
Полуавтоматическая сварка в среде защитных газов: инструкция
Полуавтоматическая сварка в среде защитных газов (она же MIG/MAG сварка) — один из самых распространенных методов соединения металлов. С применением полуавтомата и защитного газа можно сварить детали из любых металлов, при этом работать можно и на улице, и в цеху.
В этой статье мы подробно расскажем, какова технология полуавтоматической сварки, какое оборудование и комплектующие используются. Эта статья — своеобразная инструкция для начинающих. После прочтения вы будете знать все основы и сможете приступить к сварке.
Содержание статьи
- Общая информация
- Применяемое оборудование
- Сварочный полуавтомат
- Системы подачи проволоки
- Сменные детали
- Применяемые комплектующие
- Особенности сварки в среде углекислого газа
- Выбор сварочной проволоки
- Подготовка металла
- Выбор режима сварки
- Расход газа
- Вместо заключения
Общая информация
Технология полуавтоматической сварки крайне проста. В работе зачастую используется плавящаяся проволока и защитный газ. В качестве газа используют аргон, углекислоту или гелий, а иногда и смеси этих газов. Сварка выполняется с применением полуавтомата, на нем устанавливается постоянный или импульсный ток. Во время сварки плавится и проволока, и сам металл. Они смешиваются и образовывают единый шов. Газ выполняет защитную функцию. Он подается в сварочную зону с помощью горелки и защищает шов от окисления и образования дефектов.
В работе зачастую используется плавящаяся проволока и защитный газ. В качестве газа используют аргон, углекислоту или гелий, а иногда и смеси этих газов. Сварка выполняется с применением полуавтомата, на нем устанавливается постоянный или импульсный ток. Во время сварки плавится и проволока, и сам металл. Они смешиваются и образовывают единый шов. Газ выполняет защитную функцию. Он подается в сварочную зону с помощью горелки и защищает шов от окисления и образования дефектов.
Также существует сварка неплавящимся электродом в среде инертного газа, но она применяется редко, поэтому не будем заострять на ней внимание. А вот о чем стоит рассказать подробнее, так это о сфере применения такой сварочной технологии. MIG/MAG сварка может применяться не только на суше, но и под водой, что существенно увеличивает возможности сварщика.
Читайте также: Подводная сварка
Применяемое оборудование
Полуавтоматическая сварка в среде защитных газов предполагает использование не только полуавтомата, но и источника тока. В качестве источника можно использовать обычную бытовую розетку, если напряжения достаточно, и оно бесперебойное. Также для полноценной работы вам нужно работать с механизмом, который будет подавать проволоку, а также выбрать сменные детали. Далее мы подробно все расскажем.
В качестве источника можно использовать обычную бытовую розетку, если напряжения достаточно, и оно бесперебойное. Также для полноценной работы вам нужно работать с механизмом, который будет подавать проволоку, а также выбрать сменные детали. Далее мы подробно все расскажем.
Сварочный полуавтомат
Сварка в защитных газах выполняется с помощью полуавтомата. Полуавтоматом называют как отдельный сварочный аппарат, так и комплекс всего оборудования, в том числе баллона с газом. Работа может выполняться на специальном сварочном посте, станке или без поста. Ниже изображен стандартный комплект сварочного оборудования для MIG/MAG сварки.
Стандартный сварочный полуавтомат для работы с плавящимся электродом в защитных газах состоит из источника тока, механизма подачи проволоки, горелки, кабелей, встроенного управления, системы подачи газа, системы охлаждения.
Сварочный аппарат полуавтомат может иметь различное назначение. Наверняка вы заметили, что в ходе статьи мы упоминали термины MIG и MAG. Данными терминами обозначается тип сварки. MAG — сварка в среде активных газов. MIG — сварка в среде инертных газов. Соответственно, аппаратом MIG вы не сможете выполнить MAG сварку, и наоборот.
Данными терминами обозначается тип сварки. MAG — сварка в среде активных газов. MIG — сварка в среде инертных газов. Соответственно, аппаратом MIG вы не сможете выполнить MAG сварку, и наоборот.
Для большей универсальности можно приобрести полуавтомат, способный работать и в MIG, и в MAG режиме. Так ваши возможности будут намного шире. Есть еще FCAW сварка с применением порошковой проволоки. Порошковая проволока — это полая трубочка, внутри которой содержатся флюсы. Такую проволоку используют без защитного газа, так что не будем на этом останавливаться.
Системы подачи проволоки
Выше мы упоминали, что при сварке полуавтоматом проволока подается с помощью специального механизма. Он может работать по трем принципам: толкающем, тянуще-толкающем и тянущем. Самая популярная система подачи проволоки — толкающая, она самая недорогая и встречается в большинстве бюджетных полуавтоматов.
Главный недостаток — ограниченное количество метров газового шланга, который можно использовать. А именно, 5 метров в длину. Если в полуавтомате используется другая система подачи проволоки, то можно использовать шланг длиной от 10 метров и больше. Также можно использовать более толстую проволоку, но нужно учитывать, что такой механизм будет весить намного больше.
А именно, 5 метров в длину. Если в полуавтомате используется другая система подачи проволоки, то можно использовать шланг длиной от 10 метров и больше. Также можно использовать более толстую проволоку, но нужно учитывать, что такой механизм будет весить намного больше.
Также обратите внимание на регулировку скорости подачи проволоки в выбранной вами модели. Новичкам рекомендуем выбирать механизмы с автоматической регулировкой скорости подачи, так вы избавитесь от лишней головной боли. Ну а профессионалы зачастую выбирают механизмы с ручной регулировкой, поскольку их опыт позволяет устанавливать индивидуальные настройки для каждого типа работ. Сами механизмы подачи могут быть встроенными в полуавтомат, а могут быть переносными. У переносных гораздо больше возможностей, но они громоздкие и не позволяют варить в труднодоступных местах.
Сменные детали
У полуавтомата есть дополнительные сменные детали, за которыми нужно периодически следить. К таким деталям относится токосъемный наконечник и сопло. Следите, чтобы эти детали были в исправном состоянии, поскольку от них во многом зависит стабильность горения дуги. Рекомендуем сразу приобрести качественные сменные детали, чтобы они не подвели вас в самый неподходящий момент.
Следите, чтобы эти детали были в исправном состоянии, поскольку от них во многом зависит стабильность горения дуги. Рекомендуем сразу приобрести качественные сменные детали, чтобы они не подвели вас в самый неподходящий момент.
Применяемые комплектующие
Сварка полуавтоматом с газом предполагает использование проволоки и, конечно, защитного газа. Ниже вы можете видеть таблицу с используемыми типами газов.
Если вы внимательно изучите таблицу, то обнаружите, что применяются самые разнообразные газы: и активные, и инертные, и смеси газов, в том числе активных с инертными. Газ, который не рекомендуется применять при полуавтоматической сварке — водород. При его использовании металл сильно разбрызгивается и шов получается некачественным.
Теперь о проволоках. Есть отдельный ГОСТ №2246-70, согласно которому допускается использование 75 марок сварочной проволоки. Вы сами понимаете, что при таком разнообразии трудно давать какие-то общие рекомендации по правильному выбору проволоки. Скажем лишь одно: ориентируйтесь на марку детали, которую собираетесь варить. И исходя из этого подбирайте марку проволоки.
Скажем лишь одно: ориентируйтесь на марку детали, которую собираетесь варить. И исходя из этого подбирайте марку проволоки.
Особенности сварки в среде углекислого газа
Поскольку в рамках одной статьи мы не сможем рассказать об особенностях полуавтоматической сварки в среде всех защитных газов, мы решили рассказать только про сварку в углекислоте. Это популярная и эффективная технология сварки, так что запомните (а лучше запишите) все, что прочтете ниже.
Выбор сварочной проволоки
Выбор сварочной проволоки при сварке в углекислоте — дело непростое. Дело в том, что при сварке в углекислоте стальные детали с низким содержанием углерода сильно окисляются. Чтобы этого избежать нужно использовать проволоку, в составе которой присутствует марганец и кремний. А если нужно сварить легированные стали, то используйте специальные проволоки. Ниже вы можете видеть рекомендуемые марки проволоки для сварки низкоуглеродистых и легированных сталей.
Подготовка металла
Чтобы шов получился качественным нужно тщательно подготовить металл перед сваркой. Для этого очистите кромки от коррозии, грязи, краски или следов масла. Если загрязнения несущественные, то для их устранения можно использовать ветошь. Если загрязнения въевшиеся, то используйте металлическую щетку. Не забывайте обезжиривать металл. В некоторых случаях можно прибегнуть к травлению.
Для этого очистите кромки от коррозии, грязи, краски или следов масла. Если загрязнения несущественные, то для их устранения можно использовать ветошь. Если загрязнения въевшиеся, то используйте металлическую щетку. Не забывайте обезжиривать металл. В некоторых случаях можно прибегнуть к травлению.
Выбор режима сварки
От правильного выбора режима сварки во многом зависит качество готового сварного соединения. Поэтому к выбору режима нужно подойти со всей ответственностью. Режимом сварки называют комплекс различных настроек, которые вы можете установить на своем полуавтомате.
При сварке полуавтоматом в среде углекислого газа этот комплекс настроек состоит из рода тока, его полярности, диаметра проволоки, силы сварочного тока, напряжения дуги, скорости подачи проволоки, вылета проволоки. Давайте подробнее остановимся на каждом параметре.
Читайте также: Как варить полуавтоматом в среде углекислого газа
Начнем с рода тока и его полярности. Обычно используют постоянный ток обратной полярности. Если установить прямую полярность дуга будет гореть нестабильно. Если вы хотите использовать не постоянный, а переменный ток, то нужно дополнительно добавить в цепь осциллятор.
Обычно используют постоянный ток обратной полярности. Если установить прямую полярность дуга будет гореть нестабильно. Если вы хотите использовать не постоянный, а переменный ток, то нужно дополнительно добавить в цепь осциллятор.
Диаметр проволоки выбирается исходя из толщины свариваемого металла. Тут все просто. Чем тоньше металл, тем тоньше проволока. А вот силу сварочного тока нужно устанавливать исходя из диаметра проволоки. Главное понять основной принцип: чем больше сила сварочного тока, тем больше глубина провара и выше скорость сварки. Ниже вы можете видеть таблицу с основными режимами сварки. Используйте эту шпаргалку первое время, а затем учитесь сами подбирать оптимальный режим.
Что касается напряжения дуги, то этот параметр зависит от длины этой самой дуги. Напряжение устанавливают исходя из силы сварочного тока. Здесь тоже достаточно понять основной принцип, чтобы научиться настраивать напряжение. Самое главное правило: чем больше напряжение, тем меньше глубина провара и больше ширина шва. Этой информации уже достаточно для того, чтобы опытным путем выяснить оптимальное напряжение дуги.
Этой информации уже достаточно для того, чтобы опытным путем выяснить оптимальное напряжение дуги.
Скорость подачи проволоки подбирается опытным путем. Важно, чтоб дуга горела стабильно и при этом проволока равномерно плавилась. Новичкам рекомендуем использовать механизмы с автоматической регулировкой скорости подачи проволоки.
И последний параметр режима сварки — вылет проволоки. Он тоже определяется опытным путем и приходит с опытом. Здесь важно, чтобы вылет не был слишком большим или слишком маленьким. Если вылет будет слишком большой, дуга будет гореть нестабильно и качество шва ухудшится. А если вылет будет слишком маленьким, то вы просто не сможете наблюдать за процессом сварки.
Расход газа
Во время сварки важно следить за расходом углекислого газа. Если вы варите у себя в гараже, то это делать не обязательно. А вот если вы сварщик на производстве, то просто обязаны следить за расходом. Чтобы определить расход нужно учесть силу тока, тип сварного шва и вылет сварочной проволоки. Теме расхода углекислоты мы посвятили отдельную статью, обязательно прочтите ее.
Теме расхода углекислоты мы посвятили отдельную статью, обязательно прочтите ее.
Вместо заключения
Полуавтоматную сварку металлов на современном оборудовании в Москве предлагает заказать компания «Эфесто»
Механизированная, или полуавтоматная, сварка – это технология усовершенствованного выполнения электросварочных работ с использованием более сложного оборудования. Принцип сварки на полуавтомате заключается в том, что присадочная проволока (электрод) поступает в рабочую зону не вручную, а с применением механизма, выдерживающего заданную постоянную скорость. Туда же организовано поступление газовой смеси из баллона. В зависимости от типа соединяемых материалов может быть использован как химически активный газ, так и инертный (чаще всего гелий или аргон либо их смесь с азотом). В последнем случае область сварочной дуги надежно защищается от реакций с участием кислорода, приводящих к окислению металла.
Достоинства технологии
Сварной шов, полученный в процессе полуавтоматической сварки, характеризуется высоким качеством и прочностью. Намного проще оказывается работа сварщика, которому нет необходимости постоянно удерживать расходный электрод на нужном расстоянии, благодаря чему увеличивается скорость и повышается чистота шва. Удержание дуги при работе с полуавтоматом также существенно проще. Благодаря более высокой скорости работы уменьшается ее стоимость. Особое преимущество сварочные полуавтоматы получают при выполнении поточных работ с большими заказами, где в полной мере проявляется их производительность.
По данной технологии можно соединять такие металлы, как:
- нержавеющие стали;
- легированная и конструкционная сталь;
- чугун;
- алюминий и его сплавы;
- оцинкованный лист.
При соединении оцинкованных изделий есть возможность использовать медную проволоку, не повреждая слой покрытия.
Особенности и ограничения
Одним из основных недостатков полуавтоматической сварки является потребность в более дорогом оборудовании, а также закупках защитного газа в баллонах. Кроме того, большая температура дуги предъявляет повышенные требования к защитной экипировке персонала. Правильная настройка режима, выбор подходящей для конкретных условий газовой среды, настройка подачи электродной проволоки – все это требует от сварщика специальных навыков и большого опыта работы. Только такие специалисты присутствуют в штате нашей компании.
Наше предложение
Завод металлоизделий «Эфесто» предлагает клиентам из Москвы и области заказать выполнение электросварочных работ на современном полуавтоматическом оборудовании. Мы готовы обеспечить выполнение заказа с высоким уровнем качества и в минимально возможные сроки. Любую дополнительную информацию по условиям сотрудничества и ценам вы можете получить у наших менеджеров. Оставьте свои данные в форме обратной связи на сайте или позвоните по указанным контактным телефонам.
Преимущества полуавтоматической сварки
- При полуавтоматической сварке не повреждается покрытие и сохраняется качество шва.
- Достаточный опыт мастера даёт возможность варить даже алюминий или чугун.
- Минимальная толщина свариваемых листов достигает половины миллиметра;
- Технология слабо чувствительна к загрязнениям и коррозии материала, что снижает вероятность дефекта.
- Автомат полуавтоматической сварки позволяет оператору сразу видеть результат, поскольку шов не перекрывается и доступен глазу.
Что такое ручная, полуавтоматическая, механизированная и автоматическая сварка
Классификация сварочных процессов по степени механизации код (например, ASME Section IX или AWS D1.1) и стандарты (например, ISO 9817, ISO 15614-1). Эта классификация в основном основана на ручных усилиях, прилагаемых сварщиком или оператором в процессе сварки.

Классификация основана на различных параметрах, таких как движение сварочной горелки, подача электрода или присадочной проволоки и обращение с заготовкой. В соответствии с этой классификацией существует четыре основных типа сварочных процессов:
- Ручная сварка
- Полуавтоматическая сварка
- Полностью механизированная или машинная сварка
- Автоматическая сварка
Ручная сварка is2
0 обозначен как (m) согласно ‘DIN-1910: Сварка и родственные процессы — Словарь — Часть 100: Процессы сварки металлов или DIN EN 14610:2005.
В режиме ручной сварки вся операция сварки контролируется вручную во время сварки. Подача и направление электрода, перемещение горелки и обращение с заготовкой.
SMAW или сварка электродом представляет собой пример операции ручной сварки, как показано на рисунке ниже. Также доступны полуавтоматические варианты SMAW, такие как сварка SMAW с натяжением пружины, хотя их применение очень ограничено.
Полуавтоматическая сварка
При полуавтоматической сварке сварочная горелка или горелка управляются сварщиком вручную, но подача электрода осуществляется автоматически, а заготовка обрабатывается вручную. Например, при сварке MIG-MAG или FCAW.
Сварщик перемещает горелку только во время сварки, а сварочная проволока подается автоматически из механизма подачи проволоки, подключенного к сварочному аппарату.
Таким образом, сварщик несет ответственность только за перемещение горелки и обращение с заготовкой. Пример полуавтоматического процесса показан на рисунке ниже.
Полностью механизированная или машинная сварка
При механизированной сварке параметры сварочного тока, сварочного напряжения и скорости сварки устанавливаются на фиксированные значения с помощью элементов управления (движение горелки, перемещение заготовки и подача проволоки) на сварочном аппарате без ручное перемещение сварщиком.
Аналогичным образом, машинная сварка определяется как тип сварки, при котором операторы сварки управляют сваркой с помощью элементов управления (регулируя движение горелки, перемещение заготовки и подачу проволоки с помощью кнопок) на сварочном аппарате. Следовательно, сварщик или оператор не занимается ручным управлением сварочной горелкой и подачей проволоки.
Следовательно, сварщик или оператор не занимается ручным управлением сварочной горелкой и подачей проволоки.
Примером машинной или полностью механизированной сварки является дуговая сварка под флюсом, при которой сварщик управляет движением сварочной горелки и подачей проволоки с помощью кнопок аппарата.
В механизированных сварочных аппаратах контролируются следующие параметры сварки:
- Инициирование и управление сварочной дугой,
- Подача сварочной электродной проволоки в дугу и
- Скорость перемещения и вращение заготовки.
Контроль скорости сварки, направления сварки и равномерной подачи очень важен для хорошего качества. Любая неправильная траектория перемещения, ненужные колебания горелки и неравномерная скорость перемещения могут привести к ухудшению качества сварки и повлиять на внешний вид и качество сварочного валика.
GMAW, а также FCAW могут быть полностью механизированы при условии установки машины специального назначения, называемой SPM, где движение горелки синхронизировано со сварочным аппаратом и управляется электронными кнопками.
Они очень полезны при массовом производстве, когда горелка закрепляется на токарном станке и свариваются кольцевые швы. Другие сварочные системы используются при сварке трубопроводов с использованием специальных сварочных аппаратов с использованием процессов GMAW и FCAW.
Роботизированная сварка
Роботизированная сварка — это тип сварки, при котором движение горелки, подача проволоки, а также перемещение заготовки автоматизированы. Оператор сварки использует органы управления аппарата для управления всеми параметрами сварки. При роботизированной сварке параметры сварки программируются в аппарате и могут быть вызваны на более позднем этапе.
Манипуляции со свариваемыми деталями также автоматизированы и не требуют ручного управления. Сводка основных параметров, определяющих степень автоматизации сварки, представлена на рисунке ниже.
CSWIP 3.1/ 3.2 Макроанализ We…
Включите JavaScript
CSWIP 3.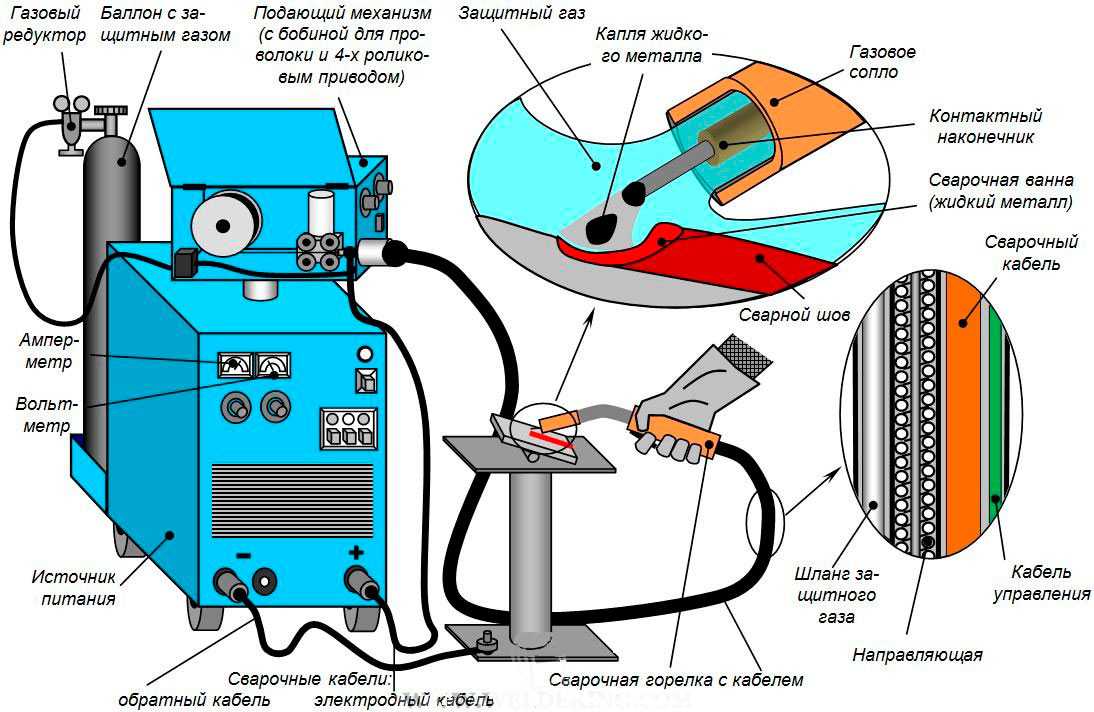 1/ 3.2 Макроанализ Выявление дефектов сварки и отчетность
1/ 3.2 Макроанализ Выявление дефектов сварки и отчетность
Включите JavaScript
06-11 | Информация о настройке BMFads
Сварщик собирает полуавтоматическую сварку металла Стоковое фото ©shinobi 90827268
Сварщик собирает полуавтоматическую сварку металла Стоковое Фото ©shinobi 90827268Изображения
ВидеоРедакцииМузыка и звуковые эффекты
Инструменты
Предприятие
Цены
Все изображения
ВойтиРегистрация
Чтобы скачать это изображение,
8 уже зарегистрированы
4? Войти
Я согласен с Пользовательским соглашениемПолучать рассылки и специальные предложения
Сварщик собирает полуавтоматической сварки металла
— Фото автора shinobi
Похожие лицензионные изображения:
См. больше
большеСм. больше
