
Чертёж стапеля Trommelberg B 19 с деталировкой и спецификацией
- Файлы
- Академическая и специальная литература
- Транспорт
- Автосервис и транспортные предприятия
Автосервис и транспортные предприятия
Автосервис
Положения и инструкции автосервису и транспортным предприятиям
Проектирование предприятий автомобильного транспорта
Транспорт
Авиационная техника
- Авиационные двигатели
Автомобильная и тракторная техника
Автомобильные эксплуатационные материалы
Автосервис и транспортные предприятия
Аэрокосмическая техника
Городской электротранспорт
Грузоведение
Двигатели внутреннего сгорания (ДВС)
-
Железнодорожный транспорт
История авиации и космонавтики
История транспорта
Магистральный транспорт углеводородных ресурсов
Мотоциклетная техника
Организация и управление дорожным движением
Периодика по транспорту
- Подъемно-транспортные машины
Промышленные трубопроводные системы
Судовождение
Судостроение
Техническая эксплуатация автомобилей
Технология и организация перевозок
Транспортная система и управление на транспорте
Транспортное обслуживание и транспортная логистика
Транспортные гидротехнические сооружения
Трубопроводная арматура
Экономика транспорта
- формат cdw
- размер 109.
 4 КБ
4 КБ - добавлен 29 ноября 2011 г.
 4 КБ
4 КБВологодский технический университете, 2011г, 2 чертежа-А1,
спецификация-А4, выполнены на платформе Компас 3D V11.
чертёж- общий вид
чертёж — деталировка
чертёж — спецификация
Смотрите также
Чертеж- формат doc, dwg
- размер 105.37 КБ
- добавлен 20 января 2012 г.
Назначение, принцип действия и расчет приспособления(doc). Представлен чертеж общего вида со спецификацией (формат А2 DWG).
Электронный журнал — Труды МАИ
5. Причины возникновения погрешности взаимного расположения агрегатов ЛА
Причины возникновения погрешностей реализации
процесса следует прежде всего искать в
недостатках тех методов, которые используются
для осуществления работ исследуемого процесса.
Основным методом обеспечения взаимозаменяемости узлов и агрегатов ЛА является плазово-шаблонный метод увязки. Основная идея метода, как известно, заключается в связанном переносе размеров с чертежа на сопрягаемые детали, узлы и агрегаты посредством системы жестких носителей форм и размеров.
Таблица 2
Источники возникновения погрешности при формировании аэродинамических характеристик ЛА
| ╧ | Этапы формирования аэродинамических характеристик | Погрешность |
| 0 | Задание аэродинамических характеристик ЛА | 0 |
| 1 | Определение геометрического облика ЛА | геометрии |
| 2 | Нормирование нивелировочных параметров как взаимного расположения реперных точек на аэродинамических поверхностях агрегатов ЛА | норм |
| 3 | Перенос расположения реперных точек на сборочную оснастку с чертежа (материализация СК агрегата на стапеле) | перенос |
| 4 | Изготовление агрегатов ЛА | изг |
| 5 | Копирование расположения реперных точек со сборочной оснастки на агрегаты (перенос СК со стапеля на агрегат) | стапель |
| 6 | Стыковка агрегатов ЛА | сборки |
| 7 | Контроль взаимного расположения реперных точек | измерения |
К сожалению, сам плазово-шаблонный метод увязки
является причиной возникновения существенных
систематических погрешностей взаимного
расположения агрегатов ЛА. Источником
возникновения этих погрешностей оказывается
процесс копирования размеров с одного жесткого
носителя на другой.
Источником
возникновения этих погрешностей оказывается
процесс копирования размеров с одного жесткого
носителя на другой.
В нижеприведенной таблице отражены источники возникновения погрешности формирования аэродинамических характеристик ЛА.
Суммарная погрешность формирования аэродинамических характеристик ЛА:
= геометрии + норм + перенос + изг + стапель + сборки + измерения.
Этапы с третьего по шестой являются этапами переноса геометрических размеров с чертежа на агрегаты ЛА при использовании плазово-шаблонного метода увязки.
Погрешность действительного взаимного расположения агрегатов ЛА, обусловленная родовым недостатком плазово-шаблонного метода:
пшм = перенос + изг + стапель + сборки.
Ниже на рис. 4
показан процесс переноса копирования размеров с
чертежа ЛА посредством жестких носителей на его
агрегаты.
4
показан процесс переноса копирования размеров с
чертежа ЛА посредством жестких носителей на его
агрегаты.
С теоретического плаза, исходными данными для построения которого являются чертеж изделия, изготавливаются первичные шаблоны ШКК (шаблон контрольно-контурный) или КП (конструктивный плаз). Далее по ним изготовляются производственные шаблоны ШП (шаблон приспособления), ШВК, ШКС, ШМФ (шаблон монтажно-фисирующий) и т.д., а потом и оснастка для изготовления и сборки стыкуемых агрегатов. Каждый этап копирования связан с накоплением погрешности.
Рис. 4. Этапы накопления погрешности
взаимного расположения левого и
правого крыла
при использовании плазово-шаблонного метода
увязки.
Как видно схемы увязки левого и
правого крыла самолета, два стапеля для сборки
крыльев, на первый взгляд идентичные, таковыми,
на самом деле, не являются. Разница между
соответствующими геометрическими параметрами
левого и правого стапеля обусловлена разницей в
шаблонах, которые использовались для
изготовления и монтажа этих стапелей. Тогда при
стыковке крыльев самолета в их взаимное
расположение вносится существенная по величине
систематическая погрешность, обусловленная не
идентичностью левого и правого стапеля. К этой
систематической погрешности при стыковке,
естественно, добавляется и случайная
погрешность, обусловленная случайным характером
распределения внутренних напряжений при силовом
замыкании. Собранные крылья не будут иметь
идентичные относительные расположения внешних
поверхностей обшивок и узлов стыка, что приведет
к появлению дополнительного аэродинамического
момента, снижающего маневренность и
управляемость ЛА.
Разница между
соответствующими геометрическими параметрами
левого и правого стапеля обусловлена разницей в
шаблонах, которые использовались для
изготовления и монтажа этих стапелей. Тогда при
стыковке крыльев самолета в их взаимное
расположение вносится существенная по величине
систематическая погрешность, обусловленная не
идентичностью левого и правого стапеля. К этой
систематической погрешности при стыковке,
естественно, добавляется и случайная
погрешность, обусловленная случайным характером
распределения внутренних напряжений при силовом
замыкании. Собранные крылья не будут иметь
идентичные относительные расположения внешних
поверхностей обшивок и узлов стыка, что приведет
к появлению дополнительного аэродинамического
момента, снижающего маневренность и
управляемость ЛА.
Таким образом, само использование
плазово-шаблонного метода не позволяет
эффективно решать задачи, связанные с повышением
точности обеспечения заданного взаимного
расположения агрегатов ЛА.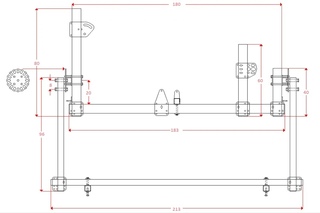
Второй существенный недостаток плазово-шаблонного метода проявляется при контроле геометрических параметров собранных агрегатов.
Суть любой операции контроля заключается в получении информации о величине какого-либо параметра и последующей его оценки - сравнения с некоторым базовым значением показателя или его эталоном.
При контроле геометрических параметров агрегата ЛА в качестве «геометрического эталона» выступает либо непосредственно стапель для сборки агрегата, либо контрольный стапель, который также изготовляется и монтируется с помощью набора взаимоувязанных шаблонов. И контрольный стапель, и сборочный, не могут являться эталонами агрегата, так как изготавливаются и монтируются с использованием шаблонов. Таким образом сборочная и контрольная оснастка, образно говоря, воспроизводит не проектную геометрию, а геометрию шаблонов.
При контроле отклонения размеров
агрегатов ЛА относительно стапеля вносится
неизвестная систематическая погрешность в
определении геометрических параметров агрегата.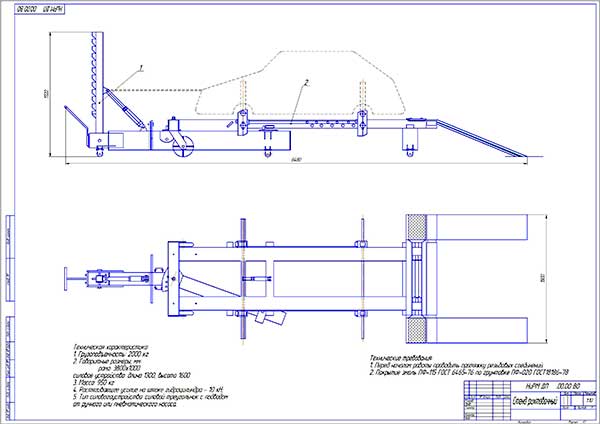 Определение отклонений геометрических
параметров агрегата производится не от
проектных (заданных на чертеже), а от
геометрических параметров стапеля.
Определение отклонений геометрических
параметров агрегата производится не от
проектных (заданных на чертеже), а от
геометрических параметров стапеля.
Поиск решения проблем обеспечения взаимозаменяемости агрегатов и узлов ЛА следует вести в направлении использования методов и средств бесплазовой увязки.
При бесплазовой увязке отпадает необходимость в огромном количестве «промежуточных» шаблонов, то есть тех шаблонов, которые необходимы для переноса размера с чертежа на заготовительную и сборочную оснастку.
При бесплазовой увязке
производственные шаблоны для изготовления и
монтажа оснастки выполняются на станках с ЧПУ.
Программа для станков генерируется на ЭВМ
программными средствами систем компьютерного
проектирования и производства CAD/CAM. Исходными данными являются
электронные чертежи узлов и агрегатов ЛА. В
конечном итоге, общее число необходимых жестких
носителей снижается на два порядка.
6. Выбор метода исследования процесса ТС нивелировки
Исследованием, применительно к системе или явлению, можно считать любое действие, по получению информации о системе или явлении.
По принципам проведения процессы получения информации можно разделить на четыре группы:
- экспериментальные, осуществляемые техническими измерительными средствами;
- расчетные, осуществляемые путем вычислений с помощью вычислительной техники;
- органолептические, основанные на анализе восприятий органов чувств человека без применения технических измерительных средств;
- экспертные, основанные на учете мнений группы специалистов-экспертов.
Как уже отмечалось выше, исследование
размерных связей процесса нивелировки сейчас
осуществляется в значительной степени на основе
экспертных оценок путем анализа статистической
информации, касающейся реализации процесса при
производстве однотипных ЛА. Одним из недостатков
этого подхода является невозможность
оптимизации затрат на реализацию процесса.
Одним из недостатков
этого подхода является невозможность
оптимизации затрат на реализацию процесса.
Расчетным путем исследовать размерные связи
процесса нивелировки, формализуя их размерными
цепями и используя известные методы расчета
размерных цепей нецелесообразно по причине
невысокой точности такого расчета при
значительных погрешностях углового
расположения плоскостей, содержащих звенья
размерной цепи. Основные трудности формализации
размерными цепями пространственных размерных
связей, к которым относятся размерные связи
процесса нивелировки, возникают при
проецировании звеньев размерной цепи на одну
плоскость при неизвестном угле между
плоскостями, в которых они расположены. При
неизвестном угле между плоскостями свести
пространственную размерную цепь к
плоскопараллельной и применить один из методов
расчета размерных цепей практически невозможно.
Для этого необходимо принимать гипотезу об
известном угле между плоскостями, что
существенно снижает точность расчета.
Экспериментальный подход при получении информации об объекте исследования может быть реализован путем проведения либо натурного, либо имитационного эксперимента. Принципиальное отличие натурного от имитационного эксперимента заключается в том, что объектом исследования при натурном эксперименте является реальное изделие или его реальная модель, а при имитационном - абстрактная модель изделия.
Основной недостаток имитационного
эксперимента по сравнению с натурным
заключается в невозможности воспроизведения
моделью всего спектра свойств, которыми обладает
реальный объект. Необходимость исключения из
рассмотрения при проведении имитационного
эксперимента ряда свойств объекта исследования
влечет за собой появление ошибки результатов
имитационного эксперимента. Величина этой
ошибки зависит от степени соответствия модели
реальному объекту. И, безусловно, заключительным
этапом имитационного эксперимента должна быть
проверка достоверности полученных результатов,
то есть степени соответствия результатов
имитационного эксперимента, полученных при
моделировании реальных воздействий на модель,
результатам натурного эксперимента, полученным
при воспроизведении действительных воздействий
на реальный объект.
Если проверка достоверности результатов имитационного эксперимента — положительна, то реализованная имитация натурного эксперимента может быть использована для проведения дальнейших исследований объекта при количественных изменениях уровней воздействий на него.
Хотя имитационное моделирование уступает по точности и достоверности результатов натурному эксперименту, именно имитационное моделирование было выбрано в качестве основного метода исследования размерных связей процесса. Использование натурного эксперимента в данной задаче практически невозможно по причине значительных затрат на его реализацию, связанных с осуществлением огромного количества измерений координат реперных точек на реальном ЛА.
‘Слип, гавань Рейкьявика. 12 августа 1943 г., Томас Хеннелл, 1943 г.
Стапель, гавань Рейкьявика. 12 августа 1943 г.

Изображение опубликовано под лицензией Creative Commons CC-BY-NC-ND (3.0 непортированная)
Лицензия на это изображение
- Художник
- Томас Хеннелл 1903–1945 гг.
- Медиум
- Акварель на бумаге
- Размеры
- Опора: 479 × 635 мм
- Коллекция
- Тейт
- Приобретение
- Представлено Консультативным комитетом военных художников 1946
- № по каталогу
- N05702
Запись в каталоге
N05702 SLIPWAY, REYKJAVIK HARBOUR. 12 АВГУСТА 1943 1943
12 АВГУСТА 1943 1943
Инск. «Т. Хеннелл б.р.
Акварель, 18 7/8×25 (48×63·5).
Представлен Консультативным комитетом военных художников, 1946 г.
Exh: National War Pictures , Национальная галерея, 1945 г., и RA, октябрь – ноябрь 1945 г. (560).
Нарисовано, когда Хеннелл был официальным лицом в Исландии.
Опубликовано в:
Мэри Чамот, Деннис Фарр и Мартин Батлин, Современная британская живопись, рисунки и скульптура , Лондон, 1964, I
Британское военное искусство
Исследовать
- 9Архитектура 0086 (30 960)
- городские пейзажи / искусственные объекты (21 603)
- док-станция(743)
- городов, поселков, деревень (за пределами Великобритании) (13 323)
- Рейкьявик, порт(1)
- Исландия(4)
- транспорт: водный(8,015)
- судовой — неспецифический(325)
Вам может понравиться
Левый Верно
В магазине
Slipway — Etsy Ireland
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность данных пользователей.