение, которое стаёт максимально приближённым к прочности самого материала.
- Подача импульса прекращается. Место сваривания охлаждается и происходит окончательный процесс кристаллизации. Убирать усилил сжатия необходимо через определённый промежуток времени, так как в процессе остывания металл при сжатии набирает более мелкозернистой структуры.
 Ещё лучше сжатие увеличить, так эффект будет ещё сильнее и соединение получится более однородным.
Ещё лучше сжатие увеличить, так эффект будет ещё сильнее и соединение получится более однородным.
Производим различные соединения
При необходимости создания множества сварочных соединений повторяем весь цикл. Если же есть потребность сделать очень много таких точек, тогда можно использовать аппарат, у которого контактная сварка происходит сразу в нескольких указанных точках. Так, вы сэкономите время и будете работать более продуктивно.
Дефекты и ошибки контактной сварки
Точечная сварка довольно сложная схема, в котором есть множество нюансов и особенностей. Очень часто у новичков возникают следующие ошибки:
- Неправильно подобранная мощность.
- Недостаточный либо слишком большой период давления на заготовку.
- Электрод не подходит к свариваемому металлу.
- Схема работы самого сварочного аппарата не подходит к условиям необходимого сварочного процесса.
- Поверхность для контактной сварки подготовлена неправильно.
Дефекты, возникающие при неправильной контактной сварке:
- Недостаточная степень расплавления, что способствует неправильному формированию ядра точки.
- Слишком глубокое образование вмятин при контактном давлении.
- Кромки нахлёстки могут разорваться при очень близком нахождении контактной сварной точки.
- Изменение свойства металла впоследствии слишком большого разогрева. Например, ухудшение рабочих качеств аккумуляторов.
- Сквозное прожигание металла.
- Образование внутренних трещин либо пустот.
Работая с тонкими металлами, или при сборке аккумуляторов следует тщательно подбирать мощность и силу давления на них. Так как при слишком большой мощности есть риск сквозного прожига и тогда такая заготовка стаёт непригодной. При слишком большом давлении могут образовываться вмятины и различные дефекты поверхности.
Работая с алюминиевыми заготовками нельзя перегревать их слишком долгое время, так как это потянет за собой смену их антикоррозийных свойств и повышается риск деформации поверхности.
Полярность при сварке
Полярность может быть прямой или обратной. Используя прямую полярность, к электроду подсоединяется минус, а на заготовку направляют плюс. Если же использовать обратную, тогда плюс и минус меняются местами. От схемы подключения полярности к аппарату зависит процесс возникновения катодного и анодного пята. Анод возникает на плюсовых полярностях, а катод, наоборот, на минусе.
Подведём итог
Точечная сварка технически сложный процесс, который требует тщательно подготовки. Вам следует знать все тонкости такой сварки, от выбора сварочного аппарата до необходимого давления, которое производится на заготовку. Тогда ваша работу будет выполнена качественно и надолго. Придерживаясь всех правил, с помощью контактного сварочного аппарата вы сделаете все ваши задумки связанные с металлом и его соединением.
Какой электродный материал следует использовать для точечной контактной сварки?
Электроды являются одним из наиболее важных факторов в процессе контактной сварки, но часто им злоупотребляют. Важно учитывать материал электрода, форму, размер, профиль наконечника и охлаждение.
Материалы электродов соответствуют стандарту ISO 5182. В основном это медные сплавы с небольшим процентным содержанием легирующих элементов для улучшения твердости при сохранении хорошей проводимости.
Наиболее распространенные материалы — Класс 2 (например.грамм. медь / хром или медь / хром / цирконий) и могут использоваться для низкоуглеродистых и высокопрочных сталей в целом. Сплавы с более высокой проводимостью, такие как медь / цирконий и дисперсно-упрочненная медь, демонстрируют некоторые преимущества при сварке сталей с покрытием, поскольку они обеспечивают меньший нагрев поверхности из-за низкого контактного сопротивления.
При сварке более твердых листовых материалов, таких как нержавеющая сталь, требуются гораздо более высокие электродные усилия, но меньший сварочный ток. Эти материалы лучше свариваются с более твердыми электродами класса 3, такими как медь / никель / кремний.Это заменяет превосходный сплав медь / кобальт / бериллий из-за потенциальной опасности бериллия (в основном в виде пыли от операций механической обработки или правки).
Тугоплавкие электродные материалы, такие как вольфрам / медь, вольфрам или молибден, используются для таких применений, как вставки для выступающей сварки, где площадь контакта электрода как минимум в три раза превышает размер сварного шва. Эти материалы имеют более высокую твердость, но более низкую проводимость, чем электроды класса 2. Они непригодны для точечной сварки, так как в месте контакта наконечника возникает локальный нагрев, что может привести к растрескиванию электрода.Исключение является для соединения металлов высоких проводимости, таких как медная проволока или фольги, где вырабатываются тепло главным образом в пределах огнеупорного конца электрода и проведенной в материалы, подлежащие соединению.
ISO 5182 Материалы для электродов для контактной сварки и вспомогательного оборудования, второе издание, 1991 г.
См. Также FAQ: Как минимизировать износ электродов при контактной точечной сварке? Практическое руководство по контактной сварке листовых металлов
Точечная сварка — Практическое руководство по контактной сварке
Контактная пайка не является точечной сваркой, поэтому геометрия поверхности электрода не должна концентрировать тепло на небольшой площади.Часто поверхность электрода обрабатывается, чтобы она соответствовала поверхности, с которой он контактирует. Часто электрод контактирует со всей поверхностью заготовки. В некоторых случаях поверхности электродов фрезерованы. Заготовка вставляется в лицевую сторону электрода, чтобы обеспечить правильное размещение и выравнивание детали. Иногда через центр электрода создается небольшой вакуум, чтобы удерживать деталь на месте до закрытия электрода. Это очень распространено при пайке мелких деталей.
Материал электродов часто относится к классу 2 RWMA.Это может быть медь ETP, и во многих случаях используются угольные электроды.
Когда сопротивление пайки контактных материалы, тугоплавкие электроды наплавки RWMA Класс 11, 13 и 14, а также 2 класса обычно используются.
Прочитайте больше …
Ответ: опорные плиты не должны быть горячими. Если они являются причиной, необходимо определить.
Инструменты и приспособления используются практически во всех операциях контактной сварки, чтобы удерживать детали на месте для сварки.Они должны быть чистыми от вспышек и мусора и быть безопасными для операторов. Следует минимизировать тепловыделение. Если прибор нагревается, на первый план выходят несколько возможных причин: индуктивность, изоляция, сварка сварного шва и расположение.
ПЛОХО, ХОРОШО
Это показывает деталь в области горловины, но магнитные инструменты в горловине вызывают ту же проблему. Он поглощает энергию и нагревается во время процесса сварки, заставляя сварщика усерднее работать, чтобы сделать желаемый точечный шов.
Индуктивность — это электрическое поле, индуцированное в любом магнитном материале в или около горловины устройства для контактной сварки на переменном токе. Изолированный или неповрежденный магнитный материал внутри или рядом с горловиной машины переменного тока может быть поврежден. Он будет поглощать энергию и нагреваться. Сюда входит сам прибор или его компоненты (болты и гайки) или опорная плита. Чтобы предотвратить это, приспособления, опорные плиты и другие компоненты должны быть изготовлены из немагнитных материалов (алюминия, меди, немагнитной нержавеющей стали или изоляторов).Индуктивность — распространенная проблема в этой области. Многие инструментальные мастерские не осведомлены о проблеме (индуктивности). Чтобы проверить свой инструмент, проверьте свой инструмент или компоненты с помощью магнита, чтобы убедиться, что они изготовлены из магнитного материала.
Изоляция светильника также необходима для предотвращения протекания тока через приспособление и его нагрева за счет резистивного нагрева. Это означает изоляцию болтов, гаек и шайб с шайбами и втулками, а также сопрягаемых поверхностей под ними или между ними.
Другая проблема в обслуживании — это оплавление сварного шва.Накопление заусенцев при сварке может привести к протеканию тока через изолированное приспособление. Такой путь паразитного тока может привести к нагреву приспособления и потере мощности при сварке.
Также следует учитывать близость (расположение) сварочной основы к месту сварки. Обычно электроды выполняют самые большие функции нагрева и охлаждения. Если основание сварочного приспособления расположено слишком близко, оно может соприкоснуться с большим количеством тепла, а также может потребоваться отвод тепла.Это может быть охлаждающий блок или прямое водяное охлаждение.
Сварочная арматура, демонстрирующая немагнитную нержавеющую оснастку и изолированные штифты и инструменты с водяным охлаждением
Ссылка: Руководство RWMA, Глава 19
Неправильный выбор сварочного тока может вызвать проблемы при контактной сварке. Проблемы обычно проявляются в виде вытеснения, вдавливания, прилипания электрода, образования грибовидных образований или низкой прочности сварного шва.Существует идеальный диапазон тока для любой настройки контактной сварки. Это позволит получить хорошие сварные самородки с небольшим или нулевым выталкиванием, небольшим вдавливанием и минимальным износом или прилипанием электрода. Всякий раз, когда вы нажимаете крайние значения тока в окне сварки на высокий или низкий, вы рискуете получить проблемы.
Прочитайте больше …
Sunstone Welders> Ресурсы> Руководство по выбору электродов
Выбор электрода для контактной сварки является одной из трудностей при начале работы в области контактной сварки.Материалы электродов различаются и включают медь, вольфрам и молибден; а также различные сплавы каждого из вышеперечисленных материалов. Размер и форма электрода являются важными факторами для получения желаемой точки сварки.
Что означает RWMA?
Ассоциация производителей сварочных аппаратов сопротивлением (RWMA). RWMA — это организация, входящая в Американское общество сварщиков (AWS), целью которой является продвижение контактной сварки и ее развития. Использование RWMA и номера является ссылкой на их стандарты и позволяет использовать единую систему классификации для определения сплавов, используемых в сварочных электродах.
Из чего сделаны сварочные электроды?
RWMA 1 Медь
Медно-кадмиевый сплав —
Твердость по Роквеллу 70B, проводимость 90%. Обычно используется сплав сварочного электрода. Наименее дорогой сварочный материал.
RWMA 2 Медь
Медно-хромовый сплав
Твердость по Роквеллу 83B, проводимость 85%. Используется при сварке стали, никеля и резистивных материалов.
RWMA 3 Медь
Медь, кобальт, бериллиевый сплав
Твердость по Роквеллу 100B, проводимость 48%.
Основная цель — продлить срок службы электродов и использовать их с большими усилиями. Для сварки резистивных деталей.
GLIDCOP
— Медь, смешанная в основном с частицами оксида алюминия — Твердость по Роквеллу 68B, проводимость 92%. По своим характеристикам аналогичен RWMA 1 и 2, но отличается высокой прочностью и долговечностью электрода. Устойчив к термическому размягчению. Используется в аккумуляторных электродах EL BATT.
RWMA 11 — Медно-вольфрамовый сплав
Твердость по Роквеллу 99B, проводимость 46%.В основном используется для сварки драгоценных металлов и медных сплавов. Обладает большей прочностью, чем RWMA 1 и 2, но все еще поддается механической обработке для изготовления нестандартных форм.
RWMA 13 — Вольфрам
Твердость по Роквеллу 70A, проводимость 32%. Не может быть обработан для придания определенной формы, но может быть отшлифован и заточен до определенной точки. Используется для сварки металлов
, таких как медь, а также латуни
и их сплавов. Самая высокая термостойкость и прочность среди всех электродов.
RWMA 14 — Молибден
Твердость по Роквеллу 90B, проводимость 31%.Возможность обработки для изготовления электродов нестандартной формы. В основном используется для сварки меди, золота, серебра, а также сплавов, которые их включают.
Какой электрод лучше всего подходит для моих материалов?
Наилучший вариант — убедиться, что электрод, соприкасающийся с металлом, соответствует наилучшему материалу для сварки этого типа. Например, вы не захотите сваривать медь, используя медный электрод. Это может вызвать прилипание электродов к материалам основы и их приваривание.Кроме того, если использовать правильные электроды и правильно обслуживать их, то прилипание может быть устранено, и обслуживание электродов может быть почти устранено.
Найдите ниже, какой материал вы хотите сваривать. Рекомендуемые электроды пронумерованы ниже.
Алюминий:
- GLIDCOP
- RWMA 2
- RWMA 3
Бериллий Медь:
- GLIDCOP
- Вольфрам
- Молибден
- 90COP
- 9014 Молибден
- Молибден
Латунь Медь:
- Вольфрам
- Молибден
Оцинкованная сталь:
- GLIDCOP
- RWMA 2
- RWMA 3
Золото:
- GLID146ungum
- GLID146 GLIDCOP
- RWMA 2
- RWMA 3
Кантал:
- GLIDCOP
- RWMA 2
- RWMA 3
Ковар:
- R147 RWMA
M- GLIDCOP
- RWMA 2
- RWMA 3
Нихром:
- GLIDCOP
- RWMA 2
- RWMA 3
Никель:
- GLIDCOP
- RWMA 2
- RWMA 3
R1414 RWMA 9014 9014 9006 9014 9014 9014 RWMA 9014 9014 9014 9014 9014 9014 9014 9014 9014
Нитинол:
- GLIDCOP
- RWMA 2
- RWMA 3
Фосфорная бронза:
- GLIDCOP
- RWMA 3
- RWMA 2
-
7 RWMA
Platinum
Серебро:
- Медь Вольфрам
- GLIDCOP
- RWMA 3
- RWMA 2
Нержавеющая сталь:
- GLIDCOP65
- RWMA 2 GLIDCOP
- RWMA 2
- RWMA 3
Вольфрам:
- GLIDCOP
- RWMA 2 9 0147
- RWMA 3
Конфигуратор электродов — Форма электрода
Ваш следующий шаг может быть простым… или трудным.Это действительно зависит от вашего приложения. Если у вас простая установка (например, сварка двух плоских листов вместе), вы можете использовать прямые электроды. Если у вас сложная установка (например, вы пытаетесь сварить небольшой фланец внутри коробки), вам понадобятся изогнутые или смещенные электроды.
Простая установка (два плоских листа стали)
Если у вас простая установка, наиболее распространенными (и лучшими) электродами являются прямые электроды. Они лучше, чем изогнутые или смещенные электроды, потому что они не изгибаются и не отклоняются под действием силы.Кроме того, они обычно остаются более холодными, чем изогнутые электроды, и их легче использовать с внутренними трубками водяного охлаждения.
Вы заметите, что даже среди прямых электродов по-прежнему имеется широкий выбор вариантов. Однако, для упрощения, наиболее распространенным и лучшим, как правило, является «остроконечный нос» . Другие поверхности электродов превосходны, если вы свариваете нержавеющую сталь или алюминий, если вам нужна одна сварочная поверхность, чтобы получить «невидимый» сварной шов, если вы свариваете неглубокий угол фланца или если вы используете электрододержатель, требующий Наклонный носовой электрод.
Электрод с острым носом
Более сложная установка (фланцы, штампы, расширенный металл, перфорированный металл, трубы, коробки или другие труднодоступные места)
Существует столько форм электродов, что от них действительно кружится голова. Редко бывает, что электроды одной из этих форм вам не подходят. Все они разработаны с учетом необычных требований к инструментам всех различных конфигураций, которые на протяжении многих лет предъявлялись сварщикам точечной сварки. См. Несколько примеров ниже.Если вам нужен один из них, вам, вероятно, придется самостоятельно копаться в каталоге, чтобы найти правильные размеры, соответствующие вашим техническим характеристикам. Позвоните нам, если вы застряли.
Теперь, когда вы знаете форму своего электрода, перейдите к разделу «Медный сплав электрода».
Вернуться к определению конуса Рядом с медным сплавомТочечная сварка — Tec-Option
Точечная сварка — это наиболее часто используемый вид контактной сварки. Этот метод включает пропускание электрического тока через электроды, прикрепленные к двум отдельным металлическим поверхностям, прижатым друг к другу.Это действие генерирует тепло, которое плавит и плавит детали, образуя «точечные сварные швы» — в одном или нескольких локальных положениях.
Ниже приводится обзор точечной сварки с описанием того, как работает этот процесс, его преимущества и сравнение с альтернативными методами.
Как работает точечная сварка?
В процессе точечной сварки используется токопроводящий нагрев. Сопротивление, которое испытывает приложенный электрический ток, генерирует тепло, которое плавится и, в конечном итоге, сплавляет две или более отдельных металлических частей вместе.
В традиционных операциях точечной сварки используются электроды из медного сплава, которые удерживают детали на месте и облегчают прохождение тока в обрабатываемую деталь. Сварщики применяют короткие импульсы электрического тока, которые нагревают и сплавляют определенные участки детали. После плавления ток больше не требуется. Однако электроды продолжают оказывать давление на заготовку, пока расплавленный металл не остынет и не затвердеет, образуя прочное сварное соединение. Размер и форма используемых электродов влияют на размер и форму получаемых сварных швов.
Преимущества точечной сварки
Точечная сварка дает профессионалам отрасли множество производственных преимуществ, например:
- Более быстрые и простые операции. Для точечной сварки не требуются специальные навыки, а это качество снижает объем обучения, необходимого для существующих и потенциальных сотрудников.
- Снижение материальных затрат. Процесс точечной сварки не требует использования флюса или присадочного материала для образования соединения, что снижает общие материальные затраты на такие операции.
- Более безопасные условия труда. При точечной сварке не используется открытое пламя для создания стыков, что снижает вероятность ожогов или пожаров.
- Лучшее размещение автоматизации. Операции точечной сварки легко адаптируются к автоматизации, что приводит к более быстрым и экономичным производственным операциям.
Точечная сварка и другие методы сварки
По сравнению с другими методами сварки, точечная сварка имеет много преимуществ (как указано выше).Вот сравнение этого процесса с некоторыми доступными альтернативными методами сварки:
- По сравнению со сваркой MIG и TIG: Операции точечной сварки обычно намного быстрее, чем операции сварки MIG и TIG. Они также несут меньшие требования к навыкам и опыту, минимальные требования к материалам и меньший риск теплового искажения. Однако, хотя операции сварки MIG и TIG занимают больше времени — часто требуя дополнительной обработки для устранения термической деформации и других проблем с отделкой поверхности, — они обычно обеспечивают более прочные и долговечные сварные швы.
- По сравнению с проекционной сваркой: Точечная сварка обычно используется для более тонких деталей и деталей с углами. Напротив, выступающая сварка обычно используется для сварки более толстых материалов и деталей, работающих в тяжелых условиях. Процесс сварки с выступом одновременно создает большее количество более прочных и эстетичных сварных швов, чем процесс точечной сварки с меньшими требованиями к нагреву и давлению. Однако он требует использования выступов одинаковой высоты для достижения прочного соединения и не подходит для металлов, таких как медь и латунь.
Решения для качественного оборудования для точечной сварки от Tec-Option
Основанная в 1996 году, Tec-Option с тех пор зарекомендовала себя как ведущий поставщик качественных решений для сварки и сборки. Мы предлагаем широкий выбор автоматических сварочных систем, включая аппараты для точечной сварки, для удовлетворения широкого спектра сварочных нужд. Если вам нужна прочная, эффективная и экономичная сварочная система, наши специалисты могут помочь вам спроектировать, спроектировать и собрать ее в точном соответствии с вашими спецификациями.
Чтобы получить дополнительную информацию о наших решениях для сварочного оборудования, свяжитесь с нами сегодня.
Электроды для контактной сваркиизготовлены из меди и сплавов | Дональд Эрнест
Электроды для контактной сварки являются основополагающим фактором в процессе контактной сварки. Чтобы получить наилучшие сварные швы, необходимо учитывать материал электрода, его форму и размер. Профиль наконечника и время охлаждения также имеют большое значение. В качестве материала электродов используются медные сплавы.Легирующий элемент также используется в электродах, которые делают его более твердым и улучшают его проводимость.
Наиболее широко используемые материалы, используемые в электродах для контактной сварки , — это медь / хром и медь / хром / цирконий. Они используются для высококачественной стали, а также для низкоуглеродистой стали. Для сварки сталей с покрытием используются сплавы с лучшей проводимостью. К ним относятся медь / цирконий и медь, упрочненная дисперсией. Благодаря низкому контактному сопротивлению поверхность стали с покрытием не сильно нагревается.
Для сварки твердых листовых материалов используется низкий сварочный ток с более высоким электродным усилием. Электроды из сплава медь / никель / кремний тверже. Раньше твердый листовой материал сваривался с использованием сплава медь / кобальт / бериллий, который считался очень лучшим. Известно, что бериллий опасен для здоровья. Это может повредить легкие, а также вызвать пневмонию. Можно заболеть бериллиозом — заболеванием легких, которое также может повредить сердце. Сплав медь / никель / кремний быстро заменяет сплав меди / кобальта / бериллия, поскольку он намного безопаснее для здоровья.
Вольфрам / медь, вольфрам и молибден — электродные материалы, повышающие твердость и ударную вязкость сталей. Известно, что при высоких температурах они повышают прочность стали. Эти материалы используются для таких применений, как выпуклая сварка. Обычно они используются для сварки гаек и болтов. Кузов современного автомобиля насчитывает около 300 сварных и перфорированных болтов, гаек и шпилек. Крепление этих креплений к элементам кузова делает автомобиль безопасным и надежным.
Во время сварки электроды изнашиваются.При лучшем охлаждении электроды могут прослужить дольше. Недостаточное охлаждение сокращает срок службы электрода. Для эффективного охлаждения диаметр электрода должен быть как минимум в три раза больше, чем острие. Для охлаждения электрода можно направить воду на сам электрод.
Электроды с усеченным конусом более долговечны и должны быть хорошо выровнены. Иногда электроды могут скользить под давлением. Сварочный пистолет или аппарат должны быть достаточно прочными, чтобы избежать такой ситуации.Когда электроды выровнены правильно, вы можете уберечь его от локального нагрева. Теперь с помощью программируемого оборудования можно улучшить скорость электрода и получить хорошие сварочные циклы. Это увеличивает срок службы электрода. Можно также легко контролировать сварочный ток и время работы, что обеспечивает высокое качество сварных швов.
Я знаю компанию , предоставляющую услуги по сварке, , которая является ведущим производителем электродов для контактной сварки для всех марок сварщиков, включая Palomar / Hughes, Unitek, Avio, MacGregor и Sunstone Engineering.
Точечная сварка
Точечная сварка
Точечная сварка — одна старейших сварочных процессов. Он используется во многих отраслях, но особенно для сборки автомобильных кузовов из листовой стали. Это разновидность контактная сварка, при которой точечные швы выполняются через равные промежутки времени на перекрытие листов металла. Точечная сварка в основном используется для соединения деталей которые обычно имеют толщину до 3 мм. Толщина свариваемых деталей должно быть равным или соотношение толщины должно быть менее 3: 1.Сила сварного шва зависит от количества и размера сварных швов. Диаметр точечной сварки диапазон от 3 мм до 12,5 мм.
Как работает точечная сварка
Пятно Сварка — это одна из форм контактной сварки, которая представляет собой метод сварки двух или больше металлических листов вместе без использования присадочного материала путем нанесения давление и тепло на свариваемую поверхность. Процесс используется для присоединения листовых материалов и использует профилированные электроды из медного сплава для приложения давления и передают электрический ток через детали.Во всех формах сопротивления сварка, детали локально нагреваются. Материал между электродами поддается и сжимается. Затем он тает, разрушая границу между части. Ток отключается и «самородок» расплавленного материалы затвердевают, образуя соединение.
Кому создают тепло, медные электроды пропускают электрический ток через детали. Вырабатываемое тепло зависит от электрического сопротивления и теплопроводности. металла и время, в которое подается ток.Вырабатываемое тепло выражается уравнением: E = I 2 * R * t где E — тепловая энергия, I — ток, R — электрическое сопротивление, t — время, в течение которого приложен ток. |
Медь используется для электродов, поскольку имеет низкое сопротивление и высокую термическую проводимость по сравнению с большинством металлов. Это гарантирует, что тепло будет генерироваться в заготовки вместо электродов.
Подходящие материалы для точечной сварки
Сталь имеет высшую удельное электрическое сопротивление и более низкая теплопроводность, чем у медных электродов, сделать сварку относительно простой.Низкоуглеродистая сталь больше всего подходит для точечной сварка. Более высокое содержание углерода или легированная сталь имеют тенденцию к образованию твердых сварных швов, хрупкие и могут треснуть. Алюминий имеет удельное электрическое сопротивление и термическое проводимость ближе к меди. Однако плавление алюминия точка намного ниже, чем у меди, что делает возможной сварку. Высшие уровни тока необходимо использовать для сварки алюминия из-за его низкого удельного сопротивления.
Оцинкованная сталь (т.е. сталь с цинковым покрытием для предотвращения коррозия) требует другой сварки подход, чем сталь без покрытия.Цинковое покрытие необходимо сначала расплавить перед сталь соединяется.