
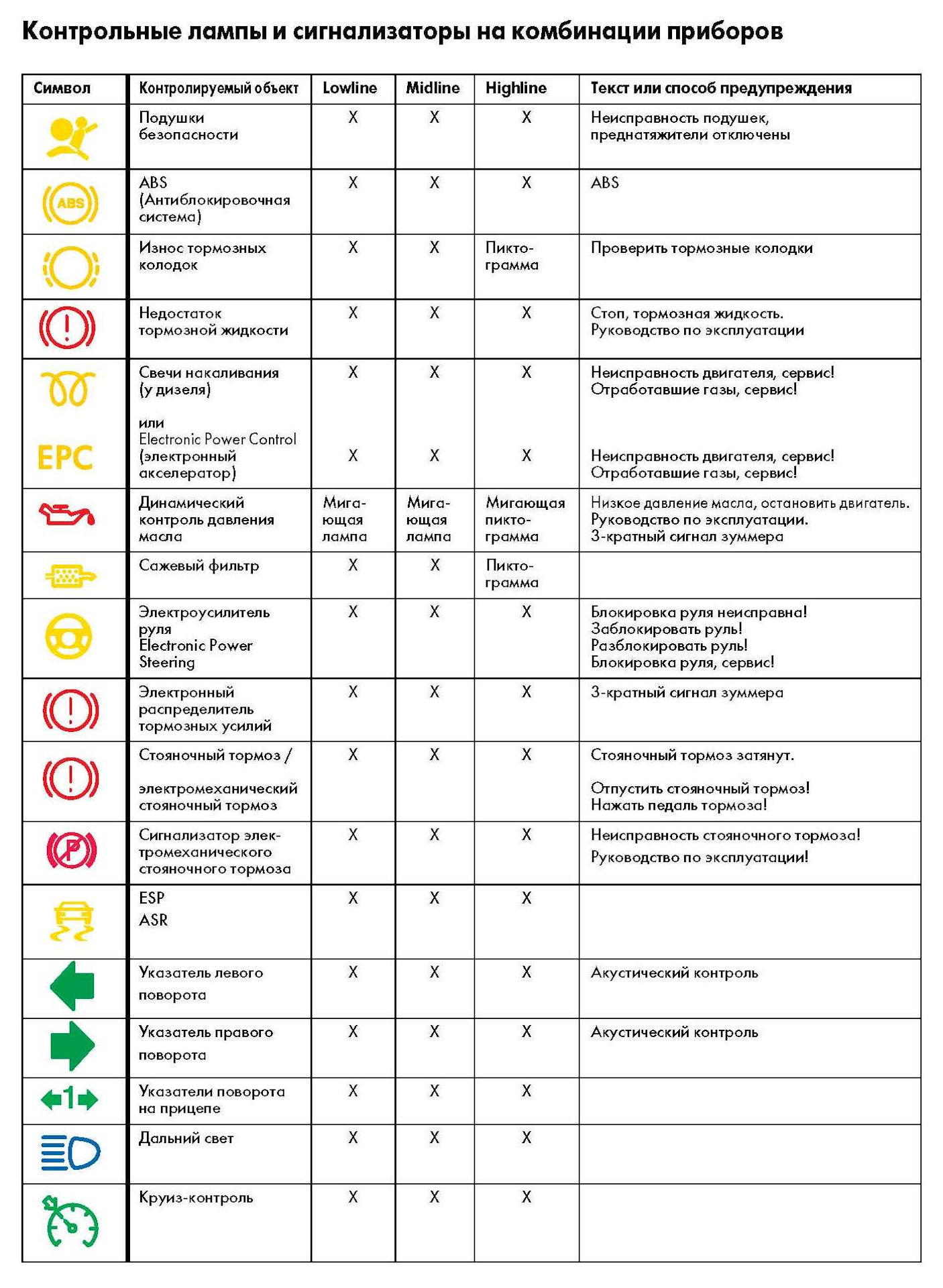
Панель приборов Opel Astra G: обозначения значков
Окончательный вид панель приборов Опель Астра Джи приобрела в 2001 году, став более современной, с усовершенствованной подсветкой, плавными линиями и местом для бортового компьютера. Как и положено продуманному щитку, она позволяет водителю узнать необходимую информацию о состоянии автомобиля. Удобное расположение перед глазами дает возможность человеку за рулем не отвлекаться от дороги.
На панели находится четыре прибора и около 20 индикаторов, уведомляющих об исправной работе различных элементов системы машины. Приборы — это спидометр, тахометр, одометр и индикатор уровня топлива. Значки, подсвеченные специальными лампочками, расположились как на этих приборах, так и отдельно от них, на панели.
Поскольку последняя модификация щитка Astra G увидела свет почти два десятилетия назад, не удивительно, что автовладельцы желают ее модернизировать. Для этого прибегают к тюнингу, который бывает лишь эстетическим или более глубоким.
 В первом случае могут ограничиваться лишь такими простыми изменениями, как установка колец или светодиодной подсветки. Серьезный тюнинг включает в себя полную замену приборов на современные. Работы последнего типа поручают профессионалам.
В первом случае могут ограничиваться лишь такими простыми изменениями, как установка колец или светодиодной подсветки. Серьезный тюнинг включает в себя полную замену приборов на современные. Работы последнего типа поручают профессионалам.Расшифровка обозначений значков
Символы на панели Астра Джи получили окончательный вид, а также привязку к обозначаемым ими ошибкам в 1999-ом, через год после выхода этого поколения авто в свет. В таблице указано, что они означают и какие лампочки отвечают за какую важную информацию.
Горит ключ
Появление на приборке значка в виде гаечного ключа обозначает необходимости провести общее техническое обслуживание. Его сбрасывают на СТО.
Горит аккумулятор
Этот значок сообщает о появлении заряда и должен гаснуть в течении нескольких секунд после включения мотора. Если он не погас, то значит в системе подачи тока к замку зажигания есть неисправность. Необходимо остановить авто и проверить усиление натяжения ремня привода и надежность крепления клемм батареи.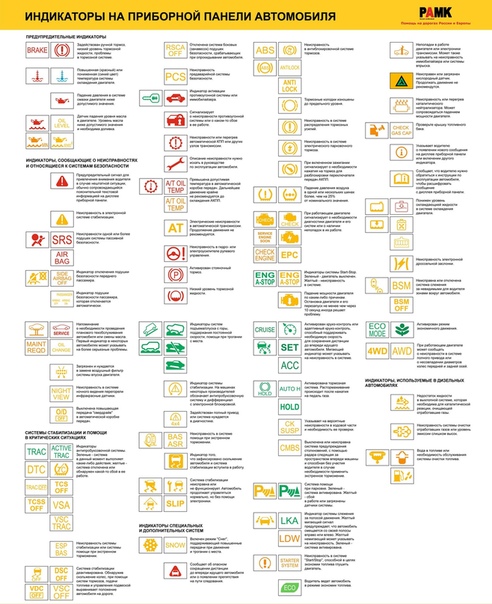 Возможно, аккумулятор стар, и пора его менять или зарядить.
Возможно, аккумулятор стар, и пора его менять или зарядить.
Не загорается щиток приборов
Если не включается панель Astra G, то чаще это происходит по причине отсутствия поступления тока к ней. Необходимо ее проверить мультиметром. Обнаружив такую неисправность, придется разобрать приборку и проверить провода. Если какие-то из них повреждены, потребуется замена.
Не включающаяся подсветка может свидетельствовать о простом перегорании лампочек. Для их замены необходимо купить такие же, разобрать панель и установить их на место перегоревших.
Стоит ли ставить кольца в приборку Astra
Установка алюминиевых колец в панель — один из самых популярных видов эстетического тюнинга среди владельцев линейки Опель. Считается, что благодаря им щиток выглядит солиднее. Благодаря отражению подсветки от металлической поверхности, показания спидометра, тахометра и одометра кажутся четче. Многие владельцы Astra выбирают добавление колец по причине дешевизны способа придать панели более современный вид.
Одно из достоинств такого тюнинга — его простота. Для установки колец зачастую даже не понадобиться снимать приборку. Достаточно снять защитные стекла табло приборов.
Как снять приборку Astra G
Для этого нужно снять защитный пластик. Понадобится отвертка с плоским лезвием, обмотанная защитной тканью.
- После снятия магнитолы отверткой поддевают края пластикового покрытия сначала по бокам.
- Сильным движением вверх и вперед отщелкивают крепления.
- Под пластиком обнаружатся саморезы, которые надо будет открутить.
- На последнем этапе отсоединяют все жгуты проводов.
Приборку возвращают на место в обратном порядке.
Автор материала: Борисов Максим
Калькулятор — помощник для расчета стоимости, удорожания автокредита на покупку автомобиляЗначение значков на приборной панели автомобиля 🦈 AvtoShark. com
com
 com
comИконок, пиктограмм, значков для определения работоспособности механизмов машины недостаточно. На дисплее приборки и торпеде появляются сопровождающие надписи, звуковые сообщения, неоднозначно указывающие владельцу, что не так с узлом или системой авто.
Автор статьи: Ярослав АлчевскийАвтомобиль – сложный комплекс систем и механизмов: об их состоянии и работоспособности водителю сообщают значки на панели приборов. Проведя статистическое исследование 2000 машин, специалисты насчитали на щитке и торпеде более 150 символов, эмблем, иконок, которые нужно уметь читать. По информативности все указатели делятся на большие группы.
Проведя статистическое исследование 2000 машин, специалисты насчитали на щитке и торпеде более 150 символов, эмблем, иконок, которые нужно уметь читать. По информативности все указатели делятся на большие группы.
Информационные значки на панели приборов
Квадраты и круги на приборке загораются, мигают, привлекая внимание автовладельца. От того, насколько правильно вы можете расшифровывать знаки на панели в машине и их значение, зависит безопасность поездки.
Начните изучение с цветовой индикации. Здесь сигналы напоминают светофор:
- Зеленый цвет приборов – все автомобильные системы включены, работают в штатном режиме.
- Желтый – что-то в «организме» авто не в порядке, требуется сервисное обслуживание.
- Красный – тревожный, сообщает о серьезной неисправности. В некоторых ситуациях можно доехать до автомастерской, в критичных же случаях трогаться с места нельзя.
Цветовое обозначение, за малым исключением, принято во всех отечественных и иностранных машинах, поставляемых на российский рынок. Но графическое изображение может разниться, в зависимости от марки и поколения ТС.
Но графическое изображение может разниться, в зависимости от марки и поколения ТС.
Таблица информационных значков:
Информационные значки на панели
Информационные значки на панели приборов
Предупреждающие значки
ЭБУ двигателя распознает слабые места комплектующих машины. Задолго до момента окончательной поломки механизмов блок посылает предупреждение об этом через значки на приборной панели автомобиля:
Предупреждающие значки
Предупреждающие значки на панели
Предупреждающие значки на панели приборов
Сообщающие о неисправности
Предупреждения о сбоях в сложной конструкции машин, передаваемые с ЭБУ через значки на панели автомобиля, имеют для водителей особое значение.
Сообщающие о неисправности значки на панели
Сообщающие о неисправности значки
Сигнализирующие о неисправности значки на панели
Что означают значки освещения
Оптические приборы ТС выполняют следующие функции: освещают путь в ночное время при движении, обозначают контур автомобиля во время стоянки. Световые знаки на панели приборов в машине входят в отдельную группу:
Световые знаки на панели приборов в машине входят в отдельную группу:
Световые знаки на панели приборов в машине
Световые знаки на панели приборов
Световые значки на панели
Специальные и дополнительные символы
Часть индикаторов этой группы, горящих зеленым светом, говорят об активизации особых опций. Другие символы красным и желтым цветами информируют о сбое того или иного функционала.
Специальные и дополнительные символы
Специальные и дополнительные значки
Специальные и дополнительные значки на панели
Различные символы экономии топлива
Производители внедряют системы, помогающие автомашинам расходовать оптимальное количество топлива. В «информационном окне» доски приборов для контроля над такими системами выделено отдельное место, где появляются специально разработанные пиктограммы.
Символы экономии топлива
Различные значки в полноприводных автомобилях
Для внедорожных транспортных средств разработаны специфические пиктограммы и иконки.
Значки на панели внедорожников
Знаки в дизельных автомобилях
Символы дизельных и бензиновых автомобилей во многом сходны между собой, но из-за конструктивных особенностей моторов есть и различия.
Знаки в дизельных автомобилях
Значки в гибридных автомобилях
Смешанные моторы «напичканы» электроникой, сложными механизмами. В помощь владельцу — отдельная спецификация иконок на приборной доске:
Значки в гибридных автомобилях
Лампочки систем контроля и управления
Индикация и символика на консолях и торпедах машин становятся международными. До 21 столетия значки на иномарках от японских и китайских производителей отличались от европейских и американских обозначений. Но сейчас положение исправлено: все указатели систем контроля и управления узнаваемы автомобилистами всего мира:
Лампочки систем контроля и управления
Описание значков системы устойчивости
Одна из важнейших в современных средствах передвижения – система курсовой устойчивости, без которой, впрочем, старшее поколение вполне обходилось.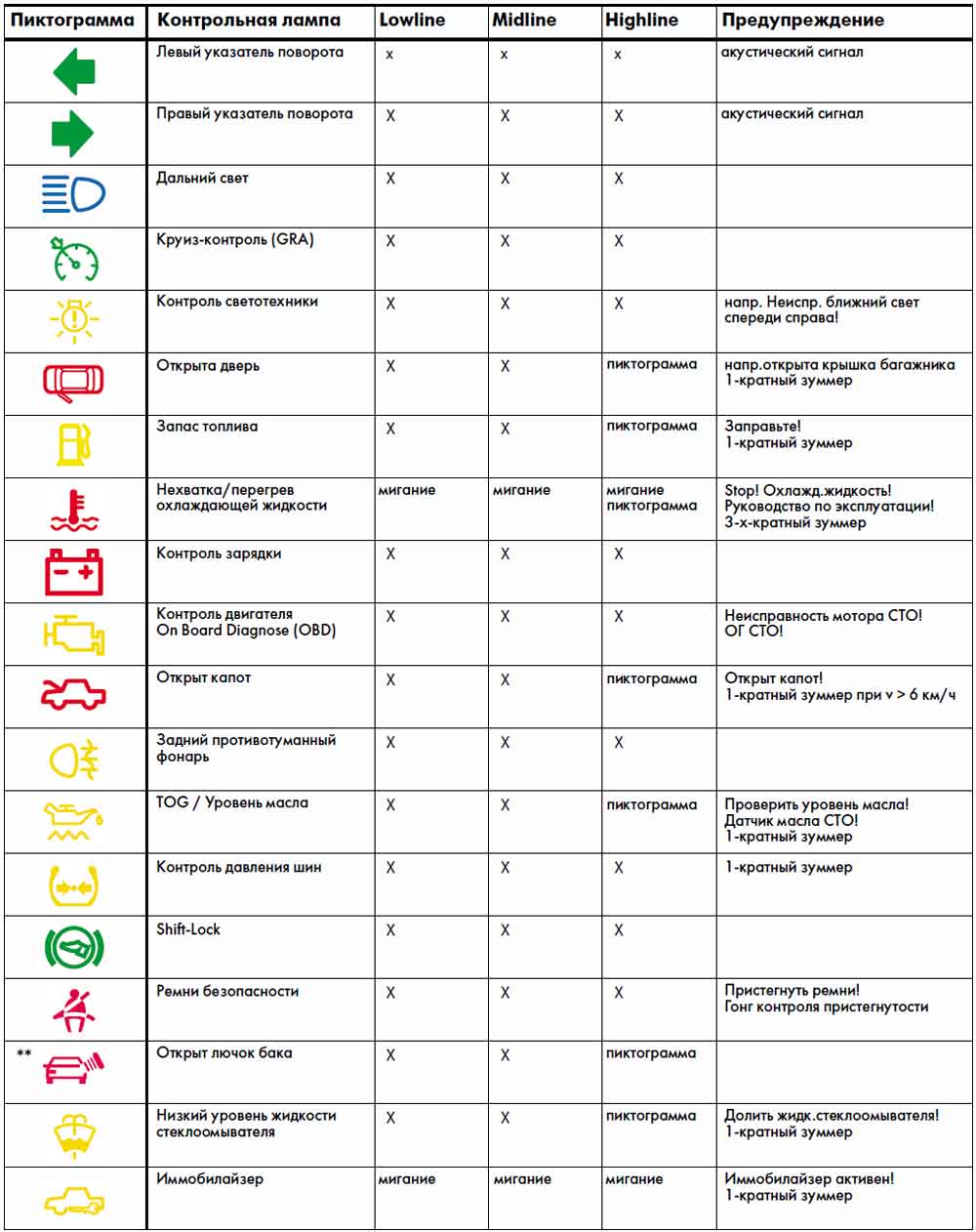 Надписей на русском языке нет, а интуитивно значение не угадаешь. Поэтому стоит потратить время на изучение символов:
Надписей на русском языке нет, а интуитивно значение не угадаешь. Поэтому стоит потратить время на изучение символов:
Значки системы устойчивости
Индикаторы дополнительных и специальных систем
Эти символы могут быть как информационными, предупреждающими, так и сообщающими о неисправностях в работе машины. Тем не менее знаки выделены в отдельную группу:
Значки дополнительных и специальных систем
Значки дополнительных и специальных систем
Символы дополнительных и специальных систем
Символы дополнительных и специальных систем на приборной панели
Символы дополнительных и специальных систем на панели
Дисплеи и сообщения
Иконок, пиктограмм, значков для определения работоспособности механизмов машины недостаточно. На дисплее приборки и торпеде появляются сопровождающие надписи, звуковые сообщения, неоднозначно указывающие владельцу, что не так с узлом или системой авто:
| Фото, сообщения | Что означают |
| Значок в зеленом цвете – круиз-контроль функционирует нормально, в желтом или красном – сбой | |
| Service | Напоминание о скором техническом осмотре |
| ABGAS WERKSTATT | Выхлопы автомобиля плохо очищаются |
MOTORSTURG.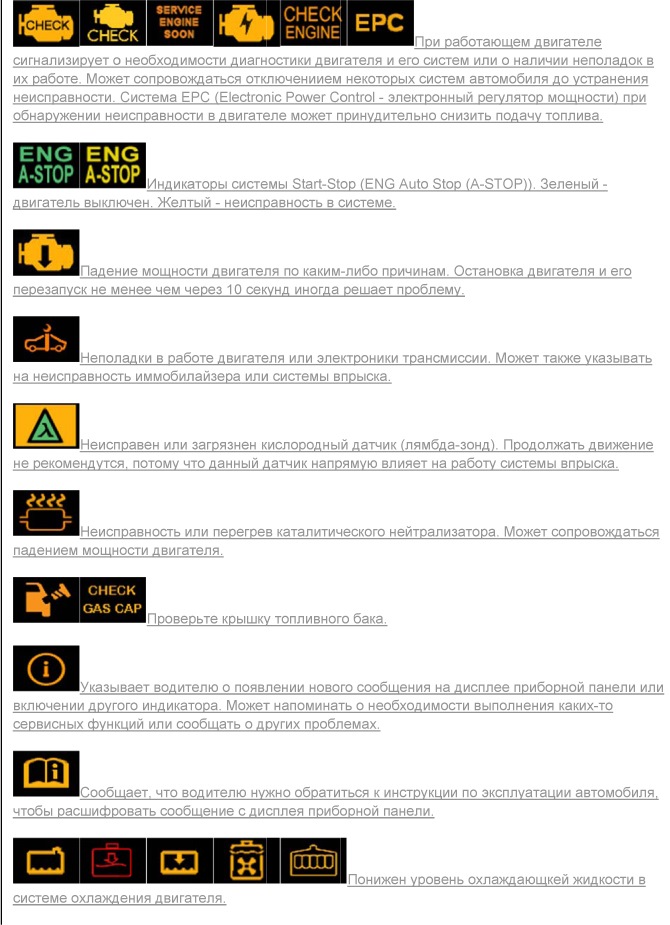 WERKSTATT WERKSTATT | В силовом агрегате обнаружена неисправность |
| WEG-FARHRSPERRE AKTIV | Активирована блокировочная система двигателя |
| STOP | Не допускается запуск силовой установки и эксплуатация транспорта |
| FERNLICHT LINKS (RECHT) DEFEKT | Не работают фары дальнего света |
| Engine Oil Sensor | Неполадки в системе смазки двигателя — снизился уровень масла, либо вышел из строя контроллер |
| STOP 6L-DRUCK MOTOR AUS! BETRIEBSAN-LE1TLNG | Остановите двигатель: давление масла критически низкое |
| STOP! KCHLMITTEL PRCFEN! TRIEBSANLEITUNG | Остановите двигатель: неполадки в охладительной системе |
| BREMSBELAG PRCFEN | Под сомнением тормозные колодки – проверьте узел |
| VVASCHWASSER AUFFULLEN | Долейте в бачок омывающую жидкость |
| Measure ment correct onli if veh level | Двигатель работает – невозможно проверить уровень моторного масла |
| LSENSOR WERKSTATT | Система контроля уровня моторного масла требует сервисного обслуживания |
| HAND BREMSEANGEZOGEN | Обратите внимание на ручник: рычаг затянут |
| STOP! BREMSFLLSSIGKEIT BE-TRIEBSANLEITUNG | Долейте тормозную жидкость |
| AIRBAG/GURTSTRAFFER | Подушка безопасности может не сработать, проверьте преднатяжитель ремней |
Что хочет сказать автомобиль: расшифровка значков на панели приборов — ЗА БАРАНКОЙ
Чувствовать машину — это прекрасно. Водители с большим стажем по звучанию двигателя способны понять, какая у авто неполадка. Но современные автомобили имеют множество датчиков и сенсоров, даже электронное управление двигателем. Расшифровать значение таких горящих значков не всегда удается интуитивно, ведь существует огромное количество вариантов. Это сильно путает, а иногда даже пугает водителей.
Водители с большим стажем по звучанию двигателя способны понять, какая у авто неполадка. Но современные автомобили имеют множество датчиков и сенсоров, даже электронное управление двигателем. Расшифровать значение таких горящих значков не всегда удается интуитивно, ведь существует огромное количество вариантов. Это сильно путает, а иногда даже пугает водителей.
Чтобы понимать, когда ездить безопасно, а когда тотчас нужно отправить машину в автосервис, нужно знать, как расшифровываются символы на приборной панели. Редакция «Так Просто!» с радостью расскажет тебе об их значении.
Значки на панели приборов
Стоит отметить, что не каждая лампочка на панели оповещает о критичной неисправности. Индикация загорающихся лампочек под значками разделяется по цветам на 3 группы.
- Красные значки
Такие индикаторы говорят об опасности. Стоит предпринять меры по устранению проблемы. От того, какой значок загорается, зависит, можно ли продолжать движение на автомобиле. - Желтые значки
Предупреждают о неисправности, необходимости произвести какие-то действия по управлению автомобилем или напоминают о его сервисном обслуживании.© DepositPhotos
- Зеленые значки
Информируют о сервисных функциях автомобиля и их активности.

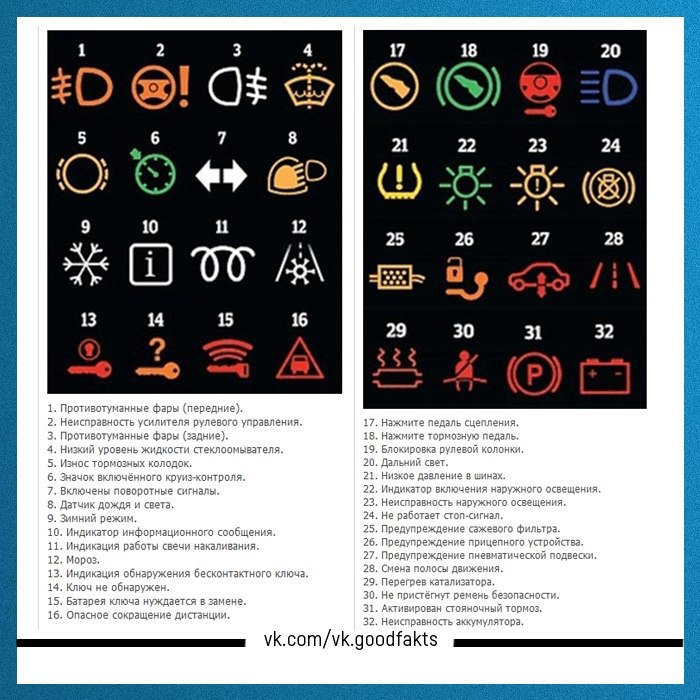
Если загорелся значок на панели приборов, не стоит его игнорировать. Мы расскажем тебе о значении 64 символов. Ты сможешь и свою машину понять, и друзьям помочь в трудную минуту непонимания.
- Значок аккумулятора загорается, если падает напряжение в бортовой сети, часто такая проблема связана с отсутствием заряда аккумуляторной батареи от генератора. На автомобилях с гибридным двигателем такой индикатор дополняется надписью MAIN внизу.
- Предупреждение о сажевом фильтре.
- Включен режим экономии топлива.
- Фары дальнего видения включены.
- Противотуманные фары включены (передние).
- Адаптивные передние фары.
- Фары ближнего света.
- Противотуманные фары включены (задние).
- Значок о выравнивании фар. Говорит о неисправности системы авторегулировки угла наклона света. Нужна диигностика.
- Датчик дождя и света.
- Не обнаружен электронный ключ.
- Ключ не обнаружен.
- Батарея ключа нуждается в замене.
- Загрязнение воздушного фильтра.
- Значок включенных фар.
- Не работает стоп-сигнал.
- Не работает несколько фар.
- Неисправность ручного тормоза.
- Неисправность автоматической коробки передач.
- Индикатор включения наружного освещения.
- Ремень безопасности не пристегнут.
- Неисправность.
- Подушка безопасности деактивирована.
- В случае ДТП воздушные подушки не сработают.
- Система помощи при парковке.
- Неисправность топливного фильтра.
- Низкий уровень жидкости стеклоомывателя.
- Символ дверей автомобиля. Может предупреждать о незакрытой двери.
- Предупреждение прицепного устройства.
- Низкий уровень топлива.
- Вода в топливном фильтре.
- Неисправность антиблокировочной системы тормозов.
- Символ износа тормозных колодок.
- Значок включенного круиз-контроля.
- Круиз-контроль не работает.
- Неисправность усилителя рулевого управления.
- Значок ручника загорается не только в том случае, когда активирован (поднят) рычаг ручного тормоза, но и в тех случаях, когда износились тормозные колодки или нужна доливка/замена тормозной жидкости. На авто с электронным ручником лампочка стояночного тормоза может загораться по причине неисправности концевика или датчика.
- Необходимо разблокировать коробку передач нажатием педали тормоза.
- Нажми педаль сцепления.
- Индикация работы свечи накаливания.
- Смена полосы движения.
- Перегрев катализатора.
- Повышенная температура в двигателе.
- Индикатор информационного сообщения.
- Включены поворотные сигналы.
- Неисправность крыши в кабриолете.
- Открыт капот.
- Низкая скорость автомобиля / система помощи спуска с горы.
- Опасное сокращение дистанции.
- Неисправность заднего спойлера.
- Индикатор, предупреждающий об отрицательной температуре на улице.
- Мороз на улице.
- Амортизаторы подвески неисправны.
- Предупреждение пневматической подвески.
- Информирует о неисправностях в работе двигателя (зачастую сбой в работе какого-либо датчика) или электронной части трансмиссии.
- Блокировка рулевой колонки.
- Обогрев заднего стекла.
- Датчик дождя.
- Неполадка двигателя.
- Автоматическое очищение лобового стекла.
- Система стабилизации отключена.
- Обогрев лобового стекла.
- Низкое давление подачи масла.
- Багажник открыт.



Не стоит игнорировать сигналы, которые тебе посылает автомобиль. Даже те, которые указывают на какие-то мелкие неполадки, могут напоминать об опасности как для машины, так и для твоей жизни. Не забывай раз в полгода проводить диагностику своего автомобиля для профилактики серьезных неполадок, которые могут дорого обойтись как в денежном, так и моральном плане.
Даже те, которые указывают на какие-то мелкие неполадки, могут напоминать об опасности как для машины, так и для твоей жизни. Не забывай раз в полгода проводить диагностику своего автомобиля для профилактики серьезных неполадок, которые могут дорого обойтись как в денежном, так и моральном плане.
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов
Подписатьсярасшифровка, на что нужно обратить внимание в первую очередь, классификация символов.
Современные автомобили имеют достаточно непростую конструкцию, которая предусматривает наличие большого количества специальных значков и датчиков, которые отвечают за исправность систем и выполняют контроль слаженной работы. С внутренних механизмов сведения поступают на электронную панель приборов машины, с которой их можно считывать и выполнять соответствующие действия. Расшифровка и классификация полностью зависит от модели и марки авто, типажа мотора. Есть универсальные обозначения, которые есть на всех видах и расшифровываются одинаково. Есть отдельные знаки, которыми нельзя пренебрегать: проблемы с системой тормозов, температурный режим двигателя, масло: его давление и уровень. Если загорелся какой – то их этих символов, машину стоит проверить и не предпринимать дальних поездок.
Есть отдельные знаки, которыми нельзя пренебрегать: проблемы с системой тормозов, температурный режим двигателя, масло: его давление и уровень. Если загорелся какой – то их этих символов, машину стоит проверить и не предпринимать дальних поездок.
Для чего нужны индикаторы
Горящие значки могут свидетельствовать о многих нарушениях в слаженной работе транспортного средства – это предупреждение для владельца, побуждение к выполнению определенных действий в автомобиле. Индикаторы бывают двух типов: предупреждающие и те, которые запрещают определенные действия. Существует определенная категория иконок на панели приборов, а также подкатегории.
Классификация
Есть разные обозначения пиктограмм, которые расположены на приборной доске аналогично дорожным знакам: разрешающие, информационные и запрещающие. Их расшифровку можно найти в технической документации автомобиля. Каждые из них имеют определенный цвет, который должен сигнализировать водителя:
- зеленые и синие знаки помогают владельцу определить исправность работы машины, они сигнализируют о правильности отладки систем. Чаще всего этот цвет относится к поворотам (их направлению), экономный режим работы, функционал с электронными помощниками владельца, включение светотехники.
- пиктограммы красного цвета символизируют запрет: если в машине что – то ломается, обязательно загорается красная лампочка. Неисправность может носить любой характер: сломана система тормозов, проблемы в двигателе, безопасности. Необходимо проверить уровень и наличие рабочих жидкостей (к примеру, масла, тормозной или охлаждающей), сверить данные на борт компьютере – не могло ли быть ошибки. При возникновении таких сигналов нужно остановится и по возможности отбуксировать машину на ближайшую станцию автомобильного обслуживания.
- если загорелись иконки оранжевого или желтого цвета, значит нужно задуматься о возможной поломке вспомогательных датчиков. Непосредственно на безопасности это не сказывается, но сердце автомобиля может выйти из строя, перестроиться на аварийный режим, выйдут из строя также те или иные системы. Может ухудшиться управляемость авто. Если загорелись такие лампочки – пора в сервис на диагностику, ведь возможно сломан контроллер авто, который способен в дальнейшем выйти из строя.
 Чаще всего этот цвет относится к поворотам (их направлению), экономный режим работы, функционал с электронными помощниками владельца, включение светотехники.
Чаще всего этот цвет относится к поворотам (их направлению), экономный режим работы, функционал с электронными помощниками владельца, включение светотехники. Может ухудшиться управляемость авто. Если загорелись такие лампочки – пора в сервис на диагностику, ведь возможно сломан контроллер авто, который способен в дальнейшем выйти из строя.
Может ухудшиться управляемость авто. Если загорелись такие лампочки – пора в сервис на диагностику, ведь возможно сломан контроллер авто, который способен в дальнейшем выйти из строя.На отдельных автомобилях часто происходит появление сигнала о предупреждении, а потом возникает полная блокировка правильной работы всех систем машины, происходит переход в аварийный режим. Это значит, что скорость управления будет ограничена.
Предупреждающие серьезные пиктограммы
Стоит начать с самых важных значков, которые сигнализируют водителя автотранспортного средства об опасности. Если они загораются, машину нужно немедленно остановить и отбуксировать на автосервис – ехать своим ходом нельзя. Итак, это такие значки:
- «руль» желтого цвета сигнализирует о необходимости адаптации, если возникает красный с знаком восклицания – возможно, произошел отказ ГУР или ЭУР систем. Именно красный цвет загорается в том случае, если руль становится очень трудно проворачивать.
- «иммобилайзер» может непрерывно моргать. В случае закрытой машины, это сигнал об активной работе противоугонной системы. Есть 3 главные причины включенного значка: не активирована работа системы иммобилайзера, противоугонная система не работает или нет информации с метки ключа.
- «охлаждающая жидкость» загорается тогда, когда происходит несколько ситуаций. Если мигает 1 красная лампочка, на которой нарисована шкала термометра, значит в системе повышена температура. Желтый цвет (символ небольшого бачка с несколькими волнами) говорит о недостаточном уровне охлаждающей жидкости в емкости. Нередко происходят сбои, поэтому лампа, которая горит, не всегда свидетельствует о низком уровне ОЖ.
- «ручник» — может гореть только тогда, когда рычаг тормоза ручного типа поднят, изредка в тех случаях, когда нужно менять тормозные колодки или необходимо сменить тормозную жидкость. Если в машине ручник электронный, иногда может загораться лампочка стояночного тормоза – это скорее сбой, чем серьезная проблема.
- «омыватель» сигнализирует о небольшом уровне технической жидкости внутри расширительного бачка для омывателя стеклянных поверхностей. Вторая причина, по которой он может гореть – засор датчика уровня в связи с низким качеством технической жидкости. Ложный сигнал периодически срабатывает и при несоответствии специфики ОЖ.
- «Anti-Spin Regulation» — антипробуксовочная система функционирует вместе с сигналами АБС. Если срабатывает датчик, загорается лампочка – система неисправна, стоит заглянуть в сервисный центр. Зависимо от модели датчика, выглядит он по – разному, самый распространенный вид – восклицательный знак внутри треугольника с разными стрелками кругом надписи. Второй вариант – машинка на скользкой дороге.
- «катализатор» горит если происходит перегрев каталитического элемента, из – за этого может происходит упадок мощности мотора. Причины такого перегрева – низкая пропускная способность или неисправность системы зажигания. Если сломался сам катализатор, кроме горящего сигнала будет еще серьезный расход бензина.
- «выхлопные газы» — здесь может возникать сбой, который появляется из – за ошибки с датчиком зонда. Если ошибки нет, проблема заключается в неисправности системы выхлопа. Главная причина – некачественное топливо. Происходит контроль пропуска воспламенения горючей смеси, поэтому повышается риск попадания ненужных примесей в выхлоп, поэтому загорается лампа. Все, что следует предпринять – отогнать машину на сервис.


Сигналы неисправности
Важно обращать внимание на такие пиктограммы:
- «аккумулятор» — свидетельствует о перепадах в напряжении бортовой сети, что связано с низким зарядом батареи аккумулятора. Иногда его называют значком генератора. Если у машины монтирован двигатель гибридного типа, этот символ встречается под названием «MAIN». Это сигнал напряжения в сети, который символизирует упадок показателей ниже 12, 5 В. Чтобы провести оценку электросистемы, нужно воспользоваться бортовым компьютером.
- «масло», выглядит как масленка красного цвета, говорит о резкой недостаточности масла в системе мотора. Он загорается обычно при запуске или в процессе езды. Не тухнет некоторое время, так как происходят сбои в работе, недостаток смазки, падение уровня давления масла. Выглядит он не только как масленка, но и капелька с соответствующей надписью или волночки снизу. Может присутствовать только буква Н или L.
- «подушка» — выглядит как кнопка с человечком, перед которым расположена подушка безопасности. Это сигнал о проблеме с пассивной безопасностью, поэтому если произойдет авария, подушки могут попросту не сработать. Чтобы устранить эту неисправность, достаточно заехать на СТО.
- «!» — это универсальный в своем роде знак, значений у которого есть несколько. К примеру, если восклицательный знак красного цвета – важно обратить внимание на исправность системы тормозов. В таком случае нужно просто прекратить движение и отогнать машину на сервис. Причин может быть несколько: нужно сменить тормозные колодки, уровень тормозной жидкости понижен или необходимо опустить ручной тормоз. Причину стоит уточнить обязательно, так как она может быть куда страшнее неисправных изношенных колодок – возможно, есть нарушение в работе тормозного шланга. Нередко бывает случай, когда датчик уровня просто закоротил, что привело к миганию лампочки. Если знак горит как «внимание» на разных цветовых фонах – красном и желтом, это может означать, что произошла ошибка в работе системы стабилизации, либо же это просто предупреждение о чем – то. Обычно, на приборное табло высвечивается текст с объяснениями.
- «ESP» может постоянно светиться. Это также сигнал о поломке системы стабилизации. Возможно, сломался датчик угла поворота или включения стоп – сигнала. Может быть и поломка в регуляторе давления системы тормозов.
- «двигатель», инжектор. Обычно, он светиться желтым цветом, если работает мотор. Он сообщает об ошибках мотора и его электронных систем. Чтоб определить причину, нужно провести электронную диагностику.
- «свечи накала» характеризуются для машин на дизельном топливе. На авто с бензином это значок – «чек». Если в электронном блоке нет проблем, сигнал загорается при старте авто и потухает самостоятельно, отключая свечи накала.
 Нередко бывает случай, когда датчик уровня просто закоротил, что привело к миганию лампочки. Если знак горит как «внимание» на разных цветовых фонах – красном и желтом, это может означать, что произошла ошибка в работе системы стабилизации, либо же это просто предупреждение о чем – то. Обычно, на приборное табло высвечивается текст с объяснениями.
Нередко бывает случай, когда датчик уровня просто закоротил, что привело к миганию лампочки. Если знак горит как «внимание» на разных цветовых фонах – красном и желтом, это может означать, что произошла ошибка в работе системы стабилизации, либо же это просто предупреждение о чем – то. Обычно, на приборное табло высвечивается текст с объяснениями.
Если наблюдается проблема с температурным режимом, в разных моделях авто она показывается по – разному. Чаще всего, это контрольная лампочка синего или красного цвета. Нормальная температура – от 90 до 110 градусов. Если она начинает повышаться, антифриз выкипает, двигатель начинает ломаться. Если мотор высокофорсированный, он более других способен сломаться. Если горит красная масленка, важно проверить уровень масла, так как его недостаточное количество может привести к трению деталей, поломкам. Также, важно проконтролировать рабочий процесс масляного насоса. многие двигатели оснащены специальными устройствами, которые предупреждают о понижении уровня масла заранее. Шестеренка, которая горит красным – поломка коробки – автомата.
Система стабилизации + помощь водителю
Есть знаки, которые игнорировать также нельзя:
- «DTC» — контроль тяги, антипробуксовочные системы, разработанные для облегчения управления и разгона авто. Если горит желтый индикатор, нужно провести диагностику.
- «OFF» — система выключается принудительно. Актуальна на скользкой дороге и или отсутствии ее вовсе. Автоматическое включение происходит при разгоне автомобиля.
- «KDSS» — нестабильная работа кинетической подвески и ее стабилизации.
- «R. DIFF» — состояние дифференциала, может включиться после активного старта или долгого буксования на одном месте.
- «4х4» — проблемы с активацией полного привода через муфту электромагнитного типа внутри коробки передач или редуктора.
Дополнительные индикаторы
Рассмотрим перечень дополнительных символов:
- «круиз» — автоматическая активация функции адаптивного круиз – контроля. Автоматическая система самостоятельно подбирает оптимальную скорость передвижения и нормальную дистанцию.
- «ключ, обведенный овалом» — состояние и наличие электронного ключа;
- «снежинка» — активация специального режима движения на обледенелом дорожном покрытии. Чаще всего можно наблюдать такую функцию на авто с коробкой передач автоматического типа.
- «квадрат со стрелками» — обогрев заднего стекла;
- «чашка» — символизирует отдых после долгой поездки, системы, которые более продвинуты, выполняют анализ реакции водителя, подключают сигнализацию звуком;
- «спорт» и «комфорт» — амортизаторы и пневмоподвеска;
- «Р» — парковочный ассистент, который подключает видео с камеры;
- «эко» — экономия бензина и уменьшение выброса в окружающую среду;
- иконка прицепа – режим буксировки прицепа.
Есть также символика, обозначающая четкое следование машины по ровной дороге, своей полосе. Если машину уводит в сторону, система подает сигнал (звуковой), включает зуммер. При недостаточном количестве топлива в баке также загорается лампочка. Обязательно на панели приборов присутствует функция подключения полного привода или блокировки дифференциала.
Сигнализация и приборы света
Есть отдельная классификация иконок световых систем:
- горящая лампочка – освещение включенными фарами, габаритные огни;
- синяя фара – дальний свет;
- «авто» — автоматическая регулировка потока света фар;
- перечеркнутая лампочка свидетельствует о перегорании одной из ламп.
Есть иконки противотуманных фар, задних и передних противотуманных, зеленые стрелки – аварийная сигнализация и показатели поворотов.
Особенности панели приборов автомобиля на дизеле
Спираль значит активацию свечей накаливания, которые необходимы для облегчения запуска. Важно дождаться полного погашения значка, а потом производить запуск двигателя. Лед или жидкость, обведенные контуром, символизируют загрязнение бака топлива или всей топливной магистрали. Если включается зажигание, часто загорается иконка «T — BELT». Также, это значит, что цепь или ремень ГРМ отработала свои ресурсы, их необходимо заменить.
Вышеперечисленные иконки дают представление о некоторых функциях автомобиля, но не отражают полностью всю приборную панель. Современные модели становятся все более компактными, значков меньше с каждой новой моделью. Пиктограммы выводятся на дисплей бортовым компьютером, контролируются и сигнализируют о той или иной проблеме.
Обозначение значков на панели приборов автомобиля
Когда что-то происходит в вашей машине, вы уведомлены освещёнными значками на приборной панели. Эти огни имеют множество значений и иногда просто информативны, в то время как в других случаях они могут сигнализировать о серьёзной проблеме.
Чтобы не пропустить что-то важное и не задаться вопросом «что это значит?», когда загорается один из индикаторов, лучше обратиться к техническому руководству вашего автомобиля. Причина в том, что символы на приборной панели варьируются от автомобиля к автомобилю. Ниже перечислены обозначения самых распространенных из них, но в вашем автомобиле могут быть другие сигнальные значки или небольшая визуальная разница в самой пиктограмме.
Температура охлаждающей жидкости
Это рябь с термометром и напоминает корабль. Когда этот символ загорается, обнаруживается повышенная температура охлаждающей жидкости. Это означает, что ваш двигатель перегревается. Одной из наиболее распространенных причин отказа двигателя является перегрев. Если вы видите это предупреждение, остановите автомобиль и проверьте уровень охлаждающей жидкости и утечки. Однако возможны и другие причины, такие как плохо закрытая крышка радиатора, трещина или проблема с винтом.
Уровень масла
Значок уровня масла выглядит как газовая лампа с каплей. Включение означает, что уровень масла низкий, и вам нужно долить или заменить масло. Если вы находитесь на дороге, остановитесь, подождите, пока машина остынет, и проверьте уровень. Самый быстрый (но временный) способ справиться с этим — пополнить его. Тем не менее, вы должны точно знать, какое масло использовалось, прежде чем купить его. Также возможно имеются проблемы с давлением системы на нормальном уровне. Возможно, что датчик вышел из строя.
Повреждение двигателя
Символ изображает часть двигателя, но выглядит немного как подводная лодка. Он также является одним из самых опасных и может указывать на ряд проблем — от повреждения компьютера, до воспламенения топливной системы, распределительных валов. Лучше всего немедленно обратиться за обслуживанием.
Антиблокировочная тормозная система
Представляет круг, в котором изображена аббревиатура ABC (антиблокировочная тормозная система). Когда значок горит, проблема связана с антиблокировочной тормозной системой — она не работает, поврежден модуль и может быть поврежден датчик. Вам нужно будет обратиться в службу компьютерной диагностики.
Аккумулятор
Отображает батарею с символами «плюс» и «минус». Означает, что давление в аккумуляторе низкое, что возникла проблема с генератором или ремнем (последний мог сломаться, что следует проверить немедленно). Этого может быть достаточно для зарядки или замены батареи, но это также может быть «тривиальной» причиной, такой как неисправный провод, диоды.
Уровень бензина
Значок изображает заправочную станцию. Причина, по которой она зажигается, очевидна: у вас заканчивается топливо, и вам нужно как можно скорее заправиться. В некоторых случаях рядом с колонкой есть стрелка, показывающая, с какой стороны от вашего автомобиля находится крышка бака. Если вы запутались или водите машину недавно.
Поясной сигнал
Значок похож на человека с короткими ногами (потому что он сидит), разрезанного двумя линиями. Это означает, что водитель или его спутник не пристегнул ремень безопасности. Вполне возможно, что, если вы этого не сделаете, машина подаст звуковой сигнал или «закричит» и напомнит вам об этом.
Подушки безопасности
Это сидящий человек с поясом и гигантским мячом перед ним, который на самом деле иллюстрирует воздушную подушку. Если этот значок горит, скорее всего, неисправна одна из подушек безопасности, вся система или ее отдельный модуль. Датчик ремня может быть повреждён. Если вы отключите одну из подушек безопасности — например, когда вы ставите детское кресло, символ также загорится. В других случаях вам следует обратиться за обслуживанием.
Противотуманные фары
Значок похож на медузу. Он указывает, что ваши противотуманные фары включены. Если вы едете в ситуации ограниченной видимости из-за тумана, снега, дождя или других подобных условий, то всё в порядке. Однако, если это не так, вы не можете использовать противотуманные фары. Вас даже могут оштрафовать.
Давление в шинах
Эта челюсть с восклицательным знаком является символом системы контроля давления в шинах. Если значок горит, значит, проблема в давлении в одной из шин. На первый взгляд, это не такая серьезная проблема, но на самом деле она значительно увеличивает риск аварий: тормозной путь увеличивается, автомобиль может тянуть в сторону, а при резком падении давления на высокой скорости это может привести к спущенной шине.
Лампа подогрева (дизель)
Значок изображен в виде спирали. В отличие от бензиновых автомобилей, дизельный двигатель запускается не с искры, а с помощью сжатия воздуха, что повышает температуру и позволяет зажигать. Горящая пиктограмма означает, что есть проблема со свечами накаливания. Если это происходит во время зажигания, прекратите процесс и повторите попытку через некоторое время. С постоянно горящим значком обратитесь за обслуживанием.
Видео: Обозначение значков на панели приборов автомобиля
Вам также будет интересно почитать:Полная расшифровка значков на панели приборов – Taxi Bolt
На панели приборов автомобиля размещены индикаторы-значки, которые оповещают водителя о неисправности возникшей в системе автомобиля. Расшифровать значение индикаторов не всегда удается сразу, поскольку не все автовладельцы читают инструкции и разбираются в данных значках. Кроме этого, у разных моделей автомобилей. индикаторы могут отличаться.
[attention type=green]Не каждый индикатор на панели приборов оповещает о критичной неисправности.[/attention]
Как определить критичность индикатора на панели приборов
Индикаторы на панели приборов разделяются по цветам на 3 группы:
- красные значки говорят о критической ситуации, если идникатора загорается красным цветом, то необходимо срочно предпринять меры по-быстрому устранению неисправности. В этом случаем мы рекомендуем сразу обратиться к техническому специалисту, чтобы он провел диагностику и определил, можно ли продолжать движение автомобиля. В некоторых случаях, движения автомобиля с загоревшемся индикатором красного цвета – запрещено.
- желтые индикаторы предупреждают водителя о неисправности или необходимости провести какое-либо действие по управлению автомобилем, либо о необходимости провести сервисное обслуживание.
- зеленые индикаторы информируют о сервисных функциях и их активности.
Основные значки на приборной панелиЖелтые индикаторы предупреждают о неисправности или необходимости произвести какие-то действия по управлению автомобилем, или его сервисном обслуживании. Зеленые лампочки обозначений информируют о сервисных функциях автомобиля и их активности.
Представим список наиболее часто возникающих вопросов и расшифровку, что означает горящий значок на панели.
Расшифровка индикаторов на панели авто
Информационные значки
Значок автомобиля бывает разный:«машина с гаечным ключом», «машина с замком» или «машина с восклицательным знаком»:
- машина с ключом – индикатор информирует вас о неисправностях в работе двигателя, часто это сбой в работе одного из датчиков, возможно это неисправность в трансмиссии (проблема с электронной частью). Для уточнения причины может потребоваться произвести диагностику;
- красная машина с замком – этот индикатора говорит о том, что возникла неисправность в работе штатной противоугонной системы, что делает невозможно работу авто, вы его просто не заведете. Если же значок моргает, когда машина стоит закрытая, то не стоит беспокоиться, ваш автомобиль под замком.
- желтый индикатор машины с восклицательным знаком – это уведомление присутствует у автомобилей с гибридным двигателем, говорит оно о неисправности электропривода. Многие автолюбители рекомендую сбросить ошибку скидыванием клеммы АКБ, но это не решит проблему, вам необходимо обратиться в автосервис для диагностики.
- индикатор с открытой дверью – значок сообщает о том, что открыта одна из дверей, крышка багажника (на некоторых авто – открыта крышка бензобака), но если все двери закрыты, а индикатор продолжает гореть, то вероятнее всего проблема в контактах провода на концевиках дверей. Для решение проблемы необходимо обратиться в сервисный центр.
- значок скользкая дорога – данный индикатор загорается при обнаружении системы курсовой устойчивости участка скользкой дороги. Это позволяет предотратить пробуксовку, т.к. система снижает мощность двигателя и подтормаживает буксующем колесом. В этом нет ничего опасного, но если возле данного индикатора появился ключ, трегульник или значок скользкой дороги перечеркут, значит в данному узле автомобиля есть неисправность.
- индикатор гаечного ключа – данный знак появляется когда необходимо провести ТО (техническое обслуживание) автомобиля. Обратитесь в автосервис где проходите обслуживание.
Предупреждающие значки на панели
- Значок руль – этот индикатор может загораться в двух цветах. Если горит желтый руль, то требуется адаптация, а при появлении красного изображения рулевого колеса с восклицательным знаком, уже стоит обеспокоиться отказом системы ГУР или ЭУР. Когда светится красный руль, то наверняка Ваше рулевое колесо станет трудно поворачивать. Необходимо обратиться в сервисный центр для диагностики и решения неисправности.
- Значок иммобилайзера – этот индикатора, как правило, моргает, если автомобиль закрыт; в данному случае индикатор красного автомобиля с белым ключом сигнализирует о работе противоугонной системы. Но существует 3 основных причины если лампочка иммобилайзера постоянно горит: иммобилайзер не активирован, если не считывается метка с ключа или система противоугонка неисправна.
- Значок ручника – индикатор активации рычага ручного тормоза. Также он может загорется в случае, когда износились тормозные колодки или необходимо долить/заменить тормозную жидкость. На автомобилях с электронным ручником лампочка стояночного тормоза может загораться по причине глюка концевика или датчика. Для решения данной неисправности необходимо обратиться в автосервис.
- Значок охлаждающей жидкости – данный индикатор имеет несколько вариантов. Одна красная лампа с изображением шкалы градусника сообщает о повышенной температуре в системе охлаждения двигателя. Желтый расширительный бачок с волнами, сигнализирует о низком уровне охлаждающей жидкости в системе. В некоторых случаях данный индикатор загорается при неисправности поплавка дачтика или датчика в расширительном бачке. Для решения этой проблемы необходимо обратиться в сервисный центр.
- Значок омывателя – данный индикатор говорит о низком уровне жидкости в расширительном бачке омывателя стекла. Значок омывателя горит не только при понижении уровня, но и в случае засора датчика уровня (контакты датчика покрываются налётом из-за некачественной жидкости), из-за чего подается ложный сигнал. На некоторых моделях автомобилей датчик уровня срабатывает при несоответствии спецификации жидкости в омывателе.
- Значок ASR – это индикатор антипробусковочной системы (Anti-Spin Regulation). Электронный блок этой системы работает в паре с датчиками АБС. Если лампочка горит, значит ASR не работает. На разных авто такой значок может выглядеть по-разному, но чаще всего в виде восклицательного знака в треугольнике со стрелочкой вокруг или самой надписи, а так же в виде машинки на скользкой дороге.
- Значок катализатора – индикатор каталитического элемента автомобиля, загорается неисправности или при перегреве каталитического элемента и часто сопровождается резким падением мощности двигателя. Такой перегрев может возникать не только по причине плохой пропускной способности сот, но и если возникли проблемы в системе зажигания. Если катализатор выходит из строя, то кроме горящего индикатора у автомобиля сильно увеличится расход топлива.
- Значок выхлопные газы – индикатор обозначает неисправность в системе очистки выхлопных газов, но лампочка может также гореть после заливки некачественного топлива или наличии ошибке по датчику лямбда зонда. Система регистрирует пропуски воспламенения смеси, вследствие чего повышается содержание вредных веществ в выхлопных газах и, в результате чего, на приборной панели загорается лампочка «выхлопные газы». Чтобы решить проблему, необходимо пройти диагностику в сервисном центре.
Индикаторы неисправности автомобиля
- Значок аккумулятора – индикатор загорается, если падает напряжение в бортовой сети, проблемой в этом случае является с отсутствие заряда аккумуляторной батареи от генератора, часто индикатор называются «значок генератора». На автомобилях с гибридным двигателем такой индикатор дополняется надписью «MAIN» внизу.
- Значок масла – индикатора в виде красной масленки. Данный индикатор говорит о падении уровня масла в двигателе автомобиля. Значок масла загорается при запуске двигателя, и не гаснет спустя нескольких секунд или может загораться во время движения. Данная значок говорит о неисправности в системе смазки или падении уровня или давления масла. Значок масла изображен на панели может быть с капелькой или с волнами внизу, на некоторых марках автомобилей индикатор дополнен надписью min, senso, oil level (надписи желтого цвета) или просто буквами L и H (низкий и высокий уровень масла).
- Значок подушки – индикатор может загораться в нескольких вариантах: красная надпись SRS и AIRBAG, так и «красный человек, пристегнутый ремнем безопасности», перед ним кружочек. Когда на панели горит один из таких значков, это означает, что бортовой компьютер оповещает о возникшей неисправности в системе пассивной безопасности, а в случае ДТП воздушные подушки не сработают.
- Значок восклицательный знак – данный индикатор может иметь разный вид и разное обозначение. Красный (!) в кружке — говорит о неисправности тормозной системы, в этом случае желательно не продолжать движение до выяснения причины неисправности. Причинами могут быть быть: поднят ручной тормоз, износились тормозные колодки или снизился уровень тормозной жидкости. Пониженный уровень представляет опасность, причина может быть не только в сильно изношенных колодках, вследствие чего, при нажатии на педаль, жидкость расходится по системе, и поплавок дает сигнал о низком уровне, может быть где-то поврежден тормозной шланг, и это уже куда серьезнее. Часто восклицательный знак загорается, если поплавок (датчик уровня) вышел из строя или закоротил, и тогда он просто глючит. На некоторых автомобилях восклицательный знак сопровождается надписью «BRAKE», но суть проблемы от этого не меняется. Также восклицательный значок может гореть в виде знака «внимание», причем, как на красном фоне, так и на желтом. Когда загорелся желтый знак «внимание» – он сообщает о возникшей неисправности в электронной системе стабилизации, если на красном фоне, то просто предупреждает водителя о чем-то, и, как правило, на табло приборной панели светится пояснительный текст или совмещен с другим информативным обозначением.
- Значок АБС – означает неисправность работы или неполадки системы ABS. Индикатор может иметь несколько вариантов отображения на приборной панели. Движение в данном случае можно производить, но ABS работать не будет.
- Значок ESP – Electronic Stability Program индикатор, оповещающий о неисправности в системе стабилизации. Может гореть постоянно или периодически. Индикатор светится по одной из двух причин – либо датчик угла поворота вышел из строя, либо датчик включения стоп-сигнала («лягушка») сломался. Также горящий индикатор может означать, что сломался датчик давления тормозной системы.
- Значок двигателя – индикатор информирует о наличии ошибок двигателя и неисправности электронных систем. Значок часто называют check. Для определения причины неисправности, необходимо провести компьютерную диагностику (самостоятельно при наличии необходимых инструментов, либо в авторсервисе.).
- Значок свечей накала – индикатор имеет также значение как и значок двигателя (check) на бензиновых автомобилях. Если в памяти электронного блока нет никаких ошибок, то значок спирали должен тухнуть после прогрева двигателя и отключения свечей накала. Свечи накала можно проверить самостоятельно, но мы рекомендуем обратиться в автосервис.
Другие индикаторы на панели приборов
Информационные:
- Гаечный ключ или машина на подъемнике – пробег автомобиля увеличился и наступило время планового ТО.
- Буква «Р» в кругу – включен рычаг ручного тормоза для стоянки (или электронный ручник).
- Восклицательный знак рядом с изображением руля – неисправность в гидроусилителе.
- «ENG A-STOP» – не работает двигатель.
- Иконка «информация»(info) – на бортовом компьютере есть непрочитанное сообщение.
- «Eco» — режим работы двигателя, который расходует меньше топлива за счет снижения количества оборотов.
- «4×4» — включение полного привода на автомобиле.
- Значок машины с открытым капотом – капот не закреплен/не закрыт и продолжать движение нельзя.
- Индикатор дождя – включено автоматическое включение дворников при дожде.
Предупреждающие:
- Символ «лямбда» указывает на то, что засорился кислородный датчик.
[attention type=red]При загорании значка, можно продолжать движение, но катализатор со временем может выйти из строя.[/attention]Обратите внимание!
- Индикатор стеклоомывателя говорит о том, что необходимо долить жидкость.
- Круг с небольшими отрезками на оси – износ тормозных колодок.
- Значок термометра в круге – перегрев коробки передач.
Значки неисправности:
- Молния в круглых скобках – неисправность в электронной дроссельной заслонке.
Значки функционала автомобиля:
- Индикатор «снежинка» означает минусовую температуру на улице.
- Индикатор с надписью «cruise» говорит о включенном устройстве, поддерживающим постоянную скорость автомобиля.
- Изображение машин, находящихся по диагонали, указывает на наличие автомобиля в слепой зоне.
- «Sport» — активированный спортивный режим, который доступен для машин с АКПП. С этой функцией машина гораздо быстрее разгоняется и тормозит.
- Значок с чашкой кофе – означает что водитель слишком много времени провел в пути и ему пора отдохнуть.
- Значок «А – старт, стоп» говорит о запуске одноименной системы.
- Красный человечек – перед автомобилем дорогу переходит пешеход.
Дисплеи и сообщения
Помимо символов машины в последние несколько лет оснащаются дисплеем. На него бортовой компьютер выводит информацию обо всех системах: данные о давлении в шинах, пройденных километрах, ближайшей дате замены масла, количестве топлива и т.д. Некоторые дисплеи способны воспроизводить видео с парктроников или инфракрасных датчиков.
Именно на экран выводится более подробная информация об ошибках.
Индикаторы в гибридных автомобилях (отличительные)
Сегодня на смену обычным бензиновым двигателям приходят гибридные, которые могут работать и на топливе, и на электричестве. Символы у этих автомобилей отличаются:
- Значок топливного бака с электрическим проводом – батарею нужно зарядить.
- «Черепаха» – включены ограничения в мощности. Неполадки связаны с низким уровнем заряда.
- «EV mode» – означает работу только на электротяге. Максимальная скорость в этом случае 60км/ч.
- Если автомобиль подключен к сети и заряжается, то на приборной панели появится изображение электрической вилки.
- Аккумуляторная батарея со знаком молнии – высокое напряжении.
Значки в дизельных автомобилях (отличительные)
На дизельных автомобилях также используются следующие обозначения:
- Иконка свечей накала – если двигатель запущен и прогрет, но знак не исчезает, то это говорит о проблемах с силовым агрегатом.
- Каталитический нейтрализатор с кругами внутри – индикатор указывает на загрязнение сажевого фильтра.
- Знак топливного бака с каплями жидкости – индикатор сообщает, что в систему попала вода.
[attention type=red]Все значки запомнить сложно, но мы рекомендуем знать обозначения всех красных значков своего автомобиля, что позволит избежать более серьезных поломок.[/attention]
иконок инструментов — 341 479 бесплатных векторных иконок
- Авторы
- Пакеты
- Дополнительные инструменты
Прочие товары
Freepik Бесплатные векторы, фото и PSD Онлайн-редактор Freepik Редактируйте свои шаблоны Freepik Slidesgo Бесплатные шаблоны для презентаций Сюжет Бесплатные редактируемые иллюстрацииИнструменты
Образец значка Создавайте шаблоны значков для своих обоев или социальных сетейGoogle Workspace
Иконки для слайдов и документов +2.5 миллионов бесплатных настраиваемых значков для ваших слайдов, документов и таблиц - английский
- Español
- английский
- Deutsch
- Português
- Français
- 한국어
- Стать автором
- Стоимость
- Бесплатная регистрация
- Войти
Тип
Икона
Описание каждой категории и значок в Панели управления
Обновлено: 02.06.2020 компанией Computer Hope
С момента появления в Windows 95 панель управления претерпела множество изменений, включая добавление, переименование и удаление значков и введение категорий.Эта страница поможет вам лучше понять панель управления, поможет найти, где можно изменить параметр, и даст полный обзор того, что доступно в панели управления Windows. Ниже представлен наглядный пример Панели управления Windows 10.
НаконечникВ Windows 7, Windows 8 и Windows 10 вы можете использовать поиск в правом верхнем углу окна панели управления, чтобы найти область, которую вы хотите настроить. Например, вы можете ввести «брандмауэр», чтобы найти настройки брандмауэра.Вы также можете использовать поиск Windows на панели задач, чтобы найти настройки и инструменты Windows, доступные через панель управления.
НаконечникВо всех новых версиях Windows можно настроить отображение панели управления, изменив параметр «Просмотр с на ». В правом верхнем углу панели управления измените вид на с Категория на Большие значки или Маленькие значки , чтобы отображались только значки.
ЗаписьВ Windows 10 и Windows 8 Microsoft пытается отвести пользователей от использования панели управления в пользу настроек Windows.Однако панель управления по-прежнему доступна во всех версиях Windows.
ЗаписьВ Windows 7 и Windows 10 некоторые параметры могут иметь экран рядом со ссылками (), который означает, что UAC может запрашивать подтверждение при изменении параметров.
Ниже приведен список каждой из категорий, имеющихся в Панели управления Windows. Щелкните одну из ссылок ниже, чтобы перейти к разделу, или прокрутите их все, чтобы узнать больше о Панели управления.
Категории панели управления
Значки панели управления
Внешний вид и персонализация
Категория Внешний вид и персонализация Категория позволяет изменять внешний вид Windows, включая настройку темы, экранной заставки и панели задач.Ниже приведен список каждой из подкатегорий Внешний вид и персонализация в Windows 10.
Панель задач и навигация — открывает настройки панели задач , которые позволяют вам изменить способ отображения или скрытия панели задач, ее расположение, значки и другие параметры.
Свойства навигации — открывает окно настроек панели задач (как указано выше).
Центр специальных возможностей — открывает Центр специальных возможностей , который дает вам доступ ко всем настройкам, упрощающим использование Windows для всех пользователей.В этой области вы найдете следующие настройки.
- Используйте компьютер без дисплея — Оптимизация для слепоты.
- Сделайте компьютер более заметным — Оптимизируйте визуальное отображение.
- Использование компьютера без мыши или клавиатуры — Настройте альтернативные устройства ввода.
- Упростите использование мыши — Настройте параметры мыши или других указывающих устройств.
- Упростите использование клавиатуры. — Отрегулируйте настройки клавиатуры.
- Используйте текстовые или визуальные альтернативы звукам. — Установите альтернативы звукам.
- Упростите сосредоточение на задачах — Настройте параметры чтения и ввода.
- Упростите использование сенсорных устройств и планшетов — Отрегулируйте настройки сенсорных устройств и планшетов.
Приспособление для слабовидящих — Отрегулируйте Высокая контрастность , увеличьте текст и значки и другие настройки, которые помогут людям с ослабленным зрением пользоваться компьютером.
Использовать программу чтения с экрана — Включение и отключение экранного диктора, который позволяет вам читать тексты на экране, когда вы используете компьютер.
Включение клавиш быстрого доступа — Включение и отключение клавиш мыши, залипания клавиш, переключения клавиш, клавиш фильтра и переход к другим настройкам клавиатуры.
Включение или выключение высокой контрастности — Отрегулируйте все параметры отображения, включая фон, цвета, экран блокировки, темы, начало и панель задач.
Параметры проводника — откройте окно Параметры проводника с параметрами просмотра и поиска файлов на компьютере.
Укажите один или два щелчка мыши, чтобы открыть — Настройте параметры мыши проводника файлов на однократный или двойной щелчок.
Показать скрытые файлы и папки — открывает руководство по значкам
Как добавлять значки
Чтобы вставить значок, добавьте имя класса значка к любому встроенному элементу HTML.
Элементы и широко используются для добавления
иконы.
Все значки в библиотеках значков ниже являются масштабируемыми векторными значками, которые могут настраиваться с помощью CSS (размер, цвет, тень и т. д.)
Font Awesome 5 иконок
Чтобы использовать значки Free Font Awesome 5, перейдите по ссылке fontawesome.com и войдите в систему, чтобы получить код для использования на своих веб-страницах.
Узнайте больше о том, как начать работу с Font Awesome, в нашем Font Awesome 5 глава.
Примечание: Загрузка или установка не требуется!
Пример
ваш код .js «>