
функции и характеристика, правила изготовления
В хозяйстве и строительстве часто используют аппарат для сварки. Любители автотранспорта считают незаменимой вещью споттер – сварочный аппарат точечной сварки, который используется для устранения кузовных дефектов и ремонта автотранспорта. Если не хватает средств на приобретение такого оборудования, можно попробовать изготовить споттер своими руками. Самостоятельно сделать этот инструмент – дело несложное, если есть руки, желание и небольшие знания электрики.
Применение споттера
Этот инструмент используется для кузовных сварочных работ, чтобы выправить поверхность кузова без разборки обшивки автомобиля. Споттер очень удобен в том случае, если требуется рихтовка деталей кузова, когда производители установили ограничение доступа из-за конструктивных особенностей.
Осуществляя кузовные работы, с помощью споттера осуществляют приваривание специального крепежного инструмента к деформированной детали автомобиля. Далее за этот крепежный инструмент вытягивают деформированный металл при помощи обратного молотка. Помимо этого, споттер способствует нагреву металла, способствуя таким образом быстрому возврату необходимой формы и жесткости.
Далее за этот крепежный инструмент вытягивают деформированный металл при помощи обратного молотка. Помимо этого, споттер способствует нагреву металла, способствуя таким образом быстрому возврату необходимой формы и жесткости.
Функции и свойства производственного споттера
Поставленный на производственный поток инструмент обладает множеством положительных функций:
- присоединение ремонтных шайб сварочным аппаратом;
- точечная сварка, осуществляемая посредством металлического электрода, необходимая для вытягивания металла панели;
- осуществление прогрева углеродным электродом металлической детали с его дальнейшим охлаждением;
- конструкция споттера делает его простым и очень удобным в эксплуатации;
- этот инструмент имеет два режима сварки: режим постоянного включения, требующий применения углеродного электрода, и режим с кратковременным включением, регулируемый по времени, в процессе которого осуществляется приваривание шайб и металлического электрода;
- имеется принудительная система охлаждения и термостат, который отключает сварочный аппарат в случае его перегрева, а также автоматически включает его, когда необходимая температура сварки достигнет нужного значения.

Это сварочное устройство имеет следующие характеристики:
- для нормального функционирования необходимо напряжение в 220 В;
- предельная мощность составляет 10 кВт;
- напряжение вторичной обмотки аппарата для сварки – 7,8 – 9 В;
- таймер;
- тяговое усилие для иглы – больше 100 кг;
- частота переменного тока – 50 – 60 Гц;
- пределы установки времени – 0 – 1,2 секунды;
- тяговое усилие для шайбы – больше 100 кг;
- вес – 32 кг;
- максимальный рабочий ток – 1300 А.
Изготовление споттера своими руками
Стоит такое устройство очень дорого, поэтому многие изготавливают споттер своими руками.
Требуемые материалы для этого:
- сварочный трансформатор;
- привод 12В;
- диодный мост;
- контактор 220 В;
- тиристор на напряжение 200 В;
- реле 30 А;
- кнопка.
Перед тем как приступить к изготовлению споттера своими руками, следует обезопасить себя от случайного удара током, поэтому используют резиновый коврик и соблюдают правила техники безопасности.
Сварочный аппарат является идеальной основой для споттера своими руками. Важно изменить его таким образом, чтобы он на выходе подавал от 1500 А.
Собирают споттер следующим образом:
- С аппарата снимают вторичный слой.
- После этого необходимо выяснить, сколько витков может потребоваться на 1 В. Чтобы это выполнить, на первичную обмотку необходимо обвернуть медную изолированную проволоку, после чего измерить количество вольт. Полученная цифра делится на число витков проволоки. Итоговый результат определяет нужное количество витков.
- Из снятого вторичного слоя изготавливают шину таким образом, чтобы сечение составляло 160 мм2, не меньше, а напряжение – 6 В.
- Если сечение будет меньше этого значения, ее разделяют на несколько частей и скрепляют матерчатой изолентой. Количество частей зависит от первоначального показателя. Например, если сечение составляет 40 мм2, то шину следует разделить на 4 части.
- Потребуется 2 шины с обмоткой из малярного скотча и изоленты.
 Изоляцию лучше всего проводить следующим образом: сначала будет слой изоленты, потом – скотча и затем снова изоленты. Открытые края необходимо заклепать.
Изоляцию лучше всего проводить следующим образом: сначала будет слой изоленты, потом – скотча и затем снова изоленты. Открытые края необходимо заклепать. - Полученные шины наматывают на трансформатор. Это довольно сложно, поэтому потребуется помощник и молоток. Необязательно добиваться плотного сцепления трансформатора и первички. Главное, чтобы шина располагалась ровно и не имела никаких повреждений.
Если мощности хватает, то прибор своими руками почти готов. Осталось только изготовить пусковое устройство.
На рукоятке споттера имеется кнопка, через которую привод 12 В управляет реле. Это реле необходимо, чтобы перекрыть провод, имеющим напряжение в 220 В. Имея такое устройство, точечная сварка осуществляется легко и безопасно.
Сварочный пистолет изготавливается из полуавтомата, однако к нему следует изготовить небольшие дополнения, необходимые для крепления к прибору рихтовки. Внутри полуавтомата фиксируют ось из латуни.
Под клещи используют обычную трубу 20х20 мм. Силовой провод, соединяющий трансформатор и пистолет, должен иметь такое сечение, которое будет идентично или больше, чем сечение шины. Рабочий кабель, соединяющий трансформатор и пистолет, изготавливается обычно из коммутирующего провода, имеющего термоизоляцию. Обязательно учитывают тот момент, что нагреваясь, этот слой начинает стягиваться.
Силовой провод, соединяющий трансформатор и пистолет, должен иметь такое сечение, которое будет идентично или больше, чем сечение шины. Рабочий кабель, соединяющий трансформатор и пистолет, изготавливается обычно из коммутирующего провода, имеющего термоизоляцию. Обязательно учитывают тот момент, что нагреваясь, этот слой начинает стягиваться.
Заключение
Изготовление споттера своими руками – дело несложное. Работа с ним требует навыков в сварочном деле. Кроме того, обязательно следует соблюдать правила эксплуатации прибора и правильно проводить сварку. Таким образом, осуществляется качественная работа по ремонту деформированных частей кузова.
- Автор: Виталий Данилович Орлов
- Распечатать
Оцените статью:
(3 голоса, среднее: 1.7 из 5)
Поделитесь с друзьями!
Как сделать споттер из сварочного аппарата своими руками
Споттер является разновидностью сварочного аппарата и применяется для точечной сварки.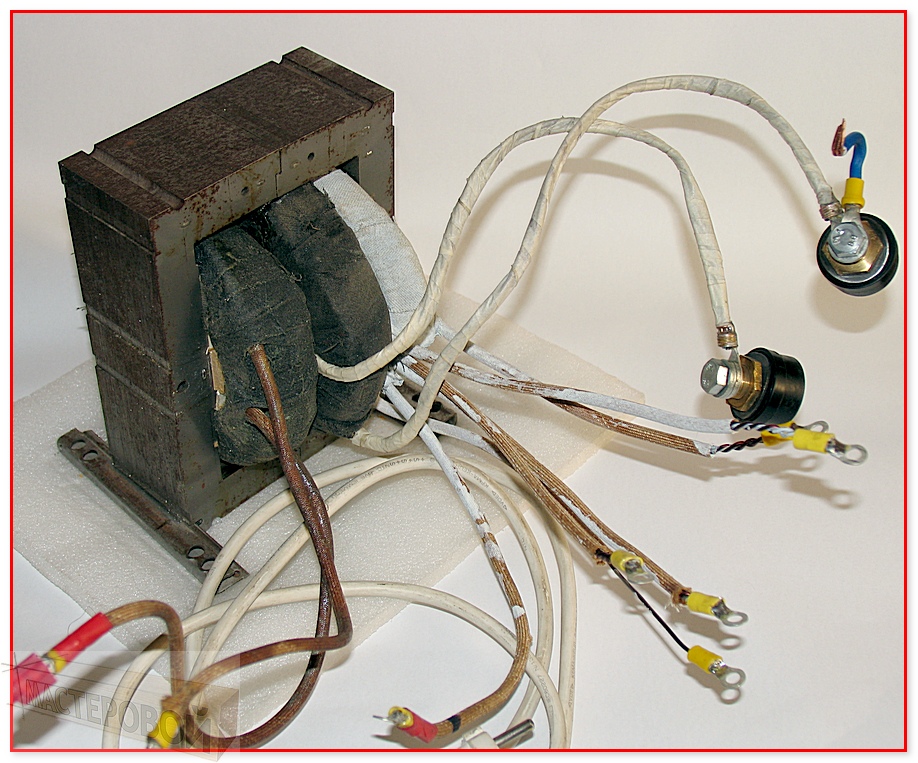 В основе его функциональности положено сопротивление тока. Устройство работает за счет того, что в зоне соприкосновения сварочного материала выделяется тепло при условии подачи электрического напряжения. Обычные сварочные аппараты могут стать фундаментом для самостоятельного изготовления такого устройства. Модель может быть инверторной или трансформаторной.
В основе его функциональности положено сопротивление тока. Устройство работает за счет того, что в зоне соприкосновения сварочного материала выделяется тепло при условии подачи электрического напряжения. Обычные сварочные аппараты могут стать фундаментом для самостоятельного изготовления такого устройства. Модель может быть инверторной или трансформаторной.
СОДЕРЖАНИЕ
- Назначение споттера
- Свойства и функциональность
- Как сделать споттер
- Какой споттер лучше – самодельный или заводской?
- Вместо заключения
Назначение споттера
Применяется споттер чаще всего в кузовном ремонте легковых автомобилей. Он востребован в тех случаях, когда по каким-либо причинам нет возможности выровнять поверхность кузовной детали молотком или похожим механическим способом, а повреждения являются небольшими. Тогда места деформации металла нагревают с помощью указанного инструмента. Чтобы сделать его своими руками, важно предварительно разобраться устройстве и функциональности оборудования.
Устранения дефектов с помощью споттера выполняется таким образом. На поврежденном участке монтируется специальный крепеж. Он служит основой для установки самодельного приспособления. А уже с помощью споттера, используя дополнительную оснастку или только физическую силу специалиста, вмятина вытягивается под один уровень с нормальными неповрежденными участками кузова автомобиля. Инструмент очень эффективен и позволяет без ремонта и покраски устранять небольшие дефекты автомобильного кузова.
Свойства и функциональность
Оборудование состоит из нескольких узлов: электрод, пистолет, коробка и кабель. Внутри коробки заключено вся электроника – платы, схемы и прочее деликатные компоненты. Эксплуатация оборудования подразумевает соблюдение определенного порядка выполнения манипуляций.
У споттера предусмотрено два выхода, один из которых является «массой», а другой подсоединяется к рабочему пистолету. Масса крепится к кузову автомобиля, с которого предварительно был снят аккумулятор.![]() На конце пистолета имеется фиксатор, который будет удерживать рабочие органы – специальные насадки. После нажатия на контактную кнопку к насадке подается электрическое напряжение.
На конце пистолета имеется фиксатор, который будет удерживать рабочие органы – специальные насадки. После нажатия на контактную кнопку к насадке подается электрическое напряжение.
Место, контактирующее с концом пистолета, начинает постепенно прогреваться. С ростом сопротивления поднимается температура участка металла. В итоге он начинает плавиться в конкретной точке, а остальная поверхность кузова не претерпевает каких-бы то ни было изменений. Как результат – металл прихватывается в определенном месте, после чего его можно потянуть.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Если говорить уж совсем просто, то картина следующая. Споттер не нагревает большую поверхность. Он воздействует только на маленький участок на подобии точечной сварки. Температура нагрева немного ниже критического значения, при котором металл начинает плавиться. К разогретой поверхности металла прижимается насадка пистолета и надежно соединяется с металлом. Благодаря этому данный участок кузовного элемента можно потянуть и выпрямит вмятину. По завершению работы насадка легко отсоединяется от поверхности кузова.
Благодаря этому данный участок кузовного элемента можно потянуть и выпрямит вмятину. По завершению работы насадка легко отсоединяется от поверхности кузова.
По факту, в этом устройстве и нагрев, и сопротивление такое же как у точечной сварки. Нагревается металл от аппарата, а усилие прилагается специалистом, который прижимает насадку к кузову. Это отдельный вид сварки, которую называют не точечной, а сварка сопротивлением.
Существует две версии споттеров – инверторные и трансформаторные. Первый из них производится в заводских условиях, поскольку для сборки таких моделей требуются дорогостоящие и конструктивно сложные узлы. А вот трансформаторную версию можно сделать и самостоятельно в домашних условиях.
Как сделать споттер
Основой будущей установки служит трансформатор. Обязательно в рабочем состоянии, тем более, что найти его совсем несложно. Если есть старый полуавтомат, то трансформатор можно извлечь из него. А если нет под рукой, то самое время обратить внимание на доски объявлений. Там этого добра достаточно и есть из чего выбрать. Оптимальным вариантом считается трансформатор со сгоревшей вторичной обмоткой.
Там этого добра достаточно и есть из чего выбрать. Оптимальным вариантом считается трансформатор со сгоревшей вторичной обмоткой.
Первым делом нужно избавиться от вторичной обмотки, если у трансформатора их две. Дальше на первичную обмотку следует намотать несколько витков медной проволоки. При помощи тестера опытным путем определить количество витков для 1 Вольта. Из вторичной обмотки делается шина. Ее можно смотать из старого трансформатора. После того как ее сложить четыре раза площадь сечения составит не меньше 160 квадратных миллиметров, а вольтаж – 5-6В.
Этого вполне достаточно для споттера. Разрубленную на четыре куска шину соединяют между собой при помощи обычной изоленты. Наматывать изоляционный материал нужно, не экономя, в несколько слоев. Можно комбинировать с малярным скотчем – слой изоленты через слой скотча. После этого шину следует намотать на трансформатор. Это весьма сложная процедура и, возможно, потребуется помощь опытного электрика. Но в любом случае сделать обмотку плотной вряд ли получится. Это и не обязательно.
Это и не обязательно.
На данном этапе создания споттера скорее всего возникнет проблема нехватки мощности. Проблема состоит в том, что теоретически рассчитать все параметра очень сложно. Решением станет метод проб и ошибок. То есть, перебирая последовательность подключения проводов к питанию, нужно найти оптимальный вариант, при котором пусковое устройство будет стартовать без каких-либо проблем. Перед подключением важно установить автомат на 16 ампер, который исключит возможность перегорания проводки.
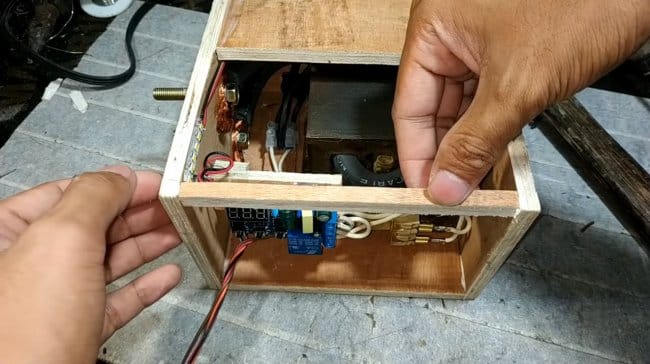
Учитывая то, что устройство будет функционировать в ручном режиме, нужно запастись еще некоторыми деталями. Потребуется 12-вольтовый трансформатор. Его можно снять со старого лампового телевизора. Плюс к этому нужно найти реле-тиристор на 30 ампер (такие устанавливали на Жигули), диодный мост, контактор и кнопка на 220В.
Из перечисленных элементов нужно собрать устройство, которое будет функционировать по такому принципу. Трансформатор на 12В должен управлять релюшкой через кнопку, то есть в ручном режиме. Саму кнопку следует установить в удобном месте, чтобы всегда было под рукой. Лучше всего – на рукоятке самого споттера. При нажатии кнопка замыкает контактор, подключенный к реле через отдельный провод. Другой проводник соединяет контактор и выключатель. После сборки всех компонентов на общей платформе можно приступать к испытаниям оборудования.
Саму кнопку следует установить в удобном месте, чтобы всегда было под рукой. Лучше всего – на рукоятке самого споттера. При нажатии кнопка замыкает контактор, подключенный к реле через отдельный провод. Другой проводник соединяет контактор и выключатель. После сборки всех компонентов на общей платформе можно приступать к испытаниям оборудования.
Очень желательно при подключении самодельного устройства исключить непродуктивные потери тока. Это важно с учетом того, что сварка работает по методу сопротивления. Рекомендация здесь одна и очень даже несложная: нужно использовать кабель минимально возможной длины. Еще один дополнительный нюанс заключается в том, чтобы выбрать кабель большого сечения. Все соединения необходимо тщательно и аккуратно зачищать, чтобы снизить потери тока в местах стыков.
Использование такого устройства лучше ограничить пределами мастерской, поскольку частые транспортировки могут навредить. К тому же габариты самодельного споттера вряд ли можно будет назвать компактными.
Какой споттер лучше – самодельный или заводской?
Самостоятельно изготовить оборудование весьма непросто и под силу не всем желающим. Поэтому резонно предположить, что у многих читателей возникнет закономерный вопрос, относительно целесообразности такого предприятия. Ведь можно купить готовый, компактный, собранный специалистами агрегат и не мучиться. Но далеко не все так очевидно, как кажется вначале.
Заводской споттер стоит приличных денег. Оборудование относится к числу узкоспециализированного и производится в незначительных количествах. Сварочный аппарат или инвертор поставляются на рынок в больших объемах, производятся большим количеством компаний и стоят поэтому небольших сравнительно денег. Приобретение заводской модели оправдано тогда, если установка предназначается для профессионального использования в мастерской и будет приносить прибыль. Да, тогда целесообразней потратиться на надежный заводской агрегат, который хорошо себя зарекомендовал и получил одобрительные отзывы пользователей.
А вот в случаях, когда использование споттера ограничивается несколькими случаями в год, то избыточные финансовые издержки являются весьма сомнительными. К тому же самодельное устройство можно изготовить не менее надежным (а тои более!), чем заводское. Второй безусловный плюс – ремонтопригодность. Для специалиста, который самостоятельно собрал споттер не составит особого труда восстановление его функциональности. Да и нужные узлы найти несложно. Еще один плюс заключается в том, что своими руками собранный аппарат всегда можно усовершенствовать с тем, чтобы улучшить его возможности.
Тем не менее, не всегда имеет смысл самостоятельно браться за реализацию такой идеи. Это касается, прежде всего, станций технического обслуживания. Даже если аппарат будет работать нечасто, лучше иметь заводской образец. Его возможности намного больше, чем у самодельных аналогов. такой агрегат поможет устранить даже сложный дефект. Следует отдавать себе отчет в том, что сделанные своими руками споттеры, как правило, большой мощностью не отличаются. Они подходят только для мелкого кузовного ремонта.
Они подходят только для мелкого кузовного ремонта.
Вместо заключения
Нужно учесть, что собрать споттер самостоятельно можно при условии наличия специфических навыков. Даже самый простой аппарат нужно просчитывать, анализировать и сравнивать. Это возможно сделать только тогда, когда есть опыт аналогичной работы. Только в таком случае можно рассчитывать на положительный результат. Собрать оборудование «по написанному» без навыков и специальных знаний вряд ли получится. Существует высокая вероятность того, что при таком подходе получится не надежный помощник для ремонта авто, а потенциально опасное устройство.
Самодельны споттер является отличным подручным средством для гаража или дачи. Он обходится недорого, сравнительно легко собирается, неприхотлив в работе и обслуживании. Для профессиональной работы желательно приобрести заводское оборудование. Их функционал и мощность позволяют исправлять даже сложные вмятины кузова автомобиля.
Точечная сварка своими руками из микроволновки – схема, видео, фото
- Вынимаем трансформатор из микроволновой печи
- Тонкости модернизации трансформатора от СВЧ-печи
- Рекомендации при соединении двух трансформаторов
- Электроды для самодельной точечной сварки
- Устанавливаем электроды на сварочный аппарат
- Органы управления самодельной точечной сваркой
Точечная сварка, как известно, выполняется на специализированном оборудовании, однако подобное устройство можно не только найти в серийном исполнении, но и сделать своими руками: для этого пригодится трансформатор, извлеченный из старой микроволновки. Аппарат, полученный в итоге, даст вам возможность качественно выполнять точечную сварку при помощи переменного тока, сила которого не регулируется.
Самодельный аппарат для точечной сварки в сборе
Трансформатор выступает важнейшим элементом любого такого устройства для точечной сварки: его задача состоит в том, чтобы увеличить значение входного напряжения до требуемой величины. Чтобы эффективно справляться с этим, устройство должно обладать высоким коэффициентом трансформации. Такими трансформаторами оснащаются большие микроволновые печи, одну из которых вам и необходимо найти. Когда вы найдете такую модель микроволновки, надо будет очень аккуратно извлечь из нее трансформатор.
Чтобы эффективно справляться с этим, устройство должно обладать высоким коэффициентом трансформации. Такими трансформаторами оснащаются большие микроволновые печи, одну из которых вам и необходимо найти. Когда вы найдете такую модель микроволновки, надо будет очень аккуратно извлечь из нее трансформатор.
Схема работы точеной сварки и схема сварочного аппарата
Технологию сборки аппарата для точечной сварки более-менее детально можно увидеть на видео ниже. Пример данного самодельного устройства поможет нам проиллюстрировать процесс создания точечной сварки из микроволновой печи. Для более подробного ознакомления с деталями сборки читайте статью полностью.
Вынимаем трансформатор из микроволновой печи
Если в самодельном аппарате для точечной сварки задействован трансформатор, имеющий мощность 700–800 Вт, то с его помощью вы сможете соединять листы из металла, толщина которых доходит до 1 мм.
Магнетрон, которым оснащена любая микроволновка, требует для своей работы высокого напряжения. В связи с этим подключенный к нему трансформатор отличается меньшим количеством витков на своей первичной обмотке и большим – на вторичной. На последней создается напряжение порядка 2 кВ, увеличивающееся затем в два раза за счет использования специального удвоителя. Проверять работоспособность такого устройства путем измерения напряжения, подключенного к его первичной обмотке, нет никакого смысла.
Извлекаем трансформатор из микроволновой печи
Извлекать из микроволновки трансформатор следует аккуратно. Не следует брать в руки молоток и другие тяжелые предметы. С микроволновки откручивается ее основа, убираются все крепления, и трансформатор аккуратно снимается с места его установки. В извлеченном из СВЧ-печи устройстве вам понадобятся, во-первых, его магнитопровод, во-вторых, первичная обмотка, которая по сравнению со вторичной выполнена из более толстого провода и имеет меньше витков.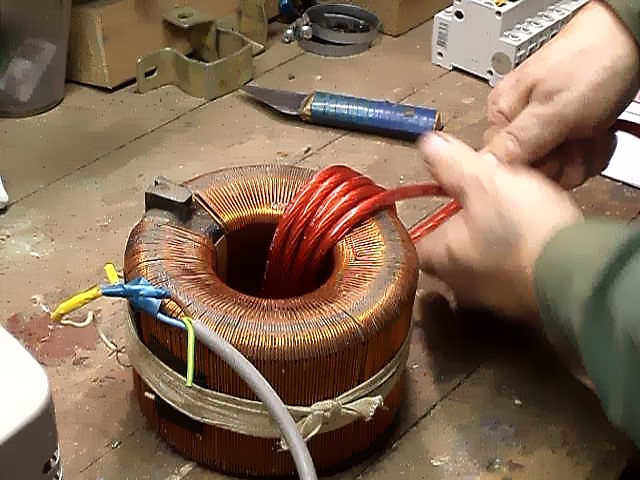
Вторичную обмотку из-за ее ненадобности вам придется демонтировать, для чего уже пригодятся молоток и зубило. Очень важно при этом не повредить и не помять первичную обмотку, поэтому действовать надо с максимальной аккуратностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, используемые для ограничения силы тока, их тоже надо удалить.
Вторичную обмотку можно срезать стамеской
Если магнитопровод трансформатора является не клееной, а сварной конструкцией, то удалять с него вторичную обмотку лучше при помощи стамески или обычной ножовки по металлу. Если же обмотка очень плотно набита в окно магнитопровода, то ее, разрезав провода, необходимо будет высверлить или выковырять. Делать это надо очень аккуратно, так как магнитопровод может разрушиться из-за таких манипуляций.
После выполнения демонтажных работ следует намотать новую вторичную обмотку. Для этого вам будет необходим провод диаметром не меньше 1 см. Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
Старую обмотку можно спилить ножовкой по металлу
Если вы хотите сделать аппарат для точечной сварки более мощным, то технических возможностей одного трансформатора вам может не хватить. Здесь необходимо использовать два таких устройства (соответственно, разобрав две микроволновки).
Тонкости модернизации трансформатора от СВЧ-печи
Чтобы сделать вторичную обмотку, вам надо намотать на сердечник 2–3 витка, что обеспечит получение выходного напряжения порядка 2 В, а силы кратковременного сварочного тока – больше 800 А. Этого вполне достаточно для эффективной работы аппарата точечной сварки. Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Новая вторичная обмотка заняла свое место
Если вам надо сваривать металлические листы толщиной до 5 мм, имейте в виду, что для этого потребуется аппарат для точечной сварки, обладающий большей мощностью. Чтобы сделать его своими руками, необходимо использовать соединенные в одну цепь два трансформатора. Соблюдать соответствующие правила при выполнении такого соединения надо обязательно. Если вы ошибетесь и неправильно подключите выводы первичных и вторичных обмоток двух трансформаторов, может возникнуть короткое замыкание. Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра.
После правильного соединения одноименных выводов двух трансформаторов требуется замерить значение силы тока, который они совместно формируют. Как правило, самодельные трансформаторы, предназначенные для аппаратов точечной сварки, эксплуатировать которые планируется в домашних мастерских, ограничивают по силе тока – не более 2000 А. Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра.
Еще один пример сборки точечной сварки представлен на видео ниже:
Рекомендации при соединении двух трансформаторов
Каких результатов можно добиться, если в соответствии с правилами соединить два трансформатора, не отличающихся большой мощностью? Если взять два одинаковых устройства со следующими характеристиками: мощность – 0,5 кВт, входное напряжение – 220 В, выходное напряжение – 2 В, сила номинального тока – 250 А, – то, последовательно соединив их первичные и вторичные обмотки, на выходе вы получите удвоенную силу номинального тока, то есть 500 А.
Практически так же увеличится и кратковременный сварочный ток, но при его формировании будут наблюдаться значительные потери, что обусловлено большим сопротивлением такой электрической цепи. Оба конца вторичной обмотки – провода Ø 1 см – соединяются с электродами аппарата для точечной сварки.
Соединение 2-х трансформаторов по схеме №1
Если в вашем распоряжении имеются два мощных трансформатора, но и их выходного напряжения не хватает для самодельного аппарата, можно последовательно соединить их вторичные обмотки, которые должны иметь одинаковое количество витков. К такой мере прибегают, если просто домотать витки на вторичной обмотке невозможно из-за недостаточно большого размера окна на магнитопроводе.
При таком соединении надо следить, чтобы направление витков на вторичных обмотках соединяемых устройств было согласовано, иначе может получиться противофаза, и выходное напряжение у такого объединенного устройства будет близко к нулю. Чтобы экспериментальным путем определить правильность соединения, желательно использовать тонкие провода.
Соединяем два трансформатора по схеме №2
Как определить одноименные выводы трансформаторов
Если выводы обмоток соединяемых устройств не имеют маркировки, то необходимо определить среди них одноименные, чтобы их и соединить между собой. Решить такую задачу можно следующим способом: первичные и вторичные обмотки двух или более трансформаторов соединяют последовательно, на вход такого объединенного устройства подают напряжение, а к выходным выводам (выводы с последовательно соединенных вторичных обмоток) подключают вольтметр переменного напряжения.
В зависимости от направления подключения вольтметр может вести себя по-разному:
- показывать то или иное значение напряжения;
- не показывать вообще никакого напряжения в цепи.
Если вольтметр выдает какое-либо напряжение, значит, в цепи соединения и первичных, и вторичных обмоток присутствуют разноименные выводы. При соединении обмоток таким неправильным способом в них протекают следующие процессы: напряжение, поступающее на вход первичных обмоток двух соединенных трансформаторов, уменьшается на каждой из них вполовину; увеличение напряжения происходит на вторичных обмотках, каждая из которых обладает одинаковым коэффициентом трансформации. Вольтметр на выходе зарегистрирует суммарное напряжение, значение которого равно удвоенной величине входного.
Вольтметр на выходе зарегистрирует суммарное напряжение, значение которого равно удвоенной величине входного.
Определяем выводы трансформаторов на данной схеме
Если вольтметр показывает значение «0», то это означает, что напряжения, выходящие с каждой из последовательно соединенных вторичных обмоток, равны по значению, но имеют разные знаки, таким образом, они компенсируют друг друга. Иными словами, хотя бы одна из пар обмоток, объединенных в цепь, соединена одноименными выводами. В таком случае правильного соединения элементов цепи добиваются путем изменения порядка подключения первичных или вторичных обмоток, ориентируясь на показания вольтметра.
Электроды для самодельной точечной сварки
Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обращать внимание на то, чтобы их диаметр соответствовал диаметру провода, с которым они соединены. В качестве таких элементов можно использовать медные прутки, а для устройств небольшой мощности подойдут жала от профессиональных паяльников.
В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Чтобы корректировать их геометрические параметры, их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые.
Вариант изготовления электродов из толстой медной проволоки
Провода, которыми электроды связаны с аппаратом для точечной сварки, должны иметь минимальную длину, иначе в них будет теряться значительная мощность устройства. Потери мощности станут серьезными и в том случае, если в электрической цепи «электрод – устройство для точечной сварки» имеется много соединений. Если вы хотите увеличить эффективность использования своего самодельного оборудования, то лучше на провода, которыми соединяются электроды, напаять медные наконечники. Используя такие наконечники, вы избежите возникающих из-за увеличенного сопротивления обжимных или любых других соединений потерь мощности в местах контакта.
Провода, связывающие электроды с аппаратом для точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению. Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Устанавливаем электроды на сварочный аппарат
Как уже было указано выше, электрод для контактной сварки можно сделать из медного прутка или жала от профессионального паяльника, если мощность устройства невысока. Провод от аппарата присоединяется к электроду с помощью медного наконечника, который соединен с ним при помощи пайки.
Установка нижнего электрода
Наконечник совмещают с электродом при помощи болтового соединения, которое должно быть очень надежным, чтобы увеличение сопротивления в месте ненадежного контакта не приводило к потере мощности аппарата для точечной сварки. Чтобы выполнить такое соединение, в электроде и наконечнике делают отверстия одинакового диаметра.
Болты и гайки, с помощью которых будут соединяться электроды и наконечники с проводами, лучше всего выбирать из меди или ее сплавов, отличающихся минимальным электрическим сопротивлением. Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Органы управления самодельной точечной сваркой
Управление аппаратом точечной сварки (особенно сделанного из микроволновки своими руками) не отличается особенной сложностью. Для этого вполне достаточно двух элементов: рычага и выключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать в точке выполнения сварки надежный контакт соединяемых деталей. Чтобы выполнить эти важные требования, рычажные механизмы таких аппаратов можно дополнить винтовыми элементами, которые обеспечивают еще более значительную силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.
Конструкция рычагов незамысловата. Удобства добавит простая резинка, установленная над верхним рычагом
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают элементы сжатия, создающие давление от 50 до 1000 кг – в зависимости от необходимости. А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
Для самодельного домашнего устройства вполне достаточно рычага, длина которого будет составлять 60 см. При помощи такого рычага можно увеличить прилагаемое усилие в 10 раз. Соответственно, если вы будете давить на рычаг с усилием 3 кг, то электроды и соединяемые детали будут сжиматься силой 30 кг. Чтобы такой рычаг при надавливании не сдвигал с места сам аппарат, основание оборудования необходимо надежно зафиксировать на поверхности рабочего стола при помощи струбцины.
Аппарат точечной сварки, сделанный своими руками, в работе
Выключатель, отвечающий в устройстве за подачу тока к сварочным электродам, подключают к цепи первичной обмотки трансформатора, сила тока в которой значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если в качестве прижимного механизма применяется рычаг, то выключатель лучше расположить прямо на нем, тогда вторая рука будет свободной (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивным искрением электродов и, как следствие, с их активным подгоранием. Получить первоначальный опыт по работе на таком устройстве можно при помощи обучающего видео.
Электроды оборудования для точечной сварки активно нагреваются в процессе работы. Кроме того, интенсивному нагреву подвержены трансформатор и токопроводящие элементы такого устройства. Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Время выдержки электродов под током в сжатом состоянии в процессе выполнения сварки можно контролировать визуально, ориентируясь на цвет точки в месте соединения, либо использовать для этого специальное реле.
Очевидно, что изготовить аппарат для точечной сварки на основе трансформатора от микроволновки совсем несложно, внимательно изучив представленные видео и фото процесса сборки и учтя озвученные рекомендации.

Самодельный сварочный аппарат | Лаборатория сварки
Сварочным аппаратом в простейшем виде является один лишь трансформатор с подключенными к нему необходимыми проводами и зажимами. Для грубой работы этого вполне достаточно. И в принципе сделать сварочный аппарат своими руками несложно, но для его изготовления потребуются дорогостоящие материалы. Поэтому заниматься его изготовлением целесообразно, если уже есть в наличии часть материалов, или есть возможность их купить по ценам существенно ниже рыночных. Иначе себестоимость самодельного сварочного аппарата может оказаться близкой к стоимости фирменного аппарата с лучшими характеристиками.
Самодельный сварочный аппарат
Сварочные аппараты сделанные своими руками в основной своей массе обладают выраженной спецификой перед своими собратьями промышленного изготовления. На первое место здесь зачастую ставится не тщательность расчета параметров конструкции и соблюдение технологии изготовления, а возможность достать тот или иной компонент будущей конструкции самодельного сварочного аппарата. Делать трансформатор чаще всего приходится из того, что есть, а не из того, из чего хотелось бы. Многие конструкции отличаются особой оригинальностью компоновки, собираются из материалов, ничего общего до того со сварочным делом, а то и с трансформаторами вообще не имевшими. Параметры элементов конструкции некоторых образцов сварочных трансформаторов могут сильно выходить за рамки рекомендуемых стандартными методиками значений.
На первое место здесь зачастую ставится не тщательность расчета параметров конструкции и соблюдение технологии изготовления, а возможность достать тот или иной компонент будущей конструкции самодельного сварочного аппарата. Делать трансформатор чаще всего приходится из того, что есть, а не из того, из чего хотелось бы. Многие конструкции отличаются особой оригинальностью компоновки, собираются из материалов, ничего общего до того со сварочным делом, а то и с трансформаторами вообще не имевшими. Параметры элементов конструкции некоторых образцов сварочных трансформаторов могут сильно выходить за рамки рекомендуемых стандартными методиками значений.
Тем не менее большинство самодельных сварочных аппаратов вполне оправдывают свое существование. Их сварочные характеристики находятся на приемлемом рабочем уровне, а в случае необходимости могут быть подправлены.
То, что разные трансформаторы по-разному варят, сварщикам известно хорошо. В одном случае дуга зажигается и горит стабильно, швы ложатся ровно, работать таким аппаратом легко — сварщики говорят: «варит мягко». В другом же случае наоборот: удерживать дугу тяжело, она часто гаснет, металл сильно разбрызгивается, и швы получаются какими-то рваными и размытыми, притом что трансформатор развивает необходимый ток, даже вроде бы обладает запасом по мощности и с выходным напряжением у него тоже все в порядке. В чем же дело? А причина как раз в способности трансформатора стабильно держать рабочий ток, что характеризуется таким показателем, как внешняя вольт-амперная характеристика (ВАХ) источника питания. Про неё подробно написано в статье Типы сварочных аппаратов. Если в двух словах — ток короткого замыкания не должен сильно отличаться от тока сварки. Ток должен быть ограничен либо увеличенным магнитным рассеянием трансформатора, либо балластным сопротивлением, либо дросселем, либо другим способом.
В другом же случае наоборот: удерживать дугу тяжело, она часто гаснет, металл сильно разбрызгивается, и швы получаются какими-то рваными и размытыми, притом что трансформатор развивает необходимый ток, даже вроде бы обладает запасом по мощности и с выходным напряжением у него тоже все в порядке. В чем же дело? А причина как раз в способности трансформатора стабильно держать рабочий ток, что характеризуется таким показателем, как внешняя вольт-амперная характеристика (ВАХ) источника питания. Про неё подробно написано в статье Типы сварочных аппаратов. Если в двух словах — ток короткого замыкания не должен сильно отличаться от тока сварки. Ток должен быть ограничен либо увеличенным магнитным рассеянием трансформатора, либо балластным сопротивлением, либо дросселем, либо другим способом.
О качестве внешних характеристик сварочных трансформаторов судят на практике. Если с трансформатором работать легко, дуга горит стабильно, а наплавленный металл ложится равномерно — значит, все в порядке.
Надежность сварочного трансформатора
При эксплуатации сварочного аппарата, и тем более сделанного своими руками, работающий на пределе своих возможностей трансформатор постепенно изнашивается — действует перегрев, вибрация, влага, механические воздействия.
Злейшим врагом сварочных трансформаторов является перегрев. Самым действенным средством против перегрева являются надежные обмоточные провода с плотностью тока не более 5-7 А/мм2. Чтобы провод быстро охлаждался, он должен иметь хороший контакт с воздухом. Для этого в обмотках делаются щели. Сначала мотается первый слой и с внешних сторон вставляются деревянные или гетенаксовые планки толщиной 5-10 мм, потом планки вставляются через каждые два слоя провода: так каждый слой имеет контакт с воздухом с одной стороны.
Катушка сварочного трансформатора с вентиляционными щелями
Если трансформатор делается без вентилятора, то щели должны ориентироваться вертикально. Тогда через них постоянно будет циркулировать воздух: теплый поднимается вверх, а снизу засасывается холодный. Еще лучше, если трансформатор постоянно обдувается вентилятором. Вообще-то принудительный обдув мало влияет на скорость нагрева трансформатора, зато заметно ускоряет его охлаждение. Быстрее всего греются и хуже всего охлаждаются тороидальные трансформаторы. У сильно греющегося сварочного трансформатора с закрытыми обмотками даже мощный обдув не решит этой проблемы, и здесь придется удерживать температуру обмоток разве что очень умеренным режимом работы.
Тогда через них постоянно будет циркулировать воздух: теплый поднимается вверх, а снизу засасывается холодный. Еще лучше, если трансформатор постоянно обдувается вентилятором. Вообще-то принудительный обдув мало влияет на скорость нагрева трансформатора, зато заметно ускоряет его охлаждение. Быстрее всего греются и хуже всего охлаждаются тороидальные трансформаторы. У сильно греющегося сварочного трансформатора с закрытыми обмотками даже мощный обдув не решит этой проблемы, и здесь придется удерживать температуру обмоток разве что очень умеренным режимом работы.
Если предстоит варить много и быстро, а ваш сварочный трансформатор намотан не ахти какими проводами и катастрофически быстро греется и т.д., здесь можно применить одно кардинальное средство борьбы с перегревом. Перегрева можно не так бояться, если весь трансформатор полностью погрузить в трансформаторное масло. Обладая значительной теплопроводностью, масло не только отводит тепло из обмоток, но и является дополнительным изолятором. В простейшем виде это просто ведро с маслом с утопленным в нем трансформатором, откуда выходят только четыре провода — такое «чудо» иногда можно увидеть на дворах в сельской местности.
В простейшем виде это просто ведро с маслом с утопленным в нем трансформатором, откуда выходят только четыре провода — такое «чудо» иногда можно увидеть на дворах в сельской местности.
Самодельный сварочный трансформатор помещенный в емкость с трансформаторным маслом
В режиме сварки трансформатор создает мощное переменное магнитное поле, которое притягивает к нему стальные элементы, вызывая вибрацию. Вибрируют не только стальные корпуса сварочных аппаратов, но и вообще все детали, соединенные с трансформатором и находящиеся внутри магнитопровода. Особенно подвержены вибрациям подвижные части регулирующих устройств мощности, если таковые имеются. К подвижным элементам (большей частью промышленных аппаратов) могут относиться: сердечники, магнитные шунты, подвижные обмотки, т.е. элементы, с помощью передвижения которых изменяется рабочий ток трансформатора и которые невозможно закрепить совершенно жестко. Эти части связаны с неподвижными элементами трансформатора посредством винтов, направляющих и других элементов, деформирующихся под действием переменных сил. Вибрации подвержены и закрепленные жестко элементы конструкции. Амплитуды и действие вибрации зависят от множества конструктивных факторов, которыми во многом и определяется надежность сварочного трансформатора. Нередки случаи, когда из-за недоработки конструкции или некачественной сборки, вследствие вибрации быстро выходят из строя даже трансформаторы промышленного изготовления. Для самодельных конструкций эта проблема стоит еще более остро, особенно когда используются обмоточные провода в тонкой лаковой изоляции. От постоянной вибрации и трения друг о друга витков, лак на некоторых участках может разрушаться, что неизбежно приведет к межвитковому замыканию. Поэтому изоляция между слоями провода здесь обязательна. Также необходимо предусмотреть, чтобы под действием вибрации не произошло разрушение или продавливание на углах каркаса обмоток или (в тех конструкциях, где его вообще нет) слоя изоляции между катушками и железом магнитопровода. Можно без всякого, преувеличения сказать, что вибрация наравне с перегревом является одной из основных причин преждевременного выхода из строя сварочных трансформаторов.
Вибрации подвержены и закрепленные жестко элементы конструкции. Амплитуды и действие вибрации зависят от множества конструктивных факторов, которыми во многом и определяется надежность сварочного трансформатора. Нередки случаи, когда из-за недоработки конструкции или некачественной сборки, вследствие вибрации быстро выходят из строя даже трансформаторы промышленного изготовления. Для самодельных конструкций эта проблема стоит еще более остро, особенно когда используются обмоточные провода в тонкой лаковой изоляции. От постоянной вибрации и трения друг о друга витков, лак на некоторых участках может разрушаться, что неизбежно приведет к межвитковому замыканию. Поэтому изоляция между слоями провода здесь обязательна. Также необходимо предусмотреть, чтобы под действием вибрации не произошло разрушение или продавливание на углах каркаса обмоток или (в тех конструкциях, где его вообще нет) слоя изоляции между катушками и железом магнитопровода. Можно без всякого, преувеличения сказать, что вибрация наравне с перегревом является одной из основных причин преждевременного выхода из строя сварочных трансформаторов.
При эксплуатации и тем более хранении сварочного аппарата, следует опасаться сырых подвалов и вообще мест с повышенной влажностью. Постепенно обмотки впитывают в себя влагу, которая, попадая в мельчайшие щели и трещины изоляции, долго не высыхает, становясь хорошим проводником тока.
Чаще всего проблемы бывают с первичной катушкой высокого напряжения. Первичная катушка содержит большее количество витков, обычно она сильнее греется, ее более тонкий провод больше подвержен влиянию разрушающих механических воздействий, нежели провод вторичной цепи. Эта катушка находится под опасным напряжением, и при повреждении изоляции ее провода высокое напряжение может попасть на корпус или магнитопровод трансформатора. Если сварочный трансформатор не имеет корпуса, то повреждения обмоток могут происходить от случайных ударов, а также опрокидываний и падений тяжелого трансформатора. Разрушающее воздействие на изоляцию оказывает вибрация, особенно для провода в лаке, перегрев обмоток и влага.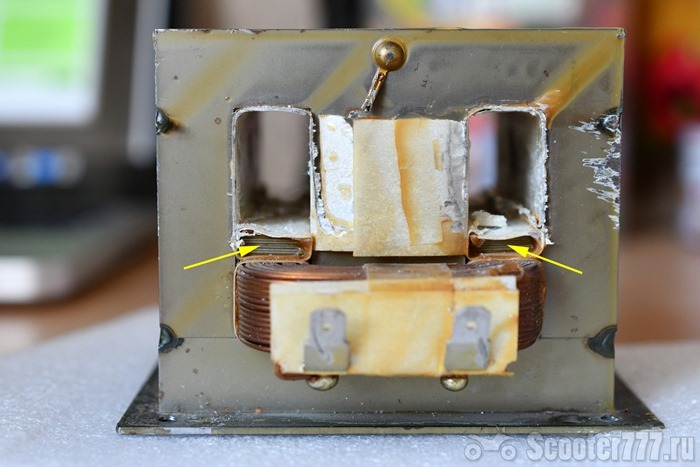 Если произошел пробой на корпус или магнитопровод, которые не заземлены, или повреждена внешняя изоляция провода первичной обмотки, то при прикосновении человек попадет под высокое напряжение. От пробоя на корпус спасает заземляющий провод. Однако заземление на самодельных конструкциях делается нечасто.
Если произошел пробой на корпус или магнитопровод, которые не заземлены, или повреждена внешняя изоляция провода первичной обмотки, то при прикосновении человек попадет под высокое напряжение. От пробоя на корпус спасает заземляющий провод. Однако заземление на самодельных конструкциях делается нечасто.
Другой вариант пробоя первичной обмотки, когда она пробивает на вторичную катушку внутри трансформатора. В этом случае ничего не подозревающий сварщик и его помощники могут попасть под высокое напряжение сети со всеми вытекающими отсюда последствиями. Это может предотвратить надежная изоляция первичной и вторичной обмоток друг от друга. Напряжение вторичной катушки может повыситься, даже если ее изоляция не нарушена. Напряжение на выходе вторичной катушки зависит от количества витков первичной катушки. Так, при межвитковом замыкании первичной катушки достаточно большое количество ее витков может «вылететь» из работы: в результате напряжение на выходе сварочного трансформатора повысится.
Корпус для самодельного сварочного аппарата
Чтобы сварочный трансформатор не был подвержен влиянию всех атмосферных стихий и возможным механическим воздействиям, его желательно упрятать в корпус. Однако здесь не все так просто. Сварочный трансформатор — мощный источник электромагнитного излучения, и далеко не все материалы одинаково хорошо годятся для его наружной оболочки. Тем более что в некоторых случаях возможна еще и потеря мощности из-за индуцируемых в оболочках корпусов токов.
При установке сварочного трансформатора в корпус особое внимание надо уделять его материалу и возможности протока воздуха для охлаждения, при этом верх должен быть закрыт, предохраняя трансформатор от возможного дождя. Корпуса или хотя бы некоторые их части лучше делать из не магнитных материалов: латунь, дюраль, гетенакс, пластмассы. Если корпус сделан из жести или напротив оси первичной обмотки привинчены стальные панели, то при работе вся эта конструкция будет втягиваться внутрь и вибрировать. Звук при этом иногда бывает такой, что его можно сравнить разве что с работой пилы — мощной «циркулярки». Поэтому устанавливать сварочный трансформатор можно либо в цельновыгнутый жесткий стальной корпус, который не так поддается вибрациям, или делать панели напротив хотя бы первичной обмотки из немагнитных материалов.
Звук при этом иногда бывает такой, что его можно сравнить разве что с работой пилы — мощной «циркулярки». Поэтому устанавливать сварочный трансформатор можно либо в цельновыгнутый жесткий стальной корпус, который не так поддается вибрациям, или делать панели напротив хотя бы первичной обмотки из немагнитных материалов.
Для практически всех существующих конструкций сварочных трансформаторов характерны очень сильные магнитные поля рассеивания вблизи обмоток. Эти поля вызывают не только сильные вибрации магнитных материалов, но и заметные потери энергии в кожухах и других конструктивных элементах трансформаторов. Потери энергии обусловлены возбуждением в кожухах вихревых токов. Присутствие вихревых токов, а следовательно, и потери энергии, будут тем меньшими, чем больше расстояние от обмоток трансформатора до стенок металлического корпуса. На потери энергии мало влияют магнитные свойства металлов. Если корпус сделать из немагнитных металлов — латунь, алюминий и т.д., то это мало повлияет на генерацию вихревых токов, ведь здесь важна токопроводимость материала, которая у металлов всегда высокая. Исследования показали, что несколько уменьшить потери в корпусе можно, сделав на нем продольные рассечки, типа вентиляционных щелей, которые, располагаясь на пути вихревых токов с наибольшей плотностью, увеличат сопротивление материала для них. Таким образом можно уменьшить потери на 30-50% в зависимости от конструкции кожуха и использованного на нем металла.
Исследования показали, что несколько уменьшить потери в корпусе можно, сделав на нем продольные рассечки, типа вентиляционных щелей, которые, располагаясь на пути вихревых токов с наибольшей плотностью, увеличат сопротивление материала для них. Таким образом можно уменьшить потери на 30-50% в зависимости от конструкции кожуха и использованного на нем металла.
С другой стороны, потери такого рода вообще могут быть сведены на нет, если корпус выполнить из изоляционного материала, тем более что в этом случае сразу удастся избежать и вибраций, вызванных переменными магнитными полями. Однако корпус из диэлектрических материалов сложнее сделать или же подобрать уже готовый, также он имеет худшие показатели прочности. Конечно, проблемы с корпусом, его вибрациями, вихревыми токами и потерями энергии можно вообще избежать, отказавшись от цельного корпуса, как это и принято, наверное, у большинства самодельных сварок. Однако отсутствие корпуса добавит массу других, не менее важных проблем, а также отразится на безопасности и надежности в эксплуатации сварочного аппарата. Тем более что потери на уровне нескольких процентов практически неразличимы на фоне флуктуации напряжения в сети, а также присутствия некоторого сопротивления в линиях электропередачи.
Тем более что потери на уровне нескольких процентов практически неразличимы на фоне флуктуации напряжения в сети, а также присутствия некоторого сопротивления в линиях электропередачи.
В корпус сварочного аппарата можно установить вентилятор или сделать его герметичным и залить трансформаторным маслом.
© 2018 Лаборатория сварки
Создание и продвижение сайтов компания «ИДЕЯ!»
Как сделать сварочный аппарат своими руками
Если вы занимаетесь сваркой, то вам может понадобиться купить сварочную струбцину.
В быту, особенно в сельском подворье и загородном жилье, на мини-ферме есть вид работ, без которых просто невозможно обойтись. Это соединение или резка любого железа, цветных металлов и алюминия (в среде защитного газа) с помощью электродуговой сварки. Нанимать мастеров на них – себе дороже.
Краткое содержимое статьи:
Для чего нужен сварочный аппарат
Умельцы без сварки не соберут ни одно механическое приспособление, ни мини-транспорт для облегчения работ в поле, огороде, саду, перевозки очень многого.
Понятно, что сварщиком нельзя стать в одно мгновение, нужно поучиться или хотя бы попрактиковаться у профессионалов. И, конечно же, собрать самим или приобрести магазинное устройство для образования электродуги.
И наши советы помогут и им сориентироваться в ассортименте и моделях. Поскольку этот рынок заполнен и надёжными в работе, но дорогими, и дешёвыми, но бесполезными из-за низкого качества или для примитивной сварки.
Типизация электродуговых аппаратов
Подобные бытовые устройства есть таких типов:
- разновидностей тока;
- трехфазные на 380 в.;
- инверторные.
Наиболее подходят устройства для домашней сборки людям с небольшими навыками в электроделе на основе токов — постоянного и переменного.
Хотя с первым током есть несколько вариаций, и в них новичку можно запутаться. Советуем их для обученных электричеству.
И ниже рассмотрим, как сделать сварочный аппарат своими руками быстро и эффективно.
Трансформаторы. Эти устройства понижают напряжение и повышают ток для образования электрической дуги. Например, вместо 220 вольт получаете 17-45, но с током до шестисот ампер (домашней сварке надо не более 160 ампер, оптимум – две с половиной сотни).
Регулировка тока выполняется ступенчато. Можно изготовить несложное дополнение для этого из высоковольтных триодов и диодов с регулируемым сопротивлением. Или подсоединить несколько витков толстого металла (медь) для снижения тока. Схема сварочного аппарата показана на сайте, можете рассмотреть и на видео.
К тому же они выполняют и вторую функцию – образуют с помощью встроенных выпрямителей постоянный ток также для сварочных работ.
Наибольшее количество самоделок создаются на основе трансформации тока и напряжения в ту или иную сторону. Их свойств достаточно на несложные электроработы в быту.
Выпрямитель. Это также сварочный агрегат, но для качественных работ и с разнообразными металлами.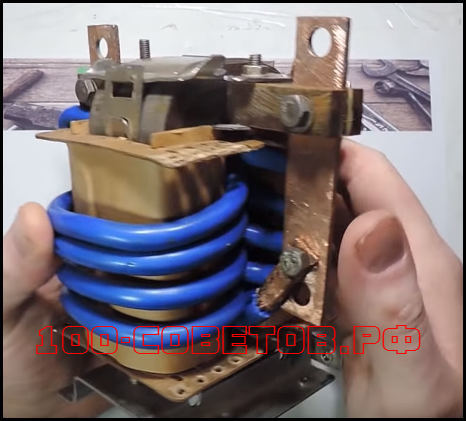 В быту не изготавливаются. И приобретать подобное устройство, кстати, недешевое, стоит лишь для длительных сварочных процессов и на создание особо прочных швов.
В быту не изготавливаются. И приобретать подобное устройство, кстати, недешевое, стоит лишь для длительных сварочных процессов и на создание особо прочных швов.
Например, при крупных дорожно-транспортных происшествиях со значительными повреждениями кузова автомобиля. Учитывая тонкий метал, чтобы его не пережечь и произвести необходимые соединения, по прочности не уступающие заводским.
Инверторы (с англ. — преобразователи). Сначала о классификации токов: есть постоянный (DC) и переменный (AC).
Ученые, от Эдиссона и до не менее знаменитого Николы Теслы, интересовались этими переходами одного в другое. Так возник инверторный сварочный аппарат.
Трансформация тока в нём многоходовая. Амплитудный ток превращается в постоянный, а тот, посредством сварочного трансформатора, снова выходит либо в DC, либо в AC.
Оба, смотря на который настроена схема, затем превращаются в электродугу с постепенным изменением её параметров в нужных диапазонах.
Создать в домашних условиях его сложно, но в продаже – он массовый, несмотря на значительную дороговизну.
Чем «варить»?
Усилие тока зависит от того инструмента, которым произведёте сварку, — электрода.
Его толщина привязывается к толще свариваемых деталей: если они равны пяти – шести миллиметрам, то электрод не должен быть тоньше четырёх. Это максимум на самоделках.
Можно снизить расход электричества, если варите размеры более тонкими сердечниками (до полутора см). В этом случае ток снизится в пять раз.
Монтаж сварного агрегата в виде трансформатора
Для этого необходимы:
- набор пластин для магнитопровода – на базарах от сгоревших обмоток купите недорого или в разборке;
- провод крупного сечения на оба вида обмоток.
Основа для них – стальные пластинки не тоньше трети миллиметра. Их собираете в прямоугольник с большим внутренним пространством, где с двух вертикальных сторон должны поместиться первичная и вторичная намотка.
Количество витков зависит от площади стального каркаса, посчитать её легко с линейкой и арифметикой. А сумму поделить пополам.
Толщина провода вычисляется по такой схеме: установленные киловатты сварника разделить на две тысячи и умножить на единицу с тринадцатью сотыми.
Как собирается конструкция сварочного аппарата. Сначала наматывается первичная обмотка, заводите слой за слоем, изолируете всю обмотку, выводите на контактную пластину с четырьмя креплениями: начало и конец обмотки на подсоединение 220 в., еще два отвода от 165 и 190 витка. Отводы – вариаторы тока.
Вторичная намотка идет так: из 70 витков 40-41 накрывают сверху первичку, остальные витки переходят на другую сторону.
Её концы также выведите на гетинакс (текстолит) – отсюда «плюс» и «минус» уйдут один на сварочный рычаг, второй — на свариваемую деталь. Аппарат готов к работе. Сделайте фото самодельного сварочного аппарата.
В ходе длительной эксплуатации возможен ремонт сварочного аппарата: подтяжка крепления пластин (вибрируют), контактных пластин.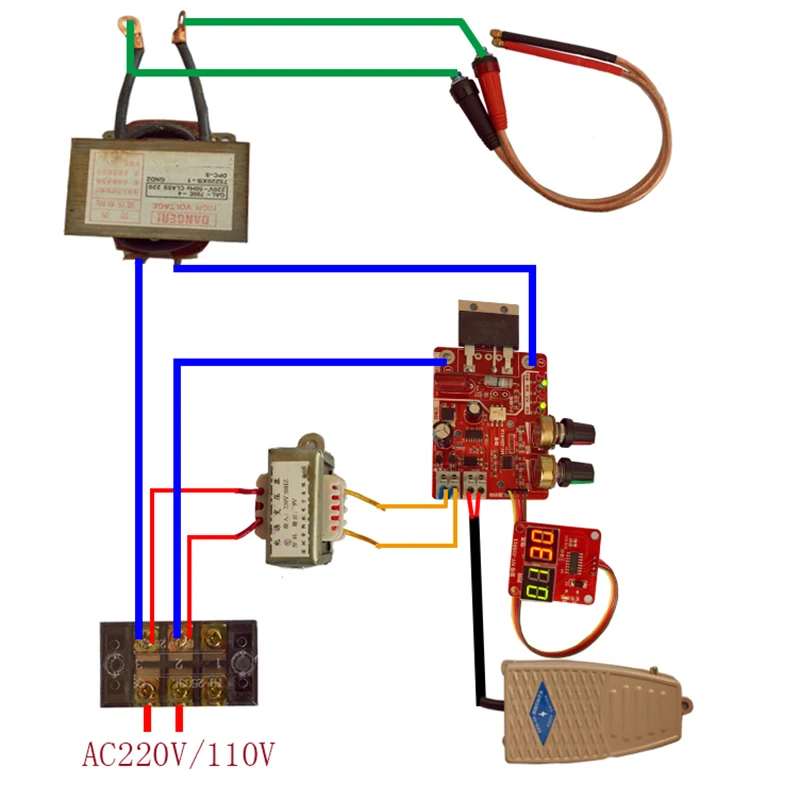
Фото советы как сделать сварочный аппарат своими руками
Вам понравилась статья? Поделитесь 😉
Что можно сделать с инверторной сварки. Сварочный инвертор своими руками.
 Новые разработки и описание их работы
Новые разработки и описание их работыМетод сварки металлов на сегодня насчитывает немало способов и большинство их основано на использовании электричества. Электросварка же в свою очередь, также подразделяется на несколько видов, в том числе и инверторный способ.
Последний стал популярен относительно недавно и до того, как на полках магазинов появились малогабаритные и легкие в переноске аппараты, домашняя сварка была уделом немногих. После массового внедрения сварочных инверторов оказалось, что принцип устройства и работы этого аппарата достаточно прост и при желании, собрать такой же можно самостоятельно.
Описание
Инвертор – это прибор преобразующий постоянный электрический ток в переменный, а в сварочном аппарате инверторного типа происходит двойное преобразование:
- Переменный ток силой не превышающей 5 ампер, с напряжением 220/380 вольт и частотой 50 Гц преобразовывается в постоянный с такими же значениями.
- Полученный постоянный ток преобразовывается в переменный с напряжением в несколько десятков вольт и силой тока до нескольких сотен ампер.

Такая трансформация более выгодна, поскольку получаемые характеристики сварочного тока имеют высокую стабильность и легко управляются, что дает возможность настроить оптимальный режим сварки при различных размерах свариваемых деталей.
Сварочные инверторы, это моноблочные приборы, и главное их достоинство – эргономичность. В отличие от сварочных трансформаторов, в том числе и выдающих постоянный ток, инверторы могут переноситься одним человеком, а обладающие небольшой мощностью, имеют вес всего в несколько килограмм и легко вешаются на плечо.
Преобразование происходит за счет трансформатора и электронных микросхем, требующих качественного охлаждения, поэтому в корпусе также размещается мощный вентилятор. Несмотря на кажущуюся сложность, сварочный инвертор можно собрать и своими руками. Такой прибор сможет обеспечить сваривание не хуже, чем его заводские аналоги.
Принцип работы
Основным элементом системы, является силовой трансформатор с выпрямителем.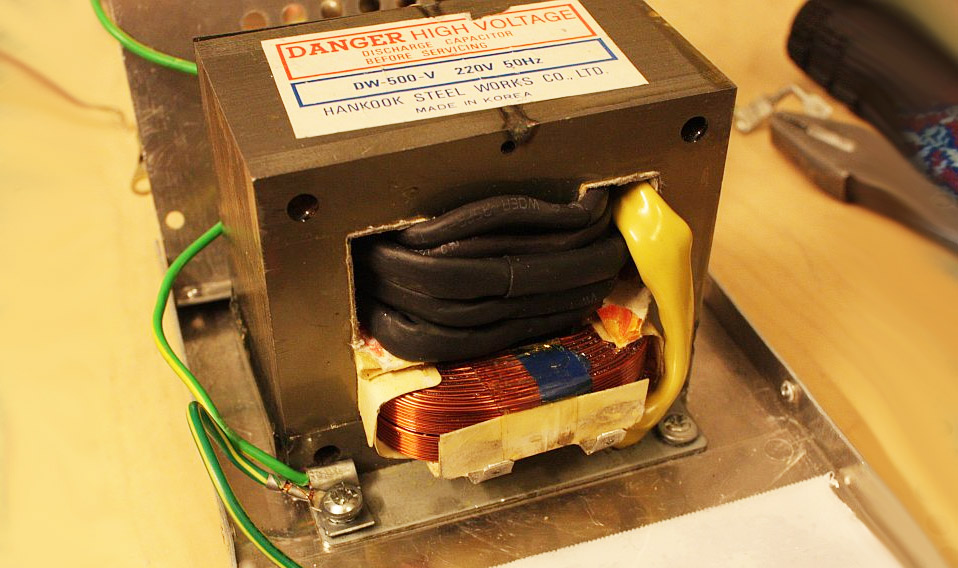 Его вторичная обмотка, сильно нагревается, поэтому при компоновке устройства, очень важно расположить ее на пути воздушного потока исходящего от вентилятора.
Его вторичная обмотка, сильно нагревается, поэтому при компоновке устройства, очень важно расположить ее на пути воздушного потока исходящего от вентилятора.
Выпрямленный ток пропускается через фильтр из триодов с высокой частотой коммутации, в результате, частота вторичного переменного тока может достигать значения в 50 КГц. Обратная зависимость частоты и габаритов электротехнического оборудования известна давно, что и позволило придать инверторам такие скромные размеры. Такой же принцип успешно используется везде, где необходима экономия пространства, например, в бортовой сети самолета или подводной лодки, частота электрического тока также измеряется тысячами герц.
В сварочном трансформаторе, производится преобразование электродвижущей силы, в то время, как в инверторе преобразуются высокочастотные токи, что позволило в разы уменьшить вес трансформатора и сократить расход материала на его изготовление. Для защиты от перегрузки, на вторичной стороне устанавливается плавкий предохранитель, который можно заменить с лицевой панели. Пользователь может регулировать силу подаваемого на электрод тока с помощью регулятора, значение тока выводится на цифровое табло.
Пользователь может регулировать силу подаваемого на электрод тока с помощью регулятора, значение тока выводится на цифровое табло.
Область применения
Трудно представить строительные работы, при которых не использовалась бы сварка. Сварочные инверторы существенно расширили область ее применения, так как обладают достаточно большой долей мобильности, в отличие от громоздких трансформаторных аппаратов. Сегодня инверторную сварку применяют:
- Для сваривания деталей из черных металлов.
- Для сваривания деталей из цветных металлов.
- При необходимости сваривания в малопроходимых местах, например, в подземных туннелях трубопроводов.
- Для сваривания фасонных деталей на производстве.
- Для сварки в бытовых условиях.
В промышленности, для сваривания применяются инверторы с автоматической и полуавтоматической подачей сварочной проволоки, что позволяет унифицировать процесс и снизить долю ручного труда.
Преимущества и недостатки
Основным преимуществом инверторных сварочных аппаратов является их размер, поскольку до этого, варить приходилось либо на стационарном посту, либо же, перемещать тяжелый сварочный трансформатор с помощью подручных средств, до места сварочных работ.![]()
Благодаря двойному преобразованию, сварочный ток инвертора не зависит от сетевого и поэтому остается всегда с постоянными значениями, что позволило избежать таких неприятных явлений при сварке как:
- Залипание электрода.
- Отсутствие дуги при пониженном напряжении в сети.
- Пережог или недожог металла.
Инвертор универсален и подходит для сварки чугунных или цветных металлов соответствующими электродами, а также для аргонодуговой сварки неплавящимися электродами. Оператор имеет возможность регулировать ток в широких пределах.
Недостаток инверторов – это относительно высокая стоимость по сравнению с трансформаторами, но учитывая имеющиеся преимущества, он полностью нивелируется. Как и любая электроника, микросхемы аппарата требуют бережного отношения, поэтому рекомендуется периодически очищать внутреннее пространство от пыли.
Также электроника может выйти из строя в условиях низких температур или высокой влажности, поэтому окружающие условия должны согласовываться с паспортными данными прибора.
Как сделать своими руками?
Хотя инверторные сварочные аппараты в широкой продаже в современном исполнении, стали доступны относительно недавно, они не являются чем-то новым. По сути, добавилось только удобное цифровое управление и более современные электронные компоненты.
Принцип же работы, как и сам аппарат были разработаны несколько десятков лет назад, да и сегодня, многие схемы сборки актуальны. Собрать самостоятельно инвертор можно имея старые электротехнические детали, на основе современных электронных компонентов. Такой аппарат выйдет значительно дешевле, чем заводской аналог.
Необходимые материалы и инструменты
Для сборки аппарата понадобятся:
- Ферритовый сердечник для силового трансформатора.
- Шина из меди или проволока для создания обмоток.
- Фиксирующая скоба для соединения половинок сердечника.
- Термостойкая изолента.
- Компьютерный вентилятор.
- Транзисторы.
- Паяльник, пассатижи, кусачки.

Схемы
На сегодняшний день, все схемы сварочных инверторов унифицированы и построены на основе использования импульсного трансформатора и мощных транзисторов типа MOSFET.
Каждый из производителей вносит незначительные изменения в виде фирменных разработок, однако, в общем функционал аппарата не претерпевает каких-либо существенных изменений.
За основу также может браться принципиальная схема Юрия Негуляева – ученого и разработчика отечественного сварочного аппарата инверторного типа.
Пошаговое руководство
- Для размещения всех элементов необходимо подобрать корпус. Рекомендуется использовать старый системный компьютерный блок, так как там уже предусмотрены отверстия для вентиляции.
- Необходимо увеличить прочность корпуса, так как вес агрегата может достигать до десяти килограмм. Для этого, в углах устанавливаются металлические уголки на резьбовом крепеже.
- Первичная обмотка трансформатора – намотка проволоки производится по всей ширине каркаса, это способствует стабильной работе трансформатора при перепаде напряжений.
 Для намотки используются только медные провода, при отсутствии шины, несколько проводов соединяются в пучок.
Для намотки используются только медные провода, при отсутствии шины, несколько проводов соединяются в пучок. - Вторичная обмотка трансформатора – наматывается в несколько слоев, для этого используют несколько проводов сечением 2 мм, соединенных в пучок.
- Между обмотками необходим усиленный слой изоляции, во избежание попадания на вторичную обмотку сетевого напряжения.
- Между сердечником трансформатора и обмотками предусматривается воздушный зазор, для обеспечения циркуляции воздуха.
- Отдельно на ферритовом сердечнике выполняется трансформатор тока, при сборке закрепляющийся на плюсовой линии и соединяющийся с панелью управления.
- Транзисторы необходимо прикрепить к радиатору, но обязательно через термопроводящую диэлектрическую прокладку. Это обеспечит эффективный теплоотвод и защиту от короткого замыкания.
- Диоды выпрямляющего контура крепятся аналогичным способом, к пластине из алюминия. Выходы диодов соединяются неизолированным проводом сечением 4 мм.

- Силовые проводники внутри корпуса разводятся таким образом, чтобы исключить короткое замыкание.
- Вентилятор устанавливают на задней стенке, что сэкономит пространство и позволит обдувать сразу несколько радиаторов.
Электросхема сварочного инвертора
Настройка аппарата
После сборки аппарата необходима дополнительная настройка для получения корректных значений сварочного тока и напряжения:
- Подается сетевое напряжение, на плату и привод вентилятора.
- Необходимо дождаться полной зарядки силовых конденсаторов, затем проверить работу реле, убедившись что напряжение на токоограничивающем резисторе, установленном в цепи конденсаторов отсутствует, после чего замкнуть его.
- При помощи осциллографа определяется значение тока вырабатываемого инвертором, для чего замеряется периодичность импульсов, поступающих на обмотку трансформатора.
- Проверяется режим сварки на блоке управления, для чего вольтметр подключают к выходу усилителя осциллографа.
 В маломощных инверторах, значение напряжения достигает около 15 вольт.
В маломощных инверторах, значение напряжения достигает около 15 вольт. - Проверяется работа выходного моста, путем подачи напряжения 16 вольт от блока питания. Следует помнить, что в режиме холостого хода, потребление блока составляет около 100 мА и это необходимо учитывать при проведении измерений.
- Тестируется работа с силовыми конденсаторами. Напряжение изменяют со значения 16 вольт на 220. Осциллограф подключают к выходным транзисторам и контролируют амплитуду сигнала, она должна быть идентичной с той, что была на испытаниях с пониженным напряжением.
Обслуживание и ремонт
Для сборки, обслуживания и необходимо иметь достаточный уровень электротехнических знаний. При отсутствии таковых и необходимости ремонта, пользователь может производить лишь текущее обслуживание:
- Чистка аппарата от пыли – производится пылесосом при открытом корпусе. Если аппарат используется постоянно в строительных работах, то необходима регулярная чистка.
- Замена предохранителя – защищает схемы аппарата от повреждений при перегрузке и коротких замыканиях.

- Ремонт коммутирующих частей на сварочных кабелях.
Сварочный полуавтомат из инвертора
В технологических процессах требуется сваривание шаблонных деталей и наибольшего качества можно добиться используя автоматические и полуавтоматические сварочные установки с подачей проволоки для сваривания. Получить такое устройство из самодельного или промышленного инвертора, можно только при наличии соответствующих знаний и правильной перенастройке блока управления.
Дело в том, что источники питания для ручной и полуавтоматической сварки проектируются с различными вольтамперными характеристиками, и инвертор к которому добавлен только механизм для подачи проволоки, будет в итоге давать неровный шов с рваными краями.
- Следует помнить, что силовые конденсаторы и транзисторы в схеме инвертора, требуют дополнительных мер безопасности, в частности, обязательного наличия токоограничивающего резистора. Подача тока без него может привести к взрыву.
- Не следует удлинять сварочные кабели, их длина не может превышать 2,5 метра.

Изготовить сварочный инвертор своими руками, даже не обладая глубокими знаниями в электронике и электротехнике, вполне возможно, главное – строго придерживаться схемы и постараться хорошо разобраться в том, по какому принципу работает такое устройство. Если сделать инвертор, технические характеристики и КПД которого будут мало отличаться от аналогичных параметров серийных моделей, можно сэкономить приличную сумму.
Не следует думать, что самодельный аппарат не даст вам возможности эффективно проводить сварочные работы. Такое устройство, даже собранное по простой схеме, позволит вам выполнять сварку электродами диаметром 3–5 мм и на длине дуги, равной 10 мм.
Характеристики самодельного инвертора и материалы для его сборки
Собрав сварочный инвертор своими руками по достаточно простой электрической схеме, вы получите эффективное устройство, обладающее следующими техническими характеристиками:
- величина потребляемого напряжения – 220 В;
- сила тока, поступающего на вход аппарата, – 32 А;
- сила тока, формируемого на выходе устройства, – 250 А.

В процессе работы диоды такого моста сильно нагреваются, поэтому их обязательно надо монтировать на радиаторах, в качестве которых можно использовать охлаждающие элементы от старых компьютеров. Для монтажа диодного моста необходимо использовать два радиатора: верхняя часть моста через слюдяную прокладку крепится к одному радиатору, нижняя через слой термопасты – ко второму.
Выводы диодов, из которых сформирован мост, должны быть направлены в ту же сторону, что и выводы транзисторов, при помощи которых постоянный ток будет преобразовываться в высокочастотный переменный. Провода, соединяющие эти выводы, должны быть не длиннее 15 см. Между блоком питания и инверторным блоком, основу которого и составляют транзисторы, располагается лист металла, прикрепляемый к корпусу аппарата при помощи сварки.
Силовой блок
Основой силового блока сварочного инвертора является трансформатор, за счет которого снижается величина напряжения высокочастотного тока, а его сила – увеличивается. Для того чтобы сделать трансформатор для такого блока, необходимо подобрать два сердечника Ш20х208 2000 нм. Для обеспечения зазора между ними можно использовать газетную бумагу.
Для того чтобы сделать трансформатор для такого блока, необходимо подобрать два сердечника Ш20х208 2000 нм. Для обеспечения зазора между ними можно использовать газетную бумагу.
Обмотки такого трансформатора выполняются не из провода, а из медной полосы толщиной 0,25 мм и шириной 40 мм.
Каждый ее слой для обеспечения термоизоляции обматывается лентой от кассового аппарата, которая демонстрирует хорошую износоустойчивость. Вторичная обмотка трансформатора формируется из трех слоев медных полос, которые изолируются между собой при помощи фторопластовой ленты. Характеристики обмоток трансформатора должны соответствовать следующим параметрам: 12 витков х 4 витка, 10 кв. мм х 30 кв. мм.
Многие пытаются сделать обмотки понижающего трансформатора из толстого медного провода, но это неверное решение. Такой трансформатор работает на токах высокой частоты, которые вытесняются на поверхность проводника, не нагревая его внутреннюю часть. Именно поэтому для формирования обмоток оптимальным вариантом является проводник с большой площадью поверхности, то есть широкая медная полоса.
В качестве термоизоляционного материала можно использовать и обычную бумагу, но она менее износоустойчива, чем лента от кассового аппарата. От повышенной температуры такая лента потемнеет, но ее износоустойчивость от этого не пострадает.
Трансформатор силового блока в процессе своей работы будет сильно нагреваться, поэтому для его принудительного охлаждения необходимо использовать кулер, в качестве которого может быть применено устройство, ранее использовавшееся в системном блоке компьютера.
Инверторный блок
Даже простой сварочный инвертор должен выполнять свою основную функцию – преобразовывать постоянный ток, сформированный выпрямителем такого аппарата, в переменный ток высокой частоты. Для решения этой задачи применяются силовые транзисторы, открывающиеся и закрывающиеся с высокой частотой.
Принципиальная схема инверторного блока (нажмите для увеличения)
Инверторный блок аппарата, отвечающий за преобразование постоянного тока в высокочастотный переменный, лучше собирать на основе не одного мощного транзистора, а нескольких менее мощных. Такое конструктивное решение позволит стабилизировать частоту тока, а также минимизировать шумовые эффекты при выполнении сварочных работ.
Такое конструктивное решение позволит стабилизировать частоту тока, а также минимизировать шумовые эффекты при выполнении сварочных работ.
В электронной также присутствуют конденсаторы, соединенные последовательно. Они необходимы для решения двух основных задач:
- минимизации резонансных выбросов трансформатора;
- снижения потерь в транзисторном блоке, возникающих при его выключении и обусловленных тем, что транзисторы открываются гораздо быстрее, чем закрываются (в этот момент и могут возникать потери тока, сопровождаемые нагреванием ключей транзисторного блока).
Система охлаждения
Силовые элементы схемы самодельного сварочного инвертора сильно нагреваются в процессе работы, что может привести к их выходу из строя. Чтобы этого не произошло, кроме радиаторов, на которых монтируют наиболее нагревающиеся блоки, необходимо использовать вентиляторы, отвечающие за охлаждение.
Если у вас имеется в наличии мощный вентилятор, можно обойтись и им одним, направив поток воздуха от него на понижающий силовой трансформатор.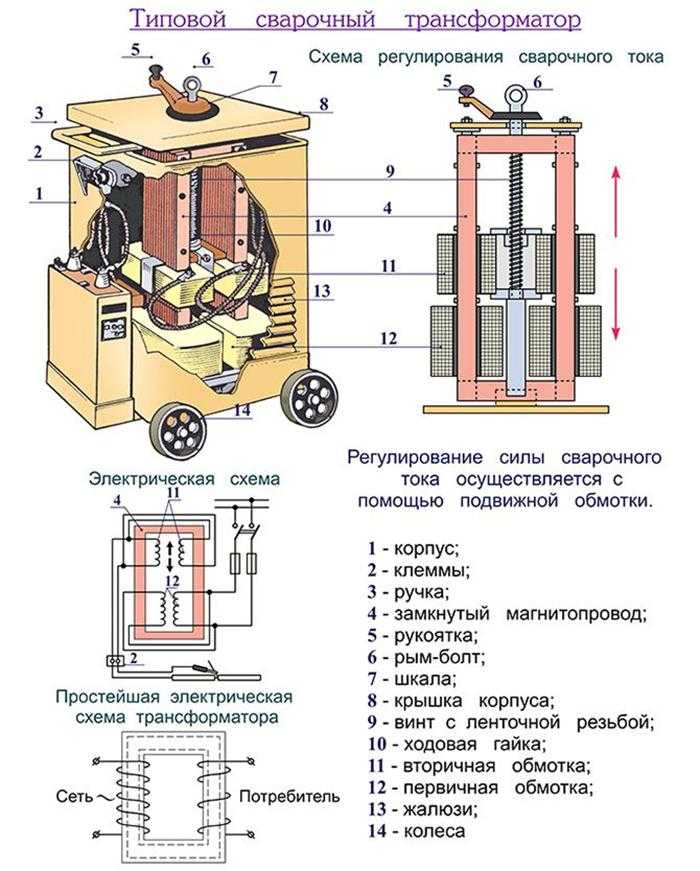 Если же вы используете маломощные вентиляторы от старых компьютеров, их потребуется порядка шести штук. Одновременно три таких вентилятора следует установить рядом с силовым трансформатором, направив поток воздуха от них на него.
Если же вы используете маломощные вентиляторы от старых компьютеров, их потребуется порядка шести штук. Одновременно три таких вентилятора следует установить рядом с силовым трансформатором, направив поток воздуха от них на него.
Для предотвращения перегрева самодельного сварочного инвертора следует также использовать термодатчик, установив его на самый нагревающийся радиатор. Такой датчик в случае достижения радиатором критической температуры отключит поступление электрического тока на него.
Чтобы система вентиляции инвертора работала эффективно, в его корпусе должны присутствовать правильно выполненные заборщики воздуха. Решетки таких заборщиков, через которые внутрь устройства будут поступать потоки воздуха, не должны ничем перекрываться.
Сборка инвертора своими руками
Для самодельного инверторного устройства необходимо подобрать надежный корпус или сделать его самостоятельно, используя для этого листовой металл толщиной не менее 4 мм. В качестве основания, на котором будет смонтирован трансформатор сварочного инвертора, можно использовать лист гетинакса толщиной не менее 0,5 см. Сам трансформатор крепится на таком основании при помощи скоб, которые можно изготовить своими руками из медной проволоки диаметром 3 мм.
Сам трансформатор крепится на таком основании при помощи скоб, которые можно изготовить своими руками из медной проволоки диаметром 3 мм.
Для создания электронных плат устройства можно использовать фольгированный текстолит толщиной 0,5–1 мм. При монтаже магнитопроводов, которые в процессе работы будут нагреваться, надо предусматривать зазоры между ними, необходимые для свободной циркуляции воздуха.
Для автоматического управления вам потребуется приобрести и установить в него ШИМ-контроллер, который будет отвечать за стабилизацию силы сварочного тока и величины напряжения. Чтобы вам было удобно работать с вашим самодельным аппаратом, в лицевой части его корпуса необходимо смонтировать органы управления. К таким органам относятся тумблер включения устройства, ручка переменного резистора, при помощи которой регулируется сварочный ток, а также зажимы для кабелей и сигнальные светодиоды.
Диагностика самодельного инвертора и его подготовка к работе
Сделать – это половина дела. Не менее важной задачей является его подготовка к работе, в процессе которой проверяется корректность функционирования всех элементов, а также их настройка.
Не менее важной задачей является его подготовка к работе, в процессе которой проверяется корректность функционирования всех элементов, а также их настройка.
Первое, что требуется сделать при проверке самодельного сварочного инвертора, – это подать напряжение 15 В на ШИМ-контроллер и один из охлаждающих вентиляторов. Это позволит одновременно проверить работоспособность контроллера и избежать его перегрева в процессе выполнения такой проверки.
После того как конденсаторы аппарата зарядились, к электрическому питанию подключают реле, которое отвечает за замыкание резистора. Если подать на резистор напряжение напрямую, минуя реле, может произойти взрыв. После того как реле сработает, что должно произойти в течение 2–10 секунд после подачи напряжения на ШИМ-контроллер, необходимо проверить, произошло ли замыкание резистора.
Когда реле электронной схемы сработают, на плате ШИМ должны сформироваться прямоугольные импульсы, поступающие к оптронам. Это можно проверить, используя осциллограф.![]() Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Фазы трансформатора при сборке устройства могли быть неправильно подключены, что может привести к некорректной работе инвертора и возникновению сильных шумов. Чтобы этого не произошло, правильность подключения фаз необходимо проверить, для этого используется двухлучевой осциллограф. Один луч прибора подключается к первичной обмотке, второй – ко вторичной. Фазы импульсов, если обмотки подключены правильно, должны быть одинаковыми.
Правильность изготовления и подключения трансформатора проверяется при помощи осциллографа и подключения к диодному мосту электрических приборов с различным сопротивлением. Ориентируясь на шумы трансформатора и показания осциллографа, делают вывод о том, что необходимо доработать в электронной схеме самодельного инверторного аппарата.
Чтобы проверить, сколько можно непрерывно работать на самодельном инверторе, необходимо начать его тестировать с 10 секунд. Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
Обслуживание самодельного сварочного инвертора
Чтобы инверторный аппарат служил длительное время, его необходимо правильно обслуживать.
В том случае, если ваш инвертор перестал работать, необходимо открыть его крышку и продуть внутренности пылесосом. Те места, где осталась пыль, можно тщательно почистить при помощи кисточки и сухой тряпки.
Первое, что необходимо сделать, проводя диагностику сварочного инвертора, – это проверить поступление напряжения на его вход. Если напряжение не поступает, следует продиагностировать работоспособность блока питания. Проблема в этой ситуации также может заключаться в том, что сгорели предохранители сварочного аппарата. Еще одним слабым звеном инвертора является температурный датчик, который в случае поломки подлежит не ремонту, а замене.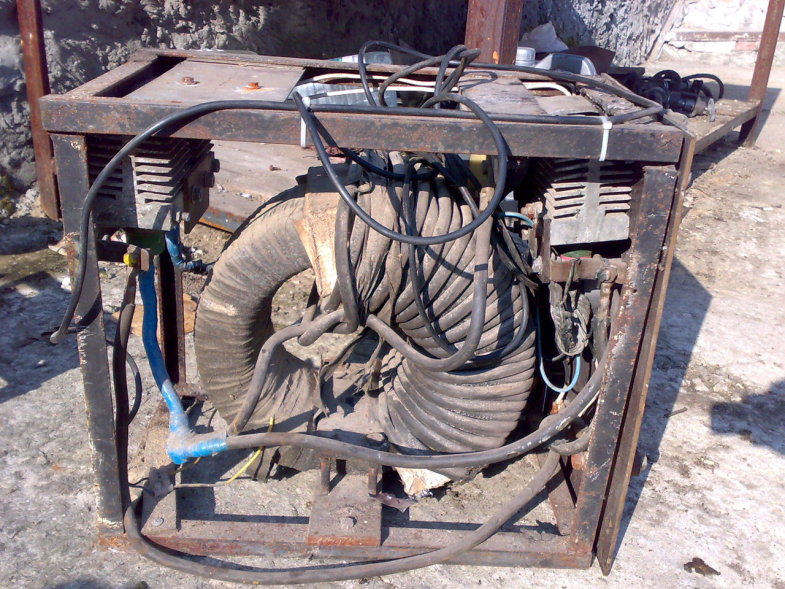
При выполнении диагностики необходимо обращать внимание на качество соединений электронных компонентов аппарата. Определить некачественно выполненные соединения можно визуально или при помощи тестера. Если такие соединения выявлены, их необходимо исправить, чтобы не столкнуться в дальнейшем с перегревом и выходом из строя сварочного инвертора.
Только в том случае, если вы уделяете должное внимание вопросам обслуживания инверторного устройства, можно рассчитывать на то, что оно прослужит вам долгое время и даст возможность выполнять сварочные работы максимально эффективно и качественно.
5
, средняя оценка: 3,20 из 5)
Инверторная сварка быстро вошла в рабочую сферу мобильных бригад и отдельных специалистов, выполняющих заказы по вызову. Наличие такого сварочного аппарата полезно и каждому хозяину в гараже или частном доме. Компактные размеры устройства, малый вес и высокие показатели качества шва, выгодно выделяют его на фоне крупных трансформаторов. К сожалению, магазинная цена позволяет не всем стать владельцем этого оборудования. Но для тех, кто умеет работать своими руками выход есть — это самодельный сварочный инвертор. Какие инструменты и материалы понадобятся для его создания? Как собрать основные узлы? Что включается в обслуживание и ремонт самодельного устройства?
К сожалению, магазинная цена позволяет не всем стать владельцем этого оборудования. Но для тех, кто умеет работать своими руками выход есть — это самодельный сварочный инвертор. Какие инструменты и материалы понадобятся для его создания? Как собрать основные узлы? Что включается в обслуживание и ремонт самодельного устройства?
Решая создать аппарат из сподручных деталей, доступный по цене, и пригодный для сварки дома или на небольших заказах, следует осознавать реальность результата. Самодельный инверторный сварочный аппарат значительно проигрывает во внешнем виде перед магазинными аналогами. Для солидного частного предпринимателя, специализирующегося на проводке отопления, установке ограждений, металлических дверей и иных услуг, такой агрегат будет выглядеть не авторитетно.
Но простой сварочный инвертор своими руками отлично подойдет для личных нужд в частном доме, или работах в гараже. Такой аппарат будет способен потреблять 220V от сети, преобразовывать их в 30V, а силу тока увеличивать до 200А. Этого вполне достаточно для работы электродами диаметром 3 и 4 мм. Качество шва будет лучше громоздкого трансформатора, поскольку переменный ток преобразуется в постоянный, и затем обратно в переменный, но с высокой частотой.
Этого вполне достаточно для работы электродами диаметром 3 и 4 мм. Качество шва будет лучше громоздкого трансформатора, поскольку переменный ток преобразуется в постоянный, и затем обратно в переменный, но с высокой частотой.
Такие инверторы сгодятся для сварки забора, ворот, собственного отопления, дверей. Его удобно переносить, и даже варить с ним, повесив на плечо. Если новичок будет усердно тренироваться, смотреть видео и пробовать на практике накладывать швы, то станет возможным сварка тонких листов стали. Впоследствии можно усовершенствовать схемы сварочных инверторов, своими руками добавив в них механизм подачи проволоки, барабанное крепление и газовые клапана, чтобы получился полуавтомат. Возможна и переделка под аргоновую сварку.
Необходимые детали и инструменты
Для создания инверторного сварочного аппарата своими руками не обойтись без похода в магазин или на рынок. Собрать его абсолютно бесплатно, из предметов в гараже, невозможно. Но итоговая стоимость будет в три раза дешевле покупки готовой продукции. В сварочниках и их создании применяются:
В сварочниках и их создании применяются:
- набор отверток;
- пассатижи;
- паяльник, для изготовления электрической платы;
- дрель, для отверстий под переключатели и вентиляцию;
- ножовка;
- листовой металл под корпус;
- болты и саморезы;
- приборы и кнопки на панель;
- конденсаторы, транзисторы и диоды;
- медная шина для обмотки;
- провода для соединения всех узлов;
- элементы для сердечника;
- изоляционная бумага и изолента;
- силовые и рабочие кабеля.
Перед тем, как приступить к созданию сварочного инвертора своими руками, схема которого уже должна быть распечатана на бумаге, стоит посмотреть несколько видео от специалистов о пошаговой сборке. Это поможет увидеть наглядно с чем придется столкнуться, и сравнить результат. Далее предоставляется поэтапная инструкция о том, как сделать сварочный инвертор своими руками. Допускаются некоторые отклонения и вариации, в зависимости от того, какой мощности аппарат необходим на выходе, и какие подручные материалы имеются в наличии.
Трансформатор
Электрическая составляющая инвертора начинается с трансформатора. Он отвечает за понижение напряжения до рабочего уровня, безопасного для жизни, и повышения силы тока, до величины способной плавить металл. Прежде всего необходимо выбрать материал для сердечника. Это могут быть заводские стандартные пластины или самодельный каркас из листового железа. Видео в сети помогает увидеть главный принцип этой конструкции, независимо от используемых вариантов.
Сварочные трансформаторы лучше мотать из медной шины, поскольку оптимальные характеристики — это достаточная ширина и небольшое сечение. Такие параметры позволят задействовать все физические ресурсы материала. Но если такой шины нет, то можно воспользоваться проводом другого сечения. Все это влияет на степень нагрева изделия во время работы.
Трансформатор мотается вручную и состоит из двух частей: первичной и вторичной обмоток. Для инвертора своими руками подойдет:
- Феррит 7 х 7. Первичную обмотку создают из провода ПЭВ 0.
 3 мм, который наматывают ровно, виток к витку, 100 оборотов.
3 мм, который наматывают ровно, виток к витку, 100 оборотов. - Следующий слой — это изолирующая бумага. Подойдет лента от кассового аппарата или стеклоткань. Первая сильно темнеет при нагреве, но сохраняет свои свойства.
- Вторичную обмотку наносят в несколько уровней. Первым идет ПЭВ 1.0 мм в 15 оборотов. Поскольку витков мало, их следует распределить по всей ширине равномерно. Их покрывают лаком и слоем бумаги.
- Второй уровень состоит из ПЭВ 0.2 мм в 15 оборотов, с последующей изоляцией, аналогичной предыдущим слоям.
- Заключительный уровень изготавливается из ПЭВ 0.35 в 20 оборотов. Изолировать слои можно и второпластовой лентой.
Корпус
Когда главный элемент инвертора своими руками создан, можно заняться изготовлением корпуса. Ориентироваться можно на ширину трансформатора, чтобы он свободно помещался внутри. От его размеров стоит рассчитать еще 70% требуемого места под остальные детали. Защитный кожух можно собрать из листа стали 0. 5 — 1.0 мм. Углы можно соединить сваркой, болтами, или сделать цельными стороны на гибочном станке (что потребует дополнительных расходов). Понадобится предусмотреть ручку или крепление под ремень для переноса инвертора.
5 — 1.0 мм. Углы можно соединить сваркой, болтами, или сделать цельными стороны на гибочном станке (что потребует дополнительных расходов). Понадобится предусмотреть ручку или крепление под ремень для переноса инвертора.
Создавая корпус стоит предусмотреть легкую разборку и доступ к основным элементам в случае ремонта. Необходимо сделать отверстия на лицевой стороне под:
- переключатели силы тока;
- кнопку питания;
- световые диоды, сигнализирующие о включении;
- разъемы под кабеля.
Магазинные сварочные инверторы красятся порошковым покрытием. В домашнем производстве подойдет обычная краска. Традиционными цветами для сварочных аппаратов являются красный, оранжевый и синий.
Охлаждение
В корпусе нужно просверлить достаточно отверстий для вентиляции. Желательно, чтобы они находились в противоположных сторонах напротив друг друга. Понадобиться и вентилятор. Им может стать кулер из старого компьютера. Устанавливать его нужно работой на вытяжку горячего воздуха.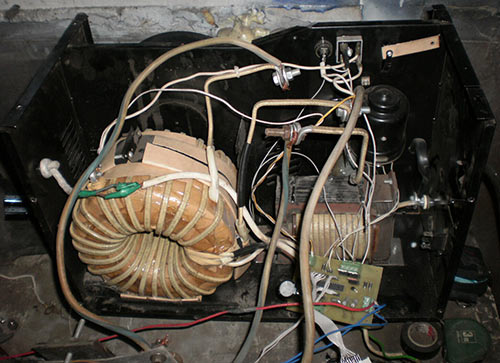 Приток холодного производится через отверстия. Разместить кулер стоит максимально близко к трансформатору, — самому горячему элементу устройства.
Приток холодного производится через отверстия. Разместить кулер стоит максимально близко к трансформатору, — самому горячему элементу устройства.
Преобразование тока
Схема сварочного инвертора обязательно включает диодный мост. Он отвечает за изменение напряжения в постоянное. Пайка диодов осуществляется по схеме «косого моста». Эти элементы тоже подвержены нагреву, поэтому крепить их следует на радиаторы, которые доступны в старых системных блоках. Для их поиска можно обратиться в ремонтные мастерские по компьютерам.
Два радиатора размещаются по краям диодного моста. Между ними и диодами необходимо установить прокладки из термопласта или другого изолятора. Выводы направляются к контактным проводам транзисторов, которые отвечают за возврат тока в переменный, но с повышенной частотой. Соединенные вместе провода должны иметь длину 150 мм. Трансформатор и диодный мост рекомендуется разделять внутренней перегородкой.
В схеме инвертора обязательно наличие конденсаторов, с последовательным соединением. Они отвечают за уменьшение резонанса трансформатора и минимизацию потерь в транзисторах. Последние открываются быстро, а закрываются медленно. При этом появляются потери тока, которые конденсаторы компенсируют.
Они отвечают за уменьшение резонанса трансформатора и минимизацию потерь в транзисторах. Последние открываются быстро, а закрываются медленно. При этом появляются потери тока, которые конденсаторы компенсируют.
Сборка и укомплектовка
После создания всех составляющих устройства можно переходить к сборке. На основание крепится трансформатор, диодный мост, электронная схема управления. Происходит соединение всех проводов. На наружную панель фиксируются:
- переключатели резистора;
- кнопка включения;
- световые индикаторы;
- ШИМ-контроллер;
- разъемы под кабеля.
Держатель и зажим для массы лучше купить готовые, потому что они более безопасные и удобные. Но возможно изготовить держатель и самостоятельно, из стальной проволоки диаметром 6 мм. Когда все детали установлены и подключены, можно приступать к проверке аппарата. Меряется исходное напряжение. При 15V оно не должно показывать выше 100А. Осциллографом тестируется диодный мост. После, испытывается временная пригодность к работе, путем слежения за нагревом радиаторов.
После, испытывается временная пригодность к работе, путем слежения за нагревом радиаторов.
Ремонт своими руками
Для длительной и бесперебойной работы инвертор важно правильно обслуживать. Для этого следует раз в два месяца выполнять продувку от пыли, предварительно сняв кожух. Если аппарат перестал работать, можно самостоятельно выполнить ремонт, посмотрев видео в сети основных поломок и способов устранения.
Что проверяется в первую очередь:
- Напряжение на входе. Если оно отсутствует или недостаточно по величине, то устройство работать не будет.
- Предохранители. При скачке сгорают защитные элементы или срабатывает отключение автоматом.
- Температурный датчик. При повреждении блокирует работу последующих узлов.
- Клеммы контактов и паяные соединения. Разрыв цепи прекращает движение тока и рабочие процессы.
Изучив схемы обычных инверторов, и приобретя необходимые детали, а также просмотрев обучающие видео, можно собрать качественный аппарат для сварки, который очень пригодится хорошему хозяину.
В настоящее время наиболее популярным, функциональным и производительным оборудованием для сварки является сварочный аппарат инвертор.
Для сварки зачастую используют инвертор. Он компактный и удобный в пользовании.
В качестве силовых переключателей в таком оборудовании применяются полевые транзисторы высокой мощности. Это позволило существенно уменьшить размеры и массу агрегата. На рынке доступен большой выбор подобного оборудования. Все доступные модели имеют практически одинаковый принцип действия. Единственным недостатком, который может избавить от желания купить такой агрегат, является его достаточно высокая стоимость. Однако вы можете приложить немного усилий и собрать инвертор своими руками.
Особенности самодельного сварочного аппарата инвертора
Рассматриваемый сварочный аппарат инвертор состоит из следующих основных элементов:
- блока питания;
- драйвера силовых ключей;
- силовой части.
Самодельный сварочный аппарат инвертор будет иметь следующие характеристики:
- максимальное значение потребляемого тока — 32 А;
- ток сварки — не более 250 А;
- сетевое напряжение — 220 В.

Такой сварочный аппарат инвертор сможет без особых проблем варить с использованием электрода диаметром 3-5 мм и длиной дуги до 10 мм. Коэффициент полезного действия самодельного агрегата ничуть не уступает готовым магазинным приборам для сварки.
Вернуться к оглавлению
Подготовка к сборке сварочного аппарата
Для сборки агрегата вам понадобится следующее:
- электротехническая сталь;
- хлопчатобумажная ткань;
- медные провода;
- стеклоткань;
- текстолит.
Для стабилизации напряжения обмотки должны быть выполнены по всей ширине каркаса. Всего в конструкции рассматриваемого сварочного аппарата инвертора будет 4 обмотки:
- первичная — состоит из 100 витков, ПЭВ 0,3 мм;
- три вторичные обмотки — одна на 15 витков (ПЭВ 1 мм), другая — тоже из 15 витков (ПЭВ 0,2 мм), третья — из 20 витков (ПЭВ 0,3 мм).
Плата с блоком питания монтируется отдельно. Между ней и силовой частью будет расположен лист металла. Его необходимо электрически прикрепить к корпусу сварочного аппарата инвертора.
Его необходимо электрически прикрепить к корпусу сварочного аппарата инвертора.
Для управления затворками будут использоваться проводники. Их следует припаять на минимальном расстоянии от транзисторов. Они должны попарно скручиваться друг с другом. Сечение особого значения не имеет. Длина же проводников должна быть не более 15 см.
Перед сборкой сварочного аппарата инвертора нужно внимательно изучить и разобраться в его принципиальной схеме.
Блок питания рассматриваемого агрегата представляет собой традиционный флайбэк. Первичную обмотку блока нужно будет накрыть экранирующей обмоткой. Она делается из такого же провода. Наложенные витки должны полностью перекрыть первичные и иметь с ними одинаковое направление. Между обмотками устраивается изоляция. Ее можно сделать из лакоткани или малярного скотча.
При настройке блока питания сварочного аппарата вам нужно подобрать такое сопротивление, чтобы напряжение, подаваемое на питание реле, составляло 20-25 В. Подберите надежные и мощные радиаторные элементы для входных выпрямителей. Для этой цели отлично подходят модели, которые использовались в старых компьютерах. Их можно недорого купить на радиорынке.
Для этой цели отлично подходят модели, которые использовались в старых компьютерах. Их можно недорого купить на радиорынке.
Схема управления включает всего 1 термический датчик. Он будет размещен внутри корпуса радиатора. На том же радиорынке следует купить ШИМ-контроллер для блока управления. Через его канал регулирования будет осуществляться стабилизация тока в дуге. При помощи конденсатора будет определяться напряжение ШИМ. От самого же напряжения зависит сила тока сварки.
Вернуться к оглавлению
Пошаговая инструкция по сборке сварочного аппарата инвертора
Для обмотки дросселя используйте обмоточный провод.
Прежде всего подготовьте все детали, указанные на принципиальной схеме. Для сборки такого сварочного инвертора можно использовать доступные материалы, которые продаются в любом магазине радиотехники и электроники. Перед тем как использовать детали, удостоверьтесь в их работоспособности.
Подберите готовый дроссель или сделайте его на стальном магнитопроводе. Для изготовления обмотки дросселя используйте провод ПЭВ-2. Нужно сделать 175 витков.
Для изготовления обмотки дросселя используйте провод ПЭВ-2. Нужно сделать 175 витков.
Самые доступные конденсаторы, которые можно использовать для сборки такого сварочного аппарата инвертора, — это конденсаторы К78.
Они широко использовались в старых телеприемниках, поэтому найти их не составит труда. Рабочее напряжение конденсаторов должно быть не меньше 1000 В. Если не удается найти конденсатор с нужным напряжением, используйте несколько элементов, чтобы их общая емкость соответствовала требуемому номиналу.
Для сборки инвертора понадобятся несколько транзисторов.
Купите несколько транзисторов КУ221А небольшой мощности. Не стоит использовать вместо них один мощный транзистор, т.к. из-за этого снизится рабочая частота, а во время проведения сварочных работ будет появляться неприятный громкий звук. Да и неправильно подобранная мощность может привести к тому, что уже очень скоро придется выполнять ремонт оборудования.
При сборке сварочного инвертора выдерживайте требуемые зазоры между обмотками и магнитопроводами. В обмотки заложите пластины из текстолита. Благодаря этому повысится электробезопасность сварочного аппарата и будет обеспечиваться его достаточное охлаждение.
В обмотки заложите пластины из текстолита. Благодаря этому повысится электробезопасность сварочного аппарата и будет обеспечиваться его достаточное охлаждение.
Далее вам нужно прикрепить трансформатор к основанию самодельного сварочного инвертора. Используйте для этого 2-3 скобы. Скобы можно сделать из медной проволоки диаметром от 3 мм. Платы изготавливаются из фольгированного текстолита. Для этого подойдет материал толщиной порядка 0,5-1 мм. В каждой плате следует подготовить 4 узких прорези, благодаря которым будет снижаться нагрузка на выводы диодов.
После того, как Вы вывели ручку тумблера и светодиоды на лицевую сторону, Вы практически получите готовый справочный аппарат.
Все собранные узлы агрегата установите на основание. Его можно сделать из пластины гетинакса. Будет достаточно пластины толщиной 0,5 см. В ее центре нужно сделать круглое окно под вентилятор. Последний обязательно защитите решеткой. Между магнитопроводами должен оставаться воздушный зазор.
Выведите на лицевую сторону основания светодиоды и ручку тумблера, а также зажимы для кабелей и ручку переменного резистора. В результате вы получите практически готовый сварочный аппарат. Эту конструкцию необходимо поместить в кожух из текстолита или винипласта. Стенки кожуха должны иметь толщину от 4 мм. Установите на держатель для электрода кнопку. Ее и подключаемый к ней кабель необходимо надежно изолировать.
Вернуться к оглавлению
Подключение самодельного сварочного аппарата
Готовый сварочный инвертор нужно подключить в сеть или к аккумулятору. Для подключения к аккумулятору используйте зажимы. Обязательно соблюдайте полярность. Черный зажим идет на»-«, а красный — на «+». В случае если между аккумулятором и бортовой сетью агрегата присутствует соединение, его можно не отсоединять. В момент подключения выходов сварочного инвертора с аккумулятором должна появиться искра.
Подключите устройства к розетке. Розетка должна иметь предохранитель или функцию автоматического выключения. В случае необходимости допускается использование удлинителя до 50 м.
В случае необходимости допускается использование удлинителя до 50 м.
Включите кнопку агрегата. Если все нормально, то загорится зеленый светодиод. Он будет гореть зеленым до тех пор, пока напряжение на аккумуляторе не будет выходить за приемлемые границы.
При подключении и использовании самодельного инвертора нужно учитывать еще один очень важный момент. В том случае, если при работе сварочного инвертора на нагрузку напряжение аккумулятора снизится до 10,5 Вт и будет продолжать падать в течение более чем 1 минуты, аппарат автоматически отключится. Это предотвратит полную разрядку аккумулятора и избавит от необходимости его ремонта. Менее продолжительные падения напряжения не навредят ни сварочному аппарату, ни аккумулятору, ни сети.
Благодаря своей мобильности сварочные инверторные аппараты получили широкое применение в быту и на производстве. Они обладают огромными преимуществами по сравнению со сварочными трансформаторными агрегатами для сварочных работ. Принцип действия, устройство и их типовые неисправности должен знать каждый. Не у всех есть возможность приобрести сварочный инвертор, поэтому радиолюбители выкладывают схемы сварочного инвертора своими руками в интернет.
Не у всех есть возможность приобрести сварочный инвертор, поэтому радиолюбители выкладывают схемы сварочного инвертора своими руками в интернет.
Общие сведения
Трансформаторные сварочные аппараты стоят сравнительно недорого и легко ремонтируются из-за их простого устройства. Однако они обладают значительным весом и чувствительны к напряжению питания (U). При низком U производить работы невозможно, так как происходят значительные перепады U, в результате которого могут выйти из строя бытовые приборы. В частном секторе часто бывают проблемы с линиями электропередач, так как в бывших странах СНГ большинство ЛЭП требуют замены кабеля.
Электрический кабель состоит из скруток, которые часто окисляются. В результате этого окисления возникает рост сопротивления (R) этой скрутки. При значительной нагрузке они нагреваются, а это может привести к перегрузке ЛЭП и трансформаторной подстанции. Если подключать сварочный аппарат старого образца к счетчику электроэнергии, то при низком U будет срабатывать защита («выбивать» автоматы).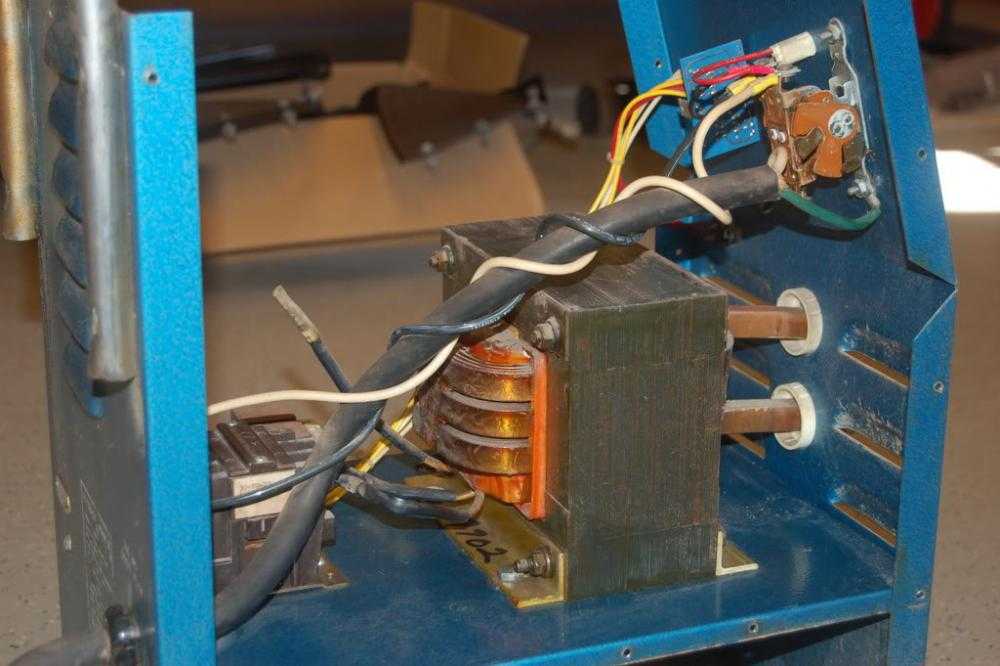 Некоторые пытаются подключить сварочник к счетчику электроэнергии, нарушая закон.
Некоторые пытаются подключить сварочник к счетчику электроэнергии, нарушая закон.
Подобное нарушение карается штрафом: потребление электроэнергии происходит незаконно и в больших количествах. Для того чтобы сделать работу более комфортной — не зависеть от U, не поднимать тяжести, не перегружать ЛЭП и не нарушать закон — нужно использовать сварочный аппарат инверторного типа.
Устройство и принцип действия
Сварочный инвертор устроен так, что подойдет и для домашнего применения, и для работы на предприятии. Он способен при небольших габаритах обеспечить стабильное горение сварочной дуги и даже использовать ток сварки, значительно превышающий показатель обыкновенного сварочного аппарата. Он использует ток высокой частоты для генерации сварочной дуги и представляет собой обыкновенный импульсный блок питания (такой же, как и компьютерный, только с большей силой тока), что и делает схему сварочного аппарата несложной.
Основные принципы его работы следующие: выпрямление входного напряжения; преобразование выпрямленного U в высокочастотный переменный ток при помощи транзисторных ключей и дальнейшее выпрямление переменного U в постоянный ток высокой частоты (рисунок 1).

Рисунок 1 — Схематическое устройство сварочника инверторного типа.
При использовании ключевых транзисторов высокой мощности происходит преобразование постоянного тока, который выпрямляется при помощи диодного моста в высокочастотный ток (30..90 кГц), что позволяет снизить габариты трансформатора. Выпрямитель на диодах пропускает ток только в одном направлении. Происходит «отсечение» отрицательных гармоник синусоиды.
Но на выходе выпрямителя получается постоянное U с пульсирующей составляющей. Для преобразования его в допустимый постоянный ток с целью корректной работы ключевых транзисторов, работающих только от постоянного тока, используется конденсаторный фильтр. Конденсаторный фильтр представляет собой один или несколько конденсаторов большой емкости, которая позволяет заметно сгладить пульсации.
Диодный мост и фильтр составляют блок питания для инверторной схемы. Вход инверторной схемы выполнен на ключевых транзисторах, преобразовывающих постоянное U в переменное высокой частоты (40.![]() .90 кГц). Это преобразование нужно для питания импульсного трансформатора, на выходе которого получается высокочастотный ток низкого U. От выходов трансформатора запитывается высокочастотный выпрямитель, а на выходе генерируется высокочастотный постоянный ток.
.90 кГц). Это преобразование нужно для питания импульсного трансформатора, на выходе которого получается высокочастотный ток низкого U. От выходов трансформатора запитывается высокочастотный выпрямитель, а на выходе генерируется высокочастотный постоянный ток.
Устройство не очень сложное, и любой сварочник-инвертор поддается ремонту. Кроме того, существует множество схем, по которым можно сделать самодельный инвертор для сварочных работ.
Самодельный сварочный аппарат
Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете. Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Для прошивки нужно знать основы языка «С ++», кроме того, возможно скачать или заказать уже готовый программный код. Перед сборкой нужно определиться с основными параметрами сварочника: максимально допустимый ток питания составляет не более 35 А. При токе сварки равной, 280 А, U питающей сети составляет 220 В. Если проанализировать параметры, можно сделать вывод о том, что эта модель по характеристикам превышает некоторые заводские модели. Для сборки инвертора следует руководствоваться блок-схемой на рисунке 1.
Схема БП является несложной, и собрать ее достаточно просто (схема 1). Перед сборкой нужно определиться с трансформатором и найти подходящий корпус для инвертора. Для изготовления БП- инвертора нужен трансформатор. .
Этот трансформатор собирается на основе ферритового сердечника Ш7х7 или Ш8х8 с первичной обмоткой провода диаметром (d) 0,25..0,35 мм, количество витков 100. Несколько вторичных обмоток трансформатора должны иметь следующие параметры:
- 15 витков с d = 1.
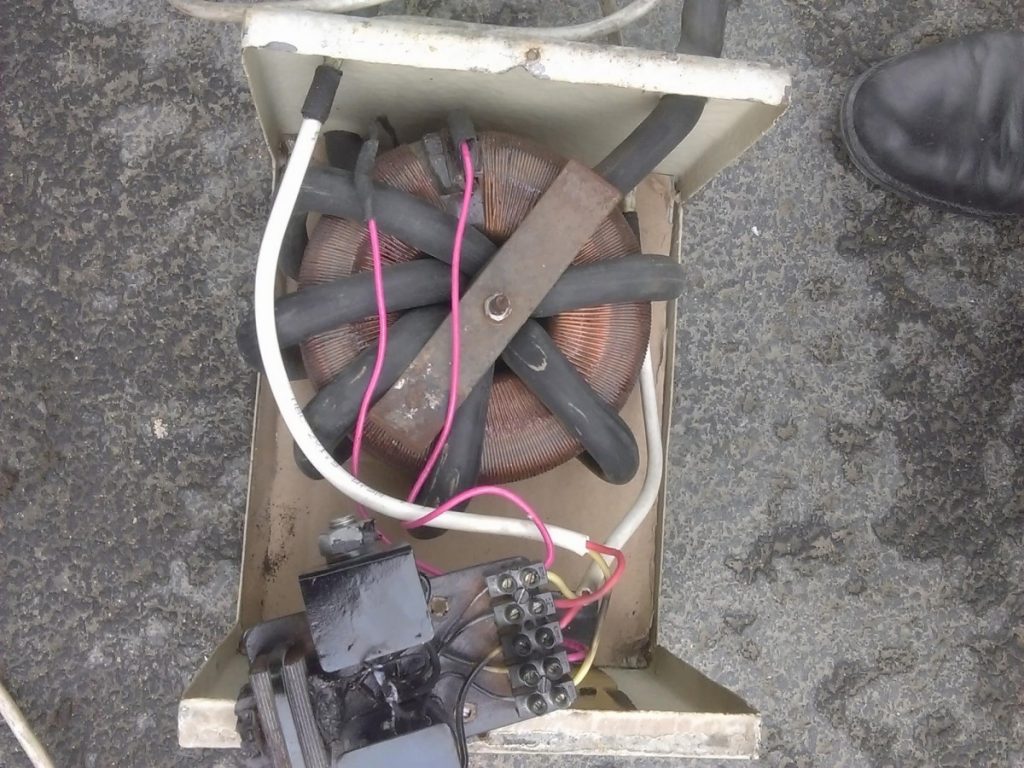 .1,5 мм.
.1,5 мм. - 15 витков с d = 0,2..0,35 мм.
- 20 витков с d = 0,35..0,5 мм.
- 20 витков с d = 0,35..0,5 мм.
Перед намоткой нужно ознакомиться с основными правилами намотки трансформаторов.
Схема 1 — Схема блока питания инвертора
Навесным монтажом детали желательно не соединять, а сделать для этих целей печатную плату. Существует много способов изготовления печатной платы, но следует остановиться на простом варианте — лазерно-утюжной технологии (ЛУТ). Основные этапы изготовления печатной платы:
После изготовления трансформатора и печатной платы нужно приступить к монтажу радиокомпонентов по схеме блока питания сварочного инвертора. Для сборки БП понадобятся радиодетали:
После сборки БП нельзя подключать и проверять, так как он рассчитан именно для инверторной схемы.
Изготовление инвертора
Перед началом изготовления высокочастотного трансформатора для инвертора нужно изготовить гетинаксовую плату, руководствуясь схемой 2. Трансформатор выполнен на магнитопроводе типа «Ш20х28 2000 НМ» с рабочей частотой 41 кГц. Для его намотки (I обмотки) необходимо использовать медную жесть толщиной 0,3..0,45 мм и шириной 35..45 мм (ширина зависит от каркаса). Нужно сделать:
Трансформатор выполнен на магнитопроводе типа «Ш20х28 2000 НМ» с рабочей частотой 41 кГц. Для его намотки (I обмотки) необходимо использовать медную жесть толщиной 0,3..0,45 мм и шириной 35..45 мм (ширина зависит от каркаса). Нужно сделать:
- 12 витков (площадь поперечного сечения (S) около 10..12 кв. мм.).
- 4 витка для вторичной обмотки (S = 30 кв. мм.).
Высокочастотный трансформатор нельзя мотать обыкновенным проводом из-за возникновения скин-эффекта. Скин-эффект — способность высокочастотных токов вытесняться на поверхность проводника, тем самым нагревая его. Вторичные обмотки следует разделить пленкой из фторопласта. Кроме того, трансформатор должен нормально охлаждаться.
Дроссель выполнен на магнитопроводе типа «Ш20×28» из феррита 2000 НМ с S не менее 25 кв. мм.
Трансформатор тока выполняется на двух кольцах типа «К30×18×7» и мотается медным проводом. Обмотка l продевается через кольцевую часть, а II обмотка состоит из 85 витков (d = 0,5 мм).
Схема 2 — Схема инверторного сварочного аппарата своими руками (инвертор).
После успешного изготовления высокочастотного трансформатора нужно осуществить монтаж радиоэлементов на печатной плате. Перед пайкой обработать оловом медные дорожки, детали не перегревать. Перечень элементов инвертора:
- ШИМ — контроллер: UC3845.
- MOSFET-транзистор VT1: IRF120.
- VD1: 1N4148.
- VD2, VD3: 1N5819.
- VD4: 1N4739A на 9 В.
- VD5-VD7: 1N4007.
- Два диодных моста VD8: KBPC3510.
- C1: 22 н.
- C2, C4, C8: 0,1 мкФ.
- C3: 4,7 н и C5: 2,2 н, C15, С16, С17, C18: 6,8 н (только использовать К78−2 или СВВ- 81).
- C6: 22 мк, С7: 200 мк, С9-С12: 3000 мк 400 В, C13, C21: 10 мк, C20, C22: 47мк на 25 В.
- R1, R2: 33k, R4: 510, R5: 1,3 k, R7: 150, R8: 1 на 1 Вт, R9: 2 M, R10: 1,5 k, R11: 25 на 40 Вт, R12, R13, R50, R54: 1 к, R14, R15: 1,5 k, R17, R51: 10, R24, R25: 30 на 20Вт, R26: 2,2 к, R27, R28: 5 на 5Вт, R36, R46-R48, R52, R42-R44 — 5, R45, R53 — 1,5.

- R3: 2,2 k и 10 к.
- К1 на 12 В и 40А, К2 — РЭС-49 (1).
- Q6-Q11: IRG4PC50W.
- Шесть MOSFET-транзисторов IRF5305.
- D2 и D3: 1N5819.
- VD17 и VD18: VS-HFA30PA60CPBF; VD19-VD22: VS-HFA30PA60CPBF.
- Двенадцать стабилитронов: 1N4744A.
- Две оптопары: HCPL-3120.
- Катушка индуктивности: 35 мк.
Перед проверкой схемы на работоспособность нужно еще раз визуально проверить все соединения.
Перед сборкой нужно внимательно ознакомиться со схемой инверторной сварки и приобрести все необходимое для изготовления: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформаторов, медную жесть и провод, продумать дизайн корпуса. Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Дальнейшая настройка
Все силовые элементы схемы должны иметь качественное охлаждение. Транзисторные ключи необходимо «сажать» на термопасту и радиатор. Желательно применять радиаторы от микропроцессоров мощного типа (Athlon). Наличие вентилятора для охлаждения в корпусе обязательно. Схему БП можно доработать, поставив конденсаторный блок перед трансформатором. Нужно использовать К78−2 или СВВ-81, так как другие варианты недопустимы.
После подготовительных работ нужно приступить к настройке сварочного инвертора. Для этого нужно:
Существуют и более совершенные модели сварочников инверторного типа, в силовую схему которых входят тиристоры. Широкое распространение также получил инвертор «Тимвала», который можно найти на форумах радиолюбителей. Он имеет более сложную схему. Подробнее с ним можно ознакомиться в интернете.
Таким образом, зная устройство и принцип работы сварочного аппарата инверторного типа, собрать его своими руками не представляется непосильной задачей. Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.
Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.
Что такое отводы на сварочном трансформаторе? — Полное руководство
Последнее обновление
Сварочный трансформатор является важным элементом оборудования, снижающим напряжение, поступающее от источника питания. Он работает, изменяя переменный ток от розетки до высокой силы тока и тока низкого напряжения, подходящего для сварки.
Напряжение и сила тока, используемые при сварке, регулируются отводами первичной и вторичной обмотки сварочного трансформатора. Чтобы знать, как функционируют отводы в сварочном трансформаторе, необходимо более глубоко понимать принцип работы сварочного трансформатора.
Поэтому будем копать глубже, чтобы узнать, что такое отводы на сварочном трансформаторе. Продолжай читать!
Что такое сварочный трансформатор?
Двухобмоточный трансформатор. Первичная обмотка имеет ответвляющую головку, предназначенную для изменения напряжения зажигания дуги. Кроме того, кнопка крана используется для изменения напряжения холостого хода вторичной стороны. Первичная и вторичная обмотки соединены отдельно с двумя ножками железного сердечника.
Первичная обмотка имеет ответвляющую головку, предназначенную для изменения напряжения зажигания дуги. Кроме того, кнопка крана используется для изменения напряжения холостого хода вторичной стороны. Первичная и вторичная обмотки соединены отдельно с двумя ножками железного сердечника.
Таким образом, трансформатор будет иметь реактор утечки большего размера. Тогда напряжение на клеммах вторичной обмотки сильно упадет при увеличении тока.
Реактор со стальным сердечником включен последовательно в цепь дополнительной обмотки для задания сварочного тока. Если изменить длину воздушного зазора реактора, ток возрастет.
Изображение предоставлено: evgeniy11, Shutterstock
Как работает сварочный трансформатор?
Сварочные трансформаторы работают, изменяя напряжение до напряжения, необходимого для создания сварочной дуги. Время восстановления дуги — это время, необходимое для увеличения напряжения от нуля до напряжения, необходимого для сварки.
Крайне важно поддерживать минимальное время восстановления дуги, чтобы гарантировать стабильность дуги.![]() Если он не остается низким, катод может стать холодным. Это остановит производство достаточного количества ионов и электронов для формирования и удержания дуги.
Если он не остается низким, катод может стать холодным. Это остановит производство достаточного количества ионов и электронов для формирования и удержания дуги.
Одним из способов сокращения времени является увеличение напряжения цепи источника электроэнергии. При более низком максимальном значении напряжения время восстановления дуги значительно меньше. Сварочная цепь должна иметь индуктивность, которая приводит к разнице фаз между переходным током и напряжением.
Отводы помогают изменять напряжение для получения желаемой дуги. Если напряжение низкое, то отводы будут увеличивать ток. Низкое напряжение препятствует формированию предпочтительной дуги, потому что тепло теряется через катод.
Если сила тока достигает 250 ампер, вы можете легко создать дугу. Ему нужно напряжение до 60 вольт. Можно увеличить напряжение до 80 вольт, если ток ниже 70 ампер.
Тем не менее, повышение напряжения представляет угрозу безопасности, а также ослабляет дугу. Это приводит к коэффициенту напряжения холостого хода сварочного трансформатора. В этой ситуации отводы имеют большое значение, поскольку они поддерживают напряжение в пределах ограничений и, следовательно, останавливают любые повреждения. Теперь, когда мы знаем назначение отводов на сварочном трансформаторе, давайте. посмотрите, как устроены эти краны.
В этой ситуации отводы имеют большое значение, поскольку они поддерживают напряжение в пределах ограничений и, следовательно, останавливают любые повреждения. Теперь, когда мы знаем назначение отводов на сварочном трансформаторе, давайте. посмотрите, как устроены эти краны.
Как устроены отводы в сварочном трансформаторе?
Во вторичных обмотках имеются отводы на сварочном трансформаторе, соединенные с вилкодержателем или сильноточной кнопкой. Обычно они используются для снижения напряжения от 15 до 45 вольт. Один конец вторичной обмотки соединен со свариваемыми деталями, а другой — с электродом.
Отводы на сварочном трансформаторе предотвращают проблемы с нагревом за счет минимизации необходимого напряжения. Для изменения тока, используемого при сварке, можно закрепить точки на вторичной катушке. Некоторые сварочные трансформаторы имеют отводы, прикрепленные к вторичной обмотке катушки, чтобы обеспечить нужное напряжение.
Эти ответвители подают полную мощность на клеммы. Многие большие сварочные трансформаторы обычно имеют несколько фазных входов, а меньшие обычно имеют однофазные входы. Когда электрический ток большой, столько тепла вырабатывается во вторичных обмотках. Это связано с сопротивлением между анодом и свариваемыми деталями.
Многие большие сварочные трансформаторы обычно имеют несколько фазных входов, а меньшие обычно имеют однофазные входы. Когда электрический ток большой, столько тепла вырабатывается во вторичных обмотках. Это связано с сопротивлением между анодом и свариваемыми деталями.
Полное сопротивление сварочных трансформаторов обычно выше, чем у обычных трансформаторов. Дуга образуется из-за высокого импеданса. Электрический ток остается в форме волны, а напряжение искривляется в сварочном токе.
Где расположены отводы в сварочном трансформаторе?
Отводы находятся в разных местах на вторичной обмотке. Соединение на последнем слое катушки является основным методом обеспечения отводов. Слой катушки расположен вдали от линии финиша.
Между метчиками с номерами четыре и пять на части метчика в большинстве случаев имеются разрывы. Кроме того, для катушки предлагается перемычка, которая позволяет вам выбрать желаемое напряжение на конкретной заводской табличке.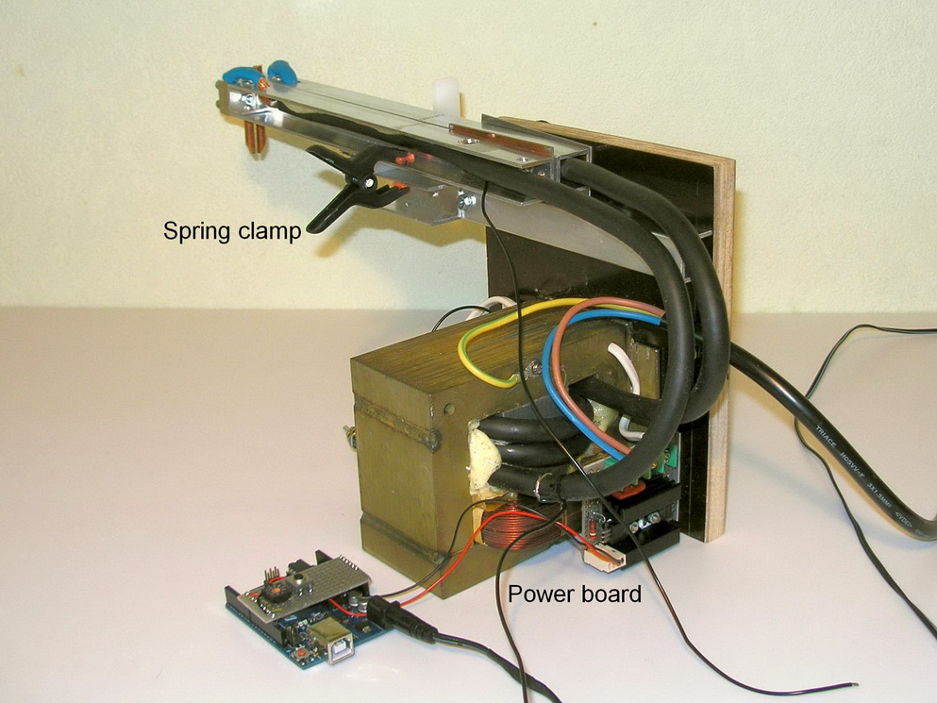
Подключение шлейфа, расположенного на конце вторичной обмотки, без пауз между отводами – еще одна конфигурация отвода. Крайний кран (обычно кран под номером семь) находится недалеко от финиша.
Соединение «звезда» или «треугольник» в этой конфигурации ответвления (на стороне входа) закрыто на ответвлении в соответствии с паспортной табличкой. Эта конфигурация отводов известна как «отводы на конце катушки» или «отводы от линии».
Перемычки ответвлений соединяют два конца катушки. В другой конфигурации перемычки ответвлений соединяют только один конец с клеммой основной фазы. А на фазовой клемме положение отвода совпадает с предпочитаемым вами напряжением.
Конструкции отводов сварочного трансформатора
Конструкции сварочных трансформаторов отличаются различными конфигурациями отводов. Тем не менее, самый нижний отвод всегда присоединяется к максимальному циклу вращения трансформатора. Это приводит к выработке наименьшего напряжения для передачи.
Наименьшее напряжение приводит к меньшему электрическому току и мощности, вырабатываемой сварочным аппаратом. Другие конфигурации ответвителя генерируют более высокое напряжение и ток для контактной сварки.
Вы можете либо сделать петлю, либо припаять клеммы ответвления. Проводник катушки с петлевыми ловушками обычно снимается с изоляции, чтобы создать петлю, соответствующую размеру оборудования. Концы отводов припаяны к катушке в нужном месте.
Надеемся, что теперь вы поняли, что такое отводы в сварочном трансформаторе, и узнали все, что нужно знать о них, и как они работают.
Ознакомьтесь с некоторыми из наших самых популярных постов
- Что такое кузнечная сварка? Тщательное понимание
- Как склеить алюминий без сварки (быстро и просто) Электродная сварка
- : что это такое и как выбрать? (с диаграммой)
Авторы избранных изображений: pinger, Pixabay
- Что такое сварочный трансформатор?
- Как работает сварочный трансформатор?
- Как устроены отводы сварочного трансформатора?
- Где расположены отводы в сварочном трансформаторе?
- Конструкции отводов сварочного трансформатора
Инверторные и трансформаторные сварочные аппараты: пояснение различий
Каждый сварщик хоть раз задумывался над этим, инверторные или трансформаторные сварочные аппараты?
Основное отличие заключается в том, что инверторный сварочный аппарат значительно эффективнее и легче. Но трансформаторные сварочные аппараты более надежны в долгосрочной перспективе и лучше подходят для более суровых условий.
Но трансформаторные сварочные аппараты более надежны в долгосрочной перспективе и лучше подходят для более суровых условий.
Итак, ответ не так прост, как вы думаете. Некоторые сварщики доверяют трансформаторному сварочному аппарату, а другие никогда не откажутся от удобства инверторного сварочного аппарата, несмотря ни на что.
Помимо этого краткого введения существует еще много различий, и в этой статье подробно рассматривается каждая технология, чтобы помочь вам решить, какая из них лучше всего соответствует вашим потребностям.
Inverter vs Transformer Welder: A Quick Overview
| Inverters | Transformers | |
|---|---|---|
| Weight | Low | High |
| Size | Compact | Huge |
| Efficiency | High | Low |
| Duty Cycle | Longer | Shorter |
| Generator Support | Worse | Better |
| Current Output | AC и DC | AC и DC (только с выпрямителем) |
| Advanced Digital Arc Control | Да | Нет |
| Multiple Processes In One Welder | Yes | No |
| Arc Stability | Better | Worse |
| Cost | $$ | $$$$ |
| Технология Возраст | Относительно новый | Старый |
| Срок службы | Шортер | Долго | 43434343434343434343434343434343434343434343434343434343434343434434434343434434434344344343443443443443443434344343434434434434344344343434434434434434434344344344349н. 0013 Сварочные аппараты с трансформаторами 0013 Сварочные аппараты с трансформаторамиПо правде говоря, в каждом сварочном аппарате есть трансформатор, даже в сварочных инверторах. Однако сварщики трансформаторов не используют передовые технологии для уменьшения размера сердечника. Итак, когда мы говорим «трансформаторный» или «трансформаторный сварочный аппарат», мы имеем в виду старую технологию громоздких, тяжелых машин. Что такое сварочный аппарат с трансформаторомТрадиционный сварочный аппарат с трансформатором представляет собой надежную технологию с ограниченным контролем дуги и значительным весом. Поэтому сегодня трансформаторные сварочные аппараты в основном используются в тяжелой промышленности или в качестве стационарных рабочих лошадок в сварочных цехах. Благодаря долговечности трансформатора эти машины могут дожить до ваших внуков. Многие сварочные цеха до сих пор используют такое оборудование, которому более 50 лет. Однако, поскольку их трансформаторный сердечник огромен и тяжел, их трудно перемещать и почти невозможно транспортировать. Краткая история трансформатораПервые сварочные аппараты на основе трансформатора появились в начале 1900-х годов, но эти ранние модели были в основном экспериментальными. Прошло много лет, прежде чем инженерам удалось сконструировать машины с относительно стабильной дугой. Только в 1920-х и 1930-х годах трансформаторные сварщики получили реальное распространение. В то время соединение стали в основном осуществлялось заклепками, газовой сваркой и ковкой. Дуговая сварка стала широко применяться ближе к концу Второй мировой войны. К 1980-м годам почти все выпускаемые аппараты для дуговой сварки были трансформаторными. Таким образом, сварочные аппараты с трансформаторными сердечниками прошли почти сто лет исследований и разработок, что во многом объясняет их надежность. Как работает трансформаторный сварочный аппарат? Сварщики с трансформаторами используют «понижающий трансформатор». Эта простая технология берет высоковольтный ток с малой силой тока и преобразует его в низковольтный ток с большой силой тока. Итак, вход переменного тока высокого напряжения (110В, 220В, 380В и т.д.) с малой силой тока (30А, 40А, 60А и т.д.) становится 17В-45В при 200А-600А. Схема понижающего трансформатора«Сердечник» трансформатора состоит из трех частей:
Сварочные аппараты на основе трансформатора выдают только переменный ток, если они не имеют моста выпрямителей. Связанный чтение : AC VS DC DIFLIDANG Различия Преимущества и недостатки сварщиков трансформаторовPROS
Минусы
Сварочные аппараты с инвертором резко снизить вес машины. Кроме того, инверторные сварочные аппараты могут улучшить качество дуги и обеспечить ценные функции, которые были невозможны со старыми трансформаторными сварочными аппаратами. Что такое инверторный сварочный аппаратИнверторный сварочный аппарат — это сварочный аппарат, в котором используются полупроводниковые электронные компоненты для повышения эффективности преобразования электрического тока. Инверторные сварочные аппараты легкие, портативные и часто не больше вашей коробки для завтрака. Кроме того, инверторные сварочные аппараты часто имеют множество цифровых функций для управления дугой. Они используют аппаратное и программное обеспечение для управления стабильностью дуги, частотой, шириной конуса дуги, профилем валика, начальной и конечной силой тока, балансом переменного тока, потоком защитного газа, прогоранием проволоки, индуктивностью и настройками многих других параметров сварки. Часто сварочные аппараты на инверторной основе включают цифровой дисплей, который помогает вам со всеми настройками, но некоторые современные аппараты на основе трансформатора имеют его. Как работает инверторный сварочный аппарат?Сварочные инверторы работают за счет увеличения частоты входной мощности с 50 Гц до 20 000–100 000 Гц. Для этого высокочастотного тока требуется значительно меньший сердечник трансформатора, чем у старых трансформаторных сварочных аппаратов. В старой технологии трансформатор был рассчитан на использование стандартной частоты переменного тока 50–60 Гц, доступной в настенной розетке. Поскольку в инверторных сварочных аппаратах используются электронные переключатели, которые включают и выключают питание до 1 миллиона раз в секунду, эта технология позволяет инвертору значительно увеличить частоту переменного тока. Таким образом, используя более высокую частоту, инверторные сварочные аппараты «заряжают» сердечник намного быстрее, 100 000 раз в секунду вместо 60 раз в секунду. Это позволяет использовать сердечник меньшего размера без потери выходной мощности, что делает инверторные сварочные аппараты намного более эффективными. Что такое технология IGBT?Биполярные транзисторы с изолированным затвором, или IGBT, представляют собой полупроводниковую технологию с тремя выводами, используемую для высокоэффективного переключения электроэнергии. БТИЗ были разработаны для удовлетворения потребности в синтезе сигналов сложной формы и используются не только в сварочных аппаратах. Вы можете найти системы IGBT в электромобилях, поездах, холодильниках, кондиционерах и т. д. Это второй наиболее широко используемый силовой транзистор в мире. БТИЗ имеют значительное преимущество по сравнению с предыдущими системами MOSFET, особенно в высоковольтных и сильноточных системах сварочных аппаратов. Таким образом, инверторные сварочные аппараты с технологией IGBT более долговечны, чем инверторные сварочные аппараты на основе MOSFET. Преимущества и недостатки сварщиков инверторовPros
Минусы
Инверторный и трансформаторный сварочные аппараты – что лучше?Хотя выбор технологии носит субъективный характер, похоже, что с каждым днем в клуб инверторных технологий вступает все больше сварщиков. Да, инверторные машины первого поколения были не очень надежными. Но сегодня большинство инверторных сварочных аппаратов используют современные технологии. Итак, приобретя сварочный аппарат известного бренда, вы сможете воспользоваться преимуществами современной техники без особых недостатков. Производительность Сварочные аппараты с трансформатором обеспечивают достаточно приличную дугу, но аппараты с инвертором обеспечивают более стабильную дугу с большей консистенцией. Внутренний микроконтроллер управляет IGBT в инверторных сварочных аппаратах, позволяя контролировать дугу в реальном времени. Это обеспечивает надежное постоянное напряжение, более стабильную дугу и позволяет использовать значительно больше функций, о которых мы поговорим позже. Таким образом, инверторные машины обеспечивают более высокую производительность. Профессионалы выигрывают от меньшей очистки после сварки, равномерного провара и стабильного профиля валика. Новичкам выгодна более легкая в управлении дуга. Надежность и ожидаемый срок службы Хотя инверторные сварочные аппараты претерпели значительные улучшения за последние 30 лет, трансформаторные аппараты по-прежнему более надежны. В настоящее время нет инверторного сварочного аппарата старше 30 лет, кроме как в музее. Но это не значит, что инверторные сварочные аппараты ненадежны. На качественные инверторные сварочные аппараты распространяется расширенная гарантия (3 года и более), и большинство из них переживает гарантийный срок. Но сварочные аппараты на основе трансформатора имеют более длительный срок службы. ЗатратыСварочные инверторы были дорогими, когда они только появились. Но сегодня IGBT-аппараты значительно дешевле, чем трансформаторные сварочные аппараты, если только вы не покупаете бывшее в употреблении оборудование. Инверторы сделали сварочное оборудование доступным для всех. То, что раньше стоило несколько тысяч долларов, теперь стоит всего несколько сотен долларов или даже меньше. Конечно, стоимость зависит от множества факторов, таких как марка машины и качество сборки. Но нельзя отрицать влияние инверторов на рынок. Сварочные средыАппараты на основе трансформаторов лучше справляются с запыленными и влажными средами, чем сварочные аппараты на основе инверторов. Они заслужили свою надежную репутацию. Тем не менее, вы должны соблюдать рейтинг безопасности вашего устройства и руководство по эксплуатации. Многие инверторные сварочные аппараты лучше подходят для сомнительных условий, чем трансформаторные. Кроме того, многие старые аппараты на основе трансформаторов не имеют устройства снижения напряжения («VRD»), в то время как качественные инверторные сварочные аппараты MMA имеют его. VRD является важным элементом безопасности при сварке электродом. Он снижает напряжение холостого хода («OCV») до безопасного уровня, чтобы предотвратить случайное поражение оператора электрическим током. Таким образом, вы можете выполнять сварку в неблагоприятных условиях, таких как тесные пространства, высокая влажность и влажные помещения, без риска поражения электрическим током. ЭнергияСварочные инверторные аппараты намного эффективнее старых трансформаторных агрегатов. Они могут выдавать такое же количество энергии, но требуют на 50% меньше входной мощности. Вот почему многие инверторные машины поддерживают стандартную домашнюю розетку 110 В. Например, трансформаторный сварочный аппарат Hobart Ironman 240 требует входа 50 А и 240 В для выхода 200 А. Напротив, для инверторного устройства Eastwood MIG 250 требуется вход 46 А и 240 В для выхода 250 А. Но тот же блок Eastwood выдает 140 А при подключении к розетке 120 В с цепью 20 А. Итак, инверторы намного превосходят по энергоэффективности, обеспечивая большую мощность и часто позволяя использовать 110/115/120В. Портативность и вес Благодаря своему огромному весу трансформаторные сварочные аппараты лучше всего использовать в качестве стационарных в сварочных цехах и на производственных предприятиях. Машины на базе инвертора мобильны, легки и портативны. Кроме того, портативность инверторов позволяет быстро перемещаться на новое рабочее место. Вы можете сваривать в своем гараже или загрузить машину в кузов грузовика, чтобы работать в другом месте. Рабочий циклОбычные сварочные трансформаторы имеют массивный сердечник, который аккумулирует тепло из-за электрического сопротивления. Небольшие трансформаторы в инверторных машинах также нагреваются от сопротивления, но они могут быстро рассеивать это тепло благодаря значительно меньшей массе. Вот почему инверторные сварочные аппараты часто имеют более длительный рабочий цикл, чем старые трансформаторные блоки. Кроме того, небольшие электрические компоненты, такие как печатные платы в инверторных сварочных аппаратах, быстро нагреваются, но их легко охладить. Итак, вы часто увидите инверторные машины с системами вентиляторов и решетками для потока воздуха. На генератореНекоторые генераторы имеют тенденцию выдавать «грязную» мощность, что является причудливым способом сказать, что их выходное напряжение может колебаться. Иногда выходное напряжение генератора может быть достаточно высоким, чтобы повредить чувствительные детали инверторных сварочных аппаратов. Однако вам не о чем беспокоиться, если вы используете качественный генератор. Ищите генератор с суммарным коэффициентом гармонических искажений («THD») ниже 6%. Чем ниже THD, тем меньше возникновение непредсказуемых скачков напряжения от генератора. Таким образом, трансформаторные сварочные аппараты более неприхотливы и не выдерживают никаких повреждений на большинстве современных генераторов. Например, коррекция коэффициента мощности («PFC») автоматически компенсирует скачки напряжения и обеспечивает необходимое напряжение для инвертора. Кроме того, многие производители используют высоковольтные конденсаторы для предотвращения повреждений и позиционируют эти инверторы как безопасные для генераторов. ХарактеристикиМодели на основе трансформатора не могут сравниться с многочисленными функциями, доступными на инверторных сварочных аппаратах. Таким образом, хотя у старых трансформаторных сварочных аппаратов есть свои способы обеспечения основных полезных функций с помощью механических методов, они не могут сравниться с универсальностью инверторов с цифровым управлением. Например, инверторные аппараты для сварки TIG на переменном токе могут выводить сигналы различной формы, такие как прямоугольные, треугольные и мягкие волны. Сварщики трансформаторов ограничены простой синусоидой. Но MIG, FCAW и дуговая сварка также не лишены улучшений. Инверторная технология позволяет выполнять импульсную сварку MIG, что снижает тепловложение и разбрызгивание, обеспечивая при этом высокую скорость наплавки и визуально ошеломляющие сварные швы. Многие инверторные сварочные аппараты имеют «синергический» или «автоматический» режим, который автоматически обновляет скорость подачи проволоки и напряжение в режиме реального времени, что упрощает работу для новичков. Инверторная технология также позволила объединить несколько сварочных процессов в одной машине. Таким образом, вы можете носить с собой сварочный аппарат размером с чемодан, не вспотев, и иметь возможность сварки TIG, MIG, сварки с флюсовой проволокой и MMA на переменном/постоянном токе с двумя входами напряжения. Прекрасным примером этого является аппарат для сварки и плазменной резки Yeswelder MP200 5-в-1. Известные проблемыНе все сварочные аппараты с инвертором могут работать со штучным электродом E6010. Этот целлюлозный электрод используется для сварки труб, сварки в нерабочем положении и соединения ржавой стали. Сварщики трансформаторов не испытывают затруднений с электродом E6010, потому что он имеет высокое OCV, обеспечивая достаточное напряжение для поддержания дуги. Однако большинство инверторных сварочных аппаратов не имеют достаточно высокого OCV или необходимых алгоритмов для эффективного управления дугой с помощью электрода E6010. Итак, если вам нужно использовать этот электрод, ищите инверторные сварочные аппараты, где производитель специально указывает, что сварочный аппарат поддерживает его. Сварочные аппараты на основе трансформатора также имеют одну менее известную оговорку. Так как это в первую очередь стационарные машины, для маневрирования на работе необходимо использовать очень длинные тросы. Это не проблема, если вы используете выход переменного тока. Но поскольку в большинстве сварочных процессов используется выходная мощность постоянного тока (за исключением TIG переменного тока), напряжение будет падать в длинных проводах и ухудшать результаты сварки. Wrapping ItСварочные аппараты на основе инвертора намного проще сваривать благодаря многочисленным полезным функциям. Кроме того, они легкие и портативные. Благодаря низкой стоимости и лучшей стабильности дуги домашние мастера и сварщики-любители получают наибольшую выгоду от инверторных аппаратов. Но профессионалы также получают большую выгоду от более дорогих, высококачественных инверторных машин. Итак, инверторные сварочные аппараты имеют значительное преимущество перед старыми трансформаторными агрегатами. Только вы можете решить, что лучше для вас, исходя из ваших потребностей. Надеемся, что информация в этой статье предоставила вам полезную информацию, которая поможет вам с выбором. Спасибо за чтение! Ссылки https://edisontechcenter.org/Transformers.html Электробезопасность: Ответы по охране трудаОтветы по охране труда Информационные бюллетени Легко читаемый вопрос-ответ информационные бюллетени, охватывающие широкий спектр тем, касающихся здоровья и безопасности на рабочем месте, от опасностей до болезней, эргономики и продвижения по службе. Загрузите бесплатное приложение OSH Answers Поиск по всем информационным бюллетеням: Поиск Введите слово, фразу или задайте вопрос ПОМОЩЬ Что нужно знать об электросварке?Соблюдайте правила электробезопасности, чтобы предотвратить опасность поражения электрическим током. Электроэнергия, используемая при сварке, доступна как:
Никогда не подключайте американский трехфазный источник питания напрямую к канадскому трехфазному входу напряжения. Вы уничтожите трансформатор и, возможно, поранитесь. Убедитесь, что максимальное значение сварочного тока соответствует используемому сварочному электроду. Блоки питания Все блоки питания должны соответствовать рекомендациям, установленным стандартом CSA C22. Каковы общие опасности поражения электрическим током?Поражение электрическим токомЧеловеческое тело проводит электричество. Даже слабые токи могут вызвать серьезные последствия для здоровья. Судороги, ожоги, мышечный паралич или смерть могут возникнуть в зависимости от силы тока, протекающего через тело, его пути и продолжительности воздействия. Национальный институт безопасности и гигиены труда (NIOSH) сообщает, что стандартные рабочие напряжения создают токи, проходящие через тело человека, в миллиамперном (мА) диапазоне (1000 мА = 1 ампер). Расчетное воздействие переменного тока частотой 60 Гц, проходящего через грудную клетку, показано в таблице 1.
*Контакт с током силой 20 миллиампер может привести к летальному исходу. Завершение цепи через тело
Какие меры предосторожности следует предпринять, чтобы предотвратить поражение электрическим током?
Что делать в случае поражения электрическим током?
Документ последний раз обновлялся 18 декабря 2018 г. Добавьте значок на свой веб-сайт или в интранет, чтобы ваши сотрудники могли быстро найти ответы на свои вопросы по охране труда и технике безопасности. Что новогоОзнакомьтесь с нашим списком «Что нового», чтобы узнать, что было добавлено или изменено. Нужна дополнительная помощь?Свяжитесь с нашей информационной линией безопасности 905-572-2981 Бесплатный звонок 1-800-668-4284 Расскажите нам, что вы думаете Как мы можем сделать наши услуги более полезными для вас? Свяжитесь с нами, чтобы сообщить нам. Отказ от ответственностиНесмотря на то, что предпринимаются все усилия для обеспечения точности, актуальности и полноты информации, CCOHS не гарантирует, не гарантирует, не заявляет и не ручается за правильность, точность или актуальность предоставленной информации. CCOHS не несет ответственности за любые убытки, претензии или требования, возникающие прямо или косвенно в результате любого использования или доверия к информации. © Copyright 1997-2022 Canadian Center for Occupational Health & Safety Сварщик трансформаторов в 2021 году? – Welding CentralХотели бы вы придерживаться той же продукции или хотели бы изменить обстоятельства, в которых вы работаете? Transformer Welder — это то, что вам нужно. Будучи сварщиком, вы предпочли бы легкий доступ к изменению напряжения и силы тока в соответствии с вашими требованиями и, очевидно, хотели бы быть хозяином своего собственного выбора. Что ж, всегда лучше, когда у вас есть выбор и широкий простор для работы. Учитывая, что речь идет о сварочных аппаратах, сварочные трансформаторы устанавливаются в сварочных аппаратах с приводом от двигателя, имеющих выходы переменного тока, для преобразования переменного тока в низковольтный ток большой силы во время второй обмотки. Позволяет сварщику выбирать выходной ток. При работе со своими сварочными проектами всегда предпочитает быть гибким с условиями, в которых вы работаете, и метод, который вы используете для завершения сварочного проекта, должен быть в вашей зоне комфорта, это именно то, в чем работают трансформаторные сварщики. Хотя сварочные трансформаторы исчезли из конкуренции на рынке из-за появления инверторов, они не так уж плохи, поскольку в некоторых областях эти трансформаторы работают лучше, чем инверторы. Ведь не стоит забывать и тот факт, что в основу инверторов легли небольшие сварочные трансформаторы. Хотите купить трансформаторный сварочный аппарат в 2020 году? Если вы давно занимаетесь сваркой, возможно, вы работали с трансформаторами и предпочитаете их инверторам. Вы, должно быть, видели много таких статей о трансформаторных сварочных аппаратах в то время, когда они использовались, но сейчас люди больше внимания уделяют инверторам, а не трансформаторам, и постепенно они потеряли свое внимание. Но я решил держать вас в курсе, ребята, и не опасаться, что только инверторы самые лучшие. Вернем славу и доверие народа к сварщикам трансформаторов. Пролистайте вместе со мной эту статью, и я уверен, что смогу полностью изменить ваше представление об этих удивительных механизмах. Содержание Инвертор VS Сварочный аппарат с трансформатором НадежностьЧто касается сварочных аппаратов с приводом от двигателя с трансформатором или инвертором, надежность является основной характеристикой, которую сварщики рассматривают при выборе своей машины. Сварочные аппараты с трансформаторами используются в сварочной промышленности дольше, чем с инверторами, поэтому с каждым годом они становятся лучше. Трансформаторы обеспечивают большую надежность, чем инверторы, поскольку инверторы только что вступили в рыночную конкуренцию. Но разрыв между ними значительно сократился, что заставляет нас снова взвешивать их. УниверсальностьСпособность быстро и легко адаптироваться к множеству различных функций и видов деятельности является слабым местом трансформаторов, и инверторы взяли на себя преимущество. Но они не отставали в какой-то момент, трансформаторы находили решения этой своей слабости, интегрируя в себя некоторые черты инверторов. Качество сваркиОчевидно, что при сварке вы ищете отделку и лучший выход сварного шва. Качество свариваемого материала играет очень важную роль. Поэтому важно получить удовлетворительный сварной шов. Качество зависит от машин, которыми вы управляете. Трансформаторы, хотя и работают только в одном процессе, гарантируют лучшее качество сварки, чем инверторы. Инверторы делали упор в основном на технологию и многопроцессные условия работы, игнорируя качество сварки. Сварщики трансформаторов помнили об этом и успешно зарекомендовали себя в обеспечении наилучшего качества дуги всех времен. ПортативныйМашину всегда должно быть легко переносить с места на место для большего удобства. Инверторы легче и портативнее, чем трансформаторы, что облегчает их транспортировку на рабочее место и, как известно, доставляется на место работы, а не с рабочего места к станку. Но сварщики трансформаторов смогли догнать инверторы в этой области и преуспели в создании легких и портативных, удобных для переноски устройств. Условия работыВам нужна машина, которая хорошо работает в различных условиях. Сварочные трансформаторы хорошо работают в грязных и запыленных суровых условиях, поэтому их можно использовать в грубых условиях, в то время как, с другой стороны, инверторы предназначены для работы в чистых и сухих местах, как правило, в помещении. Если вы хотите работать на открытом воздухе больше часов, трансформаторы лучше, чем инверторы. Несмотря на работу на открытом воздухе, трансформаторы оказались более прочными и имеют значительно более длительный срок службы, чем инверторы. Это показывает, что метод, с помощью которого они были изобретены, не уступает инверторам. НастройкаНастройка аппарата под ваш сварочный генератор – еще один спорный вопрос. Сварочные аппараты-трансформеры просты в эксплуатации по сравнению с инверторами. Он может настроить сварочный аппарат с приводом от двигателя, регулируя настройки самого аппарата в соответствии с условиями работы. Но, переходя к инверторам, ему нужен сварочный аппарат, чтобы помочь им настроить себя. Он также не может включать питание и выбирать правильные настройки для машины, а также не может работать сам по себе. Сварочные трансформаторы контролируют процесс сварки и могут меняться с учетом условий работы. Машина должна быть не только простой в эксплуатации, но и простой в обращении и обслуживании. Сварочные аппараты-трансформеры легко ремонтировать, что делает их недорогими в обслуживании. Поскольку он также развивает технологии инверторов, запчасти для ремонта и замены трансформаторов легко найти где угодно по относительно более низкой цене. Очень низкие затраты на техническое обслуживание и простота в обращении. Так как сварочный аппарат прост в обслуживании и стоит недорого, это делает его привлекательным для многих людей старой закалки, использующих его в своих повседневных сварочных работах. Стоимость Инверторные машины были сильно переоценены из-за методов технологической модернизации, а также были дорогими из-за стоимости компонентов, специализированного производства и использования высокотехнологичных узлов, что делало эти машины значительно более сложными. Сварочные аппараты для трансформаторов имеют долговечные и недорогие детали. Стоимость обслуживания этих машин относительно невелика, что делает их отличным выбором, если вы не хотите выкладывать деньги из своего кармана. Поскольку многие сварщики переходят на более новые инверторы, вы сможете найти более старые трансформаторы по доступной цене. Если вы ищете недорогой сварочный аппарат, который сэкономит вам кучу денег и уложится в ваш бюджет, то сварочные аппараты с трансформатором — это отличная сделка и инвестиция для вас и вашего бизнеса. Итак, мы говорим о ценах, верно? Тогда как я могу упустить эту возможность выдвинуть перед вами лучших сварщиков трансформаторов? Обзоры лучших сварочных аппаратов для трансформаторов Известна тем, что производит трансформаторы всех форм, размеров, функций и характеристик, и специализируется на этой фирме.
Clarke — это профессиональный и классический сварочный аппарат с трансформатором. Доверие и лояльность, которые она завоевала на форумах сварщиков, обусловлены ее высококачественной продукцией, обеспечивающей наилучшие результаты сварки.
Вышеуказанные две модели трансформаторных сварочных аппаратов являются одними из лучших на рынке, они были тщательно изучены и протестированы никем иным, как мной. Тем не менее, все ведущие сварочные бренды имеют свою линейку трансформаторных сварочных аппаратов, и вы можете использовать их. Чем инвертор отличается от трансформаторного сварочного аппарата?Инверторы и трансформаторы считаются одним и тем же и очень часто объединяются. Единственное различие между ними заключается в том, что трансформаторы отвечают за увеличение или уменьшение электричества переменного тока от первичного входа к вторичному выходу и от одного напряжения к другому. Принимая во внимание, что инверторы отвечают за преобразование электричества постоянного тока на входе в электричество переменного тока на выходе. Они преобразуют постоянный ток в переменный. Инвертор с защитным оборудованием Сколько ампер выдает сварочный аппарат с микроволновым трансформатором?Трансформатор СВЧ имеет большой выходной диапазон. Некоторые используют от 700 до 2000 Вт при напряжении 2000 В и 5 ампер. МОТ используют очень высокую силу тока и напряжение, что делает их опасными инструментами. Если вы занимаетесь своими руками и хотите сделать сварочный аппарат с трансформатором для микроволновой печи дома, следуйте этому руководству. ЗаключениеМне кажется, инверторы сильно переоценены. Хотя трансформеры стали теми старыми школами, это не значит, что мы должны хоронить их в могиле. Сварочные аппараты-трансформеры — это классические сварочные аппараты для дуговой сварки, которые актуальны и по сей день, и их предпочитают те, кто давно работает в сварочной отрасли. Новички больше внимания уделяют инверторам только из-за технологического обновления. Здесь я сделал кое-что другое, вместо того, чтобы писать об инверторах, которые завоевали большую популярность, я решил вернуться и вернуть к жизни давно утраченный свет трансформаторов. Я надеюсь, что смог донести до вас свою точку зрения и изменить вашу точку зрения. Изготовитель — инверторное и трансформаторное оборудованиеТехнический директор Forney Industries Джейсон Махью, опубликованный в журнале The Fabricator’s Practical Welding Today, прочитайте отрывок ниже:
Если вы хотите начать гражданскую войну в области сварки , просто спросите у группы специалистов по сварке, что лучше, инвертор или трансформатор. Короткий ответ на этот вопрос: «Это зависит». Однако длинный ответ — это оживленные дебаты о плюсах, минусах и конкретных областях применения машин. Первые трансформаторы были разработаны, когда электричество стало обычным явлением в конце 1800-х годов. Вскоре после этого, в начале 1900-х годов, было обнаружено, что трансформаторы можно использовать в процессе дуговой сварки, который в то время находился в зачаточном состоянии. Во время Первой мировой войны сварка подверглась значительным исследованиям и разработкам из-за того, что она широко использовалась при строительстве стальных кораблей и танков. Учтите, что перед сваркой сталь соединяли заклепками, ковкой, газовой сваркой. В течение 1920-х и 1930-х годов дуговая сварка и источники питания для трансформаторной сварки стали обычным явлением, а по мере роста электросети росла и дуговая сварка. К концу Второй мировой войны в США наблюдался бум сварки и производства. С 19С 30-х по 1980-е годы почти все производимые аппараты для дуговой сварки были трансформаторными, что дало инженерам и производителям более 50 лет на совершенствование конструкции и создание невероятно надежных аппаратов для дуговой сварки. 1980-е годы открыли новую эру технологий, сосредоточенную на электронике, что совпало с растущей популярностью персональных компьютеров. По мере роста индустрии электроники и программного обеспечения инженеры вскоре поняли, что инверторы с программным управлением можно использовать для сварки, открыв новый мир возможностей. Как и в случае с большинством новых технологий, источники сварочного тока на основе инверторов испытали свои трудности в течение 19-го века.90-е. Многие ранние машины страдали от проблем с надежностью и были в центре горячих споров относительно пользовательских интерфейсов, элементов управления, рассеивания тепла и проблем с влажностью. Эти вопросы по-прежнему лежат в основе дебатов о внедрении инверторов. Но к началу 2000-х эти агрегаты стали популярными из-за своей универсальности и способности контролировать дугу. Итак, чем отличаются друг от друга трансформаторы и инверторы? Конечно, в настоящее время инверторы считаются отраслевым стандартом, но некоторые сварщики по-прежнему предпочитают трансформаторы. Надежность. Это горячо спорный вопрос для тех, кто участвует в дебатах между трансформатором и инвертором. В течение почти столетия трансформаторные машины подвергались обширным исследованиям и разработкам для создания надежных и прочных машин. Для сравнения, инверторные машины прожили лишь небольшую часть этого времени — примерно 30 лет, плюс-минус. Можно привести аргумент, что трансформаторные машины более надежны, чем лучшие инверторные машины, но стоит отметить, что разрыв между ними значительно сократился в последние годы. Прошли дни 1990-е годы, когда отказы инверторов были кошмаром. Универсальность. Было время, когда трансформаторная технология сочеталась с инверторной технологией, чтобы создать то, что считалось совершенным сварочным аппаратом. Однако эта технология была слишком сложной и дорогой. Вскоре инженерам стало очевидно, что достижения в области программного обеспечения и электроники открывают новые возможности в мире сварки. Качество дуги. При обсуждении сварочных аппаратов мы не можем игнорировать характеристики дуги и производимые сварные швы. Если вы относитесь к тому типу сварщиков, которые целыми днями сваривают только мягкую сталь, каждый день, вам не нужно смотреть дальше трансформаторного аппарата. Однако мы живем в мире сварки, который требует безупречной сварки в любом положении и на любом материале. В этом требовательном мире инверторы действительно блестят. Поскольку инверторы можно запрограммировать практически на все, мы теперь видим усовершенствованную импульсную дуговую сварку металлическим электродом (GMAW), а также высококвалифицированную дуговую сварку вольфрамовым электродом (GTAW). Перед нами открывается мир с программным обеспечением и передовой электроникой, которые действительно изменили возможности сварочного аппарата. Иногда даже такой посредственный сварщик, как я, выглядит неплохо. Я высоко оцениваю инверторные машины за качество сварки и инновации, но мне по-прежнему нравится, чтобы они были простыми для стали. Стоимость. Последняя переменная, которую обычно обсуждают, — это цена. В прошлом инверторные машины были невероятно дорогими. Высокая цена была обусловлена стоимостью компонентов, затратами на специализированное производство и инженерными затратами. Эти затраты сильно изменились за последние 15 лет, когда инверторы вошли в мир крупносерийного производства электроники. Инверторы становятся менее дорогими, чем машины на основе трансформаторов, хотя они значительно сложнее. При рассмотрении стоимости машины обязательно учитывайте следующее:
Все это сводится к тому, какие трансформаторные или инверторные машины больше подходят для конкретного применения. Следующая диаграмма представляет собой обобщенное мнение, основанное на опыте и большом количестве дискуссий. Инверторные сварочные аппараты сильно изменились за последние 15 лет. Они продолжают улучшаться как по производительности, так и по стоимости, но это не означает, что нам нужно рыть могилу для трансформаторных сварочных аппаратов, поскольку они по-прежнему занимают важное место в нашей отрасли. В конце концов, все сводится к личному взвешенному решению, основанному на многих факторах. В конце концов, выбор за вами. Какая трансформаторная сварка? | Сварочная дугаТрансформатор, размещенный в сварочном аппарате, используется для преобразования высокого напряжения в высокое напряжение Международная электротехническая комиссия и ее национальные коллеги (IET, IEEE, VDE и т. д.) определяют высокое напряжение как свыше 1000 В для переменного тока и не менее 1500 В для постоянного тока . https://en.wikipedia.org › wiki › High_voltage Высокое напряжение – Википедияили, первичное питание, от розетки и это обычно от 208 до 600 вольт, при слабом переменном токе (AC) от 15 до 55 ампер.Какие трансформаторы используются для сварки?Чтобы получить требуемый ток и напряжение, требуется сварочный трансформатор, который преобразует высокое напряжение и малый ток в низкое напряжение и большой ток, т.е. понижающий трансформатор . Почему при сварке используется трансформатор?Назначение трансформатора (или импульсного источника питания) — создать условие КЗ для ТИГ, понизить напряжение и увеличить ток, а также обеспечить некоторую гальваническую развязку от сети, а для больших — преобразовать 3-фазные вход на требуемый выход. Что означает сварочный трансформатор? Сварочные трансформаторы используются в машинах переменного тока для преобразования переменного тока из линии электропередачи в низковольтный ток большой силы во вторичной обмотке . Какой трансформатор используется при сварке переменным током?
Что такое сварочное напряжение?Сварочное напряжение в первую очередь определяет длину дуги, которая представляет собой расстояние между расплавленной сварочной ванной и присадочным металлом проволоки в точке плавления внутри дуги . По мере увеличения напряжения валик сварного шва становится более плоским и имеет увеличивающееся отношение ширины к глубине. Какова мощность сварочного трансформатора? Сварочный источник питания трансформаторного типа преобразует электричество умеренного напряжения и тока средней силы от сети общего пользования (обычно 230 или 115 В переменного тока) в источник питания с высоким током и низким напряжением, обычно от 17 до 45 вольт (разомкнутая цепь) и от 55 до 590 ампер . Сколько типов сварочных трансформаторов существует?Четыре основных типа сварочных трансформаторов : 4. Тип реактора насыщения. Какой трансформатор используется в машине для точечной сварки?Традиционный подход к машинам для точечной сварки заключается в использовании сварочных трансформаторов 50 Гц . Недостаток, связанный с этими трансформаторами, заключается в том, что они тяжелые и громоздкие. Более того, требования к сплавлению возрастают из-за увеличения мощности сварки. Можно ли запустить сварочный аппарат на повышающем трансформаторе?Re: Повышающий трансформатор На самом деле это невозможно из-за требований к питанию сварочного аппарата на 230 вольт . Типичный сварочный аппарат на 230 вольт потребляет около 30 ампер во время сварки. Мощность = 230 вольт x 30 ампер = 6,900 Вт. Сколько существует типов трансформаторов? Существует три основных типа трансформаторов напряжения (ТН): электромагнитные, емкостные и оптические. Какой тип трансформатора используется в сварочном процессе McQ?Объяснение: Сварочный трансформатор — это специальный тип трансформатора, который в основном представляет собой понижающий трансформатор. Сварочный трансформатор имеет высокое реактивное сопротивление как в первичной, так и во вторичной обмотке. Какой электрод используется при дуговой сварке?
Что делает трансформатор? Основная функция трансформатора заключается в повышении или понижении напряжения с первичной на вторичную обмотку . Каковы преимущества сварочных аппаратов трансформаторного типа?Трансформаторы и реакторы инверторной сварочной машины значительно уменьшает размер и вес , соответствующие потери мощности (в основном потери магнитного сердечника и потребление энергии проводников) также будут значительно снижены, эффективная выходная мощность до 82% ~ 93%. В чем разница между трансформаторной сваркой и выпрямительной сварочной машиной?Трансформатор просто повышает или понижает напряжение в сварочной цепи . Генератор – это устройство, которое вырабатывает ток за счет вращения катушки внутри и используется в местах, где предусмотрена опасность поражения электрическим током. Выпрямитель преобразует переменный ток в постоянный. Что такое выпрямительный трансформатор? Выпрямительный трансформатор является связующим звеном между электрической сетью и преобразователем переменного/постоянного тока . Какое входное напряжение у большинства сварочных аппаратов?Основными функциями источника питания являются выделение тепла, достаточного для расплавления соединения и создания стабильной дуги и переноса металла. Так как сварочные процессы требуют больших токов (50-300А) при относительно низком напряжении ( 10-50В ), напряжение сети высокого напряжения (230 или 400В) должно быть снижено с помощью трансформатора. Что лучше сварочный аппарат переменного или постоянного тока? Сварка постоянным током является предпочтительной формой сварки для большинства применений . По сравнению со сваркой на переменном токе, сварка на постоянном токе обеспечивает более плавную сварку, меньшее разбрызгивание и более стабильную дугу. Он также лучше проникает в металл сварного шва, что в большинстве случаев обеспечивает более прочную связь, чем сварка на переменном токе. Как проверить сварочный трансформатор?Подсоедините омметр к проводам линии, которые вы отсоединили от блока управления. Вы должны прочитать ноль омов или «непрерывность» через первичную обмотку трансформатора. Затем подключите омметр между любым выводом линии и вторичной обмоткой трансформатора. Вы должны читать бесконечные омы или «нет непрерывности». Что такое трансформатор переменного тока?Трансформатор переменного тока — это электрическое устройство, которое используется для изменения напряжения в электрических цепях переменного тока . Одно из больших преимуществ переменного тока по сравнению с постоянным для распределения электроэнергии заключается в том, что с переменным током намного проще повышать и понижать уровни напряжения, чем с постоянным. Сколько ампер потребляет сварочный аппарат?90-100 ампер довольно распространен, но вы можете найти меньшие (и большие) сварочные аппараты. Какой тип металла используется в сварочном кабеле?Сварочный кабель и комплекты кабелей Сама проводка обычно изготавливается из меди , тщательно скрученной для обеспечения максимальной гибкости. Как работает электрод при сварке?При сварке электродом контакт между стержневым электродом и заготовкой вызывает зажигание дуги . Это создает короткое замыкание на долю секунды между двумя полюсами, а это означает, что затем может течь ток. Дуга горит между заготовкой и электродом. Это создает необходимое тепло плавления. Что такое обратная полярность при сварке?«Прямая» и «обратная» полярность являются общими терминами для «электрод-отрицательной» и «электрод-положительной» полярности. Сварочные токи с положительной полярностью электрода (обратной) обеспечивают более глубокое проплавление, в то время как отрицательная (прямая) полярность электрода обеспечивает более быстрое плавление и более высокую скорость наплавки. Какое выходное напряжение инверторного сварочного аппарата? Говоря простым языком, инвертор — это электронная система регулирования напряжения. Что такое повышающий трансформатор?Повышающий трансформатор — это трансформатор, который увеличивает напряжение от первичной обмотки к вторичной обмотке, обеспечивая при этом одинаковую мощность при номинальной частоте в обеих обмотках . Он преобразует низкое напряжение и большой ток с первичной стороны в высокое напряжение и малый ток на вторичной стороне трансформатора. Почему в выпрямителе используется понижающий трансформатор? В то время как использование типа трансформатора в выпрямителе зависит от требований к напряжению или от желаемых условий эксплуатации, в основном используется понижающий трансформатор для уменьшения напряжения . Он используется для доведения высокого уровня напряжения переменного тока до разумного значения или желаемого выходного напряжения. Что такое понижающий трансформатор?Понижающий трансформатор имеет больше первичных обмоток, чем вторичная обмотка . Для понижающего трансформатора вторая катушка имеет меньше витков, чем первая, что позволяет снизить напряжение в выходящем электрическом потоке. Какое свойство относится к трансформатору для дуговой сварки?Низкая стоимость эксплуатации и обслуживания . Низкий износ. Что из перечисленного относится к типу трансформатора?Существуют различные типы трансформаторов: Повышающий и понижающий трансформатор, силовой трансформатор, распределительный трансформатор, измерительный трансформатор, включающий трансформатор тока и трансформатор напряжения, однофазный и трехфазный трансформатор, автотрансформатор и т. д. Почему важна скорость движения в сварке? Наряду с напряжением и силой тока, скорость перемещения является одной из трех переменных в дуговой сварке, определяющих количество подводимого тепла. Какой аппарат для дуговой сварки преобразует питание переменного тока в режим сварки постоянным током?Сварочный выпрямитель переменного/постоянного тока : Комплект сварочного выпрямителя используется для преобразования сварочного источника переменного тока в сварочный источник постоянного тока. Что такое OCV для сварки в понижающем трансформаторе?РЕКЛАМА: Сварочный аппарат переменного тока имеет понижающий трансформатор, который получает ток от сети переменного тока. Этот трансформатор понижает напряжение с 220 В до 440 В до нормального напряжения холостого хода 9 В.1016 от 80 до 100 вольт . Какова функция флюса при дуговой сварке? Флюс выполняет следующие функции: для облегчения зажигания дуги и стабилизации . для образования шлака, который защитит и придаст форму сварному шву. для формирования газовой защиты для защиты расплавленного присадочного металла, проецируемого через дуговой промежуток. Видео по темеСтатьи по теме
Уэс Роуз Уэс Роуз — опытный сварщик с более чем 15-летним опытом. Он работал в различных областях сварки, в том числе в автомобилестроении, судостроении и строительстве. Он сертифицированный сварщик и выиграл несколько соревнований по сварке. Уэс увлечен обучением других сварке и любит делиться своими знаниями с другими. |

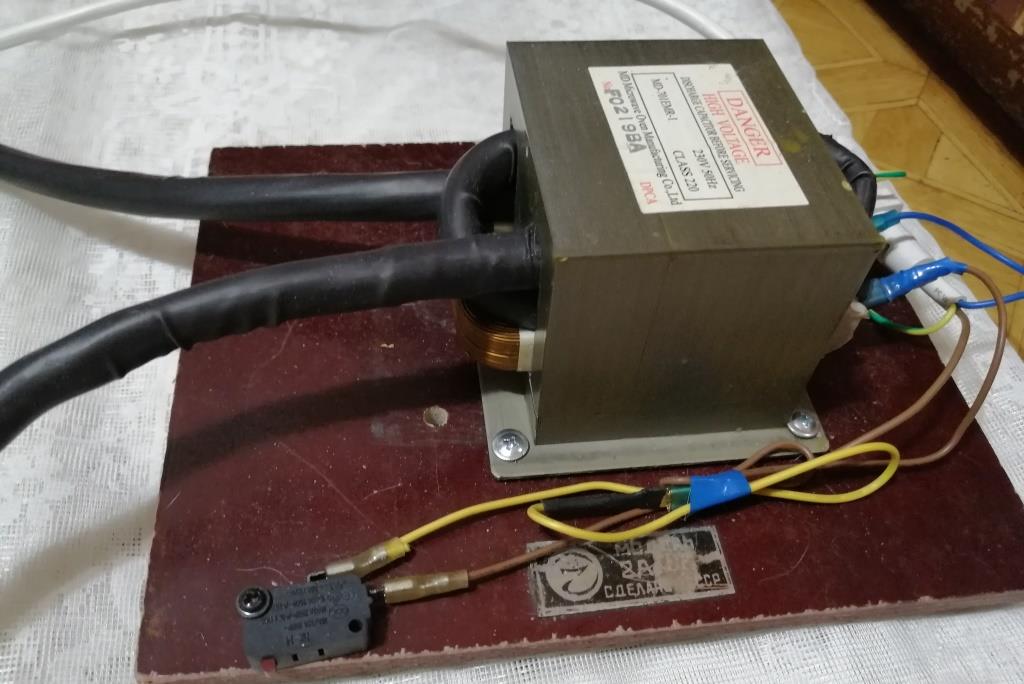 Добавленные выпрямители блокируют одну из двух полярностей переменного тока, оставляя чистый постоянный ток (DC), предпочтительный для большинства типов сварки.
Добавленные выпрямители блокируют одну из двух полярностей переменного тока, оставляя чистый постоянный ток (DC), предпочтительный для большинства типов сварки. Таким образом, цифровое управление не обязательно означает, что сварщик использует инверторную технологию.
Таким образом, цифровое управление не обязательно означает, что сварщик использует инверторную технологию.
 количество цифровых функций для управления дугой
количество цифровых функций для управления дугой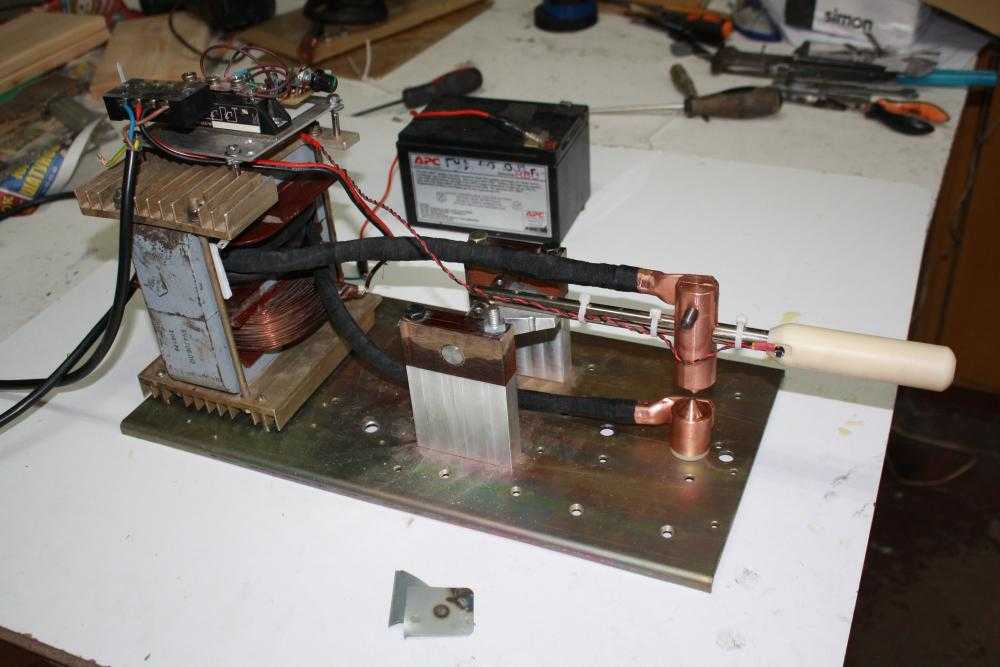 Поскольку трансформаторные машины не могут изменять дугу в режиме реального времени, они подвержены колебаниям напряжения дуги, возникновению дуги и другим проблемам, связанным с дугой.
Поскольку трансформаторные машины не могут изменять дугу в режиме реального времени, они подвержены колебаниям напряжения дуги, возникновению дуги и другим проблемам, связанным с дугой. Тем не менее, по всей территории США используются тысячи 50-летних трансформаторных блоков, и они до сих пор находятся в хорошем состоянии.
Тем не менее, по всей территории США используются тысячи 50-летних трансформаторных блоков, и они до сих пор находятся в хорошем состоянии. Таким образом, производители постепенно отказываются от сварочных аппаратов на основе трансформаторов, и многие бренды больше не поставляют их на коммерческий рынок.
Таким образом, производители постепенно отказываются от сварочных аппаратов на основе трансформаторов, и многие бренды больше не поставляют их на коммерческий рынок. К сожалению, многие сварщики были ранены или погибли при использовании оборудования, отличного от VRD, а старые трансформаторные системы обычно не поддерживают эту меру безопасности.
К сожалению, многие сварщики были ранены или погибли при использовании оборудования, отличного от VRD, а старые трансформаторные системы обычно не поддерживают эту меру безопасности. Нецелесообразно использовать тяжелые, громоздкие машины для работы, требующей мобильности.
Нецелесообразно использовать тяжелые, громоздкие машины для работы, требующей мобильности. Их механические части легко охлаждаются благодаря малой массе. Итак, если вам нужен длительный рабочий цикл, инверторная технология — хороший выбор. Тем не менее, это сильно различается между конкретными моделями. Существуют трансформаторные сварочные аппараты с лучшими рабочими циклами, чем у некоторых инверторов.
Их механические части легко охлаждаются благодаря малой массе. Итак, если вам нужен длительный рабочий цикл, инверторная технология — хороший выбор. Тем не менее, это сильно различается между конкретными моделями. Существуют трансформаторные сварочные аппараты с лучшими рабочими циклами, чем у некоторых инверторов.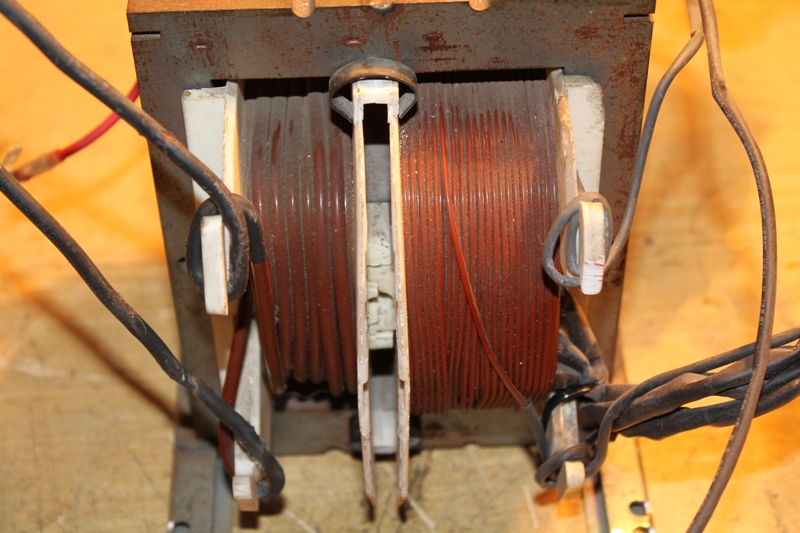 Но многие инверторные сварочные аппараты имеют системы защиты, обеспечивающие их безопасность.
Но многие инверторные сварочные аппараты имеют системы защиты, обеспечивающие их безопасность. Одно только это изменение может значительно улучшить вашу работу. Кроме того, инверторы представили возможность выполнять импульсную TIG, что значительно улучшило результаты при сварке тонкого металла.
Одно только это изменение может значительно улучшить вашу работу. Кроме того, инверторы представили возможность выполнять импульсную TIG, что значительно улучшило результаты при сварке тонкого металла. Кроме того, каждый процесс имеет множество функций для точной настройки, таких как частота и ширина импульса дуги, баланс переменного тока, амплитуда EN/EP, сила дуги, горячий старт, индуктивность, контроль обратного прожига и другие.
Кроме того, каждый процесс имеет множество функций для точной настройки, таких как частота и ширина импульса дуги, баланс переменного тока, амплитуда EN/EP, сила дуги, горячий старт, индуктивность, контроль обратного прожига и другие. Эта информация обычно включается в рекламную брошюру или лист спецификаций.
Эта информация обычно включается в рекламную брошюру или лист спецификаций. Но старая трансформаторная технология заслужила репутацию долговечности. Машины на основе трансформаторов могут работать десятилетиями, поскольку они имеют простую и надежную конструкцию без каких-либо цифровых элементов.
Но старая трансформаторная технология заслужила репутацию долговечности. Машины на основе трансформаторов могут работать десятилетиями, поскольку они имеют простую и надежную конструкцию без каких-либо цифровых элементов. ПОДРОБНЕЕ >
ПОДРОБНЕЕ > Для сравнения, обычный бытовой автоматический выключатель может быть рассчитан на 15, 20 или 30 ампер.
Для сравнения, обычный бытовой автоматический выключатель может быть рассчитан на 15, 20 или 30 ампер.
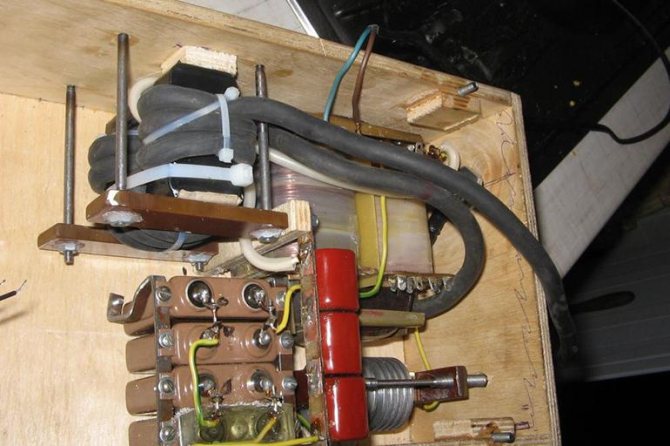
 Просто выключить оборудование недостаточно.
Просто выключить оборудование недостаточно.






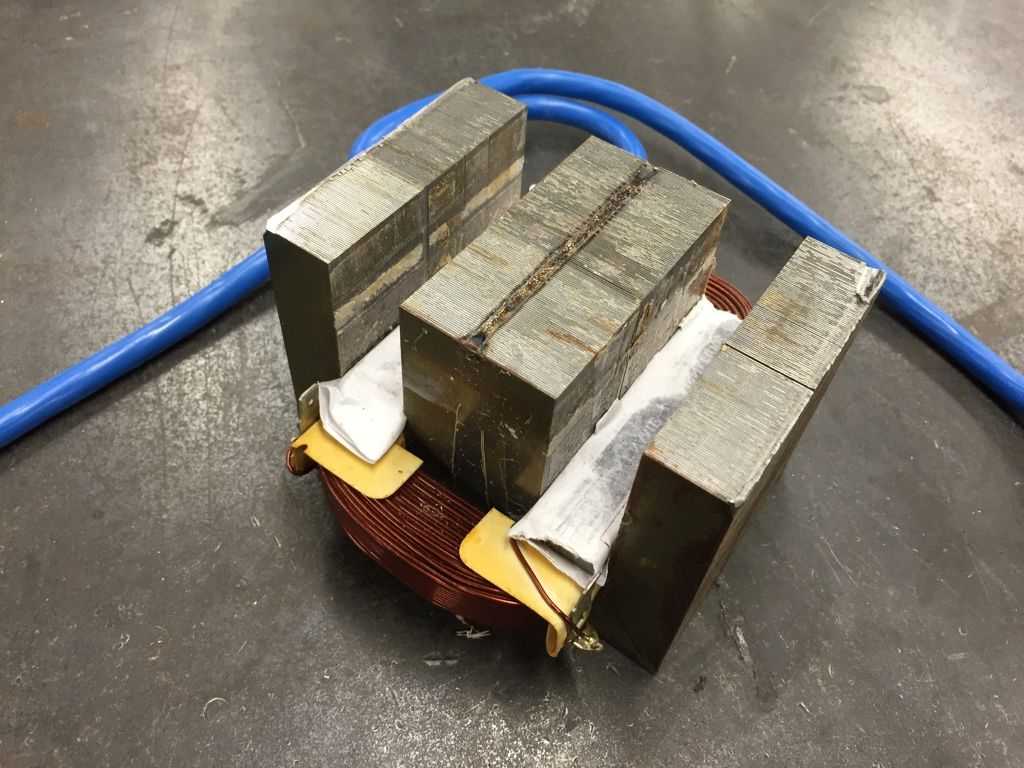
 .
.




 Потребовалось несколько лет, чтобы проработать различные электрические конструкции, чтобы иметь возможность управлять дугой, что также привело к необходимости создания покрытых (или покрытых) электродов для дуговой сварки, процесса, который обычно называют дуговой сваркой защищенным металлом. SMAW) или сварка электродами.
Потребовалось несколько лет, чтобы проработать различные электрические конструкции, чтобы иметь возможность управлять дугой, что также привело к необходимости создания покрытых (или покрытых) электродов для дуговой сварки, процесса, который обычно называют дуговой сваркой защищенным металлом. SMAW) или сварка электродами.
 Давайте сравним.
Давайте сравним. Если у вас есть сомнения по этому поводу, вспомните свой первый компьютер или мобильный телефон и сравните его с тем, что у вас есть сегодня. Такой же переход произошел в эволюции сварочных аппаратов. Теперь вы можете купить инверторные сварочные аппараты, на которых вы можете настроить практически любую электрическую переменную, которую только можно вообразить, с помощью программного обеспечения, чтобы создать непревзойденную универсальность. Инверторные машины также намного легче и портативнее, чем трансформаторные. Преимущество принадлежит инверторам в плане универсальности.
Если у вас есть сомнения по этому поводу, вспомните свой первый компьютер или мобильный телефон и сравните его с тем, что у вас есть сегодня. Такой же переход произошел в эволюции сварочных аппаратов. Теперь вы можете купить инверторные сварочные аппараты, на которых вы можете настроить практически любую электрическую переменную, которую только можно вообразить, с помощью программного обеспечения, чтобы создать непревзойденную универсальность. Инверторные машины также намного легче и портативнее, чем трансформаторные. Преимущество принадлежит инверторам в плане универсальности.
 Хотя определенные производственные и конструктивные изменения помогают инверторам работать в неоптимальных условиях, они по-прежнему не так надежны, как трансформаторные машины для определенных приложений.
Хотя определенные производственные и конструктивные изменения помогают инверторам работать в неоптимальных условиях, они по-прежнему не так надежны, как трансформаторные машины для определенных приложений.



 Трансформатор электромагнитного напряжения представляет собой трансформатор с проволочной обмоткой. Конденсаторный трансформатор напряжения использует емкостной делитель потенциала и применяется при более высоких напряжениях из-за меньшей стоимости, чем электромагнитный ТН.
Трансформатор электромагнитного напряжения представляет собой трансформатор с проволочной обмоткой. Конденсаторный трансформатор напряжения использует емкостной делитель потенциала и применяется при более высоких напряжениях из-за меньшей стоимости, чем электромагнитный ТН. Это делается просто путем регулировки соотношения витков с одной стороны к другой.
Это делается просто путем регулировки соотношения витков с одной стороны к другой. Следовательно, его целью является обеспечить количество фаз, сдвиги напряжения, необходимые для реализации преобразования, и отрегулировать вход выпрямителя для изменения выходного напряжения постоянного тока.
Следовательно, его целью является обеспечить количество фаз, сдвиги напряжения, необходимые для реализации преобразования, и отрегулировать вход выпрямителя для изменения выходного напряжения постоянного тока.
 Покрытие сварочной проволоки может быть изготовлено из неопрена или каучука EPDM, сокращенно от этилен-пропилен-диенового каучука М-класса.
Покрытие сварочной проволоки может быть изготовлено из неопрена или каучука EPDM, сокращенно от этилен-пропилен-диенового каучука М-класса. В случае инверторного сварочного аппарата он преобразует питание переменного тока в более низкое используемое выходное напряжение – например, из 240 В переменного тока в 20 В постоянного тока 9Выход 1021.
В случае инверторного сварочного аппарата он преобразует питание переменного тока в более низкое используемое выходное напряжение – например, из 240 В переменного тока в 20 В постоянного тока 9Выход 1021.
 Важно контролировать скорость движения для обеспечения хорошего провара и предотвращения дефектов .
Важно контролировать скорость движения для обеспечения хорошего провара и предотвращения дефектов .
