
Аргоновая сварка: технология, оборудование, принципы работы
Всем известно о проблемах, возникающих при попытке сварки таких металлов, как медь, алюминий и некоторых других цветных металлов. Стандартная ручная дуговая сварка электродами не даст качественного результата. Связано это, прежде всего с физико-химическими свойствами материалов.
Мастера со стажем прекрасно знают, что альтернативы сварке в защитной среде аргона просто не существует. Следует поближе познакомиться с технологией, так как начинать приобщаться к сварочному процессу целесообразно с изучения ключевых теоретических вопросов. Именно выделение положительных и отрицательных качеств даст более полную картину и сыграет определяющее значение при выборе режима сварки.
Содержание
ToggleОсновные сведения
Прежде чем рассматривать особенности сварки в среде защитного газа, необходимо понять принципы ведения работ. Принципиального отличия аргоновая сварка от сварки MMA не имеет. Зачастую ее даже называют аргонодуговой. Металл сваривается посредством частичного плавления и перемешивания жидкой субстанции с расплавленной присадкой. Но в данном случае весь этот процесс ведется в газовом колпаке, состоящем из аргона. Почему в качестве защитного газа выбирают аргон?
Металл сваривается посредством частичного плавления и перемешивания жидкой субстанции с расплавленной присадкой. Но в данном случае весь этот процесс ведется в газовом колпаке, состоящем из аргона. Почему в качестве защитного газа выбирают аргон?
- Во-первых, это инертный газ, а это значит, что он не вступает в химические реакции.
- Во-вторых, аргон тяжелее воздуха, поэтому оседает в зоне формирования шва.
Среда аргона получается из потока газа, направленного в зону сварки из горелки. Защитная функция газа заключается в том, что он вытесняет атмосферный кислород из зоны, препятствуя образованию окисла металла. В результате наблюдается улучшение качества шва и увеличение темпа сварки. Если бы не было защитного газа, то образовавшийся кислород привел бы к появлению пор и трещин в зоне шва.
Сфера применения аргонной сварки весьма широка. Можно сваривать изделия из титана, этот металл известен своей неприспособленностью к обработке. В качестве расходного материала могут быть использованы плавящиеся электроды, а также неплавящиеся электроды, состоящие из вольфрама. Чаще всего с помощью вольфрамовой проволоки ведут работы по сварке разнородных металлов. Аргоновая сварка может вестись в ручном режиме, полуавтоматическом или автоматическом. Принципиальное отличие режимов заключается в способе подачи присадочной проволоки.
Чаще всего с помощью вольфрамовой проволоки ведут работы по сварке разнородных металлов. Аргоновая сварка может вестись в ручном режиме, полуавтоматическом или автоматическом. Принципиальное отличие режимов заключается в способе подачи присадочной проволоки.
Принято аргонно-дуговую сварку разделять на три вида, в зависимости от типа электродов и способа подачи.
- Ручная сварка выполняется вольфрамовым неплавящимся электродом. Данный материал был выбран неслучайно, так как у вольфрама наиболее высокая температура плавления. Такой режим принято обозначать аббревиатурой РАД.
- Автоматическая сварка вольфрамовым электродом обозначается, как ААД.
- Сварка плавящимися электродами известна, как ААДП.
Сейчас речь не идет о преимуществе одного из режимов. Каждый мастер склонен выбирать тот или иной режим, исходя из технических условий или собственных предпочтений. По международной классификации аргонно-дуговую сварку обозначают аббревиатурой TIG (от Tungsten Inert Gas). Даже на сварочном оборудовании ставят эту маркировку, что свидетельствует о работе инвертора с аргоном.
Даже на сварочном оборудовании ставят эту маркировку, что свидетельствует о работе инвертора с аргоном.
Оборудование
При необходимости сварки цветных металлов в обязательном порядке встанет вопрос приобретения подходящего оборудования. Существует несколько видов инверторов, в зависимости от их функциональных возможностей. При ручной сварке сварщик одной рукой удерживает горелку с электродом, через которую в зону сварки поступает газ, а другой рукой подает проволоку, выполненную в виде прутика и играющую роль присадки.
Оборудование для проведения TIG сварки достаточно громоздкое.
- Во-первых, в корпусе инвертора зачастую устанавливается механизм подачи проволоки.
- Во-вторых, необходимо баллон, в котором содержится инертный газ.
Баллон специальным патрубком соединен с инвертором, то есть, устройство самостоятельно контролирует подачу аргона. В более усовершенствованных моделях проволока подается в автоматическом режиме с помощью специального механизма. Если подача проволоки не просто осуществляется с постоянной скоростью, но и регулируется, такой процесс считается автоматическим. Задача сварщика существенно упрощается, а качество шва повышается.
Если подача проволоки не просто осуществляется с постоянной скоростью, но и регулируется, такой процесс считается автоматическим. Задача сварщика существенно упрощается, а качество шва повышается.
На производстве чаще всего применяется роботизированное оборудование, которое может производить сварку без участия человека. Процессорное управление устройством позволяет вести работы по заранее записанной программе.
В обычных инверторах более дорогого сегмента также предусмотрена работа по одной из выбранных программ, однако требуется оператор, контролирующий процесс сварки и работающий горелкой вручную. Тенденция производителей сводится к тому, чтобы поставлять на рынок недорогие, но функциональные устройства. Зачастую инверторы TIG сочетают в себе возможность работать в режиме MIG и MAG.
Технология
Однозначно, по одной лишь статье научиться качественно варить аргоном практически невозможно. Тем не менее, начать свои познания следует именно с теоретических основ.
На предварительном этапе подготовки следует уделить внимание кромкам свариваемых деталей, их необходимо зачистить и обезжирить. Эта процедура считается обязательной, даже если визуально поверхности готовы к сварке.
В процессе формирования шва необходимо стараться сокращать дугу. Длинная дуга может дать неглубоки и широкий шов. Прочность такого шва невысокая, так как нет полного проплавления металла. Особенно это правило касается работы с вольфрамовым электродом. Укоротить дугу следует, приблизив стержень к зоне сварки.
Однако это не является достаточным условием формирования глубокого шва. Важно соблюдать постоянство направления движения электрода, он должен двигаться продольно.
Еще одно требование связано с локализацией горелки. Ее нельзя выводить из зоны формирования шва. В противном случае вслед за горелкой сместится и аргоновый купол. Это означает, что в сварочную ванну обязательно попадет кислород и в металле образуются поры или трещины. Подача проволоки должна осуществляться с постоянной скоростью. Если потребуется изменить скорость, то делать это нужно плавно, без резких толчков. Резкая смена скорости приведет к разбрызгиванию металла.
Если заводить речь о скорости, то вопрос окажется наиболее актуальным. Даже обладая всеми теоретическими знаниями, начинающие мастера не могут сориентироваться, с какой скоростью вести подачу проволоки. Парадокс заключается в том, что нет строго установленных норм. Положительного результата можно добиться только после ряда экспериментальных попыток.
Мнение эксперта
Багров Виктор Сергеевич
Сварщик высшего 6-го разряда. Считается мастером своего дела, знает тонкости и нюансы профессии.
Обратите внимание на взаимное расположение проволоки и стержня. Присадка должна располагаться впереди неплавящегося электрода, причем под некоторым углом. Только так будет обеспечен ровный шов, а сварочный процесс будет оптимальным.
Начало и конец сварки должны организовываться так, чтобы в зону не попадал атмосферный кислород. В хороших инверторах сначала начинает поступать газ, а затем формируется дуга. В конце процесса после исчезновения дуги газ продолжает некоторое время поступать. Но при отсутствии такой функции рекомендуется сначала подавать газ в зону будущей сварки на протяжении 20 секунд и только после этого следует зажигать дугу. Окончание сварки вручную проводится в следующей последовательности: убирается проволока, выключается горелка. Общее время на завершение процесса составляет 10 секунд. Также рекомендуется постепенно понижать силу сварного тока.
Даже приведенные правила, несмотря на неполный их перечень, говорят о том, что для качественной арноговой сварки нужен определенный опыт. Качество шва проверяется специальным прибором, однако не у каждого сварщика в арсенале найдется подобное устройство. Чаще всего приходится оценивать проплавленность визуально. Если шов получился округлым и выпуклым, то это свидетельствует о его низком качестве.
Особое внимание следует уделить выбору режима сварки. Правильный режим, включающий в себя установленные параметры, является залогом качественной работы. Еще раз напомним, что все тонкости познаются только на личном опыте, но некоторые практические советы позволят быстро научиться настраивать оборудование.
Важнейшими параметрами считаются тип тока и полярность. Их конкретные значения зависят от свойств свариваемого металла. Для стальных деталей предусмотрена прямая полярность при постоянном токе. Сплавы алюминия свариваются при обратной полярности. Сила тока выбирается, исходя из толщины заготовки. Также на выбранное значение оказывает влияние толщина электрода. Все условия приходится учитывать одновременно. Для начинающих мастеров созданы специальные таблицы.
Сплавы алюминия свариваются при обратной полярности. Сила тока выбирается, исходя из толщины заготовки. Также на выбранное значение оказывает влияние толщина электрода. Все условия приходится учитывать одновременно. Для начинающих мастеров созданы специальные таблицы.
- Толщина металла — 0,3 – 0,7 мм, диаметр электрода – 1,6 мм, сила тока – 40 А.
- Толщина металла – 0,8 – 1,2 мм, диаметр электрода – 1,6 мм, сила тока – 80 А.
- Толщина металла – 1,5 – 2 мм, диаметр электрода – 2 мм, сила тока – 120 А.
- Толщина металла – 2,5 – 3,5 мм, диаметр электрода – 3 мм, сила тока – 200 А.
На производстве есть возможность следить еще за одним параметром. он связан с расходом газа. Для получения наиболее качественного результата следует добиться ламинарного течения газа, то есть, его равномерного движения без перемешивания и пульсации.
Достоинства и недостатки
Газовая сварка аргоном не является панацеей. Она, как и любой другой процесс, обладает определенными достоинствами и недостатками. Вопрос стоит в том, что в некоторых случаях недостатки можно свести к минимуму или вовсе их игнорировать.
Вопрос стоит в том, что в некоторых случаях недостатки можно свести к минимуму или вовсе их игнорировать.
К достоинствам можно отнести отсутствие чрезмерно высокой температуры в сварочной ванне. В результате этого детали не деформируются. Применение аргона дает ряд преимуществ.
- Во-первых, газ инертный, поэтому химические реакции полностью исключены.
- Во-вторых, аргон тяжелее воздуха, он опускается вниз, вытесняя атмосферный кислород.
Примечательно то, что при относительно невысокой температуре дуга обладает достаточной тепловой мощностью, поэтому сварка аргоном не только характерна качеством, но и низкими временными затратами. Было отмечено, что сварщик должен обладать определенными навыками. Тем не менее, эти навыки не так сложно получить. Практически каждый желающий может освоить данный процесс. Наконец, явным преимуществом TIG сварки является то, что есть возможность соединить металлы, которые другими способами просто не сварить.
К недостаткам можно отнести тот факт, что на улице при сильном ветре сварку качественно не провести.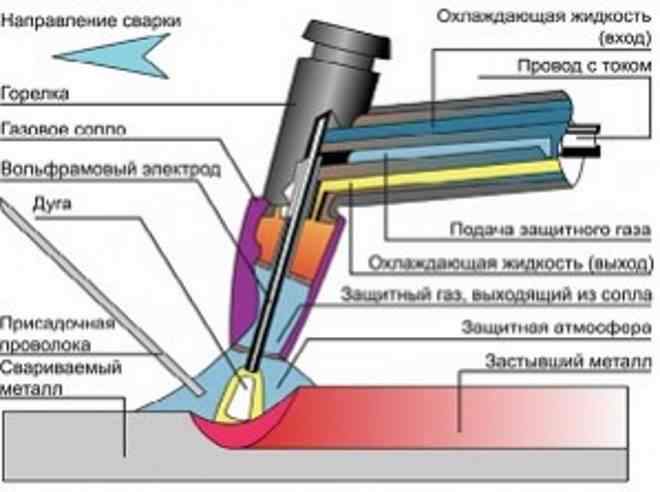 Ветер будет выдувать аргоновый колпак, и в зону шва попадет кислород. Также следует отметить наличие отрицательного результата у новичков. Все ошибки приходится преодолевать самостоятельно. Может потребоваться несколько попыток, прежде чем мастер научится оптимально выбирать режим сварки.
Ветер будет выдувать аргоновый колпак, и в зону шва попадет кислород. Также следует отметить наличие отрицательного результата у новичков. Все ошибки приходится преодолевать самостоятельно. Может потребоваться несколько попыток, прежде чем мастер научится оптимально выбирать режим сварки.
Чем отличается аргоновая сварка от обычной: преимущества и недостатки технологий
- Главная >
- Блог >
- Чем отличается аргоновая сварка от обычной: преимущества и недостатки технологий
13.09.2022
СваркаВремя чтения: 10 минут
Редакция сайта VT-Metall
Сохранить статью:Вопросы, рассмотренные в материале:
- Суть аргоновой сварки
- Виды аргоновой сварки
- Нюансы работы с аргоновой сваркой
- Суть электродуговой (обычной) сварки
- Виды и нюансы электродуговой сварки
Чем отличается аргоновая сварка от обычной, знает далеко не каждый начинающий сварщик. Прежде всего необходимо разобраться в точной и вольной терминологии. Под «обычной» чаще всего подразумевают самый распространенный способ сварки черных металлов – электродуговой. Аргоновая, она же аргоно-дуговая сварка, чаще всего используется при работе с цветметом.
Прежде всего необходимо разобраться в точной и вольной терминологии. Под «обычной» чаще всего подразумевают самый распространенный способ сварки черных металлов – электродуговой. Аргоновая, она же аргоно-дуговая сварка, чаще всего используется при работе с цветметом.
Помимо рабочих материалов, оба вида сварки кардинально отличаются и технологическими процессами. Из нашего материала вы узнаете о слабых и сильных сторонах технологий, их главных отличиях, особенностях работы.
Суть аргоновой сварки
Довольно сложно получить качественный сварной шов при работе с заготовками из таких материалов, как алюминий, медь или цветные металлы. Сложности обусловлены их физико-химическими свойствами. Поэтому при необходимости соединения этих материалов, специалисты используют сварку в защитной аргоновой среде.
Разберемся, чем отличается аргоновая сварка от обычной и как она работает. Разница между ними заключается в том, что аргоновая сварка выполняется с использованием защитной среды инертного газа – аргона.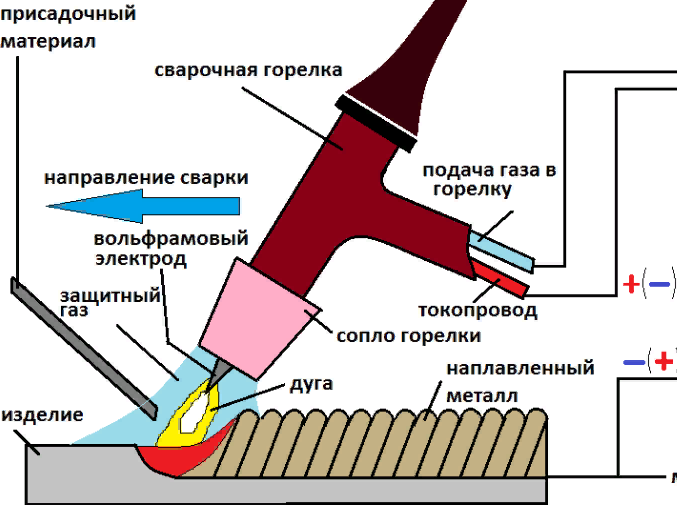 Эта среда представляет собой поток газа, направленного в рабочую зону и предохраняющую ее от негативного воздействия окружающей среды. Аргон не дает металлу окисляться, повышает качество сварного соединения, ускоряет время работы. Попадая в зону сварки, газ вытесняет из нее кислород, вызывающий появление окислов на металле.
Эта среда представляет собой поток газа, направленного в рабочую зону и предохраняющую ее от негативного воздействия окружающей среды. Аргон не дает металлу окисляться, повышает качество сварного соединения, ускоряет время работы. Попадая в зону сварки, газ вытесняет из нее кислород, вызывающий появление окислов на металле.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
В отличие от обычной, аргоновая сварка подходит для работы с титановыми заготовками, при этом можно пользоваться плавящимися и неплавящимися электродами, вольфрамовой проволокой. Последняя подходит для работы с разнородными металлами. Аргоновую сварку, как и обычную, можно выполнять вручную и в автоматическом режиме.
Виды аргоновой сварки
Сегодня для соединения заготовок в защитной среде аргона используют ручную, механизированную, автоматическую и роботизированную технологии.
- Ручная
Отличается ли ручная аргоновая сварка от обычной? Кроме той разницы, о которой говорилось выше, нет. И в том, и в другом случае процесс соединения заготовок (перемещение горелки и подача присадочной проволоки) выполняется вручную. Используют технологию как для сваривания простейших деталей, так и для работы со сложными конструкциями. Недостаток ручной сварки (как аргонной, так и обычной) заключается в низкой производительности труда. Кроме того, сварщику требуется достаточно большой опыт для качественного выполнения работы.
- Механизированная
Иначе эта технология называется полуавтоматической, или сваркой полуавтоматом. Сварщик управляет горелкой вручную, а присадочная проволока подается автоматически. Производительность этой технологии в три раза выше, чем у ручной, к тому же специалисту достаточно невысокой квалификации, чтобы справиться с работой.
 Этот вид соединения заготовок широко используется в судостроении.
Этот вид соединения заготовок широко используется в судостроении.
- Автоматическая
Автоматическая аргоновая сварка схожа с обычной тем, что в обоих случаях детали соединяются без участия сварщика. Для сваривания заготовок используется специальное оборудование. Его специфика напрямую влияет на сложность выполняемой работы, качество и конфигурацию шва. Самыми простыми швами соединяют трубопроводы, именно для их монтажа применяют сварочные автоматы. Это наиболее производительная технология, с помощью которой можно проложить трубопровод даже по дну моря.
Несмотря на то, что непосредственно в процессе соединения деталей сварщики не участвуют, однако настраивают оборудование, готовят его к работе, обслуживают и ремонтируют высококвалифицированные специалисты.
- Роботизированная
Некоторое время назад появилась еще одна технология аргоновой сварки – роботизированная, при которой соединение заготовок на конвейерах выполняется роботами.
 К ее достоинствам относятся высокая производительность работ, а также их низкая себестоимость.
К ее достоинствам относятся высокая производительность работ, а также их низкая себестоимость.
Недостатки технологии заключаются в высокой стоимости оборудования, необходимости найма высококвалифицированных специалистов для настройки и обслуживания роботов. Созданием установок занимаются конструкторы, разработкой программного обеспечения – программисты. И те, и другие должны обладать высочайшей квалификацией. Роботизированная аргоновая сварка используется в автомобилестроении. Экономически эта технология оправдана при больших объемах работы.
Два способа аргоновой сварки
Электродуговая сварка с использованием плавящихся электродов в защитной среде инертного газа (MIG)
Чем отличается аргоновая сварка с плавящимся электродом от обычной? В этом случае сварщик, помимо силы тока и электрода, выбирает скорость подачи присадки и вид инертного газа.
Использование защитных газов, подаваемых в рабочую зону из баллонов высокого давления, повышает стоимость работ. Защитный газ чаще всего представляет собой смесь из 75 % аргона и 25 % углекислого газа. В роли плавящегося электрода выступает намотанная на катушку проволока.
Защитный газ чаще всего представляет собой смесь из 75 % аргона и 25 % углекислого газа. В роли плавящегося электрода выступает намотанная на катушку проволока.
Несмотря на сложности, которые заключаются в необходимости одновременного управления подачей проволоки, газа, силой тока, получаемые в этом случае сварные швы характеризуются высоким качеством. Кроме того, скорость работы выше, чем при использовании ММА.
Начинающим сварщикам легко работать с полуавтоматическими инверторами MIG, поскольку в процессе сварки практически полностью отсутствуют брызги расплавленного металла, в сварном шве не образуются шлаки, вырабатывается небольшое количество дыма. Технология MIG проще ММА, если сравнивать трудозатраты и качество получаемых сварных швов.
Благодаря конструкции пистолета для подачи присадки работа выполняется быстрее. MIG оптимально подходит для сварки тонколистовых металлов. Следует иметь в виду, что поверхность заготовок должна быть тщательно очищена, этим аргоновая сварка отличается от обычной и ММА.![]()
Аргоновая сварка отличается от обычной тем, что ее сложно использовать в условиях открытых площадок. Это связано с риском выдувания ветром из рабочей зоны защитного газа, что отрицательно скажется на качестве шва. Справиться с этим недостатком позволяет специальная сварочная проволока с сердечником из флюса. Ее свойства аналогичны плавящемуся электроду в обмазке. Такую проволоку можно использовать вместо сжиженного газа.
Электродуговая сварка в среде инертного газа с использованием неплавящихся электродов (TIG)
Аргоновая сварка TIG отличается от обычной, ММА и MIG большим числом условий и используемых элементов. Это универсальная технология, позволяющая работать практически с любыми металлами, включая алюминий. Однако она требует от сварщика более высокой квалификации. Кроме того, стоимость работ также выше, чем при других видах. Аргоновая сварка TIG оптимальна для кузовных работ, также с ее помощью соединяют элементы художественной ковки, используют там, где после окончания сварных работ швы не должны быть видны. Получаемые при TIG швы отличаются внешней привлекательностью, особенно для поклонников стиля дизельпанк.
Получаемые при TIG швы отличаются внешней привлекательностью, особенно для поклонников стиля дизельпанк.
Аргоновую сварку с неплавящимся электродом выполняют как на переменном, так и на постоянном токе, сам электрод при этом не сгорает. Это обусловлено входящим в его состав вольфрамом. Так как размер электрода в процессе работы не меняется, сварщику проще контролировать положение руки. Регулировка силы тока осуществляется ножной педалью, поэтому специалисту необходимо точно координировать свои движения.
Эта технология позволяет работать с низкими значениями силы тока, что гарантирует сохранность даже очень тонких заготовок. При выборе низких параметров силы тока необходимо тщательно очистить поверхности свариваемых деталей, а также быть готовым к тому, что сама работа займет больше времени. Аргоновая сварка TIG подходит для соединения изделий из алюминия, который не поддается свариванию с помощью других технологий.
Нюансы работы с аргоновой сваркой
Аргоновая сварка схожа с обычной в том, что для обеих технологий, помимо теоретических знаний, нужны практические навыки. И прежде чем приступать к практике, стоит узнать о нюансах работы в защитной среде инертных газов, чтобы в процессе сварки не допускать ошибок, отрицательно сказывающихся на качестве сварного соединения.
И прежде чем приступать к практике, стоит узнать о нюансах работы в защитной среде инертных газов, чтобы в процессе сварки не допускать ошибок, отрицательно сказывающихся на качестве сварного соединения.
В первую очередь необходимо тщательно очистить и обезжирить края соединяемых заготовок. В этом аргоновая сварка также не отличается от обычной. Очистка нужна даже в том случае, когда визуально поверхность металла не содержит следов загрязнений и коррозии. Саму сварку лучше выполнять на короткой дуге, поскольку при длинной сварной шов будет широким и неглубоким и, как следствие, низкокачественным.
Дуга при использовании аргоновой сварки должна быть короткой, стержень электрода максимально возможно приближен к поверхности металла. Для получения узкого глубокого шва электрод следует перемещать продольно без отклонений в стороны и без поперечных движений. В противном случае качество шва будет хуже.
И присадочная проволока, и электрод должны размещаться исключительно в рабочей зоне, иначе защитные свойства аргона будут нарушены, вследствие чего в сварочную ванну попадет кислород. Подача присадки должна выполняться плавно и равномерно, без рывков. Нарушение этого требования приведет к сильному разбрызгиванию металла и снижению качества сварного шва.
Подача присадки должна выполняться плавно и равномерно, без рывков. Нарушение этого требования приведет к сильному разбрызгиванию металла и снижению качества сварного шва.
Начинающие сварщики испытывают некоторые трудности при определении скорости подачи присадочной проволоки. Единого стандарта скорости не существует, поэтому мастерам придется экспериментировать. Главное правило – присадка должна быть под углом и перед стержнем. При несоблюдении этого требования шов будет неровным, а сам процесс сварки усложнится.
Так как аргоновая сварка от обычной отличается использованием защитного газа, вытесняющего из сварочной ванны кислород, то начало и окончание процесса должно быть плавным, чтобы в рабочую зону не попал воздух. Прежде чем начать работу, следует подавать аргон в область соединения заготовок в течение 20 секунд. Перед окончанием сварки необходимо сначала убрать присадку, а затем, спустя примерно 10 секунд, выключить горелку. В конце работы силу тока нужно уменьшить. Если пренебречь перечисленными требованиями, то в сварочную ванну попадет кислород, снизив качество шва.
Если пренебречь перечисленными требованиями, то в сварочную ванну попадет кислород, снизив качество шва.
Итак, аргоновая сварка отличается от обычной тем, что требует от сварщика больше опыта и терпения. Для оценки готового шва используют такой показатель, как проплавленность. Форма сварного соединения не должна быть выпуклой и округлой, это свидетельствует о недостаточной проплавленности металла. Визуально, конечно, нельзя полноценно оценить качество сварного шва, однако предварительные выводы о результатах работы сварщика сделать можно.
Суть электродуговой (обычной) сварки
Чтобы научиться правильно выполнять аргоновую сварку, потребуется время. Сварщику придется не только изучить суть сварочного процесса, но и ознакомиться с его особенностями и, разумеется, наработать практические навыки. Важно понимать разницу в свойствах различных металлов, разбираться в сварочных аппаратах, выбирая тот, который наилучшим образом удовлетворит потребности специалиста, соответствующим образом оборудовать мастерскую для производства работ, установить и обосновать их стоимость. Ведь независимо от того, отличается ли аргоновая сварка от обычной, и та, и другая могут приносить сварщику прибыль. Конечно, если он решит заниматься этим профессионально.
Ведь независимо от того, отличается ли аргоновая сварка от обычной, и та, и другая могут приносить сварщику прибыль. Конечно, если он решит заниматься этим профессионально.
Остановимся подробнее на нюансах технологий TIG, MIG и STICK – зная особенности, достоинства и недостатки каждой из них, проще выбрать наиболее подходящий вариант.
Аргоновая сварка отличается от обычной тем, что в ней в любом случае используют электрод, присадочную проволоку и инертный газ, выполняющий защитную функцию и повышающий качество сварного шва. Но эти элементы будут различаться в зависимости от применяемой технологии. Так, в разных вариантах аргоновой сварки используют плавящиеся и неплавящиеся электроды, присадочная проволока изготавливается из различных материалов, кроме того, различаются и используемые инертные газы.
Виды и нюансы электродуговой сварки
Наиболее несложной разновидностью является сварка с применением плавящегося электрода. Помимо простоты, это еще и наиболее доступный вариант с финансовой точки зрения.
Помимо простоты, это еще и наиболее доступный вариант с финансовой точки зрения.
Несложность процесса заключается в том, что он требует от сварщика только выбора подходящего электрода и нужной силы тока. Электрическая дуга расплавляет металл электрода, а защитная газовая среда предохраняет сварную ванну от проникновения кислорода, образующегося при сгорании флюса, который покрывает электрод. Защита необходима, так как кислород, вступая в реакцию с металлом заготовки, вызывает его окисление, что негативно отражается на качестве шва.
При наработке определенных навыков сварщик может выполнять различные виды сварочных работ с помощью плавящегося электрода в обмазке. Он подходит даже для неочищенных поверхностей или металлов с признаками окисления. Главное, что должен сделать специалист, – правильно подобрать электрод. В процессе сварки может использоваться как переменный, так и постоянный ток.
Аргоновая сварка отличается от обычной тем, что управлять процессом в данном случае сложнее. При работе образуются искры, шов забивается шлаком, снижающим прочность сварного соединения. Чтобы выполнить сварку хорошо, потребуются значительные усилия. Также эта технология неприменима при работе с алюминием, листовыми металлами и толстыми массивными заготовками.
При работе образуются искры, шов забивается шлаком, снижающим прочность сварного соединения. Чтобы выполнить сварку хорошо, потребуются значительные усилия. Также эта технология неприменима при работе с алюминием, листовыми металлами и толстыми массивными заготовками.
Читайте также
Гибка металла
Как сделать трубогиб: разные способы
Подробнее
Изделия из металла
Металлические ограждения: заборы, барьеры, перила
Подробнее
Свойства металлов
Ювелирный сплав: состав, разновидности, сферы применения
Подробнее
Сварка
Электромуфтовая сварка: требования, область применения, процедура
Подробнее
Сварка
Ручная механизированная сварка: преимущества и особенности
Подробнее
Металлообработка
Отпуск стали после закалки: на что обратить внимание
Подробнее
Металлообработка
Способы рубки металла
Подробнее
Металлообработка
Гидравлический пресс своими руками: материалы, инструменты, этапы изготовления
Подробнее
TIG Welding vs Argon Welding
3 апреля 2023 г. 3 апреля 2023 г.
| 12:23
3 апреля 2023 г.
| 12:23
Если вы подумываете о карьере сварщика или хотите сделать ремонт в доме, важно понимать различные виды сварки. Двумя популярными формами являются TIG и аргонная сварка. Несмотря на то, что у них есть сходство, у них также есть некоторые существенные различия, которые могут сыграть решающую роль в правильном выполнении работы. Давайте разберемся, что отличает эти два метода сварки.
Сварка ВИГ
ВИГ – это инертный вольфрамовый газ, тип дуговой сварки, в котором используется электрический ток между неплавящимся вольфрамовым электродом и заготовкой для создания дуги, выделяющей тепло. Сварка TIG очень универсальна и может использоваться для большинства металлов, включая алюминий, нержавеющую сталь, медные сплавы, латунь, никелевые сплавы и магний. Его часто считают одним из самых сложных сварных швов из-за требований к высокому уровню квалификации. Сварщик должен использовать обе руки по отдельности, чтобы поддерживать стабильную дугу, одновременно контролируя присадочный стержень и управляя горелкой другой рукой.
Аргонная сварка
Аргонная сварка — это еще один тип дуговой сварки, в котором используется электрический ток между электродом и заготовкой. Тем не менее, вместо использования вольфрамового электрода, как при сварке TIG, при аргонной сварке в качестве защитного газа используется углекислый газ или аргон. Газообразный аргон намного дешевле, чем чистый углекислый газ, что делает его более рентабельным для многих проектов. Сварочные аппараты для аргоновой сварки производят гораздо меньше брызг, чем сварщики TIG, и их легче освоить, чем сварки TIG, поскольку они не требуют одновременного нажатия двух отдельных команд управления руками; вместо этого вы контролируете скорость, с которой вы перемещаете резак по заготовке для достижения оптимальных результатов. Это делает аргоновые сварочные аппараты идеальными для начинающих сварщиков, которые только учатся сварке.
Разница между сваркой ВИГ и аргонной сваркой
Преимущества сварки ВИГ
Некоторые преимущества сварки ВИГ включают ее способность производить высококачественный сварной шов, ее универсальность (ее можно использовать для различных металлов) и ее относительно низкую стоимость. Кроме того, TIG-сварка относительно проста в освоении и может выполняться любым человеком, имеющим базовые навыки сварки.
Кроме того, TIG-сварка относительно проста в освоении и может выполняться любым человеком, имеющим базовые навыки сварки.
Преимущества аргонной сварки
Некоторые преимущества аргонной сварки включают ее способность обеспечивать прочный сварной шов, долговечность и коррозионную стойкость. Кроме того, аргонная сварка относительно проста в освоении и может быть выполнена любым человеком, имеющим базовые навыки сварки.
Недостатки сварки ВИГ
К недостаткам сварки ВИГ относятся более низкая скорость (по сравнению с другими типами сварки), отсутствие портативности (требуется доступ к электрической розетке) и необходимость в специальном оборудовании (например, аппарате для сварки ВИГ). Кроме того, сварка TIG может быть более сложной в освоении, чем другие виды сварки.
Недостатки аргонной сварки
Некоторые из недостатков аргонной сварки включают более низкую скорость (по сравнению с другими видами сварки), отсутствие портативности (требуется доступ к электрической розетке) и необходимость специального оборудования (например, аргонного сварочного аппарата).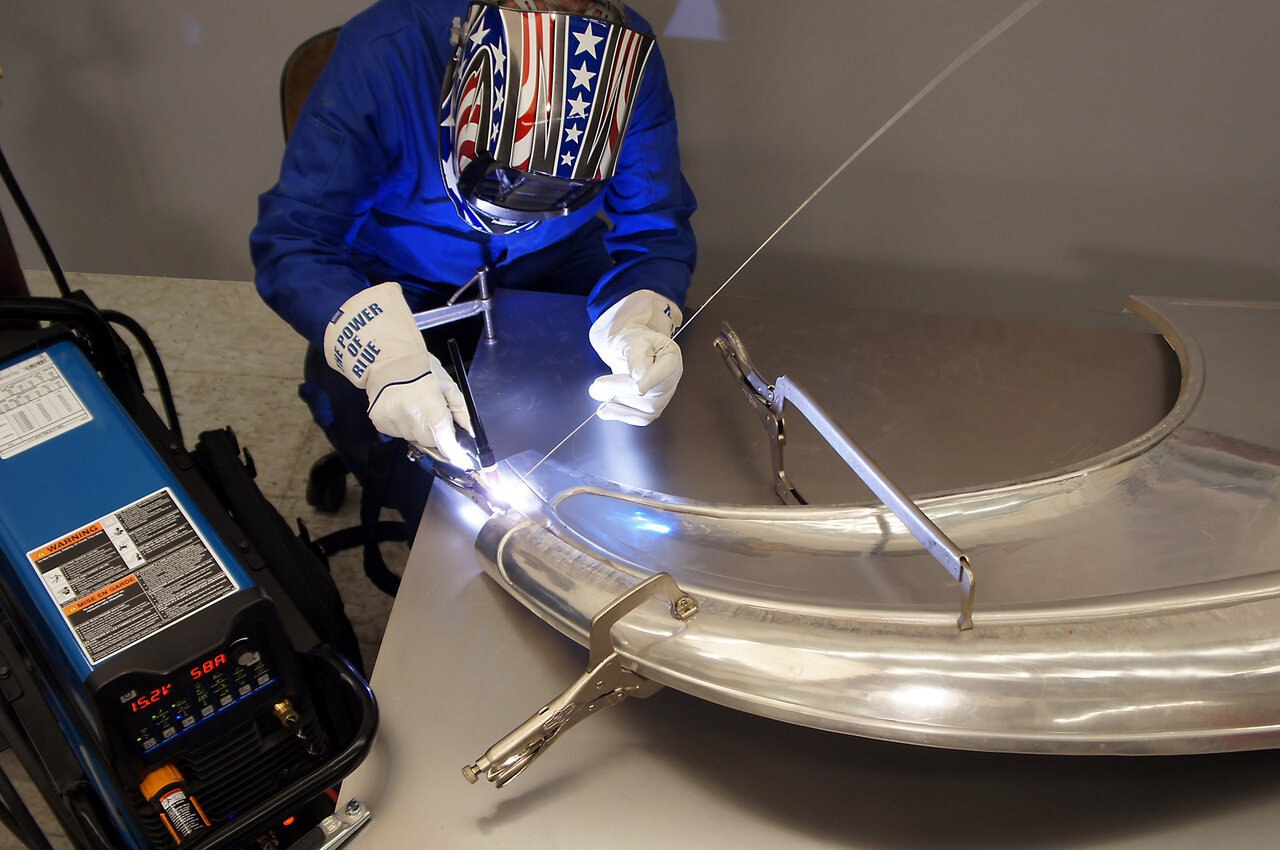 Кроме того, аргонная сварка может быть более сложной в освоении, чем другие виды сварки.
Кроме того, аргонная сварка может быть более сложной в освоении, чем другие виды сварки.
Заключение:
ВИГ и аргонная сварка предлагают уникальные преимущества для конкретных применений, но понимание того, как каждая операция поможет вам выбрать лучший метод для вашего проекта или ремонтных нужд. В целом, если вам нужна точность, то сварка TIG идеальна, а если вам нужно что-то быстрое, то аргонная сварка может лучше подойти для ваших нужд, поскольку она не требует таких навыков или обучения, как TIG. В конечном счете, крайне важно, чтобы вы понимали оба типа сварных швов, чтобы принимать обоснованные решения при выполнении любой работы по металлообработке!
суровый джайн
Pipingmart — это портал B2B, специализирующийся на металлических, промышленных и трубопроводных изделиях. Кроме того, мы делимся последней информацией и информацией о материалах, продуктах и различных типах марок, чтобы помочь предприятиям, которые занимаются этим бизнесом.
Почему при сварке используется аргон?
Автор: Liam Bryant
Аргон используется при сварке в качестве защитного газа для защиты сварочной ванны от атмосферных загрязнений, таких как кислород и азот. Его инертные свойства предотвращают химические реакции с расплавленным металлом, в результате чего получаются более чистые и прочные сварные швы с минимальным окислением, пористостью и разбрызгиванием.
Его инертные свойства предотвращают химические реакции с расплавленным металлом, в результате чего получаются более чистые и прочные сварные швы с минимальным окислением, пористостью и разбрызгиванием.
Газ обеспечивает удаление из помещения других, более опасных газов, а также защищает самих сварщиков от возможных несчастных случаев. По этой причине все больше сварщиков предпочитают использовать аргон для удовлетворения своих потребностей в газе.
Чтобы узнать больше о том, что делает аргон лучшим средством защиты от газов, я рассмотрю более важные вопросы в пунктах ниже. Продолжим вопрос, почему при сварке используется аргон.
Содержание
ToggleИтак, почему аргон используется при сварке?
Приварить один кусок металла к другому — немалый подвиг. Это включает в себя точные условия для правильного соединения сварного шва. Аргон делает свое дело разными способами.
Этот газ очень хорошо выполняет свою функцию защитного агента. Экстремальные уровни нагрева во время сварки привлекают другие элементы, которые смешиваются с электродом и центральным металлом. Эти элементы могут повредить сварной шов и сделать его опасным для сварщика, если они допущены к зоне сварки.
Экстремальные уровни нагрева во время сварки привлекают другие элементы, которые смешиваются с электродом и центральным металлом. Эти элементы могут повредить сварной шов и сделать его опасным для сварщика, если они допущены к зоне сварки.
Газ аргон стабилизирует дугу сварочной горелки, удерживая при этом другие газы, прежде чем они смогут нанести какой-либо ущерб. В конце концов, стабильная дуга обеспечивает чистый сварной шов.
Какие свойства делают аргон полезным при сварке?
Приведенные ниже свойства аргона, несомненно, позволят вам увидеть, что делает этот газ настоятельно рекомендуемым защитным агентом.
Аргон — благородный инертный газ
Что интересно в значении слова «аргон», так это то, что оно означает «без работы». Этот газ неактивен или инертен. Он будет отрицательно реагировать только при довольно смягчающих обстоятельствах.
Нетоксичный газ
Нетоксичный защитный газ идеально подходит для сварочных работ в энергетике, пищевой промышленности и производстве напитков. Газ Аргон широко используется именно по этой причине.
Газ Аргон широко используется именно по этой причине.
Негорючий
Сварка требует очень высоких температур для соединения одного материала с другим. Аргон имеет высокий порог для интенсивного нагрева, что способствует наилучшему сварному шву.
Газ предотвращает окисление
Аргон также закрывает эту часть сварочного металла от кислорода. Зона сварки не ржавеет за время, необходимое сварщику для латания.
Низкая химическая активность
Низкая химическая активность означает, что этот конкретный газ не вызовет неблагоприятной химической реакции между собой и окружающими элементами. Стабилизирует эту закрытую атмосферу для сварщика.
Как используется аргон при сварке?
Газ аргон при сварке используется в качестве защитного газа. Аргон герметизирует сварной шов в защитной атмосфере для безопасности.
Две основные процедуры сварки, которые значительно выигрывают от использования аргона. Это сварка TIG и сварка MIG.
Это сварка TIG и сварка MIG.
Сварка ВИГ
Аргон в основном используется при сварке ВИГ. Профессионалы используют этот газ, поскольку сварка TIG представляет собой более продвинутый уровень сварки. Сварка TIG, или сварка вольфрамовым электродом в среде инертного газа, получила свое название от вольфрамового электрода, с которым она работает.
Сварочная горелка для сварки TIG имеет настройку предварительной и последующей подачи и газовый диффузор для аргона. Первая упомянутая настройка запускает подачу газа, даже если вы еще не начали сварку.
Вы можете нажать на педаль или щелкнуть выключателем, чтобы включить газ. Первоначальный поток газа освобождает поверхность от любого загрязняющего вещества.
Диффузор начинает работать. Обычно это большая часть горелки TIG с первичным отверстием. Это гарантирует, что газ сам выстрелит в нужную точку.
Сварка TIG известна тем, что почти весь аргон используется для защиты рабочей поверхности.
Сварка MIG
Сварка металлов в среде инертного газа (сокращенно MIG) применяет нагретый электрод с помощью сварочного пистолета в сварочной ванне. Этот процесс является одним из основных навыков, которые вы можете развить, используя аргон в качестве сварщика.
Газовый диффузор здесь меньше, чем в сварочном пистолете TIG. Диффузор находится под соплом пистолета, с несколькими отверстиями по бокам. Цель не такая прямая, как у другого оружия.
Сварка MIG не имеет настройки предварительного потока, вместо этого он фокусируется на настройке после потока для своих проектов. Эта настройка предназначена для конца сварного шва. Он остается над зоной сварки некоторое время после сварки. Это гарантирует, что готовый сварной шов безопасен в обращении, пока сварщик запечатывает то, что осталось.
Сварка MIG не использует полностью аргон в процессе сварки. Используется смесь углекислого газа и аргона. Сварщики добавляют в смесь только меньший процент аргона, так как это помогает дуге оставаться стабильной.
Что такое защитные газы?
Защитные газы, которые используют сварщики, представляют собой большинство, если не все, инертные газы. Защитные газы предназначены для защиты поверхности, с которой работает сварщик.
Тип газа существенно изолирует электрод, который использует сварщик, и зону сварки от потускнения окружающими загрязнениями. Эти загрязнения могут в конечном итоге мешать сварному шву, делая его неровным или слабым.
Аргон — не единственный доступный защитный газ на рынке. Другие эффективные защитные газы помогают коллегам-сварщикам в выполнении их обязанностей, например:
- Водород
- Кислород
- Гелий
- Азот
- Углекислый газ
Al Альтернативные сварочные газы
Сварщики используют в своей работе другие газы. Они также используют реактивные газы или газы, которые вступают в реакцию, чтобы помочь формированию сварного шва. Помимо защитного типа, инертные и химически активные газы подразделяются на следующие категории:
Нагревательные газы
Нагревательный газ используется для разогрева зоны сварки до того, как сварщик что-либо сделает.