
Как выбрать сварочный полуавтомат для дома и гаража
Сварочные полуавтоматы — оборудование для соединения металлических элементов методом сварки. Полуавтоматическая конструкция функциональнее и эффективнее других вариантов за счет встроенного узла подачи присадочного материала, в качестве которого обычно выступает проволока. Она же является контактом для поджига дуги.
Кроме этого узла, сварочный полуавтомат также включает приборную панель, горелку с наконечником и направляющим каналом и другие элементы, заключенные в металлический корпус. Полуавтомат обычно идет в комплекте с газовым баллоном (внутри — защитный газ: углекислый или аргон) и редуктором. Оборудование выполняет непрерывные швы до 4 метров длиной в разных положениях в трехмерном пространстве.
Для этого сварочный полуавтомат получает из сети ток напряжением 220 или 380 В и снижает эту величину до 30–90 В. При этом сила тока возрастает до 150—500 ампер: этого достаточно для дуговой плавки основных рабочих сплавов: чугуна, легированного алюминия, сталей, включая нержавеющие марки.
Виды оборудования
Выделяют следующие категории сварочных полуавтоматов:
- Бытовые. Наиболее простые по конструкции и набору функций аппараты с минимальным составом настроек. Их масса не превышает 10 кг, рабочая сила тока составляет 140–200 ампер, мощность — от 3 до 5 киловатт. Бытовые полуавтоматы подключаются к сети напряжением 220 вольт. Они подходят для кратковременных работ по конструкциям небольшой протяженности толщиной не более 5 мм.
- Полупрофессиональные. Аппараты этого типа имеют расширенный набор функциональных настроек. Масса оборудования составляет от 10 до 20 кг при номинальной мощности от 5 до 8 киловатт и рабочей силе тока до 250 ампер. Необходимое напряжение питающей сети обычно 220 вольт. Оборудование может работать с конструкциями толщиной до 10 мм до 3–5 часов.
- Профессиональные. Мощные, как правило, стационарные аппараты с широким набором функций и сложной конструкцией. Весят более 20 кг, выдают мощность от 11 до 25 киловатт при силе тока до 350, а у отдельных моделей — до 500 ампер.

Другая распространенная классификация — по виду источника электрической энергии. В этом случае выделяют трансформаторные, инверторные и выпрямительные модели. Устройства первого и последнего типов имеют значительные массу и габариты, обладают высокой мощностью и применяются в стационарных условиях. Для бытового и портативного использования оптимальны инверторные модели — средних размеров, относительно легкие и достаточно мощные.
Как выбрать
Потребляемая мощность
Определяет производительность и нагрузку на сеть. Для бытового применения его оптимальные значения — от 3 до 4 киловатт, для производства малых конструкций понадобится аппарат на 5 или 6 киловатт, а для серьезных работ нужны приборы с мощностью от 7 киловатт. При соблюдении этих рекомендаций не пострадает ни аппарат, ни электрика, ни оператор.
Напряжение питающей сети
Обусловливает возможность работы аппарата: при недостаточном напряжении дуга горит совсем слабо и не может разогреть металл. Для бытового и полупрофессионального применения нужны модели на 220 вольт, для более сложных задач — на 380 с трехфазным подключением. Для работы в быту полезно также оборудование с пониженным напряжением от 140 и 170 вольт.
Для бытового и полупрофессионального применения нужны модели на 220 вольт, для более сложных задач — на 380 с трехфазным подключением. Для работы в быту полезно также оборудование с пониженным напряжением от 140 и 170 вольт.
Толщина проволоки
Напрямую связана с толщиной обрабатываемого металла. От этого параметра зависит, насколько удастся разогреть свариваемые детали и обеспечить глубокий и прочный припой, но при этом не прогореть вхолостую. Так, диаметра проволоки от 0,6 до 1,6 мм будет достаточно при толщине металла от 0,5 до 20 мм. Например, для изделий толщиной 3 мм нужна проволока диаметром 1–1,2 мм.
Рабочий сварочный ток
Зависит от толщины металла и диаметра проволоки, составляет от 10 до 500 ампер. Недостаточная сила тока не сможет расплавить металл и проволоку так, чтобы припой проник вглубь изделий и намертво их спаял. А при слишком высокой силе тока проволока прогорит прежде, чем края соединяемых деталей проплавятся на необходимую для сварки глубину.
Способ подачи проволоки.
Базовых вариантов всего два: толкающий и тянущий. В первом случае в корпусе аппарата или в отдельном кожухе при основном корпусе имеются ролики, проталкивающие проволоку длиной до 5 метров в кабель-канал. Во втором — в самой горелке есть тянущий механизм: он утяжеляет конструкцию, что исключает применение на высотных работах, но значительно увеличивает предельную длину проволоки. Третий, комбинированный вариант — сочетает толкающий и тянущий механизмы. Длина проволоки в таком случае достигает 10 метров. Такие аппараты используют при работе на больших конструкциях.
Тип защитного газа
Для максимально качественной и при этом безопасной для оператора сварки сам процесс обычно протекает в среде химически инертного (неактивного) газа или газовой смеси.
Чаще всего в полуавтоматах используют один из трех вариантов:
- Углекислый газ. Чистый диоксид углерода — самая дешевая защитная сварочная среда. Одновременно — наименее качественная: в процессе работы от шва разлетаются искры, слышен сухой резкий треск, а сам шов приобретает грубую «чешую».
 Такую смесь применяют при работе по черным металлам (чугун, сталь), для пластин и листов толщиной от 0,8 до 1,2 мм, для простых неответственных соединений.
Такую смесь применяют при работе по черным металлам (чугун, сталь), для пластин и листов толщиной от 0,8 до 1,2 мм, для простых неответственных соединений. - Углекисло-аргонная смесь. Промежуточный по стоимости и качеству вариант. Как правило, объемная доля аргона составляет 80%, а углекислого газа — 20%. Такая среда обеспечивает гладкий шов с мелкой чешуей, не требующий дальнейшей обработки, а во время работы почти не слышен треск и нет искр. Смесь аргона и углекислоты применяют для нержавеющих и углеродистых сталей.
- Чистый аргон. Аргон — инертный (благородный газ), являющийся химическим элементом. Это наиболее дорогой и самый качественный вариант защитной среды. Сварка происходит почти бесшумно, без выделений брызг и искр, а шов получается ровным и аккуратным. Аргон применяют при работе с цветными металлами (титаном, медью, алюминием), а также с легированными сталями.
Многие модели сварочных полуавтоматов не требуют для работы газовой среды. Для такого оборудования необходима специальная порошковая проволока, наполненная флюсом. Он плавится действием сварочной дуги и выделяет пары, которые и выполняют защитную функцию аргона и / или углекислоты.
Для такого оборудования необходима специальная порошковая проволока, наполненная флюсом. Он плавится действием сварочной дуги и выделяет пары, которые и выполняют защитную функцию аргона и / или углекислоты.
Однако после работы на поверхности шва остается налет и корка — их приходится убирать вручную. Кроме того, порошковая проволока отличается высокой стоимостью — ее применение финансово оправдано только при работе с дорогими материалами, которым не подходят обычные газовые среды, или когда нет возможности использовать газовый баллон с защитным газом.
Другие параметры
Выбирая сварочный полуавтомат, полезно также обратить внимание на второстепенные характеристики. Среди них: тип и длина сварочной горелки (состоит из рукоятки, клавиши пуска и гусака), вид контактного разъема, способ регулировки индуктивности, наличие цифровой индикации и автоматического выключателя, качество сетевого кабеля.
Назначение устройств
Окончательно определиться с выбором оборудования помогут рекомендации, основанные на основной сфере применения аппаратов.
Есть три варианта:
- Ремонт автомобильной техники. Для работы с легковыми машинами в сервисах и на СТО подойдут модели с силой тока до 200 ампер и проволок 0,8 мм в едином корпусе с толкающим механизмом из двух роликов. Газовая среда углекислая, длина горелки — от 2 до 3 метров, рабочее напряжение электросети — 220 вольт.
- Ремонт малых металлоконструкций. Для сварки теплиц, заборов, дверей, разных емкостей и т. п. понадобится сварочный полуавтомат с силой тока до 250 ампер, работающий от бытовой сети на 220 вольт или от трехфазной сети 380 вольт. В качестве защитной среды используют смесь аргона и углекислого газа. Длина горелки — до 4 м, подача толкающая.
- Ремонт больших металлоконструкций. Для соединения каркасов и иных изделий из уголков, профилей и швеллеров необходимо оборудования с силой тока до 400 ампер и рабочим напряжением 380 вольт. Длина горелки до 5 метров. Для защиты лучше использовать аргонную среду.
Общий принцип выбора таков: чем сложнее и объемнее работа, тем качественнее должна быть газовая среда, тем выше необходимо рабочее напряжение питающей сети и тем большей должны быть сила тока и мощность аппаратов.
Ведущие производители
Среди современных производителей сварочного оборудования особенно популярны два бренда: Start и FoxWeld. Они выпускают полуавтоматы, а также все аксессуары и запчасти для них: антипригарные спреи, жидкости и пасты, горелки, гусаки, сопла и наконечники для них, направляющие каналы, газовые диффузоры.
Популярные товары этих брендов:
- Сварочные полуавтоматы START MIG. Изготовитель — отечественная торговая марка, под которой выпускаются практически все наименования сварочного оборудования. Среди них — мобильные и стационарные, инверторные полуавтоматы. Есть модели разных ценовых категорий с разным назначением.
- Сварочные полуавтоматы FOXWELD VARTEG. Торговая марка принадлежит одноименной итальянской компании, выпускающей полный спектр оборудования для сварки. Все данные аппараты соответствуют стандартам качества, принятым в Евросоюзе. Представлены модели всех ценовых категорий для различных задач.
Оборудование для сварки всех видов конструкций найдется в компании «Урал КДС» — свяжитесь с нами удобным способом, чтобы получить профессиональную консультацию.
Правила ухода за сварочным полуавтоматом
На сумму: 0 р.
В данной статье мы расскажем Вам о том, как правильно проводить чистку и ухаживать за сварочным полуавтоматом. Ведь эти моменты не только смогут продлить жизнь вашему полуавтомату, но и окажет положительный эффект на качество сварки.
Все обладатели сварочных полуавтоматов должны осознавать, что даже если у них самый живучий и надежный аппарат от качественного зарубежного производителя, то он нуждается в периодической очистки его внутренних полостей от грязи и пыли, и в частом уходе, как и любые другие аппараты.
Это должно касаться, как отсека, в котором размещены бобина с проволокой и подающий механизм, так и отсека, в котором расположен сварочный выпрямитель, трансформатор и электронные блоки (схемы).
Важно! Чистку сварочного полуавтомата производите, только убедившись в том, что аппарат отключен от сети.
Чистка подающего механизма
При чистке отсека с бобиной Вы заметите, что в нем собирается не только пыль, но и частицы металла, которые образовываются в протяжении сварочной проволоки по подающему узлу. Для того, что бы удалить эту грязь необходимо воспользоваться продувочным пистолетом и его порывом сжатого воздуха. Чаще всего доступ к отсеку с бобиной получить очень просто, стоит лишь открыть откидную дверцу.
Далее для того, что бы получить доступ к внутреннему электрооборудованию аппарата, необходимо полностью снять кожух. Для этого вам понадобиться крестовая отвертка или шуруповерт, так как необходимо будет открутить больше десятка саморезов.
После долгой эксплуатации полуавтомата и его внутреннего обзора после, заверяем, Вы зададитесь вопросом «Откуда здесь оказалось столько грязи?». Ответом будет, то что, у каждого сварочного полуавтомата в конструкции присутствует вытяжной вентилятор.
Помните:
- Пыль достаточно хорошо накапливает влагу, из-за этого уменьшается сопротивление изоляции полуавтомата.
- Грязь и пыль внутри сварочного полуавтомата сильно ухудшают теплоотводящие свойства силовых полупроводников, тем самым создают большую вероятность выхода из строя вашего аппарата.
Чистка силовых элементов
Как и отсек для бобины (подающего устройства), отсек с электрооборудованием необходимо, тщательно и очень осторожно продувать сжатым воздухом, только так, что бы не повредить схемы и электронные блоки. Однако очень часто бывает, что пыль плотно слежалась, и её невозможно до конца удалить продувкой. В таком случае Вам, нужно будет провести несколько дополнительных операций:
- Продуть электромонтаж сжатым воздухом и удалить разрыхленные залежи пыли.

- Разрыхлить плотно скомканные залежи малярной кистью сильной жесткости (капрон), и повторить продувку.
Разрыхлять пыль и продувать, необходимо до того, как полностью не удалите пыльный налет.
Теперь, рассмотрим то, как и для чего необходимо ухаживать за газовым соплом сварочной горелки.
Чистка газовых сопел горелки
Отметим, что этот элемент потребует более частого ухода, чем весь сварочный полуавтомат. Все из-за того, что при процессе сварки сопло забивается расплавленным металлом, а в частности его брызгами и после из-за этого внутренней поверхности сопла образуется прочная корка. Впоследствии этого капли расплавленного металла «слипают» газовое сопло с медным наконечником. Результатом этого действия, сопло для газа оказывается под напряжением, и в конечном итоге сварка становится крайне проблематичной.
Дабы избежать этого, для очистки сопла Вам потребуется отвернуть его от сварочной горелки для полуавтоматической сварки и округлым напильником (желательно с крупной насечкой) выпилить корку. Можете, смело производить это действие, т.к. напильник практически не будет вредить мягкому медному газовому соплу. Желательно взять в привычку и чистить сопло каждый раз перед сваркой, пока оно не вышло из строя и ему не потребуется замена. Следите за тем, что бы изношенные наконечники регулярно заменялись, это повысит качество сварки и комфорт при проведении работ.
Можете, смело производить это действие, т.к. напильник практически не будет вредить мягкому медному газовому соплу. Желательно взять в привычку и чистить сопло каждый раз перед сваркой, пока оно не вышло из строя и ему не потребуется замена. Следите за тем, что бы изношенные наконечники регулярно заменялись, это повысит качество сварки и комфорт при проведении работ.
Надеемся, что эти простые советы по уходу за сварочным полуавтоматом, оказались Вам полезны и повысят срок службы Вашего кормильца или просто напарника по быту 🙂
Спасибо за подписку!
Плюсы и минусы автоматизированной сварки
Для многих производителей ручная сварка по-прежнему остается лучшим методом для большинства производственных операций. Но автоматические сварочные системы могут обеспечить постепенное повышение качества, производительности и прибыльности, если все сделано правильно.
Многие производители сталкиваются с проблемами роста стоимости рабочей силы, нехватки квалифицированных кадров и глобальной конкуренции.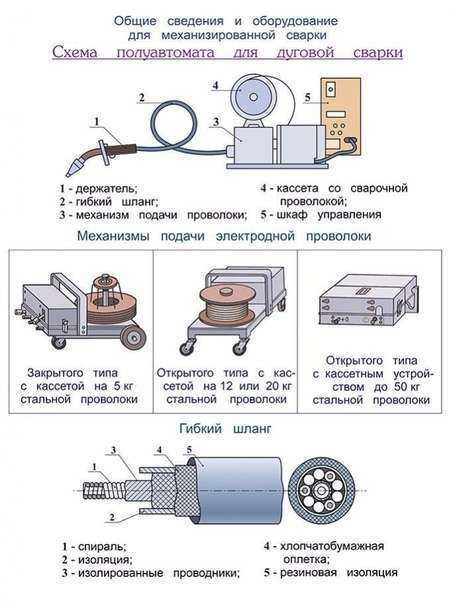 Наиболее выгодно автоматизировать свои сварочные услуги, если качество сварки имеет решающее значение или если необходимо выполнять повторяющиеся сварные швы на идентичных деталях.
Наиболее выгодно автоматизировать свои сварочные услуги, если качество сварки имеет решающее значение или если необходимо выполнять повторяющиеся сварные швы на идентичных деталях.
Предприятиям, производящим ограниченное количество продукции, обеспечивающей получение точных сварных швов, целесообразнее перейти на полуавтоматическую сварку.
Адаптация к полностью автоматизированной сварке потребует большего планирования и рассмотрения, если вы хотите, чтобы ваша продукция была эффективной, производительной, прибыльной и воспроизводимой.
Прежде чем решить, как вы хотите автоматизировать процесс сварки, ознакомьтесь с плюсами и минусами автоматизированной сварки, чтобы вы могли принимать более взвешенные решения на первом этапе.
Преимущества автоматизированной сваркиАвтоматизация процессов сварки дает множество преимуществ. Ниже приведены четыре основных преимущества автоматизированной сварки.
Улучшенное качество сварных швов
При ручной сварке количество бракованных сварных швов увеличивается по мере того, как сварщики устают. Автоматизация размещения деталей и резака снизит вероятность человеческой ошибки и бракованных сварных швов.
Автоматизация размещения деталей и резака снизит вероятность человеческой ошибки и бракованных сварных швов.
Повышенная производительность
Полуавтоматическая сварочная машина, управляемая опытным оператором, производит как минимум в два раза больше продукции, чем два квалифицированных сварщика. Если квалифицированный сварщик попал в аварию и не может работать в течение дня, то у вашего бизнеса будет меньше дневной производительности. Квалифицированные операторы станков более доступны, чем группа опытных сварщиков.
Сокращенные расходные материалы
Расходные материалы — это часть автоматизированных сварочных процессов, которую легко упустить из виду. Форсунки, контактные наконечники и газовые диффузоры могут существенно повлиять на производительность. Правильная стратегия использования расходных материалов и правильное сочетание для автоматизированной сварки помогают снизить затраты и повысить производительность.
Сокращение трудозатрат
Полуавтоматическая сварка требует минимального времени настройки и более высокой скорости сварки. Автоматизированная система сварки может легко затмить квалифицированного сварщика, поскольку она сводит к минимуму вероятность человеческих ошибок в процессе сварки.
Автоматизированная система сварки может легко затмить квалифицированного сварщика, поскольку она сводит к минимуму вероятность человеческих ошибок в процессе сварки.
Автоматизация сварки имеет и свои недостатки. Но любой недостаток можно превратить в возможности. Их следует распознать в тот момент, когда вы начнете автоматизировать свои сварочные процессы.
Более высокие первоначальные инвестиции
Одним из недостатков инвестиций в автоматизированное сварочное оборудование являются высокие капитальные затраты. Автоматизированные процессы сварки требуют более высоких первоначальных инвестиций, чем ручные процессы сварки.
Ручная сварка может быть более экономичной, но в долгосрочной перспективе она все равно может оказаться такой же дорогостоящей или даже дороже, чем автоматическая сварка. У вас будут затраты на рабочую силу, текущий ремонт, стоимость производственных отходов и непредвиденные чрезвычайные ситуации для вашего магазина и сотрудников.
Вы можете начать с более доступных полуавтоматических систем. Если вы ищете экономичное полуавтоматическое сварочное оборудование, Arcboss вас поддержит!
Гибкость
Около 90 процентов производственных компаний, не имеющих автоматизированных систем, считают отсутствие гибкости серьезной ошибкой. В то время как ручные сварщики могут удобно перемещаться от одной детали к другой, автоматические сварочные аппараты могут сосредоточиться только на ключевой нише в процессе сварки.
Одной из слабостей квалифицированного сварщика является его выносливость, позволяющая постоянно получать хорошие результаты в течение всего дня. В то время как автоматическим сварочным аппаратам не хватает гибкости. Мысль о полуавтоматической сварке компенсирует слабость как человека, так и машины.
Кроме того, такие инструменты, как сварочные позиционеры, сварочные вращатели и сварочные манипуляторы, могут обеспечить большую гибкость, поскольку они позволяют рабочему получать стабильно высококачественные результаты.
Автоматизация, заменяющая сварочные аппараты
Исследования показывают, что ИИ постепенно начинает влиять на сварочную отрасль. Некоторые даже говорят, что когда-нибудь роботы заменят людей, но это не обязательно так. Квалифицированный ручной сварщик может производить сварные швы замечательного качества с большей гибкостью.
Полуавтоматическая сварка является наиболее распространенной категорией автоматизации сварки, поскольку она объединяет возможности человека и машины, поскольку они дают более эффективные результаты, чем квалифицированный сварщик и точный робот.
Технологии автоматизации, если их использовать с умом и эффективно, могут открыть большие возможности в будущем.
Полуавтоматические горелки MIG, роботизированные горелки MIG, стационарные автоматические горелки, станции очистки сопла и расходные материалы для сварки
Приходите к нам на FABTECH 2022!
Бернард и Трегаскис примут участие в выставке FABTECH в Атланте с 8 по 10 ноября, разделив стенды C12511 и C12711 с Miller Electric и Hobart Brothers.
Найдите запасные части
Найдите запасные части в наших руководствах по продуктам и спецификациях
Введите номер детали или название продуктаПоддержка после покупки
Посетите нашу новую страницу поддержки, чтобы получить доступ к службам поддержки и инструментам, которые помогут вам максимально эффективно использовать сварочные аппараты Bernard и Tregaskiss для сварки MIG
Учить большеСварочные горелки MIG и расходные материалы
Бернард: Разработано для простоты. Создан для долговечности.
Конфигурируемые, простые в обслуживании полуавтоматические горелки MIG, оснащенные новейшими технологиями расходных материалов, надежно работают в сложных условиях промышленной сварки. Это означает больше времени безотказной работы, меньше брака, меньше ошибок и меньше поиска и устранения неисправностей для вашей команды сварщиков.
Tregaskiss: Максимальная пропускная способность. Минимизация затрат.
Для автоматизированных сварочных работ требуются индивидуальные, воспроизводимые решения, которые максимизируют время безотказной работы. Промышленные производители полагаются на Tregaskiss и ее проверенный опыт в поставке надежных и отказоустойчивых роботизированных сварочных горелок MIG, стационарных автоматических горелок MIG, станций очистки сопел и инновационных расходных материалов для сварочных горелок.
Последние обновления
23 ноября 2022 г.
Нужен ли роботизированный сварочный пистолет с водяным охлаждением?
Нужен ли роботизированный сварочный пистолет с водяным охлаждением? Операции роботизированной сварки могут быть тяжелыми для оборудования. Тепло от сварочной дуги, наряду с теплом, отражаемым от основного материала, и резистивным теплом от электрических компонентов может привести к износу расходных материалов и роботизированной сварочной горелки.
читать далее… В некоторых случаях внедрение роботизированной пушки МИГ с водяным охлаждением […]
В некоторых случаях внедрение роботизированной пушки МИГ с водяным охлаждением […]14 ноября 2022 г.
От расходных материалов к коммуникации: сокращение человеческих ошибок при сварке
От расходных материалов к коммуникациям: сокращение числа ошибок, связанных с человеческим фактором, при сварке Человеческий фактор может сказаться на сварочных операциях, приводя к простоям и потерям производительности, низкому качеству и увеличению затрат. Это может быть следствием множества факторов. Оператор может знать, как управлять процессом, но периодически пропускает шаг или забывает завершить […]
читать далее…26 октября 2022 г.
Выбор между стационарной автоматической, коботовой и роботизированной сваркой
Выбор между стационарной автоматической сваркой, коботом и роботизированной сваркой Без сомнения, ручная или полуавтоматическая сварка находит свое место в различных отраслях промышленности — общее производство, судостроение и т.
