
Что лучше для сварки полуавтоматом — углекислота или аргон
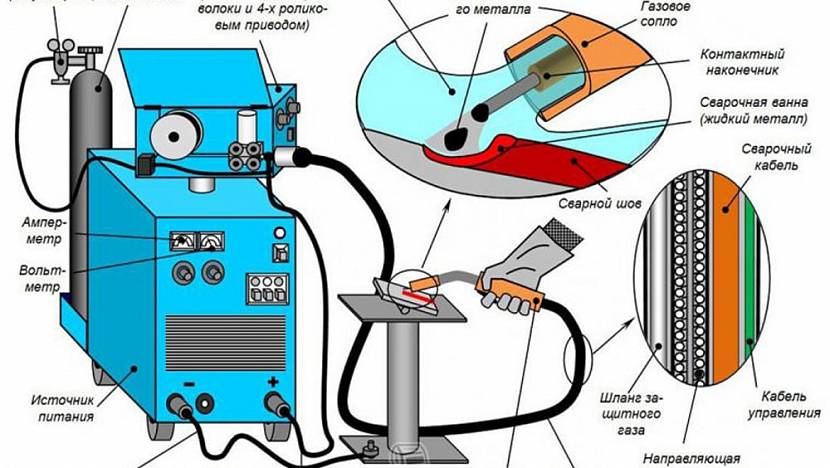
При выполнении сварки полуавтоматом (сварка MIG/MAG) дуга горит между изделием и проволокой. Проволока подается непрерывно с катушки, а сварщик манипулирует горелкой. Непрерывная подача проволоки позволяет прокладывать швы большой длины. На проволоку через токосъемный наконечник подается напряжение. Из сопла горелки параллельно на сварочную ванну подается защитный газ. Полуавтоматическая сварка характеризуется удобством и повышенной производительностью — одна из рук сварщика свободна, поскольку не нужно периодически менять электроды.
Защитный газ, применяемый при сварке, обеспечивает защиту сварочной ванны и дуги от атмосферных газов. Это повышает качество шва, увеличивая его плотность, глубину провара и улучшает микроструктуру металла. Дополнительно защитный газ охлаждает шов после сварки.
В качестве защитных газов при сварке полуавтоматом может использоваться углекислый газ или газ аргон. Углекислый газ — более дешевый вариант, поэтому у сварщиков с небольшим опытом работы может возникнуть вопрос: что лучше для полуавтоматической сварки и можно ли заменить один из этих газов другим.
Углекислота (CO
2) и ее применениеУглекислота (двуокись углерода) — бесцветный активный газ, растворимый в воде, не ядовит, взаимодействует с кислородом. Углекислый газ тяжелее воздуха, благодаря чему он надежно изолирует расплавленный металл от контакта с ним. Это единственный активный газ, который используют при сварке как защитный в чистом виде, то есть не добавляя к нему инертный газ.
Углекислота широко применяется при полуавтоматической cварке методом MAG. Этот вариант защиты привлекателен невысокой ценой, но для него характерна не особо высокая стабильность дуги и повышенное разбрызгивание металла.
Углекислоту применяют при сварке деталей из углеродистых и низколегированных сталей. Использование углекислоты позволяет получить хороший тепловой эффект, который необходим при работе с заготовками из металла большой толщины. Из-за невысокой стабильности дуги использовать углекислоту рекомендуется только при сварке на короткой дуге.
Чаще всего углекислоту в чистом виде применяют в строительстве, в машиностроении при кузовном ремонте, холодной посадке деталей машины, и т. п.
п.
Аргон (Ar) — область применения
Инертный газ аргон остается пассивным ко всем веществам. Не имеет цвета и запаха. Аргон тяжелее воздуха, поэтому аналогично углекислоте эффективно вытесняет его из сварочной ванны, обеспечивая надежную защиту. Он существенно дороже углекислоты.
Ar в чистом виде применяется в качестве защитного газа в процессе аргонодуговой TIG сварки. При полуавтоматической MIG/MAG сварке аргон используется для защиты при работе с легированными сталями, медью, алюминием, тугоплавкими металлами или входит в состав защитных газовых смесей.
Аргон как защитный газ применяется в машиностроении и в строительстве для сварки деталей из высоколегированной стали, для оперативной резки металлов, в том числе и толстых листов тугоплавких металлов.
Таким образом, на вопрос, поставленный в заголовке статьи, нельзя дать однозначного ответа. Все зависит от поставленной задачи, однако при полуавтоматической сварке использование углекислого газа можно назвать предпочтительным с точки зрения себестоимости при работе с определенными материалами.
Аргонодуговая (TIG) сварка выполняется инверторным сварочным аппаратом. Дуга образуется между изделием и вольфрамовым электродом. Аргонодуговая сварка медленнее полуавтоматической, но ее можно применять для сварки очень тонких металлов и получать аккуратные швы. Если при MAG сварке можно использовать и углекислоту, и аргон, то TIG сварка требует применения аргона. Это связано с тем, что углекислота — активный газ и под действием высокой температуры распадается на кислород и оксид углерода. Кислород насыщает сварочную ванну. При полуавтоматической сварке этот эффект нейтрализуется добавлением в сварочную проволоку раскислителей.
Использование углекислоты для сварки полуавтоматом
Использование углекислоты для сварки полуавтоматом получило широкое распространение как среди начинающих сварщиков, так и среди профессионалов. Такой газ для сварки (имеет маркировку co2) защищает сварочный шов от негативного воздействия атмосферы, улучшает качество работ и увеличивает производительность труда. В этой статье мы расскажем все о сварке в среде углекислого газа.
В этой статье мы расскажем все о сварке в среде углекислого газа.
Содержание
Суть сварки в углекислоте
Углекислотный газ частично распадается на углерод и кислород, находясь под воздействием большой температуры. Впоследствии формируется смесь из нескольких газов одновременно: кислорода, углерода и углекислого газа. В совокупности эти газы защищают сварочную зону от негативного влияния окружающей среды, ведь в сварочном цеху или в гараже практически невозможно установить идеальные условия для сварки. Кроме того, смесь трах газов взаимодействует c железом, что также улучшает качество готового шва.
Углекислый газ обладает свойством сильного окисления металла, что может привести к потере качества работы. Чтобы устранить окислительные процессы в сварочную проволоку в избыточном количестве вводят кремний и марганец, их оксиды высвобождаются во время сварки и благодаря своим свойствам подавляют окислительные процессы. Они вступают в реакцию друг с другом, а не растворяются в сварочной ванне, тем самым формируется надежное соединение, не подверженное окислению.
Для сварки в углекислоте используется сварочный полуавтомат. Режим работы полуавтомата выбирается исходя из толщины металла. Ниже вы можете видеть таблицу с рекомендуемыми параметрами для сварки тонких металлов.
Преимущества дуговой сварки в углекислом газе
Мы будем сравнивать дуговую сварку в углекислоте со сваркой под флюсом, поскольку два этих метода часто обсуждают в попытке выяснить, что лучше. Перечислим основные преимущества сварки в углекислом газе:
- Мастер может беспрепятственно наблюдать за процессом сварки и следить за дугой, поскольку нет флюса, закрывающего обзор.
- Нет необходимости использовать дополнительное оборудование для подачи и удаления флюса с поверхности металла, что выгодно экономически.
- Не нужно очищать металл от шлака и остатков флюса. Это преимущество особенно важно, если планируется многослойная сварка деталей.
- Производительность труда повышается в несколько раз за счет равномерной подачи тепла от сварочной дуги.
 Скорость работы до 3 раз быстрее, чем ручная сварка электродами или сварка под флюсом.
Скорость работы до 3 раз быстрее, чем ручная сварка электродами или сварка под флюсом. - Качество швов значительно выше, даже если вы начинающий сварщик.
- Можно проводить работы в любом положении. Сварщику доступна возможность выполнить и горизонтальный, и вертикальный шов, а также соединения под углом или на весу, не используя при этом стальную подкладку.
- Углекислый газ стоит дешево и его перерасход незначительно скажется на стоимости работ.
- Можно сваривать тонкий металл без страха ухудшить качество сварного шва.
- Наплавка при сварке полуавтоматом в углекислом газе лучше, чем при сварке под флюсом.
Как видите, этот метод сварки не зря настолько распространен. Он обладает множеством преимуществ и позволяет существенно улучшить качество сварочных работ. Теперь подробнее разберем материалы, необходимые для углекислой сварки.
Применяемые материалы при сварке в углекислоте
Сварочная проволока
В этом методе сварки в качестве электрода используют специальную сварочную проволоку, которая подбирается в соответствии с металлом, который необходимо сварить. Диаметр варьируется от о.5 до 3 мм, тем толще металл, тем соответственно больше диаметр проволоки. Также учитывайте мощность и количество дополнительных настроек у вашего полуавтомата. Мы рекомендуем использовать медную проволоку, поскольку она всегда дает отличный результат.
Соблюдайте правила хранения проволоки. После вскрытия упаковки она не должна иметь пятен или иных загрязнений, исключено наличие ржавчины или любой другой коррозии. Если ваша проволока не соответствует этим требованиям, то ее нельзя использовать в работе, поскольку увеличивается вероятность разбрызгивания металла при сварке и в целом ухудшается качество получаемого шва.
Опытные сварщики вымачивают проволоку в серной кислоте, а затем несколько часов прокаливают в печи.
Эта процедура улучшает качество получаемого впоследствии сварного шва.
Углекислый газ
Самый главный компонент. Газ для сварки не имеет цвета и не наносит вреда здоровью. Углекислоту для сварки хранят и перемещают в специальных баллонах с заданным давлением. В большинстве случаев баллоны можно отличить по характерному черному цвету и подписи «Углекислота», но бывают и исключения. Качественный газ с углекислотой, применяемый для сварки полуавтоматом, должен на 98% состоять из диоксида углерода. Этого достаточно для выполнения большинства работ. Но если необходимо сварить особо важные металлические конструкции, то лучше приобретать баллон с содержанием 99%. Также важно, чтобы в баллоне не было излишней влаги. Если углекислота для сварки содержит влагу, то наплавка теряет пластичность, а шов приобретает пористую текстуру и его характеристики ухудшаются.
Если газ не сухой, то мы рекомендуем поставить баллон вертикально на 20-30 минут, чего будет достаточно для того, чтобы лишняя влага осела на дно.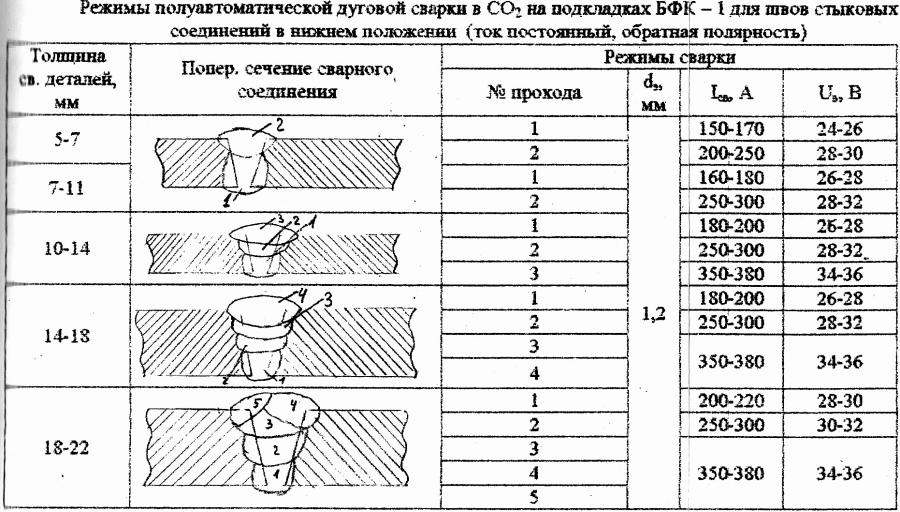 В баллоне могут также содержаться примеси азота, которые негативно влияют на качество работ. Выпустите немного газа из баллона, прежде чем приступать к работе, так лишние примеси уйдут в атмосферу и не будут препятствовать хорошему результату.
В баллоне могут также содержаться примеси азота, которые негативно влияют на качество работ. Выпустите немного газа из баллона, прежде чем приступать к работе, так лишние примеси уйдут в атмосферу и не будут препятствовать хорошему результату.
Вместо заключения
Сварка с использованием углекислого газа — это крайне полезный навык, расширяющий ваши профессиональные умения. С помощью такого вида сварки можно улучшить качество своей работы и повысить производительность труда. При этом себестоимость таких работ будет достаточно экономной за счет низкой цены на газ. Конечно, у начинающих сварщиком может быть перерасход газа, пока они не «набьют руку», но с опытом придет полное понимание сути сварки в углекислоте, а значит и осознание, как можно сократить расход комплектующих.
Для полноценной работы вам понадобится лишь полуавтомат, сварочная проволока и баллон углекислого газа, а также терпение и минимальные навыки сварки. Не полагайтесь в своей работе только на учебные таблицы, экспериментируйте и получайте свой опыт.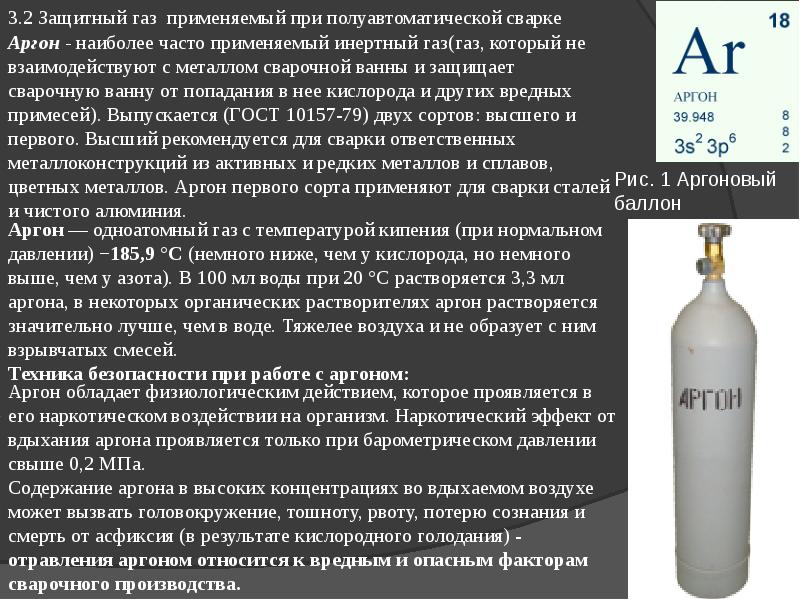 Благодаря этому вы сможете интуитивно подбирать правильный режим работы аппарата в зависимости от ситуации, а этот навык очень важен, если вы хотите стать профессионалом. Обязательно испробуйте этот метод, соблюдая технику безопасности. Опытные мастера могут поделиться своим опытом в комментариях, чтобы помочь новичкам. Желаем удачи!
Благодаря этому вы сможете интуитивно подбирать правильный режим работы аппарата в зависимости от ситуации, а этот навык очень важен, если вы хотите стать профессионалом. Обязательно испробуйте этот метод, соблюдая технику безопасности. Опытные мастера могут поделиться своим опытом в комментариях, чтобы помочь новичкам. Желаем удачи!
Как вам статья?
Сварка MIG с использованием защитного газа 100% Co2
Смеси углекислого газа (CO2) и аргона являются наиболее распространенными защитными газами для сварщиков MIG. Итак, зачем использовать чистый CO2 вместо смеси аргона и CO2?
Любителям сварки в домашних условиях использование чистого CO2 позволяет сэкономить деньги.
Но 100% CO2 повлияет на ваши сварные швы, со своими плюсами и минусами. Таким образом, понимание преимуществ и недостатков является обязательным.
Без этих знаний вы рискуете качеством сварки при использовании чистого CO2.
Зачем использовать чистый CO2?
Да, CO2 более экономичен. Но это общее смелое утверждение, и вы, возможно, спросите, насколько это рентабельно?
Но это общее смелое утверждение, и вы, возможно, спросите, насколько это рентабельно?
Рад, что вы спросили. Давайте разберем это…
C100 против C25
| 20# чистого CO2 | 80CF C25 | |
|---|---|---|
| Высота x Ширина | 26 дюймов x 8 дюймов | 35 дюймов x 7 дюймов |
| Полный вес | 45 фунтов | 56 фунтов |
| Том | 175 в сравнении с | 80 см |
| Время работы при 20cfh | 8,8 часа. | 4,0 часа. |
| Начальный $ | 150 долларов (пусто) | $311 (полный) |
| Начальный $/час | 21 долл. США (включая начальное пополнение) | $78 |
| Пополнение $ | $35 | $75 |
| Пополнение $/час | $4 | $19 |
Чтобы провести справедливое сравнение затрат, мы добавили первоначальную заправку резервуара CO2 к первоначальным затратам, чтобы рассчитать первоначальные эксплуатационные расходы в долларах США в час (цистерны C25 поставляются полными).
Эта разбивка свидетельствует об экономии за счет использования чистого CO2.
Исходя из затрат на заправку, эксплуатационные расходы составляют менее ¼ от C25 $/час. А первоначальные инвестиции составляют ½ первоначальных затрат в долларах в час.
Это означает; Значительная экономия реальна при использовании C100 в качестве защитного газа.
Читайте также : Сварка GMAW – что это такое?
Плюсы и минусы
Баллоны CO2 отправляются пустыми. Это связано с тем, что CO2 существует в виде жидкости под высоким давлением внутри резервуара, которую нельзя безопасно перевозить полностью.
Итак, помните о первой афере при использовании CO2; вам нужно будет заполнить новый бак, чтобы использовать его .
Портативность
В баллоне C25 представляет собой сжатый газ и может перевозиться полным. Это немного усложнило наш первоначальный расчет $/час. Но это также означает, что C25 нужны большие баки, чтобы вмещать меньше.
Мы включили размеры именно для того, чтобы показать, что бак C25 больше, с меньшим CF газа. Что это означает для сварщиков; C100 занимает меньше места для хранения.
Итак, CO2 более портативный, чем с меньшими баками. Но вы также можете довести это до крайности, поскольку CO2 доступен в размерах менее 20 фунтов.
На самом деле, вы можете найти настоящие маленькие баллоны с CO2, используемые для пейнтбольных ружей (таких как эти) и домашних производителей газировки. Вы жертвуете временем работы, но можете сохранить компактность и легкость для мобильных работ, не требующих много времени на сварку.
Связанное чтение : Размеры сварочных баллонов и время сварки
Заправки
Поскольку CO2 используется не только для сварки, у вас есть больше возможностей для заправки баллонов CO2 . Кроме того, некоторые варианты пополнения более удобны для потребителей. Вы даже можете найти некоторые открытые по выходным и в нерабочее время.
Некоторые места, помимо центров сварки, где вы можете заполнить баллон CO2, включают:
- Магазины домашнего пивоварения
- Спортивные магазины (в которых продается снаряжение для пейнтбола, например Dick’s Sporting Goods)
- Центры обслуживания огнетушителей
- Принадлежности для аквариума
Связанное чтение : Сколько стоит сварочный газ?
Соображения по оборудованию
Газ CO2
Конечно, ваши баллоны должны быть заполнены. Но имейте в виду, когда вы идете, чтобы заполнить баллон с углекислым газом, вы найдете CO2 промышленного и пищевого качества.
Пищевой немного чище, но не обязателен для сварки. Промышленный сорт обычно немного дешевле и будет работать нормально, если это то, что вы можете получить.
Сварочный аппарат MIG
Всегда возникает один вопрос… Нужна ли мне специальная машина для использования CO2?
Нет, приличные сварочные аппараты MIG с надлежащим контролем работают с CO2.
Однако, чем больше у вас настроек, тем лучше. Улучшенные устройства обеспечивают дополнительные элементы управления и могут помочь настроить оптимальные параметры при использовании чистого CO2.
Например, контроль наклона может помочь сгладить дугу. (его также можно назвать контролем индуктивности). Примером может служить Lincoln 210, предлагающий любителям большой контроль при использовании газа C100.
Вы платите больше за сварочный аппарат с улучшенным управлением. Но они более универсальны.
Если вы планируете использовать 100% CO2, возможно, стоит заплатить немного больше за сварочный аппарат.
Регулятор
Переходник CGA-320 на CGA-580Резьба регулятора, используемого для смесей аргона/CO2, отличается от резьбы регулятора CO2.
Кроме того, большинство регуляторов CO2 обычно отображают только давление.
Но вам нужен регулятор, который сообщает вам расход газа. Итак, у вас есть два варианта.
- Используйте адаптер для подключения существующего регулятора аргона/CO2 или
- Купите качественный регулятор CO2 с индикатором расхода (как этот).

Имейте в виду, что если вы используете существующий аргоновый регулятор для чистого CO2, убедитесь, что он рассчитан на это. Не все регуляторы аргона могут работать с CO2. Холод и мороз от CO2 могут повредить некоторые регуляторы.
Приведенный выше связанный регулятор аргона (т. е. резьба CGA580) поставляется со шкалами расхода как для аргона, так и для CO2. Таким образом, вы можете использовать его в любом случае, если у вас есть адаптер баллона с CO2 (например, резьба CGA320 на CGA580).
Расходные материалы
Стандартные расходные материалы MIG работают с чистым защитным газом CO2.
Однако повышенное окисление из-за CO2 может увеличить пористость сварного шва. Поэтому выбирайте сварочную проволоку для сварки MIG с мощными раскислителями, например, некоторые изделия из твердой проволоки ER70S-6.
Хотя найти его немного сложно, вы также можете найти провода с флюсовой сердцевиной и газовой защитой (например, этот).
Это означает, что вы можете защитить сварочную ванну от атмосферных газов и обеспечить защиту от окисления CO2, вызывающего пористость сварного шва.
Сварка с защитным газом 100 % CO2
При сварке с использованием 100 % CO2 имеются заметные отличия, поскольку при высоких температурах сварки CO2 из инертного газа превращается в активный газ.
Это означает лучшее сцепление по сравнению с аргоновыми смесями, и в целом чистый CO2 имеет:
- Лучшее проникновение в швы.
- Более высокая скорость сварки.
- Агрессивное чистящее действие.
Эти свойства означают , что вы можете сваривать более толстый металл с помощью сварочного аппарата MIG, иметь более высокую скорость перемещения и легче резать ржавчину и прокатную окалину при использовании чистого углекислого газа.
Но это также означает, что тонкий металл будет трудно сваривать . Увеличение скорости перемещения при сварке помогает, но на очень тонком металле это будет сложно.
Родственные : Сварочные газы: различные типы и применение
Воздействие на дугу
Несомненно, низкое качество дуги является самым большим недостатком использования 100% CO2.
Электропроводность углекислого газа ниже, чем у аргона. Когда его добавляют к добавленному аргону, до 25%, это помогает стабилизировать дугу.
Но чистый CO2 дает грубую, непостоянную дугу, и вы видите больше брызг. Тем не менее, можно найти золотую середину, и когда вы это сделаете, дуга станет лишь «немного» более непостоянной.
Однако добиться нужного результата с помощью настроек довольно сложно. Но когда вы это сделаете, возможны хорошие сварные швы. Кроме того, вы можете уменьшить длину дуги, чтобы уменьшить разбрызгивание.
Можно ожидать передачи короткого замыкания при малых токах и шаровидной передачи при более высоких токах. При использовании чистого CO2 перенос распылением невозможен.
Все это означает, что вам придется немного поэкспериментировать. Но со временем вы сможете определить, какие настройки нужны вашему сварочному аппарату для стабильной дуги.
Если вы помните, мы упоминали, что сварочный аппарат с большим количеством элементов управления действительно имеет значение для C100. И получение стабильной дуги — это то, где это действительно может помочь. С практикой вы найдете настройки для качественной и стабильной сварки.
И получение стабильной дуги — это то, где это действительно может помочь. С практикой вы найдете настройки для качественной и стабильной сварки.
Прочтите также : Причины разбрызгивания при сварке и как его уменьшить
Настройка сварочного аппарата
Обычно производители сварочных аппаратов рекомендуют настройки для прямого CO2. Как правило, для данной настройки скорости подачи проволоки («WFS») напряжение будет выше.
Таким образом, вы можете уменьшить подачу проволоки в соответствии с желаемой скоростью подачи газа. Или вы можете увеличить напряжение для работы с предпочитаемой скоростью провода.
Но имейте в виду, что зона наилучшего восприятия узка. Потребуется некоторое время, чтобы найти его для вашей установки.
Кроме того, если у вас есть возможность регулировать индуктивность (или управление наклоном), ее увеличение поможет стабилизировать дугу.
[welder101]
Внешний вид сварного шва
Газ 100% CO2 проникает лучше и образует широкий шов с глубоким проникновением. Так у вас получится широкая, плоская бусина.
Так у вас получится широкая, плоская бусина.
Это означает, что машины меньшего размера могут сваривать более толстый металл, но более тонкий металл становится проблемой.
Читайте также : Как сваривать тонкий листовой металл
Кроме того, вы можете получить больше брызг.
Таким образом, если вам нужна чистая, презентабельная отделка, вам, вероятно, потребуется выполнить некоторую очистку после завершения сварки.
Часто задаваемые вопросы
Когда мой баллон с CO2 пуст?
Поскольку CO2 находится в баллоне в жидком состоянии, падение давления не является хорошим индикатором того, сколько газа осталось. Вес является лучшим показателем. Однако, когда PSI падает примерно до 200 фунтов на квадратный дюйм, вам необходимо получить пополнение.
Разгон бутылки до 0 фунтов на квадратный дюйм может создать проблемы. Он пропускает воду и загрязняющие газы внутрь бака.
Почему CO2 замерзает на регуляторе?
CO2 расширяется и претерпевает фазовые переходы по мере того, как вытекает из резервуара. Это означает, что он извлекает большое количество тепла из окружающей среды. Во влажных условиях это приводит к образованию инея. Не удивляйтесь, если это произойдет при скорости потока выше 25 CFM.
Это означает, что он извлекает большое количество тепла из окружающей среды. Во влажных условиях это приводит к образованию инея. Не удивляйтесь, если это произойдет при скорости потока выше 25 CFM.
Добавляет ли защитный газ 100% CO2 углерод?
Углекислый газ состоит из углерода и кислорода. Таким образом, в сварной шов можно добавить небольшое количество углерода. Но это нормально для мягкой стали. Однако на низколегированные металлы влияет небольшое количество добавок, и использование защитного газа CO2 может создать проблему.
Резюме
Использование чистого CO2 экономит ваши деньги на газе. Но дуга получается более неустойчивой, и вам необходимо определить, какие настройки сварочного аппарата MIG работают лучше всего. Для многих это стоит усилий, чтобы реализовать экономию по сравнению с аргоновыми смесями.
Вы получаете проникающую способность, что позволяет работать с более толстым металлом. Кроме того, ваша скорость возрастает, а CO2 лучше удаляет ржавчину, прокатную окалину и загрязнения. Но он дает больше брызг, и работать с тонким материалом сложно, если не невозможно.
Но он дает больше брызг, и работать с тонким материалом сложно, если не невозможно.
Суть в том, что если CO2 дает вам больше времени на сварку, используйте его. Улучшение ваших навыков происходит только с опытом. Чем больше времени вы сварите, тем лучше у вас получится. Таким образом, вы очень мало жертвуете, используя чистый CO2, чтобы получить больше знаний в области сварки.
Читайте также:
Сварка МИГ со 100% аргоном
Лучшие газы для сварки ТИГ
Сварка МИГ с защитным газом 100% СО2 смесь аргона и CO2, разработанная для MIG?
Используется для защиты сварного шва от загрязнения. CO2 — это старый добрый углекислый газ. Это то же самое вещество, которое используется для тушения пожаров, газирования пива и газированных напитков и сохранения их холодными.
Основным преимуществом сварки MIG с CO2 являются низкие эксплуатационные расходы. Но есть дополнительные преимущества, наряду с некоторыми недостатками.
Хотя это подходит не всем, в правильной ситуации чистый CO2 является отличным выбором для защитного газа MIG.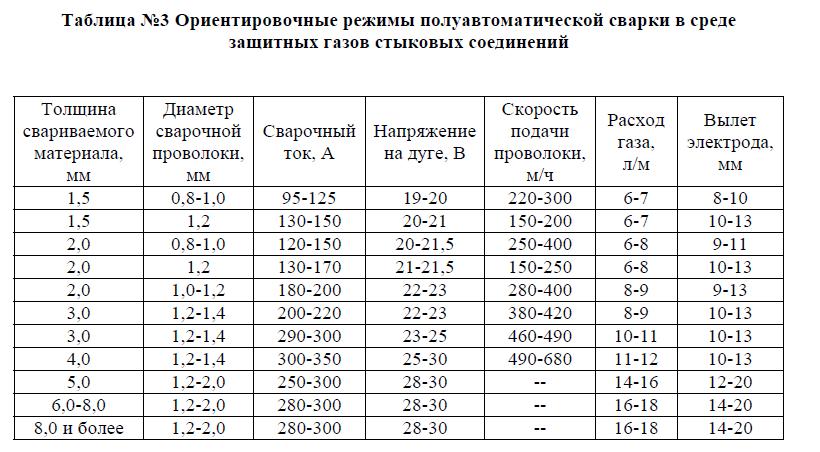
Почему так популярна сварка MIG с использованием 100% CO2?
Реклама
Низкая стоимость
Да, низкие эксплуатационные расходы являются главной причиной использования сварки MIG с прямым CO2, также называемым C100. Но насколько велика разница по сравнению со смесью 75% аргона/25% СО2? Также известный как C25, он считается лучшей универсальной газовой смесью для сварки MIG мягкой стали.
Вот таблица, в которой сравниваются два популярных размера. Имейте в виду, что газ C25 продается в кубических футах (cf), и вы купите чистого CO2 в фунтах. В основном жидкий под давлением, каждый фунт дает 8,741 кубических футов газа.
Спецификация s/Use Cost – C100 против C25 защитного газа| 20# CO2 | 80CF C25 | |
|---|---|---|
| В x Ш (дюймы) | 26 x 97 5 5 | 3903|
Полный Вес. | 45 фунтов. | |
| Том | 174,8 ср | 80 ср |
| [email protected] | 8,8 ч. | 4,0 часа. |
| Initial Cost | $150 | $315 |
| Initial $/hr | $17.25 | $79 |
| Refill Cost | $35 | $75 |
| Refill $/hr | 4 $ | 18,75 $ |
Суть эксплуатационных расходов показывает, что смесь C25 MIG примерно в 4,5 раза дороже для сварки, чем чистый газ C100.
Улучшенная портативность
Помимо более низкой стоимости 100% CO2, вы заметили разницу в размерах? Помимо увеличения времени сварки в два раза, полный баллон CO2 объемом 20 фунтов меньше, чем 80-футовый баллон C25.
Если для вас важна портативность, чистый CO2 имеет преимущество перед C25.
Компания Hobart разработала комплект CO2 на 20 унций, чтобы обеспечить максимальную мобильность для нескольких своих машин. Хотя этот комплект больше не доступен, контейнеры на 20 унций, используемые для пейнтбольных ружей, есть. Они обеспечивают около 40 минут сварки в очень портативном корпусе.
Вы можете выбрать из многих других размеров, чтобы удовлетворить ваши потребности.
Прочтите все о: Размеры сварочных баллонов и время сварки
Дополнительные варианты заправки
Сразу после стоимости и портативности удобство является большим плюсом. Вы всегда можете пополнить запасы чистого CO2 у местного поставщика сварочных материалов. Но ты получить больше вариантов с этим газом, многие с удобными вечерними и выходными часами (я знаю, что это когда у меня кончается бензин).
- Местные пивоваренные магазины
- Магазины спортивных товаров, продающие оборудование для пейнтбола (один из них — Dick’s)
- Компании по обслуживанию огнетушителей
- Поставщики аквариумов
Реклама
Газ, инертный аргон 90 isert2 90 но только при низких температурах.
 Под действием тепла сварки CO2 становится реактивным и имеет больший «укус», чем аргоновые смеси. Эта характеристика имеет как положительные, так и отрицательные стороны. Позже мы рассмотрим, как он сваривает, а пока вот основные преимущества сварки MIG со 100% CO2:
Под действием тепла сварки CO2 становится реактивным и имеет больший «укус», чем аргоновые смеси. Эта характеристика имеет как положительные, так и отрицательные стороны. Позже мы рассмотрим, как он сваривает, а пока вот основные преимущества сварки MIG со 100% CO2:- Лучшее проплавление шва. Это помогает небольшим машинам обрабатывать более толстый металл.
- Возможность работы на более высоких скоростях сварки (ход горелки).
- Более агрессивное очищающее действие, удаляющее прокатную окалину и ржавчину.
Что необходимо для сварки MIG со 100% CO2?
Вам понадобится один или два баллона с бензином нужного размера. Вы не заметите никакой разницы между использованием газа промышленного (99,5%) и пищевого (99,9%) газа, поэтому выбирайте по цене и удобству.
Давайте рассмотрим еще несколько соображений, прежде чем переходить к делу.
Сварочный аппарат MIG
Я полагаю, что на самом деле это сварка MAG (Metal Active Gas), но подойдет любой настоящий сварочный аппарат MIG, предназначенный для работы с защитным газом.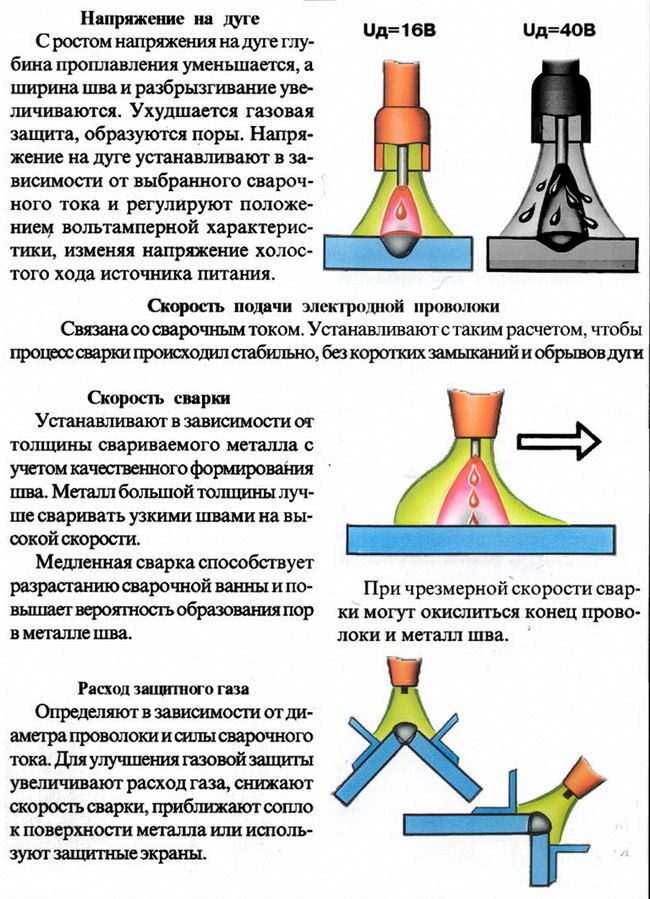
Без аргона чистый CO2 менее щадящий с меньшей зоной наилучшего восприятия. Вы добьетесь большего успеха, используя станок с полностью регулируемыми регуляторами напряжения и скорости подачи проволоки (WFS), а не с фиксированными положениями.
Если вы ищете сварочный аппарат для использования с CO2, обратите внимание на регулируемую индуктивность, как на этом Lincoln. Также называется контролем наклона, это помогает сгладить дугу.
Регулятор, совместимый со 100% CO2
При определенных условиях CO2 может заморозить или даже заморозить газовый регулятор. Этому состоянию могут способствовать высокая температура и влажность на рабочем месте, а также высокая скорость потока.
Замерзание может повредить некоторые регуляторы, предназначенные для смесей аргона. Этот регулятор Миллера (Хобарта) с маркировкой «АРГОН» не рекомендуется использовать со 100% CO2.
Итак, вам нужно проверить свой регулятор или руководство пользователя, прежде чем пропускать через него прямой CO2.
При покупке регулятора убедитесь, что он регулируется по расходу (CFH). Многие из них были разработаны для дозаторов напитков и настраиваются по давлению (PSI). Вот недорогой расходомер, который мне нравится. Он откалиброван как для CO2, так и для аргона.
Объявление
Адаптер баллона CO2
Сварочные регуляторы и баллоны соединяются с помощью фитинга типа CGA-580, а для CO2 используется тип CGA-320. Переходник CGA-320 на CGA-580 позволяет установить сварочный регулятор на баллон с CO2. Нейлоновая шайба важна для предотвращение утечек и замерзания.
Расходные материалы
Стандартные расходные материалы для горелки MIG прекрасно работают с защитным газом из диоксида углерода.
Поскольку это окисляющий газ, чистый СО2 лучше справляется с незначительными поверхностными загрязнениями (ржавчиной и прокатной окалиной), чем С25. Но окисление может привести к пористости сварного шва, поэтому выбирайте сварочную проволоку для сварки MIG с сильными добавками-раскислителями, например, эту твердую ER70S-6.
Еще одним вариантом является использование двойного экранирования, так как вы найдете несколько порошковых проводов с газовой защитой, предназначенных для работы с CO2.
Как выглядит сварка MIG с защитным газом 100 % CO2?
Характеристики дуги
Хорошо, давайте перейдем к основному недостатку сварки MIG с использованием C100, а именно к плохому качеству дуги .
При добавлении к аргоновому сварочному газу в небольших количествах от 5 до 25% CO2 помогает стабилизировать сварочную дугу. Но он менее электропроводен, чем аргон. Таким образом, на более высоких уровнях дуга становится неустойчивой с грубым, скрипучим качеством, а количество брызг увеличивается .
В зоне наилучшего качества дуга лишь немного более хаотична, а разбрызгивание немного больше, чем у C25. Эта зона узкая с C100, и ее труднее настроить. Короткая длина дуги поможет уменьшить разбрызгивание.
Двуокись углерода вызывает перенос короткого замыкания при низких уровнях тока и глобулярный перенос при более высоких уровнях тока. Он не может достичь режима переноса распыления.
Он не может достичь режима переноса распыления.
Требуется некоторое время, чтобы привыкнуть, но при наличии терпения, опыта и полностью регулируемой машины вы можете получить надежную последовательные результаты .
Параметры настройки
Большинство производителей предоставляют рекомендуемые настройки для сварки со 100 % CO2, но, как правило, для данной WFS требуется большее напряжение. С более узкой зоной наилучшего восприятия ожидайте, что вы потратите больше времени на точную настройку параметров.
При сравнении C100 и C25 видно, что Hobart рекомендует немного большее напряжение или немного меньше WFS для Handler 140.
Если ваша машина имеет регулируемую индуктивность или наклон, увеличение этого значения помогает установить и сгладить дуга.
Внешний вид сварного шва
Профиль сварного шва обычно шире с более глубоким проникновением . Хотя эта характеристика сильного проплавления полезна для более толстых материалов, ее становится труднее контролировать при сварке тонкого металла, такого как панели кузова автомобиля.
Вы можете увеличить скорость перемещения горелки, чтобы уменьшить проплавление и сократить время сварки.
Как упоминалось ранее, брызги могут стать проблемой. Теперь мы не говорим о беспорядке типа флюсового сердечника, просто о некоторой дополнительной очистке, если важен законченный внешний вид.
Почему замерзают регуляторы газа CO2?
Газ CO2 поглощает много тепла из-за падения давления на регуляторе. Это может привести к обледенению или даже замерзанию регулятора и расходомера при более высоких скоростях потока — обычно выше 25 кубических футов в час — особенно в теплых и влажных условиях.
На каком низком уровне можно использовать газовый баллон с CO2?
Рекомендуется заменить рабочий цилиндр, когда давление упадет до 200 фунтов на квадратный дюйм. Поддержание положительного давления предотвращает попадание влаги и других загрязняющих веществ в цилиндр.
Добавляет ли сварка MIG с газом CO2 углерод в сварной шов?
Поскольку CO2 состоит из одного атома углерода и двух атомов кислорода, в сварной шов можно добавить дополнительный углерод.