
Хонингование цилиндров – что это такое?
Хонингование цилиндров — это финальный этап при проведении капитального ремонта двигателя автомобиля. Цель процедуры — снизить шероховатость цилиндров для обеспечения плавного хода поршня.
Содержание
- Хонингование цилиндров: суть процедуры
- Как делается хонингование
- Преимущества хонинговки
- Инструмент для хонингования
- Хонинговка цилиндров своими руками в домашних условиях
Хонингование цилиндров: суть процедуры
Во многих профессиональных мастерских занимаются хонингованием цилиндров двигателя. Основной задачей считается — снижение шероховатости для взаимодействия цилиндров и поршня. Двигатель в процессе работы утрачивает свои первоначальные характеристики, из-за чего появляются проблемы при его работе. Детали и компоненты двигателя изменяются в своей форме. Если обратить внимание на цилиндры в разрезе, то они имеют форму овала. Во время эксплуатации/ремонта на поверхности цилиндров остаются следы и царапины.
Это приводит к таким проблемам, как:
- повышенный расход топлива и смазки двигателя;
- мощность мотора уменьшается;
- компрессионные способности теряются.
Из-за этого следует выполнить ремонт двигателя. Если не сделать этого вовремя, то состояние цилиндров может сказаться на работе других механизмов, а это уже приведет к серьезным поломкам. Известны случаи, когда из-за откладывания ремонта приходилось менять весь кривошипно-шатунный механизм.
Ремонт происходит в несколько шагов:
- Рабочий выполняет расточку всех гильз в соответствии со следующим ремонтным размером. Если ремонт ни разу не выполнялся ранее, то расточка происходит до первого размера. Обязательно надо сделать несколько миллиметров припуска.
- Хонингование выполняется для придания гильзам правильной формы, а также чтобы снизить шероховатость.
Как делается хонингование
Расточка и хонингование выполняется по этапам:
- Сперва происходит черновая обработка, которая делается с помощью грубых абразивных материалов.
 Происходит возвращение первоначальной формы.
Происходит возвращение первоначальной формы. - Расточка цилиндра выполняется специальным абразивом. Хонингование происходит с помощью бруса с керамическим или алмазным напылением. Брус находится на хонинговальной головке, которая вращается и делает движения вверх и вниз. Такое приспособление позволяет иметь высокую точность при выполнении хонингования. С помощью абразивных материалов с поверхности цилиндра удаляются царапины, поэтому появляется допустимая степень шероховатости.
- После хонингования требуется очистить поверхность обработанного цилиндра от мусора.
- Многие специалисты выполняют очистку поверхности с помощью специальной пасты.
Чтобы проводить хонингование блока цилиндров, достаточно иметь любой абразивный материал, но чтобы перейти к самим цилиндрам, лучше всего воспользоваться брусками с напылением из керамики или алмаза.
Керамические абразивы имеют свойство быстро изнашиваться, в отличие от других. Алмазные абразивы «экономят» физические усилия мастера при обработке. После алмазных абразивов на поверхности цилиндра остается больше частиц металла. Для очистки впадин делают промывку водой с мыльным раствором.
После алмазных абразивов на поверхности цилиндра остается больше частиц металла. Для очистки впадин делают промывку водой с мыльным раствором.
Преимущества хонинговки
Хонингование является эффективным методом обработки поверхностей двигателя, поскольку здесь достигается высокий уровень точности. Хонингование способствует увеличению максимального уровня давления в цилиндрах. Этот показатель дает возможность двигателю повысить эффективность.
Из-за расточки на поверхности цилиндра есть специальная сетка, с помощью которой масло дольше сохраняется. При работе двигателя детали взаимодействуют друг с другом, таким образом масло их постоянно смазывает.
Инструмент для хонингования
Для выполнения хонингования не подойдет обычный станок, поскольку тут нужна работа специального оборудования. Как было сказано выше, расточка делается при помощи брусков с абразивным материалом. Количество таких брусков должно быть от 5 до 8 штук. Чтобы добиться равномерной обработки, бруски должны располагаться по всей поверхности обрабатываемого цилиндра. Чтобы установить инструмент, потребуется помощь гидравлического привода.
Чтобы установить инструмент, потребуется помощь гидравлического привода.
Зерна абразивного материала крепятся на бруске за счет связки из пластмассы. Бруски выполнены таким образом, что алмазное напыление самозатачивается.
Хонинговка цилиндров своими руками в домашних условиях
Самостоятельно осуществить расточку в домашних условиях без спецоборудования нельзя. Плосковершинное хонингование можно выполнить самостоятельно. Такая процедура состоит из двух шагов:
- Сперва применяется специальный инструмент с абразивным материалом. Черновая работка происходит за счет удаления поврежденного слоя цилиндра и выравнивания шероховатостей.
- Далее, выполняется работа мелким абразивом, с помощью которого получается высокая точность. Для обеспечения гладкости рекомендуется воспользоваться абразивными пастами.
- Не стоит забывать производить отмывку двигателя для удаления грязи и металлических частиц.
Расточка и хонинговка цилиндра Менять или ремонтировать цилиндр ? — СПРАВОЧНИК
Впрочем, иногда до замеров дело и не доходит. Достаточно осмотреть зеркало цилиндра. Если на нем имеются глубокие задиры, вертикальные царапины, а такое наблюдается при поломке поршневых или стопорных колец, выпадении стопорных штифтов,— цилиндр нужно либо заменить новым, либо расточить под ремонтный размер поршня. При этом глубина расточки будет зависеть от глубины царапин или имеющегося в наличии поршня.
Достаточно осмотреть зеркало цилиндра. Если на нем имеются глубокие задиры, вертикальные царапины, а такое наблюдается при поломке поршневых или стопорных колец, выпадении стопорных штифтов,— цилиндр нужно либо заменить новым, либо расточить под ремонтный размер поршня. При этом глубина расточки будет зависеть от глубины царапин или имеющегося в наличии поршня.
Расточка — операция, проводимая на токарном станке. Она не очень сложна и не требует сверхвысокой квалификации. Главное в ней — сохранить перпендикулярность оси цилиндра и его основания. А для этого нужно прежде заготовить планшайбу, сделав в ней отверстия под шпильки или болты крепления цилиндра, выверить по плоскости резцом и расточить до размера горловины цилиндра. Не меняя положения планшайбы в патроне, на ней следует закрепить цилиндр, так, как он крепится на картере, и только после этого растачивать.
Попытки упростить операцию, провести расточку в трех- или четырехкулачковых патронах без планшайбы, как правило, обречены на провал: после расточки зеркало в тех местах, где его сжимали кулачки, «уходит» от нужной геометрической формы, становится овальным.
Рис. 1. Самодельный хон для цилиндра класса 125 см3: 1 — болванка; 2 — пружина; 3 — абразивный брусок.
После расточки, чтобы довести поверхность цилиндра до зеркального состояния, нужна еще одна операция —хонингование. На рис. 1 показан самодельный хон для цилиндров минских мотоциклов. Это деревянная болванка диаметром 51 мм и высотой 140 мм, имеющая одно центральное отверстие и четыре вертикальных паза. В пазы вставляют прямоугольные подпружиненные абразивные бруски; сквозь отверстие пропускается длинный болт, посредством которого хон закрепляется в патроне сверлильного станка, Аналогично может быть изготовлен хон и для любого другого цилиндра. Если цилиндр закрепить жестко, то любое биение шпинделя приведет к нарушению геометрической формы зеркала. Чтобы этого не произошло, цилиндр нужно только придерживать руками.
Задав хону частоту вращения 200—220 оборотов в минуту и обеспечивая 30—60 возвратно-поступательных ходов за то же время, постепенно снимают оставленный после расточки незначительный припуск и улучшают поверхность.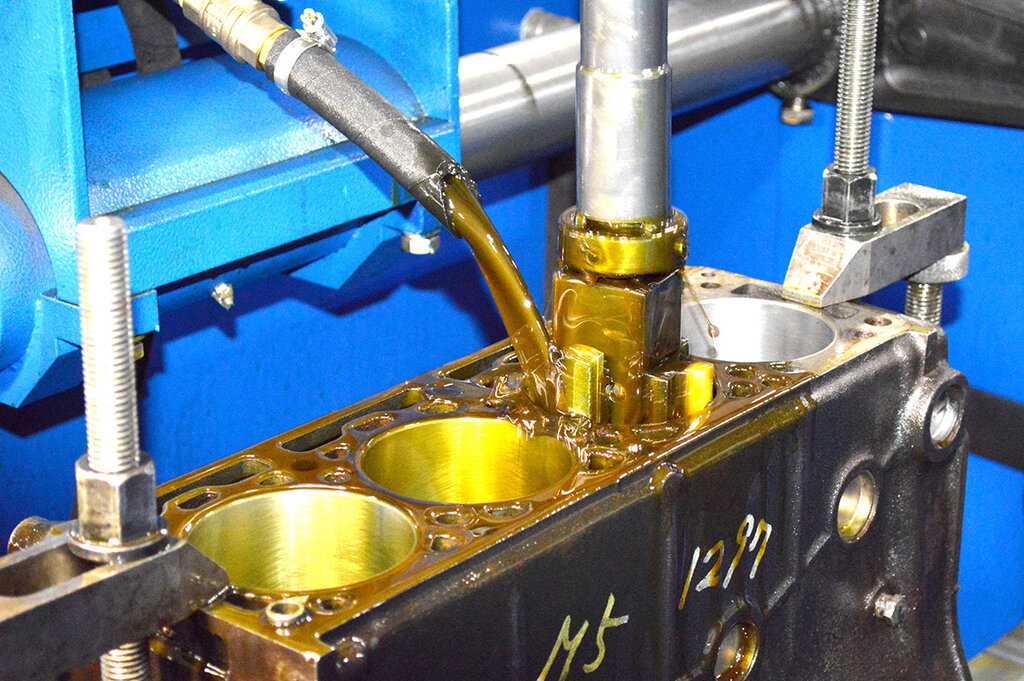
Вернемся, однако, к началу статьи. Представим, что наш цилиндр не имеет дефектов, видимых невооруженным глазом.
Диаметр цилиндра удобнее всего измерять индикаторным нутромером. Измерения производят обязательно в двух крайних поясах, за 10—15 мм от верхнего и нижнего торцов цилиндре, а также в середине хода поршневых колец. В каждом поясе делают два замера: в плоскости качания шатуна и перпендикулярно к ней.
Проведя все замеры и записав их в табличку, вы увидите, что во всех поясах и во всех плоскостях цифры различны. Цилиндр стал овальным, бочкообразным и конусным. И вот почему. Нагрузки на его стенки со стороны поршня больше в плоскости качания шатуна, перпендикулярной поршневому пальцу. Стало быть, и износ цилиндра в этой плоскости будет больше, чем в перпендикулярной.
Нагрузки не стенки цилиндра и в самой плоскости качания шатуна не бывают равномерными. Наибольшие цилиндр воспринимает примерно в средней своей части. Если же учесть, что цилиндр двухтактного двигателя в этой зоне весь «продырявлен» впускными, выпускными и продувочными окнами и на оставшейся площади удельное давление значительно выше, чем было бы оно на полной, станет ясно, что именно в этой зоне происходит самое значительное истирание металла: появляется бочкообразность,
Основные причины конусности — воздействие поршневых колец и так называемая газовая коррозия. Смысл этих явлений в том, что во время рабочего хода газы, образовавшиеся при сгорании топлива, проникают в поршневые канавки и увеличивают давление колец. По мере движения поршня вниз давление газов падает и эта «добавка» к обычной упругости кольца снижается, давление колец на стенки ослабевает, В связи с этим цилиндр в верхней части изнашивается больше, чем в нижней.
Ну а что же наши измерения?
Если по их результатам видно, что увеличение диаметра в самом худшем случае для цилиндра класса 125—200 см3 составляет 0,15—0,20 мм, а класса 350 см3 — 0,2—0,25 мм, можно уверенно говорить, что цилиндр нуждается в ремонте.
Что касается конусности, то ее можно определить более простым способом: при помощи любого поршневого кольца. Нужно вставить его в цилиндр и замерить зазор в замке в уже известных вам верхнем и нижнем поясах. Разницу между этими величинами разделите на 3,14 — и вы получите общепринятое выражение конусности. Если полуденная вами величина превышает 0,06—0,08 мм (меньшая величина — для меньших кубатур) — цилиндр эксплуатировать больше нельзя. Кстати, таким же способом в край-ном случае можно проводить и все другие измерения цилиндра.
Хонингование не годится для ремонта конусных, овальных или бочкообразных цилиндров, поскольку абразивы в хоне сидят подвижно и копируют стенки цилиндра. Для устранения этих видов износа существует иной способ ремонта. Он называется притирание.
Он называется притирание.
Часто притирание применяют вместо хонингованчя как окончательную операцию после расточки,, Но можно вообще заменить расточку притиркой. Правда, это растягивает процесс, но дает хорошие результаты.
Рис. 2. Разжимной притир для цилиндра 125 см3 : 1 — корпус; 2 — разрезная втулка; 3 — шайба; 4 — болт; 5 — разрез во втулке.
Рабочий инструмент — разжимной притир (рис. 2). Его корпус 1 обычно делают из стали, втулку 2 — из мелкозернистого чугуна с твердостью НВ 140.
Сначала вытачивают заготовку втулки (ее длина от 100 до 150 мм, в зависимости от объема цилиндре), оставляя припуск по наружному диаметру и окончательно обрабатывая внутреннее конусное отверстие. После этого заготовку либо разрезают вдоль оси одним сквозным проходом ножовки (фрезы, см. рис. 2), либо делают четыре несквозных разреза: два с одной и два с другой стороны, не доводя их примерно на 20 мм до конца (рис. 3). После этого изготовляют корпус, на наружном торце которого сверлят отверстие и нарезают резьбу под болт М12— М14, как показано на рис. 2, или оставляют хвостовик и на нем нарезают резьбу, как это показано на рис. 3. Втулку надевают на корпус, закрепляют болтом и окончательно протачивают под размер цилиндра минус 0,1 мм. Притирку можно вести в сверлильном станке.
2, или оставляют хвостовик и на нем нарезают резьбу, как это показано на рис. 3. Втулку надевают на корпус, закрепляют болтом и окончательно протачивают под размер цилиндра минус 0,1 мм. Притирку можно вести в сверлильном станке.
Рис. 3. Пример притира с четырьмя разрезами.
На наружную поверхность втулки наносят притирочную пасту — абразивный порошок в смеси с маслом и надевают цилиндр. Как и в случае с хонингованием, цилиндр нельзя закреплять — нужно только придерживать руками. Обороты шпинделя, как правило, составляют 50—80 в минуту, вертикальные перемещения — 30—60 в минуту. Время от времени полезно цилиндр переворачивать — это обеспечивает более равномерную обработку. Притирочную пасту часто приходится готовить самому — истирая один о другой два одинаковых абразивных бруска. О зернистости мы уже говорили выше. Заканчивают обработку полировочными пастами и пустой ГОИ.
Когда в процессе работы притир начнет свободно вращаться в цилиндре, болт или гайку следует подтянуть настолько, чтобы это вращение стало тугим. Периодически нужно останавливать станок и промывать цилиндр и притир, удаляя накопившуюся грязь и продукты обработки По окончании работы цилиндр тщательно промывают керосином и теплой водой с мылом. Контроль ведется непосредственно по поршню, под который притирается цилиндр.
Периодически нужно останавливать станок и промывать цилиндр и притир, удаляя накопившуюся грязь и продукты обработки По окончании работы цилиндр тщательно промывают керосином и теплой водой с мылом. Контроль ведется непосредственно по поршню, под который притирается цилиндр.
В. ХАЛЬНОВ, инженер
Использование хонингования в производстве цилиндров
Независимо от того, производите ли вы цилиндры для использования в двигателях, гидравлических системах или промышленном оборудовании, очень важно убедиться, что они надежны, работают бесперебойно и выдерживают испытание временем. Это означает, что их поверхности должны быть отшлифованы. В этой статье мы рассмотрим, как хонингование используется в производстве цилиндров и к кому вы можете обратиться за помощью в этом процессе.
Что такое хонингование и почему оно необходимо при производстве цилиндров? Хонингование — это процесс, в котором абразивный «камень» используется для улучшения поверхности отверстия. Это может быть выполнено вручную, но современные компании точного машиностроения часто используют хонинговальные станки с числовым программным управлением (ЧПУ). Хотя хонингование можно использовать для сглаживания поверхностей, его также можно использовать для создания специфических элементов, таких как штриховка, часто используемая в автомобильной промышленности, и именно этот процесс необходимо выполнять при производстве высококачественных цилиндров.
Это может быть выполнено вручную, но современные компании точного машиностроения часто используют хонинговальные станки с числовым программным управлением (ЧПУ). Хотя хонингование можно использовать для сглаживания поверхностей, его также можно использовать для создания специфических элементов, таких как штриховка, часто используемая в автомобильной промышленности, и именно этот процесс необходимо выполнять при производстве высококачественных цилиндров.
Когда внутренняя часть цилиндра обработана штриховкой, поверхность будет более эффективно удерживать масло. Масло будет смазывать поршневые кольца двигателя, сводя к минимуму трение, возникающее при соприкосновении поршня со стенкой цилиндра.
Это не только сделает движение поршня более плавным, но также продлит срок службы цилиндра и сведет к минимуму вероятность его внезапного выхода из строя. Таким образом, правильная хонинговка ваших цилиндров повысит безопасность вашей продукции и уменьшит сумму денег, которую вам нужно потратить на ремонт или замену цилиндров.
Несмотря на то, что хонингование цилиндров является таким важным процессом, очень немногие британские компании обладают оборудованием и знаниями для выполнения этой задачи в соответствии со строгими стандартами, требуемыми специализированными отраслями, такими как аэрокосмическая отрасль. Чтобы стать экспертом по хонингованию, могут потребоваться годы, и даже если вы решите использовать методы хонингования с ЧПУ, вам понадобится сделанный на заказ хонинговальный станок с ЧПУ и техник, обладающий навыками эффективного управления им.
В результате выгодно работать с компанией по прецизионной обработке, которая увлечена хонингованием, такой как Hone-All Precision. Мы всегда специализировались на хонинговании с ЧПУ, и, хотя наши услуги теперь также включают в себя токарную обработку с ЧПУ, глубокое растачивание, глубокое сверление, трепанацию, производство труб и многое другое, мы по-прежнему дорожим этим процессом. Мы выполняем хонингование для ведущих компаний во многих отраслях, включая гидравлическую промышленность.
Мы выполняем хонингование для ведущих компаний во многих отраслях, включая гидравлическую промышленность.
Чтобы узнать больше о наших услугах по хонингованию цилиндров и о том, как сотрудничество с нами может принести пользу вашей компании, позвоните нам по телефону 01525 370666. Вы также можете отправить нам сообщение, используя нашу контактную онлайн-форму.
Темы: Производство труб, Прецизионная обработка, Точное машиностроение, производство
Экспертная служба Federal-Mogul Engine Experts делится своими мыслями о хонинговании — завершающем штрихе идеального диаметра цилиндра.
Хонингование цилиндров — очень эффективный способ улучшить нижнюю часть двигателя. Это обязательный этап после повторной расточки двигателя в качестве процедуры «приведения в порядок». Хонингование цилиндров также является эффективным средством для двигателя, который чрезмерно потребляет масло или вызывает чрезмерное дымление. Federal-Mogul предлагает обзор хонингования и того, как правильно его выполнить с первого раза. ПОЭТАПНОЕ ХОНИРОВАНИЕ Шаг 1: Расточить цилиндры Крышка коренного подшипника всегда должна быть закручена в нужное положение. Используя правильно заточенные расточные инструменты, важно избегать удаления слишком большого количества материала. Если слишком много было удалено, это не может быть заменено. Эмпирическое правило заключается в том, чтобы оставлять не менее 0,03 мм с каждой стороны для хонингования. Шаг 2. Смажьте маслом Хонингование необходимо проводить в несколько этапов для достижения оптимального результата. Хонинговальное масло следует постоянно наносить на всех этапах для охлаждения режущей поверхности, смывания мусора и сохранения остроты точильных брусков. Используйте только рекомендованные масла для хонингования – по возможности фильтруйте для удаления песка и мусора. Начиная с зернистости 70 для удаления 0,04 мм, оставляя 0,02 для чистового хонингования — на этом этапе все следы расточных инструментов должны быть удалены для получения штриховки. Шаг 3. Работаем на понижение Используя камни с зернистостью 220, отверстие цилиндра необходимо отточить до требуемого конечного размера. Это включает в себя удаление не менее 0,02 мм лишнего материала отверстия с предыдущей ступени. Убедитесь, что сохраняется угол поперечной штриховки 120° и контролируется конусность отверстия. Шаг 4: плато-хонингование Чтобы создать гладкие плато для притирки и уплотнения колец, выступы на поверхности отверстия необходимо удалить путем хонингования брусками с зернистостью 600. После завершения все еще можно увидеть более глубокие долины, оставшиеся после шага 3. Они необходимы для удержания масла, уменьшения износа колец и поршней. Между тем, плато помогают контролировать расход масла за счет положительного кольцевого уплотнения. Для этого шага следует точить не менее 30 секунд в каждом отверстии, сохраняя угол поперечной штриховки равным 120°. Шаг 5: Очистка После хонингования отверстия должны быть тщательно очищены. |


