
Гальваническое хромирование свойства и применение
Гальваническое хромирование имеет огромное применение в автомобильной промышленности и многих других областях техники, где к изделиям предъявляют высокие требования как с эстетической точки зрения, так и в плане коррозионной стойкости. Функциональное хромирование применяется для покрытия инструмента, шаблонов, форм для отливки под давлением и других деталей, подвергаемых сильному механическому износу. Широкое применение имеет функциональный хром и при восстановлении изношенных деталей машин.
В зависимости от назначения хромовые покрытия разделяют на декоративные и функциональные. Первые наносят в виде тонких (<1 мкм) слоев на грубом промежуточном подслое, а вторые наносят прямо на стальную или другую подложку. Толщина функциональных покрытий достигает нескольких миллиметров.
Основной составляющей ванны для хромирования является хромовый ангидрид. Кроме того, необходим так называемый катализатор, которым в традиционных ваннах является серная кислота.
В соответствии с общим правилом содержание серной кислоты по отношению к содержанию хромового ангидрида должно быть в пределах 0,8-1,2 %. В среднем принимают 1 % и, следовательно, в ванне, содержащей хромовый ангидрид (250 г/л), должно быть серной кислоты 2,5 г/л.
Ванны для хромирования имеют очень малый катодный выход по току, в основном <20 % и низкую кроющую способность.
Ванна, содержащая хромовый ангидрид (400 г/л), имеет хорошую электропроводность и, следовательно, не требует такого высокого напряжения при хромировании, как ванны с меньшим содержанием хромового ангидрида. Она рекомендуется для декоративного хромирования изделий сложной формы. Недостатком такой (концентрированной) ванны является низкий выход по току, и, следовательно, она непригодна для функционального хромирования.
Кроме классических хромовых ванн с сульфатным катализатором разработан и ряд других, например, с катализатором, состоящим из солей двух кислот — серной и и кремнийфтористоводородной ограниченной растворимости, что полезно для оптимальной работы ванны. Применение этих ванн, называемых саморегулирующимися должно бы существенно облегчить проведение хромирования ввиду того, что отпадает необходимость аналитического исследования химического состава. Однако это не совсем так, к тому же еще выявились и такие недостатки как значительная агрессивность ванны, требующая очень тщательной изоляции стальных изделий, хромирующихся частично с учетом опасности поражения стали в не изолированных местах.
Применение этих ванн, называемых саморегулирующимися должно бы существенно облегчить проведение хромирования ввиду того, что отпадает необходимость аналитического исследования химического состава. Однако это не совсем так, к тому же еще выявились и такие недостатки как значительная агрессивность ванны, требующая очень тщательной изоляции стальных изделий, хромирующихся частично с учетом опасности поражения стали в не изолированных местах.
Работа с растворами хромового ангидрида сопряжена с многими трудностями, обусловленными токсичностью этого вещества и трудоемкой технологией очистки сточных вод.
Необходимость применения довольно высоких температур и тока большой плотности требует оборудования ванн для хромирования эффективной вытяжной системой. Даже ванны, не находящиеся под током, но при рабочей температуре, выделяют вредные для человеческого организма пары.
Второй проблемой являются материальные потери. Большое содержание хромового ангидрида влечет за собой значительные потери за счет уноса электролита из ванны с деталями. Ванны улавливания являются неизбежной необходимостью. Нередко применяют две промывки.
Ванны улавливания являются неизбежной необходимостью. Нередко применяют две промывки.
Рациональным способом снижения потерь материала является применение ванны с меньшим содержанием хромового ангидрида. Следует экспериментально установить, нельзя ли для данной продукции применять ванну с меньшим содержанием хромового ангидрида, например, 200 г/л.
Универсальная ванна, пригодная для технического и декоративного хромирования, содержит: хромовый ангидрид (250 г/л) и серную кислоту (2,5 г/л). Декоративные покрытия наносят при ~50°C и средней плотности тока 25 А/дм2, а функциональные покрытия — при 55-60°С и плотности тока 45-60 А/дм2.
Подготовка ванны хромирования.
Раствор электролита готовят в запасной ванне, футерованной изнутри поливинилхлоридом. В ванну вливают половину того количества деминерализованной воды, которое будет необходимо в рабочей ванне. В воду порциями добавляют хромовый ангидрид и перемешивают до полного его растворения. С этого момента возникает проблема, сколько следует добавить серной кислоты, так как введенный хромовый ангидрид уже содержит кислоту.
На хромовый ангидрид для гальванотехнических целей существует стандарт, в соответствии с которым в хромовом ангидриде серной кислоты должно быть не больше, чем 0,4 %. На хромовый ангидрид плавленный технический перечислены четыре сорта хромового ангидрида: S, I, II и III. Содержание серной кислоты не должно превышать для сорта S — 0,1 %, для сорта I — 0,4 %, для сорта II — 0,6 % и для сорта III — 0,8 %.
На каждой упаковке должна находиться надпись с обозначением сорта хромового ангидрида. Если потребитель не знает, каким хромовым ангидридом он располагает, он должен отправить пробу приобретенного товара на анализ. Если это невозможно, то надо подготовить ванну из хромового ангидрида, не добавляя сразу серной кислоты, лишь только сахар (1 г/л).
После нагрева до рабочей температуры проводят пробное хромирование изделий, покрытых блестящим никелем. Если на поверхности появляются радужные налеты, то это означает, что в ванне недостаток серной кислоты. Необходимо добавить на каждые 100 л ванны 25 см3 20 %-ной серной кислоты. После тщательного переметывания ванны возобновляют пробное хромирование, а если радужные налеты остаются и дальше, то необходимо добавить в ванну новую порцию кислоты. Эти операции повторяют до тех пор, пока радужный налет перестает появляться и начнет осаждаться нормальное хромовое покрытие.
После тщательного переметывания ванны возобновляют пробное хромирование, а если радужные налеты остаются и дальше, то необходимо добавить в ванну новую порцию кислоты. Эти операции повторяют до тех пор, пока радужный налет перестает появляться и начнет осаждаться нормальное хромовое покрытие.
Встречаются поставки хромового ангидрида, содержащие >1 % серной кислоты. Это проявляется в виде низкой кроющей способности хромовой ванны. Химический анализ покажет истинную концентрацию серной кислоты, избыток которой необходимо уменьшить, добавив ~2 г карбоната бария на каждый грамм серной кислоты. Более подробные сведения приведены при рассмотрении поддержания стабильности и регенерации хромовой ванны.
Декоративное хромирование
Традиционные ванны для декоративного хромирования в 1 л содержат ~400 г СгО3 и 4 г h3SO4, что связано прежде всего с высокой электропроводностью ванны, позволяющей достигать очень большой плотности тока при относительно невысоком напряжении. Высококонцентрированные ванны характеризуются также хорошей кроющей способностью изделий сложной формы. В них блестящее покрытие образуется уже при 35—40 °C и 15—20 А/дм2, что немаловажно.
В них блестящее покрытие образуется уже при 35—40 °C и 15—20 А/дм2, что немаловажно.
Общая тенденция к экономии материалов и снижению степени загрязнения сточных вод требует применения ванн с меньшим содержанием хромового ангидрида. Во многих мастерских с успехом применяют универсальную ванну, содержащую хромовый ангидрид 250 г/л для функционального и декоративного хромирования. Для нанесения только декоративных покрытий можно использовать ванну, содержащую хромовый ангидрид 300 г/л и серную кислоту (3 г/л), что позволит работать при 40 °С, ~20 А/дм2. Уже само снижение температуры равнозначно экономии энергии.
Декоративные хромовые покрытия наносят преимущественно на блестящий никель сразу же после никелирования и тщательной промывки. Следует избегать длительных перерывов, приводящих к высыханию никелевого покрытия под воздействием воздуха и его пассивации. Пассивированный никель активируют катодной обработкой несколько минут в ванне для электролитического обезжиривания и краткой выдержкой в разбавленной серной кислоте. При хромировании никелевых покрытий, отполированных механическим способом, активация серной кислотой обязательна.
При хромировании никелевых покрытий, отполированных механическим способом, активация серной кислотой обязательна.
Перед погружением в ванну детали следует подогреть в воде с температурой ванны хромирования, так как на холодной поверхности осаждается матовое покрытие. Некоторые работники без горячей промывки погружают изделие в ванну для хромирования при выключенном токе, ожидая, пока не нагреется поверхность изделий. Такой порядок хромирования допустим лишь при функциональном хромировании, когда предварительное анодное травление предупреждает пассивацию, но при декоративном хромировании передержка изделий без тока может привести к пассивации. При хромировании медных и латунных изделий, отполированных до высокой степени чистоты, предварительный нагрев в воде необходим, так как нагрев в самой ванне хромирования приводит к матовой поверхности.
Плотность тока при декоративном хромировании достигает 15—20 А/дм2, а температура 40—50 °С. Самые эффективные параметры выбираются экспериментально. В начале хромирования изделий сложной формы подают ток значительной плотности, чтобы наложить слои хрома в углубленных местах, а через несколько секунд уменьшают постепенно плотность тока до минимального значения. Следует учитывать, что начальный сильный удар током может привести к пригару покрытия в местах, находящихся близко от анодов, а поэтому параметры этого удара следует определить экспериментально.
В начале хромирования изделий сложной формы подают ток значительной плотности, чтобы наложить слои хрома в углубленных местах, а через несколько секунд уменьшают постепенно плотность тока до минимального значения. Следует учитывать, что начальный сильный удар током может привести к пригару покрытия в местах, находящихся близко от анодов, а поэтому параметры этого удара следует определить экспериментально.
В соответствии с основами гальванотехники следовало бы выбирать плотность тока в зависимости от величины поверхности одной загрузки. Предпосылка на первый взгляд очень простая, но в случае изделий сложного профиля подсчет поверхности затруднен.
На промышленных предприятиях этим занимаются конструкторские или технологические бюро, но в ремесленных мастерских гальваник должен рассчитывать лишь на собственную сообразительность и зрительную память, четко фиксировать показания вольтметра и амперметра, помнить требуемые значения и со временем он будет довольно неплохо обходиться без трудоемкого подсчета поверхности. Однако при серийном производстве необходимо вычислить поверхность всей загрузки, учитывая и неизолированные поверхности подвесок.
Однако при серийном производстве необходимо вычислить поверхность всей загрузки, учитывая и неизолированные поверхности подвесок.
Функциональное хромирование
Целью функционального хромирования является придание поверхности металлического изделия специальных физических или химических свойств, например, большой твердости, износостойкости, сопротивления воздействию некоторых химических веществ и т. д.
Хром наносится преимущественно на стальную подложку, обработанную механически и термически. Твердость хромового покрытия полезна при очень мягкой подложке. Если твердость материала подложки невозможно повысить, то хромовое покрытие должно быть настолько толстым, чтобы самостоятельно противодействовать механическим нагрузкам.
Режущий инструмент покрывают тонкими (5—10 мкм) слоями. На самом острие хромовое покрытие сошлифовывается. Толщина хромового покрытия на формах для пластмасс 10—25 мкм. Использованные калибры покрывают избытком хрома по толщине и затем сошлифовывают до заданного размера. Подобным образом поступают с изношенными деталями машин.
Подобным образом поступают с изношенными деталями машин.
Хромовые покрытия можно без труда наносить на стали и сплавы меди многих марок. Стальные детали твердостью HRC 40 перед хромированием следует термически обрабатывать для снятия внутренних напряжений. Температура 1—2 ч нагрева достигает 180—200 °С. Для обезжиривания стали применяют общеизвестные щелочные ванны. Углеродистые и молибденовые стали обезжиривают на аноде, а хромоникелевые и быстрорежущие стали — химическим способом. Часто применяют старый и апробированный метод обезжиривания в венской извести.
Химическое, а также и электролитическое обезжиривание производятся на изделиях еще перед выполнением добавочных операций, таких как изолирование, монтаж вспомогательных анодов, экранов и т, д., так как остатки обезжиривающих растворов ванн, остающиеся в щелях вспомогательных устройств отрицательно влияют на качество хромовых покрытий.
Поверхность, не подлежащая хромированию, покрывается химически стойким лаком, который, однако, при длительном хромировании не пригоден. Эффективным способом является обмотка изделий поливинилхлоридом или свинцовой фольгой. Этот последний способ оправдан в том случае, когда фольга служит в качестве добавочного катода, предупреждающего рост дендритов, на границе сталь—фольга.
Эффективным способом является обмотка изделий поливинилхлоридом или свинцовой фольгой. Этот последний способ оправдан в том случае, когда фольга служит в качестве добавочного катода, предупреждающего рост дендритов, на границе сталь—фольга.
Если в изделиях, предназначенных для хромирования, имеются отверстия, не подлежащие хромированию, то их следует заполнить свинцовыми пробками или пробками из пластмассы. Резина непригодна для этого, так как она растворяется в хромовой кислоте.
Низкая кроющая способность ванны хромирования требует применения точно продуманных подвесок и соответственно отформованных анодов. Неравномерная толщина покрытия, рассмотренная более подробно в гл. 1, проявляется особенно заметно в случае функционального хромирования. На ребрах и выступах, не защищенных соответствующими экранами, покрытие нарастает в виде толстого дендритного слоя. Без вспомогательных анодов углубленные места покрываются с трудом.
Острые ребра всегда склонны к образованию на них больших наростов, вот почему ребра необходимо закруглять, очевидно, с согласия конструкторов. Кроме того, необходим вспомогательный катод со свинцовой или алюминиевой проволокой. Катод не должен быть очень удален от ребра, так как в этом случае проволока покрывается хромом настолько сильно, что препятствует его осаждению на покрываемой поверхности.
Кроме того, необходим вспомогательный катод со свинцовой или алюминиевой проволокой. Катод не должен быть очень удален от ребра, так как в этом случае проволока покрывается хромом настолько сильно, что препятствует его осаждению на покрываемой поверхности.
Умение наиболее эффективно выбирать оборудование при техническом хромировании достигается за счет долголетней практики, в первую очередь, под наблюдением хорошего специалиста, а затем за счет самостоятельных идей, не всегда приводящих к желаемому результату, но дающих ценные указания на будущее. Важно поддержание ванны в надлежащем состоянии, так как в плохой ванне даже хороший специалист не достигнет хороших результатов.
Стальные изделия для хромирования (укрепленные на подвесках с соответствующими вспомогательными катодами, экранами и добавочными анодами) подвешивают в рабочей ванне и, не включая тока, ожидают, пока они не нагреются до температуры ванны. Затем переводят переключатель тока в положение, соответствующее соединению изделия с анодом и источником тока, и включают выпрямитель для так называемого анодного травления. При U = 6 В травление длится ~30 с. После травления необходима выдержка в несколько секунд, чтобы пузырьки кислорода, скопившиеся на поверхности изделий во время анодного цикла, оторвались, а затем можно включить катодный ток. В течение первых пяти минут подается так называемый ударный ток при напряжении 8 В, после чего напряжение постепенно снижают до получения силы тока, соответствующей данной поверхности.
При U = 6 В травление длится ~30 с. После травления необходима выдержка в несколько секунд, чтобы пузырьки кислорода, скопившиеся на поверхности изделий во время анодного цикла, оторвались, а затем можно включить катодный ток. В течение первых пяти минут подается так называемый ударный ток при напряжении 8 В, после чего напряжение постепенно снижают до получения силы тока, соответствующей данной поверхности.
Чугунные изделия очищают вручную (лучше всего смесью извести с пумексом) и без травления помещают в хромовую ванну. Вначале плотность тока поддерживают большой (80—100 А/дм2), а после нескольких минут ее постепенно уменьшают до 40—60 А/дм2.
Медные и латунные изделия нельзя выдерживать в хромовой ванне без тока, так как они подвергаются травлению, следовательно, их следует предварительно подогреть в горячей воде и загружать в ванну под током.
Эксплуатация ванн хромирования
Эксплуатация ванн хромирования на первый взгляд очень проста, однако доставляет порой много забот. Значительным облегчением была бы возможность аналитического исследования состава ванны, однако не каждая мастерская имеет соответствующую лабораторию.
Значительным облегчением была бы возможность аналитического исследования состава ванны, однако не каждая мастерская имеет соответствующую лабораторию.
Содержание основного компонента в ванне — хромового ангидрида постепенно уменьшается по следующим причинам: из-за нерастворимости анодов хром вырабатывается из ванны; электролит уносится из ванны изделиями, поступающими на промывку; значительные количества электролита уносятся вентиляционным устройством. Суммарные потери очень велики, и необходимо через определенное время пополнять ванну хромовым ангидридом.
Если окажется, что необходима добавка хромового ангидрида, то возникают такие же затруднения, как и при составлении ванны, а именно неопределенность в отношении загрязнения хромового ангидрида серной кислотой. Простой, но не дешевый способ заключается в осаждении серной кислоты карбонатом бария и добавлении очищенного таким образом хромового ангидрида в ванну без опасения превышения концентрации серной кислоты. Если это невозможно, то необходимо периодически восполнять недостаток хромового ангидрида, наблюдая одновременно при работе ванны, нет ли избытка серной кислоты.
Концентрация серной кислоты влияет на работу ванны для хромирования. Химический анализ является наилучшим показателем правильного или неправильного соотношения между серной кислотой и хромовым ангидридом. (Опытный работник гальванической мастерской, однако, может больше рассказать, исходя из собственных наблюдений).
Бронзовые и радужные налеты на поверхности хромированных изделий свидетельствуют о малой концентрации серной кислоты, и, следовательно, добавлять ее необходимо малыми порциями вплоть до исчезновения налета, одновременно доливая концентрированную серную кислоту: 10 см3 на 100 л ванны. Перед доливкой кислоты следует, соблюдая осторожность, разбавить дистиллированной водой в отношении 1 : 5. После каждой добавки кислоты ванну перемешивают и проводят пробное хромирование.
При функциональном хромировании на поверхности покрытий могут возникнуть мелкие углубления или наросты в виде песчинок. Серную кислоту следует добавлять как рекомендовано выше.
Избыток серной кислоты ухудшает кроющую способность ванны, приводит к снижению катодного выхода по току и к появлению матовых пятен на поверхности деталей. Визуально избыток кислоты проявляется по дискретному проявлению пены, вследствие сильного газовыделеиия на поверхности изделия.
Визуально избыток кислоты проявляется по дискретному проявлению пены, вследствие сильного газовыделеиия на поверхности изделия.
Избыток серной кислоты нейтрализуют карбонатом бария. На каждый грамм серной кислоты требуется ~2 г карбоната. Его добавляют порциями в виде водяной кашицы к горячей ванне при постоянном перемешивании и включенной вентиляции. Следует помнить, что карбонат бария реагирует медленно и часть его остается в ванне, приводя к дальнейшей нейтрализации серной кислоты в виде сульфата бария. На практике следовало бы вводить карбонат бария малыми порциями и наблюдать при этом, как улучшается работа ванны.
Могут однако быть определенные затруднения с приобретением карбоната бария, необходимого для устранения избытка кислоты. В таких случаях можно поступить следующим образом. Из рабочей ванны отливают определенное количество раствора и взамен доливают дистиллированную воду с растворенным в ней хромовым ангидридом в количестве, необходимом для поддержания нормальной концентрации рабочей ванны. Можно предположить, что хромовый ангидрид настолько сильно загрязнен серной кислотой, что вместо улучшения ситуации может наступить ее ухудшение. Единственным советом является применение хромового ангидрида с известным химическим составом.
Можно предположить, что хромовый ангидрид настолько сильно загрязнен серной кислотой, что вместо улучшения ситуации может наступить ее ухудшение. Единственным советом является применение хромового ангидрида с известным химическим составом.
Отлитый из рабочей емкости (ванны) раствор можно использовать для побочных целей, например, для травления сплавов меди после доливки в него серной кислоты (~10 см3/л).
Для правильной работы ванны следует соблюсти соответствующее соотношение между поверхностью анода и поверхностью загружаемых изделий. Поверхность анодов должна быть в полтора раза больше. Если обстоятельства заставляют применять меньшие аноды, например, при хромировании внутренних поверхностей труб, то со временем в ванне накапливается избыточное количество трехвалентного хрома, что значительно ухудшает качество покрытий: они становятся матовыми, шероховатыми и хрупкими при одновременном ухудшении кроющей способности ванны.
Малое количество трехвалентного хрома (5 г/л) полезно влияет на работу ванны, кроме того, при составлении новой ванны добавляют сахар, который приводит к восстановлению шестивалентного хрома до трехвалентного. Сахар растворяется в воде и в таком виде доливается в ванну малыми порциями при постоянном перемешивании, так как ванна разогревается. Иногда вместо сахара применяют денатурат, но эта замена не полезна для работы хромовой ванны.
Сахар растворяется в воде и в таком виде доливается в ванну малыми порциями при постоянном перемешивании, так как ванна разогревается. Иногда вместо сахара применяют денатурат, но эта замена не полезна для работы хромовой ванны.
Снижение концентрации трехвалентного хрома — довольно трудоемкая операция. На анодных штангах оставляют полный комплект анодов, а на катодную вешают несколько стальных прутков. Плотность катодного тока должна достигать ~60 А/дм2, анодного — <10 А/дм2, а температура ванны ~60 °С. Переработка ванны длится от нескольких до десятков часов. С целью исключения этой длительной операции следует заботиться о стабилизации оптимальных условий хромирования ежедневно, т. е. поддерживать отношение поверхности анодов к поверхности загрузки ~2 : 1.
О загрязнении хромовой ванны избыточным трехвалентным хромом можно судить по цвету ванны. Очень темная окраска раствора, отобранного в стеклянный сосуд, свидетельствует о превышении концентрации вредного вещества и о необходимости регенерации ванны.
Вопрос о загрязнении ванны для хромирования примесными металлами выглядит иначе, чем в случае других ванн. Ванна для хромирования выдерживает без больших осложнений загрязнения железом, медью и цинком даже при нескольких (10—20) граммах на литр. Это не означает, что можно безнаказанно и постоянно допускать рост концентрации примесных металлов, тем более, что для устранения этих загрязнений не существует простых способов.
Ванна загрязняется хлоридами, когда для нее используют водопроводную воду из городской сети или такой водой доливают испарившуюся часть ванны. Немалый также вклад привносит и промывная вода, поступающая с изделий, погружаемых для хромирования.
Хлориды сужают область блеска и могут способствовать травлению металла подложки. Они служат также причиной чрезмерной коррозии анодов или свинцовой обкладки ванны. Хлориды можно удалять, добавляя в ванну оксид серебра, что не окупается, так как значительно дешевле было бы разбавить ванны дистиллированной или деминерализованной водой.
Окончательная обработка хромированных изделий
После выгрузки из ванны для улавливания большие и тяжелые изделия остаются еще теплыми и поэтому их промывают в теплой воде, так как очень холодная вода могла бы привести к возникновению трещин в хромовом слое.
После демонтажа подвесок изделие обычно уже охлаждено и его можно ополаскивать в проточной холодной воде. Пятна засохшего раствора ванны смывают 5 %-ным карбонатом натрия.
При функциональном хромировании выделяется значительное количество водорода, проникающего в покрытие и даже в подложку. Это вызывает так называемую водородную хрупкость.
С целью устранения водорода применяют 2—4 ч выдержку при 180—200 °С в печи или ванне с веретенным маслом. Не следует помещать хромированные изделия в уже нагретую до 200 °С печь, а начинать нагрев нужно со значительно более низкой температуры, например, с 60 °С, постепенно повышая температуру до заданной и только с этого момента надо отсчитывать время выдержки.
Термическая обработка — очень важная операция, оказывающая большое влияние на шлифование хромового слоя. При восстановлении деталей машин их обычно хромируют с избытком и, следовательно,возникает необходимость шлифования с целью получения заданных размеров.
При восстановлении деталей машин их обычно хромируют с избытком и, следовательно,возникает необходимость шлифования с целью получения заданных размеров.
Шлифование хромового слоя должен выполнять специалист по механической обработке хрома, так как неправильное выполнение этой операции может привести к шелушению покрытия, в результате чего необходимо полное удаление хрома и повторение всего процесса заново, а повторное хромирование более сложно.
Аноды для хромирования
Для хромирования применяют нерастворимые аноды, из сплава свинца с оловом или сурьмой. Чистый свинец менее пригоден, так как он более склонен к покрытию толстой и плохо проводящей пленкой хромата свинца. В гальванических мастерских, занятых хромированием, применяют преимущественно сплав PbSb7, содержащий 7 % Sb.
Форма анода влияет на его работу в ванне. Лучшими являются круглые или овальные аноды, которые однако необходимо отливать самостоятельно. При необходимости применяют плоские аноды шириной ~50 мм и толщиной 10—15 мм. Тонкие и широкие аноды с технической точки зрения невыгодны, так как на их задней поверхности трудно получить анодный ток, необходимый для поддержания анода в активном состоянии.
Тонкие и широкие аноды с технической точки зрения невыгодны, так как на их задней поверхности трудно получить анодный ток, необходимый для поддержания анода в активном состоянии.
Закрепление анода на штанге имеет существенное значение. Часто применяемый способ, заключающийся в загибке анода и навешивании на штанге не обеспечивает хорошего прохождения тока. К аноду следует прочно припаять крюк из медной полосы шириной ~30 мм и толщиной 6—8 мм с резьбой под винт для прижима его к плоской токовой штанге. Полезно покрыть соединение химически стойким лаком.
Новые аноды следует формовать следующим образом. На катодную штангу навешивают стальные полосы, включают ток, добавляют напряжение до 5 В, а на анодных штангах размещают аноды один за другим, повышая постепенно напряжение до 8 В. В этих условиях проводят электролиз в течение часа, что достаточно для образования слоя диоксида свинца черно-бронзового цвета, характерного для анодов, работающих нормально.
Если на анодах образуется желтый налет, то его следует устранить, сначала смягчая в 25%-ном растворе поваренной соли, в течение ночи, затем, устраняя шлам стальными щетками. При сухой очистке анодов образуется очень вредная для человеческого организма пыль. Очищенные аноды, как и новые, обрабатывают током под большим напряжением.
При сухой очистке анодов образуется очень вредная для человеческого организма пыль. Очищенные аноды, как и новые, обрабатывают током под большим напряжением.
В случае длительного перерыва в работе, например, по случаю отдыха, аноды следует вынуть из ванны, промыть и протереть волосяной щеткой, высушить и оставить на воздухе. Во время более коротких перерывов в работе, например, в течение ночи, изъятие анодов обременительно, поэтому их оставляют в ванне, а перед началом хромирования активируют, т. е. работают ~30 мин.при напряжении 8 В после навешивания на катодной штанге стальных листов или прутков.
Вспомогательные аноды изготовляют из легкоизгибаемого тонкого свинцового листа или свинцовой проволоки. Иногда вспомогательные аноды изготовляют из стали или никеля, но они служат один раз, так как сильно травятся во время электролиза.
Снятие хромовых покрытий
Широко применяемый способ снятия хрома заключается в химическом его растворении 50 %-ной НСl при 30—35 °С.
Тонкие декоративные покрытия, осажденные на блестящем никеле, растворяются очень быстро, о чем свидетельствует прекращение выделения газовых пузырьков. После промывки никелированные изделия можно хромировать заново.
Более толстые покрытия функционального хрома удаляют в соляной кислоте под контролем, так как чрезмерно длительная выдержка в кислоте может привести к глубокому травлению стальной подложки.
Электролитический метод анодного удаления хрома состоит в обработке в ванне, содержащей NaOH (100—150 г/л), при 20—30 °С, 4—6 В и катодах из стали.
Если ванна для анодного удаления хрома загрязнена хлоридами, что часто наблюдается при использовании водопроводной городской воды, то нарушается гладкость стальной подложки, особенно при удалении толстых функциональных покрытий.
Для удаления декоративного хрома на никелевом подслое анодная обработка непригодна, так как приводит к пассивированию никеля. В некоторых мастерских хромовые покрытия удаляют в промышленной ванне для хромирования, навешивая хромированные изделия на анодную штангу. Эта технология нежелательна, так как хром растворяется в виде трехвалентного металла и после определенного времени ухудшает работу хромовой ванны.
Эта технология нежелательна, так как хром растворяется в виде трехвалентного металла и после определенного времени ухудшает работу хромовой ванны.
Как производится гальваническое хромирование автомобильных деталей в Москве
/* Error on ../assets/owlcarousel/assets/owl.carousel.min.css : Something went wrong: Предоставлен неверный URL. */ /* Error on ../assets/owlcarousel/assets/owl.theme.default.min.css : Something went wrong: Предоставлен неверный URL. */Примеры
Работ
Для тех, кто желает произвести высокопрофессиональное хромирование пластиковых деталей автомобиля в Москве, важно запомнить, что сделать это можно абсолютно в любом профессиональном СТО, которое специализируется на подобном виде деятельности. При желании очень легко сделать быстрое и максимально эффективное хромирование автомобильных пластиковых деталей в Москве, чтобы составляющие транспортного средства приобрели эффектный и роскошный внешний вид.
Важно отметить, что данная процедура используется, в первую очередь для того, чтобы придать пластиковым деталям более дорогой и шикарный вид и убрать так называемый налет “дешевизны”.
Хромирование пластиковых деталей в Москве цены
Если вы желаете провести профессиональное хромирование пластиковых деталей в Москве, цены на которые доступны каждому, то займитесь поиском соответствующей организации, которая бы провела данную процедуру не только качественно и профессионально, но и очень быстро. Если же вы экономите денежные средства, то вполне возможно сделать это дома при наличии самых элементарных знаний, инструментов, соответствующего оборудования и материалов.
Как правило, хромирование автомобильных пластиковых деталей в Москве не так дорого, цены не кусаются. Но если же вы все равно желаете провести данную процедуру самостоятельно, то рекомендуем вам подробнее ознакомиться с данной интересной процедурой.
Гальваническое хромирование деталей в Москве цены
Важно отметить, что покрываться хромированным составом могут как пластиковые элементы, так и металлические. Проводить данное мероприятие следует исключительно в хорошо проветриваемом помещении, поскольку в процессе работы воздушные потоки смогут существенно обогатиться химическими элементами, в результате чего они могут кардинально повлиять на состояние здоровья человека. Если они попадут на кожные покровы человека, то, соответственно, могут остаться опаснейшие ожоги. Помимо всего прочего, очень часто возникают случаи химических ожогов.
Проводить данное мероприятие следует исключительно в хорошо проветриваемом помещении, поскольку в процессе работы воздушные потоки смогут существенно обогатиться химическими элементами, в результате чего они могут кардинально повлиять на состояние здоровья человека. Если они попадут на кожные покровы человека, то, соответственно, могут остаться опаснейшие ожоги. Помимо всего прочего, очень часто возникают случаи химических ожогов.
Именно поэтому следует гальваническое хромирование деталей в Москве по низкой цене доверять только профессионалам своего дела. Не стоит рисковать собственным здоровьем или очень важно и скрупулезно следовать наиболее элементарным и простым правилам, касающимся техники безопасности. Желательно проводить данную процедуру под названием гальваническое хромирование автодеталей в Москве цены на которое устроят каждого, в гараже или хорошо проветриваемом помещении. Очень важно хорошо защитить кожу и глаза.
Хромирование дисков в Москве цены
Для тех, кто желает провести в домашних условиях процедуру по хромированию дисков транспортного средства в Москве цены на которое очень низки, важно запомнить следующее, что нужно предварительно обзавестись гальваническим оборудованием, без которого проведение данного мероприятия просто невозможно. Источником тока в данном случае, который необходим для хромирования дисков в Москве цены на которое крайне демократичны, может выступать мощнейший обычный трансформатор.
Источником тока в данном случае, который необходим для хромирования дисков в Москве цены на которое крайне демократичны, может выступать мощнейший обычный трансформатор.
Хромирование дисков цена
Провести профессиональное и успешное хромирование автомобильных дисков можно за очень низкую цену в городе Москва. Квалифицированные и опытные специалисты проведут данную процедуру очень быстро и максимально безупречно. Это непростой процесс, который требует не только специальной квалификации, но и уровень знаний, которые позволят не только безболезненно, но и удачно провести данный сложный процесс. Как правило, хромирование дисков транспортного средства имеет вполне доступную цену.
Цены на хромирование пластика в Москве
Важно отметить и взять на заметку, что довольно часто случается так, что провести процедуру, цены на хромирование пластиковых деталей в Москве очень низкие, невозможно по некоторым причинам. В таких ситуациях единственным выходом является не что иное, как никелирование. Также есть один немаловажный момент, что цены на хромирование пластика в городе Москва такие потому, что низкие температуры отрицательно влияют на внешний вид обработанных поверхностей. Иными словами, теряют блеск и становятся тусклыми. Покрывать пластик можно:
Также есть один немаловажный момент, что цены на хромирование пластика в городе Москва такие потому, что низкие температуры отрицательно влияют на внешний вид обработанных поверхностей. Иными словами, теряют блеск и становятся тусклыми. Покрывать пластик можно:
– хромом;
– никелем.
Гальваника хромирование
Очень важно после того, как работы по гальванике хромированию автомобильных деталей завершены, провести обязательную полировку. Это позволит придать деталям более эффектный внешний вид.
Важно запомнить, что хоть процесс гальваническое хромирование очень трудоемкий и непростой, но результат, несомненно того стоит.
Гальваническое хромирование
Естественно, провести процедуру гальванического хромирования в домашних условиях не только очень сложно, но и трудоемко. К тому же, скорее всего, обойдется это гораздо дороже, нежели на СТО потому, что придется приобретать дорогостоящее оборудование. Именно поэтому благоразумнее сразу обратиться в профессиональное СТО, где не только быстро, но и профессионально проведут процедуру по гальваническому хромированию деталей вашего любимого транспортного средства, чтобы оно засияло новым блеском.
Другие статьи по этой теме
Вытягивание кузова на стапеле: стоимость, автосервисВыберите марку автомобиля
развернуть список всех марок
Гальваническое хромирование — DIY deluxe: шаг за шагом к идеальному хромированию
Доктор Гальва ГмбХ
20.05.2023 13:38:00 / Гиды / Комментарии 0
Гальваника — это надежный способ добиться уникальной хромированной отделки.
Хромирование можно наносить на такие металлы, как: сталь, нержавеющая сталь, бронза, железо, латунь, медь и цинковое литье. На хромированную поверхность наносится толстый слой никеля. Это долговечное и прочное покрытие, которое менее подвержено износу и царапинам.
Введение в гальваническое хромирование
Если вы заинтересованы в гальваническом хромировании, то вы пришли в нужное место! Гальваническое хромирование – это процесс, при котором на металл наносится тонкий слой хрома. Этот процесс особенно популярен из-за его долговечности и стойкости. Кроме того, хромированная отделка выглядит просто великолепно и придает каждой заготовке что-то свое. Но как на самом деле работает гальваническое хромирование? Сначала заготовку погружают в ванну с хромовым электролитом и пропускают через нее ток.
Наиболее важные инструменты и материалы
Для достижения идеального хромового покрытия вам потребуются правильные инструменты и материалы. Вот самое важное, что вам нужно: Во-первых, вам нужна гальваническая система, состоящая из источника питания, хромового электролита и анода. Вам также понадобится подходящая поверхность для хромирования пластины. Он должен быть чистым, без ржавчины, грязи и жира. Для этого можно использовать наждачную бумагу, стальную вату или проволочную щетку. Вам также понадобятся защитные очки, перчатки и дыхательная маска, чтобы защитить вас от химических паров.
Подготовка поверхности к хромированию
Перед началом фактического хромирования необходимо тщательно подготовить поверхность. Только на чистую и гладкую поверхность хромовое покрытие может идеально приклеиться и раскрыть весь свой эффект. В первую очередь следует тщательно очистить хромируемую поверхность от пыли, грязи и жира. Лучше всего для этого подойдет специальный очиститель для металла или мягкое моющее средство. Затем следует обработать поверхность мелкой наждачной бумагой или проволочной щеткой, чтобы удалить неровности и отложения ржавчины. Будьте осторожны, чтобы не удалить слишком много материала и не повредить поверхность. Наконец, вы должны тщательно очистить поверхность и дать ей высохнуть, прежде чем приступать к фактическому хромированию. Тщательно подготовив поверхность, вы заложите основу для идеального хромового покрытия и вскоре сможете наслаждаться блестящим результатом.
Нанесение гальванического хромирования
Когда речь идет о хромировании, гальваническое покрытие является одним из лучших вариантов. Он относительно прост в исполнении и дает отличный результат. Однако для нанесения гальванического хромирования необходимо выполнить несколько важных шагов, чтобы обеспечить ровность и долговечность хромового покрытия. Во-первых, поверхность объекта необходимо тщательно очистить, чтобы убедиться, что на ней нет частиц грязи или остатков жира, которые могут повлиять на хромовое покрытие. Затем предмет нужно погрузить в ванночку со специальным раствором хрома, чтобы на поверхности образовался слой хрома. Важно, чтобы объект постоянно перемещался на протяжении всего процесса, чтобы слой наносился равномерно. После нанесения слоя хрома объект необходимо тщательно промыть и высушить, чтобы добиться идеального хромового покрытия. Если вы будете тщательно следовать этим шагам, вы сможете придать любому предмету идеальную хромированную отделку и сделать так, чтобы он выглядел так, как будто он только что прибыл из профессиональной мастерской.
Финишная обработка поверхности для получения идеальной отделки
После успешного завершения процесса хромирования важно тщательно подготовить поверхность для достижения идеальной отделки. Прежде всего, необходимо удалить с поверхности любые загрязнения, такие как отпечатки пальцев или частицы пыли. Для этого можно использовать мягкую ткань или салфетку из микрофибры. Затем следует отполировать поверхность специальным чистящим средством для хрома. Это не только удаляет любые остатки, но и защищает поверхность от коррозии и окисления. Наконец, вы можете обработать поверхность воском или герметиком, чтобы защитить ее от царапин и повреждений. С помощью этой отделки вы можете добиться идеального хромового покрытия, которое прослужит долгое время и придаст вашей работе последний штрих.
Советы и рекомендации для достижения профессионального результата
Чтобы добиться профессионального результата при гальванике, следует придерживаться нескольких советов и рекомендаций. Прежде всего, важно точно следовать всем шагам и не использовать ярлыки. Правильное оборудование также имеет решающее значение для идеального хромового покрытия. Убедитесь, что вы используете высококачественные материалы и инвестируете в хороший источник питания. Тщательная очистка хромируемого объекта также важна для обеспечения ровного покрытия. Вы также должны убедиться, что поверхность объекта не имеет царапин и дефектов. Таким образом, хорошая подготовка и тщательная работа являются залогом профессионального результата при гальванике.
Прежде всего, важно точно следовать всем шагам и не использовать ярлыки. Правильное оборудование также имеет решающее значение для идеального хромового покрытия. Убедитесь, что вы используете высококачественные материалы и инвестируете в хороший источник питания. Тщательная очистка хромируемого объекта также важна для обеспечения ровного покрытия. Вы также должны убедиться, что поверхность объекта не имеет царапин и дефектов. Таким образом, хорошая подготовка и тщательная работа являются залогом профессионального результата при гальванике.
Заключение: DIY deluxe – правильное ноу-хау для идеальной хромированной отделки
И вуаля, результат впечатляет: Ваша самохромированная заготовка сияет новым великолепием и готова к использованию. При правильном знании и небольшом терпении хромирование не проблема даже для любителей. Важно, чтобы вы следовали инструкциям по технике безопасности и тщательно выполняли отдельные шаги. С правильным оборудованием и несколькими хитростями вы можете придать своим проектам «сделай сам» благородную и высококачественную отделку. И так, чего же ты ждешь? Попробуйте и придайте своей работе идеальный хромированный вид!
И так, чего же ты ждешь? Попробуйте и придайте своей работе идеальный хромированный вид!
Новости
Dr. Galva GmbH
18.06.2023Комментарии 0
Желтое хроматирование — желтое цинкование Вы наверняка видели желтые переливающиеся винты, которые часто встречались на автомобилях? Сначала они были оцинкованы (покрытие серебром), а затем получили хорошо известный слой желтого хромата.
Доктор Гальва ГмбХ
31.05.2023Комментарии 0
Почему никель с гальваническим покрытием так популярен в современной технологии обработки поверхностей? Гальваническое никелирование – проверенный способ защиты поверхностей от коррозии и придания им привлекательного внешнего вида. Но почему этот прием так популярен в современной технологии обработки поверхностей? В
Но почему этот прием так популярен в современной технологии обработки поверхностей? В
Доктор Гальва ГмбХ
31.05.2023Комментарии 0
Гальванические проекты: как доктор Гальва может дать толчок вашему проекту! Доктор Гальва и его изделия для гальванического покрытия предлагают уникальную возможность реализовать видение людей. Благодаря своей революционной технологии и преданной команде он дает вдохновение и знания, необходимые для
Благодаря своей революционной технологии и преданной команде он дает вдохновение и знания, необходимые для
Доктор Гальва ГмбХ
31.05.2023Комментарии 0
Почему нельзя полировать нержавеющую сталь: взгляд за кулисы Нержавеющая сталь – ценный материал с уникальными свойствами, который используется во многих отраслях промышленности. В этом блоге мы заглянем за кулисы и узнаем, почему нержавеющую сталь нельзя полировать. Мы
В этом блоге мы заглянем за кулисы и узнаем, почему нержавеющую сталь нельзя полировать. Мы
Доктор Гальва ГмбХ
31.05.2023Комментарии 0
Молниеносный процесс: полировка с быстрым полированием Ultra-5 С быстрым полированием Dr. Galva вы можете мгновенно обработать металлические детали и добиться безупречной отделки. Это быстрая, эффективная и экономичная альтернатива длительному и дорогостоящему
Galva вы можете мгновенно обработать металлические детали и добиться безупречной отделки. Это быстрая, эффективная и экономичная альтернатива длительному и дорогостоящему
Доктор Гальва ГмбХ
30.05.2023Комментарии 0
Самостоятельное гальваническое цинкование: руководство по простому проекту своими руками! Внимание любителям рукоделия: гальванизировать себя проще, чем вы думаете! С нашими инструкциями вы получите подробный обзор основ цинкования и преимуществ, которые оно дает. Давай
Давай
Доктор Гальва ГмбХ
25.05.2023Комментарии 0
Как гальванизировать никель: Простое руководство своими руками Гальваническое никелирование — простой и недорогой способ быстро и эффективно защитить металлические детали. В нашем уроке «Сделай сам» вы узнаете все, что вам нужно знать, чтобы никелировать свой
В нашем уроке «Сделай сам» вы узнаете все, что вам нужно знать, чтобы никелировать свой
Доктор Гальва ГмбХ
15.05.2023Комментарии 0
Защита покрытий от коррозии Хорошая защита от коррозии достигается только при достаточно толстом слое или при соответствующей комбинации слоев.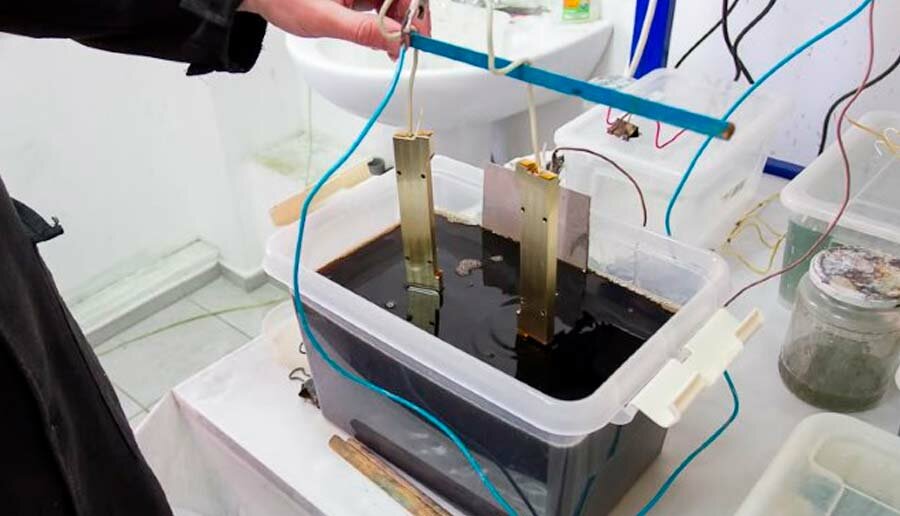 Тонкий слой хрома на железе практически не защитит, поэтому используйте
Тонкий слой хрома на железе практически не защитит, поэтому используйте
Доктор Гальва ГмбХ
10.05.2023Комментарии 0
Процессы гальваники В следующем разделе представлены различные процессы гальваники, включая основные рабочие инструменты для отдельных методов.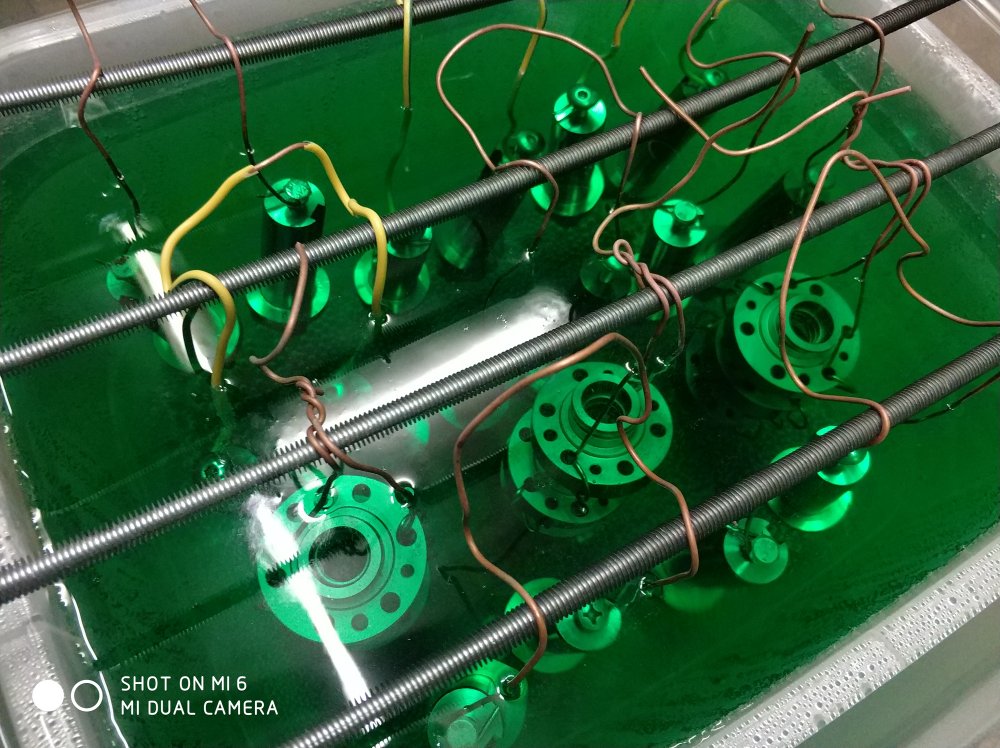 В целом проводится различие
В целом проводится различие
Гальваническое взаимодействие между хромом, сталью и алюминием
Где мир собирается напокрытие, анодирование и отделка. Вопросы и ответы с 1989 г.
——
2002
У нас есть алюминиевые и стальные детали, которые необходимо замаскировать и хромировать в определенных местах. После покрытия хром и голые металлы могут подвергаться воздействию окружающей среды на открытом воздухе. Краска не может быть вариантом из-за требований к высокой температуре (от 400 до 500 F). Каков будет эффект гальванического воздействия и как его предотвратить?
Мандар Сунтанкар— Форт-Коллинз, Колорадо
2002
Это явно проблема. Сталь или алюминий будут подвергаться коррозии даже без присутствия хрома; с ним скорость коррозии, вероятно, значительно возрастет. Алюминий должен корродировать с рекордной скоростью.
Есть ли шанс, что вы можете покрыть всю деталь химическим никелевым покрытием перед селективным хромированием? Даже меднение поможет.
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
2002
Тед, это возможно. Однако может ли EN или медь предотвратить коррозию как стали, так и алюминия? Как насчет эффекта царапины или износа меди? Есть ли эффект пинхолов?
Мандар Сунтанкар— Форт-Коллинз, Колорадо
2002
Я недостаточно знаю о приложении и его требованиях, чтобы говорить о нем очень широко. Но алюминий — очень активный металл, поэтому я предполагал, что вы не сможете защитить его катодно, и вместо этого потребуется покрытие барьерным слоем. Никель — самый очевидный выбор; Я упомянул медь в качестве альтернативы только потому, что понятия не имею, удовлетворит ли никель ваши другие потребности. Да, на нем не должно быть точечных отверстий, но это обычное требование; много алюминия покрыто никелем или химическим никелированием
Тед Муни, ЧПСтремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
2003
Я считаю, что здесь мы делаем важные общие заявления. Что такое агрессивная среда? Нас беспокоит только атмосферная коррозия и дождь? Алюминий всегда находится в виде оксида алюминия и если он находится в контакте со сталью, то никакого гальванического воздействия быть не должно. Атмосферная коррозия влияет на сталь, но требуется среда с высокой проводимостью или водный раствор (кислотный или щелочной). Прежде чем прогнозировать склонность к коррозии, необходимо также учитывать влияние анода на катод (хром или алюминий).
Что такое агрессивная среда? Нас беспокоит только атмосферная коррозия и дождь? Алюминий всегда находится в виде оксида алюминия и если он находится в контакте со сталью, то никакого гальванического воздействия быть не должно. Атмосферная коррозия влияет на сталь, но требуется среда с высокой проводимостью или водный раствор (кислотный или щелочной). Прежде чем прогнозировать склонность к коррозии, необходимо также учитывать влияние анода на катод (хром или алюминий).
Леннокс — Даллас, Техас
этот текст заменяется на bannerText (Здесь нет «мертвых тем»! Если эта страница в настоящее время не находится на горячей линии, ваши вопросы, ответы или комментарии будут восстановлены ит)
Вопрос, ответ или комментарий в ЭТОЙ теме -или- Начать НОВУЮ тему
Отказ от ответственности: с помощью этих страниц невозможно полностью диагностировать проблему отделки или опасность операции.