
 При этом глубина расточки будет зависеть от глубины царапин или имеющегося в наличии поршня.
При этом глубина расточки будет зависеть от глубины царапин или имеющегося в наличии поршня.
 Во время работы необходимо обильно и непрерывно смачивать бруски и зеркало керосином и периодически контролировать размер.
Во время работы необходимо обильно и непрерывно смачивать бруски и зеркало керосином и периодически контролировать размер.

 2.Разжимной притир для цилиндра 125 см3 : 1 — корпус; 2 — разрезная втулка; 3 — шайба; 4 — болт; 5 — разрез во втулке.
2.Разжимной притир для цилиндра 125 см3 : 1 — корпус; 2 — разрезная втулка; 3 — шайба; 4 — болт; 5 — разрез во втулке. Притирку можно вести в сверлильном станке.
Притирку можно вести в сверлильном станке.
 *
*
Ремонт цилиндра двигателя мотоцикла.
Цилиндр ремонтировать или менять?
После определённого пробега (у всех по разному) неизбежно приходит время, когда ваш мотоцикл или автомобиль, ранее такой резвый и приёмистый, становится ленивым при разгоне и не вытягивает на прямой передаче в горку, на которую раньше взлетал пулей. Замена поршневых колец вроде бы помогает, но только на короткое время. Далее, ещё немного поездив, вы обнаруживаете, что дым из выпускных труб становится ещё гуще, одновременно растёт расход топлива, а вместе с ним падает мощность. И становится определённо ясно: цилиндр (или цилиндры) нужно ремонтировать. Но перед ремонтом необходимо тщательно промерить цилиндр, получить данные о его реальных размерах и конфигурации и исходя из этого определить вид ремонта. Кстати о замерах можно почитать и в этой статье, так сказать для общего развития.
Впрочем, иногда до замеров дело не доходит, достаточно осмотреть зеркало цилиндра. Если на нём имеются глубокие задиры и вертикальные царапины, а такое можно наблюдать при поломке поршневых или стопорных колец, выпадения стопорных штифтов (на двухтактниках), то цилиндр нужно заменить новым, или расточить под ремонтный размер поршня. При этом глубина расточки будет зависеть от глубины царапин или задиров, а так же от диаметра имеющегося в наличии поршня. Если нет возможности найти качественный заводской новый поршень(или поршни), то следует воспользоваться полимерным покрытием для поршней, подробно описанным в этой статье.
Расточка цилиндра. Расточка, это операция проводимая на специальных расточных станках, но её можно сделать и на обыкновенном токарном станке, если у вас например не блок из трёх или четырёх цилиндров (как например на спортбайках), а отдельные цилиндры (например Урал, Днепр, Харлей и т.п.). Она не очень сложна и не требует сверхвысокой квалификации. Главное в этой операции сохранить перпендикулярность оси цилиндра и его основания.
Главное в этой операции сохранить перпендикулярность оси цилиндра и его основания.
А для осуществления этого необходимо изготовить планшайбу, сделав в ней отверстия под шпильки или болты крепления вашего цилиндра, затем выверить по плоскости резцом и расточить до размера горловины цилиндра. Далее не меняя положения планшайбы в патроне станка, на ней следует закрепить цилиндр, (так как он крепится на картере двигателя), и только после этого растачивать.
Попытки упростить операцию, например провести расточку в трёх или четырёхкулачковых патронах без планшайбы, как правило обречены на провал, так как после такой расточки зеркало цилиндра в тех местах, где его сжимали кулачки, уходит от нужной геометрической формы и становится овальным (или треугольным). А когда патрон станка разжимается, то если цилиндр и не был смят, и в силу своей упругости возвращается в исходное состояние, то в точках зажима обычно после проточки бразуются впадины.
Хонингование. После расточки, чтобы довести поверхность цилиндра до определённого состояния, нужна ещё одна операция, называемая хонингование.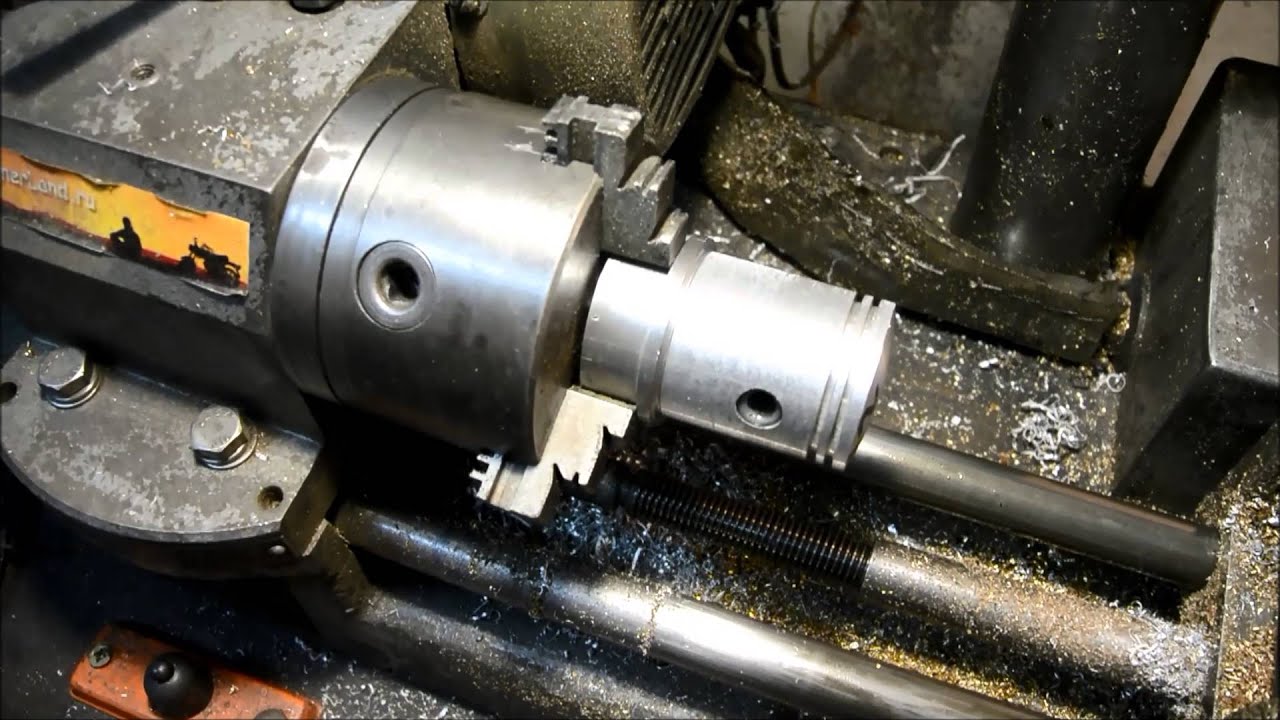 То есть создать с помощью хона очень мелкую риску (шероховатость поверхности), которая позволит на стенках цилиндра лучше удерживаться моторному маслу.
То есть создать с помощью хона очень мелкую риску (шероховатость поверхности), которая позволит на стенках цилиндра лучше удерживаться моторному маслу.
На рисунке 1 показан самодельный хон для цилиндров кроссовых мотоциклов объёмом 125 кубиков, но для аппаратов более солидных кубатур, можно изготовить точно такой же хон, но естественно увеличив соответствующий диаметр и длину под свой цилиндр. Это деревянная или текстолитовая болванка, диаметром соответствующим диаметру вашего цилиндра (чуть меньше) и длинной вашего цилиндра (чуть больше), которая имеет одно центральное отверстие и четыре вертикальных паза.
В пазы вставляем прямоугольные подпружиненные брусочки. Раньше, да и сейчас многие используют алмазные абразивные брусочки (наподобие тех, на которых точат ножи). Но за рубежом от них давно отказались, и используют специальные безабразивные бруски, которые позволяют намного увеличить ресурс отремонтированной поршневой группы. И вам советую их поискать и использовать, а кто хочет подробнее узнать о них и о правильном хонинговании, то очень советую почитать вот эту статью.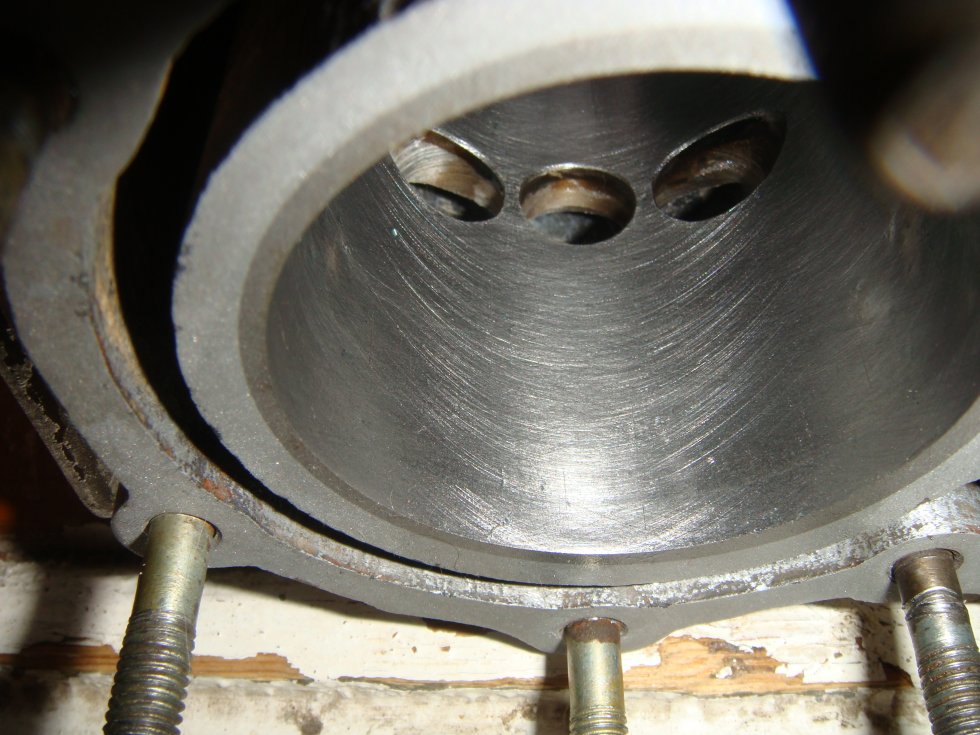
Сквозь отверстие бруска пропускаем длинную шпильку или болт, за который устройство крепится в патроне обыкновенного сверлильного станка. Затем закрепив хон в патроне, устанавливаем цилиндр на станину (плиту) сверлильного станка, но не закрепляем его. Если цилиндр закрепить жёстко, то любое, даже незначительное биение шпинделя станка приведёт к нарушению геометрической формы зеркала. Что бы этого не произошло, цилиндр нужно только придерживать руками при работе.
Задав хону частоту вращения 200 — 220 оборотов в минуту и обеспечивая от 30 до 60 возвратно-поступательных ходов за минуту, постепенно снимаем оставленный после расточки незначительный припуск и одновременно улучшаем поверхность. Для ускорения работы можно вначале использовать бруски с зернистостью 150 — 170, а под конец работы перейти на брусочки зернистостью 250 — 400. Во время работы нужно обильно и непрерывно смачивать бруски и зеркало цилиндра керосином(для отвода продуктов износа), а так же периодически контролировать размер.
Но вернёмся к началу ремонта. Предположим, что наш цилиндр не имеет дефектов, видимых невооружённым глазом. Диаметр цилиндра удобнее всего измерять индикаторным нутромером и подробнее о нём можно прочитать здесь. Измерения проводим обязательно в трёх поясах, за 10,15 мм от верхнего и нижнего торцов цилиндра и ровно посередине. И в каждом из этих поясов делаем по два замера: в плоскости качания шатуна и перпендикулярно к ней.
Проведя все замеры и записав из в табличку, вы увидите, что во всех поясах и во всех плоскостях цифры различны. Это значит, что цилиндр стал овальным, бочкообразным и конусным и вот почему. Нагрузки на его стенки со стороны поршня больше в плоскости качания шатуна, перпендикулярной поршневому пальцу. Значит и износ цилиндра в этой плоскости будет больше, чем в перпендикулярной. Отсюда и появляется элипсность (овал) у изношенного цилиндра: диаметр в плоскости пальца у изрядно поработавшего цилиндра заметно меньше, чем в перпендикулярной.
Нагрузки на стенки цилиндра и в самой плоскости качания шатуна не бывают равномерными. Наибольшие нагрузки цилиндр воспринимает примерно в средней части, а если учесть, что цилиндр например двухтактного двигателя в средней зоне ещё и весь «продырявлен» впускными, выпускными и продувочными окнами, и на оставшейся площади удельное давление значительно выше, чем было бы оно на полной(целой) площади (поверхности), становится ясно, что именно в этой зоне происходит самое значительное истирание металла и появляется бочкообразность.
Наибольшие нагрузки цилиндр воспринимает примерно в средней части, а если учесть, что цилиндр например двухтактного двигателя в средней зоне ещё и весь «продырявлен» впускными, выпускными и продувочными окнами, и на оставшейся площади удельное давление значительно выше, чем было бы оно на полной(целой) площади (поверхности), становится ясно, что именно в этой зоне происходит самое значительное истирание металла и появляется бочкообразность.
Основные причины конусности цилиндра — это воздействие (трение) поршневых колец и так называемая газовая коррозия. Смысл этих явлений в том, что во время рабочего хода газы, образовавшиеся при сгорании топлива, проникают в поршневые канавки и изнутри увеличивают давление поршневых колец. По мере движения поршня вниз, давление газов падает и эта добавка (давление газов) к обычной упругости кольца снижается, давление колец на стенки цилиндра ослабевает. Из за этого цилиндр в верхней части изнашивается больше, чем в нижней.
Вернёмся опять к нашим измерениям и решим, что же делать с цилиндром? Если по результатам измерений видно, что увеличение диаметра в самом худшем случае для цилиндра класса 125 — 200 см³ составляет 0,15 — 0,20 мм, для класса 350 см³ составляет 0,20 — 0,25 мм, и для класса 500 -650 см³ составляет 0,20 — 0,30 мм, то можно уверенно сказать, что цилиндру необходим ремонт.
Что касается конусности цилиндра, то её можно определить более простым способом — при помощи поршневого кольца. Вставьте его в цилиндр и замерьте с помощью набора щупов зазор в замке кольца, вставляя его попеременно в уже известных вам верхнем и нижнем поясах. Разницу между этими величинами разделите на число 3,14 и вы получите общепринятое выражение конусности. Если полученная вами величина превышает 0,06 — 0,08 мм (меньшая величина для мопедов), то цилиндр так же нуждается в ремонте.
Хонингование не годится для ремонта конусных, овальных или бочкообразных цилиндров, потому что абразивные брусочки в хоне сидят подвижно (подпружинены) и копируют неравномерно изношенные стенки цилиндра. Для устранения этих видов износа существует другой способ ремонта, который называется притирание.
Притирание часто применяют вместо хонингования как окончательную операцию после расточки. Но можно вообще заменить расточку притиркой, правда это растягивает процесс ремонта, но даёт хорошие результаты. Для этой операции рабочий инструмент — разжимной притир показан на рисунке 2 . Его корпус 1 обычно изготавливают из стали, а втулку 2 из мелкозернистого чугуна с твёрдостью НВ 140. Сначала нужно выточить заготовку втулки и её длинна примерно от 100 до 150 мм (зависит от объёма цилиндра), оставляя припуск по наружному диаметру и окончательно обрабатывая внутреннее конусное отверстие. Далее заготовку либо разрезают вдоль оси одним сквозным проходом ножовки или фрезы (см. рисунок 2), либо делают четыре несквозных разреза: два с одной и два с другой стороны, не доводя их примерно на 20 мм до конца (см. рисунок 3).
Для этой операции рабочий инструмент — разжимной притир показан на рисунке 2 . Его корпус 1 обычно изготавливают из стали, а втулку 2 из мелкозернистого чугуна с твёрдостью НВ 140. Сначала нужно выточить заготовку втулки и её длинна примерно от 100 до 150 мм (зависит от объёма цилиндра), оставляя припуск по наружному диаметру и окончательно обрабатывая внутреннее конусное отверстие. Далее заготовку либо разрезают вдоль оси одним сквозным проходом ножовки или фрезы (см. рисунок 2), либо делают четыре несквозных разреза: два с одной и два с другой стороны, не доводя их примерно на 20 мм до конца (см. рисунок 3).
После этого нужно изготовить корпус (конус), на наружном торце которого сверлим отверстие и нарезаем резьбу под болт М12 — М 14, как показано на рисунке 2, или оставляем хвостовик и на нём нарезаем резьбу, как это показано на рисунке 3. Далее втулку надеваем на конус, закрепляем болтом и окончательно протачиваем под размер вашего цилиндра минус 0,1 мм. Притир для вашего цилиндра готов и теперь, как только ваш цилиндр износится, притир всегда будет готов к работе. Притирку можно вести на сверлильном станке.
Притирку можно вести на сверлильном станке.
На наружную поверхность втулки наносим притирочную пасту — это абразивный порошок в смеси с маслом(сейчас продаются готовые пасты для притирки клапанов). Затем надеваем цилиндр на притир, зажатый в патроне сверлильного станка. Как и в случае с хонингованием, цилиндр нельзя закреплять жёстко, нужно только придерживать руками. Обороты шпинделя устанавливаем всего 50 — 80 в минуту, а вертикальные перемещения притира делаем 30 — 60 в минуту. Время от времени цилиндр советую переворачивать, это обеспечит более равномерную обработку. Притирочную пасту, как я уже говорил, можно купить готовую, и она годится в конце работы, так как сильно мелкая (имею введу для клапанов), а на начальном этапе, чтобы увеличить скорость обработки нужно использовать абразивную пыль покрупнее — зернистостью 150 — 170. Её можно сделать самому, истирая абразивные брусочки один об другой. Заканчиваем обработку мелкими полировочными пастами.
Когда в процессе работы вы почувствуете, что притир начинает свободно вращаться в цилиндре, то болт или гайку на притире нужно подтянуть настолько, чтобы вращение стало немного тугим, думаю принцип понятен. Периодически нужно останавливать станок и промывать цилиндр и притир, удаляя продукты обработки и накопившуюся грязь, а так же периодически проверять диаметр цилиндра измерительным инструментом или новым поршнем, под который притирается цилиндр.
Периодически нужно останавливать станок и промывать цилиндр и притир, удаляя продукты обработки и накопившуюся грязь, а так же периодически проверять диаметр цилиндра измерительным инструментом или новым поршнем, под который притирается цилиндр.
По окончании работы цилиндр тщательно промываем вначале бензином или соляром, затем керосином или тёплой мыльной водой. После промывки водой, цилиндр нужно сразу высушить феном и смазать зеркало маслом. После сборки мотора с новой поршневой, естественно её нужно обкатать (как обкатать машину читаем тут).
Ну а если кто то захочет поменять гильзу в своём цилиндре, то как это сделать советую почитать вот тут.
Вот вроде бы и всё. Как видно из выше описанного, сделать ремонт цилиндра двигателя самостоятельно, не пользуясь услугами сервиса, не так уж и сложно, удачных всем поездок.
Теги: Правильный ремонт цилиндра двигателя, ремонт цилиндра двигателя своими руками
Растачивание и восстановление цилиндров мотоциклов
Услуги по растачиванию и восстановлению отверстий большого диаметра, так что вы получите больше!
Ваш велосипед не сможет работать наилучшим образом, если в его цилиндре отсутствует отверстие. Если вам нужно восстановить отверстие, U.S. Chrome позаботится об этом. Наши услуги по расточке цилиндров мотоциклов и восстановлению цилиндров уличных велосипедов и мотоциклов гарантируют, что вы получите максимальную выходную мощность вашего велосипеда. Независимо от того, помогаем ли мы вам поддерживать ваш мотоцикл или готовим спортивный мотоцикл к гонкам, мы стремимся к производительности вашей машины.
Если вам нужно восстановить отверстие, U.S. Chrome позаботится об этом. Наши услуги по расточке цилиндров мотоциклов и восстановлению цилиндров уличных велосипедов и мотоциклов гарантируют, что вы получите максимальную выходную мощность вашего велосипеда. Независимо от того, помогаем ли мы вам поддерживать ваш мотоцикл или готовим спортивный мотоцикл к гонкам, мы стремимся к производительности вашей машины.
Стоимость и расценки на услуги по расточке мотоциклов
В US Chrome мы всегда обеспечиваем высочайшее качество изготовления по наилучшей возможной цене. Мы предлагаем полный спектр услуг, чтобы гарантировать, что мы можем выполнить любые услуги, необходимые для вашего цилиндра, без ущерба для качества или стоимости. Ознакомьтесь с нашим полным прайс-листом для получения дополнительной информации.
Услуги по хонингованию алмазного плато: работайте с максимальной отдачей для вашего велосипеда
Индивидуальный двухэтапный процесс хонингования алмазным плато в США позволяет получить самые прямые и круглые отверстия цилиндров с алмазно-твердой поверхностью для наилучшего удерживания масла и смазывающей способности. Почти каждый цилиндр, с которым мы работаем, может быть восстановлен до стандартного заводского размера отверстия OEM. Почти в каждом случае ваш цилиндр также может быть расточен и повторно покрыт металлом, чтобы принять больший размер поршня для увеличения рабочего объема и большей мощности. В любом случае наши специалисты по растачиванию цилиндров мотоциклов начинают с увеличения диаметра вашего цилиндра, чтобы перед нанесением покрытия убедиться, что отверстие не имеет конусности или овальности. Конечным результатом являются самые твердые, самые прочные, самые круглые и самые прямые отверстия в индустрии силового спорта, и точка. Наши высококвалифицированные специалисты могут подобрать любые зазоры и спецификации, необходимые для получения максимальной мощности от вашего велосипеда. Неважно, на чем вы ездите и где, от Harley до Ducati, мы хотим вернуть вас туда, где вы должны быть — довести свой мотоцикл до предела!
Почти каждый цилиндр, с которым мы работаем, может быть восстановлен до стандартного заводского размера отверстия OEM. Почти в каждом случае ваш цилиндр также может быть расточен и повторно покрыт металлом, чтобы принять больший размер поршня для увеличения рабочего объема и большей мощности. В любом случае наши специалисты по растачиванию цилиндров мотоциклов начинают с увеличения диаметра вашего цилиндра, чтобы перед нанесением покрытия убедиться, что отверстие не имеет конусности или овальности. Конечным результатом являются самые твердые, самые прочные, самые круглые и самые прямые отверстия в индустрии силового спорта, и точка. Наши высококвалифицированные специалисты могут подобрать любые зазоры и спецификации, необходимые для получения максимальной мощности от вашего велосипеда. Неважно, на чем вы ездите и где, от Harley до Ducati, мы хотим вернуть вас туда, где вы должны быть — довести свой мотоцикл до предела!
Наш штатный специалист по портированию имеет почти двадцатилетний опыт портирования и модификации цилиндров и головок мотоциклов, и он рад поделиться этим опытом с вами в профессиональной и дружеской манере.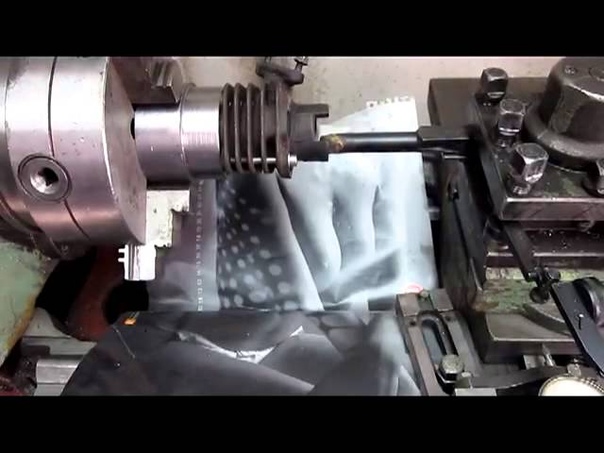 Цилиндры могут быть с портом для гонок или портом для следа.
Цилиндры могут быть с портом для гонок или портом для следа.
Восстановленные баллоны для продажи через Интернет
Хотите заменить свой баллон? U.S. Chrome продает отремонтированные цилиндры через Интернет по цене, составляющей часть стоимости новых запчастей для мотоциклов. Получите такую же высокую производительность и мощность от бывшего в употреблении цилиндра, как и от нового, и при этом сэкономьте деньги. Каждая деталь, продаваемая компанией U.S. Chrome, методично проверяется, чтобы убедиться, что она достаточно прочная, чтобы выдерживать самые сложные условия.
Услуги по покрытию и растачиванию цилиндров для всех мотоциклов
США Chrome обслуживает двигатели на любом мотоцикле, в том числе:
- Honda Dirt Bikes
- Уличные велосипеды Honda
- Винтаж Хонда
- Мотоциклы Кавасаки
- Мотоциклы Suzuki
- Мотоциклы Yamaha
- Мотоциклы Ducati
- Мотоциклы BMW
Общие | Растачивание мотоциклетного цилиндра на токарном станке — как мне это сделать? | Практик Машинист
денис
Пластик
- #1
В настоящее время я настраиваю свой расточный станок, но он слишком велик для работы с небольшими импортными 2-4-цилиндровыми двигателями объемом 50–550 куб. см, такими как Honda, Marusho, Kawsaki и т. д. блок цилиндров от BSA или Honda CB160 установлен на плите, которая крепится к каретке на моем токарном станке.
Я бы предположил, что устанавливаю борштангу в патрон и прижимаю ее к задней бабке. Я думаю, что это классический метод в руководстве по эксплуатации Southbend на рубеже веков.
Кто-нибудь этим занимается? Я ищу идеи и то, что я могу сделать, чтобы адаптировать это к моему токарному станку.
— Мой токарный станок не имеет достаточного хода для одновременного вращения 2-4 цилиндров.
Большое спасибо!!
Денис Дж
АлексО
Запрещено
- #2
Если это «проект», то он будет действительно сложным. Слишком много вещей нужно сделать правильно, и слишком много мест, где можно пойти не так. Для этого у них есть специальные машины.денис сказал:
ВСЕМ ПРИВЕТ!!В настоящее время я настраиваю свой расточный станок, но он слишком велик для работы с небольшими импортными 2-4-цилиндровыми двигателями объемом 50–550 куб. см, такими как Honda, Marusho, Kawsaki и т. д.
У меня в голове образ блока цилиндров от BSA или Honda CB160, установленного на плите, прикрепленной к каретке моего токарного станка.
Исходя из этого, я бы установил расточной оправку в патрон и прижал ее к задней бабке. Я думаю, что это классический метод в руководстве по эксплуатации Southbend на рубеже веков.
Кто-нибудь этим занимается? Я ищу идеи и то, что я могу сделать, чтобы адаптировать это к моему токарному станку.
— Мой токарный станок не имеет достаточного хода для одновременного вращения 2-4 цилиндров.Большое спасибо!!
Денис Дж.
Нажмите, чтобы развернуть…

макали
Чугун
- #3
Видео с YouTube — твой друг.
Ходж
Нержавеющая сталь
- #4
То, что я упомянул, даже не поверхностно, много материала для прочтения на эту тему. Это одна из областей, в которой компетентный магазин поставит вас впереди игры по восстановлению двигателей.
Удачи, Ходж
Ходж
Нержавеющая сталь
- #5
Грег Уайт
Титан
- #6
Я бы этого не сделал, был химиком 40 лет, отдай это профессионалу.
ГВт
стив-л
Титан
- #7
Я хотел сделать это много лет, но после долгих исследований и исследований решил, что это нецелесообразно на обычных токарных и фрезерных станках. Можно ли это сделать? …… возможно, но результат будет в лучшем случае сомнительным, и при этом он не будет даже близко к экономичному по затраченному времени.
Можно ли это сделать? …… возможно, но результат будет в лучшем случае сомнительным, и при этом он не будет даже близко к экономичному по затраченному времени.
Липовый Сами
Алмаз
- #8
Ваш токарный станок не имеет тройниковых прорезей седловых крыльев и т.д. и т.п., которыми раньше оснащались токарные станки для таких целей.
стив45
Нержавеющая сталь
- #9
Делать их на мельнице было достаточно сложно для меня, и не обошлось без проблем. Ход пиноли был примерно на 1/2 дюйма меньше длины цилиндров, поэтому мне пришлось вручную провернуть стол в нижней части, когда я достиг конца хода. цилиндр
Отправьте их!
Джо Миранда
Титан
- #10
 Как уже отмечалось, есть вещи, которые нужно учитывать, но это НЕ сложная процедура.
Как уже отмечалось, есть вещи, которые нужно учитывать, но это НЕ сложная процедура.Прежде всего, мы изготавливаем «моментные пластины» для любого цилиндра, который мы собираемся расточить. Это пластины, к которым крепится цилиндр. Он заменяет корпус, и это попытка заставить цилиндр «подстраиваться» так же, как когда он прикручен к корпусу болтами.
Держите торсионную пластину в 4-х челюстях и продолжайте указывать на цилиндр, чтобы заставить его работать как можно точнее. Нам нравится стрелять не более чем на 0,002 дюйма TIR. Это займет некоторое время. Это одно место, где механический цех, как правило, более точен, чем цех по ремонту двигателей, потому что цех по ремонту двигателей просто закручивает болты и убирает машину.
Затем вы растачиваете до нужного размера минус 0,002–0,003 дюйма. Последние 0,002–0,003 дюйма удаляются постепенно более тонкими шлифовальными кругами, чтобы получить окончательный размер и желаемую перекрестную штриховку.
Наиболее важным аспектом является измерение цилиндра. Нам нравится измерять за 4 такта на 4 или более различных глубинах. Таким образом, мы можем проверить округлость и цилиндричность.
Нам нравится измерять за 4 такта на 4 или более различных глубинах. Таким образом, мы можем проверить округлость и цилиндричность.
Вот и все. Я предлагаю приобрести себе пару тренировочных цилиндров, прежде чем приступить к делу, просто чтобы убедиться, что вы выработали хорошую и надежную технику, прежде чем повесить перед входом табличку с надписью о том, что вы открыты для бизнеса.
джон.к
Алмаз
- #11
Саут-Бенд использовался для изготовления приспособления для 16-дюймового токарного станка, который был достаточно большим, чтобы просверлить блок T Ford. Блок установлен на приспособлении в конце станины, а расточная оправка проходит через седельную подачу.
палочки
Чугун
- #12
Ваш токарный станок имеет достаточный ход для большинства велосипедных кувшинов, и динамометрическая пластина просто необходима! Я поддерживаю, что вы тренируетесь на одноразовых или «предварительно утилизированных» деталях.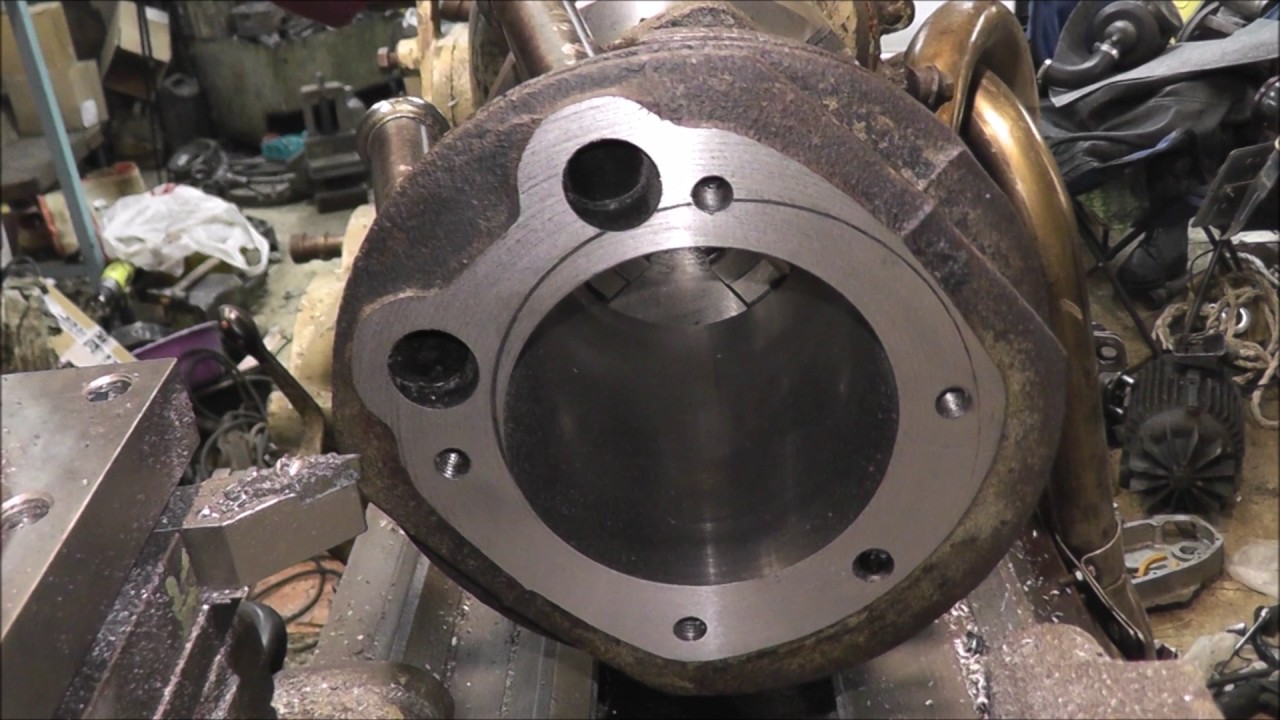 ИМО, закрепление заготовки параллельно шпинделю и захват центра будет достаточно «забавным», и если вы сделаете это один раз, это подскажет вам, была ли это хорошей идеей. Удачи.
ИМО, закрепление заготовки параллельно шпинделю и захват центра будет достаточно «забавным», и если вы сделаете это один раз, это подскажет вам, была ли это хорошей идеей. Удачи.
Крец
Алмаз; Команда модов
- №13
Просто хотел добавить: если вы пытаетесь это сделать, у вас должно быть две фиксирующие пластины , а не одна. Один у основания цилиндра и один там, где обычно проходит головка. Это лучше всего воспроизводит состояние «защемления», в котором находится цилиндр, когда он фактически установлен на двигателе. Сделайте их из довольно толстой пластины и со сквозными отверстиями, немного большими, чем готовое отверстие.
Эрих
Чугун
- №14
Он хочет расточить 4 цилиндра, которые слишком велики, чтобы КАЧАТЬСЯ на токарном станке.
Он должен установить ствол на каретку и установить борштангу между центрами.
Трудности заключаются в центрировании каждого отверстия по оси токарного станка и микрорегулировке диаметра фрезы.
Есть множество способов заработать на кусок хлеба получше, чем эта работа.
Джо Миранда
Титан
- №15
Использование двух предпочтительнее для максимально точного воспроизведения «щепотки». Мы никогда этого не делаем. Я думаю, что добавленная длина всего компенсирует ценность. В большинстве мест не используются два.eKretz сказал:
Просто хотел добавить: если вы пытаетесь это сделать, у вас должны быть две фиксирующие пластины , а не одна. Один у основания цилиндра и один там, где обычно проходит головка. Это лучше всего воспроизводит состояние «защемления», в котором находится цилиндр, когда он фактически установлен на двигателе. Сделайте их из довольно толстой пластины и со сквозными отверстиями, немного большими, чем готовое отверстие.
Нажмите, чтобы развернуть…
Что касается цилиндров 2/4, конечно, вам нужно сделать приспособление для установки на каретку. Убедитесь, что вы правильно установили центральную высоту, потому что для этого нет исправлений. Я «прижимал» свои болты, а затем использовал зазор между болтами и отверстиями, чтобы постучать по нему, чтобы указать, что он вставлен.0007
Убедитесь, что вы правильно установили центральную высоту, потому что для этого нет исправлений. Я «прижимал» свои болты, а затем использовал зазор между болтами и отверстиями, чтобы постучать по нему, чтобы указать, что он вставлен.0007
Джим Уильямс
Нержавеющая сталь
- №16
У меня есть друг, владелец моторного цеха, который много занимается ремонтом мотоциклетных двигателей. У него есть расточная оправка с насадками, которые позволяют ему делать очень маленькие отверстия в двигателе. Он выполняет большую часть работ по двигателю в радиусе пятидесяти миль от своей мастерской. Найдите такого специалиста, как он, и у вас не будет проблем.
АльфаГТА
Алмаз
- # 17
Автоматическая остановка, так что вы можете выполнять другую работу, пока заканчиваете бурение….. Это как получить 2 по цене одного….. Плоская конструкция платформы легко используется для работы MC…
Делайте то, что вы предложение на этой машине, пожалуй, самый трудный и наименее эффективный путь … Может быть, свободные одиночные стволы, но двойные и 4-е, это будет мертво лузово.
Если это не хобби или у вас нет работы, и это ваш единственный потенциальный источник дохода, выберите другой путь….
Cheers Ross
Ванная L
Алмаз
- # 18
— Мой токарный станок не имеет достаточного хода, чтобы вращать 2-4 цилиндра за раз.»
Возвращаясь к вопросу, я проделывал такую работу трижды на токарном станке 12 x 36 в 1970-х годах. Я сделал два устройства. Первой была большая бывшая в употреблении лицевая панель с Т-образными пазами, которую я модифицировал, чтобы заменить составной затвор. Он крепится к оригинальному поперечному суппорту тем же методом крепления, что и компаунд. У меня был стопорный винт на поперечной направляющей, чтобы там не было движения. Работало нормально, но меня не устраивала жесткость крепления лицевой панели. Затем я купил новую длинную верхнюю часть поперечного суппорта для токарного станка Myford Super 7. У него было несколько Т-образных пазов, потому что линейное растачивание на каретках токарного станка — обычная работа на Myford и других токарных станках. Так случилось, что ласточкин хвост Майфорда почти подходил к каретке моего большого токарного станка, и требовалось только новое крепление. Я прикрепил новую гайку подачи к нижней части ползуна Майфорда, а затем получил подходящий горизонтально-сверлильный станок с механической подачей, но без вертикальной подачи. Вертикальное положение регулировалось шайбами. Я сделал расточные оправки из длинных удлинителей сверла 3МТ, установив за фрезами винтовые регуляторы для контроля диаметра отверстия.
Он крепится к оригинальному поперечному суппорту тем же методом крепления, что и компаунд. У меня был стопорный винт на поперечной направляющей, чтобы там не было движения. Работало нормально, но меня не устраивала жесткость крепления лицевой панели. Затем я купил новую длинную верхнюю часть поперечного суппорта для токарного станка Myford Super 7. У него было несколько Т-образных пазов, потому что линейное растачивание на каретках токарного станка — обычная работа на Myford и других токарных станках. Так случилось, что ласточкин хвост Майфорда почти подходил к каретке моего большого токарного станка, и требовалось только новое крепление. Я прикрепил новую гайку подачи к нижней части ползуна Майфорда, а затем получил подходящий горизонтально-сверлильный станок с механической подачей, но без вертикальной подачи. Вертикальное положение регулировалось шайбами. Я сделал расточные оправки из длинных удлинителей сверла 3МТ, установив за фрезами винтовые регуляторы для контроля диаметра отверстия. Результаты были превосходны. Мне не приходилось делать другую работу такого рода с 19 лет79, и токарного станка давно нет, но расточные оправки у меня остались..
Результаты были превосходны. Мне не приходилось делать другую работу такого рода с 19 лет79, и токарного станка давно нет, но расточные оправки у меня остались..
Ларри
стив45
Нержавеющая сталь
- # 19
Дурак я! Когда-нибудь я остановлюсь и прочитаю внимательнее. Ты прав.Эрих сказал:
Люди упускают важную часть информации в первом посте.
Он хочет расточить 4 цилиндра, которые слишком велики, чтобы КАЧАТЬСЯ на токарном станке.
Он должен установить ствол на каретку и установить борштангу между центрами.
Сложности заключаются в центрировании каждого отверстия по оси токарного станка и микрорегулировке диаметра фрезы.Есть множество способов заработать на кусок хлеба получше, чем эта работа.
Нажмите, чтобы развернуть…

Я потратил полдня на изготовление опорной плиты толщиной 1/2 дюйма, чтобы прикрутить к ней мои цилиндры, но потерял желание когда-либо снова растачивать цилиндры двигателя!
Джон Гарнер
Титан
- #20
