
Гальваническое цинкование: особенности и этапы процесса
Гальваническое цинкование металлоконструкций является одним из самых востребованных видов цинкования, благодаря которому изделия приобретают высокие защитные и декоративные свойства.
В отличие от горячего метода обработки, данная технология является более простой и дешевой.
Однако она имеет определенные ограничения по использованию, что обусловлено сравнительно тонким слоем защитного покрытия (не превышает 40 мкм).
Технология гальваники предусматривает осаждение цинка из состава электролита на металлоконструкцию, которая в свою очередь подключена к сети питания через отрицательный полюс.
Чтобы увеличить уровень механической и коррозийной устойчивости, а также для повышения декоративных качеств деталей, цинковое покрытие дополнительно подвергают хроматированию, кадмированию или обработке фосфатными составами.
На производстве гальваническая обработка металла проводится в строгой последовательности
- Очистка поверхности деталей от лакокрасочных и смазочных материалов, ржавчины и окалины (процедура проводится с использованием обезжиривающих и щелочных смесей).

- Промывка чистой водой в специальной проточной ванне.
- Электролитическое обезжиривание и последующая промывка.
- Травление в составе, который включает воду и соляную кислоту. Процедура удаляет остатки ржавчины и окалины, исключая растворение или деформацию основного металла, а также декапирует поверхности перед обработкой.
- Промывка, непосредственно гальваническая оцинковка и повторная промывка.
- Для устранения с поверхности окисной пленки применяться осветление металла в растворе, состоящем из воды и азотной кислоты.
- Промывка, фосфатирование (при необходимости) с последующей промывкой.
- Может быть проведена пассивация электролитическим хроматированием или путем хроматированного распыления.
- Сушка детали.
В зависимости от особенностей технологии обработки и типа продукции гальваническая обработка металла может включать дополнительные манипуляции.
Если обрабатывают полосу, то цинкование начинают с разматывания материала, а далее выполняют сварку концов. На заключительном этапе полосу обрабатывают маслом и сматывают.
На заключительном этапе полосу обрабатывают маслом и сматывают.
Дефекты при гальваническом цинковании
Среди причин, которые значительно влияют на уровень качества обрабатываемых деталей, выделяют следующие:
- Низкое качество подготовки металлоконструкций;
- Отклонение от соблюдения рецептуры электролита;
- Нарушения характеристик и последовательности этапов гальванической обработки.
Также качество готовой продукции зависит от конфигурации, особенностей расположения и состояния плоскостей ведущих и дополнительных анодов, а также пространственного расположения изделий в электролите.
Вследствие этого на деталях могут присутствовать такие дефекты, как:
- Питтинг – на металле образуются углубленные полосы или незначительные точечные каверны. Такие недостатки появляются, как правило, в результате того, что в электролите присутствуют гидрокисные или органические примеси, а также при низкой интенсивности перемешивания или его полном отсутствии.

- Низкий уровень адгезии – плохое схватывание цинкового слоя или его отслаивание может наблюдаться при нарушении процесса очистки, травления или обезжиривания детали. Также такое наблюдается при засорении электролита различными органическими соединениями, включая соли разных других металлов.
- Разнотипность внешнего вида – вызывает несоблюдение рецептуры в части пропорции используемых компонентов электролита при одновременном накоплении в гальванической ванне определенного объема солей железа. Также причиной данного дефекта может выступать недостаточное перемешивание компонентов и пониженная температура, которая не отвечает норме.
- Повышенная шероховатость – свидетельствует о присутствии в гальванической смеси всевозможных механических примесей, сульфата цинка и гидроксидов в повышенном объеме. Также это возникает в результате недостаточного количества анионов цинка в электролите и при избыточной плотности тока.

- Хрупкость цинкового покрытия – является следствием превышенной плотности тока в катодном пространстве или присутствием в электролите органических примесей в большом объеме.
- Темный (преимущественно коричневый) цвет – вызывает наличие в гальванической ванне различных органических загрязнений. Такой эффект также может вызвать существенно снижение плотности тока возле катода и повышение температуры электролитической смеси.
Сравнительные характеристики горячего и гальванического цинкования
Сегодня применяется два вида цинкования металлоизделий – это горячее оцинкование путем окунания деталей в расплав цинка и гальванический способ обработки цинком, который предполагает воздействие на детали электрического тока. В свою очередь гальваническая технология цинкования производится двумя технологическими методами.
В первом случае обработка выполняется в специальных установках (барабанах), которые вращаются с определенной скоростью.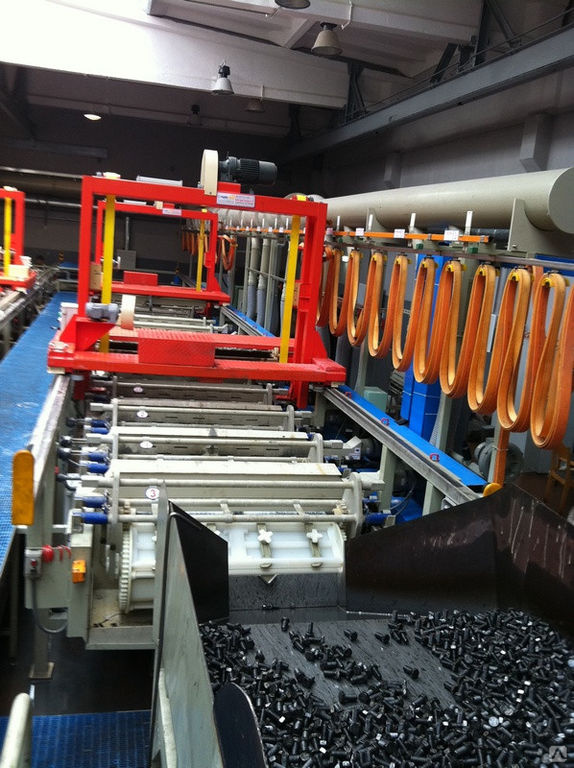 Метод получил распространение для обработки деталей с резьбой и без резьбы.
Метод получил распространение для обработки деталей с резьбой и без резьбы.
Во втором случае металлоконструкции подвешивают при помощи медной проволоки, а затем опускают в смесь с электролитом. Широко применяется для оцинкования габаритных конструкций. В свою очередь метод горячего оцинкования также выполняется подвесным способом, используется для крупногабаритных конструкций.
Перед выбором конкретного способа обработки деталей нужно учитывать следующие факторы:
- Эстетические и декоративные требования к защитному покрытию.
- Уровень влияния агрессивности факторов внешней среды, в которой планируется использовать конструкцию.
- Конструктивные особенности деталей (наличие отверстий, пр.).
- Насколько метод обработки отвечает технологическим нормам процессов оцинкования.
В случае, когда конструкции предполагается эксплуатировать на улице и в других агрессивных условиях, главным требованием к покрытию выступает высокая антикоррозийная стойкость. Такие изделия следует обрабатывать цинком по технологии горячего оцинкования, которая позволяет наносить покрытие толщиной от 60 микрометров.
Такие изделия следует обрабатывать цинком по технологии горячего оцинкования, которая позволяет наносить покрытие толщиной от 60 микрометров.
В данном случае в течение года цинковое покрытие разрушается не больше, чем на 10 микрометров.
Однако метод горячей обработки может применяться только в отношении конструкций, в которых имеются отверстия определенного диаметра. Также следует учитывать, что на деталях, обработанных таким способом, могут оставаться наплывы, подтеки и капли.
Поэтому декоративные качества покрытия в данном случае достаточно низкие. К тому же тонкие металлоизделия могут деформироваться вследствие горячей обработки, что обусловлено особенностями технологии (цинк наносят при температуре 450°C).
Гальваническая оцинковка металла проводится при комнатной температуре, поэтому данный метод иногда называют «методом холодного цинкования», при котором металл не подвергается деформации.
Данный способ обработки отлично подходит для деталей, в которых присутствуют резьбовые соединения.
Сфера применения гальванического цинкования
Данный способ широко применяется на изделиях, изготовленных из углеродистых сталей и разных видов чугуна. Основной сортамент гальваники представлен разным инструментом, деталями машин и оборудования, всевозможными опорами и крепежными элементами, включая тонколистовой холоднокатаный металлопрокат.
Наряду с защитными свойствами, гальваническое цинкование также наделяет металл декоративными качествами. Это обусловлено равномерностью распределения покрытия по поверхности и точным повторением покрытия конфигурации детали.
Толщина цинкового покрытия составляет 6 – 9 микрометров, но при этом конструкции подвергаются пассивации в специальном хроматном растворе. Благодаря пассивации можно получить высокий эстетический эффект.
Процедура позволяет придать конструкциям такие цветовые решения, как радуга (золотистый цвет, который отлично переливается на солнце) и голубизна (цинк белого цвета приобретает голубой отлив).
Методика гальваники предполагает лишь внешнее покрытие деталей, поскольку нанести покрытие в труднодоступных местах невозможно вследствие отсутствия электропроводимости.
Металлоконструкции, оцинковка которых проводилась гальваническим способом, широко применяются в умеренной среде. Таким образом, такие конструкции могут использоваться на улице лишь периодически, при этом они не должны иметь прямой контакт с влагой.
Виды электролит
Применение данной технологии предусматривает соблюдение состава электролита и температурного режима. Это обусловлено тем, что эти параметры при требуемой плотности тока оказывают прямое воздействие на структуру наносимого покрытия и скорость осаждения цинка.
Чтобы получить желаемый декоративный эффект, в электролит добавляют окрашивающие и блескообразующие компоненты.
Метод гальванического оцинкования предполагает использование нескольких групп электролитов, которые отличаются составом рецептуры:
- Слабокислые и кислые – наиболее простые составы, при создании которых применяются сульфаты, хлориды, борфториды и их смеси;
- Цинкатные и цианидные – это щелочные вещества, в составе которых присутствует цианид натрия и цинкат натрия, которые растворяют в едком натре;
- Аммиакатные – нейтральные и щелочные составы, полученные посредством растворения оксида цинка в смеси хлорида или сульфата аммония.

Также технологи используют электролиты, создаваемые на основе аминосоединений. Однако такие растворы применяются крайне редко.
Вывод
Цинковый слой, нанесенный методом горячего оцинкования, способен сохранять эксплуатационные свойства на протяжении до 120 лет при использовании в обычных условиях. Это обусловлено толщиной слоя цинка, который составляет до 200 мкм.
В результате металл приобретает высокие защитные свойства и отличается стойкостью к механическим воздействиям. Более того, покрытие способно самостоятельно восстанавливаться при образовании трещин, что обусловлено особенным составом цинкового раствора.
В свою очередь толщина слой цинка при гальванике составляет не более 15 мкм. Поэтому срок службы изделий с такой толщиной покрытия в агрессивных условиях способно прослужить не более 1 года. Преимуществами данной методики выступают доступная стоимость, ровность и равномерность покрытия.
Компоненты для гальваники. Гальваника в домашних условиях
Что такое гальваника и с чем ее едят?
Гальваникой называют раздел электрохимии, включающий в себя два подраздела, которые изучают осаждение электролитов на поверхности металла с разными целями. Например, защита от коррозии. В жизни такое же название носит и сам процесс покрытия изделий, например, хромом или медью. В последнее время стала очень популярна декоративная гальваника в домашних условиях, которая приносит немалый доход тем, кто готов поработать.
Например, защита от коррозии. В жизни такое же название носит и сам процесс покрытия изделий, например, хромом или медью. В последнее время стала очень популярна декоративная гальваника в домашних условиях, которая приносит немалый доход тем, кто готов поработать.
Что в составе
Гальваника — достаточно размытое определение, включающее в себя несколько процессов, название которых связано с применением различных электролитов. Пример — золочение, т. е. покрытие тонким слоем золота, или хромирование. Также популярно медение и серебрение.
Гальваника в домашних условиях. Возможно ли это?
Декоративное покрытие различных предметов металлом становится все популярнее среди начинающих предпринимателей. Прежде всего благодаря тому, что стартовые вложения сведены к минимуму. Но гальваника в домашних условиях — не самая лучшая идея по одной простой причине: токсично. Лучше подобрать хорошо проветриваемое нежилое помещение. И прочитать соответствующую литературу на эту тему, чтобы быть готовым ко всему.
Необходимое оборудование для гальваники
Все необходимое для первого опыта возможно сделать своими руками или приобрести без особых затруднений. Сам процесс связан с действием силы тока, поэтому необходим блок питания. У него должен быть регулятор напряжения, а сила тока на выходе — один Ампер. Также нужна небольшая ванночка из токонепроводящего, химически стойкого материала, например пластиковый лоток с тонкими стенками. Также домашняя гальваника требует наличия специальной кисточки или ручки, которая представляет собой полую форму, в которую заливается электролит.
Технологический процесс
Гальванические процессы происходят под действием тока. В специальную ванночку устанавливаются два анода и заливается электролит. Обрабатываемую деталь подключаем к «минусу», а аноды — к «плюсу». При замыкании цепи металл, содержащийся в электролите, осаждается на рабочий объект. Приготовление раствора для каждого металла индивидуально, причем пропорции необходимо строго соблюдать, так же как и силу тока, изменение которой может значительно повлиять на процесс.
Гальваника в домашних условиях. Подготовка деталей
Прежде чем приступать к самому процессу, с рабочих объектов необходимо удалить загрязнения. В некоторых случаях достаточно обойтись лишь обезжириванием поверхности, но иногда приходится прибегать к шлифовке и другим более сложным способам.
Домашняя гальваника опасна для здоровья
Химический процесс всегда связан с риском, поэтому необходимо соблюдать элементарные правила безопасности:
- позаботьтесь о наличии заземления;
- хорошая вентиляция помещения обязательна;
- необходимо соблюдать правила личной безопасности при работе с вредными веществами.
В качестве заключения
Помните, что гальваника — очень опасный процесс, связанный с применением активных веществ, которые могут нанести вред вашему здоровью и имуществу. Поэтому внимательно изучите все опасные аспекты и лишь тогда принимайтесь за работу.
Метод цинкования – один из самых распространенных для создания надежной защиты для металла от коррозии. Он отличается простотой и дешевизной. Поэтому такой способ обработки можно выполнять в домашних условиях, для чего необходимо лишь соблюдать определенные условия.
Он отличается простотой и дешевизной. Поэтому такой способ обработки можно выполнять в домашних условиях, для чего необходимо лишь соблюдать определенные условия.
Цинкование как распространенный способ коррозийной защиты металлов
При создании качественных и долговечных металлических покрытий чаще всего применяют именно технологию цинкования. Это объясняется невысокой стоимостью расходных материалов и отличным результатом. Само цинкование происходит по простейшей технологии. Для ее осуществления не нужны дополнительные расходы и много усилий, что позволяет проводить подобную обработку в домашних условиях.
Цинковое покрытие формируется в результате того, что цинк вступает в реакцию окисления с кислородом, находящимся в составе воздуха. В последующем на поверхности обрабатываемого металла образуется прочная защитная пленка, которая ограждает его от негативного воздействия внешней среды.
Цинк является более активным металлом, чем железо или сталь. Поэтому он в первую очередь взаимодействует с кислородом и водой, предотвращая коррозию. Даже если на поверхности изделий из металла присутствует хоть часть покрытия, оно защищает его от разрушения.
Даже если на поверхности изделий из металла присутствует хоть часть покрытия, оно защищает его от разрушения.
Проведение цинкования в домашних условиях
Технологический процесс цинкования подразумевает под собой осаждение катионов металла на аноде. Подобная химическая реакция протекает в ванне с электролитом при воздействии электрического тока.
Где найти электролит
В качестве электролита можно использовать любой раствор солей цинка. Самыми популярными и легкодоступными считаются хлорид цинка и соляная кислота. Также электролит с необходимыми свойствами можно получить методом травления цинка в серной кислоте. Эту реакцию следует проводить очень осторожно. Она сопровождается выделением большого количества тепловой энергии и взрывоопасного водорода.
Травление цинка в серной кислоте с выделением водорода и получением солей цинка
Как получить цинк
Для цинкования в домашних условиях необходимо подготовить цинк, который можно получить следующими способами:
- используя обычные солевые батарейки;
- плавкие предохранители времен Советского Союза;
- любые детали с цинковым покрытием;
- чистый металл, который можно найти в соответствующих магазинах, где продаются химические реактивы.

Подготовка к выполнению процедуры
Для создания качественного металлического покрытия следует выполнить несколько подготовительных операций:
- подготавливают гальваническую ванну. Ее роль может выполнять любая стеклянная или пластиковая тара;
- устанавливают штативы для анода и катода;
- электролит не должен содержать в составе нерастворенные кристаллы соли , для чего дополнительно вводят дистиллированную воду;
- роль анода выполняет цинковая пластина. Чем больше ее площадь, тем качественнее получится покрытие;
- к аноду присоединяется плюс от источника питания. Данных элементов при желании может быть несколько;
- к катоду присоединяется минус. На его поверхности будут осаждаться частицы цинка;
- катод должен быть очищен от ржавчины и любых загрязнений. Перед обработкой его дополнительно окунают в раствор кислоты;
- катод должен находиться на одном расстоянии от анода, чтобы получилось равномерное покрытие со всех сторон;
- в качестве источника питания применяют любой аккумулятор или блок питания с постоянным током на выходе;
- чем больше сила тока и вольтаж, тем быстрее будет происходить реакция и тем рыхлее получится защитная пленка;
- при использовании автомобильного аккумулятора в цепь включают лампочку накаливания до 20 Вт для снижения силы тока.

Устройство для цинкования в домашних условиях
Технология создания цинковой пленки
Для создания качественного защитного покрытия на поверхности металла после проведенных подготовительных операций источник тока подключают к сети, а катод окунают в гальваническую ванну. Данный процесс должен проходить без бурного кипения. Если такое наблюдается, можно заподозрить слишком большую силу тока в системе. Чтобы снизить ее, в электрическую цепь присоединяют несколько дополнительных потребителей.
Постепенно на поверхности катода будет формироваться металлическое покрытие. Чем дольше протекает этот процесс, тем больше будет толщина защитного слоя на металле.
Популярные методы
Существует много эффективных химических способов выполнения цинкования, каждый из которых имеет свои преимущества и недостатки. В любом случае созданное покрытие будет служить долго, если не подвергать его механическим воздействиям и правильно выбрать толщину защитного слоя с учетом особенностей эксплуатации изделий.
Горячий метод
Данный способ цинкования является одним из самых эффективных. После проведения подобной обработки удается создать надежное покрытие, которое надолго остается на поверхности металлических изделий. Недостатком горячего метода является его вредность для окружающей среды.
Для выполнения данной обработки необходимо придерживаться следующей технологии:
- подготовка. Поверхность металла обезжиривают, проводят травление;
- после выполнения подготовительных процедур деталь промывают и высушивают;
- изделий из металла опускают в емкость с цинковым раствором.
Такой метод цинкования не подходит для обработки больших по площади деталей и требует определенной подготовки, поиска подходящих емкостей.
Холодный метод
Данный метод обработки подразумевает окраску металлоизделий специальными смесями. Они содержат в составе цинк, что позволяет в кратчайшие сроки сформировать на поверхности надежное покрытие. Наносят такую краску обычным способом – валиком, кистью, краскопультом. Такой метод обработки идеален для деталей, которые невозможно покрыть защитным слоем обычным горячим цинкованием.
Такой метод обработки идеален для деталей, которые невозможно покрыть защитным слоем обычным горячим цинкованием.
Гальваническое цинкование
Схема гальванического цинкования
Такое цинкование в домашних условиях проводится с применением электрохимических воздействий на металл. При его выполнении на поверхности металла образуется тонкая защитная пленка, которая эффективно защищает металл от внешнего негативного воздействия.
Для обработки изделие помещают в специальную емкость, где находится цинковая пластина. После этого подводится электричество. Именно оно переносит частицы цинка с пластин на поверхность обрабатываемых изделий.
Основным недостатком данного метода называют его дороговизну. Также в процессе обработки металла остаются опасные яды, которые требуют специальной утилизации.
Термодиффузионное цинкование
При выполнении термодиффузионного цинкования создается среда, которая характеризуется наличием высоких температурных показателей. Примерно при +2600°С цинк расщепляется на мелкие частицы, которые оседают на поверхности металлических изделий. Основным преимуществом данного метода цинкования является то, что в результате его выполнения образуется особенно толстый защитный слой.
Примерно при +2600°С цинк расщепляется на мелкие частицы, которые оседают на поверхности металлических изделий. Основным преимуществом данного метода цинкования является то, что в результате его выполнения образуется особенно толстый защитный слой.
Процесс нанесения защитного покрытия на изделия из металла осуществляется в специальной камере закрытого типа. Вначале на поверхность детали наносится порошковый цинк, после чего она подвергается нагреву. Данная технология применяется исключительно в промышленных условиях. Дома ее использовать очень сложно, дорого и небезопасно.
Преимуществом термодиффузионного цинкования называют его безопасность для окружающей среды. Создаваемое покрытие имеет значительную толщину, что обеспечивает отличные защитные качества.
Нанесение цинка осуществляется при помощи интенсивного газового потока. После выполнения подобной обработки поверхность обязательно окрашивают. Несмотря на особенности подобной технологии, она обеспечивает высокое качество и долгий срок службы обрабатываемых деталей.
Гальваника — это раздел электрохимии, который занимается изучением нанесения электролитов на поверхность металлического изделия. Гальванический метод представляет собой процесс, при котором на изделие наносится металлическое покрытие в целях защиты от коррозии либо иного вида внешних воздействий. Однако в последнее время широкую популярность получила декоративная гальваника. И, несмотря на достаточно сложный технологический процесс, гальваника осуществляется в домашних условиях.
Этот процесс требует не только наличия определенных знаний в области химии и физики, но и оборудования, которое можно сделать самому.
Для этого необходимо:
Технологическая особенность и сложность гальванического хромирования , меднения, серебрения или иного покрытия заключается в многоэтапном процессе. На начальном этапе необходимо подготовить среду из вышеперечисленных материалов и приготовить электролит. Для его приготовления необходимы химические реактивы, отмеренные в определенных пропорциях с точностью до грамма. Разумеется, для достижения столь высокой точности нужны специальные весы (лучше всего электронные).
Разумеется, для достижения столь высокой точности нужны специальные весы (лучше всего электронные).
Затем можно приступать к следующему этапу: приготовленный электролит наливают в емкость, в нее опускают аноды и подключают к «+», а между ними помещают изделие, которое подключается к «-«, таким образом цепь замыкается, и высвобождаемый металл в электролите осаждается на поверхность изделия.
Подготовка изделия
Перед тем как приступить к нанесению покрытия на изделие, необходимо тщательно очистить его поверхность . Это очень важно, поскольку именно от этого этапа будет зависеть качество и долговечность покрытия. В этих целях изделие проходит через несколько этапов очистки: начиная от обезжиривания и кончая шлифовкой и пескоструйной обработкой . Для обезжиривания изделия могут использоваться любые вещества органического содержания, например, ацетон, растворитель, бензин или спирт. Однако раствор может быть и иным в зависимости от материала изделия.
В последнее время гальванические ванны получили широкое распространение, для придания декоративного эффекта ванны из чугуна и стали начали покрывать медью и никелем. Поэтому для обезжиривания изделий из таких материалов используются специальные горячие растворы из едких натров, жидкого стекла, натрия, окисленного фосфорной кислотой, или кальцинированной соды. Или же, если изделие изготовлено из цветного металла, используют раствор с хозяйственным мылом. Таким образом, изделие обезжиривают, начищают и шлифуют . А затем опускают в емкость с электролитом и анодами, где и происходит нанесение покрытия на поверхность.
Поэтому для обезжиривания изделий из таких материалов используются специальные горячие растворы из едких натров, жидкого стекла, натрия, окисленного фосфорной кислотой, или кальцинированной соды. Или же, если изделие изготовлено из цветного металла, используют раствор с хозяйственным мылом. Таким образом, изделие обезжиривают, начищают и шлифуют . А затем опускают в емкость с электролитом и анодами, где и происходит нанесение покрытия на поверхность.
Меры предосторожности при работе с химическими веществами
Прежде всего важно помнить, что гальваника — очень опасный процесс, поскольку вещества, используемые для приготовления электролита, очень токсичны, а особенно при нагреве, который необходим, неправильное обращение с химическими веществами может вызвать сильные ожоги или заболевания дыхательных путей. Поэтому специалисты рекомендуют не пренебрегать правилами безопасности:
Меднение представляет собой процесс нанесения токопроводящего слоя меди на поверхность изделия. В каких целях проводят меднение в домашних условиях? Как уже было сказано выше, гальваника проводится как в защитных, так и в декоративных целях . Меднение как раз можно отнести ко второму. Изделия из черных металлов смотрятся очень оригинально после меднения, более того, оно защищает их от коррозии, что немаловажно. Однако, как утверждают специалисты, меднение чугунных изделий может быть смертельно опасно, поэтому перед процессом изделия покрывают слоем никеля, а затем и медью.
В каких целях проводят меднение в домашних условиях? Как уже было сказано выше, гальваника проводится как в защитных, так и в декоративных целях . Меднение как раз можно отнести ко второму. Изделия из черных металлов смотрятся очень оригинально после меднения, более того, оно защищает их от коррозии, что немаловажно. Однако, как утверждают специалисты, меднение чугунных изделий может быть смертельно опасно, поэтому перед процессом изделия покрывают слоем никеля, а затем и медью.
Для меднения используют электролит с медным купоросом и раствором серной кислоты и воды, нагретый до комнатной температуры (18−20 градусов). Каждое изделие перед меднением или никелированием проходит через тщательную очистку, методы которой подбираются относительно металла, из которого изготовлено изделие. Например, изделия из алюминия должны быть предварительно очищены от оксидной пленки, этот процесс еще называется декапированием, а затем их промывают в специальном оксидном растворе из воды и серной кислоты.
Гальваническое хромирование и серебрение
Хромирование проводится в целях повышения стойкости и защиты от внешнего воздействия, однако не стоит забывать и о том, что хромированные изделия смотрятся довольно эффектно. Особенно если это колесные диски крутого элитного авто или детали мотоцикла. Итак, что касается самого процесса, перед хромированием проводится меднение или никелирование, как более нейтральный и универсальный способ. Либо изделие покрывают сначала никелем, потом медью и только после этого приступают к хромированию.
В качестве электролита используют такие вещества, как свинец, олово и сурьму в следующих пропорциях: 85×11×4%. В отличие от меднения или никелирования в процессе хромирования можно регулировать оттенок покрытия и цвет, они зависят от температуры и состава электролита. Например, чтобы добиться блестящего оттенка, необходимо нагреть электролит до температуры 35−55 градусов, молочного оттенка — температура должна превысить 55 градусов, матового оттенка — быть ниже 35 градусов.
А цвет может меняться от темно-голубого, агатового, синего до черного. После нанесения покрытия изделие промывают в содовом растворе и полируют специальными пастами.
Изделие перед серебрением, так же, как и в двух первых случаях, покрывается сначала никелем. Электролит изготавливается из хлористого серебра, кальцинированной соды, железно-цианистого калия и дистиллированной воды. Температура электролита не должна превышать комнатную, а в качестве анода используются пластины из графита.
Известно две разновидности гальванизации – гальваностегия и гальванопластика. В первом случае получается несъемное гальваническое покрытие, которое изменяет характеристики деталей и предметов. В зависимости от преследуемых целей, обработанные изделия приобретают новые свойства: декоративность, хорошую отражательную способность, устойчивость к механическому воздействию и коррозии, износостойкость. С помощью гальванопластики в домашних условиях или на производстве создают точные копии образцов (осажденный слой металла отделяется от матрицы).
Технология гальванизации: общие сведения
Независимо от того, выполняется или в домашних условиях, обработка осуществляется в емкости, наполненной токопроводящим раствором.
Предмет помещается между двумя растворимыми или нерастворимыми анодами и подключается к отрицательному контакту. Аноды подсоединяются к плюсовому контакту. Оптимальное соотношение площадей катода/анода – 1:1.
Процесс гальванизации запускается при замыкании электрической сети – с этого момента начинается перенос на отрицательно заряженное изделие (катод) ионов металла. В результате этого на предмете образуется покрытие нужной толщины.
Выбор типа покрытия
Если в приоритете решение технических задач (изменение электрической проводимости и антифрикционных свойств, повышение отражательной способности, прочности, устойчивости к коррозии), то применяются серебро, никель, медь. В декоративных целях обычно используются драгоценные металлы: родий, золото, серебро, палладий
Такое разделение очень условно. С помощью серебрения (золочения) удается получить качественное защитное покрытие, устойчивое к агрессивным средам. Меднение также находит применение в декоре изделий (такое покрытие подвергается дополнительной оксидной обработке).
С помощью серебрения (золочения) удается получить качественное защитное покрытие, устойчивое к агрессивным средам. Меднение также находит применение в декоре изделий (такое покрытие подвергается дополнительной оксидной обработке).
Практика показывает: серьезно усилить прочность обрабатываемых заготовок путем гальванизации их поверхности можно только на производстве. В домашней мастерской достичь необходимого результата сложно, поэтому работа мастеров в первую очередь направлена на повышение привлекательности предмета.
Метод гальваники
Гальваника, выполняемая своими руками в домашних условиях, требует применения специального оборудования. Совсем необязательно оно должно быть профессиональным. Мастера находят доступную замену.
Подготавливая гальваническую установку своими руками, мастеру придется подыскать пластиковую или стеклянную ванну нужного объема. Требуется достаточно прочная, электроизолирующая, кислотоустойчивая емкость. В нее должны поместиться обрабатываемый предмет и нужное количество электролита и аноды.
Источник питания должен иметь регулятор выходного напряжения и тока – это позволит мастеру в процессе работы изменять параметры обработки. Обычно источником питания становится выпрямитель тока.
Важный элемент домашней установки – растворимые и нерастворимые аноды.
Чтобы процесс протекал правильно, мастера соблюдают оптимальное соотношение площадей детали и анодов (1:1). Подвесочные приспособления создают опору предмету и способствуют правильному распределению тока.
Гальваника процесс
Гальваника в домашних условиях осуществляется с применением реактивов. На этом этапе могут возникнуть сложности – многие химические вещества доступны только тем, кто предварительно получил документы разрешительного характера.
Необходимо позаботиться о правильном хранении компонентов. Реактивы, а также готовые электролиты помещают в стеклянные или прочные пластиковые емкости с крышками.
При приготовлении состава крайне важно с большой точностью отмерять все компоненты – лучше всего использовать для этого электронные весы.
Подготовительный процесс
Качество (однородность, прочность) готового покрытия напрямую зависит от правильности проведения подготовки поверхности к гальванизации. Во многих случаях удаления загрязнений и обезжиривания бывает недостаточно – может понадобиться пескоструйная обработка. Иногда требуется шлифовка специальными пастами или наждачной бумагой.
В домашних условиях для удаления жирной пленки и других загрязнений с поверхностей часто применяется спирт и другие органические растворители. Могут также использоваться обезжиривающие растворы.
При подготовке к гальванизации изделий из стали и чугуна применяется раствор, содержащий кальцинированную соду, каустик, силикатный клей (из расчета на 1 л – 50 г, 20 г и 5-15 г соответственно). Температура раствора – 70-90°С. Для очищения предметов из цветных металлов используется раствор гидрофосфата натрия и хозяйственного твердого мыла (по 10-20 г/1 л). При проведении процедуры температура составляет 90°С.
Техника безопасности
При проведении гальванических операций мастер обязан соблюдать технику безопасности. Опасность этого технологического процесса заключается в использовании токсичных химических компонентов. Усложняет ситуацию нагрев электролита до высоких температур. Вредные испарения поражают дыхательную систему, существует риск получения химических ожогов кожи и слизистой.
Опасность этого технологического процесса заключается в использовании токсичных химических компонентов. Усложняет ситуацию нагрев электролита до высоких температур. Вредные испарения поражают дыхательную систему, существует риск получения химических ожогов кожи и слизистой.
Работу необходимо проводить в нежилом помещении, оборудованном хорошей вентиляцией – в мастерской, пристройке, гараже. Требуется обеспечить заземление.
Глаза нужно защитить очками. Перчатки для рук должны быть достаточно мягкими, но прочными. Также понадобятся клеенчатый фартук и резиновая обувь.
Нельзя на рабочем месте пить или есть – велик риск оседания на продуктах вредных веществ, которые приведут к отравлению.
Перед началом работы стоит обязательно изучить специальную литературу с доступным описанием особенностей процесса.
Драгоценные металлы в гальванике
Гальваническое золочение (серебрение) используют для придания изделию декоративных свойств. При использовании гальванического метода, мастера получают не просто облагороженный драгоценным металлом предмет, а точную копию исходного изделия. Оно может быть как простым, так и сложным. Нанесенный на заготовку слой металла отделяется от основы.
Оно может быть как простым, так и сложным. Нанесенный на заготовку слой металла отделяется от основы.
Поверхность предметов, изготовленных из черных металлов, перед серебрением предварительно меднится. Температура раствора зависит от используемого состава. Аноды изготавливаются из серебра чистотой 999.
Процесс гальванического золочения требует использования готовых электролитов. Предварительно деталь очищается и обрабатывается для улучшения адгезии гальваническим никелем. Если предмет изготовлен из алюминия и его сплавов, нанести позолоту в домашних условиях невозможно. Позолоченный предмет тщательно промывают, а затем просушивают на воздухе.
Никель в гальванике
Слой никеля наносится на заготовку перед процедурой золочения. Никель обладает хорошими защитными свойствами – он ограждает поверхность заготовки от действия агрессивных факторов, выдерживает контакт с разными средами, препятствует окислению и коррозии.
Никелевое покрытие красиво смотрится. Толщина слоя бывает разной – от 0,8 до 55 мкм. При обработке предметов применяются сернокислые, солянокислые или сульфаминовые электролиты. Температура, кислотность, плотность тока зависят от состава раствора.
При обработке предметов применяются сернокислые, солянокислые или сульфаминовые электролиты. Температура, кислотность, плотность тока зависят от состава раствора.
Медь в гальванике
Меднение :
- ограждает поверхность заготовки от коррозии;
- создает поверхностный слой с низким электрическим сопротивлением.
- Стоит учесть, что без предварительного никелирования чугунные поверхности можно подвергнуть меднению только в щелочном электролите. Такой раствор находит применение на производствах.
Покрывать слоем меди или других металлов можно практически любые предметы, в том числе листья, ветки, ракушки и птичьи перья. Чтобы гальваника в домашних условиях получилась с первого раза, необходимо сделать предмет меднения электропроводным. Для этого используется графитовый спрей, а если гальваника в домашних условиях применяется к твердым предметам, можно заменить его мягким простым карандашом. Электролит, в котором происходит меднение, можно приобрести в готовом виде, а можно приготовить самостоятельно. Обычно электролит состоит из медного купороса, серной кислоты и дистиллированной воды. Если правильно высчитать пропорции, можно использовать аккумуляторный электролит вместо серной кислоты и изготовить раствор самостоятельно.
Обычно электролит состоит из медного купороса, серной кислоты и дистиллированной воды. Если правильно высчитать пропорции, можно использовать аккумуляторный электролит вместо серной кислоты и изготовить раствор самостоятельно.
В зависимости от размеров предметов для омеднения емкость может иметь разные формы и размеры. После того как емкость заполнена электролитом, подвешивают, закрепляя на ее краях, аноды, роль которых играют медные пластины. Катод — предмет для омеднения — вешается обычно посередине между ними. Для подвешивания удобнее всего использовать среднюю по жесткости медную проволоку. Если предмет легкий и постоянно всплывает, его можно дополнительно закрепить с другого конца. Для тяжелого и сохраняющего форму предмета достаточно тонкой и мягкой проволоки, которая закрепляется на поверхности катода. Затем подключаются электроды, плюсовым концом на аноды, а минусовым — на катод. Две пластинки из меди обеспечивают равномерное распределение, в особо сложных случаях можно использовать большее количество пластин.
Блок питания включают сначала на небольшую мощность примерно 0,1 ампер до тех пор пока слоем медных ионов не обтягивает катод. Напряжение постепенно увеличивается, достигая необходимых 2 ампер. Превышение напряжения повлечет порчу покрытия. Оно останется прочным, но обязательно будут присутствовать излишняя зернистость, шероховатость и сложно будет добиться блеска. Такое покрытие не считается бракованным, и некоторые идеи требуют именно такого исполнения. В зависимости от типа омедняемой поверхности и величины предмета процесс может занимать от часа до суток. Менее чем за час можно омеднить только очень мелкие предметы тонким слоем. Необходимая толщина меди тоже имеет большое значение для времени омеднения, и для толстого слоя времени понадобится значительно больше, чем для декоративного покрытия. Вынимать предмет и оценивать полученный результат можно неограниченное количество раз.
После нескольких часов в гальванической ванне предмет, служащий катодом, целиком покрывается тонким слоем меди. Когда вся поверхность начинает блестеть, процесс гальванопластики можно считать завершенным. Затем омедненный предмет омывается в дистиллированной воде, что помогает избежать дальнейшего окисления. Если процесс происходил правильно, то слой меди будет полностью повторять фактуру выбранного предмета, вплоть до мельчайших деталей. Большого мастерства и практики требует правильное омеднение насекомых и растений таким образом, чтобы сохранить их первоначальный вид. Даже при ближайшем детальном рассмотрении видны будут волокна или структура материала, покрытого медью. Чтобы графит и медь качественно легли на поверхность предмета, перед началом омеднения его необходимо по возможности тщательно очистить.
Когда вся поверхность начинает блестеть, процесс гальванопластики можно считать завершенным. Затем омедненный предмет омывается в дистиллированной воде, что помогает избежать дальнейшего окисления. Если процесс происходил правильно, то слой меди будет полностью повторять фактуру выбранного предмета, вплоть до мельчайших деталей. Большого мастерства и практики требует правильное омеднение насекомых и растений таким образом, чтобы сохранить их первоначальный вид. Даже при ближайшем детальном рассмотрении видны будут волокна или структура материала, покрытого медью. Чтобы графит и медь качественно легли на поверхность предмета, перед началом омеднения его необходимо по возможности тщательно очистить.
Если параметры омедняемой вещи это позволяют, можно очистить ее перед омеднением при помощи наждачной бумаги. Это позволит снять с поверхности оксидную пленку. Хорошо обезжиривает любую поверхность горячий раствор соды, но после его использования обязательно нужно промыть вещь проточной водой. В случае если никакие средства по обезжириванию применить невозможно, как в случае с листьями, цветами или перьями, остается соблюдать все прочие рекомендации и надеяться на успех. Существует также способ омеднения деталей, без опускания их в электролит. Особенно хорошо этот способ подходит для изделий из цинка и алюминия. Чтобы применить этот способ, потребуется отрезок многожильного медного провода, или тонкая медная проволока, сложенная несколько раз. С провода снимается изоляция и он раскручивается с одной стороны, чтобы получилось подобие кисти или щетки.
В случае если никакие средства по обезжириванию применить невозможно, как в случае с листьями, цветами или перьями, остается соблюдать все прочие рекомендации и надеяться на успех. Существует также способ омеднения деталей, без опускания их в электролит. Особенно хорошо этот способ подходит для изделий из цинка и алюминия. Чтобы применить этот способ, потребуется отрезок многожильного медного провода, или тонкая медная проволока, сложенная несколько раз. С провода снимается изоляция и он раскручивается с одной стороны, чтобы получилось подобие кисти или щетки.
Для удобства работы к другому концу этой кисти привязывается любой твердый и удобный предмет в качестве рукояти. При этом второй конец провода также зачищают и подсоединяют к источнику тока, к положительной клемме. Но напряжение для работы не должно превышать 6 В. Электролит для этого способа готовится таким же образом, как и для омеднения в любой емкости. Тару рекомендуется выбирать широкую, чтобы в нее удобно было обмакивать кисть из проволоки. Деталь, которая нуждается в омеднении, также кладется в широкую емкость с невысокими бортами, превышающую ее размеры. Изделие подсоединяется к источнику тока с отрицательной клеммой, напряжение также не должно превышать 6 В. Затем конец проволоки, превращенный в кисть, обмакивают в раствор электролита и проводят вдоль детали, предназначенной к омеднению.
Деталь, которая нуждается в омеднении, также кладется в широкую емкость с невысокими бортами, превышающую ее размеры. Изделие подсоединяется к источнику тока с отрицательной клеммой, напряжение также не должно превышать 6 В. Затем конец проволоки, превращенный в кисть, обмакивают в раствор электролита и проводят вдоль детали, предназначенной к омеднению.
Важным условием является то, что кисть не должна прикасаться к поверхности омедняемого предмета. Чтобы медь покрыла предмет тонким и ровным слоем, на нем и на конце кисти всегда должен присутствовать электролит. В этом случае отрицательно заряженная деталь может притянуть к своей поверхности ионы меди таким же образом, как и при нахождении в емкости с электролитом. Процесс требует постоянного участия человека и занимает гораздо больше времени, но при выполнении всех условий поверхность будет покрыта тонким блестящим слоем меди. Этот способ хорош для больших деталей, которым невозможно подобрать подходящую емкость для электролита. Такие большого размера предметы омедняются по частям.
Такие большого размера предметы омедняются по частям.
Гальваника латунью в домашних условиях. Что такое гальваника и с чем ее едят? Серебрение и золочение
Гальваника – наука, изучающая осаждение электролитов на металлических поверхностях. Этим словом также называют процедуру, позволяющую наносить металлическое покрытие на различные изделия. К примеру, если требуется защита от коррозии, применяется цинкование или хромирование. Гальваника в домашних условиях – довольно непростая задача, поэтому для успешного ее выполнения следует знать некоторые нюансы, о которых ниже.
Что такое гальваника
Гальванопластика в домашних условиях осуществляется разными способами, так как полученное покрытие бывает технологическим, декоративным и защитным. Процедура дает возможность создания на поверхности изделия тонкого металлического слоя, имеющего привлекательный эстетический вид (с помощью золота или серебра) или антикоррозийные свойства (при использовании цинка или меди). Обрабатываемые поверхности, как правило, сделаны из металла или пластика.
Обрабатываемые поверхности, как правило, сделаны из металла или пластика.
Если рассматривать общие черты, то гальваника своими руками – процесс несложный. В специальную ванну с электролитом помещаются аноды, которые подключают к «плюсу». Между ними располагают деталь, служащую катодом, и подключают ее к «минусу». Как результат электрическая цепь замкнется, а металл, содержащийся в электролите, начнет осаждаться на катод, то есть обрабатываемое изделие.
Необходимое оборудование
Для выполнения любой задачи требуются не только определенные инструменты, но и оборудование. С поиском последнего также не должно быть сложностей, так как его можно сделать своими руками. Изначально следует позаботиться об источнике питания, ведь процедура требует действия электротока. Если рассматривать показатели тока, то здесь нет четкого диапазона – каждый мастер пользуется своими значениями.
Важно! Ключевое условие – использование регулятора напряжения, при помощи которого плавно изменяется выходная мощность.
Не менее важен постоянный ток. По этой причине источником может служить специальный выпрямитель, который приобретается или делается своими руками. Многие умельцы в качестве прибора пользуются сварочным аппаратом.
Под электролит нужно отыскать специальную емкость (ванночку), изготовленную из химически нейтральных компонентов. Гальваническая ванна своими руками делается просто: берется обычная посудина из пластика или стекла определенного размера, чтобы в ней легко располагались деталь и электролит. Применяется прочная и стойкая к высокой температуре (до +80 градусов Цельсия) емкость.
Также потребуются аноды, площадью более, нежели деталь. Используя их, в электролит подводится электрический ток, равномерно распределяемый по детали. Также их задача – возместить убыль сплава в электролите, так как он будет выделяться при обработке. Аноды хороши и для определенных окислительных задач.
Что касается нагревательных приборов, необходимых для подогрева электролита, лучше, чтобы они позволяли регулировать тепловые режимы, так как показатель температуры играет большое значение при процедуре. К примеру, чтобы гальваника прошла успешно, не подойдет бытовая газовая плитка. А вот электроплита или утюг с регулировкой температуры подошвы подходят.
К примеру, чтобы гальваника прошла успешно, не подойдет бытовая газовая плитка. А вот электроплита или утюг с регулировкой температуры подошвы подходят.
Из чего делать электролит
Чтобы хранить химические реактивы и электролиты, требуется воспользоваться посудой из стекла, имеющей притертую крышку.
Приготавливать электролиты следует внимательно: каждый элемент отмеряется вплоть до грамма, что делается при помощи соответствующих весов. Достать их не проблема, а при желании весы можно сделать самостоятельно, где гирьками выступают советские монетки, так как их номинал равен массе.
Гальванизация на дому – процедура приготовления электролита, а ему, в свою очередь, требуется наличие химических реактивов. Существуют специальные фирмы, занимающиеся распространением этих высококачественных веществ, однако, их действия подконтрольны и не каждый желающий может их приобрести, даже имея особые разрешительные документы. Частным лицам опасные химические вещества и вовсе недоступны.
Особенности цинкования металла
Каждое изделие из металла, каким бы качественным оно ни было, рано или поздно будет отравлено коррозией. Бороться с коррозией можно разнообразными способами, где каждый имеет свои сильные и слабые стороны. Процедура гальванического цинкования – простой метод, считающийся оптимальным по соотношению цена-качество.
Цинкование в домашних условиях сделать реально, тем более что эта процедура позволяет обезопасить материал от негативных внешних воздействий. Цинк ценится тем, что, взаимодействуя с кислородом, образует прочную и качественную пленку, защищающую изделие от влияния окружающей среды.
Для оцинковки металла есть следующие способы:
- Термодиффузный метод;
- Холодная оцинковка;
- Гальваническая оцинковка;
- Горячее цинкование;
- Газо-термическое напыление.
Для цинковки изделия используется как один метод, так и несколько – комплексные работы. Следует отталкиваться от условий эксплуатации детали и необходимых защитных качеств. Выбирая способ обработки, учитывается желаемая толщина цинка, а от этого зависит температура и продолжительность работ.
Выбирая способ обработки, учитывается желаемая толщина цинка, а от этого зависит температура и продолжительность работ.
Важно! Оцинкованные поверхности имеют ограничение – прямое механическое воздействие им противопоказано.
Наиболее популярный метод цинкования – горячий, так как полученное покрытие получается максимально стойким. Однако, на дому он не получил широко распространения, так как не безопасен с экологической стороны, трудный и невыгодный. Для этого метода требуется дорогостоящее и сложнодоступное оборудование, поэтому на нем не будем заострять внимания.
Газо-термический метод обработки металла – это своеобразное напыление. Актуален тогда, когда требуется обработка больших плоскостей в немалых масштабах. В ином случае это нерентабельная процедура. Процесс выглядит так: распыляется порошкообразный цинк. Применяют способ в тех ситуациях, когда деталь крупногабаритная и попросту не поместится в специальной ванне с жидким цинком. Стоит отметить прочностные качества полученного металла – изделие легко сохранится даже в условиях соленой воды в течение 25-35 лет.
В домашних условиях наиболее популярен метод гальванической оцинковки, в результате которого на поверхности появляется гладкий и равномерный слой определенной толщины. Покрытие, в среднем, имеет толщину не более 40 мкм, но в плане эстетики – это наиболее удачный метод.
Что касается самой процедуры оцинковки, она аналогична прочим процессам электрохимического характера, где положительно заряженные частицы с цинка оседают на поверхность детали.
Наиболее доступный метод цинкования – холодная оцинковка, напоминающая обычную покраску. Для этого используется особый цинкосодержащий грунтовочный материал, где 90% – цинк. Как было сказано выше, метод – самый доступный, практически в 10 раз дешевле предыдущих, да и заниматься им можно практически в любых условиях, даже в небольших мастерских. Однако, по сравнению с иными методами, холодная оцинковка не может похвастаться высокой стойкостью.
Особенности гальванического серебрения
Гальваническим серебрением занимаются многие мастера, работающие не только с сувенирной, но и ювелирной продукцией. Серебряные покрытия также нередко применяются в технической области.
Серебряные покрытия также нередко применяются в технической области.
Как и в случае с цинкованием, необходимо обзавестись специальными электролитами. Серебро можно наносить на разные металлы, но в каждом случае поверхность последних нужно тщательно подготавливать. Если будет допущена хоть малейшая ошибка, то слой серебра плохо «прилипнет» к детали, а то и вовсе частично отслоится. Эффективно решать эту проблему следует, применяя электролиты предварительного серебрения. Серебро – это мягкий металл, который легко может подвергнуться истиранию. Серебрение в домашних условиях реально, но следует знать определенные нюансы. Например, снизить износостойкость металла позволяют электролиты, осаждающие сплавы, с содержанием сурьмы или палладия.
Серебро является более доступным, по сравнению с золотом, металлом, поэтому, чтобы изделие не протиралось при носке, электрохимическое покрытие наносится более толстым слоем. Увеличить твердость и износостойкость посеребренной детали, например, можно, введя в состав серебра легирующие добавки (сурьма).
Известно, что серебро может потемнеть, что случается под влиянием сероводорода. Бороться с подобными явлениями можно методами палладирования и родирования. Однако конечный вид изделия будет иной, так как данные металлы характеризуются отличным от серебра цветом. Некоторые мастера наносят на серебряное изделие хром.
Важно! Хромирование серебра делается с той целью, если предмет гальваники не контактирует с руками. К примеру, если изделие лежит на прилавке. После начала эксплуатации проходит примерно месяц, как защитный слой истирается.
Гальваническое серебрение пользуется большим спросом в различных промышленных отраслях, так как серебро характеризуется отличными электротехническими, физико-механическими и декоративными свойствами.
Серебряные покрытия характеризуются высокой стойкостью к химическим веществам, яркостью и электропроводностью. Гальваническое серебрение может выполняться с большой толщиной, при этом сохраняется его эластичность, а соединение остается надежным. По этой причине данной технологией нередко пользуются в ювелирной промышленности и при производстве радиотехнических элементов.
По этой причине данной технологией нередко пользуются в ювелирной промышленности и при производстве радиотехнических элементов.
Благодаря особым физико-химическим характеристикам покрытия определяется конкретный метод серебрения. Такой вид покрытия широко популярен, независимо от того, что металл достаточно дорогой и довольно дефицитный. Серебрение позволяет:
- Повысить отражательные характеристики;
- Понизить переходное сопротивление;
- Повысить стойкость к коррозионным процессам;
- В декоративных целях (ювелирное мастерство).
Гальваника пользуется большой популярностью, так как позволяет не только придать иной вид металлу, но и защитить его от пагубных воздействий окружающей среды. В особенности метод окисления сплавов пользуется спросом и за счет того, что доступен в домашних условиях при наличии специальных реагентов и материалов. Однако следует помнить, что этот процесс не самый простой и требует определенных знаний и умений, без наличия которых процедура может быть опасной. Чаще всего, если речь идет о гальванике, используется серебрение, цинкование, никелирование и так далее.
Чаще всего, если речь идет о гальванике, используется серебрение, цинкование, никелирование и так далее.
Видео
Основной задачей гальванического покрытия медью в домашних условиях или по-другому меднения является подготовка поверхности металла к его дальнейшей обработке. Такой операции могут подвергаться различные металлы, и не металлы, среди которых следует выделить:
- сталь,
- латунь,
- никель и другие.
Использование меди
Благодаря своим многочисленным преимуществам данный металл получил широкое распространение. На сегодняшний день медь и ее многочисленные сплавы широко используются в промышленности. Металл актуальный для авиастроения, автомобилестроения, приборостроения и других отраслей. Не меньшей популярностью металл и изделия из него пользуются и в бытовой сфере. Меднение само по себе является одним из лучших способов покрытия тонким слоем металлической поверхности. В домашних условиях меднение можно выполнить нескольким способами.
Гальваническое меднение в домашних условиях
Для этого понадобится:
- Вода;
- Соляная кислота в чистом виде.
Гальваническое меднение в домашних условиях
Приготовления раствора
Делаем насыщенный раствор медного купороса, после чего нужно будет добавить 1/3 этого раствора в соляную кислоту. После приготовления раствора медного купороса его следует тщательно размешать, чтобы не было частиц. Далее нужно соляную кислоту тонкой струйкой добавить в этот раствор. Не следует забывать про технику безопасности и использовать перчатки и защитные очки. После того, как вы добавили в раствор соляную кислоту, его следует тщательно перемешать.
Итак, раствор готов и можно приступать к меднению в домашних условиях. Для этого нужно взять металлическую деталь, на которую вы собрались наносить слой меди и подготовить ее к работе. Подготовка включает в себя ее обработку наждачной бумагой. Данная процедура позволяет не только зачистить металлическую поверхность, но и обезжирить ее. Такая же процедура будет актуальна и для детали из латуни или свинца. После этого, покрытие нужно тщательно промыть в растворе кальцинированной соды. Это позволит более тщательно обезжирить материал.
Такая же процедура будет актуальна и для детали из латуни или свинца. После этого, покрытие нужно тщательно промыть в растворе кальцинированной соды. Это позволит более тщательно обезжирить материал.
Кальцинированная соды для обезжиривания материала
Далее поверхность нужно погрузить в раствор медного купороса и соляной кислоты. Следует обратить внимание на то, что первый слой меди является очень тонким и слабым, поэтому его желательно снять при помощи металлической щетки. После того, как вы это сделали, поверхность стали или свинца следует повторно промыть в растворе кальцинированной соды и опять погрузить в раствор для меднения. Данные манипуляции приведут к тому, что слой меди в домашних условиях на поверхности будет гораздо толще и гораздо крепче, поскольку его убрать можно будет с предмета, только используя наждачную бумагу, а не металлическую щетку как прошлый раз.
Этот способ позволяет сделать очень качественное медное покрытие, которое можно снять только наждачкой. Для улучшения медного покрытия в домашних условиях следует деталь еще раз погрузить в раствор. Указанный способ отличается своей простотой и высокой эффективностью в том числе и для изделий из свинца.
Для улучшения медного покрытия в домашних условиях следует деталь еще раз погрузить в раствор. Указанный способ отличается своей простотой и высокой эффективностью в том числе и для изделий из свинца.
Процедура меднения
Меднением принято называть процедуру гальванического нанесения меди, толщина слоя меди в таких случаях может составлять-от 300 мкм и больше. Меднение стали это один из наиболее важных процессов в гальванике, поскольку используется, как дополнительный процесс перед нанесением других металлов для хромирования, никелирования, покрытие серебром.
Слой меди прекрасно держится на стали и способен выравнивать различные дефекты на поверхности.
Для медных покрытий характерно высокое сцепление с другими поверхностями, изделиями из свинца особенно металлическими, а также высокая электропроводность и пластичность. Нанесенное недавно покрытие имеет ярко-розовый матовый или же блестящий цвет. Под воздействием влияний атмосферы медные покрытия могут окисляться, покрываться налетом окислов с различными пятнами радужного вида.
Сферы использования омеднения
Как правило, гальваническое омеднение может использоваться:
- В декоративных целях. С учетом огромной популярности в нынешнее время старинных изделий из меди. Существуют методы искусственного состаривания изделий из стали;
- В гальванопластике. Широко распространена в ювелирной сфере, среди сувенирной продукции, для изготовления барельефов и т.д;
- В технической отрасли. Меднение металла очень важно в электротехнической области. Низкая стоимость меднения по сравнению с покрытиями из золота или серебра позволяет снизить расходы на изготовление электродов, электротехнических шин, контактов и других элементов из сталии свинца.
Меднение происходит вместе с нанесением других гальванических покрытий
- Если нужно нанести многослойное защитно-декоративное покрытие на слой стали. В подавляющем большинстве случаев здесь медь используют вместе с никелем и хромом. Это позволяет улучшить сцепление с основным металлом и получить блестящее покрытие высокой прочности;
- Во избежание цементации участка.
 Меднение свинца позволит избежать появления углероживания на стальных участках. Для нанесения медного слоя используют только те участки, на которых будет проводиться обработка резанием;
Меднение свинца позволит избежать появления углероживания на стальных участках. Для нанесения медного слоя используют только те участки, на которых будет проводиться обработка резанием; - При выполнении реставрационных и восстановительных работ. Данный метод наиболее часто используется для восстановления хромированных частей автомобилей и мотоциклов. Для этих целей наносится довольно толстый слой меди, порядка 100-250 мкм и более того, что позволяет закрыть все дефекты и повреждения металла для нанесения последующих покрытий;
Разновидности меднения
- Используя погружение в электролит;
- Без погружения в электролит.
Первый способ предполагает обработку металлического изделия наждачной бумагой, щеткой и промывки водой. После чего обезжиривания в горячем содовом растворе с повторной промывкой. Далее в стеклянную емкость опускают на медных проволочках две медные пластины –аноды. Между пластинками на проволоке подвешивают деталь, после чего пускается ток.
Второй способ актуальный для изделий из стали, алюминия и цинка.
Домашнее омеднение
Данная процедура актуальна для различных случаев, поскольку нанесение слоя меди может использоваться для алюминиевых столовых приборов, сувениров, подсвечников и т. д. Неповторимый эффект оказывают изделия не из металла, на которые был нанесен слой меди. Это могут быть стебли растений, листья и др. Ввиду того, что в покрываемых предметах отсутствует токопроводящий слой, вместо него используется специальный электропроводный лак, который наносят на поверхности.
В состав лака входит ряд органических растворителей, пенкообразователей и тонкодисперсионный графитовый порошок, благодаря которому создается электропроводность. Лак наносят тонким слоем на сухую поверхность, и после высыхания через час можно приступать к омеднению. При желании можно меди придавать различные цветовые оттенки, используя для этого специальные способы. Высокое качество и уникальность таких изделий вполне заслуженно приравнивается к настоящим ювелирным украшениям.
Видео: Меднение в домашних условиях
Известно две разновидности гальванизации – гальваностегия и гальванопластика. В первом случае получается несъемное гальваническое покрытие, которое изменяет характеристики деталей и предметов. В зависимости от преследуемых целей, обработанные изделия приобретают новые свойства: декоративность, хорошую отражательную способность, устойчивость к механическому воздействию и коррозии, износостойкость. С помощью гальванопластики в домашних условиях или на производстве создают точные копии образцов (осажденный слой металла отделяется от матрицы).
Технология гальванизации: общие сведения
Независимо от того, выполняется или в домашних условиях, обработка осуществляется в емкости, наполненной токопроводящим раствором.
Предмет помещается между двумя растворимыми или нерастворимыми анодами и подключается к отрицательному контакту. Аноды подсоединяются к плюсовому контакту. Оптимальное соотношение площадей катода/анода – 1:1.
Процесс гальванизации запускается при замыкании электрической сети – с этого момента начинается перенос на отрицательно заряженное изделие (катод) ионов металла. В результате этого на предмете образуется покрытие нужной толщины.
Выбор типа покрытия
Если в приоритете решение технических задач (изменение электрической проводимости и антифрикционных свойств, повышение отражательной способности, прочности, устойчивости к коррозии), то применяются серебро, никель, медь. В декоративных целях обычно используются драгоценные металлы: родий, золото, серебро, палладий
Такое разделение очень условно. С помощью серебрения (золочения) удается получить качественное защитное покрытие, устойчивое к агрессивным средам. Меднение также находит применение в декоре изделий (такое покрытие подвергается дополнительной оксидной обработке).
Практика показывает: серьезно усилить прочность обрабатываемых заготовок путем гальванизации их поверхности можно только на производстве. В домашней мастерской достичь необходимого результата сложно, поэтому работа мастеров в первую очередь направлена на повышение привлекательности предмета.
В домашней мастерской достичь необходимого результата сложно, поэтому работа мастеров в первую очередь направлена на повышение привлекательности предмета.
Метод гальваники
Гальваника, выполняемая своими руками в домашних условиях, требует применения специального оборудования. Совсем необязательно оно должно быть профессиональным. Мастера находят доступную замену.
Подготавливая гальваническую установку своими руками, мастеру придется подыскать пластиковую или стеклянную ванну нужного объема. Требуется достаточно прочная, электроизолирующая, кислотоустойчивая емкость. В нее должны поместиться обрабатываемый предмет и нужное количество электролита и аноды.
Источник питания должен иметь регулятор выходного напряжения и тока – это позволит мастеру в процессе работы изменять параметры обработки. Обычно источником питания становится выпрямитель тока.
Важный элемент домашней установки – растворимые и нерастворимые аноды.
Чтобы процесс протекал правильно, мастера соблюдают оптимальное соотношение площадей детали и анодов (1:1). Подвесочные приспособления создают опору предмету и способствуют правильному распределению тока.
Подвесочные приспособления создают опору предмету и способствуют правильному распределению тока.
Гальваника процесс
Гальваника в домашних условиях осуществляется с применением реактивов. На этом этапе могут возникнуть сложности – многие химические вещества доступны только тем, кто предварительно получил документы разрешительного характера.
Необходимо позаботиться о правильном хранении компонентов. Реактивы, а также готовые электролиты помещают в стеклянные или прочные пластиковые емкости с крышками.
При приготовлении состава крайне важно с большой точностью отмерять все компоненты – лучше всего использовать для этого электронные весы.
Подготовительный процесс
Качество (однородность, прочность) готового покрытия напрямую зависит от правильности проведения подготовки поверхности к гальванизации. Во многих случаях удаления загрязнений и обезжиривания бывает недостаточно – может понадобиться пескоструйная обработка. Иногда требуется шлифовка специальными пастами или наждачной бумагой.
В домашних условиях для удаления жирной пленки и других загрязнений с поверхностей часто применяется спирт и другие органические растворители. Могут также использоваться обезжиривающие растворы.
При подготовке к гальванизации изделий из стали и чугуна применяется раствор, содержащий кальцинированную соду, каустик, силикатный клей (из расчета на 1 л – 50 г, 20 г и 5-15 г соответственно). Температура раствора – 70-90°С. Для очищения предметов из цветных металлов используется раствор гидрофосфата натрия и хозяйственного твердого мыла (по 10-20 г/1 л). При проведении процедуры температура составляет 90°С.
Техника безопасности
При проведении гальванических операций мастер обязан соблюдать технику безопасности. Опасность этого технологического процесса заключается в использовании токсичных химических компонентов. Усложняет ситуацию нагрев электролита до высоких температур. Вредные испарения поражают дыхательную систему, существует риск получения химических ожогов кожи и слизистой.
Работу необходимо проводить в нежилом помещении, оборудованном хорошей вентиляцией – в мастерской, пристройке, гараже. Требуется обеспечить заземление.
Глаза нужно защитить очками. Перчатки для рук должны быть достаточно мягкими, но прочными. Также понадобятся клеенчатый фартук и резиновая обувь.
Нельзя на рабочем месте пить или есть – велик риск оседания на продуктах вредных веществ, которые приведут к отравлению.
Перед началом работы стоит обязательно изучить специальную литературу с доступным описанием особенностей процесса.
Драгоценные металлы в гальванике
Гальваническое золочение (серебрение) используют для придания изделию декоративных свойств. При использовании гальванического метода, мастера получают не просто облагороженный драгоценным металлом предмет, а точную копию исходного изделия. Оно может быть как простым, так и сложным. Нанесенный на заготовку слой металла отделяется от основы.
Поверхность предметов, изготовленных из черных металлов, перед серебрением предварительно меднится. Температура раствора зависит от используемого состава. Аноды изготавливаются из серебра чистотой 999.
Температура раствора зависит от используемого состава. Аноды изготавливаются из серебра чистотой 999.
Процесс гальванического золочения требует использования готовых электролитов. Предварительно деталь очищается и обрабатывается для улучшения адгезии гальваническим никелем. Если предмет изготовлен из алюминия и его сплавов, нанести позолоту в домашних условиях невозможно. Позолоченный предмет тщательно промывают, а затем просушивают на воздухе.
Никель в гальванике
Слой никеля наносится на заготовку перед процедурой золочения. Никель обладает хорошими защитными свойствами – он ограждает поверхность заготовки от действия агрессивных факторов, выдерживает контакт с разными средами, препятствует окислению и коррозии.
Никелевое покрытие красиво смотрится. Толщина слоя бывает разной – от 0,8 до 55 мкм. При обработке предметов применяются сернокислые, солянокислые или сульфаминовые электролиты. Температура, кислотность, плотность тока зависят от состава раствора.
Медь в гальванике
Меднение :
- ограждает поверхность заготовки от коррозии;
- создает поверхностный слой с низким электрическим сопротивлением.

- Стоит учесть, что без предварительного никелирования чугунные поверхности можно подвергнуть меднению только в щелочном электролите. Такой раствор находит применение на производствах.
Меднение — это процесс нанесения на поверхность медного слоя гальваническим способом.
Медный слой придает изделию внешнюю привлекательность, что позволяет использовать прием гальванического покрытия медью в дизайнерских проектах. Также он придает металлу высокую электропроводность, что позволяет подвергать изделие дальнейшей поверхностной обработке.
Меднение можно использовать в качестве основного процесса для создания поверхностного слоя, а также как промежуточную операцию для дальнейшего нанесения другого металлического слоя. К такому способу можно отнести, например, процесс серебрения, или никелирования.
Меднение можно проводить в домашних условиях. Это дает возможность решить много бытовых проблем.
Чтобы выполнить покрытие медным слоем самостоятельно, нужно приобрести необходимое для процесса оборудование и материалы.
Прежде всего, нужно подготовить источник электрического тока. Разные домашние мастера советуют использовать силу тока, разброс которой в большом диапазоне. Работа должна проводиться на постоянном токе.
В качестве источника тока можно взять батарейку КБС-Л напряжением 4,5 вольт или новую батарейку марки «Крона» с рабочим напряжением 9 вольт. Можно также вместо нее использовать выпрямитель малой мощности, дающий напряжение не более 12 вольт, или автомобильный аккумулятор.
Обязательным является использование реостата для регулировки напряжения и плавного выхода из процесса.
Для раствора электролита должна быть заготовлена нейтральная емкость, например из стекла, а также пластиковая широкая посуда, имеющая достаточные размеры для размещения в ней детали. Емкости должны выдерживать температуру не менее 80оС.
Также понадобятся аноды, обеспечивающие покрытие всей поверхности детали. Они предназначены для подведения тока в электролитный раствор и его распределение по всей площади детали.
Для проведения гальваники в домашних условиях понадобятся также химреактивы для приготовления раствора:
- медный купорос,
- соляная или другая кислота,
- дистиллированная вода.
Заготовив все необходимое, можно приступать к работе.
Меднение стальных изделий
Меднение стали медным купоросом является одним из основных процессов в области гальваники потому, что оно используется для предварительного покрытия медью. Она отличается высокой адгезией к стальной поверхности, в отличие от других металлов, которые не обладают хорошим сцеплением со сталью. Медный слой при соблюдении технологии держится на стальных изделиях прекрасно.
Есть две технологии нанесения покрытия: с погружением изделия в электролитный раствор и способ неконтактного покрытия поверхности медью без помещения в жидкий электролитный раствор.
Меднение путем погружения в раствор
Процесс выполняется с соблюдением следующих этапов:
- С поверхности стальной детали удаляется окисная пленка с помощью наждачной бумаги и щетки, а затем деталь промывается и обезжиривается содой с финишной промывкой водой.

- В стеклянную банку помещаются две медные пластины, подсоединенные к медным проводникам, которые служат анодом. Для этого их соединяют вместе и подводят к положительной клемме прибора, используемого в качестве источника тока.
- Между пластинами свободно подвешивается обрабатываемая деталь. К ней подводится отрицательный полюс клеммы.
- В цепь встраивается тестер с реостатом, чтобы регулировать силу тока.
- Готовится электролитный раствор, в состав которого обычно входит медный купорос — 20 грамм, кислота (соляная или серная) — от 2 до 3 мл, растворенная в 100 мл (лучше дистиллированной) воды.
- Готовый раствор заливается в подготовленную стеклянную банку. Он должен покрыть помещенные в банку электроды полностью.
- Электроды подключаются к источнику тока. С помощью реостата устанавливается ток (10-15 мА должны приходиться на 1см2 площади детали).
- Через 20-30 минут ток отключается, и деталь, покрытая медью, достается из емкости.
Покрытие медью без помещения в электролитный раствор
Такой способ используется не только для стальных изделий, но и алюминиевых предметов и изделий из цинка. Процесс осуществляется так:
Процесс осуществляется так:
- Берется многожильный медный провод, с одного конца которого снимается изоляционное покрытие, а проводкам из меди придается вид своеобразной кисточки. Для удобного использования «кисть» закрепляют на ручке — держателе (можно взять деревянную палку).
- Другой конец провода без кисти подсоединяется к положительной клемме используемого источника напряжения.
- Готовится электролитный раствор на основе концентрированного медного купороса с добавлением небольшого количества кислоты. Он наливается в широкую емкость, необходимую для удобного окунания кисти.
- Подготовленная металлическая деталь, очищенная от оксидной пленки и обезжиренная, помещается в пустую ванночку и подсоединяется к отрицательной клемме.
- Кисть смачивается приготовленным раствором и водится вдоль поверхности пластины, не прикасаясь к ней.
- После достижения необходимого медного слоя, процесс заканчивается, а деталь промывается и сушится.
Между поверхностью детали и импровизированной медной кистью всегда должен быть слой из раствора электролита, поэтому кисть необходимо обмакивать в электролит постоянно.

Меднение алюминия медным купоросом
Нанесение на поверхность меди — отличный способ обновления алюминиевых столовых приборов и других изделий из алюминия, используемых дома.
Меднение алюминия медным купоросом можно провести самостоятельно. Упрощенный вариант для демонстрации процесса — это покрытие медью алюминиевой пластинки простой формы.
На этом примере можно потренироваться. Выполнение процесса происходит так:
1. Поверхность пластинки необходимо сначала зачистить, а затем обезжирить.
2. Затем нужно нанести на нее немного концентрированного раствора сернокислой меди (медного купороса).
3. Следующим действием является подсоединение к алюминиевой пластинке провода, подсоединенного к отрицательному полюсу. Подсоединять провод к пластинке можно с помощью обычного зажима.
4. Положительный заряд подается на устройство, состоящее из оголенного медного провода с диаметром от 1 до 1,5 мм, конец которого распределяется между щетинами зубной щетки.
Во время работы этот конец провода не должен касаться поверхности алюминиевой пластины.
5. Обмакнув щетину в раствор медного купороса, начинают водить щеткой в подготовленном для покрытия медью месте. При этом не нужно допускать замыкания цепи, прикасаясь к поверхности алюминиевой пластины концом медного провода.
6. Омеднение поверхности сразу становится визуально заметно. Чтобы слой был качественным, с окончанием процесса не нужно торопиться.
7. После завершения работы слой меди нужно выровнять дополнительной очисткой, удалив остатки медного купороса и протерев поверхность спиртом.
Гальванопластика в домашних условиях
Гальванопластикой называют процесс электрохимического воздействия на изделие с целью придания ему необходимой формы осаждаемым на поверхности металлом.
Обычно эту технологию используют для покрытия металлом неметаллических изделий. Широко применяют ее в ювелирной области и дизайне бытовых предметов.
После публикации моей предыдущей идеи — Серьезный бизнес на гальванике — пришло столько вопросов о технологическом процессе, что я решил объединить свои ответы в отдельной идее.
Технологическое оборудование для гальваники
1. ванна сернокислотная
2. ванна холодной воды
3. ванна горячей воды
4. ванна железнения
5. ванна холодной воды
6. стол рабочий на колесах
7. корзины и бутыли с кислотами
8. сварочный трансформатор
9. балластные реостаты.
Технологический цикл
Включает в себя следующие операции:
1. Предварительная подготовка.
2. Сернокислотное пассивирование.
3. Промывка в холодной воде.
3. Промывка в горячей воде.
4. Железнение.
5. Промывка в холодной воде.
6. Дальнейшая обработка.
Предварительная подготовка
Состоит в следующем. Поступивший вал обтирают ветошью от остатков масла, из шпоночных пазов удаляется грязь. Затем снимаются размеры шейки в местах максимальной выработки и невыработанные размеры. Это необходимо для установления толщины необходимого покрытия и определения времени железнения. Если вал убитый (большой эллипс, конус), то для восстановления правильной геометрии его подвергают шлифовке, но снимают не более 0,5 процента от общего диаметра шейки. Таким образом выясняется толщина необходимого покрытия.
Это необходимо для установления толщины необходимого покрытия и определения времени железнения. Если вал убитый (большой эллипс, конус), то для восстановления правильной геометрии его подвергают шлифовке, но снимают не более 0,5 процента от общего диаметра шейки. Таким образом выясняется толщина необходимого покрытия.
Н(мм) = Нв(выработки) + 3Нм.ш.(минимальный шлиф станка)
величину 3Нм.ш можно задать и больше
Для определения рабочих токов необходимо знать катодную (покрываемую) площадь. Для этого измеряется диаметр шейки и её ширина И затем по формуле
S = π · D · A,
где А — ширина шейки.
Площадь рассчитывается в квадратных дециметрах.
Таким образом, выяснив площадь и умножив её на рекомендуемую плотность тока (А\кв.дм), мы будем знать величину общего необходимого тока.
Время, необходимое для железнения, находят по формуле:
Т(часов)=7400*Н / Ic*n,
где:
Ic= I катодный — Iанодный А/дм.
n- выход железа по току, определяется практически, но можно использовать эмпирическую формулу: n = 47(Ic)0,2
Сернокислотное пассивирование
После того, как все расчеты выполнены, начинаем процесс.
В масляные каналы забивают резиновые пробки.
Для того, чтобы подготовить поверхность вала к железнению, применяется метод сернокислотной пассивации. Применяют различные режимы (переменным током, асимметричным током), но самым быстрым и производительным является режим травления на аноде, позволяющий одновременно с пассивацией производить очистку поверхности от масляных и лаковых пленок.
Для этого вал помещают в сернокислый 20-30% раствор и подключают его к + шине, катод выполняется из листового свинца и его площадь должна превышать площадь детали не менее 10 раз. Затем включается ток плотностью до 50А\кв.дм. Время – 1 мин. Ток постоянный (выпрямленный).
За это время поверхность детали приобретает ровный матово- темносерый оттенок. На этом операция пассивирования закончена.
Промывка в горячей и холодной воде
Железнение
Если вам необходимо восстановить определенный участок, а не всю деталь, применяют маскирование — участок, не подлежащий железнению, закрашивают нитролаком или нитрокраской. Так как нитро покрытия очень пористые, окраску следует производить не менее, чем в два слоя, с промежуточной сушкой.
Так как нитро покрытия очень пористые, окраску следует производить не менее, чем в два слоя, с промежуточной сушкой.
Процесс железнения ведется при температуре 18-25°С. Аноды из стали Ст.3…..Ст.20. Легированные стали в качестве анодов не применяются, т.к. ионы хрома затрудняют процесс и снижают качество покрытия.
Собственно сам процесс железнения разбит на несколько этапов. Первые этапы служат для создания равномерного первичного слоя, прочно скрепленного с основой. Последний этап служит для наращивания рабочего слоя с требуемой твердостью.
1. Ток катодный — 20 А\кв.дм, анодный — 15,5 А\кв.дм. Время — 15 сек. Твердость покрытия 180 кгс\кв.мм.
2. Ток катодный — 20 А\кв.дм, анодный — 10 А\кв.дм. Время — 60 сек. Твердость покрытия 270 кгс\кв.мм.
3. Ток катодный — 20 А\кв.дм, анодный — 5 А\кв.дм. Время — 60 сек. Твердость покрытия 400 кгс\кв.мм.
4. Ток катодный — 20 А\кв.дм, анодный — 3,5 А\кв.дм. Время — 30 сек. Твердость покрытия 540 кгс\кв.мм.
5.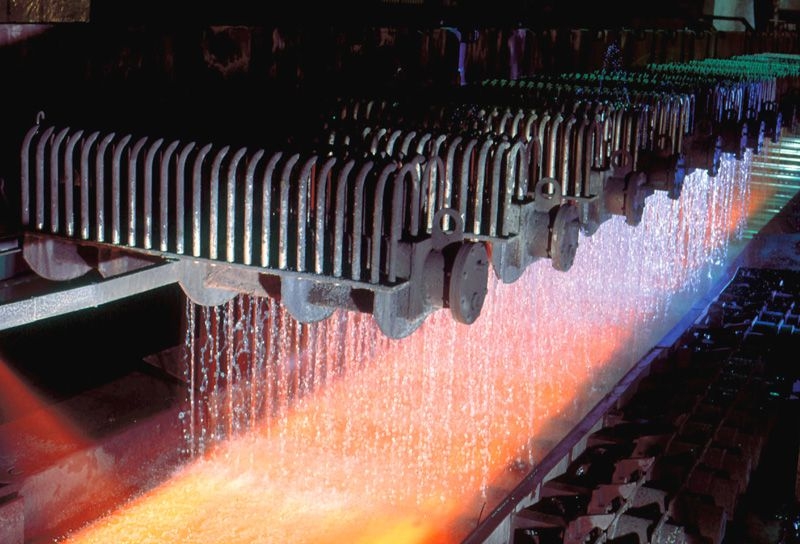 Ток катодный — 30 А\кв.дм, анодный — 3,5 А\кв.дм. Время — 30сек. Твердость покрытия 630 кгс\кв.мм.
Ток катодный — 30 А\кв.дм, анодный — 3,5 А\кв.дм. Время — 30сек. Твердость покрытия 630 кгс\кв.мм.
На этом процесс «затяжки» заканчивается и далее идет наращивание рабочего слоя до заданных размеров.
6. Ток катодный — 30 А\кв.дм, анодный — 3 А\кв.дм. Время — расчётное. Твердость покрытия 630 кгс\кв.мм.
Промывочную воду из ванны 2 и 5 используют для доливки в ванну железнения. В процессе работы с анода выделяется шлам, который после отстаивания необходимо удалять.
И ещё одна деталь. Перед началом железнения нужно «проработать» электролит. Для этого к катоду подвешивают ненужный кусок металла и включают катодный ток не более 10 А, на один, два часа. Это необходимо для очистки раствора от примесей и для удаления 3 валентного железа. Осаждается железо с валентностью 2.
Если у вас был перерыв в работе длительностью более суток, электролит необходимо также проработать.
Если вам не удалось раздобыть соль чистотой Ч или ЧДА, и вы используете садово–огородный химикат, то процесс проработки электролита следует вести самым минимальным катодным током, анодный ток не используется. Величину тока устанавливают «на грани» начала газообразования на катоде.
Величину тока устанавливают «на грани» начала газообразования на катоде.
Само собой разумеется, этот процесс будет длиться значительно дольше, нежели при работе с чистыми реактивами.
Состав электролита:
хлористое железо — 400-440 г\л
серная кислота — 0,8-1 мл\л
иодистый калий — 5-10 г\л
соляная кислота — до рН= 1–1,2
Кислотность определяется лакмусом или индикаторной бумагой.
Твердость покрытия определяется «Роквеллом» или «Бринелем».
Для начала не стоит гнаться за твердостью и производительностью, попробуйте поработать на 1 и 2 режиме, попробуйте восстановить какую-нибудь деталь, что можно будет потом обработать напильником, резцом или сверлом. Когда у вас начнет что-то получаться, постепенно перейдёте к сложнопрофильным деталям и повышению твердости.
Я далек от мысли, что гальваника асимметричным током — панацея от всех бед и решение всех проблем. Это всего лишь инструмент. И так же, как и всякий инструмент, он не может быть универсальным, на все случаи жизни. Традиционная гальваника ничуть не хуже, просто она другая.
Традиционная гальваника ничуть не хуже, просто она другая.
Целью публикации было привлечь внимание к тому, что благодаря изменению цен на электроэнергию и металл на внутреннем и внешнем рынках стало возможным получать из этого процесса неплохую материальную выгоду.
Если в советские времена свет стоил 2 коп., а кг железа 12-16 коп., то сегодня разница в цене выше: свет 2,86 тг, а металл более 50 тг за кг. Если раньше себестоимость такого ремонта не превышала 60% от первоначальной стоимости, то сегодня эта цифра значительно ниже. И это только про железо. Я уже не говорю о ценах на «пищевое» олово. Кому интересно, посмотрите биржевые цены. В каждой консервной банке от сгущенки или тушенки его содержится от 0,75 г до 2 г. А процесс снятия гальваникой этого покрытия занимает не более 4-5 мин. Занимайся — не хочу. Под эту шару можно прикинуться борцом за экологию (оставаясь в душе идейным борцом за денежные знаки) и если не откосить от налогов, то уж попробовать их уменьшить. О залежах этого сырья и трудовых резервах находящихся там же, а иногда и проживающих прямо на этих копях, думаю, никому не нужно рассказывать. В больших городах эти полигоны, в большинстве своем, электрифицированы. Во всяком случае, в вагончике директора свет есть. Никто не мешает….., кроме ворон. :-))))
В больших городах эти полигоны, в большинстве своем, электрифицированы. Во всяком случае, в вагончике директора свет есть. Никто не мешает….., кроме ворон. :-))))
Гальваника в домашних условиях — нужное оборудование и советы
Физико-химические свойства некоторых металлов ухудшают их техническое применение. Некоторые виды стали (сплав на основе железа и углерода) могут вступать в контакт с водой, что приводит к коррозии и разрушению изделия. Чтобы предотвратить подобный сценарий, используется вспомогательная обработка металлов/сплавов. Одним из вариантов обработки является проведение гальванизации. Возможна ли гальваника в домашних условиях? Какие техники гальваники существуют и какое оборудование понадобится мастеру? И о каких правилах техники безопасности не стоит забывать? В статье эти вопросы будут рассмотрены.
Содержание
- 1 Общие сведения
- 1.1 Схема электролиза
- 1.2 Основные технологии
- 2 Ванночка для гальванизации
- 3 Другое оборудование для гальваники
- 3.
 1 Вспомогательное оборудование
1 Вспомогательное оборудование
- 3.
- 4 Подготовка металлических изделий
- 5 Правила техники безопасности
- 6 Разновидности гальваники
- 6.1 Хромирование
- 6.2 Цинкование
- 6.3 Никелирование
- 6.4 Серебрение
- 7 Заключение
Общие сведения
Гальваника (гальванизация) — физико-химическая технология, с помощью которой можно создать на поверхности металла дополнительный слой из другого металла. Толщина дополнительного слоя является небольшой. Обычно она составляет от 0,1 до 2-3 миллиметров. Гальванизация используется для многих целей — повышение прочности, создание антикоррозийного слоя и другие. Покрыть гальваническим слоем можно только металлическую поверхность. Это может быть посуда, детали для автомобиля, инженерные инструменты, декоративные изделия. В качестве гальванизирующего слоя выступают металлы — хром, никель, медь, серебро, цинк + сплавы на их основе.
Схема электролиза
С точки зрения химии и физики гальванизация осуществляется за счет специального процесса под названием электролиз. В упрощенном виде электролиз металлических изделий выглядит так:
В упрощенном виде электролиз металлических изделий выглядит так:
- Поверхность запчасти очищается от различных загрязнений (органика, пыль, грязь, легкая коррозия). Очистку рекомендуется дополнять обезжириванием, поскольку эта процедура позволяет получить чистую поверхность, на которую будет наноситься тонкий гальванический слой веществ, полученных из электролита.
- В пластиковую или стеклянную емкость помещается электролит — раствор щелочей, кислот и солей, содержащих нужный металл. Скажем, для электролитического хромирования используется хромовая кислота, которая при электролизе высвобождает хром, переходящий на деталь. Для улучшения гальваники электролит может нагреваться до небольших температур (обычно не более 60 градусов).
- К электролиту подключается источник постоянного тока (источники переменного тока не используются, поскольку операция не запустится). Для подключения используются два провода — катод и анод. Катод прикрепляется непосредственно к обрабатываемой детали, а анод помещается в раствор электролита.
 Анод обычно дополняется пластиной из соответствующего металла, что усиливает гальванизацию (скажем, для цинкования нужна цинковая пластина).
Анод обычно дополняется пластиной из соответствующего металла, что усиливает гальванизацию (скажем, для цинкования нужна цинковая пластина). - Обрабатываемая деталь прикрепляется к катоду, а потом катод помещается в раствор электролита. Катод с запчастью не должен контактировать с анодом напрямую, поскольку в таком случае случится короткое замыкание либо гальваника не запустится/будет идти медленно. Обрабатываемая запчасть должна находится на хорошем расстоянии от анода с пластинами, чтобы операция прошла успешно.
- Теперь включается электрический ток, что приводит к замыканию цепи. Ток сперва попадает на анод, а потом поступает в электролитический раствор. Это запускает ряд химических реакций, в результате которых металлические ионы высвобождаются из вещества и начинаются двигаться вместе с электрическим током по направлению к катоду. При прохождении через катод эти ионы осаждаются на поверхности запчасти, что и приводит к образованию нужного покрытия. Для гальванической обработки одной детали требуется 20-40 минут в зависимости от размеров и формы детали.

Основные технологии
Основные технологии гальваники — это хромирование, серебрение, никелирование и цинкование, при которых деталь покрывается соответственно хромом, серебром, никелем и цинком. Помимо этого существуют и другие операции (скажем, меднение и латунирование). Однако для их осуществления необходимо использование цианистых солей, которые являются ядовитыми даже для человека в защитной одежде. Поэтому эти процедуры обычно выполняются в специальных цехах или мастерских.
Ванночка для гальванизации
Для создания защитного слоя на поверхности металлического изделия понадобится оборудование для гальваники. Основной элемент — это специальная ванночка для гальванизации, которую можно без труда собрать своими руками. Узнаем как это сделать и о чем нужно помнить:
- Гальваническая ванночка представляет собой емкость, в которую будет помещаться электролитический раствор или обрабатываемая металлическая деталь. Поэтому объем ванночки должен быть достаточно большим, чтобы все элементы поместились в нее.
 Объем ванночки нужно подбирать непосредственно под деталь с небольшим запасом, чтобы в него поместилось оптимальное количество электролита (в противном случае реакция будет идти медленно либо гальванизация получится низкокачественной).
Объем ванночки нужно подбирать непосредственно под деталь с небольшим запасом, чтобы в него поместилось оптимальное количество электролита (в противном случае реакция будет идти медленно либо гальванизация получится низкокачественной). - В качестве ванночки следует использовать только пластиковые или стеклянные емкости, поскольку эти вещества отличаются химической устойчивостью и инертностью относительно электролиза. Металлические емкости попадают под полный запрет — во время электролиза металлические ионы будут переходить в электролитический раствор, что испортит гальванизацию. Эмалированные металлические изделия для гальваники тоже лучше не использовать, поскольку во время электролиза есть риск повреждения эмали с последующими переходом металлических ионов в электролит.
Другое оборудование для гальваники
К ванночке необходимо подключить источник постоянного тока, которые будет активировать электролитическую реакцию. Нужно купить стабилизированный блок питания, в состав которого входит выпрямитель электрического тока и регулятор напряжения (оптимальное напряжение — от 1 до 2,5 вольт). К ванночке от источника тока также необходимо подключить два провода, которые будут выполнять роль катода и анода. К аноду следует прикрепить анодные металлические пластины, проводящие ток. Провод-катод напрямую подключается к обрабатываемой детали.
К ванночке от источника тока также необходимо подключить два провода, которые будут выполнять роль катода и анода. К аноду следует прикрепить анодные металлические пластины, проводящие ток. Провод-катод напрямую подключается к обрабатываемой детали.
После подключения электрических элементов в ванночку заливается жидкий электролит. Он представляет собой раствор, способный проводить электрический ток за счет диссоциации вещества на электроактивные ионы. В качестве электролита обычно используются нестабильные кислоты, щелочи или соли. Электролитический раствор можно приготовить самому, однако проще всего будет купить его в любом магазине электрических товаров или машинного оборудования. Перед гальванизацией электролит часто придется нагревать (часто его можно нагреть прямо в ванночке). Конкретный состав электролита зависит от типа операции — скажем, для хромирования в качестве электролита Вам понадобится хромовая кислота.
Вспомогательное оборудование
Помимо ванночки, проводов и электролита Вам рекомендуется иметь при себе вспомогательное оборудование:
- Механические или электрические весы.
 Они будут нужны для взвешивания отдельных гальванических компонентов, что поможет Вам подсчитать оптимальный уровень электролита в ванночки. Также они пригодятся для приготовления обезжиривающего раствора.
Они будут нужны для взвешивания отдельных гальванических компонентов, что поможет Вам подсчитать оптимальный уровень электролита в ванночки. Также они пригодятся для приготовления обезжиривающего раствора. - Плитка для нагрева электролита (ванночку можно поставить прямо на плитку). Предпочтение рекомендуется отдать электрическим плиткам, поскольку в случае сгорания газа образуются вещества, которые могут вступить в реакцию с ванночкой и осесть в электролите, что плохо влияет на качество электролитического раствора. Обратите внимание, что электроплитка должна иметь регулятор температуры нагрева.
- Вытяжка для удаления вредных испарений. Во время гальванизации в атмосферу будет выделяться множество газообразных веществ, которые представлять опасность. К тому же они неприятно пахнут, а в случае их оседания на стенах или мебели удалить эти вещества будет весьма непросто. В качестве вытяжки рекомендуется использовать вытяжной вентилятор или похожее оборудование.
Подготовка металлических изделий
Чтобы гальваника в домашних условиях получилась качественной, нужно не только подготовить необходимое оборудование, но и выполнить предварительную обработку детали. Если поверхность детали является шероховатой, то необходимо выполнить ее выравнивание с помощью наждачной бумаги или методом точной шлифовки. Обработку можно также выполнить с помощью пескоструйной технологии, которая подходит для выравнивания поверхностей больших деталей или запчастей.
Если поверхность детали является шероховатой, то необходимо выполнить ее выравнивание с помощью наждачной бумаги или методом точной шлифовки. Обработку можно также выполнить с помощью пескоструйной технологии, которая подходит для выравнивания поверхностей больших деталей или запчастей.
После зачистки следует также выполнить обезжиривание поверхности запчасти. Обезжиривание удаляет накопившийся слой пыли и грязи, устраняет пятна органического происхождения, повышает уровень сцепления металлических частиц с поверхностью запчасти. Для обезжиривания люди обычно применяют ацетон, спирт или бензин. Чтобы очистка получилась качественной, нужно учитывать химический состав детали:
- Если Вы работаете со стальными изделиями, то обезжиривание следует проводить с помощью едкого натрия или калия. Для приготовления 1 литра раствора следует растворить в воде 50-100 г одного из веществ по выбору. После растворения смесь следует нагреть до температуры 75-90 градусов, а потом нужно поместить туда требуемую деталь.
 Оптимальное время обезжиривания в растворе — 15-25 минут.
Оптимальное время обезжиривания в растворе — 15-25 минут. - Обезжиривание алюминия выполняется по похожей схеме, но в более щадящем режиме. Для приготовления обезжиривающей смеси растворите в 1 литре воды 50 г углекислого натра или тринатрийфосфата. После этого нагрейте смесь и доведите ее до температуры 55-70 градусов. Держите деталь в нагретом растворе не более 5 минут.
- В случае работы с медными запчастями для обезжиривания следует использовать едкий натр. Оптимальная концентрация веществ — 30 г натра на 1 л воды. После приготовления смеси нагрейте раствор до температуры 30-40 градусов. Держать медную запчасть в очищающем растворе следует 5-8 минут (в случае детали сложной формы — 7-10 минут).
Правила техники безопасности
Во время гальванизации будет происходить множество химических реакций, в атмосферу будут выделяться вредные испарения. В небольших количествах они не представляют опасность для человека. Гальванизация — это долгий процесс, поэтому контакт человека с этими испарениями следует минимизировать. Гальванизацию рекомендуется проводить в гараже или в мастерских (на кухне такую операцию проводить не следует).
Гальванизацию рекомендуется проводить в гараже или в мастерских (на кухне такую операцию проводить не следует).
Чтобы удалять вредные испарения, помещение должно быть оборудовано вытяжкой или вытяжными вентиляторами. Человеку рекомендуется надеть на руки резиновые перчатки, которые будут минимизировать контакт кожи с химическими реагентами. На лицо следует надеть маску-респиратор и очки, которые будут защищать слизистые оболочки от контакта с газообразными испарениями. Во время гальванизации ни в коем случае нельзя пить или есть. Если во время гальваники Вам стало плохо, то необходимо срочно обесточить генератор и прекратить процедуру.
Разновидности гальваники
Итак, мы рассмотрели основы гальваники — узнали химическую основу этого процесса, поняли, как собрать ванночку, изучили правила техники безопасности. Давайте же теперь узнаем, как делается гальваника в домашних условиях. В нашем обзоре мы рассмотрим 4 основных технологии гальванизации — хромирование, цинкование, никелирование и серебрение. Некоторые в домашних условиях также выполняют меднение и латунирование (латунь — сплав на основе меди и цинка). Однако для полноценного латунирования/меднения требуются цианистые соли, которые при электролизе выделяют особо токсичные опасные вещества. Поэтому в обзоре мы эту процедуры рассматривать не будем.
Некоторые в домашних условиях также выполняют меднение и латунирование (латунь — сплав на основе меди и цинка). Однако для полноценного латунирования/меднения требуются цианистые соли, которые при электролизе выделяют особо токсичные опасные вещества. Поэтому в обзоре мы эту процедуры рассматривать не будем.
Хромирование
При хромировании на поверхности детали создается тонкий слой, состоящих из хрома. Покрытие на основе хрома отлично защищает деталь от ржавчины, а также улучшает ее теплопроводность и химическую инертность. Еще одна полезная функция хромирования — декоративная (хром обладает приятным металлическим блеском, который радует глаз). В домашних условиях вы не можете сделать глубокое хромирование. Для этого требуется ток большой силы (100 ампер и выше). Однако сделать поверхностное хромирование для улучшения физических и эстетических свойства запчасти Вы сможете.
Этапы хромирования:
- Перед хромированием рекомендуется нанести на поверхность запчасти защитный слой на основе меди и никели.
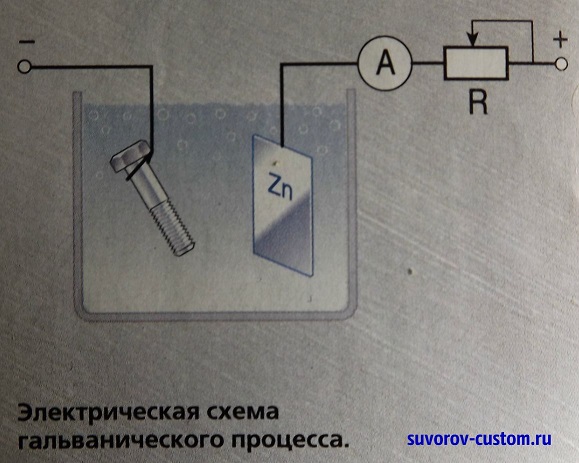 Сделать это можно с помощью операций никелирования. Зачем нужны эти процедуры? Объяснение простое — из-за химических особенностей вещества хромовое покрытие обладает пористой структурой. Это снижает сцепление ионов хрома с поверхности детали. Никель или медь позволяют снизить пористость, что улучшает сцепление хрома с поверхности запчасти.
Сделать это можно с помощью операций никелирования. Зачем нужны эти процедуры? Объяснение простое — из-за химических особенностей вещества хромовое покрытие обладает пористой структурой. Это снижает сцепление ионов хрома с поверхности детали. Никель или медь позволяют снизить пористость, что улучшает сцепление хрома с поверхности запчасти. - После никелирования можно приступать к хромированию. Для этого Вам понадобятся анод-пластинки на основе свинца (93-95%) и олова/сурьмы (до 7%). В качестве электролита используйте смесь хромовой (250-300 г) и серной кислот (2-3 г), оптимальная температура нагрева электролита — 50-60 градусов. Срок операции — 30-50 минут. По завершении процедуры рекомендуется промыть запчасть в слабом растворе соды.
Цинкование
Чтобы увеличить прочность запчасти и защитить ее от коррозии, может применяться процедура цинкования. Как ясно из названия, во время цинкования запчасть покрывается тонким слоем цинка. Операция цинкования — наиболее простая с технологической точки зрения. Для ее проведения нужно небольшое количество цинкового электролита (основным источником цинка будет выступать анод-пластинка). Процедура цинкования выглядит так:
Для ее проведения нужно небольшое количество цинкового электролита (основным источником цинка будет выступать анод-пластинка). Процедура цинкования выглядит так:
- Приготовьте электролит — в 1 литре воды растворите 175 г сульфатного цинка, добавьте 30-40 г сернокислого аммония и немного ацетата натрия (10 г).
- Погрузите в приготовленный электролитический раствор анод с цинковой пластиной. Размеры пластины могут быть небольшими.
- Погрузите в раствор деталь для цинкования и включите источник постоянного тока. Срок цинкования — 50-60 минут. Электролит для цинкования нагревать не нужно.
Никелирование
Никелирование позволяет получить приятное отражающее покрытие на поверхности детали. С химической точки зрения никель является инертным веществом, поэтому никелевое покрытие будет защищать изделие от воды и легких химических токсинов. Никелирование (как и цинкование) является простой технологической операцией, а начинающий справится с ней. Процедура выглядит так:
- Для приготовления электролита смешайте следующие вещества — водный раствор сернокислого натрия (300 г), водный раствор хлористого никеля (70 г), чистая борная кислота (50 г).

- Нагрейте электролит до температуры 50-60 градусов, поместите запчасть в электролитический раствор, настройте генератор на силу тока 3-5 ампер.
- Проводите обработку в течение 50-60 минут. Обратите внимание, что испарения никеля являются токсичными, поэтому не забудьте надеть перчатки, маску или очки на лицо.
Серебрение
Позволяет получить на поверхности запчасти тонкий прочный слой серебра. Серебрение также можно делать для повышения электропроводности запчасти. По экономическим соображениям эта процедура выполняется редко (серебро является дорогим материалом). Процедура серебрения выполняется так:
- Электролит для серебрения лучше купить в магазине, поскольку приготовить его самому будет нелегко (и дорого). Хотя при желании вы можете сделать его самостоятельно, смешав чистую воду, хлористое серебро, железно цианистый калий и кальцинированную соду.
- Влейте электролит в ванночку. Если температура воздуха находится ниже 20 градусов — нагрейте электролит до этой температуры с помощью электрической плитки.

- Поместите запчасть в ванночку с электролитом. Проводите серебрение в течение 40-50 минут. По завершении процедуры можете помыть изделие в слабом растворе соды.
- Не забывайте о правилах техники безопасности, поскольку железно цианистый калий при электролизе выделяет опасные вещества.
Заключение
Гальваникой называют сложную электрохимическую реакцию, с помощью которой можно на поверхность металлических изделий можно наносить дополнительный слой металла. Дополнительный слой выполняет различные функции — защитную, антикоррозийную, эстетическую. Для гальваники нужно сделать ванночку, подключенную к источнику постоянного тока. Для запуска реакции в ванночку нужно налить электролит и опустить туда обрабатываемую деталь. Состав электролита зависит от типа реакции. Выполнить гальванику можно в домашних условиях. Основные технологии гальваники — никелирование, хромирование, серебрение, цинкование и другие.
Используемая литература и источники:
- Ф.
 Ф. Ажогин и гр. авторов. Гальванотехника; Спр. издание / Под редакцией А.М. Гринберга. — Москва: Металлургия, 1987.
Ф. Ажогин и гр. авторов. Гальванотехника; Спр. издание / Под редакцией А.М. Гринберга. — Москва: Металлургия, 1987. - Томашов Н. Д., Чернова Г. П. Пассивность и защита металлов от коррозии. — М., 1965.
- Новаковский В. М. Обоснование и начальные элементы электрохимической теории растворения окислов и пассивных металлов // В сб.: Коррозия и защита от коррозии. Т. 2. — М., 1973.
- Статья на Википедии
Гальваническое цинкование металла: технология, оборудование
Гальваническое цинкование – эффективный и недорогой, а потому распространенный способ защиты черных металлов от коррозии. Чаще всего его используют при производстве метизов и крепежных изделий, а также стальной сетки.
Способы нанесения цинкового покрытия
Антикоррозионное цинкование выполняется различными способами, а срок службы покрытия зависит от толщины защитного слоя.
Способ нанесения покрытия зависит от его необходимых свойств, размеров изделия, условий его дальнейшей эксплуатации.
Самый простой и технологичный, но недостаточно обеспечивающий стойкость к механическим воздействиям защитного слоя, – это холодное цинкование с помощью грунтов, в которых в большом количестве содержится высокодисперсный цинковый порошок.
По объему цинковальных производств второе место занимает горячее цинкование. Покрытие, получаемое таким способом, качественное и долговечное, но экологически небезопасное, так как используется расплав цинка, да еще на поддержание его температуры немногим меньше 500 °С необходимо большое количество электроэнергии, химические методы подготовки поверхности.
Очень похож на горячее цинкование более технологичный, но менее производительный метод термодиффузионного нанесения защитного слоя. Он используется, когда задаются высокие требования к толщине и внешнему виду покрытия.
Еще один способ цинкования – это газо-термическое напыление, которое используется для защиты крупногабаритных изделий и конструкций, которые в ванну просто невозможно поместить.
Гальваническое цинкование лишено многих недостатков других способов нанесения покрытия и имеет свои положительные стороны.
Преимущества гальванического цинкования
Способ нанесения цинкового покрытия путем электролиза наиболее распространен.
Основным достоинством, из-за которого применяется именно гальваническое цинкование металла, является высокая степень защищенности поверхности материала от коррозии. Тонкий слой цинка увеличивает срок службы изделий в несколько раз, а значит, и снижает затраты на их техническое обслуживание и замену.
Покрытие получается ровным, без потеков и капель, сохраняется и форма, и размер изделия. Нанести его можно на предметы любой, даже самой сложной формы.
Гладкие и блестящие декоративные покрытия не требуют в большинстве случаев дополнительной обработки.
Кроме того, сам процесс нанесения цинкового покрытия требует незначительных расходов, а гальванические агрегаты обладают высокой производительностью.
Недостатки гальванического цинкования
Способ нанесения защитного покрытия электролизом не лишен недостатков.
Основной недостаток – низкая адгезия цинка с металлом, из-за которой поверхность изделия необходимо тщательно зачищать.
Минусом также является образование в процессе нанесения покрытия ядовитых отходов, требующих серьезной очистки.
Несоблюдение режимов может привести к наполнению водородом основного металла, что приводит к хрупкости самого изделия и к нарушению качества покрытия.
Принцип действия
Гальваническое цинкование основано на принципе защитного действия, который определяется разностью электрохимических потенциалов цинка и железа. Поскольку цинк имеет меньший электрохимический потенциал, покрытие из него является протекторной защитой для черных металлов. То есть во влажной среде электрохимической коррозии подвергается именно он.
При окислении железа образуются оксиды, имеющие больший объем, чем первоначальный металл. Оксидная пленка становится рыхлой и пропускает к еще не окисленному металлу кислород. А на цинке при окислении пленка образуется тонкая и плотная, она не пропускает кислород вглубь металла, защищая не только покрытие, но и основной металл под ним.
Виды гальванического цинкования
Цинкование гальваническое – технология, представляющая собой электролиз, т. е. электрохимические окислительно-восстановительные процессы в электролите под действием постоянного электрического тока.
По составу электролита цинкование делится на три вида: кислотное, цианидное и щелочное.
Чаще всего используется метод нанесения цинкового покрытия в слабокислых электролитах, особенно для чугунных и стальных деталей сложной конфигурации. Изделия из углеродистых и легированных сталей при этом виде цинкования меньше подвергаются возникновению водородной хрупкости, да и внешний вид получается превосходный, с замечательным декоративным эффектом в широкой цветовой гамме.
Дополнительная защита при цинковании
Защитное действие покрытий из цинка зависит от его толщины, которая при гальваническом нанесении всего 5 мкм, и характера электролита.
В некоторых случаях защитные свойства цинкового покрытия увеличиваются пассивированием, фосфатированием или покраской.
Пассивирование (хроматирование) – химическая обработка изделий в растворах с хромовой кислотой либо ее солями, в результате которой на поверхности образуются хроматные пленки. Это процесс усиливает не столько защитные свойства, сколько декоративные, потому что в результате усиливается блеск покрытия, и оно может быть окрашено в различные цвета.
При фосфатировании (обработке в солях фосфорной кислоты) оцинкованных изделий на поверхности пленка образуется фосфатная. После фосфатирования может еще наноситься лакокрасочное покрытие.
Этапы гальванического цинкования
На производстве гальваническое цинкование состоит из нескольких технологических процессов, каждый из которых завершается промывкой водой в проточной ванне или щеточно-моечным способом.
Сначала изделия тщательно очищаются от ржавчины, окалины, технологической смазки, остатков охлаждающей жидкости или краски и обезжириваются в щелочных растворах. Затем происходит обезжиривание электролитическое.
После него протравливаются в водном растворе соляной кислоты, при котором поверхность окончательно очищается без нарушения поверхностного слоя и происходит ее декапирование – активация перед нанесением цинкового покрытия. Только потом производится собственно цинкование.
Только потом производится собственно цинкование.
После него, при необходимости, изделия осветляются и очищаются от окисной пленки в водном растворе азотной кислоты, затем фосфатирование, пассивация и сушка.
При цинковании различных изделий могут выполняться дополнительные операции. Например, полосу перед цинкованием разматывают, сваривают концы, правят, а после него промасливают и сматывают.
Оборудование гальванического цинкования
Гальваническая линия — это определенная последовательность промывочных и технологических ванн, в которых создаются одно- или многослойное цинковое покрытие с требуемыми функциональными свойствами.
В соответствии с объемами производства используется оборудование с различной степенью механизации. На крупных предприятиях устанавливаются механизированные линии с автоматическим управлением. Существуют линии с частичным или полным ручным управлением, а также мини-линии.
Линия гальванического цинкования состоит не только из ванн. В нее входят транспортные системы различной конструкции, обязательно оборудование для очистки сточных вод, вспомогательное оборудование, к которому относятся приспособления для цинкования, ТЭНы, теплообменники, катодные и анодные штанги.
В нее входят транспортные системы различной конструкции, обязательно оборудование для очистки сточных вод, вспомогательное оборудование, к которому относятся приспособления для цинкования, ТЭНы, теплообменники, катодные и анодные штанги.
В дополнительное оборудование входят системы вентиляции, сушильные камеры и шкафы, холодильное оборудование, фильтровальные установки, оборудование получения демиводы, насосы.
Электролиты для цинкования
Для гальванического цинкования в зависимости от назначения изделия применяют электролиты, которые делятся на две основные группы.
Электролиты, в которых цинк находится в виде простых гидратированных ионов, называют простыми кислыми. Это борфтористоводородные, сульфатные и хлоридные растворы.
Сложные комплексные кислые и щелочные электролиты содержат цинк в комплексных ионах с положительным и отрицательным зарядом. Это аммиакатные, пирофосфатные, цианидные и другие растворы.
От того, какой электролит применяется, зависит в первую очередь скорость осаждения, а затем качество осадков цинка на изделии (катоде).
Из комплексных электролитов цинк оседает на катоде при высоком рассеивании ионов. При увеличении плотности тока выход металла снижается и увеличивается выход водорода.
Поэтому цинкование в сложных электролитах производится при малой плотности тока, а покрытие получается очень качественное, мелкозернистое и равномерное.
В слабокислых простых электролитах гальваническое цинкование, в домашних условиях в том числе, проходит при большой плотности тока, с большей, чем при использовании сложных растворов, скоростью. Внешний вид изделий получается хороший, но покрытие не очень качественное и подходит только для изделий достаточно простой формы.
Гальваническое цинкование
Технологический процесс непосредственно цинкования происходит в ванне с электролитом. В нее опускаются изделия из черного металла, к которым через специальные электроды подводится электрический ток (катод), и чистый цинк в виде шаров или пластин, уложенных в специальные сетчатые секции (анод).
В процессе электрохимической реакции под воздействием электрического тока плотностью от 1 до 5 А/дм цинк растворяется в электролите, затем его ионы оседают на катоде, образуя гальваническое покрытие толщиной 4-25 мкм.
Именно с использованием такой технологии получают крепежные изделия (болты и гайки) с равномерным и блестящим покрытием.
Автоматизированная линия для гальванического цинкования
Современная линия гальванического цинкования – это полностью автоматизированная линия, на которой осуществляются все этапы нанесения покрытия, включая сварку и качественное обезжиривание изделий разного назначения и конфигурации.
Автоматическая линия в общем случае состоит из комплекта технологических гальванических ванн, модульных выпрямителей, стенда загрузки/разгрузки, транспортного оборудования, оборудования для вытяжной вентиляции, подвода воды и отвода канализационных стоков, металлокаркаса с трапом обслуживания.
Гальванические ванны могут изготавливаться из нержавеющей стали, стали, футерованной полимерными материалами или резиной. Современные ванны, сваренные из листовых полимеров, все больше вытесняют металлические емкости. Выбор материала ванн зависит от состава и концентрации электролита и рабочей температуры.
Коммуникации систем водоснабжения и канализации, и в большинстве случаев вентиляции располагаются под ваннами и также изготавливаются из полипропилена.
Размеры линии определяются ее производительностью и габаритами гальванических ванн.
Гальваническое цинкование происходит с образованием сточных вод с высокой концентрацией ионов тяжелых металлов. Поэтому их отстаивают, фильтруют, нейтрализуют, используют химическое осаждение, сорбцию и другие процессы в емкостях из инженерных полимеров.
Электролитическое цинкование в домашних условиях
Гальваническое цинкование, своими руками производимое, начинается с подбора материалов. Электролитом может служить раствор хлорида цинка и соляной кислоты в дистиллированной воде. Это так называемая паяльная кислота, которая чаще всего используется в домашних условиях. Умельцы протравливают цинк в аккумуляторной серной кислоте и получают электролит ZnSO4, но этот процесс опасен, поскольку при реакции выделяется взрывоопасный водород и теплота.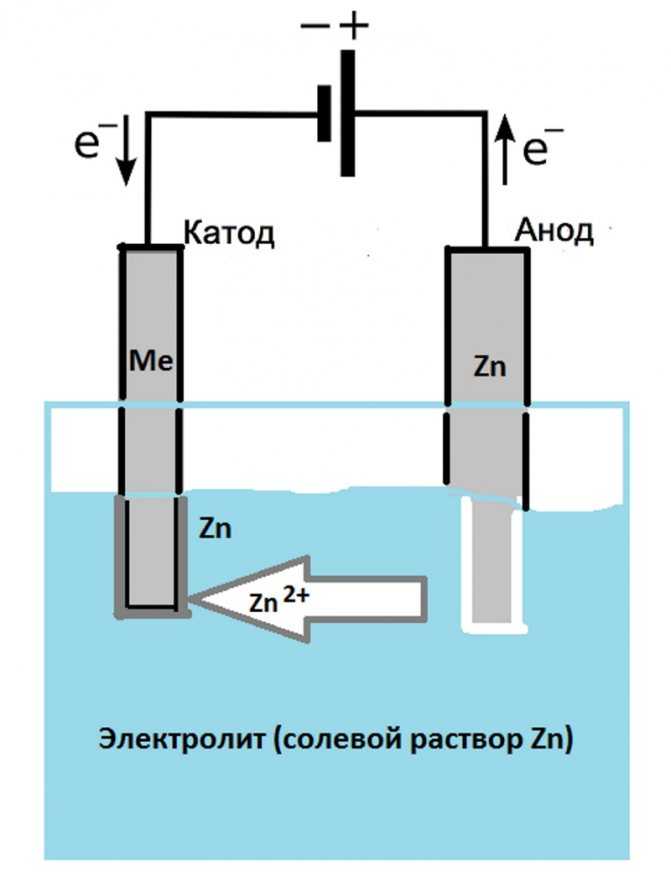 В электролите ни в коем случае не должно быть осадка из нерастворенных кристаллов соли.
В электролите ни в коем случае не должно быть осадка из нерастворенных кристаллов соли.
Чистый цинк можно купить в магазине химреактивов или на радиорынке, а можно получить из солевых батареек или плавких предохранителей, сохранившихся со времен Советского Союза.
Гальванической ванной может служить стеклянная или пластиковая емкость. В нее устанавливаются штативы для анода и катода. Анод – это пластина цинка, к которой от источника питания подсоединяется «плюс». Чем больше анод, тем более равномерным получится покрытие на катоде, изделии, на которое будет наноситься защитное покрытие. Анодов может быть несколько, их можно располагать вокруг катода на одинаковом расстоянии, чтобы его поверхность покрывалась цинком равномерно и одновременно со всех сторон. К катоду подсоединяется «минус» источника питания.
Даже когда в домашних условиях производится цинкование гальваническое, технология обязательно включает тщательную очистку и обезжиривание детали, а также ее активацию в растворе кислоты.
Источник питания – это автомобильный аккумулятор с лампой накаливания небольшой мощности или другого потребителя в схеме, чтобы сила тока в цепи была ниже, или блок питания с постоянным напряжением на выходе. Главное, чтобы не было бурного кипения электролита в процессе цинкования.
Собственно цинкование происходит, когда аноды и катод опущены в электролит и замкнута электрическая цепь. Чем дольше длится процесс, тем толще слой цинка получается на изделии.
С помощью гальванического цинкования защитное покрытие на изделиях становится точным, равномерным и гладким, с декоративным эффектом. Его используют и в промышленности, и в домашних условиях, несмотря на то что требуется очистка сточных вод от экологически опасных отходов.
Цинкование и серебрение: электрохимическая гальванопластика своими руками
Содержание
- 1 Что такое гальваника
- 2 Необходимое оборудование
- 3 Из чего делать электролит
- 4 Особенности цинкования металла
- 5 Особенности гальванического серебрения
- 6 Видео
Гальваника – наука, изучающая осаждение электролитов на металлических поверхностях. Этим словом также называют процедуру, позволяющую наносить металлическое покрытие на различные изделия. К примеру, если требуется защита от коррозии, применяется цинкование или хромирование. Гальваника в домашних условиях – довольно непростая задача, поэтому для успешного ее выполнения следует знать некоторые нюансы, о которых ниже.
Этим словом также называют процедуру, позволяющую наносить металлическое покрытие на различные изделия. К примеру, если требуется защита от коррозии, применяется цинкование или хромирование. Гальваника в домашних условиях – довольно непростая задача, поэтому для успешного ее выполнения следует знать некоторые нюансы, о которых ниже.
«Изменение» металла гальваникой
Что такое гальваника
Гальванопластика в домашних условиях осуществляется разными способами, так как полученное покрытие бывает технологическим, декоративным и защитным. Процедура дает возможность создания на поверхности изделия тонкого металлического слоя, имеющего привлекательный эстетический вид (с помощью золота или серебра) или антикоррозийные свойства (при использовании цинка или меди). Обрабатываемые поверхности, как правило, сделаны из металла или пластика.
Если рассматривать общие черты, то гальваника своими руками – процесс несложный. В специальную ванну с электролитом помещаются аноды, которые подключают к «плюсу». Между ними располагают деталь, служащую катодом, и подключают ее к «минусу». Как результат электрическая цепь замкнется, а металл, содержащийся в электролите, начнет осаждаться на катод, то есть обрабатываемое изделие.
Между ними располагают деталь, служащую катодом, и подключают ее к «минусу». Как результат электрическая цепь замкнется, а металл, содержащийся в электролите, начнет осаждаться на катод, то есть обрабатываемое изделие.
Необходимое оборудование
Гальваника
Для выполнения любой задачи требуются не только определенные инструменты, но и оборудование. С поиском последнего также не должно быть сложностей, так как его можно сделать своими руками. Изначально следует позаботиться об источнике питания, ведь процедура требует действия электротока. Если рассматривать показатели тока, то здесь нет четкого диапазона – каждый мастер пользуется своими значениями.
Важно! Ключевое условие – использование регулятора напряжения, при помощи которого плавно изменяется выходная мощность.
Не менее важен постоянный ток. По этой причине источником может служить специальный выпрямитель, который приобретается или делается своими руками. Многие умельцы в качестве прибора пользуются сварочным аппаратом.
Под электролит нужно отыскать специальную емкость (ванночку), изготовленную из химически нейтральных компонентов. Гальваническая ванна своими руками делается просто: берется обычная посудина из пластика или стекла определенного размера, чтобы в ней легко располагались деталь и электролит. Применяется прочная и стойкая к высокой температуре (до +80 градусов Цельсия) емкость.
Также потребуются аноды, площадью более, нежели деталь. Используя их, в электролит подводится электрический ток, равномерно распределяемый по детали. Также их задача – возместить убыль сплава в электролите, так как он будет выделяться при обработке. Аноды хороши и для определенных окислительных задач.
Что касается нагревательных приборов, необходимых для подогрева электролита, лучше, чтобы они позволяли регулировать тепловые режимы, так как показатель температуры играет большое значение при процедуре. К примеру, чтобы гальваника прошла успешно, не подойдет бытовая газовая плитка. А вот электроплита или утюг с регулировкой температуры подошвы подходят.
Из чего делать электролит
Для электролита необходимо немало элементов
Чтобы хранить химические реактивы и электролиты, требуется воспользоваться посудой из стекла, имеющей притертую крышку.
Приготавливать электролиты следует внимательно: каждый элемент отмеряется вплоть до грамма, что делается при помощи соответствующих весов. Достать их не проблема, а при желании весы можно сделать самостоятельно, где гирьками выступают советские монетки, так как их номинал равен массе.
Гальванизация на дому – процедура приготовления электролита, а ему, в свою очередь, требуется наличие химических реактивов. Существуют специальные фирмы, занимающиеся распространением этих высококачественных веществ, однако, их действия подконтрольны и не каждый желающий может их приобрести, даже имея особые разрешительные документы. Частным лицам опасные химические вещества и вовсе недоступны.
Особенности цинкования металла
Оцинкованный металл
Катод и анод в теории и практике
Каждое изделие из металла, каким бы качественным оно ни было, рано или поздно будет отравлено коррозией. Бороться с коррозией можно разнообразными способами, где каждый имеет свои сильные и слабые стороны. Процедура гальванического цинкования – простой метод, считающийся оптимальным по соотношению цена-качество.
Цинкование в домашних условиях сделать реально, тем более что эта процедура позволяет обезопасить материал от негативных внешних воздействий. Цинк ценится тем, что, взаимодействуя с кислородом, образует прочную и качественную пленку, защищающую изделие от влияния окружающей среды.
Для оцинковки металла есть следующие способы:
- Термодиффузный метод;
- Холодная оцинковка;
- Гальваническая оцинковка;
- Горячее цинкование;
- Газо-термическое напыление.
Для цинковки изделия используется как один метод, так и несколько – комплексные работы. Следует отталкиваться от условий эксплуатации детали и необходимых защитных качеств. Выбирая способ обработки, учитывается желаемая толщина цинка, а от этого зависит температура и продолжительность работ.
Важно! Оцинкованные поверхности имеют ограничение – прямое механическое воздействие им противопоказано.
Наиболее популярный метод цинкования – горячий, так как полученное покрытие получается максимально стойким. Однако, на дому он не получил широко распространения, так как не безопасен с экологической стороны, трудный и невыгодный. Для этого метода требуется дорогостоящее и сложнодоступное оборудование, поэтому на нем не будем заострять внимания.
Газо-термический метод обработки металла – это своеобразное напыление. Актуален тогда, когда требуется обработка больших плоскостей в немалых масштабах. В ином случае это нерентабельная процедура. Процесс выглядит так: распыляется порошкообразный цинк. Применяют способ в тех ситуациях, когда деталь крупногабаритная и попросту не поместится в специальной ванне с жидким цинком. Стоит отметить прочностные качества полученного металла – изделие легко сохранится даже в условиях соленой воды в течение 25-35 лет.
В домашних условиях наиболее популярен метод гальванической оцинковки, в результате которого на поверхности появляется гладкий и равномерный слой определенной толщины. Покрытие, в среднем, имеет толщину не более 40 мкм, но в плане эстетики – это наиболее удачный метод.
Что касается самой процедуры оцинковки, она аналогична прочим процессам электрохимического характера, где положительно заряженные частицы с цинка оседают на поверхность детали.
Наиболее доступный метод цинкования – холодная оцинковка, напоминающая обычную покраску. Для этого используется особый цинкосодержащий грунтовочный материал, где 90% – цинк. Как было сказано выше, метод – самый доступный, практически в 10 раз дешевле предыдущих, да и заниматься им можно практически в любых условиях, даже в небольших мастерских. Однако, по сравнению с иными методами, холодная оцинковка не может похвастаться высокой стойкостью.
Особенности гальванического серебрения
Серебрение металла своими руками
Расчет электрических цепей
Гальваническим серебрением занимаются многие мастера, работающие не только с сувенирной, но и ювелирной продукцией. Серебряные покрытия также нередко применяются в технической области.
Как и в случае с цинкованием, необходимо обзавестись специальными электролитами. Серебро можно наносить на разные металлы, но в каждом случае поверхность последних нужно тщательно подготавливать. Если будет допущена хоть малейшая ошибка, то слой серебра плохо «прилипнет» к детали, а то и вовсе частично отслоится. Эффективно решать эту проблему следует, применяя электролиты предварительного серебрения. Серебро – это мягкий металл, который легко может подвергнуться истиранию. Серебрение в домашних условиях реально, но следует знать определенные нюансы. Например, снизить износостойкость металла позволяют электролиты, осаждающие сплавы, с содержанием сурьмы или палладия.
Серебро является более доступным, по сравнению с золотом, металлом, поэтому, чтобы изделие не протиралось при носке, электрохимическое покрытие наносится более толстым слоем. Увеличить твердость и износостойкость посеребренной детали, например, можно, введя в состав серебра легирующие добавки (сурьма).
Известно, что серебро может потемнеть, что случается под влиянием сероводорода. Бороться с подобными явлениями можно методами палладирования и родирования. Однако конечный вид изделия будет иной, так как данные металлы характеризуются отличным от серебра цветом. Некоторые мастера наносят на серебряное изделие хром.
Важно! Хромирование серебра делается с той целью, если предмет гальваники не контактирует с руками. К примеру, если изделие лежит на прилавке. После начала эксплуатации проходит примерно месяц, как защитный слой истирается.
Гальваническое серебрение пользуется большим спросом в различных промышленных отраслях, так как серебро характеризуется отличными электротехническими, физико-механическими и декоративными свойствами.
Серебряные покрытия характеризуются высокой стойкостью к химическим веществам, яркостью и электропроводностью. Гальваническое серебрение может выполняться с большой толщиной, при этом сохраняется его эластичность, а соединение остается надежным. По этой причине данной технологией нередко пользуются в ювелирной промышленности и при производстве радиотехнических элементов.
Благодаря особым физико-химическим характеристикам покрытия определяется конкретный метод серебрения. Такой вид покрытия широко популярен, независимо от того, что металл достаточно дорогой и довольно дефицитный. Серебрение позволяет:
- Повысить отражательные характеристики;
- Понизить переходное сопротивление;
- Повысить стойкость к коррозионным процессам;
- В декоративных целях (ювелирное мастерство).
Гальваника пользуется большой популярностью, так как позволяет не только придать иной вид металлу, но и защитить его от пагубных воздействий окружающей среды. В особенности метод окисления сплавов пользуется спросом и за счет того, что доступен в домашних условиях при наличии специальных реагентов и материалов. Однако следует помнить, что этот процесс не самый простой и требует определенных знаний и умений, без наличия которых процедура может быть опасной. Чаще всего, если речь идет о гальванике, используется серебрение, цинкование, никелирование и так далее.
Видео
Оцените статью:
Горячее цинкование погружением и цинкование
(——)
Текущие сообщения:
<- Ред. примечание: Пожалуйста, не задавайте абстрактные
вопросы!
Пожалуйста, сообщите нам СВОЮ
ситуацию. Какая? Хм?
8 марта 2022 г.
В. Сравните срок службы (коррозионную стойкость) покрытий одинаковой толщины: гальванопокрытие по сравнению с горячим цинкованием?
Предполагая, что все другие переменные являются постоянными, будет ли разница в сроке службы (коррозионной стойкости) между гальваническим цинкованием толщиной 7 микрон и цинковым покрытием толщиной 7 микрон, полученным горячим погружением?
Эрик Тьюс
— Санта-Крус [Калифорния]
март 2022 г.
А. Привет, Эрик. Некоторые говорят, что цинко-железный сплав, полученный путем цинкования, обеспечивает более высокую коррозионную стойкость, другие говорят, что чистый цинк, полученный гальванопокрытием, обеспечивает лучшую стойкость, третьи говорят, что «цинк — это цинк, это просто вопрос толщины». Я лично в основном на стороне последнего, но добавлю, что на этот вопрос трудно ответить абстрактно.
Дело в том, что вы не сможете «естественным образом» получить толщину всего 7µ при горячем цинковании погружением; вы получите это, только «вытирая» проволоку или лист во время непрерывной обработки, чтобы удалить с него весь лишний цинк. Дискретные детали будут иметь гораздо более толстое покрытие. Так что, если вам нужно 7 мкм, гальванопокрытие, вероятно, вам подойдет. Если вам нужно 25 мкм, это, вероятно, жеребьевка. Если вам нужно гораздо больше, чем это, гальванизация путь.
Это немного повторяется, но при нанесении цинкового покрытия требуемая толщина (а иногда и чувствительность к водородному охрупчиванию) являются основными определяющими факторами при выборе метода нанесения: Если вам нужна тонкая пленка толщиной около 7 мкм, вам подойдет гальваническое покрытие. Если вы хотите подумать, например, в 5-10 раз больше, горячее цинкование — лучший способ. Если вы хотите «промежуточный вариант», то механическое покрытие или «краска» с высоким содержанием цинка, вероятно, окажутся лучшими. Пожалуйста, расскажите нам о вашей реальной ситуации, а не излагайте предложение абстрактно. Спасибо!
Удачи и С уважением,
Тед Муни, ЧП RET
Стремление жить Алоха
Finishing.com — Пайн-Бич, Нью-Джерси
Тесно связанные вопросы и ответы, самые старые сначала:
2001 г.
В. ПОЖАЛУЙСТА, ПОДСКАЖИТЕ МНЕ, ЧТО БОЛЕЕ УСТОЙЧИВО К КОРРОЗИИ, И РАЗНИЦУ МЕЖДУ ДВУМЯ ПОКРЫТИЯМИ: ГОРЯЧЕЕ ОЦИНКОВАНИЕ И ОЦИНКОВАНИЕ?
Ричард Д. Очоторена
— Гонконг
2001 г.
A. Привет, Ричард, я буду краток, но вы можете поискать на сайте более подробные ответы, если это слишком кратко, потому что этот вопрос обсуждался здесь много раз. По сути, «цинк есть цинк», и коррозионная стойкость цинковых покрытий примерно пропорциональна их толщине. Если вам нужно тонкое покрытие, гальваническое покрытие обычно является наиболее экономичным способом его получения; если вам нужно толстое покрытие, цинкование обычно является наиболее экономичным способом его получения. Таким образом, в большинстве случаев цинкование значительно дороже и устойчивее к коррозии, чем гальваническое цинкование, потому что оно значительно толще (скажем, в 5-10 раз толще).
Тед Муни, ЧП
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
«Цинковое покрытие»
by Херб Гедульд
из Abe Books
или
Партнерская ссылка
(ваши покупки делают возможным использование Finishing.com)
«Справочник по горячему цинкованию погружением»
от Maass & Peissker
из Abe Books
или
Партнерская ссылка
(ваши покупки делают возможным использование Finishing.com)
«Горячее цинкование стальных конструкций погружением»
by Kuklik & Kudlacek
из Abe Books
или
Партнерская ссылка
(ваши покупки делают возможным использование Finishing. com)
2005 г.
В. На этом предприятии мы производим предохранительные клапаны. В этой сборке мы используем болты из углеродистой стали с мелкой резьбой, которые в настоящее время мы защищаем электроосажденным цинко-кобальтовым сплавом с желтым хроматным конверсионным покрытием. Стандартная толщина покрытия для наших крепежных изделий с мелкой резьбой составляет 0,00015–0,00020 дюйма. Это покрытие должно иметь нейтральный солевой туман в соответствии с ASTM B117 [аффил. ссылка на спецификацию на Techstreet]
сопротивление следующим образом:
Отсутствие белой коррозии (за исключением углов и краев), ни красной ржавчины, видимой невооруженным глазом на нормальном расстоянии для чтения в течение следующего времени испытаний, белая коррозия — 140 часов, красная ржавчина — 300 часов.
Исходная информация: Вышеупомянутый процесс был выбран для замены нашего предыдущего процесса электроосаждения кадмия еще в 1994 году, когда правила EPA и OSHA, касающиеся обработки, использования и утилизации кадмиевых продуктов, стали непомерно дорогими. Мы также выбрали этот процесс, чтобы не требовать каких-либо изменений допусков на механическую обработку из-за избыточного нарастания или толщины покрытия, как это обычно бывает при горячем цинковании погружением.
Вопрос: У нас есть клиент, запрашивающий использование горячего цинкования на болтах. Мы предоставили им на рассмотрение наш процесс нанесения цинко-кобальтового покрытия, и теперь они просят провести прямое сравнение коррозионной стойкости между нашим процессом цинко-кобальтового покрытия и их запрошенным горячим цинкованием. У вас есть такие данные для сравнения, или вы можете направить меня к кому-то, у кого может быть ASTM B117 [аффил. ссылка на спецификацию на Techstreet]
результаты соляного тумана для горячеоцинкованного покрытия толщиной 0,00015 -0,00020 дюймов, которое мы теперь используем для нашего процесса цинк-кобальтового покрытия? Я не уверен, можно ли наносить горячеоцинкованное цинковое покрытие, даже с новым методом «вращения», при толщине от 3,1 до 5,1 микрона, которую мы используем для покрытия из цинко-кобальтового покрытия.
Мы будем признательны за любую информацию, которую вы можете предоставить по приведенному выше конкретному сравнению.
Спасибо,
Клапаны и элементы управления James Lee Luksa
— Стаффорд, Техас
2005 г.
A. Пожалуйста, присядьте со своим клиентом, потому что я думаю, что он скорее сбит с толку, чем просветлен. Гальваническое покрытие такой толщины, если бы оно могло быть достигнуто, не будет выгодно сравниваться с коррозионной стойкостью вашего цинково-кобальтового покрытия. В моей библиотеке нет рейтинга соляного тумана для гальванизированных покрытий, и уж точно не для покрытий такой неслыханной толщины, но http://galvinfo.com/ginotes/GalvInfoNote_3_4.pdf говорит о 10 часах на микрон, что составляет от 30 до 50 часов до красной ржавчины.
Преимущество цинкования перед гальванопокрытием заключается в толщине. Уберите это, и я не могу себе представить, чтобы горячее цинкование конкурировало с цинк-кобальтом в качестве тонкого покрытия. Цинк-кобальт представляет собой покрытие из сплава с тщательно подобранным потенциалом, разработанным для защиты стали при меньшем разъедании, чем обычный цинк, и с продуктами коррозии, которые являются более плотными и более прочными для сдерживания коррозии; простое цинковое покрытие той же толщины не будет соответствовать ему по коррозионной стойкости.
Тед Муни, ЧП
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
«Шерардизация: Учебник для архитекторов и инженеров» ! Шерардизация — это термохимический процесс, при котором обрабатываемые стальные детали нагреваются в контакте с цинковой пылью, что позволяет цинку поглощаться стальной подложкой посредством диффузии с образованием шерардизированного покрытия. — Виндзор, Онтарио, Канада Спасибо, что напомнили читателям, что гальваническое покрытие и горячее цинкование — не единственные два способа нанесения цинконаполненных покрытий на стальную основу, Дмитрий, хотя они и наиболее распространены. Существует также шерардизация, о которой вы упоминаете, а также механическое покрытие, покрытие краской, обогащенной цинком, методом погружения в центрифугу и пламенное напыление. |
30 марта 2009 г.
A. Не рекомендуется использовать болты горячего цинкования (HDG) с мелкой резьбой. Цинк заполнит резьбу и, вероятно, вызовет большие проблемы при сборке. Сопрягаемые внутренние резьбы должны быть нарезаны слишком большим размером, чтобы приспособиться к большой толщине оцинковки, но насколько это возможно, можно только догадываться. HDG болтов с мелкой резьбой не является общепринятой практикой и обычно применяется к болтам/шпилькам с крупной резьбой диаметром 1/4 дюйма и больше.
Билл Кинг 9Компания по производству крепежных изделий 0003 — Карсон, Калифорния
27 августа 2009 г.
В. Наша компания занимается производством нержавеющей стали уже 40 лет. Мы конкурируем с металлической деталью, которая не изготовлена из нержавеющей стали.
Я пытаюсь понять разницу между гальванопокрытием блестящим цинком и цинкованием. Есть ли разница? Насколько я понимаю, процесс в основном одинаков для обоих, за исключением того, что гальванизация — это матовая отделка, а покрытие более толстых деталей и гальваническое цинкование — более яркая отделка для более тонких покрытий.
Это правильно?
Заранее спасибо за помощь.
John Coiro
производитель — Аллентаун, Нью-Джерси
4 сентября 2009 г.
A. Да, Джон, это правильно, но подведем итоги на случай, если вы сделали какие-либо предположения, которые вы не указали:
— Цинкование выполняется путем погружения деталей в расплавленный цинк; тогда как гальваническое покрытие (иногда называемое гальванопокрытием) выполняется в водной ванне путем подачи электричества на детали, так что цинк растворяется в растворе с цинковых анодов и восстанавливается на деталях в виде металлического цинка.
— Хотя толщина гальванического покрытия варьируется в зависимости от толщины стали и некоторых композиционных факторов, и хотя толщину гальванического покрытия можно варьировать, выдерживая детали в растворе в течение более короткого или более длительного времени, гальваническое покрытие имеет тенденцию быть в 5-10 раз более длительным. толстый, как гальваника.
— Коррозионная стойкость прямо пропорциональна толщине цинкового покрытия.
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
Finishing.com — Пайн-Бич, Нью-Джерси
25 апреля 2012 г.
В. Почему цинкование называется цинкованием?
Рашид Али
— Лахор, Пенджаб, Пакистан
26 апреля 2012 г.
А. Привет, Рашид.
НЕКОТОРЫЕ цинкование называют гальванопокрытием. Не всякое цинкование называется гальванопокрытием.
Извините, я не знаю происхождения этого термина, но могу предположить, что он произошел от «обработки для гальванической защиты».
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
14 апреля 2013 г.
В. Не могли бы вы сравнить процессы горячего цинкования и гальванического цинкования для стального листа, используемого в автомобиле (автомобильном кузове)
Милад Фадави
— Нью-Йорк, США
14 апреля 2013 г.
А. Привет, Милад. Поскольку вы говорите о листовом металле кузова, вы, вероятно, говорите о чем-то, что будет окрашено, а не останется голым и неокрашенным. В этом случае требуется меньшая гальваническая защита, так как весь кузов автомобиля электрогрунтуется и окрашивается.
В случае, если уравнение начинает смещаться от того, какое покрытие обеспечивает наилучшую защиту от коррозии, к тому, какое покрытие лучше всего окрашивается. И в этот момент производители автомобилей перешли к «гальванике», что означает электрогальваническое цинкование с последующим процессом отжига, который делает покрытие наиболее пригодным для покраски.
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
16 июня 2013 г.
В. Уважаемый сэр,
Я хочу нанести цинк на медную проволоку, которая должна быть достаточно белой, либо горячим погружением, либо гальванопокрытием. Пожалуйста, пришлите мне оба метода вместе с рецептом.
Шакил Хан
— Лахор, Пакистан
Иногда доступны старые версии
из Abe Books
или
от Amazon
Партнерские ссылки
(finishing.com может получать комиссию)
pdf в настоящее время доступен на сайте academia.edu
17 июня 2013 г.
А. Привет, Шакил. Я лично не слышал о горячем погружении цинка в медную проволоку, хотя я видел, как олово окунают в горячую медную проволоку. Нанесение цинка на медь гальванопокрытием, безусловно, возможно, но опять же я должен задаться вопросом, потому что на медную проволоку обычно наносится олово, а не цинк. Каждая тема заполняет целые библиотечные полки, кузен, поэтому никто не может поместить достаточно информации в ответ на интернет-форуме, чтобы вы могли выполнить этот процесс. Но вы можете просмотреть онлайн-руководство по отделке металлов в качестве отправной точки.
… и потом задавать любые вопросы. Удачи.
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
15 ноября 2014 г.
Q. Привет
Я продам кровельные крепления / гвозди оптом в Ирландии
У нас есть крепежный гвоздь для конька, который обычно оцинкован горячим способом и окрашен в черный цвет для косметических целей, но мы не полностью удовлетворены этим для долговечности — один китайский поставщик предложил следующее покрытие, и мне было интересно, есть ли у кого-нибудь мнение относительно его достоинств:
По поводу цинкования-черный.
Обработка следующим образом:
Удаление масла, промывка, травление кислотой, промывка, цинкование, промывка, пассивация, светлое погружение, промывка, сушка.
, где синим цветом обозначены ключевые шаги, отличающиеся от обычных способов.
Это новая технология, которая специализируется на улучшении способности гвоздей предотвращать ржавчину.
Если вы заинтересованы, мы можем предоставить вам образец для вашей информации.
Мы будем очень признательны за любые ответы.
Мэтт Каллах
— Типперэри, Ирландия
ноябрь 2014 г.
А. Привет, Мэтт. Мне кажется, здесь смешанный вопрос. Гальваническое покрытие хорошо отвечает на вопрос о чернении, потому что хроматное конверсионное покрытие имеет черный цвет и не требует покраски.
Но покрытие с гальваническим покрытием вряд ли обеспечит такую же коррозионную стойкость, как покрытие с горячим цинкованием. Горячее покрытие, вероятно, примерно в 5 раз толще и, следовательно, в 5 раз дольше. Но должны быть реальные цифры толщины двух покрытий, чтобы вы могли оценить их относительную долговечность.
С уважением,
Тед Муни, ЧП
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
11 июля 2015 г.
В. Здравствуйте,
1. Различаются ли процессы горячего цинкования и цинкования разным сроком защиты от коррозии? Для крепежа какой процесс больше подходит?
2. Гальваническое покрытие и покрытие цинковыми чешуйками — это разные процессы. Но как насчет жизни в обоих случаях при одинаковом ДПФ?
3. Как контролировать допуск на наружную резьбу при горячем цинковании, чтобы она соответствовала внутренней резьбе?
Дхирадж Кадам
— Пуна, Махараштра, Индия
июль 2015 г.
А. Привет Дхирадж.
1. Важно, чтобы вы точно определили, что подразумевается под «гальванопокрытием» в вашей конкретной ситуации. Это может быть просто сокращенная форма фразы, которую использует гальваник горячего цинкования, или это может быть сокращенная форма «гальванического цинкования», которую использует гальванотехника цинка.
Если бы одно из них было откровенно «более подходящим», то другое быстро вышло бы из употребления. Поищите на этом сайте «гальванизация против цинкования», и вы найдете множество точек зрения на относительные преимущества для различных ситуаций.
2. Если бы толщина была одинаковой, коррозионная стойкость была бы примерно одинаковой. Но вы, вероятно, обнаружите, что толщины не равны. Обогащенное цинком чешуйчатое покрытие методом погружения обычно немного толще. Вкратце, ситуация такова, что цинкование экономически выгодно для тонких покрытий, окунание и механическое цинкование экономически подходят для покрытий средней толщины, а горячее цинкование экономически выгодно для покрытий большой толщины.
3. В случае горячего цинкования вы, вероятно, не сможете контролировать толщину наружной резьбы, чтобы она соответствовала внутренней резьбе. Скорее всего, вы сочтете необходимым нарезать внутреннюю резьбу после цинкования. Последующее отсутствие цинка на внутренней резьбе обычно не является проблемой. Удачи.
С уважением,
Тед Муни, ЧП RET
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
19 марта, 2017
В. Всем привет,
Я хотел бы задать вам вопрос о электролитическом цинковании. Я хотел узнать немного больше о цинковом покрытии, я нашел веб-сайт Американской ассоциации гальванистов и заметил, что существует множество процессов для цинкового покрытия. Тогда у меня возник вопрос, как выбрать лучший?
Текущая формула, которую они дают нам в соответствии с операцией, это sn10/ cu10 / Fe, что также кажется мне немного странным, почему в формуле нет цинка. Не могли бы вы помочь мне с этим?
Фарзад Тораби
— Лекко, Италия
март 2017 г.
А. Привет, Фарзад. Причина, по которой существует так много разных методов, конечно же, заключается в том, что каждый из них имеет свои преимущества и недостатки. Если вы можете предоставить нам подробную информацию о том, на что вы хотите нанести цинковое покрытие и почему, мы, вероятно, сможем помочь вам выбрать наиболее подходящий метод. Спасибо.
Извините, я не могу понять, к чему относятся ваши 10% олова и 10% меди, но точно не к раствору для покрытия.
С уважением,
Тед Муни, ЧП RET
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
19 марта 2017 г.
В. Большое спасибо, ну, первое, что нужно знать, это значение той формулы, которую я упомянул,
Sn10 cu10 Fe, и знать это, если поставщик не подготовил меня со спецификациями, как я могу узнать, как это сделано?
Вот сайт AGA и калькулятор. Но не знаю, поможет мне это или нет.
Я хотел бы сделать это более дешевым способом, чем текущий. Но для этого, может быть, по крайней мере, мне нужно знать разные методы.
Фарзад Тораби
— Лекко, Италия
март 2017 г.
A. Снова привет, Фарзад. Вероятно, у нас проблемы с языком, но я должен извиниться за то, что считаю ваш вопрос непонятным 🙁
Да, как отмечалось ранее в этой ветке, существует множество способов нанесения цинковых покрытий, но я не знаю, что вы хотите. Вы не сказали нам, кто вы и какова ваша ситуация, и вы не ответили на мою просьбу предоставить некоторую информацию о том, какие детали вы хотите покрыть и почему. Вы говорите нам, что «Текущая формула, которую они дают нам в соответствии с операцией, это sn10/ cu10 / Fe», но я не знаю, кто «они», или что эта «формула» должна быть, или что вы подразумеваете под поставщик, или какую спецификацию вы ищете, или от кого и почему. Вы хотите «более дешевый метод, чем текущий», но мы понятия не имеем, о каком процессе вы говорите. Вы пытаетесь сделать «Sn10 cu10 Fe»? Вы пытаетесь оцинковать его цинком 🙂
Пожалуйста, выделите несколько абзацев и расскажите нам, кто вы, чем занимаетесь, о каких частях идет речь, где вы нашли эту формулу «sn10/cu10/Fe» и к чему она относится и т. д. Пожалуйста, подготовьте сцену так что у нас есть некоторое представление, о чем вы говорите. Извините, но я совсем потерялся. Спасибо!
С уважением,
Тед Муни, ЧП RET
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
10 мая 2017 г.
A. В нашем цехе (закрытом) мы делаем щелочное гальваническое цинкование с последующим хроматным конверсионным покрытием. Это хороший вариант для нас, потому что подавляющее большинство наших деталей изготовлены из стали, а цинкование дает нам хорошую основу для различных цветов хроматного конверсионного покрытия. У нас есть черное дерево, анохром и медный цвет.
Steve Knape
— Гранд-Рапидс, Мичиган, США
Визуальное отличие горячего цинкования от гальванического цинкования
20 сентября 2017 г.
В. По моему опыту, горячее цинкование оставляет толстое (относительно) тускло-серое покрытие на изделии, подвергаемом горячему погружению, в то время как гальваническое цинкование оставляет блестящую, блестящую поверхность. Мы получили продукт, который, на мой взгляд, выглядит гальваническим, а не горячим цинкованием. Есть ли способ окончательно определить, что есть что, просто визуально взглянув на продукт?
Прикреплены 3 фотографии, 2 из которых оцинкованы горячим способом, а 3-я, как я подозреваю, покрыта гальваническим цинком, а не горячим цинкованием.
Рик Сидзик
— Лос-Анджелес, Калифорния, США
сентябрь 2017 г.
А. Привет, Рик. Когда кто-нибудь спрашивает меня, как обычно выглядит оцинковка, я отвечаю, что она может быть усыпана крупным кристаллическим узором, как вы видите в замерзшем окне (большинство из нас видели новые оцинкованные мусорные баки, демонстрирующие этот вид), или она может иметь «мокрый вид». «вид» из-за замерзающих на нем капель горячего цинка (эти капли часто бывают на горячих кровельных гвоздях), но он может быть блестящим. По моему опыту, цинковое гальваническое покрытие никогда не демонстрирует ни один из этих первых двух видов, и оно гладкое. и обычно «выглядит» тонким (обнаруживая топографию нижележащего субстрата, а не какую-либо собственную).
Да, на мой взгляд, фото 3 менее распространено для оцинковки, чем фото 1 и 2, но если вы знаете, что это стальной столб, а не алюминий, я думаю, что он оцинкован (я добавил крупный план для наших читателей) .
Доктор Кук прислал мне много фотографий горячего цинкования, которые были такими яркими или более яркими, а также такими гладкими или более яркими. Тем не менее, я должен сказать, как я уже говорил в нескольких других темах, что 50 лет в отделке металла научили меня не очень уверенно определять, что такое отделка, по тому, как она выглядит на самом деле, не говоря уже о фотографии, на которой зрители иногда даже не могут договориться, бело-золотое платье или сине-черное 🙁
С уважением,
Тед Муни, ЧП RET
Стремление жить Алоха
finish. com — Пайн-Бич, Нью-Джерси
23 сентября 2017 г.
A. Я согласен, что это похоже на горячее цинкование.
HDG может быть любой, от очень гладкой и очень блестящей до тускло-серой, и в основном это зависит от химического состава стали.
HDG представляет собой реакцию сплавления, иногда заканчивающуюся покрытием кошельковым цинком, (блестящим), иногда нет (полностью легированным и тускло-серым)
Гораздо более точным испытанием является измерение толщины, неразрушающий контроль. Гальваническое покрытие обычно имеет толщину 10% от HDG.
Джефф Кроули
Crithwood Ltd.
Вестфилд, Шотландия, Великобритания
8 января 2019 г.
В. Здравствуйте, могу ли я заказать отламываемый болт, оцинкованный методом горячего погружения и оцинкованный? или болт должен быть один или другой?
Джанет Оливарес
— Лос-Анджелес Калифорния
январь 2019 г.
А. Привет, Джанет. Вероятно, это должно быть одно или другое, несмотря на то, что теоретически возможно оцинковать часть его, а часть оцинковать. Хотя мы все в целом понимаем, что такое обламываемый болт, я не думаю, что мы обязательно понимаем, о чем вы говорите 🙂
С уважением,
Тед Муни, ЧП RET
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
9 января 2019 г.
Болт регулировки натяжения
A. Я считаю, что речь идет о том, что обычно называют «болтами регулировки натяжения». См. статью в Википедии. Обычно их механически оцинковывают, так что (1) достигается хорошая защита от коррозии (с отложением цинка толщиной 2 мил или класса 50) и (2) воспроизводим крутящий момент, при котором срезается шлиец, и (3) отсутствует водород. охрупчивание.
Том Рочестер
Технический директор — Джексон, Мичиган, США
Plating Systems & Technologies, Inc.
Необходимо просверлить и нарезать резьбу, затем оцинковать пластину, горячеоцинкованные детали
15 января 2019 г.
В. Уважаемые специалисты по финишной обработке,
. В ответ на вопрос Джанет я отправляю аналогичный запрос о требованиях одного из моих клиентов к деталям весом от 0,5 до 1,5 кг, которые должны быть HDG с центрифужным процессом. После этого нам нужно просверлить и нарезать несколько отверстий на детали.
Затем нам необходимо оцинковать эту деталь толщиной от 5 до 8 мкм, чтобы защитить открытое резьбовое отверстие. Мой клиент сказал мне, что если бы мы немного выдержали в резервуаре для активации перед цинкованием, можно было бы удалить от 30 до 50 мкм оцинкованного цинка.
Что вы думаете об этом заявлении? Еще одна причина, по которой мы делаем это, заключается в том, чтобы поверхность выглядела более яркой и блестящей ПОСЛЕ цинкования. И они хотели бы, чтобы мы последовали этому.
Кто-нибудь может помочь здесь? Благодарю вас!
Johnny Ho
Цепочка поставок — Джорджтаун, Пенанг, Малайзия
январь 2019 г.
А. Привет, Джонни. Обычная очистка замачиванием, электроочистка и обработка соляной кислотой, используемые при подготовке голой стали к цинкованию, серьезно разрушают/растворяют/удаляют гальваническое покрытие.
Я подозреваю, что стандартный, но надежный цикл очистки удалит по крайней мере 50 мкм, но точно предсказать, какую именно толщину, не говоря уже о гарантии, будет трудно. Как правило, получение деталей с резьбовыми отверстиями надежно и прочно чистыми и активированными является достаточно сложной задачей, если не пытаться одновременно удерживать толщину удаляемого цинка в жестких пределах.
Я не знаю ни заказчика, ни деталей, ни потребностей проекта, поэтому не могу сказать, что это плохой подход, но, наверное, могу сказать, что это сложная работа. Очистка и активация после сверления и врезки, вероятно, должны быть выполнены с относительно мягкими очистителями, ультразвуком и, возможно, теплой серной кислотой, а не соляной. И после этого вы уверены, что сможете оцинковать эти резьбовые отверстия? Если это должно быть сделано, я думаю, что это проект развития, а не работа, для которой вы просто рассылаете запросы предложений на услуги гальванического покрытия. Удачи.
С уважением,
Тед Муни, ЧП RET
Стремление жить Алоха
finish.com — Пайн-Бич, Нью-Джерси
15 января 2019 г.
A. Здесь применима универсальная истина. Если вы попытаетесь сделать невозможное, вы потерпите неудачу. А если серьезно, лучше покрыть цинк-никелем. Он яркий, а щелочной цинк-никель обладает хорошей рассеивающей способностью. Это обеспечит защиту от коррозии не хуже, чем горячее цинкование. Большая часть горячего цинкования выполняется с использованием первоклассного западного цинка, который представляет собой цинково-свинцовый сплав; удаление его приведет к попаданию свинца в ваш поток отходов, что разрешено не всем производителям пластин.
Том Рочестер
Технический директор — Джексон, Мичиган, США
Plating Systems & Technologies, Inc.
adv.
этот текст заменяется на bannerText
Вопрос, ответ или комментарий в ЭТОЙ теме -или- Начать НОВУЮ тему
Отказ от ответственности: с помощью этих страниц невозможно полностью диагностировать проблему отделки или опасность операции. Вся представленная информация предназначена для общего ознакомления и не является профессиональным мнением или политикой работодателя автора. Интернет в значительной степени анонимен и непроверен; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, проверьте следующие каталоги:
О нас/Контакты — Политика конфиденциальности — ©1995-2022 Finishing.com, Пайн-Бич, Нью-Джерси, США Покрытия
Существует множество цинковых покрытий, используемых для защиты от коррозии, каждое из которых имеет свои уникальные характеристики и характеристики.
Цинковые покрытия наносят на стальные поверхности путем горячего цинкования погружением, гальванопокрытия, шерардизации, механического покрытия, окраски покрытиями с высоким содержанием цинка и напылением цинка (металлизация). Из них процесс HDG на сегодняшний день является наиболее широко используемым.
Ниже приводится краткое описание каждого типа цинкового покрытия. На рисунке ниже показана типичная относительная толщина каждого покрытия. В большинстве случаев толщина покрытия пропорциональна долговечности изделия.
Пакетное горячее цинкование погружением
Готовые изделия оцинковывают погружением в расплавленный цинк. Поверхность изделия полностью покрывается, образуя однородное покрытие из слоев цинка и цинково-железного сплава, толщина которого в основном определяется массой оцинкованной стали. Это важное преимущество процесса цинкования – стандартная минимальная толщина покрытия наносится автоматически независимо от оператора.
Расплавленный цинк в ванне для цинкования покрывает углы, герметизирует кромки, швы и заклепки и проникает в углубления, обеспечивая полную защиту участков, которые могут стать потенциальными пятнами коррозии при использовании других систем покрытия. Оцинкованное покрытие немного толще в углах и на узких кромках, что значительно увеличивает защиту по сравнению с органическими покрытиями, которые истончаются в этих критических зонах. Сложные формы и открытые сосуды могут быть оцинкованы внутри и снаружи за одну операцию.
Изделия размером от небольших крепежных изделий до конструкций высотой в сотни метров могут быть защищены с помощью методов модульного проектирования. Большие ванны для цинкования в сочетании с модульной конструкцией и двухсторонним погружением позволяют оцинковывать почти любую конструкцию, значительно снижая затраты на техническое обслуживание и увеличивая срок службы.
Мелкие предметы можно погружать в расплавленный цинк в контейнере, который вращается или центрифугируется после удаления расплавленного цинка. Это помогает удалить излишки цинка с резьбы и кромок и обеспечивает гладкое, хотя и более тонкое покрытие, чем изделия, погруженные в партии.
Непрерывные процессы цинкования (поточное цинкование)
Стальной лист, трубы и проволока могут подвергаться непрерывному цинкованию в специально разработанных процессах цинкования. Эти процессы широко используются и обычно позволяют точно контролировать толщину покрытия, пластичность и другие характеристики цинкового покрытия, производя широкий спектр продуктов, отвечающих различным требованиям последующих производственных операций и конечного использования.
Эти изделия не следует путать с изделиями, оцинкованными горячим способом погружением в партии. Поточные оцинкованные изделия всегда дают более тонкое покрытие, чем периодическое горячее цинкование погружением для той же толщины стали, и, следовательно, обеспечивают меньшую защиту от коррозии при воздействии той же окружающей среды.
Непрерывные оцинкованные изделия обычно могут подвергаться дальнейшей обработке путем гибки или профилирования, например, в виде прогонов и поясов, без повреждения покрытия. Кроме того, широкое распространение получили сварные полые профили, изготовленные из предварительно оцинкованной полосы. Обратите внимание, что сварные швы, обрезанные концы и просверленные или перфорированные отверстия могут нуждаться в ремонте для восстановления защиты от коррозии, в зависимости от применения и окружающей среды.
Термическое напыление (или металлизация)
Термическое напыление или металлизация – это процесс напыления полурасплавленного цинка, других металлов или их сплавов на готовые изделия с использованием проволоки или порошка, нагреваемых пламенем, дуговым напылением или плазменным источником тепла.
Напыление цинка имеет то преимущество, что цинковые покрытия толщиной до 250 мкм, что эквивалентно 1500 г/м 2 , можно наносить как ручным, так и механизированным способом, и этот процесс можно проводить на заводе или в полевых условиях. Поверхность стали должна быть подготовлена пескоструйной очисткой, и обычно покрытие не может распространяться на внутренние поверхности. Кроме того, он может быть поврежден или ограничен в применении на острых кромках, узких углах, отверстиях и плохой подготовке поверхности. Полученное цинковое покрытие обеспечивает как барьерную, так и катодную защиту нижележащей стали так же, как и гальваническое покрытие.
В большинстве случаев термическое напыление дороже, чем периодическое горячее цинкование погружением для эквивалентного сечения, но эти процессы дополняют друг друга и используются в тандеме в больших конструкциях.
Гальваническое покрытие
Гальванопокрытие представляет собой экономичный, универсальный и эффективный метод нанесения защитного покрытия на небольшие стальные детали. Это наиболее широко используемый метод нанесения металлического цинкового покрытия на небольшие крепежные изделия, особенно с мелкой резьбой. Однако крепежные детали, используемые с изделиями, оцинкованными погружением в партии, должны иметь сравнимую защиту от коррозии и состав, чтобы избежать биметаллической коррозии.
Как правило, существует верхний экономический предел для массы цинкового покрытия, которое может быть нанесено гальванопокрытием и поэтому обычно не используется для наружного применения без дополнительных покрытий.
Шерардизация и термодиффузия
Шерардизация включает нагревание стальных изделий в закрытом вращающемся барабане, который также содержит металлическую цинковую пыль и обычно инертный наполнитель, такой как песок, примерно до 380°C. При температурах выше 300°C цинк испаряется и диффундирует в стальную подложку, образуя диффузионно-связанные фазы Zn-Fe. Аналогичный процесс термодиффузии обычно работает с меньшим количеством наполнителя и в диапазоне температур от 320°C до 500°C.
Шерардизация и термическая диффузия наиболее эффективны для небольших изделий – обычно с тонкой резьбой, хотя размер изделия ограничен только размером вращающегося барабана. Этот процесс также предотвращает водородное охрупчивание, и поэтому его можно безопасно использовать для очень высокопрочных сталей выше 1000 МПа. Толщина покрытия варьируется от 20 до 120 мкм, хотя обычно покрытие составляет от 20 до 50 мкм. Толщина покрытия обычно зависит от времени нахождения во вращающемся барабане и наличия цинка, а не от толщины стали.
Механическое нанесение покрытия
Механическое нанесение покрытия или накатное нанесение покрытия представляет собой метод химического нанесения покрытия, используемый для осаждения покрытий из пластичных металлов на металлические подложки с использованием механической энергии и тепла. Он используется для нанесения цинка на стальные детали, особенно резьбовые компоненты и детали с жесткими допусками. Толщина покрытия часто аналогична толщине изделий с гальваническим покрытием.
Краски с высоким содержанием цинка
Краски с высоким содержанием цинка состоят из пыли металлического цинка в органическом или неорганическом растворителе/связующем веществе.
Необходима подготовка поверхности абразивоструйной очисткой или с помощью электроинструмента для обнажения стали с профилем (например, SSPC SP-11), а покрытия можно наносить кистью или распылением. Покрытия с высоким содержанием цинка представляют собой барьерные покрытия, которые также обеспечивают катодную защиту небольших открытых участков стали при условии, что поверхность стали надлежащим образом подготовлена, а краска соответствует соответствующим стандартам (например, AS/NZS 3750.9 и AS/NZS 3750.15). Подходящие лакокрасочные покрытия с высоким содержанием цинка также обеспечивают полезное ремонтное покрытие для поврежденных или изношенных оцинкованных покрытий.
Преимущество этих продуктов по сравнению с горячим цинкованием заключается в том, что их можно применять в полевых условиях для изделий любых размеров. Некоторые продукты можно наносить более толстым или верхним слоем для обеспечения дополнительной защиты. Недостатками являются восприимчивость к повреждениям при транспортировке и в полевых условиях, время отверждения и стоимость эквивалентной защиты от коррозии (обычно как часть системы).
Насколько эффективна и долговечна гальваническая оцинковка
Что вы выберете, если вам нужна долговечная и высокопрочная металлическая продукция? Вы бы сказали сталь. Сталь является сплавом и сохраняет гальванические свойства. Благодаря этим свойствам сталь эффективна, обладает прочностью и долговечностью. Как и сталь, вы можете повысить прочность и долговечность других металлов с помощью процесса гальванизации. Процесс гальванического цинкования является одним из лучших процессов, применяемых в самых разных отраслях обрабатывающей промышленности.
Благодаря свойствам, придаваемым процессу электрогальванизации, его популярность растет.
Давайте узнаем больше о процессе электрогальванизации. Как вы можете использовать этот процесс, чтобы сделать металлические вещества эффективными и долговечными.
Что вы подразумеваете под гальванопокрытием?
Электроцинкование относится к процессу гальванического покрытия. В этой технике вы создаете защитный слой цинка над поверхностью стальных предметов. Вы должны использовать раствор, содержащий раствор цинка. Погрузите стальные предметы в раствор цинка и подайте на раствор электричество.
Когда электричество проходит через раствор цинка, оно вызывает реакцию в растворе.
Реакция называется электрохимической. В результате электрохимической реакции цинк отделяется от раствора и образует слой на поверхности стали. Эксперты обычно сравнивают процесс электрогальванизации с процессом горячего цинкования погружением . При гальваническом цинковании вы получаете тонкий, но равномерный слой цинка на поверхности стальных компонентов.
В процессе горячего погружения слой толстый, но неоднородный.
Если вы хотите, чтобы слой был эстетически безупречным, выберите процесс электроцинкования вместо метода горячего погружения.
Почему вам нужно использовать процесс электрогальванизации для стальных компонентов?
Обычные стальные поверхности не устойчивы к ржавчине и коррозии. Когда стальные компоненты вступают в контакт с водой или влагой воздуха, начинается процесс окисления. Процесс окисления может вызвать коррозию стали. Это разрушит структурную целостность стали и сделает ее слабой. Такие стальные компоненты не придают высокой прочности и долговечности. Даже будучи сплавом, он бесполезен после коррозии. С помощью процесса гальванического цинкования вы обеспечиваете защиту, прочность и долговечность стальных компонентов. Слой цинка над стальным компонентом предотвращает его контакт с кислородом или влагой.
Вместо стали слой цинка будет контактировать с кислородом, присутствующим в воздухе. Цинк обладает высокими анодными свойствами по сравнению с железом. Поэтому цинк превратится в жертвенный анод. Он защитит стальную поверхность под поверхностью.
Каковы преимущества процесса электрогальванизации?
Вы можете ознакомиться с преимуществами процесса электрогальванизации. Узнайте, как он придает прочность и долговечность стальным компонентам.
Процесс электрогальванизации делает металлические компоненты устойчивыми к коррозии:
Наилучшим аспектом гальванического цинкования является защита металлических компонентов от процесса окисления.
Электрогальванизация повышает износостойкость металла
Компоненты:
Когда металлические детали защищены от окисления, они остаются прочными в течение длительного времени. Простыми словами, электроцинкование придает металлическим компонентам прочность.
Это делает металлические компоненты надежными: когда металлические изделия прочны и устойчивы к ржавчине, они становятся надежными. Вы можете использовать металлические компоненты в течение длительного времени, не беспокоясь. Слой цинка защищает металл от истирания, царапин и других повреждений. Такие стальные изделия требуют меньше обслуживания.
Электрогальванизация повышает эффективность металлических компонентов: слой цинка защищает нижележащие металлические поверхности от ржавчины или коррозии. Он направлен на повышение эффективности металлических компонентов.
Низкая стоимость обслуживания металлических поверхностей:
Когда нет ржавчины и коррозии, обслуживание таких металлов меньше.
Каковы основные области применения гальванизированных металлов?
Компоненты из гальванизированной стали можно использовать в различных отраслях обрабатывающей промышленности, автомобилестроении и строительстве.
Сельское хозяйство:
Большинство деталей трактора или ирригационной системы включают гальванически оцинкованные металлы – сталь. Оборудование служит дольше даже после воздействия изменяющихся условий окружающей среды.
Автомобильная промышленность:
Оцинкованная сталь лучше всего подходит для использования в качестве основного компонента автомобильной промышленности.
Применяются в дверях, окнах, вытяжках и т.д.
Конструкция:
Стальные стержни являются основой любой строительной конструкции. Оцинкованная сталь обеспечивает устойчивость к различным элементам окружающей среды.
Резюме:
Электроцинкование металла делает его прочным и повышает его функциональную эффективность. Noble Metal Coating LLC является одной из ведущих отраслей, предлагающих клиентам высококачественную продукцию. Электроцинкование – это лучшая услуга, предлагаемая нашим техническим персоналом. Посетите веб-сайт и узнайте больше о своих услугах в ОАЭ.
Пошаговое руководство по процессу гальванопокрытия цинком
Гальванопокрытие цинком является наиболее часто используемым процессом для покрытия металлов с целью обеспечения защиты от коррозии. В этой статье описываются этапы процесса гальванического цинкования.
Гальваническое цинкование является одним из самых популярных методов, который повсеместно используется для гальванического покрытия. Это очень экономичный процесс, который в основном используется для нанесения защитного покрытия на металлические предметы, такие как гайки, болты, крепежные детали, автомобильные детали и многие другие изделия. Помимо этого преимущества, использование цинка также улучшает общий внешний вид металлов, придавая им различные цвета, чистый вид, яркость и приятный светящийся блеск.
Давайте более подробно рассмотрим, что такое гальваническое покрытие, а затем рассмотрим этапы процесса гальванического покрытия цинком.
Что такое гальваника?
Гальваническое покрытие представляет собой процесс нанесения покрытия одного металла на другой с использованием электричества, в основном для защиты от коррозии. Использование процесса гальваники позволяет изменить химические и физические свойства металла. Гальваническое покрытие выполняется методом электроосаждения , и включает в себя формирование электролизера, состоящего из катода (объект, который нужно покрыть) и анода (металл, используемый для покрытия), погруженных в раствор электролита. Покрываемый объект и металл погружают в водный раствор, содержащий ионы металла. При подаче постоянного тока на водный раствор металл на аноде начинает растворяться, а свободные ионы металла достигают катода, образуя тонкий слой покрытия на объекте. Объект, подлежащий гальваническому покрытию, также называется подложкой. Цинк в основном используется для гальванического покрытия стали или железа, хотя многие другие металлы также могут быть покрыты гальванопокрытием с использованием цинка.
Процесс гальванического цинкования включает в себя формирование электролитической ячейки, состоящей из двух металлов, образующих электроды, и пропускание электрического тока через электролит. В то время как цинк образует анод, металл (например, сталь), на который наносится гальваническое покрытие, образует катод. Когда через водный раствор пропускают электрический ток, ионы цинка проходят через водный раствор и прикрепляются к поверхности подложки, образуя тонкую пластину. Цинкование выполняется в различных водных растворах, таких как щелочной цианид, щелочной нецианид или растворы солей хлорангидрида.
Хотя процесс может варьироваться в зависимости от требований, основы, стоимости и желаемого типа отделки, на коммерческом уровне он обычно включает следующие основные этапы:
Очистка основания выполняется для удаления с поверхности грязи, ржавчины, масла и т. д. Щелочное моющее средство используется для очистки поверхности, чтобы обеспечить хорошее качество гальванопокрытия цинка, и покрытие останется неповрежденным в течение длительного периода времени. Неправильная очистка обычно приводит к различным дефектам покрытия, таким как отслоение или образование пузырей с течением времени.
Процесс очистки объекта включает два этапа: щелочную ванну и электроочистку. Замачивания металла в щелочной ванне на 5-10 минут при температуре около 150 ° F обычно достаточно, чтобы избавиться от большей части почвы и грязи. После этого детали очищаются далее в электроочистителе . Электрический заряд прикладывается к металлу либо на его катодном, либо на анодном конце, что приводит к выделению кислорода или водорода из раствора, очищая детали на микроуровне. Факторы времени и температуры во многом такие же, как и для процесса щелочной выдержки.
Этап 2
Активация или травление подложки
Активация или травление металла включает удаление оксидов и окалины с поверхности с помощью различных растворов кислот. Эти слои оксидов и окалины образуются на поверхности металлов во время их изготовления, хранения и обращения с ними. Травление обычно проводится с использованием кислот, таких как серная кислота или соляная кислота. Тип металла и толщина чешуек, присутствующих на металле, определяют тип кислоты, время погружения и температуру, необходимые для процесса активации.
Этап 3
Гальваническое цинкование
Надлежащая очистка и активация деталей обеспечивают их готовность к гальваническому цинкованию. Металлические детали сначала промывают водой, а затем помещают их в водный раствор, например щелочной цианистый калий. Затем к аноду прикладывается постоянный ток (DC) в течение фиксированного времени. Это приводит к осаждению ионов цинка на катоде, то есть на поверхности металла. Для достижения однородного гальванопокрытия необходимо, чтобы анод и катод были соответствующим образом расположены в водном растворе, а ток протекал равномерно по всей площади поверхности металла. Если ток протекает неравномерно, это приведет к более толстым слоям цинкового покрытия на участках, получающих большее количество тока, и формированию более тонких слоев над углублениями.
Наряду с гальваническим цинкованием используются различные химические вещества для достижения желаемых химических и физических свойств конечного продукта. Свойства могут быть изменены за счет соответствующих вариаций используемого химического агента, продолжительности выдержки, применения электрического заряда, а также временных и температурных факторов.
Этап 4
Промывка и сушка готового изделия
Общее правило заключается в том, чтобы промывать детали водой после каждого этапа процесса гальванического покрытия. После гальванического покрытия металл промывают в емкости с водой для удаления любых загрязнений с поверхности с последующей сушкой. При более сильном загрязнении промывание водой можно проводить несколько раз. Детали моются либо в промывочной ванне, либо под проточной водой, в зависимости от уровня загрязнения и степени, до которой необходимо разбавить поверхность, чтобы удалить загрязнение.
Плюсы и минусы гальванического цинкования
✔ Основными преимуществами гальванического цинкования являются его экономичность и простота применения. Цинковое гальванопокрытие обеспечивает декоративную отделку металлов и может быть окрашено в различные цвета. Его также можно использовать в качестве грунтовки для красок. Он предотвращает образование белой ржавчины в течение длительного периода времени и обладает отличными пластическими и адгезионными свойствами.
✘ Его несколько недостатков включают недостаточную стойкость в морской воде и неспособность формировать однородную толщину из-за формы металла, на который наносится гальваническое покрытие. Он легко образует покрытие на внешних частях металла, но с трудом прикрепляется к внутренним областям объекта.
Цинковое гальванопокрытие и защита от коррозии для промышленного использования
Перейти к содержимому- Посмотреть увеличенное изображение
Что такое гальваническое цинкование?
ЦИНК ГАЛЬВАНИЧЕСКОЕ ПОКРЫТИЕ
Самым большим врагом всех типов металлов является ржавчина и коррозия. Коррозионное воздействие ржавчины очень разрушительно. Отчеты различных институтов показывают, что стоимость потерь от ржавчины только в Соединенных Штатах составляет около 276 миллиардов долларов в год, а глобальная цифра составляет около 1 триллиона долларов. Отрасли, затронутые этим разрушительным эффектом ржавчины, включают обрабатывающую промышленность, производство, транспорт и т. Д. Гальваническое цинкование используется для предотвращения ржавчины и коррозии.
Цинковое гальванопокрытие и защита от коррозии Для чего применяется гальваническое цинкование? Основной целью гальванического цинкования является защита металлов от ржавчины или коррозии. Оцинкованные покрытия также известны как расходуемые покрытия, потому что цинковое покрытие жертвует собой, чтобы защитить нижележащий металл от коррозии. Чтобы защитить металлы, такие как железо и сталь, от ржавчины, используется процесс, известный как гальваническое цинкование. Гальваническое цинкование связано с электроосаждением тонкого слоя металлического цинка на поверхность другого металла, известного как подложка. Цинковое покрытие служит физической защитой, которая предотвращает воздействие ржавчины на нижележащую металлическую поверхность. Причина выбора цинка заключается в его способности бороться с коррозией.
В гальванике гальваническое цинкование является наиболее распространенным и распространенным. По этой причине одна треть всех цинковых металлов используется для цинкования, которое представляет собой покрытие металлической поверхности для защиты такого металла от ржавчины. Цинк в большинстве случаев подвергается воздействию атмосферы, в результате чего цинк соединяется с кислородом во влажной атмосфере с образованием оксида цинка. Поскольку воздух в атмосфере влажный, цинк соединяется с водой в воздушной влаге с образованием гидроксида цинка. Точно так же гидроксид цинка может соединяться с двуокисью углерода, содержащейся в атмосфере, с образованием герметичного и нерастворимого серого слоя карбоната цинка, который прилипает к цинку под ним, тем самым защищая его от ржавчины. В автомобильной промышленности цинкование обычно используется для сохранения некоторых важных деталей машин и транспортных средств, таких как тормозные суппорты, винты, трубы и болты. Цинкование также используется в электротехнической промышленности для защиты оборудования для передачи электроэнергии. Цинковое покрытие также используется при строительстве оружейных складов, таких как бронированные танки и орудия.
Гальванопокрытие цинком может выдерживать температуры около 120°F, что способствует снижению стоимости, но аналогично другим формам гальванического покрытия, а гальваническое цинкование имеет свои ограничения. Цинковое покрытие не может выдерживать температуры выше 500°F, потому что его защитная коррозионная способность начинает снижаться, если температура превышает 212°F. Как правило, цинкование не следует проводить, если оно подвергается воздействию температур, превышающих 500 ° F.
Цинковое гальванопокрытие изготавливается из нескольких цветов, но каждый цвет является результатом используемых методов формирования, что означает, что эффект коррозии и свойство ржавчины отличаются друг от друга.
- Желтое цинковое покрытие : Это цинковое покрытие обычно используется в автомобильной промышленности и обеспечивает высокий уровень сопротивления ржавчине.
- Черное цинковое покрытие : Это черный оксид, который может быть серовато-зеленого цвета или иметь естественное черное покрытие. Серовато-зеленый цвет обычно дает немного лучшую стойкость к ржавчине.
- Blue Zinc или Clear Zinc : Этот тип состава покрытия пытается обеспечить некоторую степень защиты от ржавчины, хотя он считается более эффективным с экологической точки зрения.
- Кислотный цинк : Кислотное цинковое покрытие отличается от других форм цинкового покрытия, поскольку цианид не добавляется в ванну для покрытия. Цинковая кислота имеет значительное преимущество, которое полезно при использовании на сложных субстратах.
Метод испытаний, созданный Американским обществом, имеет образец для классификации цинка, который основан на уровне коррозионной стойкости, которую цинковое гальванопокрытие может обеспечить нижележащему металлу. Это помогает отдельным лицам и предприятиям определить идеальное и наилучшее цинковое покрытие для металлов. Существует около четырех различных уровней покрытия, которые варьируются от мягкого внутреннего покрытия до очень подходящего покрытия для наружной среды. Чем больше толщина цинкового покрытия, тем выше защита от коррозии.
Другие преимущества гальванического цинкованияЗащита от коррозии — не единственное преимущество гальванического цинкования. Существуют и другие потенциальные преимущества, связанные с гальванопокрытием цинком, и они включают следующее:
Экономичность: Цинк как элемент, обнаруженный в земной коре, является одним из распространенных металлов и более доступным металлом, используемым для гальванического покрытия. В аспекте промышленного и экономического гальванического покрытия цинк является идеальной альтернативой.
Глянцевая отделка: Гальваническое покрытие часто используется для улучшения внешнего вида поверхности металла, что, в свою очередь, делает материал более привлекательным и перспективным для продавцов. Цинковое покрытие может давать большую яркость, аналогичную хромированию. Добавки используются для контроля уровня белизны цинкования. Огромный диапазон цветов, доступных при цинковании, открывает огромные возможности адаптации для выбора наилучшей отделки.
Внешний вид: цинковое гальванопокрытие может быть выполнено в огромном диапазоне текстур и структур. Поверхности, которые являются либо гладкими, либо жесткими и блестящими, выполняются легко и без напряжения.
Применение: гальваническое цинкование намного легче наносить, а процедуры цинкования завершаются действием без напряжения, которое не разрушает основной материал. Кроме того, цинк следует наносить на огромное количество гальванических материалов.
Совместимость: Поскольку гальванопокрытие цинком используется либо в стеллажах, либо в барабанах, цинкование используется для различных типов, различных размеров и экстремальных объемов.
Тонкий грунтовочный слой: Если материал, на который наносится цинковое покрытие, представляет собой краску или электротехническое покрытие, цинковое гальванопокрытие будет эффективно работать в качестве грунтовочного слоя благодаря его исключительным адгезионным свойствам. Это, в свою очередь, улучшит коррозионную стойкость окрашенной поверхности.
Пластичность: цинк является очень податливым металлом, что означает, что его можно растянуть на различную длину и придать ему различную форму. Это качество позволяет цинку легче принимать форму основного материала.
Долговечность гальванического покрытия цинком Существует несколько факторов, определяющих долговечность оцинкованного материала и его антикоррозионные свойства. Качество цинкового покрытия очень важно. По этой причине частному лицу или компании необходимо тщательно выбирать схему гальванического цинкования, которую они будут использовать. Толстые покрытия и применение лучших продуктов для последующей обработки также могут иметь большое значение для повышения способности защиты гальванического покрытия цинком. Окружающая среда также играет большую роль в образовании коррозии, что также влияет на долговечность цинкового покрытия.
Существует два основных метода гальванопокрытия цинка: гальваническое цинкование в стойке и в барабане. При использовании реечного метода детали прикрепляются к машине во время гальванического покрытия, чтобы удерживать их и предотвращать их повреждение. В случае гальванического цинкования в бочках элементы помещаются в уникальный сосуд, в котором находится гальваническая ванна. Во время процесса покрытия цилиндр медленно перемещается по мере покрытия деталей. Оцинкование реек обычно является лучшим выбором для небольших и хрупких деталей, которые не могут выдержать кувыркание движущегося ствола. В то время как оцинковка ствола часто дешевле с меньшими трудозатратами. Его лучше использовать, когда нужно обработать много деталей.
Другим способом улучшения свойств коррозионной стойкости гальванического цинкования является использование последующей хроматной обработки. Но что такое хромат? Хромат представляет собой соль, в которой хром сочетается с кислородом, и обработка хроматом осуществляется путем погружения оцинкованных деталей в дихромат хрома и кислорода. Помещение оцинкованных материалов в раствор бихромата в качестве этапа процедуры после гальванического покрытия может сделать оцинкованные материалы менее уязвимыми к окислению, а также поможет создать еще одну коррозионностойкую структуру против влаги.
Другим процессом, который используется во всем мире при гальваническом цинковании, является использование герметиков для последующей обработки, и это выполняется после обработки хроматом. Такой герметик используется как для желтого, черного, так и для всех типов цинковых покрытий, и герметик действует, делая хромат тонким или листовым, чтобы он стал твердым, в то время как он обеспечивает прочную связь с цинковым покрытием. Если использовать герметик, смешав его с хроматным веществом, герметик повысит защиту от ржавчины более чем на 100 процентов.
Гальванические материалы с цинковыми сплавами обладают максимальными защитными свойствами, чем гальванические покрытия из обычного цинка. Цинковый сплав, который используется во всем мире, представляет собой цинк-кобальт, который обладает характеристиками повышения устойчивости к ржавчине в пять раз. Цинк-кобальт чрезвычайно пластичен, потому что его ударная вязкость сохраняется после того, как он сгибается в различные формы или деформируется. Другими широко используемыми сплавами цинка являются цинковое железо, цинковое олово и цинковый никель. Но, несмотря на используемый сплав, сплавы цинка обеспечивают более высокий уровень коррозионной стойкости, чем гальваническое покрытие только цинком.
Для получения дополнительной информации о гальваническом цинковании обращайтесь в компанию Asheville Metal Finishing по телефону 828-253-1476 или посетите наш веб-сайт по адресу www. ashevillemetalfinishing.com
Присоединяйтесь к форуму сообщества
Поиск:
Последние сообщения
- Серебряное покрытие
- Никелевое гальванопокрытие: история, процесс и преимущества
- Гальваника и анодирование
- Что такое гальваническое цинкование?
Теги
Гальваника Цинк
Мета
- Войти
- Лента записей
- Лента комментариев
- WordPress.org
Перейти к началу
Большие компоненты, рамы и детали, оцинкованные
HOME OF KING KONG —
Крупнейшая линия цинкования в Северной АмерикеЛиния цинкования крупногабаритных деталей Gatto в Кинг-Конге оснащена резервуарами длиной 27 футов и кранами, способными поднимать до 8000 фунтов. Мы предлагаем следующие отделки для особо крупных деталей:
| ОТДЕЛКА | ЧАСЫ ДО БЕЛОГО | ЧАСЫ ДО КРАСНОГО | РАЗМЕР ВМЕСТИМОСТЬ |
|---|---|---|---|
| Прозрачный трехвалентный хромат (RoHS) | до 24 | до 200 | 27′ Длинный; 8000 фунтов* |
| Прозрачный трехвалентный хромат с высокой коррозионной стойкостью (RoHS) | до 120 | до 500 | 27′ Длинный; 8000 фунтов* |
Запросить цену
О нас
King Kong имеет размер резервуара 27 футов в длину, 4 фута в ширину и 8 футов в глубину, что делает его крупнейшей линией цинкового гальванического покрытия в США. Это дает Gatto возможность оцинковывать сверхдлинные или тяжелые детали, чего никто другой не может, сохраняя при этом наш высокий уровень качества и обслуживания с быстрыми сроками выполнения работ.
Преимущества
Наша сверхбольшая вместимость бака помогает нам повышать ценность для наших клиентов за счет:
- Нанесение покрытия на более крупные секции или целые сборки, а не на несколько мелких компонентов, что может снизить затраты на сборку и производство.
- Обеспечивает более равномерную отделку и лучшую эстетику, так как не требуется «двойное погружение» для крупногабаритных деталей.
- Сокращение времени выполнения заказа за счет повышения эффективности обработки благодаря большим резервуарам.
Области применения
Наши крупногабаритные резервуары идеально подходят для следующих применений:
- Стержень с резьбой
- Шасси
- Длинные гидравлические трубки
- Тяжелые детали — до 8000 фунтов
- Длинные части
- Шестигранные валы
- Прутковый инвентарь
- Трубка
- Резьбовой стержень
- Большие рамки
- Электронные корпуса
- Шкафы
- Стойки для серверов
- Большие тарелки
- Основания машин
- Компоненты робототехники
- Большие сварные детали
- Поддоны для погрузочно-разгрузочных работ
- Каркасы безопасности
- Конвейерные системы
- Крупногабаритные детали
- Гидравлические блоки
- Шарнирные штифты
- Анкерные блоки моста
ЦИНКИРОВАНИЕ КАК АЛЬТЕРНАТИВА ОЦИНКОВАНИЮ
Наши сверхширокие возможности также предоставляют производителям эффективную альтернативу цинкованию и окраске крупных деталей, нуждающихся в защите от коррозии. Поскольку гальваническое цинкование — это контролируемый процесс, в котором для переноса цинка на деталь используется электрический ток, он обеспечивает более тонкое покрытие с меньшими размерными отклонениями. Это делает цинк с гальваническим покрытием идеальным для деталей с резьбой или другими критическими размерами.
Хотя Gatto не предлагает горячее цинкование погружением, оно наносится путем погружения стальных деталей в ванну с расплавленным цинком, что вызывает металлургическую реакцию, приводящую к коррозионностойкому покрытию. Хотя горячее цинкование погружением эффективно против коррозии, оно часто создает менее однородную отделку и может значительно увеличить толщину детали. Детали с жесткими допусками обычно требуют повторной обработки.
РЕКОМЕНДАЦИИ ПО ГАЛЬВАНИЧЕСКОМУ НАНЕСЕНИЮ ЦИНКА ПО ГОРЯЧЕМУ ОЦИНКОВАНИЮ
| Рассмотрите возможность цинкования вместо цинкования, если…
Hot Dip выбран только из-за размера. | Некоторые детали слишком велики, чтобы их можно было покрыть большинством установок для цинкования, поэтому горячее цинкование было выбрано только из-за ограничений по размеру (длина среднего резервуара для цинкования составляет 40 футов). Поскольку Gatto может обрабатывать крупногабаритные детали, цинкование может быть приемлемой альтернативой |
|---|---|
| Требуется тонкое равномерное покрытие | Некоторые детали имеют критические размеры. Типичная толщина цинкового покрытия колеблется от 0,0002 дюйма до 0,0010 дюйма. Это обеспечит достаточную защиту от коррозии для многих применений с минимальным влиянием на допуски на размеры. |
| Детали имеют резьбу, небольшие отверстия или глухие выемки | Цинковое покрытие не заполняет отверстия и углубления и не создает сильного нароста на резьбе. Это приводит к меньшему объему постобработки после завершения. |
| Деформация/деформация из-за высокой температуры вызывает беспокойство | Во время цинкования детали подвергаются температуре всего 150 градусов по Фаренгейту или ниже. Нет риска коробления или деформации детали. Иногда для предотвращения коробления деталей при горячем цинковании перед обработкой устанавливаются временные опоры, а после обработки удаляются. |
| Существуют затраты до и после отделки, связанные с установкой и удалением опор для предотвращения деформации детали. | Поскольку процесс цинкования не вызывает коробления, он может быть хорошей альтернативой, когда затраты на обработку до и после покрытия высоки. |
| Детали имеют подвижные компоненты | Цинкование, как правило, не увеличивает толщину детали настолько, чтобы заедать движущиеся компоненты, собранные до нанесения покрытия. |
| Маскировка необходима для предотвращения налипания покрытия. | Некоторые детали требуют тщательной маскировки, чтобы предотвратить сильное налипание в определенных местах. Цинковое покрытиеобеспечивает равномерную отделку и может быть подходящей альтернативой для устранения этих дополнительных затрат на обработку. |
| Детали требуют значительной постобработки для очистки от нежелательных отложений цинка. | Горячее цинкование погружением может привести к скоплению нежелательного цинка на готовых деталях. Поскольку цинкование обеспечивает однородное покрытие, оно устраняет необходимость в дорогостоящей очистке деталей после нанесения покрытия. |
| Необходимы дренажные отверстия и вентиляция. | При горячем цинковании детали подвергаются воздействию экстремальных температур, что вызывает повышение давления внутри полых компонентов. |