Абразивы и шлифование – что нужно знать?
- метизы +7 (495) 232-19-36
- абразивы +7 (495) 232-18-22
- инструмент +7 (495) 232-18-21
- сервис +7 (495) 660-57-47
Прайс-листы
- Метизы
- Строительный крепеж
Вы не заполнили обязательные поля
Корзина не заполнена
Сам термин «шлифование», по мнению некоторых знатоков истории, пришел в русский язык из польского. По сути же данный вид обработки является ничем иным, как резанием, только срезается материал абразивными кругами. Последние представляют из себя пористые тела, структура которых состоит из огромной массы мелких минеральных образований – зерен. Между собой зерна соединены так называемой связкой. При взаимодействии с поверхностью металла абразивный круг острыми гранями отдельных зерен снимает тонкий слой и за счет равномерного воздействия оставляет после себя гладкую и ровную поверхность.
Между собой зерна соединены так называемой связкой. При взаимодействии с поверхностью металла абразивный круг острыми гранями отдельных зерен снимает тонкий слой и за счет равномерного воздействия оставляет после себя гладкую и ровную поверхность.
Следует учитывать особенности шлифования и закономерности. Первая особенность – высокая скорость снятия стружки. При стандартной обработке шлифкругами скорость вращения круга достигает почти 2000 метров за минуту, при скоростной – все 3000 метров. При токарной обработке скорость ниже раз в 30. Зерна взаимодействуют с поверхностью со скоростью 0,0001 секунды или даже 0,00005!
На поверхности шлифовального круга множество зерен, которые размещены беспорядочно и имеют разную форму режущей кромки. Именно поэтому при взаимодействии стружка получается такой измельченной. На работу шлифовального станка уходит в пять раз больше электроэнергии, чем при работе фрезеровочного агрегата и в 10 раз больше, чем при обработке детали на токарном станке.
Важно помнить, что из-за произвольной формы зерен, их большого количества и сильного размельчения стружки в месте взаимодействия поверхности и шлифовочного круга возникает много тепловой энергии. Деталь может существенно нагреваться, например, шлифование металла сопровождает нагревом до 1000 °С в местах контакта.При такой температуре свойства металла могут существенно измениться, например, сталь может стать более хрупкой. Поэтому важно предусмотреть возможности охлаждения металла и самого круга, а также правильно рассчитать припуск на шлифование.
Во время взаимодействия с деталью часть зерен и стружки измельчается и попадает между оставшимися зернами, а другая часть притупляется и для работы необходимо все больше и больше мощности станка. Когда усилие превосходит прочность абразивного материала или связки, которая удерживает материал в целостности, зерно частично или полностью выкрашивается.
2 Режимы шлифования – как не прогадать со скоростью?
На выбор режима влияют несколько факторов: шероховатость поверхности после обработки, заданная точность, характеристики шлифовального круга (количество зерен, связка, глубина врезания) и мощность главного привода шлифмашины.
При обработке периферией шлифкруга учитывают следующие показатели режима резания: скорость круга, глубина резания, скорость перемещения самой детали, возможности поперечной подачи. Скорость круга – параметр, который зависит только от возможностей станка и диаметра самого круга, измеряется в метрах в секунду. При обработке скорость круга остается стабильной. Как правило, на станок устанавливают круг максимально возможного диаметра, допустимого для агрегата, а также задают наибольшее число оборотов шпинделя.
Малая прочность и жесткость станка или отдельных деталей приводит к ограничениям скорости, поскольку при высоких скоростях возникают сильные вибрации, вместе с этим уменьшается точность, увеличивается износ расходных материалов, падает производительность.
Черновую обработку выгодно выполнять на максимальной глубине резания, допускаемых параметрами зерна круга, детали и агрегата. При этом важно сохранить глубину резания не больше пяти сотых поперечного размера зерна. То есть с кругом зернистостью 100 она должна быть менее 0, 05 мм. Если превысить рекомендуемую глубину резания для такого круга, то его поры быстро заполнятся отходами и круг придет в негодность.
То есть с кругом зернистостью 100 она должна быть менее 0, 05 мм. Если превысить рекомендуемую глубину резания для такого круга, то его поры быстро заполнятся отходами и круг придет в негодность.
При работе с нежесткими деталями и материалами, а также при появлении прижогов следует уменьшать глубину шлифования. Если же речь идет об отделочной обработке (так называемое «тонкое шлифование»), выбираются небольшие значения глубины – в этом случае существенно повышается точность и класс обработки. Чем тверже и прочнее материалы, тем меньше задают глубину при их обработке, поскольку с увеличением этого параметра увеличивается и затрачиваемая мощность.
При продольной подаче для установления оптимального режима шлифования отталкиваются от долей ширины круга. Черновая обработка предполагает за один оборот детали контакт с 0,4–0,85 ширины круга. Больше, чем 0,9 при продольной подаче не используют, поскольку на поверхности в таком случае остается спиральная полоса непрошлифованного материала.
3 Методы шлифования – шлифование металла в подробностях
Методы шлифования во многом зависят от степени сложности поверхностей. К простым поверхностям относят внутреннюю и наружную плоскость цилиндрической формы, сложные поверхности могут иметь винтовую и эвольвентную форму. Для обработки этих форм чаще всего применяются такие виды шлифования, как плоское, круглое внутреннее и круглое наружное. Если углубится в детали, то круглое наружное шлифование имеет подвиды:
§ Шлифование с продольной подачей – заключается в комбинации вращения абразива, вращения обрабатываемой поверхности (детали) вокруг своей оси, а также возвратно-поступательного прямолинейного движения детали (либо абразива) вдоль оси обрабатываемой детали. В конце каждого двойного хода детали происходит подача на глубину шлифования.
§ Шлифование врезанием отличается от предыдущего варианта тем, что в работе применяется шлифкруг, высота которого равна длине шлифования или даже больше ее, так что необходимость в подаче на глубину отпадает.
§ При бесцентровом шлифовании деталь закрепляется на опорном стержне между рабочим и подающим кругами. Для обработки осуществляется вращение кругов, а также круговая и продольная подача самой детали. Подающий круг задает детали вращение и продольную подачу. Шлифование валов – вот известный пример бесцентровой обработки.
§ Круглое внутреннее шлифование также имеет несколько разновидностей: шлифование с продольной подачей, бесцентровое шлифование врезанием, бесцентровое с продольной подачей, и шлифование врезанием. Внутренняя круглая обработка с подачей продольно ничем не отличается от круглой наружной, как и шлифование врезанием. Бесцентровая внутренняя обработка также осуществляется за счет опорных роликов.
§ Плоское шлифование – вид обработки, осуществляемый как периферией шлифкруга, так и его торцом. Для плоской обработки необходима комбинация следующих движений: движения резания, подача детали, поперечная подача детали на глубину шлифования и прямолинейное движение детали. Плоскошлифовальные станки оснащены столами, которые способны совершать вращательное или возвратно-поступательное движения, соответственно подача детали приобретает прямолинейный или вращательный характер.
Плоскошлифовальные станки оснащены столами, которые способны совершать вращательное или возвратно-поступательное движения, соответственно подача детали приобретает прямолинейный или вращательный характер.
Работа в компании НПК «Абразивы и шлифование» в Москве, вакансии НПК «Абразивы и шлифование» на Superjob
Клиент SuperJob с 2021 года
Поделиться
Более 100 сотрудников
В компании нет открытых вакансий
Описание
Вакансии
ОАО «НПК «Абразивы и шлифование» компания с 90летней историей. Является правопреемником «Всесоюзного научно-исследовательского института абразивов и шлифования» (ВНИИАШ). НПК имеет собственную производственную базу. Производство сертифицировано по системе ГОСТ-Р.
НПК занимается разработкой, изготовлением и поставкой широкой номенклатуры шлифовального инструмента из синтетического алмаза и кубического нитрида бора на органической и керамической связках, абразивных брусков на керамической связке.
Заявите о желании работать в компании
Санкт-Петербург, Белоостровская улица, 17
Сайт и соцсети
www.abrasiv.ru
Все компании / Наука, Образование, Повышение квалификации / НИИ, НПП, КБ, проектные организации
Подпишитесь на вакансии компанииКак только в компании появятся вакансии, мы пришлем вам письмо на почту
Похожие компании
АКВАМАРИН
11 вакансий
ЦНИИ робототехники и технической кибернетики
8 вакансий
НИИ (ВСИ МТО ВС РФ)
11 вакансий
Подходящие вакансии
Сегодня в 15:20
Администратор торгового зала
По договорённости
Добавить в избранное
Группа компаний Стройка
Рязань
Контроль за качеством обслуживания покупателей продавцами-консультантами. Консультирование покупателей по вопросу проводимых…
Консультирование покупателей по вопросу проводимых…
Опыт работы в должности администратора в сфере розничной торговли
Смотрят
3
человека
Скрыть
Сегодня в 13:23
Инженер-технолог
от 45 000 ₽/месяц
Добавить в избранное
НПП «Металл-Композит»
Ульяновск
Разработка технологических процессов механической обработки. Технологическое сопровождение производственного участка, контроль…
Опыт работы. Ответственность, аккуратность
Смотрят
4
человека
Скрыть
Сегодня в 12:16
Повар-универсал в столовую
45 000 ₽/месяц
Добавить в избранное
ЦНИИ робототехники и технической кибернетики
Санкт-Петербург
Приготовление холодных закусок, вторых, третьих блюд. Обновление блюд в соответствии с текущим спросом. Организация рабочего…
Обновление блюд в соответствии с текущим спросом. Организация рабочего…
Опыт работы поваром-универсалом. Желателен опыт работы с тестом (временно заменять кондитера на период ежегодного отпуска)
Смотрят
1
человек
Скрыть
Сегодня в 11:19
Электрик
60 000 — 70 000 ₽/месяц
Добавить в избранное
Екатеринбург
Работа с электроприводом и термическим оборудованием
Оборудование 0,4кВ
Смотрят
4
человека
Скрыть
Сегодня в 10:31
Инженер-конструктор печатных плат (тополог)
105 000 — 115 000 ₽/месяц
Добавить в избранное
КБ РЕШЕНИЕ
Москва
Ленинский проспект
Разработка оснастки на основании требований, которые выставляются инженерами-испытателями. Изготовление разработанных печатных…
Изготовление разработанных печатных…
Высшее техническое образование. Стаж работы по профилю не менее 1,5 лет. Знание электротехники, электроники и схемотехники…
Смотрят
1
человек
Скрыть
Сегодня в 8:56
Специалист по кадрам
33 000 — 50 000 ₽/месяц
Добавить в избранное
ЦКБ ФОТОН
Казань
Подбор персонала. Ведение воинского учета на предприятии. Организация подготовки персонала
Опыт работы по специальности. Высшее образование
Смотрят
1
человек
Скрыть
Специалист сметно-договорного отдела
от 30 000 ₽/месяц
Добавить в избранное
НПО НАСТ
Санкт-Петербург
Опыт не нужен
Мониторинг и анализ тендеров (совместно с техническим отделом и руководством). Подготовка полного комплекта документов для…
Подготовка полного комплекта документов для…
Юридическое или образование в сфере гососударственной и муниципальной службе будет вашим приемуществом. Уверенный пользователь ПК
Скрыть
Монтажник РЭАиП
70 000 — 85 000 ₽/месяц
Добавить в избранное
ИПК ЭЛЕКТРОН-МАШ
Москва
Преображенская площадь
Опыт не нужен
Сборка и монтаж радиоэлектронных приборов. Трафаретная пайка. Отмывка печатных плат после пайки. Пайка ручная компонентов 0402
Желательно профильное образование, среднетехническое. Владение ПК
Смотрят
1
человек
Скрыть
Оператор станка с ЧПУ, Фрезеровщик
до 120 000 ₽/месяц
Добавить в избранное
НИИ МОСТОВ
Санкт-Петербург
Ленинский проспект
и ещё 4 станции
Работа на фрезерном обрабатывающем центре с ЧПУ 3-х осевом
Знание теории обработки металлов
Смотрят
4
человека
Скрыть
Швея на производство
от 44 000 ₽/месяц
Добавить в избранное
Компания СПЛАВ
Москва
Выхино
и ещё 2 станции
Пошив одежды из разных тканей. Работа в потоке. Работа в бригаде из 10 человек
Работа в потоке. Работа в бригаде из 10 человек
Опыт работы с изделиями из разных тканей
Смотрят
1
человек
Скрыть
Слесарь по чистке прессформ
от 50 000 ₽/месяц
Добавить в избранное
РЕАМ-РТИ
Балашиха
Опыт не нужен
Снятие и установка технологической оснастки -пресс-форм. Мойка и чистка технологической оснастки. Складской учет и контроль…
Приветствуются навыки работы на производстве
Смотрят
3
человека
Скрыть
Инженер-сметчик (С переездом в Димитровград)
По договорённости
Добавить в избранное
Институт «Оргэнергострой»
Нижний Новгород
Составление смет , КС —2, КС-3, КС-6, ведомостей работ. Проверка сметной документации , получаемой от проектных организаций
Проверка сметной документации , получаемой от проектных организаций
Уверенный пользователь Excel(формулы, свободные таблицы, простые макросы ). Уверенный пользователь ГрандСметы/АтомСметы. Знание…
Смотрят
2
человека
Скрыть
3 апреля
Проектировщик-технолог систем водоснабжения и водоотведения
от 90 000 ₽/месяц
Добавить в избранное
ПИНИБ «ГИТЕСТ»
Москва
8 минутВодный стадион
Удаленная работа
Разработка технологических решений на стадиях «Проектная документация» и «Рабочая документация» на строительство и реконструкцию…
Опыт проектирования объектов водоснабжения и водоотведения. Отличное владение AutoCAD. Знание нормативных документов, регламентирующих…
Смотрят
1
человек
Скрыть
3 апреля
Инженер математик
от 90 000 ₽/месяц
Добавить в избранное
AO НИИП им. В.В.Тихомирова
В.В.Тихомирова
Люберцы
Доступно студентам
Математическое обеспечение систем управления вооружением самолетов
Высшее профессиональное образование (МГУ-мехмат, МГТУ им. Н.Э. Баумана, МФТИ и т.п.) по специальностям: управление и информатика…
Смотрят
4
человека
Скрыть
3 апреля
Комплектовщик продукции
от 45 000 ₽/месяц
Добавить в избранное
НПП ПРИБОЙ
Москва
Опыт не нужен
Комплектовать готовую продукцию по коробкам
Внимательность. Трудолюбие
Смотрят
3
человека
Скрыть
Мы используем cookies, чтобы улучшить сайт для вас. Подробнее
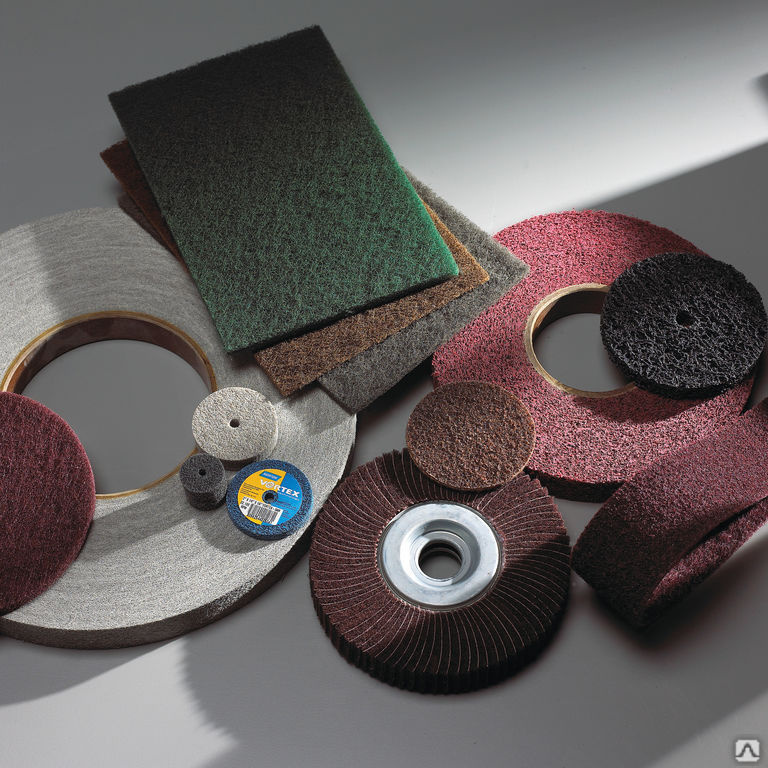
Абразивный шлифовальный круг: использование, типы и преимущества
Содержание
Что такое абразивный круг / шлифовальный круг
Первое, что нам нужно знать, это что такое абразивные круги ?
Это вид приводных колес, используемых в шлифовальных станках в мастерских.
Песок или аналогичные частицы используются для их склеивания с помощью специального связующего материала для формирования колесных конструкций разной толщины.
Ознакомьтесь с нашим каталогом продукции
Для более четкого понимания определения приводятся следующие пункты:
- Размер зерна
- Склеивание материала покрытия
- Используемый абразивный материал
- Марка колеса
- Последняя, конструкция колеса
Возможности абразивного круга определяются видом абразивного материала, используемого при изготовлении круга. Твердость, ударная вязкость и способность срезать острые края также определяются используемым абразивным материалом. Связующий или покрывающий материал, который используется для определения целостности структуры и формы колеса при использовании.
Связующий материал должен быть такого качества, чтобы он мог противостоять трению, ударам, высоким температурам и другим силам, которые могут привести к повреждению колеса. Другими особенностями абразивного круга являются:
Структура круга определяет расстояние между связующим материалом и абразивным материалом, а также используемую марку.
Марка определяется путем масштабирования прочности связующего материала при удержании абразивных частиц во время использования.
В этой процедуре используются два типа абразивных материалов (мягкий и твердый). Мягкие абразивные круги используются для твердых материалов, а твердые абразивные круги используются для мягких материалов. Абразивные круги выбраны в соответствии со следующими спецификациями:
- Скорость шпиндельного станка.
- Модификация поверхности.
- Зона контакта колеса с материалом
- Используемая машина.
- Состояние колеса.

В шлифовальных кругах используется абразивный материал для различных целей резки и шлифования. Он использует эти круги для резки и шлифовки различных металлических и других заготовок в мастерской. Он также использует эти колеса для резки и формовки сложных заготовок.
Использование абразивных кругов в наши дни более востребовано, потому что они более точны, чем другие типы шлифовальных станков. Также важно отметить два типа используемых абразивов. Это:
- Карбид кремния: Острый, твердый и может быть хрупким. Его следует использовать только при шлифовании материалов с низкой прочностью на растяжение, таких как серый чугун, закаленное железо, бронза, алюминий, медь и латунь.
- Оксид алюминия:- Немного мягче карбида кремния, но намного прочнее. Это должно быть при резке и шлифовке материалов с высокой прочностью на растяжение, таких как легированная сталь, ковкое железо, бронза и т.
 д.
д.
В зависимости от требований и потребностей существуют различные шлифовальные круги, используемые в различных процессах обработки в мастерских. В основном используется абразивный шлифовальный круг для резки алмазов, металлического оборудования и т. д. Ниже приведены различные типы абразивных кругов:
- . Прямые шлифовальные круги. или настольные шлифовальные машины. Это также широко используется для операций бесцентрового и цилиндрического плоского шлифования.
- Цилиндр или кольцо колеса: Этот тип колеса не имеет центральной монтажной опоры, но имеет длинную и широкую поверхность. Они в основном используются в шлифовальных станках с горизонтальным или вертикальным шпинделем для обработки плоских поверхностей. Дальнейшее шлифование можно производить торцом круга.
- Конические шлифовальные круги: Конический шлифовальный круг представляет собой прямой круг, который сужается снаружи к середине круга.
 Прямой круг с коническим кругом обычно используется для зубьев шестерен, шлифования резьбы и т. д.
Прямой круг с коническим кругом обычно используется для зубьев шестерен, шлифования резьбы и т. д. - Прямая чашка: Эта прямая чашка используется в качестве опции для чашек в резаках и шлифовальных станках. Поскольку он имеет дополнительную поверхность, поверхность и шлифование являются наиболее благоприятными.
- Чашка для посуды: Они используют этот тип колеса для измельчения кувшинов и куттеров. Он режет только щели и щели, так как имеет очень тонкую чашеобразную шлифовку.
- Шлифовальные круги для тарелок: Шлифовальные круги для тарелок используются для заточки спиральных сверл и фрез. Это особенно востребовано в областях, не связанных с механической обработкой, поскольку напильники используются тарельчатыми колесами для обслуживания пильных полотен.
Прежде чем использовать шлифовальный станок, необходимо сделать несколько вещей; следует учитывать, какие. Этими факторами являются:
Этими факторами являются:
- Номинальная скорость : Рабочая скорость шлифовального станка всегда должна проверяться по скорости круга. Поскольку рабочая скорость шлифовального станка никогда не должна превышать максимальную скорость круга, это может привести к повреждению круга.
- Абразивные круги Курс : Лучше хорошо разбираться в абразивных кругах, работающих с окружающей средой.
- Целостность колеса : Перед вводом в эксплуатацию каждое колесо необходимо тщательно проверить.
- Средства индивидуальной защиты (СИЗ) : Безопасность человека имеет первостепенное значение, поэтому при использовании машины необходимо носить защитные очки и защитную маску.
Под шлифовкой мы понимаем использование твердых абразивных кругов для придания формы или отделки определенного материала. главное Преимущества использования абразивных кругов :
- Можно резать закаленную сталь.

- Может производить гладкую поверхность.
- Потребуется меньше времени.
- Он может поддерживать точность в каждом случае.
- Требуется очень небольшое давление.
- Эти шлифовальные станки идеально подходят для резки высококачественных легированных сталей.
- Повышенная производительность измельчения.
Использование абразивного круга дает большую точность и более гладкие формы и пользуется большим спросом в наши дни по сравнению с другими шлифовальными станками.
Рекомендованный продукт
Абразивы Сегменты для плоского шлифования
Сегменты для плоского шлифования Hindustan являются универсальным выбором для всех клиентов, выполняющих тяжелые, быстрые съемочные и производственные работы. Эти сегменты могут легко обрабатывать операции с допусками и, как правило, предпочтительны только для таких целей.
Так:
Нравится Загрузка. ..
..
Оформить заказ в каталоге товаров
Применение режущих инструментов, Глава 16: Шлифовальные круги и операции
Шлифование или абразивная обработка — это процесс удаления металла в виде мельчайших стружек под действием абразивных частиц неправильной формы. Эти частицы могут находиться в связанных колесах, ремнях с покрытием или просто свободно лежать.
Шлифовальные круги состоят из тысяч мелких абразивных зерен, скрепленных связующим материалом. Каждое абразивное зерно является режущей кромкой. Когда зерно проходит по заготовке, оно срезает небольшую стружку, оставляя гладкую и точную поверхность. Когда каждое абразивное зерно затупляется, оно отрывается от связующего материала.
Типы абразивов
В шлифовальных кругах используются два типа абразивов: натуральные и искусственные. За исключением алмазов, промышленные абразивы почти полностью заменили природные абразивные материалы. Даже природные алмазы в некоторых случаях были заменены синтетическими алмазами.
Произведенные абразивы, наиболее часто используемые в шлифовальных кругах, представляют собой оксид алюминия, карбид кремния, кубический нитрид бора и алмаз.
Оксид алюминия. Переработка бокситовой руды в электропечи дает оксид алюминия. Бокситовая руда нагревается для удаления влаги, затем смешивается с коксом и железом для формирования шихты печи. Затем смесь сплавляют и охлаждают. Расплавленная смесь напоминает каменную массу. Его промывают, измельчают и просеивают для разделения зерен различного размера.
Круги из оксида алюминия изготавливаются из абразивов различной степени чистоты, чтобы придать им определенные характеристики для различных шлифовальных операций и применений. Цвет и прочность круга зависят от степени чистоты.
Круги из оксида алюминия общего назначения, обычно серого цвета и с чистотой 95 процентов, являются наиболее популярными используемыми абразивами. Они используются для шлифования большинства сталей и других ферросплавов. Они используются для шлифования большинства сталей и других ферросплавов. Круги из белого оксида алюминия почти чистые и очень рыхлые (могут легко отрываться от материала). Они используются для шлифования высокопрочных, термочувствительных сталей.
Они используются для шлифования большинства сталей и других ферросплавов. Круги из белого оксида алюминия почти чистые и очень рыхлые (могут легко отрываться от материала). Они используются для шлифования высокопрочных, термочувствительных сталей.
Карбид кремния. Шлифовальные круги из карбида кремния изготавливаются путем смешивания чистого белого кварца, нефтяного кокса и небольшого количества опилок и соли с последующим обжигом смеси в электрической печи. Процесс называется синтезом кокса и песка. Как и при изготовлении абразива из оксида алюминия, полученную кристаллическую массу измельчают и сортируют по размеру частиц.
Круги из карбида кремния более твердые и хрупкие, чем круги из оксида алюминия. Существует два основных типа кругов из карбида кремния: черные и зеленые. Черные круги используются для шлифования чугуна, цветных металлов, таких как медь, латунь, алюминий и магний, а также неметаллических материалов, таких как керамика и драгоценные камни. Зеленые круги из карбида кремния более рыхлые, чем черные круги, и используются для шлифования инструментов и фрез из цементированного карбида.
Кубический нитрид бора (CBN). Кубический нитрид бора — чрезвычайно твердый, острый и холодный режущий абразив. Это один из новейших производимых абразивов, который в 2,5 раза тверже оксида алюминия. Он может выдерживать температуры до 2500°F. CBN производится с помощью высокотемпературных процессов высокого давления, аналогичных тем, которые используются для производства искусственных алмазов, и он почти такой же твердый, как алмаз.
CBN используется для шлифования сверхтвердых, быстрорежущих сталей, инструментальных и штамповых сталей, закаленных чугунов и нержавеющих сталей. В настоящее время в промышленности используются два типа кубических кругов из нитрида бора. Один тип имеет металлическое покрытие для обеспечения хорошей адгезии и используется для шлифования общего назначения. Второй тип представляет собой абразив без покрытия для использования в гальваническом металле и системах с керамической связкой.
Алмаз. В производстве шлифовальных кругов используются алмазы двух видов: природные и искусственные. Природный алмаз представляет собой кристаллическую форму углерода и очень дорог. В виде кругов на связке природные алмазы используются для шлифования очень твердых материалов, таких как цементированные карбиды, мрамор, гранит и камень.
Природный алмаз представляет собой кристаллическую форму углерода и очень дорог. В виде кругов на связке природные алмазы используются для шлифования очень твердых материалов, таких как цементированные карбиды, мрамор, гранит и камень.
Последние разработки в производстве искусственных бриллиантов снизили их стоимость и привели к расширению использования. Искусственные алмазы в настоящее время используются для шлифования прочных и очень твердых сталей, режущих инструментов из цементированного карбида и оксида алюминия.
Типы связки
Абразивные зерна удерживаются вместе в шлифовальном круге связующим материалом. Связующий материал не режется во время операции шлифования. Его основная функция – удерживать между собой зерна разной степени прочности. Стандартными связками для шлифовальных кругов являются стекловидные, резиноидные, силикатные, шеллачные, каучуковые и металлические.
Стекловидная связка. Витрифицированные связки используются более чем в 75% всех шлифовальных кругов. Витрифицированный связующий материал состоит из тонкоизмельченной глины и флюсов, с которыми тщательно перемешан абразив. Затем смесь связующего вещества и абразива в форме круга нагревают до 2400°F для сплавления материалов.
Витрифицированный связующий материал состоит из тонкоизмельченной глины и флюсов, с которыми тщательно перемешан абразив. Затем смесь связующего вещества и абразива в форме круга нагревают до 2400°F для сплавления материалов.
Стеклокерамические круги прочные и жесткие. Они сохраняют высокую прочность при повышенных температурах и практически не подвержены влиянию воды, масел или кислот. Одним из недостатков является то, что они обладают плохой ударопрочностью. Поэтому их применение ограничено там, где возникают удары и большие перепады температур.
Резиноидная связка. Шлифовальные круги на резиновой связке уступают по популярности шлифовальным кругам на керамической основе. Фенольная смола в порошкообразной или жидкой форме смешивается с абразивными зернами в форме и отверждается при температуре около 360°F. Полимерные круги используются для шлифования со скоростью до 16 500 футов в минуту. Основное их применение – черновое шлифование и отрезание.
Силикатная связка. Этот связующий материал используется, когда тепло, выделяемое при шлифовании, должно быть сведено к минимуму. Силикатный связующий материал высвобождает абразивные зерна легче, чем другие типы связующих веществ. Скорость ограничена ниже 4500 футов в минуту.
Этот связующий материал используется, когда тепло, выделяемое при шлифовании, должно быть сведено к минимуму. Силикатный связующий материал высвобождает абразивные зерна легче, чем другие типы связующих веществ. Скорость ограничена ниже 4500 футов в минуту.
Связка Shellac. Это органическая связка, используемая для шлифовальных кругов, обеспечивающая очень гладкую поверхность таких деталей, как ролики, столовые приборы, распределительные валы и шатунные шейки. Как правило, они не используются в тяжелых шлифовальных операциях.
Резиновая связка. Колеса с резиновым покрытием чрезвычайно прочные и прочные. В основном они используются в качестве тонких отрезных кругов и приводных кругов в бесцентровых шлифовальных станках. Они также используются, когда требуется очень тонкая обработка поверхностей подшипников.
Металлическая связка. Металлические связки используются в основном в качестве связующих для алмазных абразивов. Они также используются в электролитическом измельчении, где соединение должно быть электропроводным.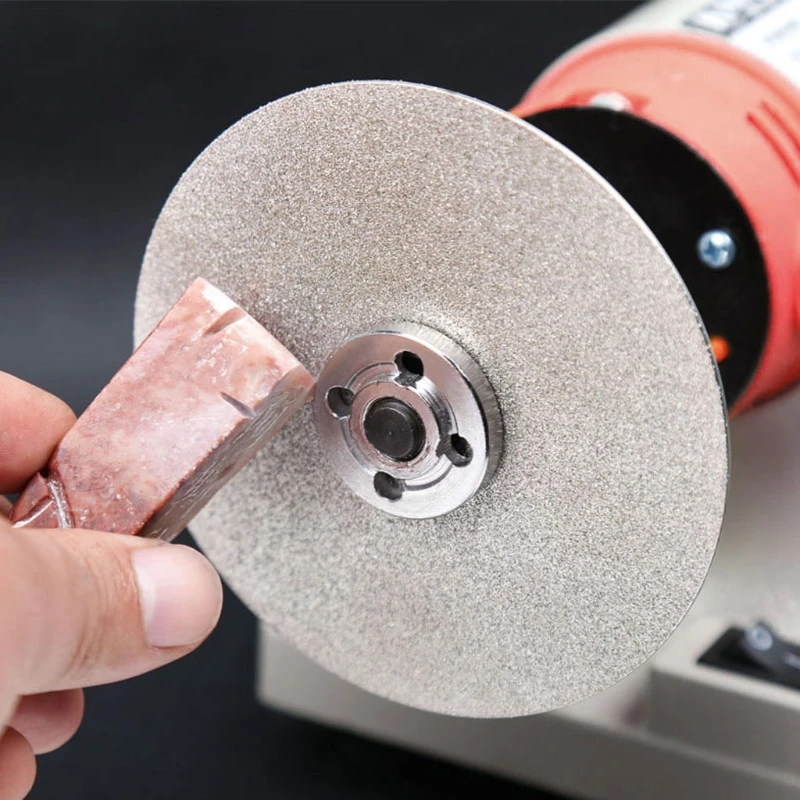
Размер абразивного зерна
Размер абразивного зерна важен, поскольку он влияет на скорость съема материала, удаление стружки в круге и получаемое качество поверхности.
Размер абразивного зерна определяется размером отверстия сетки, через которое проходит абразивное зерно. Номер номинального размера указывает количество отверстий на дюйм в экране. Например, зерно зернистостью 60 пройдет через сито с 55 отверстиями на дюйм, но не пройдет через сито с размером зерен 65. Низкое значение размера зерна указывает на крупную зернистость, а большое число указывает на мелкое зерно. .
Размер зерна в широком смысле определяется как крупный (от 6 до 24), средний (от 30 до 60), мелкий (от 70 до 180) и очень мелкий (от 220 до 1000). зерна для операций чистового и мелкого шлифования. Средние размеры зерна используются в операциях с большим съемом материала, где требуется некоторый контроль качества поверхности. Крупнозернистая фракция используется для кондиционирования заготовок и операций обрезки на сталелитейных и литейных заводах, где важна скорость съема припуска и мало заботит чистота поверхности.
Марка шлифовального круга
Марка шлифовального круга является мерой прочности связующего материала, удерживающего отдельные зерна в круге. Он используется для обозначения относительной твердости шлифовального круга. Класс или твердость относится к количеству связующего материала, используемого в круге, а не к твердости абразива.
Диапазон, используемый для обозначения класса, составляет от A до Z, где A представляет максимальную мягкость, а Z максимальную твердость. Правильный выбор колес очень важен. Слишком мягкие круги, как правило, слишком быстро выбрасывают зерно, и круги изнашиваются очень сильно. Слишком твердые круги не высвобождают абразивные зерна достаточно быстро, а тусклые зерна остаются связанными с кругом, вызывая состояние, известное как «остекление».
Структура шлифовального круга
Структура шлифовального круга зависит от относительного расстояния между абразивными зернами; это плотность колеса. В круге с открытой структурой меньше абразивных зерен, чем в круге с закрытой структурой. Число от 1 до 15 обозначает структуру колеса. Чем выше число, тем более открытой будет структура; и чем меньше число, тем плотнее будет структура.
Число от 1 до 15 обозначает структуру колеса. Чем выше число, тем более открытой будет структура; и чем меньше число, тем плотнее будет структура.
Характеристики шлифовального круга
Производители шлифовальных кругов согласились на систему стандартизации для описания состава круга, а также формы и поверхности круга.
Маркировка шлифовальных кругов
Абразивные шлифовальные круги имеют другую систему маркировки, чем эльборовые и алмазные круги.
Абразивные шлифовальные круги. Эта система маркировки используется для описания состава круга по типу абразива, размеру зерна, сорту, структуре и типу связки.
CBN и алмазные круги. Та же стандартизация применима к эльборовым и алмазным кругам. Маркировка колес представляет собой комбинацию букв и цифр.
Формы и поверхности шлифовальных кругов
Большинство производителей шлифовальных кругов используют восемь стандартных форм кругов и 12 стандартных поверхностей для общего использования. На иллюстрации показаны наиболее распространенные стандартные формы кругов, используемые на всех типах шлифовальных машин. На следующем рисунке показаны стандартные поверхности шлифовальных кругов, используемые на большинстве форм шлифовальных кругов.
На иллюстрации показаны наиболее распространенные стандартные формы кругов, используемые на всех типах шлифовальных машин. На следующем рисунке показаны стандартные поверхности шлифовальных кругов, используемые на большинстве форм шлифовальных кругов.
Шлифовальные круги с гальваническим покрытием
Из нескольких методов, используемых в настоящее время для фиксации суперабразивных частиц алмаза или эльбора на рабочей поверхности абразивного инструмента, гальваническое покрытие является наиболее быстрорастущим. Все больше и больше производственных операций включают в себя комбинации трудно поддающихся шлифовке материалов и кругов сложной формы, что практически диктует использование гальванических суперабразивных инструментов.
Характерно, что такие инструменты состоят из прецизионной формы инструмента или оправки с суперабразивными частицами, нанесенными на рабочую поверхность и зафиксированными на месте электроосаждением связующей матрицы, чаще всего никеля. Частицы, закрепленные таким образом на поверхности инструмента, могут различаться по размеру и дисперсии в зависимости от назначения инструмента, но они должны лежать в одном слое.
Частицы, закрепленные таким образом на поверхности инструмента, могут различаться по размеру и дисперсии в зависимости от назначения инструмента, но они должны лежать в одном слое.
Балансировка, правка и правка кругов
Все шлифовальные круги бьются, а некоторые из них очень хрупкие. При обращении с шлифовальными кругами следует соблюдать особую осторожность. Новые колеса следует внимательно осмотреть сразу после получения, чтобы убедиться, что они не были повреждены во время транспортировки. Шлифовальные круги также должны быть проверены перед установкой на станок.
Для проверки на наличие повреждений подвесьте колесо пальцем и слегка постучите по боковой стороне рукояткой отвертки для маленьких колес и деревянным молотком для больших колес. Неповрежденное колесо издает чистый звон; треснутое колесо вообще не будет звенеть.
Балансировка колес
Важно отбалансировать колеса диаметром более 10 дюймов перед их установкой на машину. Чем больше шлифовальный круг, тем более важной становится балансировка. Баланс также становится более важным по мере увеличения скорости. Неотбалансированные колеса вызывают чрезмерную вибрацию, приводят к более быстрому износу круга, вибрации, плохой отделке, повреждению подшипников шпинделя и могут быть опасными.
Баланс также становится более важным по мере увеличения скорости. Неотбалансированные колеса вызывают чрезмерную вибрацию, приводят к более быстрому износу круга, вибрации, плохой отделке, повреждению подшипников шпинделя и могут быть опасными.
Правильная процедура балансировки колес заключается в том, чтобы сначала выполнить статическую балансировку колеса. Далее монтируем круг на шлифовальный станок и правим. Затем снимите колесо и отбалансируйте его. Установите колесо на место и слегка заправьте во второй раз.
Перемещение груза на колесном креплении уравновешивает колеса. Колесо устанавливается на балансировочную оправку и размещается на балансировочном приспособлении. Затем грузы перемещаются в положение, позволяющее удалить все тяжелые точки на колесном узле.
Правка и правка круга
Правка – это процесс, используемый для очистки и восстановления затупившейся или нагруженной режущей поверхности шлифовального круга до ее первоначальной остроты. При правке удаляется стружка, а также притупившиеся абразивные зерна и излишки связующего материала. Кроме того, правка используется для настройки поверхности круга, чтобы она давала желаемые результаты шлифования.
При правке удаляется стружка, а также притупившиеся абразивные зерна и излишки связующего материала. Кроме того, правка используется для настройки поверхности круга, чтобы она давала желаемые результаты шлифования.
Правка — это процесс удаления материала с поверхности круга таким образом, чтобы полученная режущая поверхность была абсолютно правильной. Это очень важно при прецизионном шлифовании, потому что неправильный круг оставляет нежелательные следы вибрации на заготовке. Новое колесо всегда должно быть отрегулировано, прежде чем пустить его в работу. Кроме того, рекомендуется выровнять колесо, если оно переустанавливается на машину.
Правка и правка обычных шлифовальных кругов — это две отдельные операции, хотя иногда их можно выполнять с помощью одного и того же инструмента. Инструменты, используемые для обычной правки шлифовального круга, включают:
Механические приспособления, обычно называемые звездообразными приспособлениями, прижимаются к колесу во время его вращения. Подбирающее действие острия звездообразных колес инструмента удаляет тусклые зерна, связки и другие частицы стружки. Звездообразные правители используются для относительно крупнозернистых обычных кругов, как правило, при ручном шлифовании, когда точность шлифования не является основным критерием.
Подбирающее действие острия звездообразных колес инструмента удаляет тусклые зерна, связки и другие частицы стружки. Звездообразные правители используются для относительно крупнозернистых обычных кругов, как правило, при ручном шлифовании, когда точность шлифования не является основным критерием.
Палочки для правки используются для ручной правки небольших обычных колес, особенно в форме чашки и блюдца. Некоторые из этих палочек изготовлены из чрезвычайно твердого абразива, называемого карбидом бора. При использовании брусок из карбида бора прижимают к поверхности круга, чтобы прижечь тусклые абразивные зерна и удалить лишнюю связку. Другие стержни для снятия напряжения содержат крупные зерна Crystolon или Alundum в твердой стекловидной связке.
Алмазные инструменты для правки используют непревзойденную твердость алмазного наконечника для очистки и восстановления шлифовальной поверхности круга. Хотя однолезвийные алмазные инструменты когда-то были единственными продуктами, доступными для такого рода правки, растущий дефицит алмазов привел к разработке многолезвийных алмазных инструментов.
Многоточечные алмазные инструменты для правки используют несколько мелких алмазов, удерживаемых в матрице. При использовании инструмент надежно удерживается в держателе инструмента и ровно прилегает к поверхности ходового колеса. По мере одевания инструмент перемещается по поверхности круга до тех пор, пока работа не будет выполнена. По мере того, как алмазы на поверхности инструмента изнашиваются, открываются новые алмазные наконечники, что обеспечивает более длительный срок службы и использование. Этот тип инструмента производит очень однородную поверхность колеса от платья к платью.
Многолезвийные алмазные инструменты для правки доступны с широким диапазоном диаметров хвостовика и формы торца, чтобы соответствовать требованиям широкого спектра шлифовальных станков.
Выбор шлифовального круга
Прежде чем пытаться выбрать шлифовальный круг для конкретной операции, оператор должен учитывать следующие шесть факторов для обеспечения максимальной производительности и безопасных результатов:
Материал для шлифования. Если обрабатываемый материал представляет собой углеродистую или легированную сталь, обычно выбирают круги из оксида алюминия. Чрезвычайно твердые стали и экзотические сплавы следует шлифовать кубическим нитридом бора (CBN) или алмазом. Для обработки цветных металлов, большинства чугунов, неметаллов и твердых сплавов требуется круг из карбида кремния. Общее правило по размеру зерна заключается в использовании круга с мелким зерном для твердых материалов и круга с крупным зерном для мягких и пластичных материалов.
Если обрабатываемый материал представляет собой углеродистую или легированную сталь, обычно выбирают круги из оксида алюминия. Чрезвычайно твердые стали и экзотические сплавы следует шлифовать кубическим нитридом бора (CBN) или алмазом. Для обработки цветных металлов, большинства чугунов, неметаллов и твердых сплавов требуется круг из карбида кремния. Общее правило по размеру зерна заключается в использовании круга с мелким зерном для твердых материалов и круга с крупным зерном для мягких и пластичных материалов.
Характер операции шлифования. Требуется отделка, точность и количество удаляемого металла необходимо учитывать при выборе круга. Тонкая и точная отделка лучше всего достигается с мелкой зернистостью и шлифовальными кругами со связкой из каучука, резины или шеллака.
Зона контакта. Площадь контакта между кругом и заготовкой также важна. Малый шаг зерна, твердые круги и мелкозернистость используются, когда площадь контакта мала.
Состояние машины. Вибрация влияет на качество отделки детали, а также на характеристики круга.
Вибрация влияет на качество отделки детали, а также на характеристики круга.
Скорость шлифовального круга. Скорость круга влияет на связку и сплав, выбранные для данного круга. Скорость вращения колес измеряется в поверхностных футах в минуту (SFPM). Витрифицированные связки обычно используются до 6 500 футов в минуту или в отдельных операциях до 12 000 футов в минуту. Колеса со связкой из резины можно использовать для скоростей до 16 500 футов в минуту.
Давление шлифования. Давление шлифования — это скорость подачи, используемая во время операции шлифования; это влияет на класс колеса. Общее правило, которому следует следовать, заключается в том, что по мере увеличения давления при шлифовании необходимо использовать более твердые круги.
Джордж Шнайдер-младший является автором книги «Применение режущих инструментов», справочника по материалам, принципам и конструкциям станков. Он является почетным профессором инженерных технологий в Технологическом университете Лоуренса и бывшим председателем Детройтского отделения Общества инженеров-технологов.