
Шлифовка головки блока цилиндров (ГБЦ): когда требуется, как выполняется
Шлифовка головки блока цилиндров (ГБЦ) — не самый простой процесс, с которым приходится сталкиваться либо при капитальном ремонте мотора, либо при его серьезной модернизации. При обычном обслуживании автомобиля водитель маловероятно столкнется с необходимостью проведения подобной процедуры. Несмотря на это, полезно будет знать, как проводится шлифовка головки блока цилиндров, в каких случаях это необходимо делать и зачем.
Оглавление: 1. Что собой представляет головка блока цилиндров 2. В каких случаях требуется шлифовка головки блока цилиндров 3. Как выполняется шлифовка головки блока цилиндров
Что собой представляет головка блока цилиндров
Головка блока цилиндров — один из ключевых элементов двигателя. Она располагается на блоке цилиндров, прилегая к нему максимально плотно через прокладку. В головке блока цилиндров располагается газораспределительный механизм.
Соответственно, чтобы прилегание головки блока цилиндров происходило плотно, нужно, чтобы она была максимально качественно отшлифована, и на ней не было заусенцев, неровностей, шероховатостей.
В каких случаях требуется шлифовка головки блока цилиндров
Если ГБЦ неплотно прилегает к блоку цилиндров, это ведет к проблемам в работе двигателя. Проявляться проблемы могут:
Это довольно типичные проблемы, которые указывают на многие неисправности двигателя, одной из которых может быть плохое прилегание головки блока цилиндров и необходимость ее шлифовки.
Наиболее часто повреждение головки блока цилиндров сопровождается повреждением прокладки. При прогорании прокладки возникнет прорыв газов из камеры сгорания.
Но не только при возникновении проблем в работе двигателя показана шлифовка головки блока цилиндров.
Также шлифовка ГБЦ может проводиться с целью увеличения мощности двигателя, когда речь идет о тонком тюнинге мотора. Уменьшение высоты головки блока позволяет повысить степень сжатия.
Как выполняется шлифовка головки блока цилиндров
Работы по шлифовке головки блока цилиндров лучше выполнять на СТО, где имеется требуемое оборудование, а также специалисты, знакомые с подобной работой. Сам процесс шлифовки проходит следующим образом:
- Первым делом специалист определяет плоскость головки блока цилиндров. Для этого можно использовать щупы и обычную стальную линейку (если она не имеет дефектов, изгибов и одинакова по толщине).
- Если в результате замеров были обнаружены неровности, проводится проверка ГБЦ на наличие крупных трещин. Это обязательно сделать, поскольку нет никакого смысла шлифовать треснувшую деталь — она не сможет работать должным образом;
- Далее начинается поиск микротрещин. Это можно сделать при помощи специального оборудования на СТО или методом покрытия ГБЦ краской. Для этого головка блока цилиндров предварительно очищается от грязи, после чего на нее наносится краситель. Далее краситель стирается, и места, где он остался, указывают на наличие небольших трещин. Есть еще второй способ проверки — ГБЦ нагревается и опускается в специальную ванну с жидкостью, на поверхности которой при наличии трещин будут появляться пузырьки воздуха;
- Обнаружив микротрещины, которые можно устранить, необходимо это сделать, перед тем как приступать к шлифовке;
- Далее наступает сам процесс шлифовки.
 Он проводится на специальном фрезерно-шлифовальном станке при помощи специального круга. При этом нужно обладать данными о том, какая максимальная глубина шлифовки возможно для конкретной головки блока цилиндров. Глубина отличается, в зависимости от того, на каком двигателе будет установлена ГБЦ.
Он проводится на специальном фрезерно-шлифовальном станке при помощи специального круга. При этом нужно обладать данными о том, какая максимальная глубина шлифовки возможно для конкретной головки блока цилиндров. Глубина отличается, в зависимости от того, на каком двигателе будет установлена ГБЦ.
Важно: Если глубина повреждений превышает максимально допустимую глубину снятия поверхности ГБЦ при шлифовке, скорее всего, деталь придется заменить. В редких случаях решить проблему можно установкой меньшей по толщине прокладки ГБЦ.
При выполнении работ по шлифовке головки блока цилиндров критически важен профессионализм мастера, который выполняет работу. От качества шлифовки будет зависеть герметичность системы и в целом работа двигателя. Поэтому не рекомендуется выполнять шлифовки ГБЦ самостоятельно без должного оборудования и навыков.
Что такое шлифовка ГБЦ и для чего собственно необходима эта процедура?
Шлифовка головки блока цилиндров — это технологический процесс, производимый на специальном оборудовании, с целью доведения плоскости ГБЦ до определенных параметров допустимых заводом изготовителем для плотного сопряжения головки с блоком цилиндров.
Есть несколько вариантов, при которых рекомендована данная процедура:
-
Вариант первый.
Зачастую автомобилисты обращаются с уже сложившейся проблемой, а именно заменой прокладки ГБЦ в связи с течью. Но надо понимать, что это уже видимый результат неправильной работы вашего автомобиля. Причиной может служить, как незначительный перегрев двигателя в связи с неисправностями в системе охлаждения, так и абсолютно случайное попадание воды и в последствие деформация ГБЦ и прогоревшая прокладка, требующая замены. Очень важно выяснить причину неисправности и провести грамотную дефектовку и вероятнее всего причиной пробитой прокладки явилось нарушения сопряжения плоскости ГБЦ и блока цилиндров. В этом случае шлифовки (фрезеровки) избежать не получится.
-
Вариант второй
Не редко встречаются обращения владельцев автомобилей с большим пробегом, а соответственно естественным износом.
 Либо те, кто просто поездил без масла в результатом чего стало «масляное голодание» двигателя. Естественно этим машинам рекомендуется капитальный ремонт ДВС. Действие серьезное и затратное. Но в любом случае не стоит ограничиваться только теми работами, которые указала дефектовка. Ведь головка уже снята и можно уделить ей немного времени и сделать идеально ровной. И при правильной эксплуатации автомобиля это поможет отсрочить на длительный период дальнейшие ремонты.
Либо те, кто просто поездил без масла в результатом чего стало «масляное голодание» двигателя. Естественно этим машинам рекомендуется капитальный ремонт ДВС. Действие серьезное и затратное. Но в любом случае не стоит ограничиваться только теми работами, которые указала дефектовка. Ведь головка уже снята и можно уделить ей немного времени и сделать идеально ровной. И при правильной эксплуатации автомобиля это поможет отсрочить на длительный период дальнейшие ремонты. -
Вариант третий.
Сварочные работы, связанные с ремонтом трещин ГБЦ. При этом повышенная температура локально нагревает головку и происходит деформация. Так же на полости образуются швы, которые тоже убираются при помощи шлифовки ГБЦ.
-
Вариант четвертый.
При не регулярной замене либо некачественной охлаждающей жидкости на полости появляется коррозия. Вариант лечения — шлифовка головки.

-
Вариант пятый (банальный)
Данный случай имеет место быть зимой. Зачастую в связи с нехваткой времени либо просто с желанием сэкономить, мы решаем самостоятельно залить антифриз в систему охлаждения. Тем более, что антифриз уже куплен и лежит он у нас в багажнике. Чего же проще! Остановить машину и залить жидкость. Теперь внимание! Разогретый двигатель, а по системе охлаждения начинает циркулировать ледяной антифриз. В результат, локальный удар и деформация ГБЦ. И снова –шлифовка ГБЦ.
-
Вариант шестой.
Тюнинг автомобиля. Этот вариант касается только любителей, которые фанатично стремятся изменить параметры двигателя.
Делаем вывод: шлифовка ГБЦ, осуществляется при каждом снятии головки блока цилиндров –это приводит к выравниванию поверхности ГБЦ, а, следовательно, увеличивает плотность прилегания головки к блоку. Результат, горячие газы не начнут выходить из-под прокладки, что сохранит прокладку целой, а нас избавит от ненужных расходов.
Специальный прайс стоимости работ по металообработке
| Наименование работ | ДВС 0.8-1.3 | ДВС 1.5-2.0 | ДВС V-6 | ДВС V-8 | ДВС рядный | БОНУС |
| фрезеровка головки блока 0.10 | 900 | 900 | 200 | |||
| фрезеровка головки блока 0.15 | 1000 | 1000 | 200 | |||
| фрезеровка головки блока V-6 | 1000 | 200 | ||||
| фрезеровка головки блока V-8 | 1250 | 250 | ||||
| фрезеровка головки блока ряд. 6 | 1250 | 250 |
| Наименование работ | ДВС 1,5-1,6 | ДВС 2,0-2,4 | ДВС V-6 | ДВС V-8 | ДВС рядный | БОНУС |
фрезеровка головки блока 0. 05 05 |
500 | 700 | 100 | |||
| фрезеровка головки блока 0.10 | 650 | 850 | 150 | |||
| фрезеровка головки блока 0.15 | 750 | 950 | 150 | |||
| фрезеровка головки блока V-6 | 750 | 150 | ||||
| фрезеровка головки блока V-8 | 750 | 150 | ||||
| фрезеровка головки блока ряд. 6 | 750 | 150 |
Шлифовка головки блока цилиндров в Санкт-Петербурге цена недорого
Обслуживание ГБЦ в Петербурге
Головка блока цилиндров (ГБЦ) является самой сложной деталью автомобиля. Она принимает на себя огромную температурную и химическую нагрузку: Постоянно нагревается и охлаждается из-за близости к камерам сгорания топливно-воздушной смеси, через неё проходят отработавшие газы. В головке блока с высокой скоростью вращается распределительный вал, и двигаются впускные и выпускные клапана. При этом допуски размеров проточенных в ней каналов составляют доли миллиметра.
Она принимает на себя огромную температурную и химическую нагрузку: Постоянно нагревается и охлаждается из-за близости к камерам сгорания топливно-воздушной смеси, через неё проходят отработавшие газы. В головке блока с высокой скоростью вращается распределительный вал, и двигаются впускные и выпускные клапана. При этом допуски размеров проточенных в ней каналов составляют доли миллиметра.
ГБЦ закономерно изнашивается вследствие локального перегрева и механических нагрузок и периодически требует ремонта. В ходе обслуживания, головку демонтируют с блока, так как не все повреждения можно увидеть на установленной головке, а уж ликвидировать – и подавно.
В ходе ремонта может применяться сварка, что добавит детали, на которую и так приходится неимоверное количество циклов «нагрев-остывание», дополнительные температурные изменения металла.
Существует вероятность, что при монтаже на двигатель, ГБЦ будет неровно прилегать к блоку. Даже доли миллиметра могут привести к быстрому прогоранию прокладки и потере мощности двигателя.
Чтобы этого избежать, производится …
Шлифовка головки блока цилиндров
В Санкт-Петербурге сервис «Точная работа» специализируется на обслуживании и ремонте двигателей всех конфигураций: от гражданских бензиновых, до промышленных дизелей. Накопленный за 15 лет опыт механики используют ежедневно для поддержания работоспособности двигателей автомобилей петербуржцев.
Коллектив сервиса точно знает, когда необходима шлифовка головки блока цилиндров:
- при нарушении геометрии ГБЦ из-за неравномерного перегрева поверхностей;
- после ремонта трещин аргонно-дуговой сваркой;
- при необходимости занижения ГБЦ для повышения мощности авто;
- для устранения дефектов износа двигателя после 150-200 тыс. км пробега.
Так же механики оказывают услугу по шлифовке после каждого снятия ГБЦ, так как усталостные напряжения в металле высвобождаются после снятия болтов, которыми крепится головка к блоку. И на место ГБЦ может встать неплотно.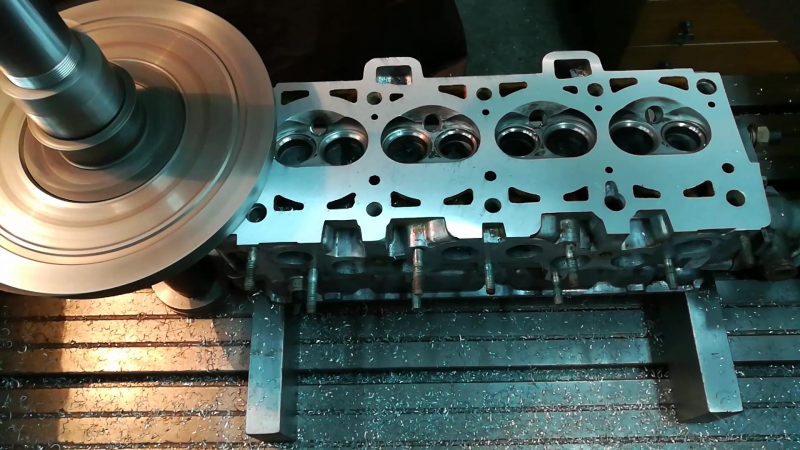
Заказать
Шлифовку ГБЦ в СПб можно получить недорого. Актуальные цены на эту и другие услуги сервиса «Точная работа» вы можете увидеть на сайте. Девиз сервиса «Точно до микрона. Точно в срок. Точно до рубля» даёт понять, что все работы выполняются профессионально, оперативно и по справедливой стоимости.
Оставив заявку на сайте вы получите не только классный сервис, который заставит ваш мотор довольно урчать, но и убедитесь, что это недорого.
Стоимость работ по шлифовке головки блока (ГБЦ)
Легковые отечественные а/м
| Наименование | Модель | Стоимость (в рублях) |
| Обработка плоскости головки блока цилиндров | ВАЗ/АЗЛК | 1000 |
| ГАЗ | 1000 | |
| после напыления | +50% | |
| съем более 0,5 мм. | +50% | |
съем более 1 мм. | +100% |
Иномарки
| Наименование | Модель | Стоимость (в рублях) |
| Обработка плоскости головки блока цилиндров | 1 цилиндр | 300 |
| непарал. плоскость | 450 | |
| после напыления | +50% | |
| съем более 0,5 мм. | +50% | |
| съем более 1 мм. | +100% |
Грузовые автомобили
| Наименование | Модель | Стоимость (в рублях) |
| Обработка плоскости головки блока цилиндров | 1 цилиндр | 400 |
| иномарки крупногабаритные* | — |
*-по договоренности
Шлифовка головки блока цилиндров
Шлифовка головки блока цилиндров является операцией, которая выполняется во время капитального ремонта ДВС, переборки мотора и т. д. Также необходимость шлифовать головку может возникнуть тогда, когда осуществляется так называемый «железный» тюнинг ДВС, вносятся изменения и доработки в конструкцию двигателя в целях форсирования силового агрегата, повышается степень сжатия мотора путем уменьшения высоты головки и т.п.
д. Также необходимость шлифовать головку может возникнуть тогда, когда осуществляется так называемый «железный» тюнинг ДВС, вносятся изменения и доработки в конструкцию двигателя в целях форсирования силового агрегата, повышается степень сжатия мотора путем уменьшения высоты головки и т.п.
Как известно, головка блока цилиндров (ГБЦ) является одной из главных составных деталей двигателя. В головке современного силового агрегата находится ГРМ, сама головка плотно прилегает к блоку цилиндров (БЦ) через прокладку головки блока цилиндров, в корпусе головки выполнена часть камеры сгорания, а также проходят каналы системы смазки и охлаждения двигателя. По этой причине для наилучшего прилегания необходимо шлифовать головку блока, параллельно шлифовке ГБЦ в ряде случаев осуществляется и шлифовка поверхности блока цилиндров. Далее мы поговорим о том, как шлифуется головка блока цилиндров, а также как выполнить указанную операцию своими руками.
Содержание статьи
Когда головку блока цилиндров нужно шлифовать
Любые дефекты, которые влияют на плотность и герметичность прилегания головки блока к самому блоку цилиндров двигателя приводят к появлению неисправностей и/или сбоев в работе ДВС. Наиболее частой причиной, по которой головку приходится шлифовать в рамках ремонта мотора является перегрев двигателя. Достаточно распространенной проблемой также считается нарушение правил обтяжки головки во время сборки двигателя, после чего происходит деформация корпуса ГБЦ.
Наиболее частой причиной, по которой головку приходится шлифовать в рамках ремонта мотора является перегрев двигателя. Достаточно распространенной проблемой также считается нарушение правил обтяжки головки во время сборки двигателя, после чего происходит деформация корпуса ГБЦ.
Чаще всего внеплановую дефектовку головки проводят в том случае, когда возникают проблемы с прокладкой головки блока. Указанная прокладка может прогореть, в результате чего возникает прорыв газов из камеры сгорания, через нее возможны утечки моторного масла или антифриза. Перед заменой необходимо точно определить причину, почему прогорела или пробита прокладка ГБЦ.
Другими словами, на прокладку сильно влияет состояние головки блока, если точнее, нарушенное сопряжение плоскости БЦ и ГБЦ. В случае обнаружения дефектов необходимо выполнить фрезеровку (шлифовку) головки блока цилиндров. Сама шлифовка ГБЦ, а также и блока цилиндров позволяет довести до нужных параметров привалочную плоскость ГБЦ и БЦ.
Такой ремонт показан любым агрегатам независимо от того, какие работы проводятся (замена распределительного вала, прокладки или другие). Если иначе, после снятия головки и разборки стоит уделить повышенное внимание состоянию поверхности параллельно выполнению других операций.
Как шилифуется головка блока
Начнем с того, что квалифицированные операции с ГБЦ и шлифовка цилиндра в домашних условиях не рекомендуется, хотя это возможно и существует несколько способов. Теперь давайте перейдем к самой процедуре с учетом того, как она должна выполняться правильно. Прежде всего, нужно осуществить проверку плоскости ГБЦ. Это делается при помощи длинной стальной линейки, а также щупов (можно использовать щупы для регулировки теплового зазора клапанов). Важным условием является то, что линейка должна быть ровной, одинаковой по толщине, без искривлений и дефектов. Указанную линейку нужно прикладывать к нижней плоскости по диагоналям, после чего подходящий щуп вставляется в зазоры, которые образуются между плоскостью головки и приложенной линейкой. Такие действия выполняются поочередно.
Такие действия выполняются поочередно.
Добавим, что данный метод замеров при помощи линейки не отличается высокой точностью, но позволяет быстро проверить плоскость головки блока своими руками прямо в гараже. Если ГБЦ деформирована, тогда щупы и линейка помогают наглядно выявить дефекты, а также оценить степень серьезности имеющейся проблемы. Также следует отметить, что в случае прогара прокладки самые очевидны деформации привалочной поверхности будут именно в том месте или рядом с областью, где прокладку пробило. Косвенным признаком также можно считать и нагар на поршнях в расположенных рядом с местом пробоя цилиндрах.
Идем далее. Если дефекты обнаружены, тогда следующим шагом становится проверка головки на наличии трещин. В гараже обычно используют краску или похожие по свойствам красители, которыми покрывается корпус предварительно отмытой и очищенной от грязи ГБЦ. Затем краситель удаляют с поверхности, после чего по остаткам красящего вещества, попавшего в трещины, выявляют проблемные места. Способ достаточно простой, но микротрещины или внутренние повреждения корпуса при помощи краски определить не удается. Для более точной диагностики герметичности корпуса и проверки на предмет растрескивания внутренних поверхностей необходимо обратиться к специалистам или иметь под рукой подходящее оборудование. ГБЦ нужно нагреть, после чего головка помещается в специальную ванну с водой. Не вдаваясь в подробности, микротрещины проявляются благодаря воздушным пузырькам, которые выходят наружу в результате подачи в корпус головки блока воздуха под давлением. Затем следует провести ремонт трещины головки блока цилиндров (при наличии таковой), после чего ГБЦ можно шлифовать.
Способ достаточно простой, но микротрещины или внутренние повреждения корпуса при помощи краски определить не удается. Для более точной диагностики герметичности корпуса и проверки на предмет растрескивания внутренних поверхностей необходимо обратиться к специалистам или иметь под рукой подходящее оборудование. ГБЦ нужно нагреть, после чего головка помещается в специальную ванну с водой. Не вдаваясь в подробности, микротрещины проявляются благодаря воздушным пузырькам, которые выходят наружу в результате подачи в корпус головки блока воздуха под давлением. Затем следует провести ремонт трещины головки блока цилиндров (при наличии таковой), после чего ГБЦ можно шлифовать.
Сам процесс шлифовки головки блока своими руками возможен при наличии фрезерно-шлифовального станка или опыта выполнения подобных работ самостоятельно при помощи шлифофального круга, наждачной бумаги и т.п. Другими словами, шлифовальные операции лучше доверять только проверенным и опытным специалистам. Если же вы решили делать ремонт двигателя самостоятельно, тогда нужно особое внимание уделить определенным тонкостям, которые связаны со шлифовкой головки.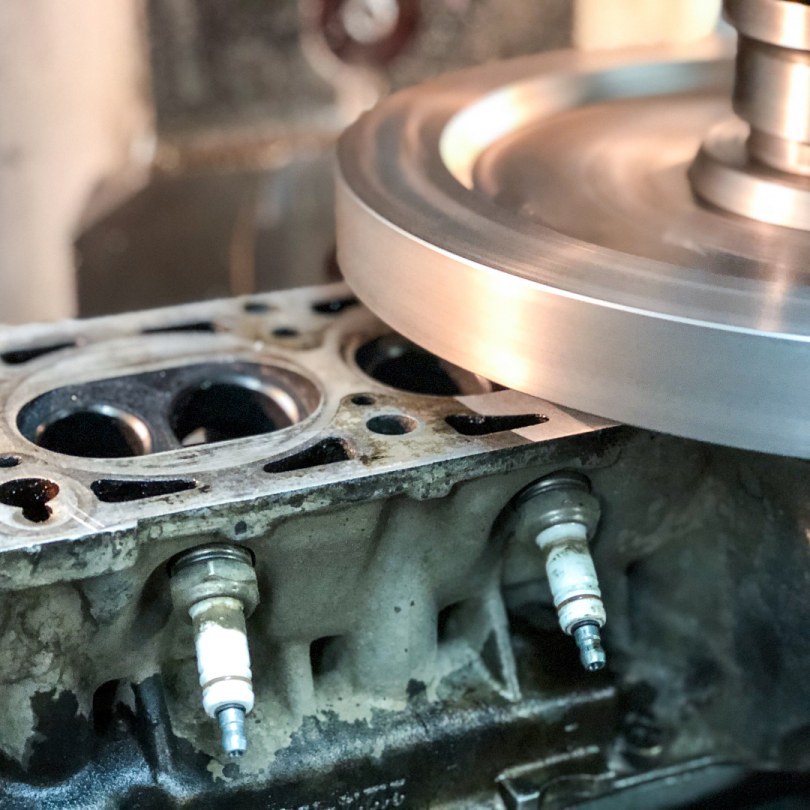
Во время фрезеровки важнейшим параметром является допустимая толщина шлифовки. Если проще, нужно знать, сколько металла можно снять максимально с поверхности той или иной ГБЦ. Информация о глубине, на которую можно шлифовать головку, должна содержаться в технической литературе, руководствах по ремонту и дополнительных источниках применительно к конкретному типу и модели ДВС. Производитель двигателя должен обязательно указать данный параметр для ремонта, после чего агрегат будет нормально работать. Если же дефекты плоскости слишком серьезные, то есть глубокой фрезеровкой для их устранения может понадобиться снять весь допустимый запас и превысить рекомендуемое производителем значение, тогда в этом случае может понадобиться произвести замену ГБЦ.
Что в итоге
Вполне очевидно, что от глубины шлифовки будет также напрямую зависеть и дальнейший подбор прокладки ГБЦ не только по материалам изготовления (например, металл или армированный паронит), но и по толщине. Данное утверждение справедливо и в том случае, если после фрезеровки существует риск того, что клапана ГРМ окажутся слишком длинными. В такой ситуации снятая при шлифовке толщина компенсируется увеличенной толщиной новой прокладки, установкой двойной прокладки, а также укорачиванием клапанов.
Данное утверждение справедливо и в том случае, если после фрезеровки существует риск того, что клапана ГРМ окажутся слишком длинными. В такой ситуации снятая при шлифовке толщина компенсируется увеличенной толщиной новой прокладки, установкой двойной прокладки, а также укорачиванием клапанов.
Напоследок добавим, что с учетом того, сколько стоит шлифовка головки блока цилиндров, данная ремонтная процедура позволяет значительно сэкономить денежные средства и избавить владельца от необходимости устанавливать новую головку. Это справедливо и применительно к блоку цилиндров, особенно в том случае, если необходима внутренняя шлифовка цилиндра, в котором появились дефекты.
Квалифицированно проведенные работы по проверке на герметичность, ремонту трещин, расточке и шлифовке ГБЦ или БЦ позволяют получить проверенную и полностью работоспособную деталь, которая после установки на автомобиль будет являться залогом дальнейшей исправной работы ДВС. Например, профессионально отремонтированная и правильно поставленная головка прослужит не один десяток тысяч километров при условии соблюдения общих рекомендаций во время эксплуатации и своевременного технического обслуживания и ремонта двигателя.
Читайте также
Опрессовка и шлифовка ГБЦ (головки блока цилиндров) : АВТОСЕРВИС КИЕВСКИЙ КАЛИНИНГРАД АВТОРЕМОНТ
Опрессовка головки блока цилиндров применяется при проверке самого блока на герметичность в условиях повышенных нагрузок и при обычном рабочем режиме.
Опрессовка. В чем суть процедуры?
Проверка на герметичность подразумевает под собой поиск трещин, деформаций, сколов. Далеко не все повреждения можно определить невооруженным глазом. Для более детального анализа применяется метод опрессовки.
В Калининграде опрессовку и шлифовку ГБЦ и БЦ проводят на специальном оборудовании в автосервисе «Киевский», по адресу: ул. Узловая, 16 Б. Почему стоит выбрать именно этот автосервис? Причин сразу несколько – индивидуальный подход к каждому клиенту, высокий уровень обслуживания, суперсовременное оборудование, самые низкие цены на ремонт автомобилей в Калининграде.
Опрессовка ГБЦ проводится следующим образом:
- Перекрываются отверстия специальными заглушками.
- БЦ или ГБЦ погружается в специальную ванну.
- Проверяется степень герметичности под воздействием давления воздуха (6-7 атм).
- В местах нарушения герметичности появляются пузырьки воздуха.
- В зависимости от степени нарушения герметичности выносится решение о возможности восстановления или замене детали.
Что будет если вовремя не выявить нарушение герметичности?
Даже самая незначительная трещина или деформация приведет к тому, что масло может попасть в бачок с антифризом, а охлаждающая жидкость, наоборот, окажется в отсеке для масла.
Когда нужна шлифовка БЦ и ГБЦ?
Нарушение сопряжения плоскостей головки блока цилиндров и блока цилиндров приводит к нарушению герметичности. Для устранения этих внешних дефектов и применяется шлифовка. Работы по шлифовке ГБЦ и БЦ выполняются на фрезерном станке только опытными специалистами.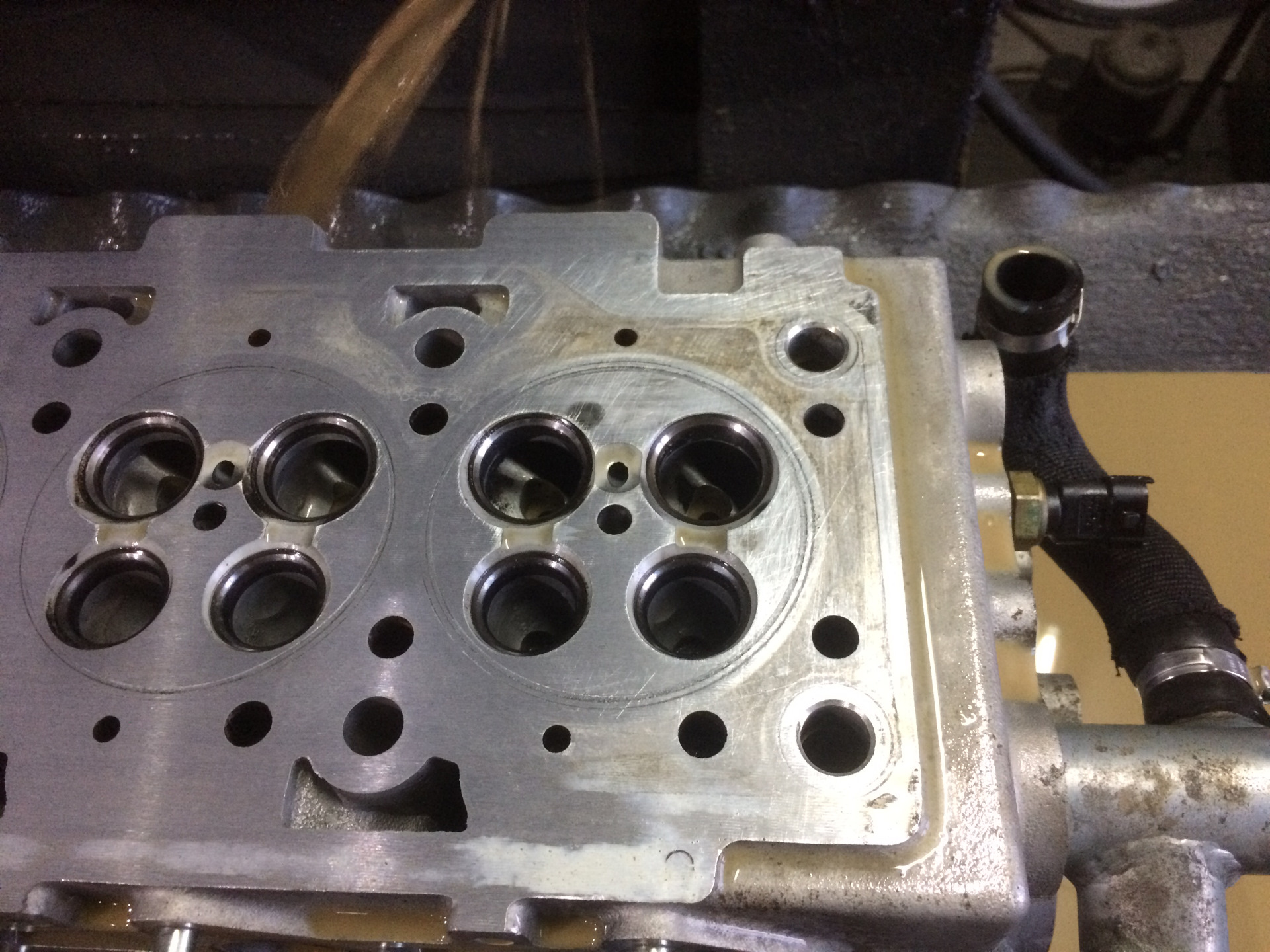 Здесь особое внимание уделяется правильности замеров и мастерству специалиста.
Здесь особое внимание уделяется правильности замеров и мастерству специалиста.
Где приобрести инструменты и запчасти для опрессовки и шлифовки?
На сайте интернет-магазина «Запчасти 39» zzap39.ru вы найдете не только всё то, что может понадобиться для ремонта вашего автомобиля, но и получить консультацию специалистов по всем техническим вопросам. А еще вас порадует лучший выбор запчастей и самые низкие цены в регионе. Загляните и убедитесь сами!
Обработка плоскости головки блока цилиндров (ГБЦ)
В процессе эволюции двигателей внутреннего сгорания за последние двадцать лет наибольшим изменениям подверглись две системы. Это электронная система управления двигателем, и головка блока цилиндров. В головке блока цилиндров катастрофически увеличилось количество клапанов. ГБЦ и ранее была достаточно тонкостенной ажурной отливкой, в которой сочеталось несочетаемое — холодный впускной канал и горячий, раскаленный выпускной канал.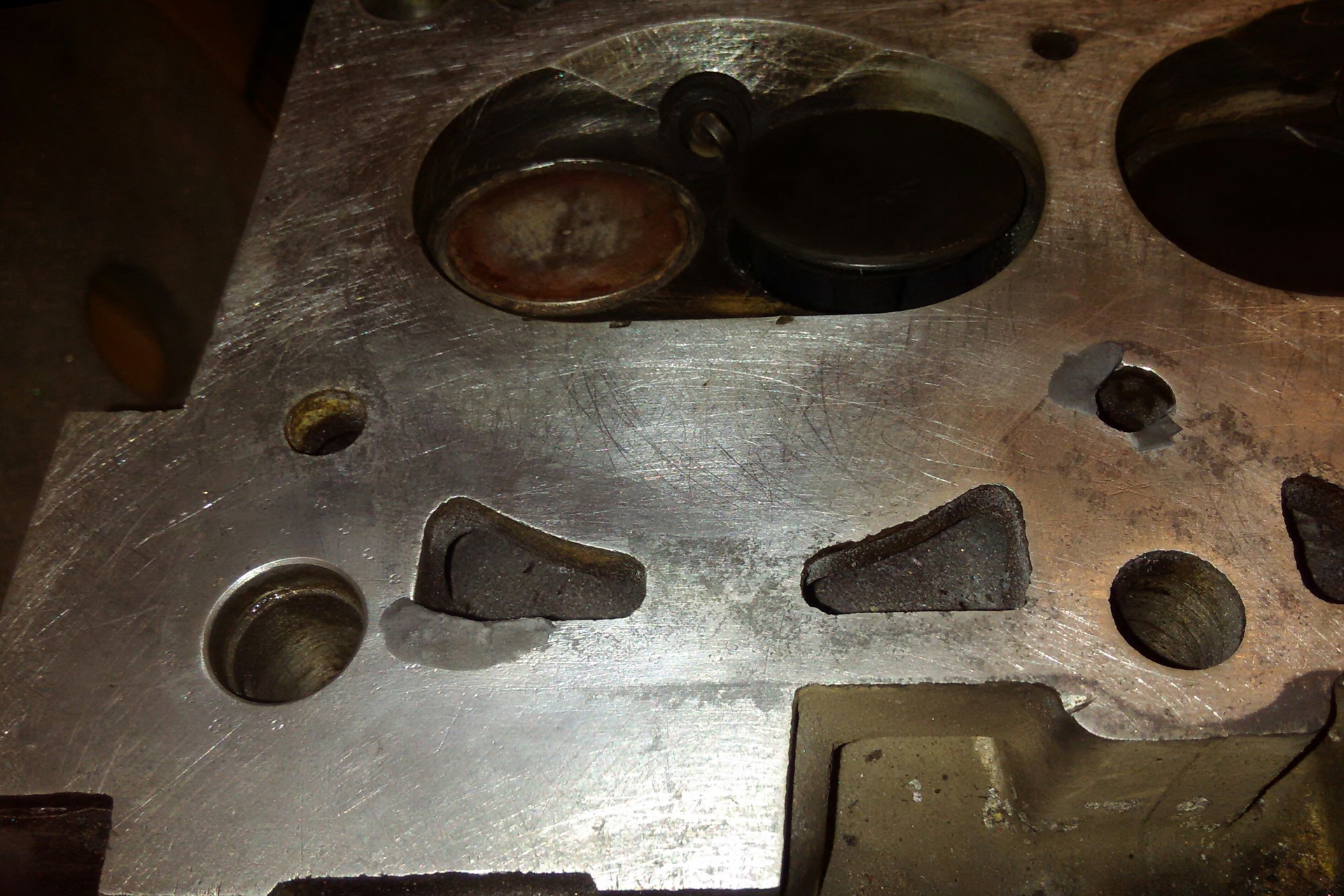 Лёд и пламя одновременно. Охлаждающая жидкость, в полости рубашки охлаждения, имеет температуру 90-110 градусов, а температура в камере сгорания запросто заваливает за значения выше тысячи градусов. В выпускном канале температура 800 — 900 градусов.
Лёд и пламя одновременно. Охлаждающая жидкость, в полости рубашки охлаждения, имеет температуру 90-110 градусов, а температура в камере сгорания запросто заваливает за значения выше тысячи градусов. В выпускном канале температура 800 — 900 градусов.
Материалы для изготовления ГБЦ
И вот в этих нечеловеческих условиях существует тоненькая корпусная деталь, которая раньше часто исполнялась из чугуна — достаточно терпеливого и крепкого материала. Сейчас чугунные головки редкость, в основном встречаются на больших моторах Industrial и Marine Application, и на грузовой технике.
Большая часть головок блока это лёгкий алюминиевый сплав. Причём сплав, в котором присутствует не просто алюминий и кремний, а масса дополнительных элементов. Так вот, тонкостенное, ажурное, геометрически сложное и термически и механически нагруженное изделие.
ГБЦ воспринимает все усилия от давления в камере сгорания, монтажные усилия от болтов крепления головки к блоку и усилия от работы газораспределительного механизма.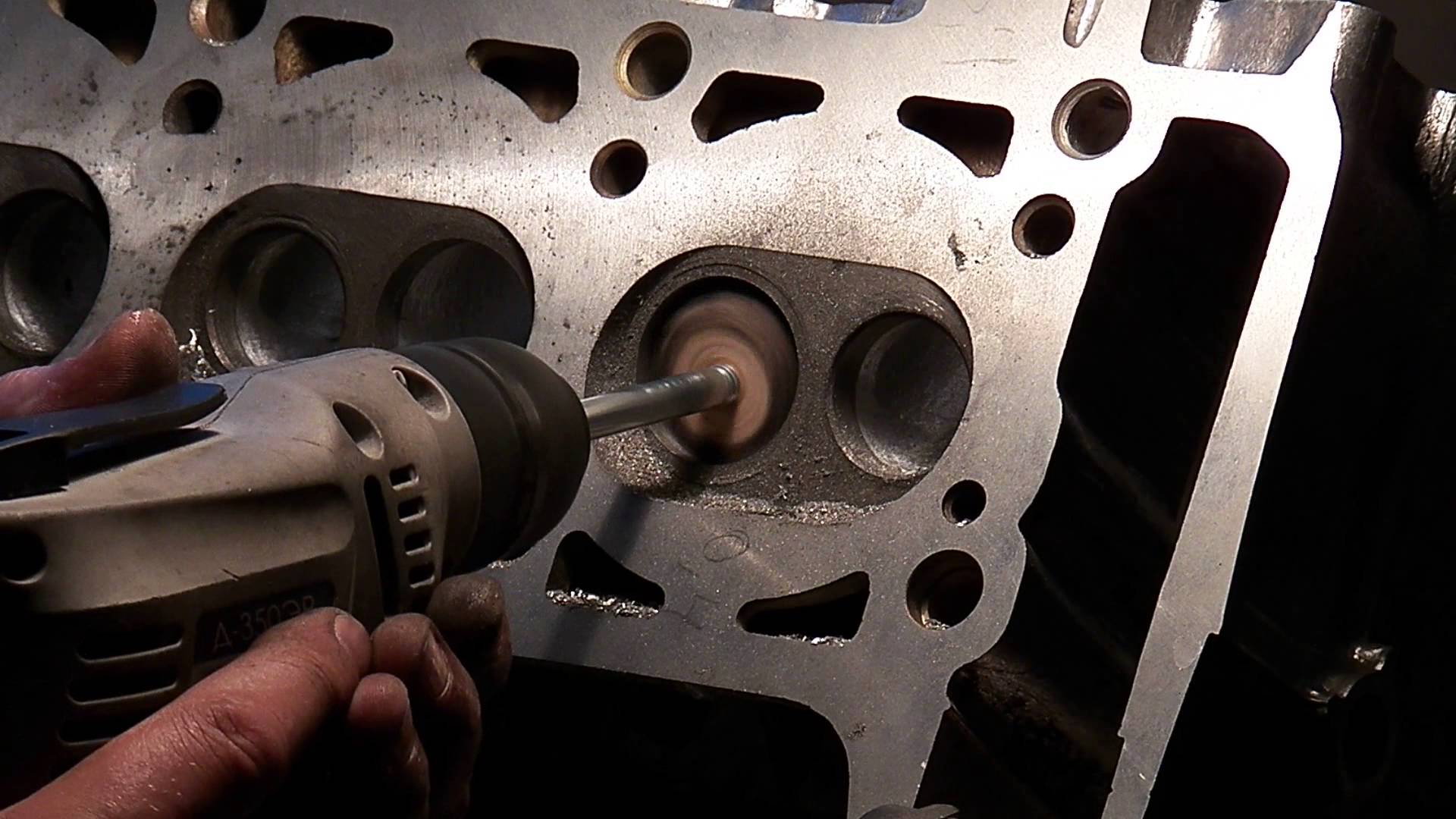
В головке блока вращаются распределительные валы и все силы, приходящиеся на механизм газораспределения, воспринимаются головкой блока как корпусной деталью.
Там где есть вращение, относительное перемещения деталей, есть износ. В силу чего, ГБЦ еще и изнашивается по поверхностям трения — опорам распредвалов. Износ в клапанном механизме, в направляющих клапанов, колодцев толкателей и непосредственно клапанных седе мы рассмотрим в другой главе. В этой же головке блока куча масляных каналов, что создает дополнительные напряжения и увеличивает градиент температуры в материале головки.
Износ головки блока цилиндров
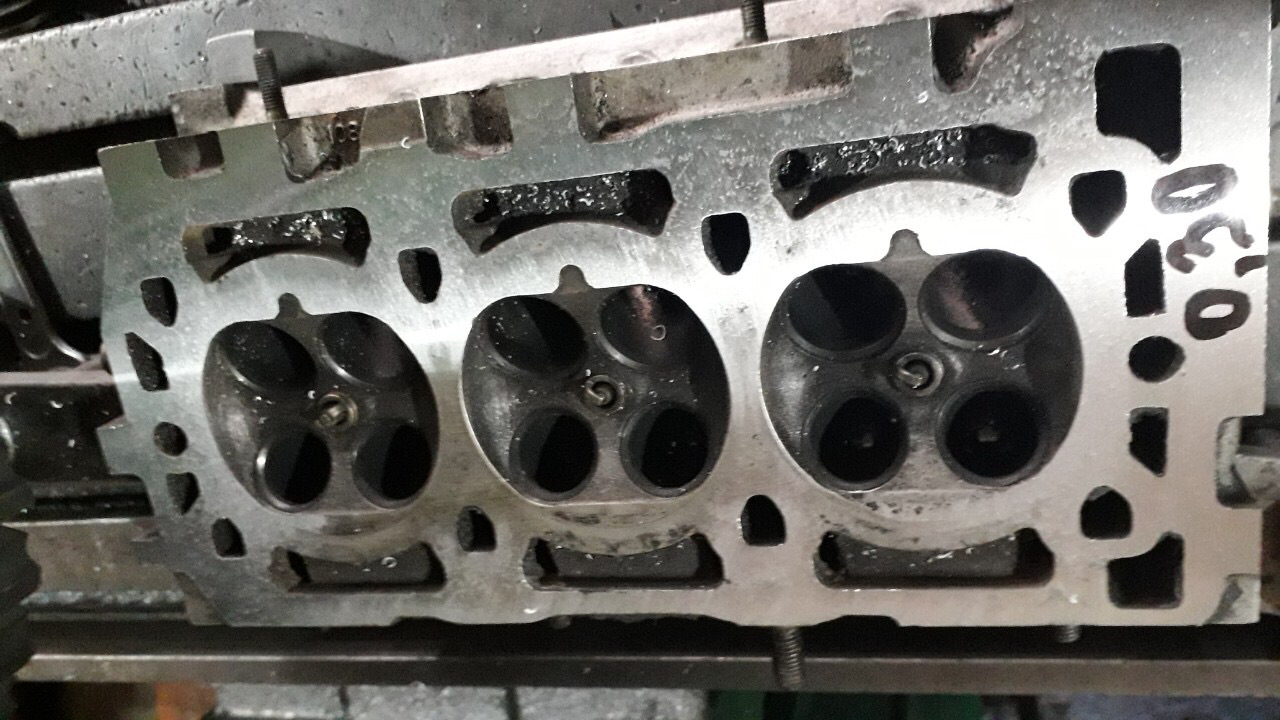
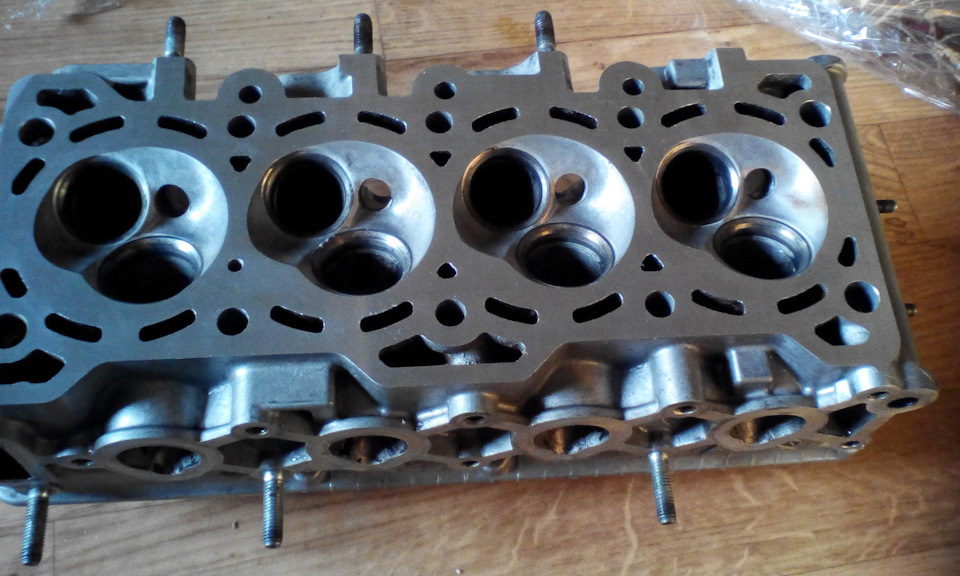
В результате работы в этих сложных условиях любая литая деталь имеет полное моральное и физическое право нет, не просто износиться, а ещё и деформироваться. Как только вы разобрали мотор, накопленное напряжение, термические и механические, живущее в этой головке блока, реализуется в деформации. Эти деформации глазом не видно, но когда вы начинаете проверять плоскость головки блока при помощи хотя бы простой поверочной линейки и комплекта чупов или фонариком на просвет, то весьма вероятно обнаружите, что привалочная плоскость перестала быть плоскостью. Она становится сложной геометрической пространственной поверхностью.
Она становится сложной геометрической пространственной поверхностью.
Если при последующей сборке эту сложную геометрическую поверхность попробовать притянуть к блоку повторно, то весьма велика вероятность, что притянется она не по всей поверхности, а только по выступающим пятнам. Обеспечить равномерный прижим прокладки ГБЦ и гарантировать герметичность газового стыка, полости рубашки охлаждения и масляных каналов такая головка блока не может.
То есть, ГБЦ в дальнейшем использована не может быть использована без дополнительной механической обработки.
Итак, то что головка на взгляд визуально выглядит ровненько и красивенько, это увы ни о чём не говорит. Самым простым и доступным прибором для контроля плоскости головки блока является поверочная линейка, плюс щуп или плюс фонарик, для проверки «на просвет».
Для более подробного исследования можно головку можно установить на стол шлифовального либо фрезерного станка и индикатором промерить, а где у нас плоскость, и плоскость ли — это вообще. Может быть это уже некий рельеф, плоскогорье.
Может быть это уже некий рельеф, плоскогорье.
Что ещё может произойти с головкой блока цилиндров?
Головка находится в весьма агрессивной среде. В камере сгорания сгорает топливо, в рубашке охлаждения интенсивно циркулирует охлаждающая жидкость, которая тоже не вода. Эта жидкость имеет либо слабощелочную, либо слабокислотную среду, при определенных условиях перегрева, или ошибки в подборе охлаждающей жидкости, или попадания в ОЖ топлива или продуктов сгорания может возникать химическая коррозия материала головки блока.
При определенных условиях, в результате вибраций или нарушения циркуляции ОЖ возможно появление кавитации в рубашке охлаждения, с последующим повреждением материала головки блока. Головка блока в по краям камеры сгорания может получить повреждения при нарушении режима сгорания топлива, неисправностях топливной аппаратуры, приводящих к местному перегреву или детонации
Современная ГБЦ деталь дорогая. Заменять на новую, не всегда посильно для заказчика, и не всегда разумно с точки зрения грамотного моториста. Есть прямой экономический и технический смысл ГБЦ ремонтировать. Как поврежденную плоскость можно восстановить? Разделать под сварку, заварить, только очень аккуратно, потому что на тонкостенном изделии зона термического воздействия шва создаёт дополнительное напряжение, а после того как вы следы кавитации, детонации или химической коррозии заварили, обрабатывать головку по плоскости.
Есть прямой экономический и технический смысл ГБЦ ремонтировать. Как поврежденную плоскость можно восстановить? Разделать под сварку, заварить, только очень аккуратно, потому что на тонкостенном изделии зона термического воздействия шва создаёт дополнительное напряжение, а после того как вы следы кавитации, детонации или химической коррозии заварили, обрабатывать головку по плоскости.
Обработка плоскости головки блока цилиндров
Итак, основных причин для того, чтобы головку обработать по плоскости, ну скажем так три.
Первое, это деформация головки в процессе её работы в результате накопления внутренних механических и термических напряжений.
Второе, это нарушение поверхности головки в зоне камеры сгорания, в результате неправильного горения топлива, местного перегрева или детонации.
И третье, это разрушение материала головки блока в зоне соприкосновения с охлаждающей жидкостью в результате химической реакции, либо кавитации.
Две причины из трёх лечатся при помощи сварки, и последующей обработки плоскости. Первая причина — деформация, требует просто обработки плоскости.
Какие существуют способы обработки плоскости?
Существует дедовский способ, когда берется притирочная плита, на неё наносится абразивный порошок, смешанный с моторным маслом, и человек физической силой изображает фрезерный станок, совершая головкой блока по притирочной плите движения, напоминающие восьмёрку. Фитнес тот ещё, плечи болят, притереть головку по плоскости, это работа на полный рабочий день. Плюс к этому мы не можем быть уверены, что притёртая поверхность является плоскостью, потому что руки, это всё-таки руки. Двигая головку мы распределяем усилия не равномерно. Да и плита по мере выработки становится не совсем идеальной плоскостью, она может стать седлом, ямой, чем угодно. То есть притирая кривую головку по кривой плите мы получаем не совсем «плоскую плоскость». Но это дедовский способ, сейчас он почти не используется. Подобный Сизифов труд пригоден для наглядного, тактильного пояснения ученикам моториста, что такое восстановление плоскостности или как способ «наложения взыскания» на нерадивого студента и обьяснения «не через голову, так через руки». На мне мои наставники такой способ подачи материала пробовали. Поверьте – чудо как проясняет сознание и стимулирует техническое мышление.
Подобный Сизифов труд пригоден для наглядного, тактильного пояснения ученикам моториста, что такое восстановление плоскостности или как способ «наложения взыскания» на нерадивого студента и обьяснения «не через голову, так через руки». На мне мои наставники такой способ подачи материала пробовали. Поверьте – чудо как проясняет сознание и стимулирует техническое мышление.
Второй тоже относительно варварский способ, это когда головку обрабатывают на примитивном станочке с движущейся лентой из наждачной бумаги на тканевой основе. “За неимением гербовой, пишут и на простой”. Такой способ условно пригоден. Использовать его тоже иногда возможно, но следует иметь ввиду, что подобный метод обработки, также как и ручная притирка, «завалит» вам края головки. То есть съём по периферии будет больше, чем съём по центру. Так получается, потому что головка лежит под собственным весом, плюс усилие ваших рук, вы ее четко не фиксируете она у вас при движении по скользящей ленте обязательно наклоняется к краям. Соответственно с краёв абразивное полотно снимет больше, чем с середины. Иногда, в колхозных условиях и это может быть не лучшим, но допустимым решением проблемы.
Соответственно с краёв абразивное полотно снимет больше, чем с середины. Иногда, в колхозных условиях и это может быть не лучшим, но допустимым решением проблемы.
Правильное решение проблемы
Как всегда — правильный станок. Существуют специализированные фрезерные станки с большим ходом стола, с большой жесткостью и стола, и пиноли, который позволяет обрабатывать головки блока больших размеров без нарушения геометрии. В «Механике» мы такие станки используем в основном итальянского производства. Станки компании Berco, станки компании AZ, иногда станки компании Comec. Это три богатыря, которые позволяют нам качественно обрабатывать головки блока.
Здесь обработка происходит радиусным твердосплавным резцом, соответственно точка резца, вращающаяся в плоскости, параллельной движению стола геометрически формирует «идеальную плоскость». На практике так оно примерно и есть.
Какие есть подводные камни при обработке плоскости ГБЦ?
Если вы используете не специализированный, а универсальный фрезерный станок, то у многих типов фрезерных станков при больших ходах стола(когда вы стол гоняете от крайней левой точки до крайней правой), при износе, при появлении зазоров в направляющих может проявляться такой дефект как заваливание стола. Стол под собственным весом (а весит он, поверьте, не мало), немножко кренится в левую сторону в крайних положениях хода стола. Соответственно, плоскость становится не совсем плоскостью, а некой дугой. Если эта дуга укладывается в пару тройку соток, ничего страшного с этим нет. Монтажные деформации всё равно будут существенно больше и эта пара тройка соток ни на что не повлияет, что говорит о том, что использовать универсальные фрезерные станки вполне возможно. Однако, если станок старенький, направляющие болтаются, то эта пара тройка соток может вырасти до полутора двух десяток, а вот это уже никуда не годится. По этой причине проверять головку блока и следить за качеством оборудования нужно очень и очень внимательно. Не каждый фрезерный станок создаст плоскость. Выглядеть он может идеально, но при прокатке индикатором, вы увидите, что плоскость-то у нас не плоская. Вот такая вот засада, мужики.
Стол под собственным весом (а весит он, поверьте, не мало), немножко кренится в левую сторону в крайних положениях хода стола. Соответственно, плоскость становится не совсем плоскостью, а некой дугой. Если эта дуга укладывается в пару тройку соток, ничего страшного с этим нет. Монтажные деформации всё равно будут существенно больше и эта пара тройка соток ни на что не повлияет, что говорит о том, что использовать универсальные фрезерные станки вполне возможно. Однако, если станок старенький, направляющие болтаются, то эта пара тройка соток может вырасти до полутора двух десяток, а вот это уже никуда не годится. По этой причине проверять головку блока и следить за качеством оборудования нужно очень и очень внимательно. Не каждый фрезерный станок создаст плоскость. Выглядеть он может идеально, но при прокатке индикатором, вы увидите, что плоскость-то у нас не плоская. Вот такая вот засада, мужики.
Что ещё тут может быть?
Если станочник обладает могучими руками, а любой станочник обладает могучими руками, кистевые, плечевые, мышцы у станочника, такие, что тяжелоатлет позавидует. Так вот этот светлый человек может так установить головку на стол и так её притянуть, что усилия прижима головки к столу фрезерного станка её просто деформируют. Если бедную ГБЦ, в этом скрюченном состоянии фрезеровщик добросовестно отфрезерует, и как только станочник ослабит могучие крепёжные болты и головка освободится, она вернётся в своё исходное положение. Секунду назад была плоскость, крепежное напряжение ушло, и вот мы получили некую сложную геометрическую фигуру. Поэтому принцип сила есть — ума не надо к тонким операциям, в частности к фрезеровке головки блока, применим быть не может.
Так вот этот светлый человек может так установить головку на стол и так её притянуть, что усилия прижима головки к столу фрезерного станка её просто деформируют. Если бедную ГБЦ, в этом скрюченном состоянии фрезеровщик добросовестно отфрезерует, и как только станочник ослабит могучие крепёжные болты и головка освободится, она вернётся в своё исходное положение. Секунду назад была плоскость, крепежное напряжение ушло, и вот мы получили некую сложную геометрическую фигуру. Поэтому принцип сила есть — ума не надо к тонким операциям, в частности к фрезеровке головки блока, применим быть не может.
Теперь давайте коснемся тонкостей ремонта ГБЦ
Во многих дизельных головках блока используется такой конструктивный элемент как форкамеры. Форкамеры могут быть из каленой стали. Форкамеры могут быть из порошкового спеченного материала, то есть практически металлокерамика. Твердость такого материала существенно выше, чем твердость основного металла головки. Обрабатывать форкамеры и плоскость головки блока естественно приходится одновременно. Нет возможности удалить форкамеры, обработать, а потом поставить на место. В большинстве случаев, за редким исключением, такой возможности нет.
Нет возможности удалить форкамеры, обработать, а потом поставить на место. В большинстве случаев, за редким исключением, такой возможности нет.
Значит нужно искать технологию, которая позволяет обрабатывать и твёрдый, и мягкий металл одновременно. Чаще всего это шлифовка, обычная плоская шлифовка. Когда ось вращения шлифовального круга расположена параллельно оси перемещения стола вместе с изделием. Так достигается высокая скорость относительного перемещения инструмента и малые усилия резанья.
Важным является подобрать правильную зернистость и твёрдость связующего шлифовального круга. И еще и правильную СОЖ(смазывающую охлаждающую жидкость). Почему? Потому что головка может быть из алюминиевого сплава, форкамеры могут быть из металлокерамики, и обрабатывающий инструмент, шлифовальный круг, должен быть некоторым уникальным компромиссом, который способен обрабатывать алюминий без налипания материала на круг и наволакивания и способен в то же время обрабатывать твёрдую форкамеру без выкрашивания, без прижогов и без других дефектов шлифовки. Задача нетривиальная, но грамотный шлифовщик эту задачу выполнить может.
Задача нетривиальная, но грамотный шлифовщик эту задачу выполнить может.
Специализированные станки, разработанные именно для обработки плоскости головки блока и блока, предлагают метод шлифовки несколько другой, когда шлифуется абразивными секторами, и ось вращения комплекта абразивных секторов перпендикулярна плоскости перемещения изделия. Эта технология лично мне несколько менее симпатична, потому что скорость резания существенно меньше, чем при классической плоской шлифовке, усилия от инструмента выше и вероятность появления дефектов шлифовки то же несколько больше, чем на классическом шлифовальном станке. Более капризный, получается, процесс. Хотя, в некоторых случаях, мы всё-таки используем эту технологию.
О чём ещё стоит в этом случае сказать?
У многих головок блока больших индустриальных или грузовых моторов существуют проточки под индивидуальные уплотнения гильзы цилиндров. В этом случае, если приходится трогать плоскость головки, необходимо на такую же точно глубину обработать данную проточку.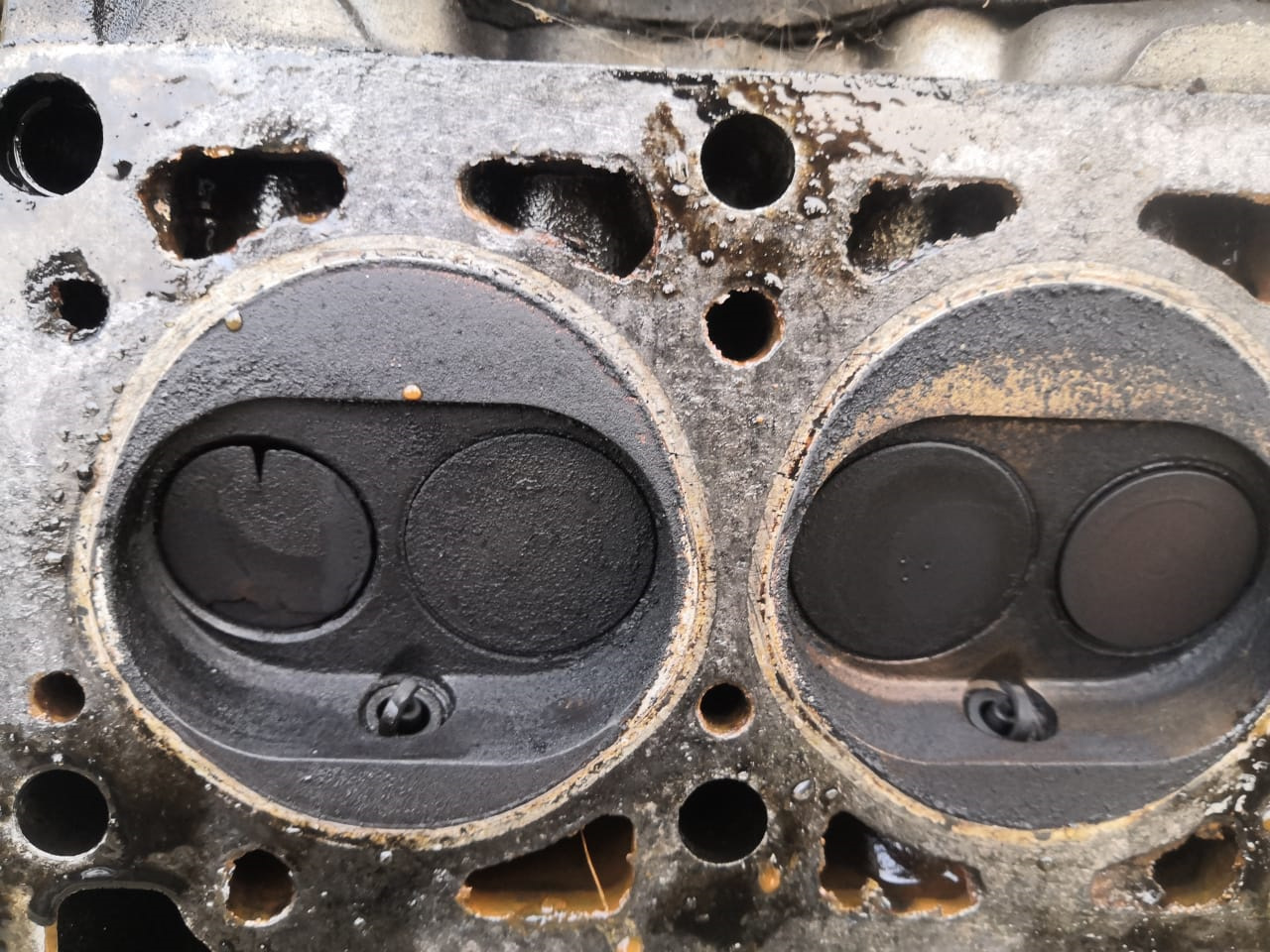 Это не простая задача. Она может выполняться универсальным швейцарским инструментом Mira, может выполняться на координатно-расточном станке, при наличии высокой квалификации может выполняться и на обычном расточном или вертикально фрезерном станке. Всё это рассматривается индивидуально и здесь огромное значение имеет мастерство станочника, выполняющего данную операцию.
Это не простая задача. Она может выполняться универсальным швейцарским инструментом Mira, может выполняться на координатно-расточном станке, при наличии высокой квалификации может выполняться и на обычном расточном или вертикально фрезерном станке. Всё это рассматривается индивидуально и здесь огромное значение имеет мастерство станочника, выполняющего данную операцию.
Вот ещё какой интересный момент. Нередко в головке блока вращаются распределительные валы от одного до четырёх. Если плоскость головки блока деформировалась на две и более десятых миллиметра, это говорит совершенно однозначно о том, что ось распределительного вала деформировалась точно также. ГБЦ единая деталь, ничего никуда не делось, и если деформировалась плоскость, значит деформировалось все, включая опоры распределительных валов.
Если восстановить плоскостность это одна операция, высокоточная, но тем не менее одна. Прошлись на фрезерном станке, ну хорошо, пускай, ладно, прошлись три раза, за три прохода восстановили плоскость. При этом мы имеем головку с идеальной плоскостью привалочной поверхности и с искривленным кривым, гнутым не соосным отверстием под вращение распределительного вала.
При этом мы имеем головку с идеальной плоскостью привалочной поверхности и с искривленным кривым, гнутым не соосным отверстием под вращение распределительного вала.
Можно туда с дурной силой запихать распределительный вал и заставить его вращаться? Ну, член профсоюза при помощи кувалды и какой-то матери эту задачу однозначно выполнит. Вал может даже попытается вращаться, только сломается при этом очень быстро. Износятся опоры этого самого распределительного вала, поэтому если уже головка совсем дорогая и деваться некуда, то после того, как вы восстановили плоскостность вам нужно будет восстановить соосность опор распределительного вала горизонтальной расточкой, либо завтуливанием.
Поскольку обе эти операции — и обработка плоскости и восстановление соосности опор распределительного вала трудоемкие и дорогостоящие, требуют высокой квалификации, в некоторых случаях при сильной деформации поверхности головки блока разумным решением является её заменить на новую. Ничего не поделаешь. Я большой НЕ сторонник одноразового мира, всё что может быть исправлено, должно быть исправлено, но существуют ситуации, когда поменять разумнее, чем пытаться исправить.
Я большой НЕ сторонник одноразового мира, всё что может быть исправлено, должно быть исправлено, но существуют ситуации, когда поменять разумнее, чем пытаться исправить.
Ещё один момент, это частота поверхности головки блока после обработки. И здесь принцип маслом кашу не испортишь не работает. В некоторых случаях, особенно если используется металлическая прокладка головки блока, для уплотнения газового стыка между блоком и головкой блока, идеально отшлифованная поверхность даёт худший результат по уплотнению, чем поверхность с требуемой шероховатостью. Потому что риски резца фрезерного станка, оставленные на головке блока, создают локальные зоны уплотнения и деформации прокладки и более надёжно уплотняют газовый стык в комплекте с металлической прокладкой, чем если бы головка блока была идеально отшлифована. Вот это вот такая распространённая ошибка — шлифанули, головка блока выглядит как зеркало, собрали мотор, радуемся, а он, зараза, подтекает. И ничего с этим поделать нельзя, пока мы не создадим на поверхности необходимую шероховатость. Размер этой шероховатости в Ra обычно указывается в справочной литературе.
Размер этой шероховатости в Ra обычно указывается в справочной литературе.
Должен заметить, что всё больше и больше производителей техники наровят отлучить механиков (российских в особенности), от этой справочной литературы. Не нужны на нашей планете сильно умные и сильно квалифицированные. Поэтому сейчас в инструкции по эксплуатации и в мануалах в основном пишут о том как настроить магнитолу, и как не пить эксплуатационные жидкости, содержащиеся в автомобиле. Раньше это было инструкцией по эксплуатации и ремонту, сейчас такая дивная книжка называется «инструкцией пользователя». Деградируем потихоньку. То есть гипотеза прогресса человечества является не просто не доказанной, а успешно опровергнутой, и вся наша жизнь это подтверждает. Глобализм, блин. Вот с ним-то мы и боремся.
Краткое резюме“Чтобы забивать кривые гвозди, нужен кривой молоток”, как говорил великий прораб Крокодил Гена и его помощник Чебурашка. Для того, чтобы собрать работающий мотор из кривой головки блока, никаких кривых инструментов не придумано.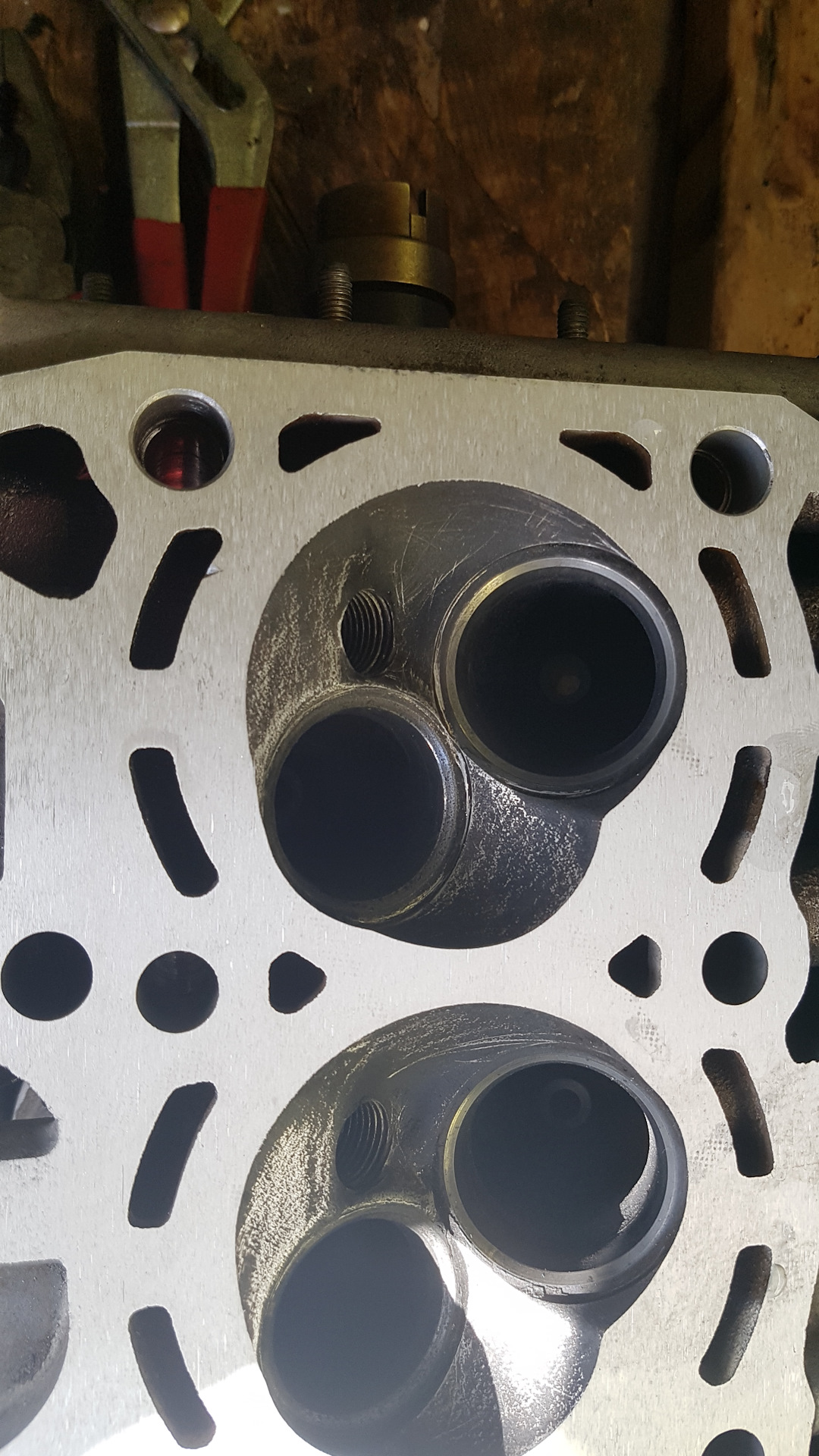 Поэтому, если вы хотите собрать надежный и долговечный мотор, всё должно соответствовать техническим требованиям завода изготовителя, здравому смыслу и технической рациональности.
Поэтому, если вы хотите собрать надежный и долговечный мотор, всё должно соответствовать техническим требованиям завода изготовителя, здравому смыслу и технической рациональности.
Соответственно, головка блока однозначно после снятия и перед установкой проверяется на наличие прогиба или на плоскостность, и если эта плоскостность нарушена, она нуждается в восстановлении. Методы восстановления — это фрезеровка или шлифовка на специализированном станке, и в этой работе существует достаточное количество нюансов. Можно, конечно освоить её самостоятельно. У нас народ, слава Богу, пока ещё рукастый и достаточно образованный. Но пускай пироги печет пирожник, а сапоги сапожник. Поэтому обращайтесь к специалистам, мы не просто сделаем для вас ГБЦ, пригодную к дальнейшей эксплуатации, мы ещё и на примере данной конкретной головки расскажем, что еще вам необходимо учесть и выполнить, что бы мотор получил надежную и долгую вторую жизнь.
Подробности об услуге вы всегда можете получить по телефону: +7 (495) 777-68- 39
Шлифовка вала, расточка блока, ремонт ГБЦ Краснодар, СТО Ремзавод23, Горячеключевская 2, расточной шлифовочный цех
Шлифовка вала, расточка блока, ремонт ГБЦ выполнит автосервис «Ремзавод23» в Краснодаре.
СТО на Горячеключевской выполнит ремонт деталей двигателя автомобиля, блока цилиндров, головки блока.
Шлифовка коленвала, расточка блока цилиндров, ремонт ГБЦ Краснодар
Бензиновый и дизельный двигатель имеет свой определенный ресурс, после которого необходимо произвести текущий или капитальный ремонт, все зависит от степени износа деталей ДВС. После ремонта двигатель работает как новый. Обычно мотору требуется ремонт после потери мощности, появления стуков внутри и появления дыма из выхлопной трубы.
Шлифовка плоскостей, ремонт и опреcсовка всех видов головок.
Услуги СТО:
- Шлифовка коленвала;
- Шлифовка головки блока;
- Шлифовка валов;
- Шлифовка шатунных и коренных шеек;
- Расточка блока цилиндров;
- Гильзовка блока;
- Фрезеровка блока;
- Фрезеровка ГБЦ;
- Ремонт ГБЦ;
- Опрессовка ГБЦ;
- Проточка маховика;
- Ремонт распредвалов (ГАЗ, УАЗ, МТЗ) и другие;
- Замена седел клапанов;
- Плоская шлифовка;
- Фрезерные работы;
- Проточка тормозных барабанов;
- Проточка тормозных дисков;
- Токарные работы любой сложности;
- Другие слесарные работы любой сложности.

При проведении капитального ремонта, необходимо восстановить все необходимые зазоры, предусмотренные для ремонтируемого мотора. Это значит, что нужно расточить цилиндры, под ремонтные поршни и кольца, отшлифовать коленчатый вал, отремонтировать головку блока цилиндров.
Расточка блока цилиндров в Краснодаре
В зависимости от замеров, цилиндры растачиваются, на станке, с соблюдением необходимых допусков расточки. Гильзы могут быть заменяемыми и впрессованными в блок цилиндров, в зависимости от этого их можно растачивать на токарном станке.
После этого происходит шлифовка внутренней поверхности, называемая хонингованием. Хон — это приспособление со шлифовальными брусками, которые доводят поверхность цилиндра до нужной полировки, которая нужна для лучшего прилегания колец к стенкам цилиндра. Хонинговальный станок, производит вращение брусков с перемещением их по всей поверхности стенок цилиндра, вверх и вниз.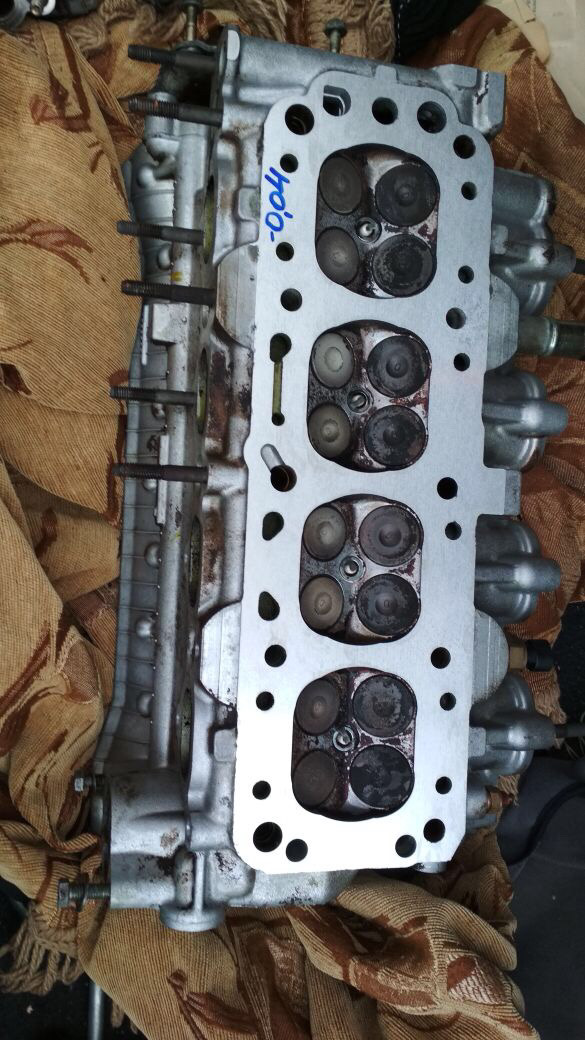
Шлифовка шатунных и коренных шеек
При износе шеек коленчатого вала, производится шлифовка, до следующего ремонтного размера. На специальном станке, при помощи шлифовального круга, при взаимном вращении коленвала и круга, происходит шлифовка.
Ремонт и восстановление любой сложности Сельхозтехники в Краснодаре.
Чтобы лично посетить этот Расточной Шлифовочный Цех, Вам следует проехать по адресу: город Краснодар, улица Горячеключевская, 2 (Пашковка), Карасунский округ. Рабочие дни: понедельник, вторник, среда, четверг, пятница. Время работы приведено выше в блоке «Режим работы».
Автосервис «Шлифовка, Расточка на Горячеключевской» находится в разделах справочника: «Ремонт головки блока цилиндров», «Расточка блока цилиндров», «Гильзовка блока цилиндров», «Фрезеровка блока цилиндров», «Авторемонт и техобслуживание на СТО», «Ближайший автосервис ГБЦ», «Ремонт головки цилиндров рядом» в которых представлены адреса и телефоны сервисных центров по ремонту, диагностике, техническому обслуживанию импортных машин в Краснодаре, Краснодарском крае. Точное место положение нашего СТО, подробную схему проезда, Вы можете посмотреть на «Яндекс карте» сайта #Авторынок23.ру
Точное место положение нашего СТО, подробную схему проезда, Вы можете посмотреть на «Яндекс карте» сайта #Авторынок23.ру
Шлифовка головки блока цилиндров: шлифовка или фрезерование?
Мы хорошо знаем, что шлифовка ГБЦ может выполняться шлифованием или фрезерованием.
Давайте проанализируем два судебных процесса, чтобы лучше понять, какие особенности их различают.
PCD и CBN
Использование инструментов со спеченными пластинами, называемых PCD и CBN , стало широко распространенным в последние годы, став, таким образом, альтернативой классической обработке для шлифовальной или абразивной обработки.
Вставки из поликристаллического алмаза и кубического нитрида бора получают спеканием поликристаллического алмаза или кубического нитрида боро на металлической матрице. Основным свойством PCD и CBN является исключительная устойчивость к ростовщичеству, что позволяет прослужить до в 30 раз в больше, чем у традиционных пластин из Widia или High Rapid Steel HSS.
Техника обработки также обеспечивает высокой скорости резания и скорости продвижения и позволяет глубокое удаление материала, что невозможно достичь с помощью традиционной системы для абразивно-шлифовальной машины.
Пластины PCD и CBN ½ ″ и ⅜ ″Шлифовальный круг и абразивные секторы
Шлифовальные машины и абразивные секторы, однако, обычно предназначены для спекания корунда или карбида кремния , которые имеют различную твердость и свойства зерна.
Еще одна особенность, которая отличает шлифование или фрезерование, — это использование охлаждающей жидкости на этапе выравнивания.
Фактически, если использование абразива требует использования хладагента во время удаления материала, в этом нет необходимости в случае, если PCD или CBN работают всухую.
Шлифовальные камни разного зерна и формыЧто лучше для шлифовки или фрезерования для шлифовки ГБЦ?
Поэтому вопрос, лучше ли это шлифовка или фрезерование для шлифовки ГБЦ, законен, чем когда-либо, хотя и вводит в заблуждение.
На самом деле, невозможно сравнить с 2 внешне похожими методами обработки, но такими разными по сути.
Тем не менее, мы можем сказать, что обработка инструментом PCD или CBN в основном предназначена для тех, кто выравнивает головки непрерывно и интенсивно.
Фактически, скорость и глубина обработки позволяют ускорить время выполнения.
Широко распространен в Америке, сравнявшись с инструментом, он также значительно распространился в Европе.
Американский шлифовальный станок DCM Tech HB 3810 с режущей пластиной для PCD или CBNДля тех, кто редко использует правильную машину, рекомендуется обработка шлифовальной машиной или абразивными секторами.
Несмотря на более длительное время, из-за меньшей глубины удаления и более медленной скорости продвижения, затраты на абразивы значительно ниже, чем на PCD и CBN.
Кроме того, правка , которую необходимо часто делать на шлифовальных станках и секторах, позволяет продлить срок ее существования до тех пор, пока абразивный материал не истощится.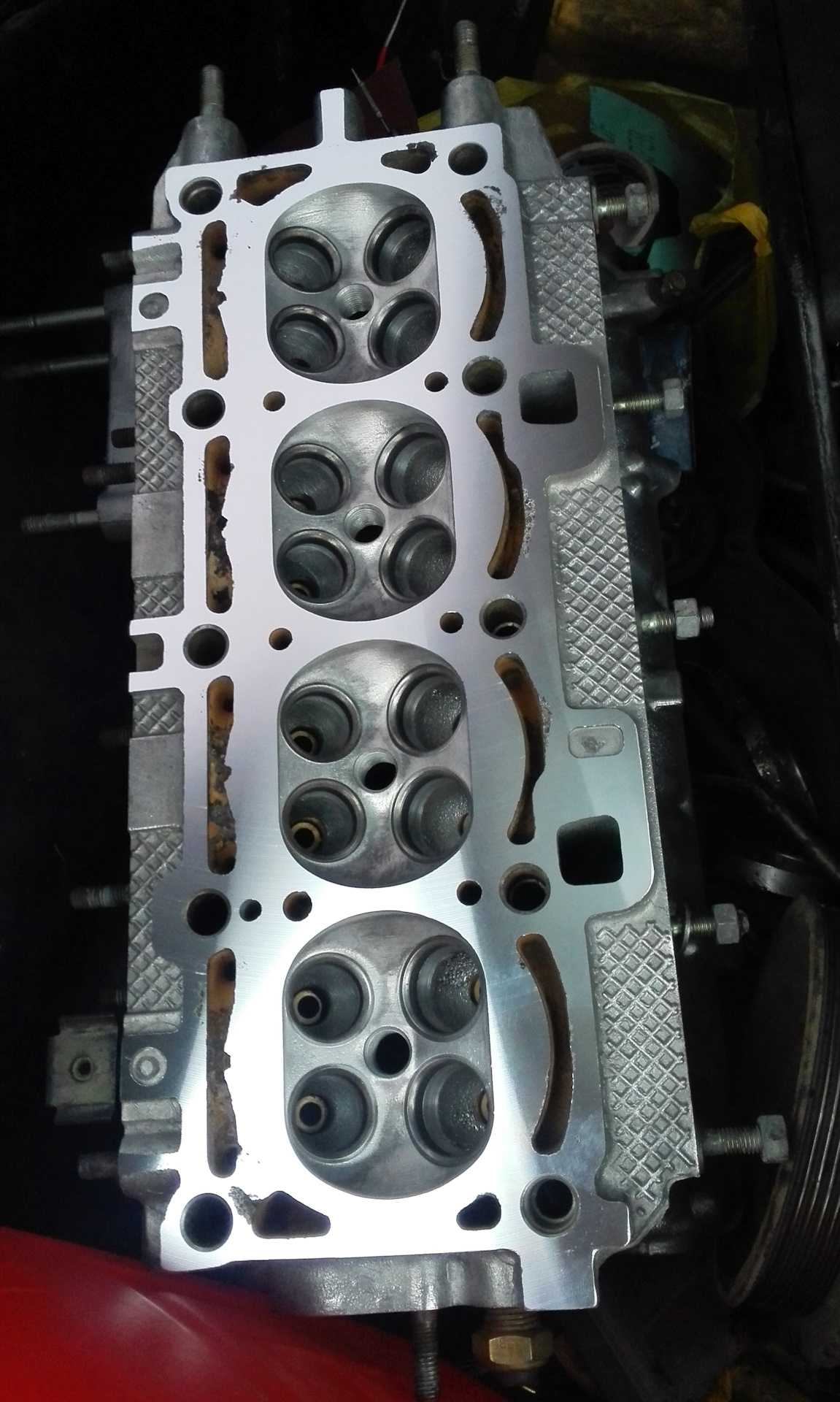
Выводы
Тогда скажите, что лучше или хуже, это очень сложно.
Считается, что это, прежде всего, польза, которую оператор хочет получить от своей машины для шлифовки головок цилиндров.
Комментируйте и делитесь
Сообщите нам свое мнение , написав в соответствующем поле для комментариев или свяжитесь с нами с помощью кнопки ниже.
Мы также приглашаем вас поделиться статьей о различных социальных сетях с помощью кнопок социальных сетей
Valve Grinding 4 Engines: 8 Steps
Я включаю предложение по маркировке временных меток, которые на верхних кулачковых двигателях потребуется повторно собран таким же образом до правильных меток
, я упомяну здесь, что любой толкатель двигателя не имеет временных меток, но распределитель должен быть помечен на них (скорее всего), поскольку вам иногда приходится снимать его, чтобы снять головку / с
Конечно, у новых двигателей нет дистрибьюторов, у них есть катушки и т. д.
д.
Я использовал краску разных типов, но я всегда очищаю небольшое пятно рядом с предполагаемыми отметками
чем-то вроде карбонового спрея, вы, скорее всего, можете использовать ацетон или скипидар, возможно, средство для снятия лака с пальцев, это гарантирует, что краска останется на шестерне ГРМ или ремень и область рядом с отметкой
(блок / литье или зубчатое колесо)
сохраняйте большую часть ваших отметок краски на видимой стороне, чтобы вы не повернули ремень назад по ошибке
В общем, найдите время, чтобы выяснить, какие отметки предполагаются для согласования, просмотрев руководство для вашего двигателя или спросив автозону.возможно, посетите библиотеку, сделайте копию или нарисуйте хорошее изображение, как если бы вы работали над v6 0r v8 с большим количеством кулачков и балансиров, вам действительно нужно знать
, где каждый из них отмечен
На небольших 4-цилиндровых двигателях с Нет в блоке балансировки rs или, может быть, с одним кулачком, вы, вероятно, сможете обойтись, просто нарисовав отметки на звене цепи и шестерне или на ремне и его зубце для ременных приводов типа
(кулачок).
Скажу за отсутствием меток совмещения ГРМ: можно краской сделать свой.
ПОПЫТАЙТЕСЬ НАЙТИ МЕТКИ (время)
В большинстве случаев я начинаю свою работу (работу клапана) с поворота двигателя в верхнюю мертвую точку на поршне номер 1, это обычно приводит метки синхронизации в нормальное положение, где вы можете проверить точно, где каждая из 3 или 4 меток совмещена (на шестернях). Если вы обнаружите, что кулачок или кулачки выровнены, но не видите метку от кривошипа, просто промойте место на цепи и звездочке растворителем (упоминалось ранее).
НЕКОТОРЫЕ ДВИГАТЕЛИ НЕ ВЫРАВНИВАЮТСЯ В ВЕРХНЕМ ЦЕНТРЕ, ТАК ОСТЕРЕГАЙТЕСЬ
Нарисуйте пятно краски на 1 зуб и на сопрягаемую цепь используйте зуб и сопряженное звено, чтобы быть осторожным, чтобы нанести достаточно маленькое пятно краски, чтобы не запутаться, на каком звене он находится, хорошо?
ИСПОЛЬЗУЙТЕ КРАСКУ ДЛЯ БЫСТРОСОСЫХАНИЯ ИЛИ БЕЛЫЙ Лак для ногтей.
ЭТА МЕТКА ДЛЯ ОПРЕДЕЛЕНИЯ ИЛИ ПОКРАСКА МАРКИ ДОЛЖНА БЫТЬ СДЕЛАНА ПОСЛЕ ЛЮБЫХ ИСПЫТАНИЙ НА СЖАТИЕ, ПОТОМУ ЧТО ДВИГАТЕЛЬ НЕ ПЕРЕМЕЩАЕТСЯ ДО ПОВТОРНОЙ УСТАНОВКИ
ГОЛОВКИ НА БЛОК.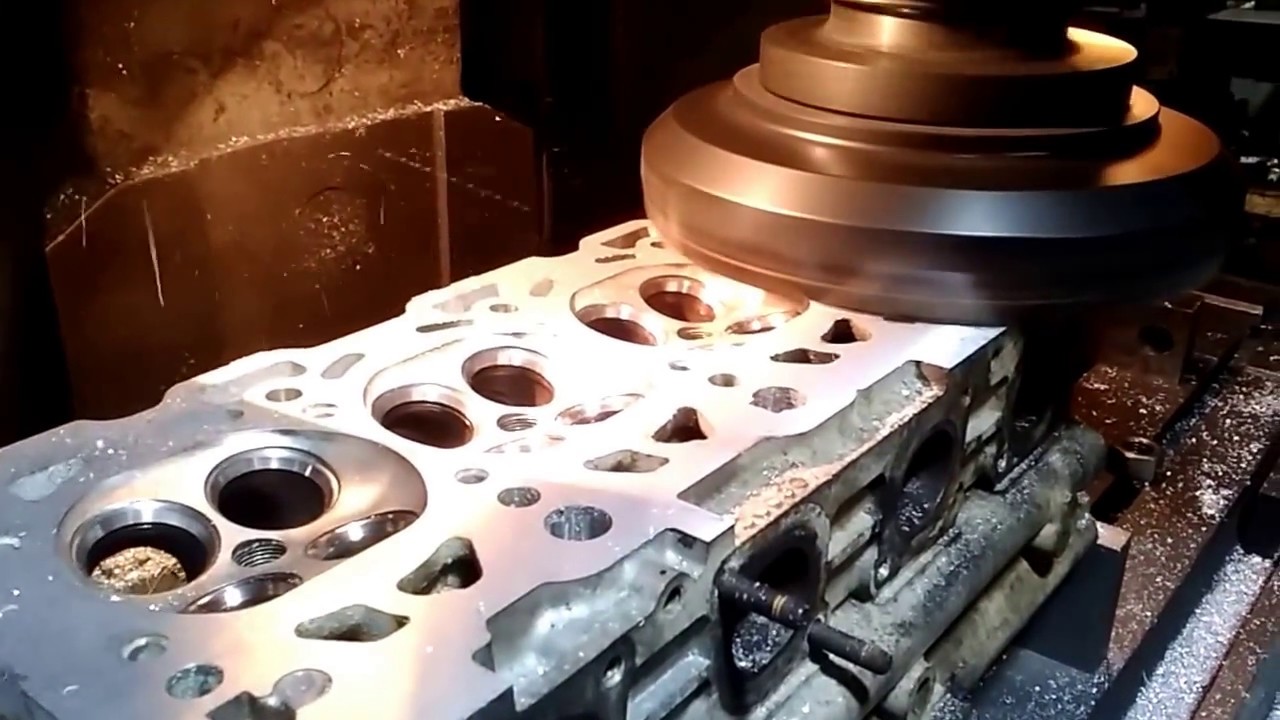 **
**
, когда вы будете готовы установить головки, вы можете немного переместить метки, чтобы переместить их в то же место, используя руку и гаечный ключ, не забудьте вернуть кулачок в то же положение перед
установкой или прикручиванием кулачка на головку или когда кулачок уже прикручен к головке (двигатели с верхним расположением кулачков)
**** если ваш двигатель является натяжным двигателем, не переворачивайте двигатель, удерживайте кривошип и кулачки в том же месте, когда они разделены
Имейте 2 кулачки на двигателе или 4 кулачка? Отметьте их, нанесите пятно краски на передний и задний кулачки или прикрепите бирку с помощью ef if — er = ir ect
, не перепутайте их.(например, передний выпускной кулачок, передний впускной кулачок, или, если у вас двигатель с двумя головками, два задних кулачка)
После того, как вы сделаете отметки, возьмите болты, удерживающие головку, скорее всего, вам понадобится
удалить все верхние кулачки ОК СМОТРЕТЬ КРЫШКИ, КОТОРЫЕ ЗАКРЕПИВАЮТ КРЫШКИ, ВИДИТ ЦИФРЫ И СТРЕЛКИ НА ВЕРХНЕЙ КРЫШКЕ? ХМ? Нет ?
НУ ВАМ НУЖНО НАМЕТИТЬ КАЖДУЮ КРЫШКУ И НАБРАТЬ СТРЕЛКУ ИЛИ НОМЕР
ЕСЛИ ВЫ СМЕШИТЕ ЭТО, ВЫ РАЗРУШИТЕ ВАМ МОТОР ИЛИ ГОЛОВУ
, если вы не уверены в положении колпачков (числа?), Попробуйте сопоставить царапины, видимые на нижний кулачок
журнал они похожи на отпечатки пальцев
там могут быть набор цифр и буква, например E на одном кулачке (CAP) и аналогичный номер и буква N
, если цифры и буквы невидимы, сделайте свои собственные буквы и цифры сделать так, как это
возьмите отвертку или номер ледяной картинки, держатели кулачков (выступ), начиная с одного конца, скажем, от 1 до 5, затем, дополнительно говоря о головках сдвоенных кулачков, поставьте e или x для выпускных кулачков? только рядом с крышками выпускных распредвалов (двойной кулачок требует большего количества отметок)
Более 1 кулачка? сделайте что-то подобное (последний абзац) для задней головки, но держите детали подальше от кулачков 1-й головки (храните их, чтобы не смешивать их)
Колпачки кулачков Я кладу колпачки в крышку клапана после проверки номеров колпачков сохраните их, чтобы заменить на том же месте на шейках кулачка
Снимите все необходимые болты впускного коллектора с головки и снимите в сторону снимите все болты выпускного коллектора и снимите выпускной коллектор в сторону
снимите все скобы с коллектора, которые заедают вы от удаления головы и связанных частей.
ЕСЛИ ВЫ ПРИНИМАЕТЕ ЗВЕЗДОЧКУ ИЛИ ШЕСТЕРНЮ ДЛЯ КАМЕРЫ, ЧТОБЫ ВЫБРАТЬ ЕЕ ОТ ЦЕПИ, ТО
ОТМЕТЬТЕ ЕЕ И ЗАТЕМ НАДЕВАЙТЕ НАЗАД (после), ЧТОБЫ НЕ СМЕШИВАТЬ ИХ, МОЖЕТЕ ИСПОЛЬЗОВАТЬ КРАСКУ, ЧТОБЫ ОТМЕТИТЬ ИХ, КАК КАМЕРА 1 ИЛИ КАМЕРА 2 ИЛИ 3 ИЛИ 4 В КАЧЕСТВЕ
ВЫ МОЖЕТЕ УСТАНОВИТЬ КАМЕРУ В ТОЧКЕ, КОТОРОЕ НЕ ПРЕДНАЗНАЧЕНЫ ДЛЯ УПРАВЛЕНИЯ ЕГО ОТ ПОВОРОТА ВО ВРЕМЯ ослабления ЗАТЯЖКИ ШЕСТЕРН ИЛИ ШЕСТЕРНЯ НЕ ДОПУСКАЙТЕ ПОВОРОТ КАМЕРЫ, КОГДА ВЫ ОТСОЕДИНЯЕТЕ КАКУЮ ШЕСТЕРНЮ ИЛИ БОЛТЫ ШЕСТЕРНЯ ОНА МОЖЕТ РАЗРУШИТЬ КЛАПАНЫ, если ОН ПОВОРОТЕТСЯ, поэтому ПРЕДУПРЕЖДЕНИЕ НЕ ДОПУСКАЙТЕ ПОВОРОТ КЛАПАНА ПРИ РАЗБОРКЕ ШЕСТЕРНИ ИЛИ ДЕТАЛЕЙ
(пневматический ударный гаечный ключ полезен для удаления больших болтов, если они затянуты, но не должны использоваться для маленьких болтов, таких как 1/2 0r 13 мм только на 17 мм или больше) И ОТСОЕДИНИТЕ ФИКСИРУЮЩИЕ БОЛТЫ КУЗОВА ПЕРЕДАЧИ ОТСОЕДИНЕНИЯ ЛЮБЫХ КОЛПАЧНЫХ БОЛТОВ
УСТАНОВИТЕ БОЛТЫ ГОЛОВКИ В КРЫШКУ КЛАПАНА, ИЛИ МОЖНО ЗАЛОЖИТЬ МАЛЕНЬКИЕ БОЛТЫ В ДРУГУЮ ЧАШКУ ИЛИ НЕ ПРОНИКНУТЬ ИХ В ОБЛАСТИ МЕЖДУ ЦЕПЬЮ И ДНОМ МАСЛЯНОГО ПОДДОНА ВЫ НЕ ХОТИТЕ, ТОГДА Я ВАШ МОТОР »! ЕСЛИ ВЫ БРОСАЕТЕ ОДИН В ЗВОНИТЕ И СПРОСИТЕ МАШИНА О ЧТО ПРОИЗОШЛО, используйте большую пару тисков, чтобы заблокировать кулачок и удерживать его, или, если вы можете попытаться снять кулачок и шестерню, не снимая, я использовал трубный ключ, чтобы держите кулачок
, но он может проскользнуть, и помните, что вы не можете позволить кулачку вращаться (на двигателях с помехами), если у вашей консервной передачи есть большие отверстия, вы иногда можете вставить металлический стержень в отверстие, чтобы заблокировать его, чтобы он действительно повернулся (при ослаблении зубчатый болт)
СОВЕТЫ «
, если вы не уверены в положении колпачков, попробуйте вычислить царапины на нижней цапфе кулачка
, они похожи на две половинки, а иногда их можно сопоставить по царапинам от износа.
при повреждении крышки или журнал, вы можете немного сгладить его (слегка) наждачной бумагой с зернистостью 320, натянутой вокруг гнезда очень маленького размера (после этого очистите всю пыль).
CAM CAM CAM НЕ ОСТАНОВИТСЯ НА МЕТКУ ИЗ-ЗА ПРУЖИН
Если вы обнаружите, что кулачок, установленный на правильную отметку, прыгает в другое место, необходимо
удерживать или заблокировать его, пока вы завершаете позиционирование, любые оставшиеся шестерни / цепь и т. Д. пара
зажимов тисков, прикрепленных к кулачку в каком-то месте, не обработанном на станке.
РАСПРЕДЕЛИТЕЛЬНЫЕ ОТВЕРСТИЯ
Некоторые двигатели, такие как
GM 2.4 используйте отверстия в кулачковых зубчатых колесах, в которые вы вставляете болт или сверло при выравнивании
, остерегайтесь регулируемой кулачковой шестерни gm 2.4, так как там 2 шестерни установлены друг на друга, и вы не должны позволять
проскальзывать на другой зуб или это не сработает (серьезно)
2,4 — двигатель сложно опереться, их спрятаны болты за устройством натяжения цепи и т. д.
д.
На железных блоках и / или головках я использую перматексный шеллак с индийской головкой, чтобы запечатать пятна ржавчины
, хотя это может и не быть быть совершенно необходимым, это может предотвратить образование ржавчины на металле
, которая вызовет точечную коррозию и приведет к повреждению прокладки (используйте ваше собственное суждение).
Если вы работаете с Ford SOHC V-8, натяжитель цепи Gas TYPE находится за крышкой привода ГРМ
, ее будет очень трудно сжать, если вы снимете шестерню, поэтому, если у вас
есть кусок дуба, вы может сделать клин и ударить его
по цепи, чтобы натяжное устройство не выпрыгнуло, когда вы снимаете верхнюю кулачковую шестерню
. Если он все же выйдет, вам будет сложно снова надеть свое снаряжение.
кулачок ослаблен.
Газ под давлением T Ensioner
Знайте, какой тип T Ensioner у вас есть на вашем двигателе, если он имеет давление газа
тип T Ensioner вам в большинстве случаев потребуется удалить это потому, что вы не сможете
надеть цепь / ремни на кулачки, так как они расширятся и будут плотно прилегать.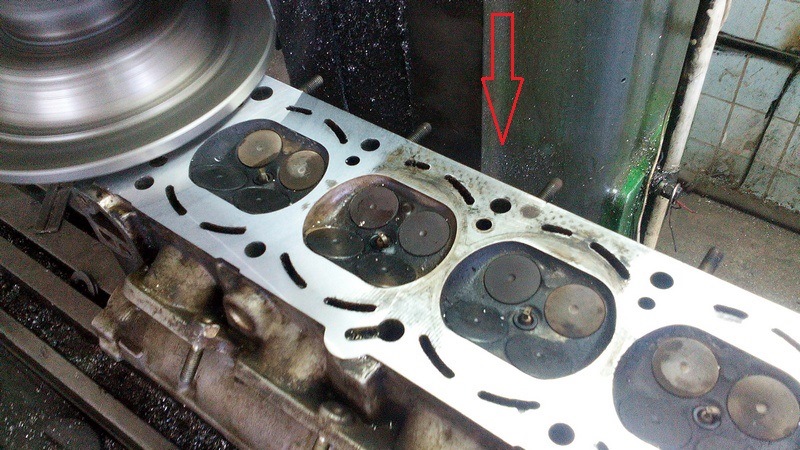 нужно медленно
нужно медленно
повторно сжать его обратно в корпус цилиндра, чтобы вы могли вставить его достаточно далеко, чтобы вставить штифт
в фиксирующее отверстие на стороне рядом с резиновым чехлом, который нужно удалить, как штифт гранаты
, только после всех передач и цепи / ремни на месте и прикручены.
Требуется большое усилие, чтобы протолкнуть тиски T Ensioner внутрь: вам нужно будет поместить его
в большие магазинные тиски и медленно в течение 4 или 5 минут затянуть тиски
до упора. отверстие выровнено с большим весом, и вы испортите конец натяжителя
. Я положил их под машину и использовал домкрат, чтобы медленно их сжать.
не забудьте дать им время, чтобы они медленно двигались, скажем, 4 или 5 минут.
при замене узла коромысла на 4-цилиндровом двигателе Honda civic, будьте осторожны, когда узел
начинает затягивать часы, чтобы увидеть, все ли коромысла соприкасаются с ними. согните выпускной клапан
в сторону ОСТЕРЕГАЙТЕСЬ, просто подтолкните его к верхней части штока, чтобы он не заедал, когда вы приближаете его к вытягиванию
, даже если некоторые выступы высоки, и нажимайте на узел, когда вы затягиваете его на кулачок головки. на месте
на месте
понимаете?
В цилиндрах Nissan 4 или V-6 используется гидравлический натяжитель, если ваша цепь издает шум
при нагревании двигателя, это может означать, что коренные подшипники изношены! работа цепи
не поможет в этом, у вас будут большие проблемы, поэтому сначала проверьте давление масла, «пока двигатель горячий».
У вас старый мотор переднего колеса GM с плохим кулачком? Не хотите тоже вынуть мотор
из-за рамы бокового крыла? затем поднимите двигатель домкратом, снимите всасывающий и толкающий стержни
и все подъемники (используйте тиски для подъема подъемников), крышку привода ГРМ и шестерню. Затем сдвиньте кулачок
в сторону, пока он не ударится по металлу над рамой коробки (немного приподнять двигатель) используйте сверло
, чтобы просверлить серию отверстий в полукруге, немного большем, чем кулачок из
, и через жестяную банку за колесной аркой, согните металл назад (колесо снято)
и вытяните кулачок через заслонку, он будет сэкономить
работы, а иногда и замену двигателя. Установите новый кулачок и подъемники ».
Установите новый кулачок и подъемники ».
Сделать негерметичное уплотнение кривошипа сбоку в области, где вы не сможете его вытащить отверткой
? Возможно, потребуется просверлить небольшое отверстие в корпусе уплотнения через
тонкий оловянный корпус ( (осторожно, не просверливайте коренной подшипник)
и вставьте достаточно длинный винт из листового металла в отверстие, чтобы
вы могли потянуть за винт (с уплотнением), чтобы вытащить старое негерметичное уплотнение.
Эти несколько автомобилей с затонувшими уплотнение будет трудно выровнять новое уплотнение, чтобы протолкнуть его в
Я в это время вырезал небольшой кусок пластика сбоку от пластиковой бутылки
и обернул его вокруг носика коленчатого вала (временно), чтобы резина новая кромка на новом уплотнении может скользить по пластиковому рукаву как рожок для обуви, а новый
Уплотнение не опрокидывается, когда вы вставляете уплотнение в углубление.
всегда наносите смазку или масло на новое уплотнение.
УТЕЧКА МАСЛЯНЫХ УПЛОТНЕНИЙ И РЕМНЕЙ ГРМ
Если уплотнения распредвала или коленчатого вала протекают, а у вашего двигателя есть ремень / ремни
, вам нужно будет заменить все без исключения уплотнения на поврежденном кулачке или коленчатом валу
, если вы позволите масло Чтобы продолжить протекать на ремень ГРМ
, это иногда (в зависимости от ремня) может привести к его быстрому разрыву, возможно
, всего за 2 месяца и потенциально в течение года он может сломаться.
Лучше всегда использовать новый ремень, но если После этого не мойте масло на ремне
обезжиривающим средством или затем используйте жидкое мыло или очиститель для духовки и т. д.
Экономия времени при снятии некоторых головок, что «болты головки» могут быть сняты
без предварительного снятия кулачка? просто выньте болты: когда будете готовы, поднимите конец головки
дальше от шестерни / шестерни, что позволит вам снять ремень с шестерни / шестерни и снять головку
и кулачок одним куском! оставьте регулировку в покое.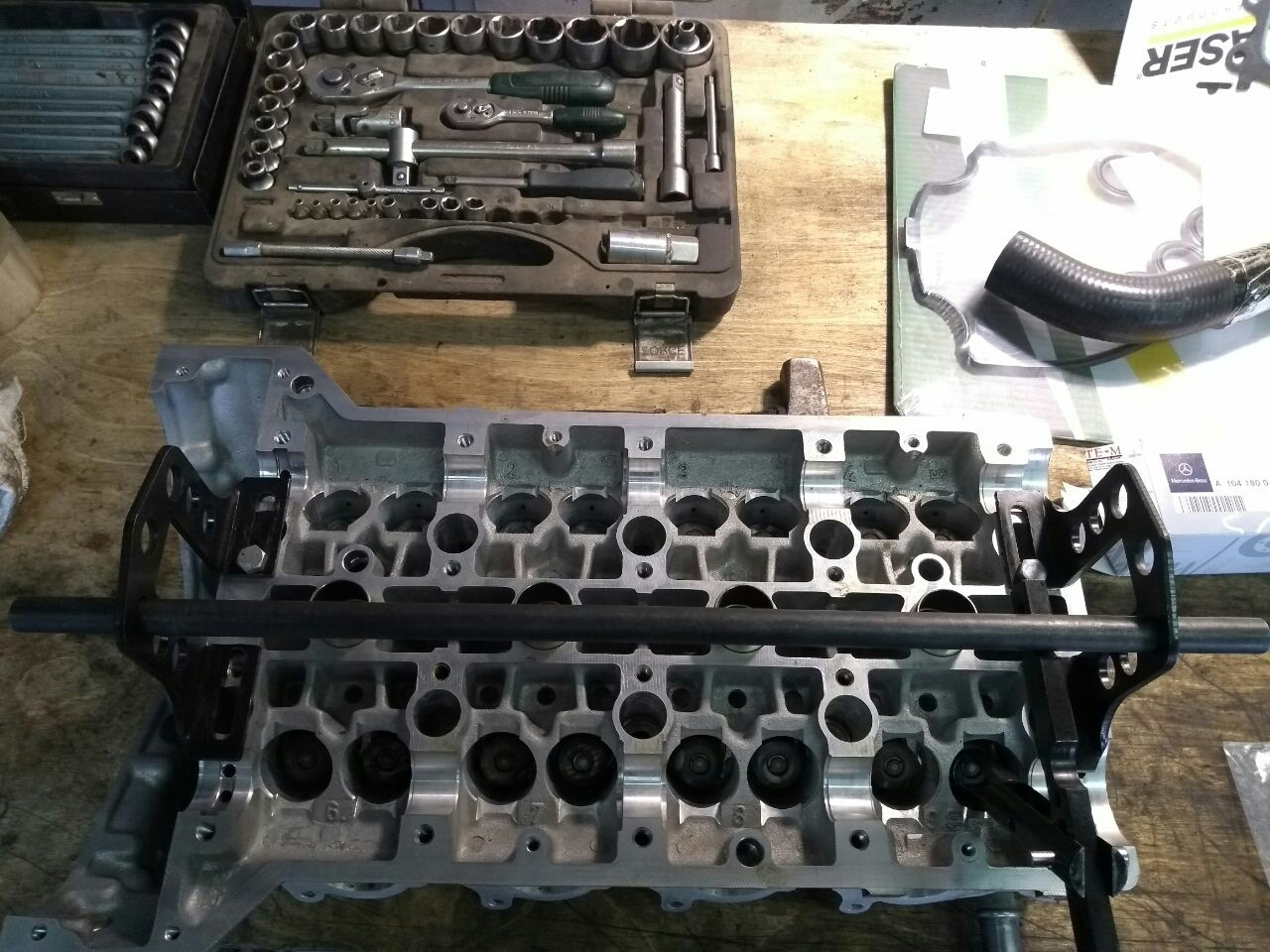 если вы фрезерете головку, она может ослабнуть, поэтому отрегулируйте ремень, если
если вы фрезерете головку, она может ослабнуть, поэтому отрегулируйте ремень, если
у него есть ручной натяжитель ремня (см. выше информацию о натяжении сжатого газа!) ok
НИКОГДА НЕ ЗАБУДЬТЕ ЗАТЯНИТЬ БОЛТ ИЛИ БОЛТЫ РАСПРЕДЕЛИТЕЛЬНОЙ ШЕСТЕРНИ ПЕРЕД ЗАВЕРШЕНИЕМ РЕМНЯ РАБОТА ОК?
требуется ли шлифование новых головок и клапанов
Стоимость ремонта головки блока цилиндров Продукты BlueDevil
Стоимость проверки и восстановления поверхности головки может варьироваться от 100 до 350 на головку, и стоимость будет увеличиваться оттуда, если седла клапанов должны быть доработать или заменить направляющие и уплотнения.Если вы рассматриваете расходы на ремонт головки блока цилиндров из-за того, что у вас взорвана или протекает прокладка головки, подумайте об использовании BlueDevil Pour N Перейти к уплотнению
Чат в ИнтернетеНовые клапаны без повторной резки седел клапанов Страница 2
6 января 2013 г. · Есть многие способы обрезки седел клапанов, даже с использованием лучших станков для выполнения работы, не всегда обеспечивают идеальную работу клапана. Вы можете обрабатывать седла с помощью формных фрез serdi или нового станка для контурной резки, который разрезает их с помощью одностороннего инструмента.вы можете пометить клапан фломастером и опустить клапан к седлу, повернуть его вперед и назад на четверть оборота и снять клапан
Вы можете обрабатывать седла с помощью формных фрез serdi или нового станка для контурной резки, который разрезает их с помощью одностороннего инструмента.вы можете пометить клапан фломастером и опустить клапан к седлу, повернуть его вперед и назад на четверть оборота и снять клапан
Новые клапаны без повторной резки седел клапана Страница 2
Янв 06 2013 г. · Существует множество способов обрезки седел клапанов, даже с использованием лучших станков, которые не всегда обеспечивают идеальную работу клапана. Вы можете обрабатывать седла с помощью формных фрез serdi или нового контурного станка, который разрезает их с помощью одного односторонний инструмент.вы можете пометить клапан фломастером и опустить клапан к седлу, повернуть его вперед и назад на четверть оборота и снять клапан
Chat OnlineГоловка «Valve Job», когда это необходимо
Head «Valve Работа «когда это необходимо. Ответ. Работа клапана заключается в снятии головки (ей) цилиндров с двигателя, чтобы можно было отремонтировать направляющие и седла клапанов для восстановления компрессии и контроля масла. Работа клапана может потребоваться к тому моменту, когда двигатель пробегает 80 000 или более миль, или для устранения проблемы сжатия «сгоревшего клапана» или сжигания масла.
Работа клапана может потребоваться к тому моменту, когда двигатель пробегает 80 000 или более миль, или для устранения проблемы сжатия «сгоревшего клапана» или сжигания масла.
Часто задаваемые вопросы о мясорубке sЧасто задаваемые вопросы о мясе
Электродвигатель экономит много ручного труда и позволяет быстро и легко измельчить мясо всего одним человеком. Помните, что во время измельчения мясо необходимо хранить в холодном состоянии, поэтому время, необходимое для измельчения, очень важно. Если вам нужно измельчить 100 фунтов мяса вручную, это может занять у вас очень много времени и много мышц.
Чат в ИнтернетеТехническое восстановление или покупка новых Великие дебаты о головках цилиндров
25 мая 2016 г. · В этом случае потребуется замена клапана (15 каждый и в среднем по крайней мере три).Даже если вам не нужно заменять какие-либо клапаны, те, которые у вас есть, должны быть как минимум отремонтированы (200 головок блока цилиндров на пару).
Простое руководство по притирке клапана своими руками
29 ноября 2016 г. · Что вам потребуется. Для притирки клапанов вам потребуется паста для шлифования клапанов и притирка клапана, которая по сути представляет собой деревянный дюбель с всасывающим резервуаром на конце. Если вы повторно проверяете уплотнение на головке, которое просто снимается с автомобильного проволочного колеса, углерод и мусор с головы, диапазона фиксации и штока.
Chat OnlineВам нужно притирать новые клапаны с новыми седлами
21 мая 2012 г. · Вам нужно притирать новые клапаны с новыми седлами, размещенными в Engine Привет, ребята, я установил новые седла клапанов и новые клапаны с Работа с 3 углами на каждом. Вам нужно притирать клапаны в новой установке, подобной этой, или это только для бывших в употреблении клапанов.
Чат онлайнУтерянное искусство регулировки клапанов Hemmings
Вы можете правильно отрегулировать клапанный механизм только после снятия и тщательного изучения каждого из толкателей коромысел и штоков клапанов (головки цилиндров на этом этапе не нужно снимать) . Если люфт на одном из клапанов кажется чрезмерно слабым или тугим, это признак того, что что-то не так.
Если люфт на одном из клапанов кажется чрезмерно слабым или тугим, это признак того, что что-то не так.
Нужно ли вам шлифовать новые головки и клапаны
Вам нужно шлифовать новые головки и клапаны Требуется ли вам шлифовать новые головки и клапаны Защищено по электронной почте Получить цену Отправить сообщение. Решения для сопутствующих товаров. Вращающаяся печь. Вращающаяся печь относится к цементу, и оборудование для производства строительных материалов является необходимым оборудованием для цементного завода для производства высококачественного цемента.
Chat OnlineDan s Motorcycle «Valves»
Если вы это сделаете, то ошибетесь. Английский Rudge 1929 года имел 4-клапанную головку. Если вы все же заточите клапаны повторно, убедитесь, что край клапана не является острым или тонким и имеет правильный угол. Если он тонкий, клапан перегреется и выйдет из строя. Теперь мы подошли к местам. Вам нужно будет отрезать или отшлифовать седло клапана под правильным углом, пока оно не станет
Chat OnlineПростое руководство по притирке клапана своими руками
29 ноября 2016 г. · Что вам потребуется.Для притирки клапанов вам потребуется паста для шлифования клапанов и притирка клапана, которая по сути представляет собой деревянный дюбель с всасывающим резервуаром на конце. Если вы повторно проверяете уплотнение на головке, которое просто снимается с автомобильного проволочного колеса, углерод и мусор с головы, диапазона фиксации и штока.
· Что вам потребуется.Для притирки клапанов вам потребуется паста для шлифования клапанов и притирка клапана, которая по сути представляет собой деревянный дюбель с всасывающим резервуаром на конце. Если вы повторно проверяете уплотнение на головке, которое просто снимается с автомобильного проволочного колеса, углерод и мусор с головы, диапазона фиксации и штока.
Основы подсоединения головки блока цилиндров для домашнего энтузиаста
14 апреля 2019 г. · Многие головки блока цилиндров оригинального производителя имеют ограничение непосредственно перед седлами клапана. Осторожное увеличение этой области может разбудить лошадиные силы.Избегайте шлифования хороших седел клапанов. На данный момент эти головки могут выглядеть не очень привлекательно, но они убирают горячую заправку и новый клапан
Чат ОнлайнНужно ли обрабатывать новые впускные и выпускные клапаны
13 июля 2009 г. · Нет причин для замены клапана, если штоки не исправны.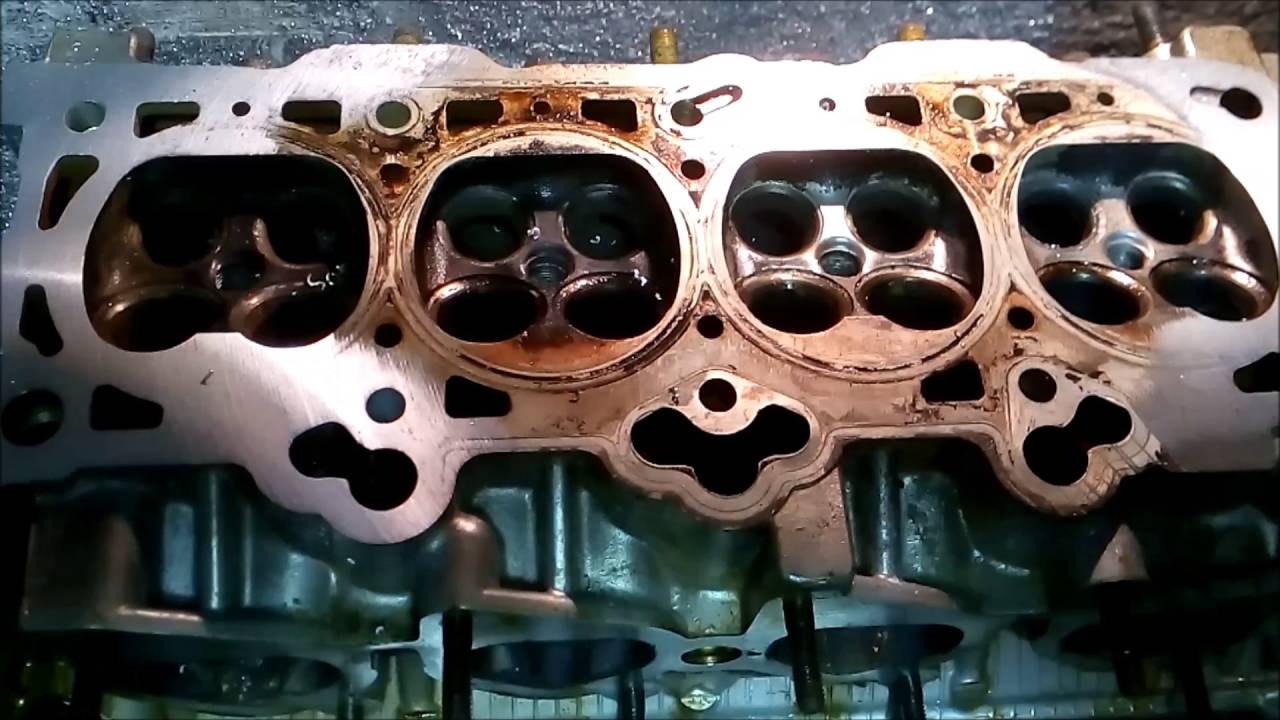 погнут или имеется заметная утечка в уплотнении седла. У вас должен быть специализированный магазин для чистки и подготовки головки блока цилиндров для вас. Они могут «смонтировать» голову и следить за тем, чтобы каждая камера сгорания имела одинаковый объем.Они могут проверить на износ направляющих ваших клапанов.
погнут или имеется заметная утечка в уплотнении седла. У вас должен быть специализированный магазин для чистки и подготовки головки блока цилиндров для вас. Они могут «смонтировать» голову и следить за тем, чтобы каждая камера сгорания имела одинаковый объем.Они могут проверить на износ направляющих ваших клапанов.
нужно ли шлифовать новые головки и клапаны
Новые клапаны также должны быть притерты перед их установкой в двигатель. чашку перед ее прикреплением, чтобы улучшить уплотнение между ней и головкой клапана. При шлифовании седла клапана двигателя вы удаляете металл из области седла. Если зазор клапана был уменьшен слишком сильно, его необходимо отрегулировать. Свяжитесь сейчас
Chat OnlineНужны ли новые клапаны Притирка новой головки IDI Engine
11 ноября 2008 · Нужно ли мне притирать новые клапаны на новой головке, я бы, конечно, сделал бы, если бы у меня был состав, но я хочу избежать его если мне это не нужно. Я попытался провести тест с фетровым маркером на белой доске, когда вы наносите чернила на сопрягаемую поверхность клапана и смотрите, сколько трения на головке.
Я попытался провести тест с фетровым маркером на белой доске, когда вы наносите чернила на сопрягаемую поверхность клапана и смотрите, сколько трения на головке.
Ремонт головки цилиндровHow ToHot Rod Magazine
Новые высококачественные клапаны — это разумный выбор, поскольку прямые штоки обеспечивают оптимальный зазор направляющей. есть также некоторые необязательные модификации, которые вы можете сделать со своей головой, если у вас есть деньги. В чате
в ИнтернетеРезаки седел клапана Neway Manufacturing Inc.
Обычно корпус фрезы может быть на 1/8 дюйма больше клапана или на 1/4 дюйма меньше клапана. УГЛЫ Найдите нужные углы. Для правильной работы клапана вам потребуются три угла наклона контактной поверхности и два «угла сужения» непосредственно над и под контактной поверхностью. Почти все клапаны
Chat OnlineТипы уплотнений штока клапана Направляющие Прокладки Fel-Pro
Уплотнения штока клапана Fel-Pro®. Инженеры Fel-Pro анализируют оригинальную конструкцию для каждого приложения. Конструкция оригинального оборудования проверена и протестирована.На основе анализа мы определяем используемый материал с учетом твердости (относительной твердости) резины, температурных требований (как экстремальных, так и экстремальных холода), устойчивости к обычным типам масел, сопротивления разрыву и скорости утечки.
Инженеры Fel-Pro анализируют оригинальную конструкцию для каждого приложения. Конструкция оригинального оборудования проверена и протестирована.На основе анализа мы определяем используемый материал с учетом твердости (относительной твердости) резины, температурных требований (как экстремальных, так и экстремальных холода), устойчивости к обычным типам масел, сопротивления разрыву и скорости утечки.
Переосмысление работы клапана Популярный журнал Hot Rodding
1 марта 2012 г. · Перед резкой седел и шлифовкой клапанов опытные головные специалисты часто вынимают калькулятор или электронную таблицу, чтобы выяснить, что лучше всего подходит для данной комбинации.
Chat OnlineНужны ли новые клапаны Притирка новой головки IDI Engine
11 ноября 2008 г. это не нужно. Я попытался провести тест с фетровым маркером на белой доске, когда вы наносите чернила на сопрягаемую поверхность клапана и смотрите, сколько трения на головке.
Головки цилиндров и замена клапанного механизма для Ford Big Block
Все головки, включая головки Coon, должны быть проверены квалифицированным механиком, прежде чем приступить к их использованию.Головки Edelbrock Performer RPM FE 390 и 428 — это доступные болтовые соединения с камерами объемом от 74 до 76 см3 с клапанами 2,09 / 1,66 дюйма и объемами портов 175/125 см и
Chat OnlineHead RebuildHow ToHot Rod Magazine
Новые высококачественные клапаны — разумный выбор, поскольку прямые штоки обеспечивают оптимальный зазор направляющей. есть также некоторые необязательные модификации, которые вы можете сделать со своей головой, если у вас есть деньги. В чате
онлайнЕсть ли хороший КАК РЕГУЛИРОВАТЬ КЛАПАН Polaris RZR
10 мая 2016 г. · Повторная «шлифовка верхних частей штоков клапана вместо использования более тонкой прокладки» 1) Это будет работать только для увеличения требуемый зазор (который будет наиболее распространенным требованием, когда клапан входит в головку из-за износа или после повторного кондиционирования поверхностей и седел клапана путем притирки / шлифовки).
Требуется ли механическая обработка новых впускных и выпускных клапанов
13 июля 2009 г. · Нет причин для замены клапана, если только штоки не погнуты или нет заметной утечки в уплотнении к седлу. У вас должен быть специализированный магазин для чистки и подготовки головки блока цилиндров для вас. Они могут «смонтировать» голову и следить за тем, чтобы каждая камера сгорания имела одинаковый объем. Они могут проверить на износ направляющих ваших клапанов.
Онлайн чат10 мифов о переносе головок цилиндров Академия скорости
12 ноября 2018 · Об авторе Дэйв Локалио — наш давний друг и владелец / оператор Headgames Motorworks, специалиста по головкам цилиндров, основанного в Нью-Джерси в 2001 г.Дэйв и его команда накопили огромный опыт и знания и теперь создают одни из самых эффективных комплектов головок цилиндров и кулачков как для отечественных, так и для импортных автомобилей, будь то
Chat OnlineНовые клапаны без повторной резки седел клапанов Страница 2
6 января 2013 г. · Существует множество способов обрезки седел клапанов, даже с использованием лучших станков, которые не всегда обеспечивают идеальную работу клапана. Седла можно обрабатывать с помощью формных фрез Serdi или нового станка для контурной обработки. который режет их с помощью одностороннего инструмента.вы можете пометить клапан фломастером и опустить клапан к седлу, повернуть его вперед и назад на четверть оборота и снять клапан
· Существует множество способов обрезки седел клапанов, даже с использованием лучших станков, которые не всегда обеспечивают идеальную работу клапана. Седла можно обрабатывать с помощью формных фрез Serdi или нового станка для контурной обработки. который режет их с помощью одностороннего инструмента.вы можете пометить клапан фломастером и опустить клапан к седлу, повернуть его вперед и назад на четверть оборота и снять клапан
10 мифов о переносе головки цилиндров Академия скорости
12 ноября 2018 · Об авторе Дэйв Локалио — наш давний друг и владелец / оператор Headgames Motorworks, специалист по головкам блока цилиндров, основанный в Нью-Джерси в 2001 году. Дэйв и его команда накопили огромный опыт и знания и теперь создают некоторые из них. из самых эффективных головок цилиндров и комплектов кулачков как для отечественных, так и для импортных автомобилей, будь то
Chat OnlineПритирка клапанов с помощью дрели Техническое обслуживание автомобилей
Седло клапана — это кольцо, которое является частью головки цилиндра.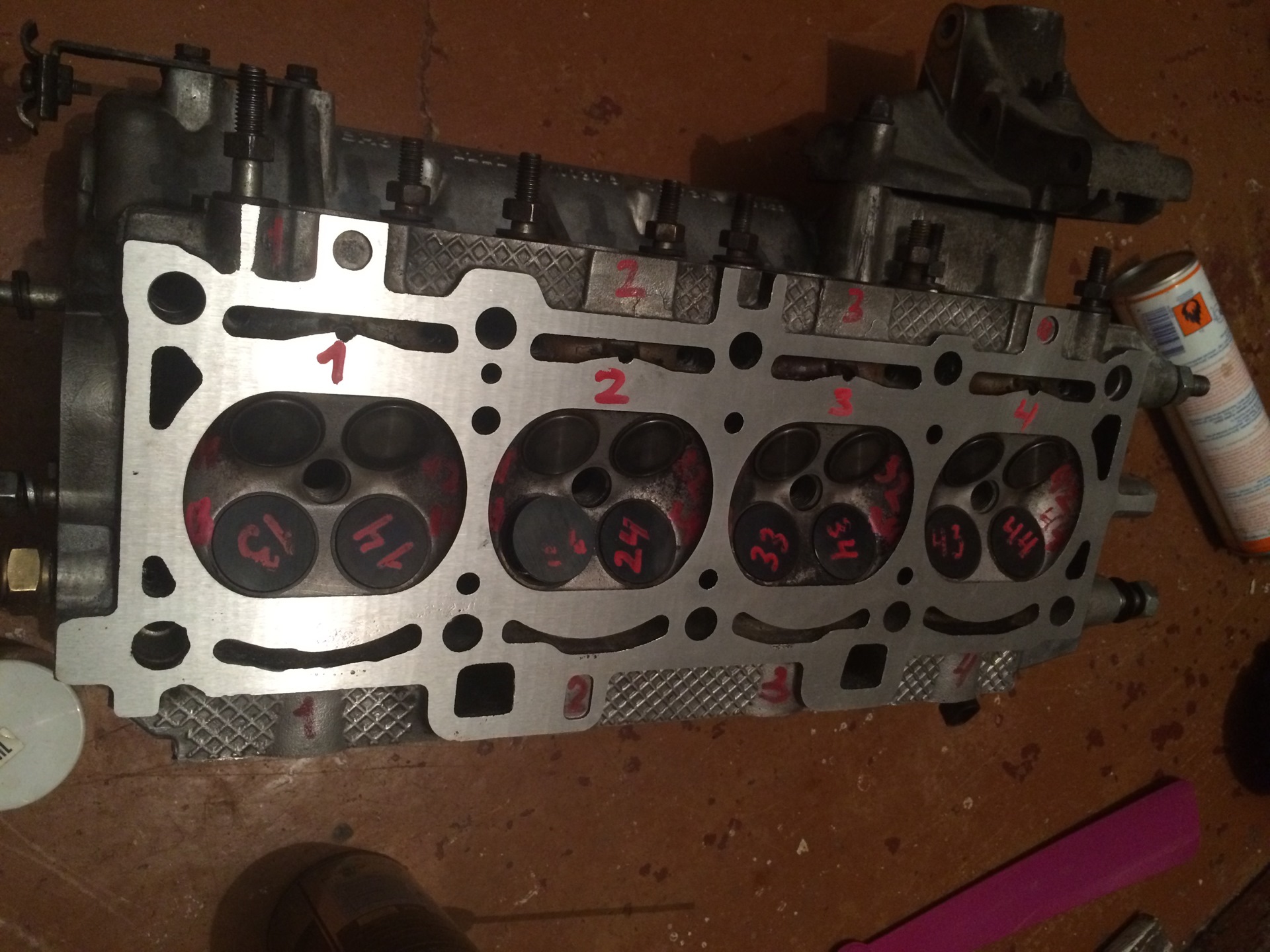 Обычно это закаленная сталь, запрессованная в головку. Поверхность клапана — это часть клапана, которая соприкасается с этим кольцом. Elmerfud 13 июля 15 at 17 12
Обычно это закаленная сталь, запрессованная в головку. Поверхность клапана — это часть клапана, которая соприкасается с этим кольцом. Elmerfud 13 июля 15 at 17 12
Головки цилиндров и замена клапанного механизма для Ford Big-Block
Все головки, включая головки Coon, должны быть проверены специалистом. квалифицированный машинист, прежде чем приступить к их использованию. Головки Edelbrock Performer RPM FE 390 и 428 — это доступные болтовые соединения с камерами объемом от 74 до 76 см3, клапанами 2,09 / 1,66 дюйма и объемами портов 175/125 см3, а также
Chat OnlineОсновы подключения головки цилиндров для Home Enthusiast
14 апреля 2019 г. · Многие головки цилиндров оригинального производителя имеют ограничение непосредственно перед седлами клапанов.Осторожное увеличение этой области может разбудить лошадиные силы. Избегайте шлифования хороших седел клапанов. В настоящий момент эти головки могут выглядеть не очень привлекательно, но очищают горячую заправку и новый клапан
Чат ОнлайнРемонт клапана двигателя Техническое обслуживание Briggs Stratton
Перед тем, как приступить к обслуживанию или ремонту клапанов, вам необходимо удалить компоненты двигателя, которые мешают работе клапана. клапан двигателя. Установите новую прокладку головки блока цилиндров на цилиндр, вставьте болты в цилиндр и поместите головку блока цилиндров на цилиндр.снимите клапан и отшлифуйте или подпилите конец квадрата штока клапана для увеличения
клапан двигателя. Установите новую прокладку головки блока цилиндров на цилиндр, вставьте болты в цилиндр и поместите головку блока цилиндров на цилиндр.снимите клапан и отшлифуйте или подпилите конец квадрата штока клапана для увеличения
Восстановление головки
Для новой головки и старого теплообменника требуется, чтобы верхние части выпускных коллекторов были идеально плоскими для надлежащего уплотнения. Если у вас есть головка AMC, вам не нужна прокладка головки (AMC даже выдает предупреждение головой). Одним из побочных эффектов этого является то, что чем больше они измельчают, тем глубже клапан сидит в головке и
Чат ОнлайнНовые клапаны режут или притираются Honda D Series Forum
4 августа 2011 г. · Каждый раз, когда я перестраивал головку Сам я их только что прикусил.Это занимает около полутора часов. У меня никогда не было проблем с притиркой стандартных клапанов в головке штока. Но я не сделал этого с набором новых клапанов. Но я со всеми остальными принимаюсь за это и получаю новые 3 ракурса, так как у вас уже есть голова в разные стороны.
Но я со всеми остальными принимаюсь за это и получаю новые 3 ракурса, так как у вас уже есть голова в разные стороны.
Вам нужно притирать новые клапаны с новыми седлами
21 мая 2012 г. · Вам нужно притирать новые клапаны с новыми седлами, размещенными в Engine Привет, ребята, я установил новые седла клапанов и новые клапаны с Работа с 3 углами на каждом. Вам нужно притирать клапаны в новой установке, подобной этой, или это только для бывших в употреблении клапанов.
Chat OnlineСколько для работы клапана новые направляющие клапана NastyZ28
18 июня 2010 · 1. новые увеличенные клапаны (2.02 1.6) новые направляющие и уплотнения 2. увеличенные отверстия толкателя 3. смешивание чаши 4. настил 5. модификация на руководство по размещению подъемника 0,600 7. Я предоставил свои собственные пружины / держатели, которые они установили. Людям, которые платят более 300 долларов за простую работу клапана, требуется
Чат в ИнтернетеHT Howard — Восстановление головки цилиндров, снятие шва, шлифовка | HT Howard
Позвоните нам, чтобы получить консультацию специалиста и расценки на обработку вашего двигателя.
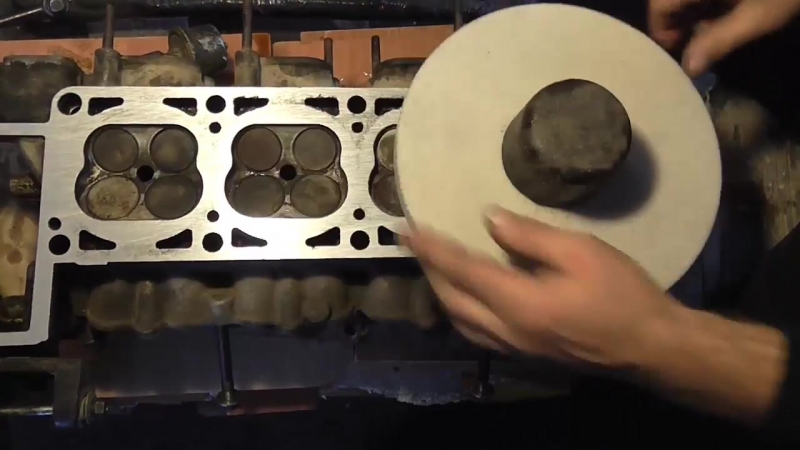
В H T Howard & Co мы используем специальную машину для шлифовки поверхностей BERCO SC361 для шлифовки всех типов головок цилиндров.
Вообще говоря, головки цилиндров требуют доработки или «снятия шва» после какого-либо отказа двигателя, который приводит к перегреву головки цилиндров. Любое искажение, вызванное этими напряжениями, необходимо будет устранить, чтобы новая прокладка головки имела идеальную поверхность для уплотнения.
Существует множество типов головок цилиндров, использующих различные конструкции и различные материалы, которые могут быть твердыми, мягкими или даже их смесью.
Во многих современных двигателях используются прокладки головки MLS (многослойная сталь) или регулировочные прокладки, поэтому сопрягаемые поверхности головки и блока должны иметь очень чистую поверхность. Оборудование и инструменты, которые мы используем в H T Howard, соответствуют этим допускам.
Обработка головок цилиндров Материалы, обычно используемые при производстве головок бензиновых цилиндров, включают алюминий, чугун и стальное литье. Все это также можно найти в дизельных двигателях с добавлением закаленных вставок камеры предварительного сгорания, что создает дополнительную проблему обработки «смешанных металлов» в рамках одной работы.
Все это также можно найти в дизельных двигателях с добавлением закаленных вставок камеры предварительного сгорания, что создает дополнительную проблему обработки «смешанных металлов» в рамках одной работы.
Обработка головок, изготовленных из одного материала, выполняется с помощью одноточечного инструмента, оснащенного вставкой кнопочного типа. Тип вставки зависит от обрабатываемого материала.
Обработка головок цилиндров, содержащих смесь материалов, осуществляется с помощью сегментированного шлифовального круга и специальных сегментированных шлифовальных камней.
Головки алюминиевыеДля обработки алюминиевых головок блока цилиндров используется односторонняя вставка из поликристаллического алмаза.
Головки из чугуна и сталиДля обработки чугуна и стали головок цилиндров используется двусторонняя вставка из CBN (кубический нитрид бора).
Головки дизеля с закаленными вставками камеры предварительного сгорания.
При обработке головок с закаленными вставками камеры предварительного сгорания используется опция шлифования. Насадка для шлифовального круга для BERCO SC361 LINK относится к сегментированному типу, когда мелкие точильные камни устанавливаются по окружности большой шлифовальной головки.Тип используемого камня может варьироваться в зависимости от обрабатываемого материала.
Шлифовальный круг с сегментированными камнями
Монтаж головок цилиндров для обработки Конструкции головок цилиндроввключают плоскую головку (двигатели с боковыми клапанами), верхний клапан, кулачок в головке и верхний кулачок, а также различные многоклапанные устройства для некоторых из этих вариантов.
Каждый из этих типов может представлять свои собственные проблемы обработки, когда конструкторы выбирают различные устройства для клапанов и распределительных валов, в результате чего головки цилиндров варьируются от идеально правильной формы до многих, которые являются совершенно неправильными и включают поверхности, расположенные под углом друг к другу.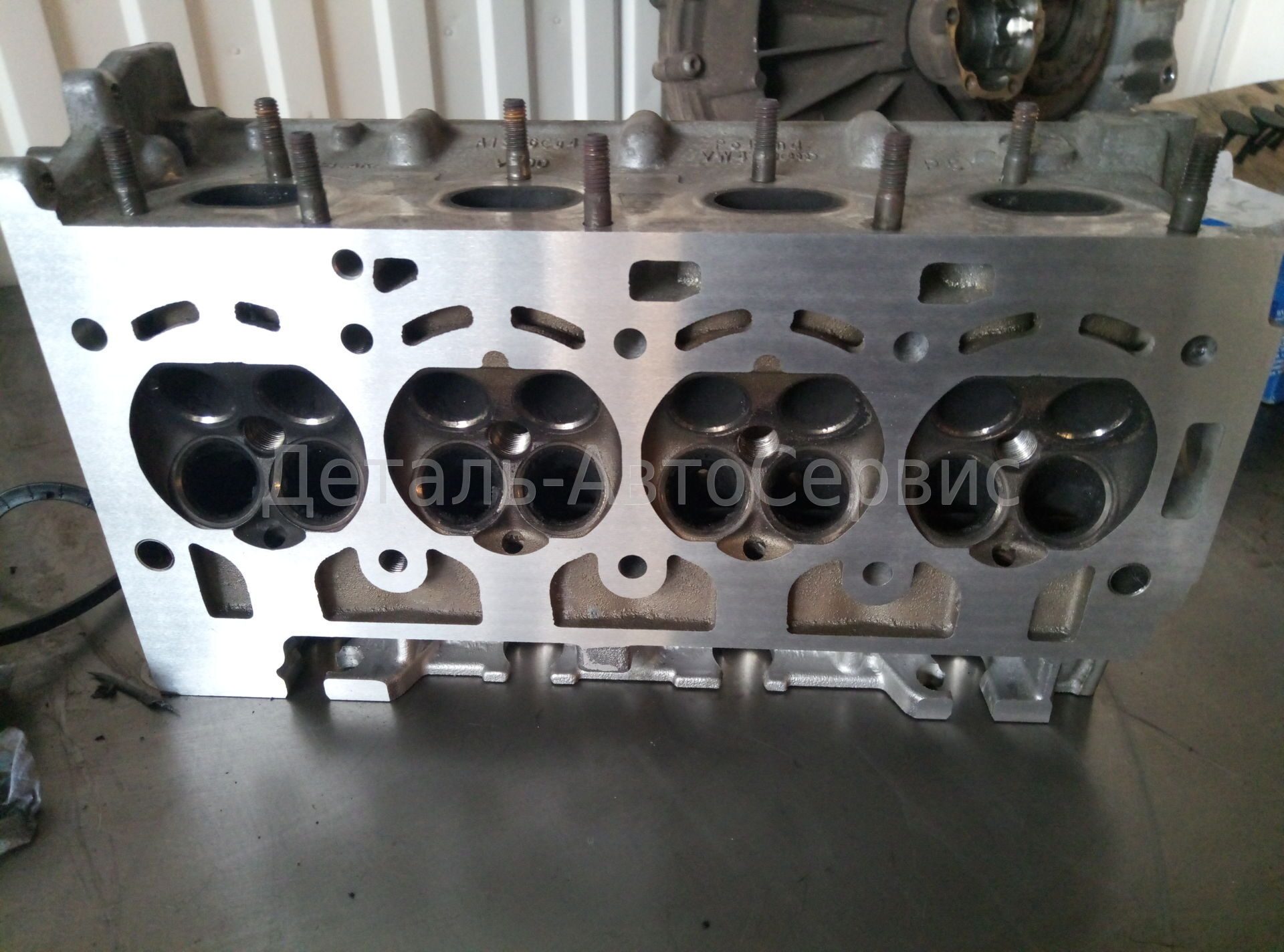 .
.
Установка головок цилиндров правильной формы не представляет серьезных проблем, поскольку рабочие места обычно зажимаются традиционными Т-образными болтами и зажимаются с помощью продольных параллелей, установленных на станине станка.
Отливки неправильной формы требуют более инновационных способов их монтажа, чтобы их можно было обрабатывать. В H T Howard есть ряд зажимных приспособлений и зажимов, включая универсальное приспособление для переворачивания, которое позволяет обрабатывать практически любую конфигурацию головки блока цилиндров. Фиксатор переворачивания полностью регулируется как в поперечном, так и в продольном направлениях и позволяет полностью регулировать, чтобы добиться идеальной настройки для любой головки блока цилиндров нестандартной формы.Это означает, что мы всегда можем удалить минимальное количество материала, необходимое для исправления любых искажений или повреждений.
Используя приспособление для переворачивания, можно также при необходимости обработать впускной и выпускной коллекторы.
Позвоните нам, чтобы получить консультацию специалиста и расценки на обработку вашего двигателя.
Шлифовка / доводка клапанов двигателя | Гриммер Моторс Гамильтон
Что такое заточка клапана?
Клапаны в двигателе выполняют несколько функций.Во-первых, они должны обеспечивать поступление топлива и воздуха. Затем они должны заглушить двигатель. Когда происходит сгорание двигателя, выпускной клапан также должен позволять сгоревшим газам выходить из камеры сгорания.
Притирка клапана (обычно называемая работой клапана или притиркой клапана) может иметь решающее значение для правильного функционирования клапанов / уплотнений. Это процесс сглаживания клапанов двигателя, чтобы они могли эффективно герметизировать седло клапана в головке блока цилиндров, чтобы полностью герметизировать камеру сгорания двигателя.
Когда вам нужна шлифовка клапана / работа?
По мере увеличения пробега вашего автомобиля клапаны могут выйти из строя и потребовать ремонта. Это связано с постоянным движением и нагревом двигателя. Благодаря достижениям в области технологий изготовления клапанов, большинству современных двигателей никогда не потребуется шлифовка клапанов. Однако, если есть проблема с клапаном, седлом клапана, толкателем клапана или коромыслом, то, возможно, потребуется снять головку блока цилиндров, чтобы установить новый впускной или выпускной клапан. На этом этапе может потребоваться притирка клапана (ов) или его работа / притирка.
Это связано с постоянным движением и нагревом двигателя. Благодаря достижениям в области технологий изготовления клапанов, большинству современных двигателей никогда не потребуется шлифовка клапанов. Однако, если есть проблема с клапаном, седлом клапана, толкателем клапана или коромыслом, то, возможно, потребуется снять головку блока цилиндров, чтобы установить новый впускной или выпускной клапан. На этом этапе может потребоваться притирка клапана (ов) или его работа / притирка.
Старые автомобили (до 1970-х годов) гораздо более подвержены горению клапанов, и часто требуется регулярная шлифовка клапанов.
Работа клапана дает механикам возможность тщательно осмотреть остальную часть вашего двигателя, включая головки цилиндров и блок двигателя. Любые трещины или утечки в этих компонентах могут привести к вытеканию масла из автомобиля и перегреву.
Симптомы повреждения клапана включают:
- Повышенный расход топлива
- Двигатель работает неровно
- Белый дым выхлопных газов
- Дыхание из выхлопной трубы двигателя
- Отсутствие мощности двигателя
Подробнее о неисправности клапана двигателя>
Из чего состоит заточка клапана?
- Клапан (ы) сняты с двигателя и подготовлены к очистке.

- Углеродистые отложения удаляются с клапана, при этом необходимо проявлять особую осторожность, чтобы не поцарапать и не повредить поверхность клапана.
- Клапан отшлифован для создания равномерного однородного рисунка на поверхности клапана.
- Клапан снова устанавливается в головку блока цилиндров и притирается пастой для шлифования клапанов.
Шлифовка, обслуживание и ремонт клапанов двигателя в Гамильтоне
Правильное обслуживание двигателя может значительно продлить срок службы вашего автомобиля.В Grimmer Motors мы можем снять головку блока цилиндров вашего двигателя и организовать надежный и качественный ремонт и замену клапанов. Это позволит вашему двигателю нормально работать.
По вопросам шлифовки и обслуживания клапанов двигателя в Гамильтоне обращайтесь в Grimmer Motors прямо сейчас!
Обратите внимание — , как правило, мы не храним на складе и не поставляем только «запчасти» для этой услуги. Мы — мастерская по ремонту автомобилей. Если вы сможете доставить свой автомобиль к нам, мы сможем диагностировать проблему, найти и установить необходимые детали или организовать для вас соответствующее обслуживание.
Мы — мастерская по ремонту автомобилей. Если вы сможете доставить свой автомобиль к нам, мы сможем диагностировать проблему, найти и установить необходимые детали или организовать для вас соответствующее обслуживание.
СВЯЗАТЬСЯ С НАМИ
| Код | Описание | Цена |
|---|---|---|
| ОЧИСТКА | ||
| 510 | Литой блок Clean and magnaflux | 75,00 |
| 501 | Обжечь и очистить листовой металл (крышки клапанов, крышка привода ГРМ, масляный поддон) | 50,00 |
| 503 | Прожиг и очистите Впускной канал чугуна | 35.00 |
| 509 PREP | Блок подготовки — Подшипник кулачка в комплект не входит (ВНУТРЕННИЙ ВИД) Морозильные пробки с очисткой-magnaflux-hone-install / подшипник кулачка | 125,00 |
| 513 | Блок подготовки — Подшипник кулачка в комплект не входит (ИМПОРТ) Замораживающие пробки Clean-magnaflux-hone-install / подшипник кулачка | 125,00 |
| Если блок не имеет кулачковых подшипников или балансирных подшипников — | 95. 00 00 | |
| 515 | Блок подготовки — (LS Chevy) Включает комплект для головной боли Не включает кулачковые подшипники | 175,00 |
| 342 | Тестовый блок SIMS | 125,00 |
| БЛОК | ||
| 550 | Соберите короткий блок (обработка не требуется) V8, V6, рядные 6 цилиндров, 4 цилиндра Двигатели | 480.00 |
| 532 | Блокировка кривошипа | 150,00 |
| 534 | Разборный блок | 195,00 |
| 500 | Блок расточки и хонинговальная головка — на цилиндр | 15,00 |
| 502 | Цилиндры для удаления глазури — на цилиндр flex hone — блок должен быть чистым | 15,00 |
| 504 | Установите каждую чугунную втулку | 45. 00 00 |
| 511 | Морозильные пробки и установка | 40,00 |
| 520 | Блок для выравнивания / точения | 150,00 |
| 506 | Установите подшипник кулачка (легковой грузовик) каждый | 20,00 |
| 508 | Установите подшипник кулачка (MD Truck-Tractor-Ind.) Каждый | 20,00 |
| 512 | Установите подшипник кулачка (5.3,6.0 Chevy) (5.7 Hemi) | 95.00 |
| 522 | Фрезерный блок (V-6 или V8) | 95,00 |
| 523 | Фрезерный блок (4-цилиндровый или рядный 6-цилиндровый) | 85,00 |
| 535 | Снимите болт с утопленной головкой | 160,00 |
| 536 | Удаление деталей из блока (листовой металл, воздухозаборники и т. Д., Включая утилизацию масла и фильтров) | 150,00 |
| ШАТУНЫ | ||
| 400 | Поршень с крюком и шток — каждый | 12. 00 00 |
| 402 | Установите втулку пальца — каждая (втулка в комплект не входит) | 20,00 |
| 404 | Установите новые болты штока и измените размер (болты в комплект не входят) на шток ** поршни должны быть отцеплены | 20,00 |
| 405 | Восстановительный стержень — каждый | 12,00 |
| КОЛЕНЧАТЫЕ ВАЛЫ | ||
| 200 | Шлифовальный рычаг | 75.00 |
| 211 | Grind Crank (импорт) | 75,00 |
| 210 | Шлифовальный рычаг — Big Block Chevy (396, 454, 366) | 125,00 |
| 203 | Сварочный журнал | 40,00 |
| 206 | Упор под сварку | 70,00 |
| 201 | Шатун польский | 40,00 |
| CAMS | ||
| 101 | Заточка кулачка покупателя или сменный ролик без ролика | 50.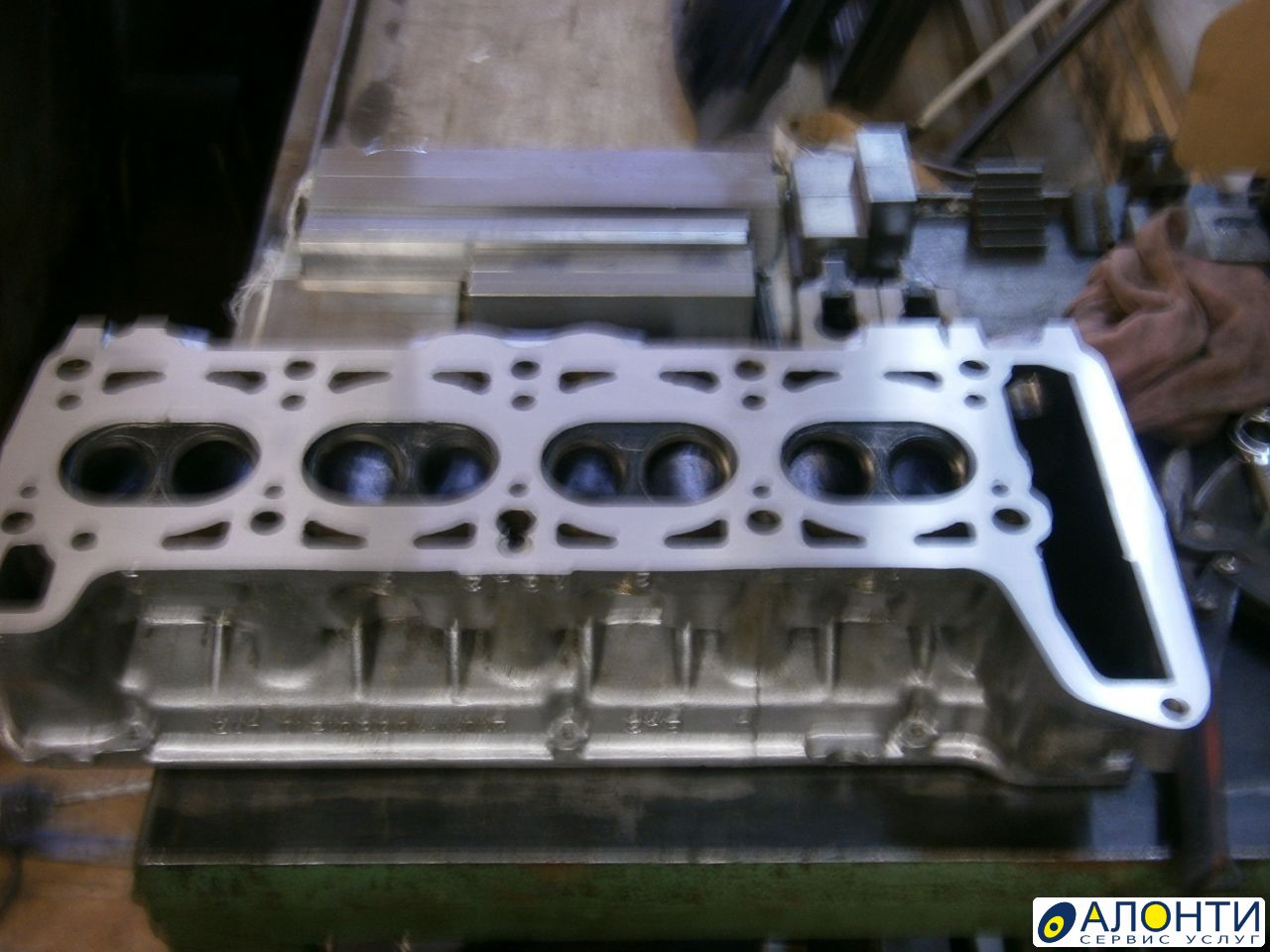 00 00 |
| 102 | Заточка кулачка клиента или сменного ролика | 75,00 |
| ГОЛОВКИ ЦИЛИНДРОВ | ||
| VJ40 | Работа клапана V-6 OHV Литой или алюминий включает наплавку | 125.00 плюс детали |
| VJ45 | Valve Job V-8 OHV Cast Iron — каждая включает наплавку | 125.00 плюс детали |
| VJ46 | Работа клапана 4-цилиндровый верхний клапан из чугуна или алюминия — каждый включает наплавку | 125.00 плюс запчасти |
| VJ47 | Valve Job OHV Рядный 6-цилиндровый чугун включает наплавку | 100.00 плюс детали |
| VJ50 | Работа клапана 4 цил. Volkswagen (20-клапанный) Алюминий Ea. Включает наплавку | 350,00 |
| VJ62 | Valve Job V-6 DOHC (12 клапанов на головку) Алюминий Ea. Включает наплавку | 230.00 плюс запчасти |
| VJ64 | Работа клапана 4 цил. SOHC (12 клапанов) Алюминий Ea. Включает наплавку | 230.00 плюс запчасти |
| VJ65 | Работа клапана 4 цил. DOHC (16 клапанов) Алюминий Ea. Включает наплавку | 230.00 плюс запчасти |
| VJ66 | Valve Job 6 Cyl. DOHC (12 клапанов) Алюминий Ea. Включает наплавку | 230.00 плюс запчасти |
| VJ67 | Valve Job 6 Cyl. DOHC (24 клапана) Алюминий Ea. Включает наплавку | 300.00 плюс запчасти |
| 302 | Испытание давлением 2-3-4 Головка блока цилиндров со снятым кулачком на головках OHC | 50,00 |
| 303 | Испытание под давлением рядная 6-цилиндровая головка со снятым кулачком на головках OHC | 50,00 |
| 326 | Работа по снятию кулачка для испытания давлением или поверхности | 30. 00 00 |
| 308 | Стан 3, 4-цилиндровая головка со снятым кулачком на головках OHC | 50,00 |
| 310 | Фрезерная рядная 6-цилиндровая головка со снятым кулачком на головках с верхним расположением цилиндров | 50,00 |
| 316 | Новое седло клапана 1-е седло — каждое | 20,00 |
| 317 | Повернуть седло клапана после 1-го седла — каждое | 10,00 |
| 318 | Замените седло 1-го клапана (чугунная головка) — только работа | 30.00 |
| 319 | Замените каждое дополнительное сиденье (чугунная головка) | 10,00 |
| 320 | Замените седло 1-го клапана (алюминиевая головка) — только рабочие | 30,00 |
| 321 | Замените каждое дополнительное сиденье (алюминиевая головка) — только работа | 25,00 |
| 324 | Установите направляющую 1-го клапана (чугунная головка) — только работы | 25,00 |
| 325 | Установите каждую дополнительную направляющую клапана (чугунная головка) | 12.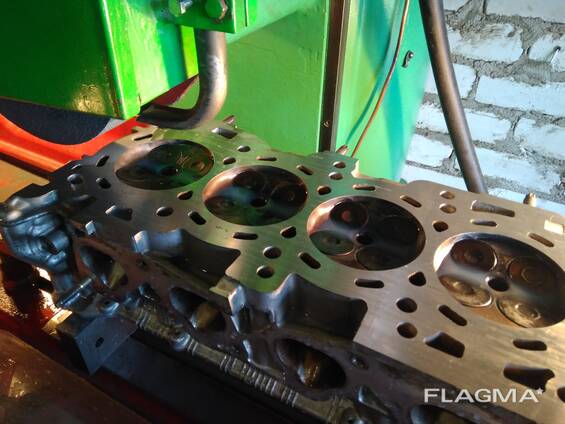 00 00 |
| 327 | Замените направляющую (алюминиевая головка) НЕ НАГРЕВАЕТСЯ — каждый | 20,00 |
| 328 | Заменить направляющую (алюминиевая головка) с подогревом — каждая | 35,00 |
| 329 | Замените дополнительную направляющую (алюминиевая головка) с подогревом | 10,00 |
| 331 | Ремонт резьбы отверстия свечи зажигания — каждый | 95,00 |
| 333 | Удалите сломанный болт или шпильку | 95.00 |
| 334 | Установите катушку Heli | 95,00 |
| 336 | Ремонт трещин — Сварка головки блока цилиндров | 125,00 |
| 337 | Установите заглушки для замораживания — на головку | 25,00 |
| 340 | Установите шпильку коромысла (включая шпильку) — каждый | 30,00 |
| 309 | Reface Valve — каждый | 20,00 |
| 350 | Расположение кулачка для совмещения отверстий (алюминиевая головка) | 150. 00 00 |

Восстановление рабочих характеристик головки блока цилиндров Работа клапана IL-MO-IN-MO-IA-WI
Основы работы клапана рабочих характеристик
Как и в большинстве случаев в жизни, важны детали. Возможно, вы не думаете, что ничтожный градус здесь или там может дать больше лошадиных сил, когда дело доходит до работы клапана, но в этих углах есть сила.
В двигателях используются клапаны для управления потоком воздуха как для впускной, так и для выпускной систем. Хотя давление в цилиндре уплотнения также важно, производители двигателей знают, что правильные углы, используемые при работе клапана, могут иметь огромное влияние на воздушный поток.И все мы знаем, что воздушный поток — это ключ к созданию мощности. Увеличьте поток воздуха мимо этих, казалось бы, незначительных клапанов, и вы получите больше мощности. Это так просто.
Время седла
Поскольку поток уменьшается каждый раз, когда воздуху требуется изменить направление, имеет смысл создать переход за клапанами как можно более плавным. Имея это в виду, десятилетия производителей гоночных двигателей обнаружили, что многоугловые клапаны делают свое дело.
Имея это в виду, десятилетия производителей гоночных двигателей обнаружили, что многоугловые клапаны делают свое дело.
Фактический угол седла клапана обычно составляет 45 градусов.На стороне камеры сгорания сиденья под 45 градусов есть верхний угол, который обычно составляет около 30 градусов. Этот верхний угол служит двум целям. Во-первых, он действует как радиус для перехода воздуха между 45-градусным сиденьем и камерой сгорания. Во-вторых, верхний разрез используется для уменьшения ширины сиденья под углом 45 градусов сверху. Нижний угол, обычно около 60 градусов, часто называют углом горла, и он также выполняет две функции. Его основная задача — перемещать воздух между сиденьем, расположенным под углом 45 градусов, и портом.Угол горловины также уменьшает ширину сиденья под углом 45 градусов снизу.
Но это не только углы. Положение и ширина 45-градусного седла клапана также имеют решающее значение. Что касается впускного клапана, большинство специалистов предпочитают располагать седло клапана как можно выше (по направлению к камере). Один из способов проверить это — использовать состав для притирки клапана, который вытравливает светло-серую отметку на клапане, чтобы показать, где с ним соприкасается 45-градусное седло. Некоторые производители двигателей предпочитают вместо этого использовать красную краску для машиностроения, чтобы состав не врезался в аккуратно расположенные углы.Большинство механических мастерских предпочитают размещать седло клапана посередине выпускного клапана из соображений долговечности. Седло слишком близко к краю может вызвать ожог клапана.
Один из способов проверить это — использовать состав для притирки клапана, который вытравливает светло-серую отметку на клапане, чтобы показать, где с ним соприкасается 45-градусное седло. Некоторые производители двигателей предпочитают вместо этого использовать красную краску для машиностроения, чтобы состав не врезался в аккуратно расположенные углы.Большинство механических мастерских предпочитают размещать седло клапана посередине выпускного клапана из соображений долговечности. Седло слишком близко к краю может вызвать ожог клапана.
Ширина сиденья тоже очень важна для текучести. По поводу ширины сиденья существует почти столько же теорий, сколько и директоров школы. Большинство машинистов, с которыми мы говорили, предпочитают ширину впускного отверстия 0,040-0,060 дюйма. Более узкие сиденья обычно улучшают проходимость, но они менее долговечны. Узкие сиденья лучше всего подходят для дрэг-рейсинга, когда двигатель часто обновляется.Более твердые материалы седла (например, сиденья с индукционной закалкой) позволяют работать с сиденьями немного меньшей ширины, чем раньше, сохраняя при этом отличную долговечность. Поскольку выпускные клапаны работают при экстремальных температурах, им требуется более широкое седло для отвода тепла от клапана через седло. Большинство магазинов указывают ширину сиденья от 0,060 до 0,080 дюйма для стороны выпуска.
Поскольку выпускные клапаны работают при экстремальных температурах, им требуется более широкое седло для отвода тепла от клапана через седло. Большинство магазинов указывают ширину сиденья от 0,060 до 0,080 дюйма для стороны выпуска.
Также важно положение седла клапана в головке. Каждый раз, когда седло клапана обрабатывается, материал удаляется, и седло «погружается» в головку, продвигаясь глубже в порт.Это приводит к увеличению радиуса короткой стороны порта, что снижает поток. Клапаны большего размера (или новые седла) часто улучшают поток, потому что больший диаметр перемещает седло обратно в сторону камеры сгорания, где новая работа клапана может использовать преимущества меньшего радиуса.
Клапаны
Седла клапанов составляют только половину картины потока; другая половина касается клапанов. Все они могут выглядеть одинаково, но множество высокопроизводительных клапанов на рынке свидетельствует о том, сколько внимания следует уделять улучшенному потоку и долговечности. Такие компании, как Ferrari, Federal-Mogul, Manley, Milodon, Rev, SI и многие другие предлагают клапаны производительности в нескольких конфигурациях. Вы можете потратить большие деньги на высококлассные клапаны, но рынок полон отличных клапанов для улицы, которые предлагают отличный поток и долговечность по разумной цене.
Такие компании, как Ferrari, Federal-Mogul, Manley, Milodon, Rev, SI и многие другие предлагают клапаны производительности в нескольких конфигурациях. Вы можете потратить большие деньги на высококлассные клапаны, но рынок полон отличных клапанов для улицы, которые предлагают отличный поток и долговечность по разумной цене.
Прежде всего, клапан должен быть прямым, включая наконечник. Большинство мастерских не предполагают, что новый клапан прямой, и будут подкрашивать поверхность клапана, чтобы обеспечить соосность со штоком, и обработать наконечник, чтобы убедиться, что он перпендикулярен.
Помимо поверхности под углом 45 градусов, клапан также должен иметь запас, как показано на боковой панели «Впуск». Впускные клапаны должны иметь запас около 0,050 дюйма, а край должен быть острым в месте перехода к торцу клапана. Выхлопные клапаны — это отдельная история. Запас для выпускного клапана должен быть больше, чтобы улучшить рассеивание тепла — обычно около 0,080–0,100 дюйма. Поскольку путь потока для выпускного клапана противоположен впускным клапанам, иногда вы можете увидеть гладкий радиус на стороне камеры, чтобы улучшить поток воздуха в порт.
Поскольку путь потока для выпускного клапана противоположен впускным клапанам, иногда вы можете увидеть гладкий радиус на стороне камеры, чтобы улучшить поток воздуха в порт.
На задней стороне клапана тоже много чего происходит. Один из лучших и наименее дорогих приемов, который вы можете применить к любому клапану, — это обратный разрез под углом 30 градусов на внутренней стороне седла клапана под углом 45 градусов. Это создает более плавный переход между задней стороной клапана и поверхностью под углом 45 градусов, и это обычно приводит к заметному увеличению потока при малой высоте подъема. Это может быть применено как к впускным, так и к выпускным клапанам. Штоки клапана уменьшенного диаметра, такие как клапаны Manley’s Street Flow или Race Flow, часто демонстрируют небольшое увеличение потока в зависимости от области применения.Несколько других компаний, включая Milodon и SI, также предлагают этот тип клапана.
Станки
Немногие производители хот-родеров на заднем дворе имеют собственное оборудование для шлифования клапанов, поэтому большая часть этой информации направлена на то, чтобы узнать правильные вопросы, которые нужно задать своему механическому цеху, и выяснить, какую работу они выполняют. Возможно, наиболее значительным шагом вперед в подготовке седла клапана стало использование специального резака, а не камней. В этих станках используется резак из закаленной стали, который обрабатывает все три угла сиденья одновременно.Раньше работа с клапаном была трудоемкой задачей, при которой для индивидуальной шлифовки каждого угла клапана использовались камни. Большинство производителей двигателей теперь считают, что резцы лучше шлифовальных, но по этому поводу все еще ведется много споров. Независимо от машины, ключом к любой хорошей работе клапана является наличие высококачественной направляющей клапана, которая точно определяет положение клапана. Это означает новые направляющие и минимальные зазоры, чтобы клапан не перемещался относительно седла.
Возможно, наиболее значительным шагом вперед в подготовке седла клапана стало использование специального резака, а не камней. В этих станках используется резак из закаленной стали, который обрабатывает все три угла сиденья одновременно.Раньше работа с клапаном была трудоемкой задачей, при которой для индивидуальной шлифовки каждого угла клапана использовались камни. Большинство производителей двигателей теперь считают, что резцы лучше шлифовальных, но по этому поводу все еще ведется много споров. Независимо от машины, ключом к любой хорошей работе клапана является наличие высококачественной направляющей клапана, которая точно определяет положение клапана. Это означает новые направляющие и минимальные зазоры, чтобы клапан не перемещался относительно седла.
Это был наш начальный обзор того, что входит в высокопроизводительную арматуру.По этой теме есть гораздо больше, но это должно дать вам твердое представление о важности профессиональной работы с клапаном. Именно внимание к этим маленьким углам и деталям отличает тусклый двигатель от настоящего уличного шторма
