
Покрытие кузова машины цинком, в домашних условиях.
Опубликовано в рубрике Авто — мото химия., Ремонт и обслуживание автомобиля. | Апрель 26th, 2014
Как известно, кузова многих иномарок славятся своими оцинкованными кузовами, которые более стойкие к коррозии, чем автомобили с обычным стальным кузовом. Но в этом мире нет ничего вечного и со временем, особенно после поездок по зимним дорогам, посыпанных реагентом, даже на оцинкованных кузовах появляются неприятные очаги коррозии. А что уж говорить про обычные кузова, не покрытые цинком. И если ими своевременно не заняться, то в таких местах появятся дыры (сквозная коррозия) и ремонт кузова обойдётся намного дороже. Можно конечно восстановить кузов обычным распространённым способом, зачистив ржавые места, обезжирив, загрунтовав и подкрасив их. Но оцинкованный кузов можно восстановить намного эффективнее, если опять же покрыть цинком нужные места. Как это сделать мы и рассмотрим в этой статье.
Как восстановить своими силами с помощью цинкового покрытия провернувшийся в картере подшипник и другие мелкие детали я уже писал, и желающие могут почитать об этом здесь. В этой же статье мы рассмотрим, как покрыть цинком более крупные кузовные детали автомобиля иномарки, а при желании и отечественной машины.
В этой же статье мы рассмотрим, как покрыть цинком более крупные кузовные детали автомобиля иномарки, а при желании и отечественной машины.
Материалы и инструменты.
В работе нам потребуется обыкновенная лампочка от фары автомобиля (чем мощнее эта лампа, тем быстрее цинк будет покрывать деталь, но если площадь детали невелика, то и лампа должна быть меньшей мощности, а так же сила тока, иначе кислота в зоне контакта будет закипать и эффективность химического процесса ухудшится).
Так же потребуется многожильный провод, паяльная кислота, кусочек плотной ткани (ХБ) без ворса, кусочек цинка, размером примерно 6 х 3 см. (хотя размер этого кусочка зависит от размера кузовной панели, и чем она больше, тем и кусочек цинка больше). Кстати чистый цинк сейчас не так просто найти (например от корпусов советских батареек), но не беда, можно использовать старые детали из цинкового сплава, например корпус старого карбюратора или замка зажигания.
Производить работы желательно на улице, а если зима, то помещение в котором ведутся такие работы, должно иметь приточно-вытяжную вентиляцию. Одежда должна быть плотной (лучше сварочная спецовка) не помешает и прорезиненный фартук, резиновые перчатки и защитные очки.
Одежда должна быть плотной (лучше сварочная спецовка) не помешает и прорезиненный фартук, резиновые перчатки и защитные очки.
Всё это не дорого, по сравнению с медицинским лечением. Так же должна находиться рядом ёмкость с раствором пищевой соды, который может пригодиться, чтобы быстро нейтрализовать кислоту, если вдруг она попадёт на одежду или кожу. Ну а если вы будете работать в смотровой яме, или эстакаде (обрабатывая днище машины), то тогда следует или надеть перчатки с длинными манжетами, или хотя бы обмотать запястья ветошью, иначе стекающая по резиновым перчаткам вниз кислота, может попасть на кожу.
Покрытие детали или кузова цинком.
Перед началом нанесения цинка, естественно нужно удалить ржавчину с проблемных мест, надев на болгарку проволочный круг. Он позволит (в отличии от наждачной бумаги) удалить ржавчину до чистого металла, даже в прокорродированных порах металлической панели кузова. Хотя точечные очаги ржавчины и слабый её налёт на металле, всё равно уберётся в процессе покрытия панели цинком.
Далее хорошо подзарядите аккумулятор своей машины с помощью зарядного устройства, и затем верните заряженную батарею на своё место, но только подсоедините к ней минусовую клемму, а плюсовую не подсоединяйте. Вместо штатного плюсового провода вашей машины, подсоедините отдельный толстый провод (используйте мощные зажимы типа «крокодил», подойдут сварочные), такой длинны, чтобы он свободно дотянулся до места ремонта на вашем кузове.
Схема подключения при цинковании кузова.
1 — батарея, 2 — мощная лампа от фары, 3 — кусок цинка (электрод), 4 — пропитанная кислотой ткань, 5 — обрабатываемый участок кузова.
Где то посередине провода (см фото слева), но так, чтобы лампочка была хорошо видна при работе, разрежьте провод пополам и последовательно подключите лампочку от фары. Далее другой конец провода протяните к месту ремонта и подсоедините к цинковой пластине (можно присоединить провод к пластине с помощью болта, гайки и шайбы, а можно и с помощью «крокодила»).
Теперь следует надеть резиновые перчатки и взяв кусочек ткани, хорошо пропитать его в кислоте, а затем обернуть этой тканью (всего одним слоем) цинковую пластину. Теперь остаётся прикоснуться к подготовленному участку кузова обёрнутой в ткань цинковой пластиной (электродом) и начать водить ей по поверхности металлического участка, который следует покрыть цинком.
Теперь остаётся прикоснуться к подготовленному участку кузова обёрнутой в ткань цинковой пластиной (электродом) и начать водить ей по поверхности металлического участка, который следует покрыть цинком.
Причём следует водить непрерывно, ни на секунду не задерживаясь на одном месте, так как если сделать остановку, то ворсинки ткани тут же приклеиваются к цинковому слою и ухудшают качество покрытия. И от этой причины иногда приходится менять ткань на более свежую (на которой мало ворсинок). Отличное качество покрытия придёт с опытом, и поэтому желательно потренироваться сначала на ненужном куске металла.
Как только вы начнёте работу, то увидите, что на поверхности металла моментально появляется матовый слой цинка, серо-серебристого цвета. Причём для нормального покрытия цинком небольшого участка, достаточно всего одной минуты. Но следует учесть, что наиболее хорошо происходит цинкование в зоне наименьшего сопротивления, а наименьшее сопротивление будет там, где вы достаточно плотно прижимаете электрод к панели.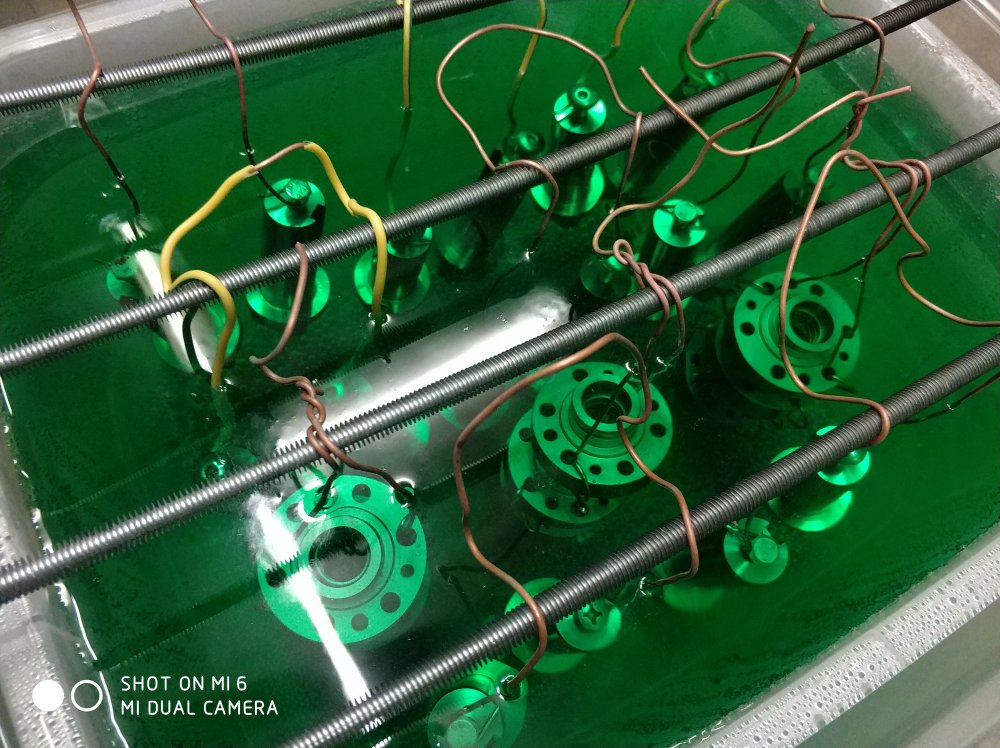 Поэтому старайтесь хорошо прижимать электрод, причём по всей поверхности сила прижима, по возможности, должна быть одинаковой.
Поэтому старайтесь хорошо прижимать электрод, причём по всей поверхности сила прижима, по возможности, должна быть одинаковой.
Интенсивность цинкового покрытия и отсутствие короткого замыкания, удобно контролировать по яркости ламы, включенной последовательно. Поэтому эту лампу, во время работы, расположите в видном месте. И как я уже говорил, хорошо прижимайте электрод к панели, иначе во время его движения может возникнуть искра, которая испортит внешний вид цинкового слоя.
После покрытия кузовной панели цинком, или зачищенного участка кузовной панели, или если вы покрываете большую панель и например сделали длительный перерыв в работе, то следует обязательно нейтрализовать оставшуюся на металле кислоту, иначе в дальнейшем коррозия неизбежна.
Для этого следует сначала отмыть весь участок панели мыльным раствором, просушить феном, а затем нанести на панель раствор пищевой соды, которая нейтрализует оставшуюся кислоту. После 8 — 10 минут, опять промойте панель водой и высушите её феном.
Ну и последними операциями после нанесения цинка на металл кузова, будет обезжиривание, грунтование и покраска. Только поищите в спецмагазинах грунтовку именно для оцинкованного кузова, а не для обычного. Иначе обычная грунтовка и соответственно краска, долго не продержатся.
Кстати, таким же способом можно нанести цинк в нужные места, например чтобы восстановить изношенное посадочное отверстие под подшипник. Как работает нанесение цинка таким способом, например для восстановления посадочного отверстия в моём токарном станке, я показал в видеоролике ниже, советую посмотреть.
Вот вроде бы и всё, надеюсь что если при покрытии кузова вашей машины цинком, вы всё сделаете правильно, то поверьте — в этом месте коррозии не будет долгие годы; успехов всем!
Теги: Как покрыть кузов автомобиля цинком?, Покрытие кузова машины цинком в домашних условиях., Цинкование кузова автомобиля своими руками.
Холодное цинкование
Теория и практика
В данной статье рассматриваются теоретические основы и преимущества практического использования холодного цинкования, как наиболее эффективного метода (альтернативного горячему цинкованию) для защиты металлоконструкций от коррозии.
Цель статьи: привлечь внимание предприятий организаций, ведомств, отраслевых проектных и научно-исследовательских институтов, эксплуатационников и специалистов к перспективному методу холодного цинкования для более широкого внедрения его в практику антикоррозийной защиты черных металлов.
Суть и преимущества метода
Хорошо известно, что наиболее длительную (до 20-25 лет) защиту стали от коррозии обеспечивают цинковые покрытия. Однако, нанесение их традиционными методами, такими, например, как горячее цинкование или электрохимическое осаждение, на крупногабаритные металлоконструкции технически трудноосуществимо и на практике не используется.
В сравнении с традиционным методом наиболее доступным, дешевым, а иногда и единственно возможным, оказывается метод холодного цинкования металла.
Холодное цинкование — это нанесение на подготовленную поверхность приемами, используемыми в работе с обычными красками, специального цинксодержащего состава, в результате чего образуется покрытие, обладающее теми же антикоррозийными свойствами, что и полученное методом горячего цинкования.
Цинк и его основные свойства
Прежде, чем перейти к описанию имеющихся сегодня на Российском рынке составов для холодного цинкования, необходимо рассмотреть некоторые теоретические основы самого метода, и в частности, те свойства цинка, которые определяют эффективность его применения для антикоррозийной защиты стали.
Цинк — серебристо-белый, в нормальных условиях довольно хрупкий металл плотностью ~ 7.1 г/см3 и температурой плавления около 420 °C. Так же, как и железо, цинк относится к группе металлов повышенной термодинамической нестабильности, имеющей значение электродного потенциала меньше, чем потенциал водородного электрода при pH=7 (-0.413 В). Однако вода почти не действует на цинк. Это объясняется тем, что при взаимодействии цинка с водой на его поверхности образуется гидроксид, который практически не растворим и препятствует дальнейшему течению реакции. Даже в слабокислой среде коррозия чистого цинка замедлена, что связано с достаточно высоким значением перенапряжения выделения водорода на цинке (~1 В).
Однако вода почти не действует на цинк. Это объясняется тем, что при взаимодействии цинка с водой на его поверхности образуется гидроксид, который практически не растворим и препятствует дальнейшему течению реакции. Даже в слабокислой среде коррозия чистого цинка замедлена, что связано с достаточно высоким значением перенапряжения выделения водорода на цинке (~1 В).
При содержании в цинке сотых долей процента примесей таких металлов, как, например, медь и железо, имеющих меньшее значение перенапряжения выделения водорода (соответственно 0.6 и 0.5 В), скорость взаимодействия цинка с кислотами увеличивается в сотни раз.
На воздухе цинк окисляется, покрываясь тонкой, но прочной пленкой оксида или основного карбоната цинка. Эта пленка надежно защищает его от дальнейшего окисления и обуславливает высокую коррозийную стойкость. В противоположность этому ржавчина, например, не образует сплошной пленки на поверхности железа и между отдельными кристаллами гидратированного оксида трехвалентного железа, имеются большие просветы, наличием которых и объясняется склонность железа к прогрессирующей коррозии.
Высокие противокоррозионные свойства цинка при нанесении его на железо (сталь) обусловлены еще и тем, что цинк имеет электрохимический потенциал ниже, чем железо (-760 и -440 мВ, соответственно), поэтому в электрохимической паре цинк-железо, возникающей в присутствии воды (влаги), цинк выполняет роль анода и растворяется, а металлическая подложка (железо) роль катода:
Zn – 2e ↔ Zn2 + H2O + ½O2 + 2e ↔ 2OH¯
В результате чего, имеет место пассивация стали за счет подщелачивания. Ионы цинка реагируют с диоксидом углерода, находящимся в воздухе. Это сопровождается образованием плотных слоев нерастворимых карбонатов цинка, тормозящих дальнейшее развитие коррозионного процесса.
Два типа защиты
Из перечисленных выше свойств цинка следует, что при нанесении на железо (сталь) цинк защищает его как по барьерному (изоляционному) типу, (что более характерно для горячего цинкования, где цинк сразу образует сплошное влагонепроницаемое покрытие), так и по электрохимическому (протекторному) типу, где цинк, в присутствии влаги выполняя роль анода по отношению к железу, расходуется для его защиты, а образующиеся при этом соединения цинка «залечивают» дефекты покрытия, предотвращая коррозию железа.
Протекторный тип защиты более характерен для холодного цинкования, особенно в стадии первоначального формирования покрытия, когда оно еще имеет определенную пористую структуру, через которую возможен доступ влаги к поверхности стали, приводящий к образованию электрохимической пары «цинк-железо». В процессе дальнейшей эксплуатации происходит уплотнение структуры покрытия и переход его защитного действия от протекторного к барьерному.
Таким образом, покрытие, полученное методом холодного цинкования, по истечении определенного времени, зависящего от условий эксплуатации (в основном влажности), защищает сталь по тому же механизму, что и покрытие, нанесенное горячим способом.
Дальнейшее действие цинка по электрохимическому типу защиты (также как и для горячеоцинкованных поверхностей) происходит только тогда, когда по тем или иным, в т.ч. механическим причинам нарушается целостность нанесенного покрытия и влага проникает к поверхности стали.
Требования и их реализация
Согласно стандартам ISO 3549 (DIN 55969,) составы для холодного цинкования, обеспечивающие активную электрохимическую защиту по всей поверхности (повсеместную и свободную передачу электронов как между частицами цинка внутри покрытия, так и от частиц цинка к поверхности стали), должны содержать в сухом покрытии не менее 94% чистого цинка с размером частиц 12-15 мкм или не менее 88 % цинка с размером частиц 3-5 мкм.
Более высокие концентрации цинка увеличивают защитное антикоррозийное действие покрытия, а использование атоминизированной (< 5 мкм) цинковой пудры, при прочих равных условиях, способствует повышению адгезии (за счет облегчения междиффузионного взаимодействия цинка и железа), эластичности, снижению пористости покрытия и получению более гладкой (менее шероховатой) поверхности.
Цинкнаполненные (цинкосодержащие) краски, не отвечающие вышеуказанному стандарту, не относятся к составам для холодного цинкования и не образуют электропроводного цинкового покрытия, адекватного по свойствам и срокам эксплуатации с горячеоцинкованному. Цинк, присутствующий в них, выполняет роль специального (в т.ч. цветообразующего) пигмента, усиливающего лишь барьерную (пленочную) защиту за счет своего окисления и «закупоривания пор» в слое краске.
В приведенной таблице рассмотрены основные технические характеристики одноупаковочных органоразбавляемых составов для холодного цинкования производства двух Российских материалов, в т. ч. UR-100 «Жидкий цинк», а также хорошо известной специалистам Бельгийской компании ZINGA METALL. Также указаны основные приемы и рекомендации по предварительной подготовке поверхности и нанесению покрытий.
ч. UR-100 «Жидкий цинк», а также хорошо известной специалистам Бельгийской компании ZINGA METALL. Также указаны основные приемы и рекомендации по предварительной подготовке поверхности и нанесению покрытий.
Одноупаковочные составы для холодного цинкования металлоконструкций
|
Zinga Компания Zinga Metall (Бельгия) |
UR-100 «Жидкий цинк» («Liquid Zinc») ГОСТ Р 51693-2000 (Россия) |
ЦИНОЛ (ТУ 2313-012-12288779-99) (Россия) |
|
1. |
||
|
Для обеспечения наилучшего контакта металла с цинком необходимо максимальное удаление с поверхности ржавчины, окалины, старой краски, грязи, пыли и масел (Обезжиривание). Наиболее эффективным способом является абразивно-струйная (пескоструйная, дробеструйная, гидроабразивная) обработка поверхности. Для небольших поверхностей можно использовать ручной или механизированный способ очистки. Оптимальная степень шероховатости поверхности 15-20 мкм. (При тонкослойном нанесении для Zinga и UR-100 достаточно 8-10 мкм). Допускается наличие на поверхности незначительных вкраплений (остатков) плотной ржавчины. |
||
|
2. Цвет: Серый (серебристо-серый), матовый |
||
|
3. |
||
|
Атомизированная цинковая пудра с размером частиц 3-5 мкм |
Цинк марки ПЦВД (с размером частиц от менее 4 мкм до более 20 мкм, но не менее 55 % фракции 4-12 мкм. |
|
|
4. Массовая доля нелетучих веществ в исходном материале (сухой остаток) |
||
|
80 % |
82-85 % |
73-78 % |
 Содержание цинка в сухом слое покрытия Содержание цинка в сухом слое покрытия
|
||
|
96 % |
95±0,5 % |
95-96 % |
|
6. Рекомендуемая толщина сухого покрытия, обеспечивающая прогнозируемые защитные свойства на срок от 25 до 50 лет в зависимости от условий эксплуатации |
||
|
80-100 мкм |
80-100 мкм |
100-120 мкм |
|
7. |
||
|
8. Высыхание до ст. 3 при t +20±2 °С, и вл. воздуха 70±5 % (после чего можно наносить следующий слой) |
||
|
1 час |
1 час |
1 час |
|
9. Исходная вязкость при t +20 °С по ВЗ — 4 | ||
|
60 с |
40 – 60 с |
16 — 25 с |
|
10. |
||
|
Температура при нанесении: минимальная -20 °С; рекомендуемая +5 — +40 °С |
||
|
Максимальная относительная влажность воздуха: 90 % |
||
|
Допускается нанесение на влажную (без капель и конденсатов) поверхность |
||
|
11. Методы нанесения: |
||
|
Составы для холодного цинкования наносятся кистью, валиком, пневматическим или безвоздушным распылением, окунанием. Существенное различие в плотности цинка, с одной стороны и связующего вещества и растворителя с другой, требует перед нанесением и в процессе работы добиваться получения абсолютно однородного состава путем тщательного перемешивания. |
||
12. Стойкость: |
||
|
Термостойкость от -40 до +150 °С с кратковременным повышением температуры до +160 °С и выше: |
||
|
Химстойкость |
||
|
Высокая, в пределах pH 5-10 |
Высокая, в пределах pH 5.5-9 |
Высокая, в пределах pH 6-8. |
|
Водостойкость – Высокая, в т.ч. для эксплуатации покрытий под водой. |
||
|
Бензостойкость – убывает в ряду UR-100 — Zinga — ЦИНОЛ. |
||
|
При необходимости получения покрытий с более высокими показателями по химической и бензостойкости, рекомендуется применять систему покрытия с нанесением поверх цинкового слоя специальных ЛКМ. |
||
|
13. Совместимость с другими ЛКМ, наносимыми поверх цинкового слоя |
||
|
С любыми, в т.ч. вододисперсионными ЛКМ, (ограниченно с алкидными, вследствие возможного «омыления» алкидных смол и преждевременного отслаивания поверхностного покрытия). Применение холодного цинкования в качестве предварительного грунтования в сочетании с поверхностными, химически стойкими ЛКМ существенно расширяет области применения метода, особенно в условиях повышенной агрессивности среды, и гарантирует общий срок эксплуатации такой двойной защитной системы, равный сумме сроков эксплуатации каждого из покрытий, умноженный на коэффициент 1.5 — 2.5. |
||
|
14. Экономика. В сравнении со стоимостью горячего цинкования при получении адекватного по стойкости покрытия и толщине цинкуемых металлоконструкций 6-8 мм (без учета транспортных издержек, связанных с доставкой металлоконструкций к месту горячего цинкования и обратно). |
||
|
Покрытие Zinga сопоставимо по стоимости с горячеоцинкованным покрытием |
Покрытие UR-100 и покрытие ЦИНОЛ дешевле горячеоцинкованного в 4-5 раз |
|
 Основные требования к подготовке поверхности перед нанесением покрытия
Основные требования к подготовке поверхности перед нанесением покрытия Характеристика (гранулометрический состав) применяемого цинка в составах для холодного цинкования
Характеристика (гранулометрический состав) применяемого цинка в составах для холодного цинкования Расход материала для достижения толщины сухого слоя 40 мкм: ≈ 0.25 кг/м2
Расход материала для достижения толщины сухого слоя 40 мкм: ≈ 0.25 кг/м2 Нанесение:
Нанесение: В противном случае, в сухом слое покрытия может содержаться менее требуемого количества цинка, и оно не будет обеспечивать активную катодную защиту по всей поверхности.
В противном случае, в сухом слое покрытия может содержаться менее требуемого количества цинка, и оно не будет обеспечивать активную катодную защиту по всей поверхности. 5
5
В настоящее время на Российском рынке представлены и другие составы для холодного цинкования, где в качестве связующего используются «жидкое стекло» (цинксиликатные краски), эпоксидные или кремнийорганические смолы. Однако, одним из факторов, сдерживающих внедрение этих материалов в широкую практику антикоррозийной защиты, является их двух- и даже трехупаковочность: (связующее + порошок цинка + отвердитель), (связующее + порошок цинка) или, в лучшем случае (связующее с цинком + отвердитель). Понятно, что это не всегда устраивает потребителя в виду непродолжительной жизнеспособности состава после смешивания.
Однако, одним из факторов, сдерживающих внедрение этих материалов в широкую практику антикоррозийной защиты, является их двух- и даже трехупаковочность: (связующее + порошок цинка + отвердитель), (связующее + порошок цинка) или, в лучшем случае (связующее с цинком + отвердитель). Понятно, что это не всегда устраивает потребителя в виду непродолжительной жизнеспособности состава после смешивания.
Помимо этого, возникают определенные сложности, связанные с необходимостью работы с пылящим высокодисперсным цинковым порошком при смешивании компонентов непосредственно на рабочей площадке и применением дополнительных устройств для диспергирования (перемешивания). В этом плане готовые к применению одноупаковочные составы выгодно отличаются от двух- и трехупаковочных.
Еще раз о преимуществах метода
Использование метода холодного цинкования эффективно, как для получения самостоятельного покрытия и предварительного грунтования, так и для межоперационной защиты стали и ремонта ранее оцинкованных поверхностей.
Применение метода имеет ряд неоспоримых преимуществ по сравнению с горячим цинкованием — это:
-
Отсутствие ограничений по размерам цинкуемых поверхностей;
-
Возможность производить подготовку поверхности на месте;
-
Легкая свариваемость конструкций, покрытых составом для холодного цинкования;
-
Возможность на месте оцинковывать сварные швы;
-
Простота ремонта поврежденных (в т.ч. при транспортировке и монтаже) участков цинкового покрытия
-
Возможность оцинковывать в широком диапазоне температур от -20 до +40 °С;
-
Получение эластичного покрытия, выдерживающего как механическую деформацию, так и термическое расширение и сжатие в широком диапазоне температур;
-
Высокая адгезия цинкового покрытия с ЛКМ, в т.
 ч. с порошковыми красками;
ч. с порошковыми красками; -
Возможность оцинковывать собственными силами и любым способом (погружением в состав, кистью, валиком, распылителем).
Уже сегодня перечисленные составы для холодного цинкования металла, как самостоятельно, так и в системах покрытий, успешно используются на практике в России и за ее пределами. Они служат для защиты от коррозии мостовых сооружений, тоннелей, строительных металлоконструкций, городских столбов освещения, опор ЛЭП, металлических кровель, резервуаров, трубопроводов, арматуры зданий, для антикоррозионной обработки агрегатов и деталей кузовов автомобилей и мн. др.
Пользователи отмечают эффективность метода, его простоту, относительно невысокую стоимость и весьма быструю эксплуатационную окупаемость.
И в заключении необходимо еще раз сказать, что более широкое внедрение в практику современных и перспективных методов антикоррозионной защиты, в частности таких, как — холодное цинкование, позволит резко сократить ущерб, приносимый в результате коррозии металлов, который в промышленно развитых странах достигает 5 % национального дохода.
Фирма по цинкованию, помогающая создавать перспективные классические автомобили
Фирма по цинкованию из Уэст-Мидлендса является движущей силой в создании перспективных классических автомобилей для местного автолюбителя.
Компания Edward Howell Galvanizers Ltd, входящая в состав Wedge Group Galvanizing Ltd, помогает частично занятому подрядчику Формулы-1 Робу Сапински в восстановлении его коллекции классических автомобилей, стремясь решить частую проблему ржавчины компонентов.
Роб сказал: «Когда я не работаю, мне нравится собирать Land Rover Defender в моей мастерской. Когда их восстанавливают, они невероятно модны, пользуются спросом и только увеличиваются в цене из-за сокращения количества. Кроме того, я вношу свой вклад в защиту окружающей среды — я не буду отказываться от него, как только двигатель выйдет из строя или он проедет слишком много миль. Вместо этого есть бесконечные возможности изменить, восстановить и обновить его. С помощью Edward Howell Galvanizers и других местных компаний, которые мне помогли, я восстанавливаю эти Land Rover, чтобы они могли выдержать испытание временем.
«На сегодняшний день я завершил многие из этих проектов, но часто самым большим препятствием для меня является ржавчина. Несколько месяцев назад я обратился за помощью в компанию Edward Howell Galvanizers, и я невероятно благодарен за то, что фирма такого масштаба согласилась принять очень сложные стальные детали моего Land Rover, поскольку другие раньше не могли справиться с такими хрупкими деталями».
Основные стальные компоненты, включая шасси, переборки и оси, обрабатываются кислотой на местном предприятии Surface Processing в Дадли, прежде чем гальванизаторы Edward Howell собирают и гальванизируют их.
В процессе цинкования детали погружают в большую ванну с расплавленным цинком при температуре 450 °C, что обеспечивает расчетный срок службы без ржавчины более 70 лет.
«Джим и его команда проявляют большую осторожность при цинковании, чтобы предотвратить деформацию тонкой стали, и эта точность и внимание к деталям действительно ценятся», — продолжил Роб. «Но мой последний проект состоит из очень маленьких частей. К счастью, еще один гальванический завод в семье Wedge, B.E. Wedge Ltd, специализирующаяся на центрифужном цинковании, смогла справиться с этим. Центрифужное или центрифужное цинкование следует тому же процессу, что и обычное цинкование, за исключением того, что изделия помещают в корзины для цинкования и быстро удаляют из ванны до того, как цинк на изделии затвердеет. Корзина помещается в центрифугу и вращается в течение нескольких секунд, чтобы удалить лишний цинк с поверхности и предотвратить слипание предметов, обеспечивая гладкую поверхность.
«Но мой последний проект состоит из очень маленьких частей. К счастью, еще один гальванический завод в семье Wedge, B.E. Wedge Ltd, специализирующаяся на центрифужном цинковании, смогла справиться с этим. Центрифужное или центрифужное цинкование следует тому же процессу, что и обычное цинкование, за исключением того, что изделия помещают в корзины для цинкования и быстро удаляют из ванны до того, как цинк на изделии затвердеет. Корзина помещается в центрифугу и вращается в течение нескольких секунд, чтобы удалить лишний цинк с поверхности и предотвратить слипание предметов, обеспечивая гладкую поверхность.
«После цинкования детали также могут быть покрыты порошковой краской или окрашены, как указано, для дополнительной защиты от непогоды. К сожалению, как поймут многие фанатики автомобилей, такие как я, качество производства этого конкретного автомобиля значительно снизилось в начале 2000-х годов, что привело к их более быстрому износу, прежде чем в 2016 году производство оригинальной модели было полностью прекращено. Хотя новые модели доступны, многие, как и я согласны с тем, что эти оригиналы были лучшими из когда-либо созданных полноприводных автомобилей, и мы должны сохранить их любой ценой».
Хотя новые модели доступны, многие, как и я согласны с тем, что эти оригиналы были лучшими из когда-либо созданных полноприводных автомобилей, и мы должны сохранить их любой ценой».
Джим Линдсей, менеджер по продажам компании Edward Howell Galvanizers, добавил: «Для меня большая честь снова поддерживать Роба в его последнем проекте Land Rover Defender — это фантастика, когда через завод проходят альтернативные и интересные запчасти. И как приятно видеть готовый продукт, зная, что благодаря процессу оцинковки эти автомобили получили новую жизнь, так что ими можно будет наслаждаться еще много лет. Нам не терпится снова поприветствовать Роба и посмотреть, что он собирается делать дальше!»
Подробнее о наших инновационных статьях читайте здесь
Получите здание из оцинкованной стали за меньшие деньги
Решая, какой тип здания вы хотите построить на своей территории, вы будете учитывать ряд факторов. У всех разные вкусы и интересы, и поиск идеального здания для вас будет зависеть от вашего стиля, потребностей и бюджета. Оцинкованные здания идеально подходят для потребителей, которые ищут недорогой материал, который прослужит долгий период времени. Оцинкованная сталь дает возможность строить самые разные здания, потому что с этим материалом невероятно легко работать. Нужен ли вам конюшня, гараж, навес для машины, сарай или большое или маленькое складское помещение, вы можете найти стиль, который вам нужен, из этого эффективного и прочного материала. Наряду со стилем вы можете выбрать один из нескольких со вкусом подобранных цветов для вашего здания. Здания из оцинкованной стали предлагают удобное место для хранения вещей, оборудования или создания рабочего места прямо на собственном участке. Долговечность, доступность и разнообразие стилей являются основными преимуществами использования оцинкованной стали в строительстве.
Оцинкованные здания идеально подходят для потребителей, которые ищут недорогой материал, который прослужит долгий период времени. Оцинкованная сталь дает возможность строить самые разные здания, потому что с этим материалом невероятно легко работать. Нужен ли вам конюшня, гараж, навес для машины, сарай или большое или маленькое складское помещение, вы можете найти стиль, который вам нужен, из этого эффективного и прочного материала. Наряду со стилем вы можете выбрать один из нескольких со вкусом подобранных цветов для вашего здания. Здания из оцинкованной стали предлагают удобное место для хранения вещей, оборудования или создания рабочего места прямо на собственном участке. Долговечность, доступность и разнообразие стилей являются основными преимуществами использования оцинкованной стали в строительстве.
Структурные преимущества
Приобретая любое здание, вы хотите, чтобы оно прослужило долго. Независимо от того, ищете ли вы большое сельскохозяйственное здание или небольшой сарай для хранения на заднем дворе, вы захотите, чтобы он был предсказуемо устойчивым. Это означает, что он должен противостоять дождю, грязи, ветру, а также ударам или вмятинам во время транспортировки. Здание также должно эффективно защищать ваши вещи внутри. Неважно, красиво выглядит сооружение или нет, если оно упадет на ваши тракторы или технику, вы потеряете гораздо больше, чем здание. Обладая надежной защитой, он считается лучшим материалом для зданий и сооружений. Это связано с тем, что сталь является самым прочным строительным материалом, и при соединении с другими стальными деталями у вас будет невероятно прочное здание. Здания из оцинкованной стали легко прослужат пятьдесят и более лет в зависимости от того, где они расположены. В суровых условиях вы можете ожидать, что сталь прослужит не менее 25 лет. Оцинкованные здания имеют невероятно прочное покрытие, сквозь которое трудно проникнуть дождю или насекомым. Это антикоррозионное покрытие предотвращает попадание элементов на сталь и ее эрозию. В то время как другие материалы могут со временем гнить или разрушаться, вы можете ожидать, что оцинкованный материал будет постоянно оставаться прочным и сохранять свой внешний вид.
Это означает, что он должен противостоять дождю, грязи, ветру, а также ударам или вмятинам во время транспортировки. Здание также должно эффективно защищать ваши вещи внутри. Неважно, красиво выглядит сооружение или нет, если оно упадет на ваши тракторы или технику, вы потеряете гораздо больше, чем здание. Обладая надежной защитой, он считается лучшим материалом для зданий и сооружений. Это связано с тем, что сталь является самым прочным строительным материалом, и при соединении с другими стальными деталями у вас будет невероятно прочное здание. Здания из оцинкованной стали легко прослужат пятьдесят и более лет в зависимости от того, где они расположены. В суровых условиях вы можете ожидать, что сталь прослужит не менее 25 лет. Оцинкованные здания имеют невероятно прочное покрытие, сквозь которое трудно проникнуть дождю или насекомым. Это антикоррозионное покрытие предотвращает попадание элементов на сталь и ее эрозию. В то время как другие материалы могут со временем гнить или разрушаться, вы можете ожидать, что оцинкованный материал будет постоянно оставаться прочным и сохранять свой внешний вид.
Экономические преимущества
Конструкции из оцинкованной стали не только рассчитаны на длительный срок службы, но и изготовлены из доступных материалов. Оцинковка стали намного более экономична, чем большинство других покрытий, разработанных для защиты стали. Эта первоначальная более низкая стоимость может дать вам прочное оцинкованное здание, даже если ваш бюджет невелик. В отличие от большинства материалов, сталь можно перерабатывать, что помогает сохранить природные ресурсы и сократить количество отходов. Есть компании и люди, которые ищут в продаже оцинкованную сталь, в которую вы можете перерабатывать свои материалы. После того, как здания из оцинкованной стали доставлены домой и используются, появляется множество преимуществ, связанных с низкими эксплуатационными расходами. Уход за деревянным сайдингом, другими покрытиями и черепицей требует времени, труда и денег. Оцинкованные здания требуют очень мало работы, потому что покрытие прочное и служит в течение длительного периода времени.