
Станки для расточки цилиндров
Станки для расточки цилиндров в блоках обязательные элементы любого СТО. Без такого оборудования невозможно произвести капитальный ремонт двигателя. На данной странице представлены станки различного размера, мощности, а так же совмещающие в себе и прочие полезные функции. Обратите внимание на нашу продукцию ниже, многие образцы оборудования могу включать дополнительные функции, которые значительно облегчат вам техническое оснащение вашей СТО.
PDF-файл со станками для расточки цилиндров
Обращайтесь к нашим менеджерам, если вы хотите купить станок для расточки цилиндров в России. Они дадут всю необходимую информацию об условиях поставки, сроках и ценах.
Станок для расточки цилиндра модели FT7, предназначен для работы с блоками двигателей как больших, так и маленьких размеров. Рабочая часть легко перемещается по всему периметру обрабатываемого блока, благодаря инновационному подходу к схематическому устройству станка.
Комплектация стандартного образца включает центрирующее устройство, шпиндель со штифтом, цифровой индикатор с циферблатом. Машина запускается с помощью панели управления, с помощью которой регулируется глубина расточки, скорость вращения рабочей части и другие компоненты интенсивности обработки детали. Благодаря автоматической настройке и регулировке рабочего процесса станок FT7 всегда позволяет добиться отличного качества шлифовки.
Широкий ряд комплектующих, стандартных для современных станков для расточки цилиндра, в модели FT7 дополнены небольшими, но весьма качественными приборами, среди которых: смазочная система стола и колонны, элемент подающий головку и другие.
| Модель | FT7 |
| Диапазон рабочего диаметра | 39 — 180 мм |
| Масса нетто / брутто | 1500 / 1800 кг |
| Максимальная рабочая глубина | 400 мм |
| Максимальное поперечное перемещение шпинделя | 58 мм |
| Мощность мотора подачи шпинделя | 0,4 кВт |
| Скорость вращения шпинделя | 50 — 1000 об/м |
| Скорость вращения шпинделя шаг | 5 — 16 мм / с |
| Максимальное продольное перемещение шпинделя | 1058 мм |
| Минимальная шлифовочная подача | 0,005 мм |
| Максимальная шлифовальная подача | 0,5 мм |
| Диапазон вращения шпинделя кормов | 0. 42 — 0.80 мм / с 42 — 0.80 мм / с |
| Общий размер | 1600 x 950 x 2095 мм |
| Мощность двигателя | 1,1 кВт |
Расточный станок AC 170 был разработан для удовлетворения потребностей всей линейки (30 — 170 мм) легковых и грузовых блоков цилиндров. Шлифование превосходного качества и высокой точности достигается путем сочетания испытанных механических схем и инновационных технических решений, которые позволяют улучшить производительность и адаптивность станка. Все компоненты, поставляемые в стандартной комплектации AC 170, такие как центрирующее устройство со штифтом на шпинделе и циферблатный индикатор, панель управления со всеми функциями для быстрого доступа ко всем элементам управления, или индикатор глубины расточки, помогают оператору быстрее и с меньшими трудностями выполнить свою работу. Кроме того, регулируемая скорость вращения шпинделя с цифровым индикатором позволяет получать отличное качество шлифовки.
| Модель | AC 170 |
| Диаметр обрабатываемого цилиндра | 30 — 170 мм |
| Продольный ход стола | 850 мм |
| Высота блока | 650 мм |
| Ход резца максимальный | 1020 мм |
| Подвижность стола | 1030 х 370 мм |
| Поперечный ход стола | 120 мм |
| Мощность двигателя шпинделя | 1,5 кВт |
| Подача резцов | 0,12 мм / об. |
Станок BM160 – это вертикально расточный станок, который способен не только обрабатывать цилиндры, но и обрабатывать фрезерную плоскость. Он весьма легок в освоении технологичного процесса, благодаря современной системе управления, которую внедрили в управление данного станка. Любой оператор очень быстро освоит все особенности станка BM160 для расточки цилиндра, благодаря операционной системе EasyTouch.
Он весьма легок в освоении технологичного процесса, благодаря современной системе управления, которую внедрили в управление данного станка. Любой оператор очень быстро освоит все особенности станка BM160 для расточки цилиндра, благодаря операционной системе EasyTouch.
Преимущества станка BM160 перед подобными моделями:
- Оборудование имеет четкое движение по всем осям и направлениям станка, которое достигается с помощью программного обеспечения.
- Станок имеет небольшой размер, с рабочей зоной не больше 1.5 кв. метра, при этом, нисколько не уступая машинам с аналогичными показателями крутящего момента, достигающими 200 – 500 оборотов в минуту.
- Шпиндельная система включает 3 варианта оснащения. Режущий инструмент имеет видов MA52 и MA60 достигает 1.5 мм, и имеет точность расточки не более 0,005 мм.
- Фрезы станка имеют 8 резцов, которые способны удирать до 1 мм за движение вне зависимости от материала.

| Модель | BM160 |
| Растачивания | 160 мм |
| Максимум рабочая глубина | 350 мм |
| Максимальная фрезеровальная площадь | 300 × 800 мм |
| Номинальный крутящий момент на 50-500 оборотов в минуту | 120 нм |
| Номинальный крутящий момент на 500-780 оборотов в минуту | 100 нм |
| Мощность двигателя шпинделя | 4 кВт |
| Мощность двигателя рабочего стола | 0,4 кВт |
| Мощность двигателя шпинделя вертикальное движение | 0,4 кВт |
| Габаритные размеры | 2670 × 1170 × 1920 мм |
| Размер упаковки | 2200 × 1200 × 2200 мм |
| Масса нетто / брутто | 1800 / 2100 кг |
TXM170A, TXM200A, TXM250A это серия станков для расточки цилиндров вертикального типа является одним из самых популярных и распространённых станков.
- T – расточка цилиндров
- X – фрезерование плоскости
- M – шлифование плоскости
Цифры в названии моделей обозначают максимальный размер растачиваемого диаметра отверстия цилиндров двигателя. Данная машина для обработки деталей моторной группы, широко применяется в таких процедурах как: расточка цилиндров блока ДВС, расточка гильз блока цилиндров моторов и компрессоров, сверление отверстий, расточка отверстий высокой точности, шлифовка плоскостей, фрезерование поверхности блока картера. Модели станка TXM170A, TXM200A и TX250A, имеют размер упаковки 1900x2250x2280 мм. Данные модели поставляется так же в альтернативных видах исполнения, и большим количеством аксессуаров дополнительного навесного оборудования, среди которых дополнительные расточные шпиндели, внутренний микрометр, универсальный прибор.
| Модель | TX170A | TX200A | TX250A | |
| Максимальная длина расточки, мм | 400 | 500 | 500 | |
| Максимальный растачиваемый диаметр, мм | 170 | 200 | 250 | |
| Скорость вращения шпинделя, мин-1 | 120 до 1200 | |||
| Плоскость шлифования, мм | 400 × 1000 | |||
| Максимальный диаметр сверления, мм | 30 | |||
| Плоскость фрезерования, мм | 400 × 1000 | |||
| Скорость подачи шпинделя, мм/мин | 14 до 900 | |||
| Расстояние от торца шпинделя до поверхности стола, мм | 0 до 700 | |||
| Перемещение шпинделя, мм | 700 | |||
| Расстояние от оси шпинделя до вертикальных направляющих, мм | 375 | |||
| Ускоренные перемещения шпинделя, мм/мин | 1000 | |||
| Продольная подача стола, мм/мин | 32 до 1350 | |||
| 500 × 1250 | 500 × 1500 | |||
| Максимальное поперечное перемещение стола, мм | 200 | |||
| Максимальное продольное перемещение стола, мм | 1500 | |||
| Количество Т-образных пазов | 5 | |||
| Мощность двигателя, кВт | 42860 | |||
| Точность | Шероховатость при фрезеровании | Ra 3. 2 2 |
||
| Шероховатость при расточке | Ra 2.5 | |||
| Измеренная точность | H7 | |||
| Шероховатость при шлифовании | Ra 0.8 | |||
| Габаритные размеры упаковки, мм | 2250 × 1900 × 2280 | |||
| Габаритные размеры станка, мм | 2600 × 1630 × 2300 | |||
| Масса нетто/брутто, кг | 3300 / 3600 | 3500 / 3800 | ||
Станок модели T8018, в трех видах исполнения T8018A, T8018B и T8018C в любой момент можно заказать у нас. Данный аппарат предназначен для расточки отверстий блока цилиндра. Станок T8018 отличается особенно высокоточной работой, так как имеет бесступенчатую регулировку режимов работы. Оператор станка может свободно определять режимы вращения шпинделя.
Оператор станка может свободно определять режимы вращения шпинделя.
Модель T8018B имеет коробку скоростей, которая превосходно подходит для автоматического определения частоты вращения рабочей части.
Станок модификации T8018C имеет удлиненную рабочую часть, Шпиндель этой модификации способен намного глубже проникать в обрабатываемый блок, благодаря чему используется для расточки цилиндров удлиненных блоков.
Станки T8018 моделей T8018A, T8018B и T8018C, поставляются с рядом дополнительного специального оборудования, а так же аксессуарами, среди которых дополнительные шпиндели, приспособление для работы с V-образными блоками, специальное оборудования для работы с цилиндрами.
Данный станок демонстрирует высокую работоспособность и производительность на любых сроках эксплуатации, а так же имеет несколько весомых достоинств:
- Простота в использовании
- Пневматические элементы работают плавно, быстро и точно
- Станок имеет большую разбежку в регулировании скорости работы шпинделя
- Имеются высокоточные инструменты настройки и измерения (в т.
 ч. вертикальные)
ч. вертикальные) - Жесткая рабочая часть, уверенно справляется со сплавами любых блоков
| Модель | T8018A | T8018B | T8018C | |
| Диапазон частот вращения шпинделя, мин-1 | 140-610 | 175, 230, 300, 350, 460, 600 | ||
| Максимальная длина расточки, мм | 450 | 650 | ||
| Диапазон растачиваемых диаметров, мм | 30 до 180 | 40 до 180 | ||
| Скорость подачи шпинделя, мм | 0.05, 0.10, 0.20 | |||
| Расстояние от оси шпинделя до станины, мм | 320 | 315 | ||
| Ускоренные перемещения шпинделя, м/мин | 23774 | |||
| Перемещение шпинделя, мм | 500 | 800 | ||
| Перемещение стола | Поперечное, мм | 100 | 150 | |
| Продольное, мм | 800 | 1500 | ||
| Размер стола, мм | 1200 × 500 | 1680 × 450 | ||
| Быстрые перемещения, мм / мин | 2800 | |||
| Габаритные размеры станка, мм | 2000 × 1235 × 1920 | 2680 × 1500 × 2325 | ||
| Габаритные размеры упаковки, мм | 1400 × 1400 × 2250 | 1580 × 1910 × 2575 | ||
| Мощность двигателя | Главный двигатель, кВт | 3 | 37713 | |
| Двигатель ускоренных перемещений, кВт | 0. 75 75 |
|||
| Масса нетто / брутто, кг | 2000 / 2200 |
3500 / 3700 |
||
Модель станка TB8016 это электромеханическая машина, в состав которой входит пневматическая система, которая используется для производства работ по расточке цилиндров моторов различных размеров и характеристик. Чаще всего станок TB8016 используется для обработки блоков V-образного образца. Пневматическая система используется для высокоточной центровки рабочей части. Благодаря такой системе значительно сокращается время необходимое для установки блока в нужное положение.
Среди преимуществ данного оборудования:
- Высокая производительность
- Идеальная точность обработки
- Легкое управление
- Пневматическая система производящая быстрое центрование
- Высокоточные измерительные приборы
- Долгий срок службы машины
- Твердые и долговечные сплавы режущей головки.

| Модель | TB8016 | |
| Скорость быстрых перемещений | 430, 640 мм/с | |
| Максимальная длина расточки | 320 мм | |
| Скорость подачи шпинделя | 0.09 мм/с | |
| Размеры упаковки | 1500 × 1140 × 2070 мм | |
| Масса нетто / брутто | 1300 / 1500 мм | |
| Диаметр расточки | 39 до 160 мм | |
| Перемещение расточной головки | Продольное | 1000 мм |
| Поперечное | 45 мм | |
| Мощность двигателя | 0.85 / 1.1 кВт | |
| V-образный блок | 30°, 45° | |
| Габаритные размеры станка | 1250 × 1050 × 1970 мм | |
| Скорость вращения шпинделя (4 шага) | 125, 185, 250, 370 | |
| Давление воздуха | 0. 6 МПа 6 МПа |
|
Comec ACF170 Станок для расточки цилиндров двигателя
Станок для расточки цилиндров двигателя Comec ACF170 был разработан для удовлетворения потребностей всей линейки (30÷170 мм) легковых и грузовых блоков цилиндров. Шлифование превосходного качества и высокой точности достигается путем сочетания испытанных механических схем и инновационных технических решений, которые позволяют улучшить производительность и адаптивность станка. Все компоненты, поставляемые в стандартной комплектации, как центрирующее устройство со штифтом на шпинделе и циферблатный индикатор, панель управления со всеми функциями для быстрого доступа ко всем элементам управления, или индикатор глубины расточки, помогают оператору быстрее и с меньшими трудностями выполнить свою работу. Кроме того, регулируемая скорость вращения шпинделя с цифровым индикатором позволяет получать отличное качество шлифовки. Маленькие, но полезные приборы, как система смазки колонны и стола или быстрая подача головки входят в и без того широкий ряд оборудования.
Технические особенности:
- Устройство быстрой центровки с циферблатным индикатором
- Маховичок расточного шпинделя с микрометром
- Регулятор ограничителя хода подачи шпинделя
- Маховички продольной и поперечной подачи стола
- Цифирблатный индикатор глубины расточки
- Пульт управления
Стандартная комплектация:
- Регулятор скорости шпинделя и цифровой индикатор
- Магнитный индикатор настройки инструментов
- Циферблатный индикатор глубины проточки
- Устройство быстрой центровки с индикатором
- Ограничитель хода
- Пара параллельных поддержек
- Гаечный ключ установлен
- Инструкция
Технические характеристики:
| Длина | 1030 мм |
| Ширина | 1020 мм |
| Высота | 2000 мм |
| Вес | 1150 кг |
| Тип | для цилиндров |
| Высота блока | до 650 мм |
| Диаметр обрабатываемого цилиндра | 30-170 мм |
| Мощность двигателя шпинделя | 1,5 кВт |
| Подача резцов | 0,12 мм/об |
| Подвижность стола | 1030х370 мм |
| Поперечный ход стола | 120 мм |
| Продольный ход стола | 850 мм |
Ход резца макс. | 1020 |
Безупречный блок цилиндров расточной станок для разнообразного использования
Невероятное. блок цилиндров расточной станок, доступные на Alibaba.com в виде аппетитных предложений, - отличный выбор для улучшения разнообразных скучных процессов. Файл. блок цилиндров расточной станок представлены в разнообразной коллекции, которая включает в себя различные модели и размеры, подходящие для коммерческого и домашнего использования. Если вы собираетесь проделать новые отверстия или хотите увеличить уже существующие, вы найдете идеальный вариант. блок цилиндров расточной станок, чтобы отсортировать вас.
Эти. блок цилиндров расточной станок изготовлены из невероятно прочных материалов, которые гарантируют, что они проникают во все виды поверхностей и материалов без разрушения. Они очень долговечны, чтобы обеспечить максимально длительный срок службы, безупречно оправдывая все ваши ожидания.
Эти. блок цилиндров расточной станок просты в использовании, поскольку они были разработаны с использованием новейших технологий, направленных на снижение потребления энергии, необходимой для их работы. Например, эти. блок цилиндров расточной станок потребляют незначительное количество энергии, поэтому требуют минимального количества электроэнергии или топлива.
Все. блок цилиндров расточной станок на Alibaba.com поставляются с руководствами и инструкциями, которые гарантируют, что они не причинят травм операторам и другим людям. Элегантный дизайн делает их. блок цилиндров расточной станок привлекательны на вид, добавляя чувство удовлетворения при работе с ними. В то же время эти. блок цилиндров расточной станок сверхбыстрые, чтобы дать вам возможность быстрее достигать ваших целей и повысить эффективность и продуктивность в бизнесе или дома.
Получите максимум соотношение цены и качества с непревзойденным.
блок цилиндров расточной станок на Alibaba.com. Более высокой производительности и эффективности, которые вы приобретете, будет достаточно, чтобы понять, почему они стоят каждого пенни. Если вы управляете бизнесом, вы можете вести переговоры о более выгодных сделках и получать более высокую прибыльность благодаря сделкам, предназначенным для. блок цилиндров расточной станок оптовиков и поставщиков.
Станок для расточки блоков цилиндров T170A
Станок для расточки блоков цилиндров T170A широко применяется при расточке блока цилиндров двигателя внутреннего сгорания, гильз блока цилиндров двигателей и компрессоров, а так же при расточке или сверлении отверстий повышенной точности. Обозначение T: расточка цилиндрических отверстий
| Технические характеристики | |||||||
| Модель | T170A | ||||||
| Максимальный растачиваемый диаметр, мм | 170 | ||||||
| Максимальная длина расточки, мм | 400 | ||||||
| Максимальный диаметр сверления, мм | 30 | ||||||
| Скорость вращения шпинделя, мин-1 | 120…860 | ||||||
| Скорость подачи шпинделя, мм/мин | 14…900 | ||||||
| Ускоренные перемещения шпинделя, мм/мин | 1000 | ||||||
| Перемещение шпинделя, мм | 700 | ||||||
| Расстояние от торца шпинделя до поверхности стола, мм | 0…700 | ||||||
| Расстояние от оси шпинделя до вертикальных направляющих, мм | 375 | ||||||
| Максимальное продольное перемещение стола, мм | 1500 | ||||||
| Максимальное поперечное перемещение стола, мм | 200 | ||||||
| Рабочая поверхность стола, мм | 500×1250 | ||||||
| Количество Т-образных пазов | 5 | ||||||
| Мощность двигателя, кВт | 5. 5 5 |
||||||
| Точность расточки | Измеренная точность | H7 | |||||
| Шероховатость | Ra 2.5 | ||||||
| Габаритные размеры станка, мм | 2600×1630×2300 | ||||||
| Габаритные размеры упаковки, мм | 2250×1900×2280 | ||||||
| Масса нетто/брутто, кг | 3300/3600 | ||||||
Ремонт двигателя(моторный ремонт) на СТО.Что для этого нужно?
Большое количество новых автомобилей всевозможных марок и моделей, заполнивших наши дороги в последние годы, поставило перед отечественными сервисменами ряд сложных вопросов, среди которых не последнее место занимает экономическая эффективность тех или иных видов выполняемых работ. Действительно, целый ряд традиционных в прошлые годы видов ремонта постепенно оказался не столь востребован, а некоторые работы — и вовсе не у дел. Среди таких работ, пожалуй, одно из первых мест по падению популярности занял ремонт двигателя.
Среди таких работ, пожалуй, одно из первых мест по падению популярности занял ремонт двигателя. В самом деле, а кому нужен такой ремонт, если машина новая? Когда еще ее двигатель запросит ремонта, через сколько лет, если только гарантия — без малого 100 тысяч километров? В этом и заключается главная причина, почему с ростом парка новых автомобилей потребность в моторном ремонте в последние годы пропорционально уменьшилась.
Однако не будем спешить с выводами и списывать моторный ремонт на «свалку истории». Оказывается, и на новых машинах двигатели, бывает, ломаются. Иногда такая поломка возникает по причине производственного дефекта, скрытого до поры до времени. Случается и такое — вследствие ошибки механика во время очередного обслуживания автомобиля что-нибудь осталось не затянуто, что впоследствии и привело к поломке. А нередко двигатель выходит из строя и по вине самого владельца, который и солярку от бензина не всегда отличит, и разлившуюся на дороге реку сходу норовит форсировать. И даже булыжник на дороге обязательно между колес пропустит — в аккурат по поддону картера.
И даже булыжник на дороге обязательно между колес пропустит — в аккурат по поддону картера.
Конечно, тяготы нашей автомобильной жизни, по причине которой нередко гибнут даже новые моторы, — тема отдельного разговора. Наш же вопрос: что делать, если беда все-таки приключилась? Менять на новый? Отличное решение для владельца, когда такая замена делается по гарантии. Или по страховке. А если это негарантийный и нестраховой случай, как тогда?
Для автоцентра все с точностью наоборот — если виноват водитель, без проблем поменяем двигатель. За деньги владельца, разумеется. А если он не виноват, что делать? Менять дорогостоящий агрегат за свой счет? А если это не простенький 4-цилиндровый моторчик, а серьезный 8-цилиндровый агрегат? Тут и одним десятком тысяч «заморских» не отделаешься…
Короче, без ремонта двигателя хочется, а как-то не очень хорошо выходит. Или выходит, но не всегда и совсем нехорошо. А иногда — и вовсе никак. И скрепя сердце приходится-таки начинать.
Быть или не быть?
Как показывает практика, ремонт ремонту рознь. Можно, разобрав двигатель с целью его ремонта, просто поменять все дефектные детали на новые — чтобы не «заморачиваться». Такой ход, как альтернатива тотальной замены всего агрегата в сборе, практикуется в некоторых крупных автоцентрах. Вроде и двигатель ремонтировали, а только разобрали и собрали с новыми деталями. И риска вроде тоже никакого — все новое поставили, значит, и работать будет как новый.
Можно, разобрав двигатель с целью его ремонта, просто поменять все дефектные детали на новые — чтобы не «заморачиваться». Такой ход, как альтернатива тотальной замены всего агрегата в сборе, практикуется в некоторых крупных автоцентрах. Вроде и двигатель ремонтировали, а только разобрали и собрали с новыми деталями. И риска вроде тоже никакого — все новое поставили, значит, и работать будет как новый.
Однако такой путь выходит не только техническим, но и экономическим компромиссом между тотальной заменой двигателя и нормальным ремонтом. И при необходимости ремонта основных узлов — блока цилиндров, коленчатого вала, головки блока — требует их замены, что становится экономически невыгодным. Слишком дорого для ремонта и почти как двигатель в сборе — есть ли смысл? Особенно. если добавить сюда изрядное время на получение всех необходимых заказных комплектующих. А еще — время на разборку-сборку и зарплату механика.
Вот и получается, что если ремонтировать. то придется все-таки отдельно чинить и блок цилиндров. и седла клапанов в головке блока. и коленчатый вал. Иначе на известный гамлетовский вопрос по поводу ремонта двигателя лучше сразу ответить отрицательно и просто поднакопить денег на новый мотор. Хочется это кому-то или нет, а потребуется и растачивать, и хонинговать, и шлифовать, в противном случае поменять двигатель выйдет быстрее и дешевле.
и седла клапанов в головке блока. и коленчатый вал. Иначе на известный гамлетовский вопрос по поводу ремонта двигателя лучше сразу ответить отрицательно и просто поднакопить денег на новый мотор. Хочется это кому-то или нет, а потребуется и растачивать, и хонинговать, и шлифовать, в противном случае поменять двигатель выйдет быстрее и дешевле.
И здесь мы почти подошли к самому интересному…
Главное противоречие
Но сначала еще один вопрос: почему не любят пока крупные автоцентры ремонт двигателя как таковой? Конечно, необходимость в квалифицированном персонале со специальной подготовкой по двигателю — достаточно веская причина, особенно в нынешнее время. Но мы укажем еще на одну причину — не на чем делать такой ремонт. То есть все понимают, что для ремонта двигателя надо и растачивать, и шлифовать, а оборудования для этого у автоцентра нет. Купить? Не пойдет — дорого, да и не окупится, поскольку не загрузить его: нет такого большого объема ремонта. Значит, отдавать на сторону?
Вот здесь и загвоздка: а кто будет отвечать за качество сторонней обработки? Ведь не секрет, что любой крупный автоцентр дорожит своей репутацией и гарантирует качество работ, в том числе и по двигателю. На это нацелена вся система организации обслуживания и ремонта, оснащения автоцентра необходимым оборудованием и инструментом, работа с клиентами, причем кадровые службы для этого не только подбирают грамотных сотрудников, но и проводят регулярные тренинги персонала по устройству и ремонту обслуживаемой автотехники.
На это нацелена вся система организации обслуживания и ремонта, оснащения автоцентра необходимым оборудованием и инструментом, работа с клиентами, причем кадровые службы для этого не только подбирают грамотных сотрудников, но и проводят регулярные тренинги персонала по устройству и ремонту обслуживаемой автотехники.
Очевидно, ремонт двигателя является комплексной работой, состоящей из сервисной части (разборка-сборка), снабжения запасными частями и механической обработки деталей. И если во всей цепочке работ только в одном месте обнаружится брак, весь результат пойдет насмарку — двигатель работать не будет. Поэтому все прогрессивные принципы, используемые автоцентрами для повышения качества обслуживания автомобилей, при ремонте двигателей нередко вступают в противоречие с низким качеством сторонней механической обработки деталей.
Причина проста — специализированные предприятия, обладающие станочным оборудованием и осуществляющие механическую обработку деталей, в силу целого ряда причин не всегда могут обеспечить высокое качество работы, требуемое заказчиками. Более того, в последние годы стало особенно очевидно, что добиться высокого качества механической обработки дорого и трудно, зато легко и дешево всеми правдами и неправдами снять с себя всяческую ответственность за свою же собственную ошибку. Чем весьма успешно можно пользоваться, если сам двигатель не собираешь. Тогда, если у заказчика с двигателем что-нибудь случится, подойдет любая «отмазка», связанная именно с его работой, а не с собственной халтурой, — и детали перед сборкой он плохо помыл, и масла не того налил, и запчасти бракованные поставил.
Более того, в последние годы стало особенно очевидно, что добиться высокого качества механической обработки дорого и трудно, зато легко и дешево всеми правдами и неправдами снять с себя всяческую ответственность за свою же собственную ошибку. Чем весьма успешно можно пользоваться, если сам двигатель не собираешь. Тогда, если у заказчика с двигателем что-нибудь случится, подойдет любая «отмазка», связанная именно с его работой, а не с собственной халтурой, — и детали перед сборкой он плохо помыл, и масла не того налил, и запчасти бракованные поставил.
Ну, хорошо, допустим, в специализированной мастерской кто-то чего-то расточил или прошли-фовал не так. В чем причина? Руки были кривыми или станок подвел? И то, и другое, причем, как показывает анализ, обе проблемы тесно взаимосвязаны…
Современные технологии — на дедушкином станке?
Какими двигателями сегодня оснащены современные автомобили? Понятно, что современными. Попробуем дать им общую характеристику — это высокофорсированные, экономичные, экологически чистые, надежные и долговечные агрегаты. Чтобы добиться этих во многом взаимоисключающих качеств, требуются не только специальные конструкции и материалы, но и современные технологии производства: у многих моторов ажурные алюминиевые блоки цилиндров, легкие коленчатые валы с узкими шейками, низкие и легкие поршни с тонкими поршневыми кольцами, тонкие шатуны, многоклапанные головки блока со стержнями клапанов малого диаметра. А чтобы все это работало надежно и долго, нужна высокая точность производства — жесткие допуски на размеры, форму и расположение рабочих поверхностей деталей.
Чтобы добиться этих во многом взаимоисключающих качеств, требуются не только специальные конструкции и материалы, но и современные технологии производства: у многих моторов ажурные алюминиевые блоки цилиндров, легкие коленчатые валы с узкими шейками, низкие и легкие поршни с тонкими поршневыми кольцами, тонкие шатуны, многоклапанные головки блока со стержнями клапанов малого диаметра. А чтобы все это работало надежно и долго, нужна высокая точность производства — жесткие допуски на размеры, форму и расположение рабочих поверхностей деталей.
Поскольку современные двигатели существенно отличаются по конструкции от двигателей прошлых лет выпуска, они требуют к себе и более аккуратного отношения — и при эксплуатации, и при обслуживании, и при ремонте. Вне всякого сомнения, ремонт такого механизма — дело непростое, нужна хорошая подготовка инженерно-технического состава автоцентра, чтобы только разобрать и правильно собрать современный двигатель. Но, как мы выяснили, это только полдела — чтобы ремонт двигателя стал полноценным, дорогостоящие узлы и детали также необходимо правильно отремонтировать, т. е. точно обработать все их изношенные рабочие поверхности.
е. точно обработать все их изношенные рабочие поверхности.
Для обработки деталей двигателей, как известно, используются специализированные станки и оборудование. Это специальные шлифовальные станки для коленчатых валов, расточные и хонинговальные станки для блоков цилиндров, станки для обработки седел и шлифовки клапанов, плоскошлифовальные станки для плоскостей, специализированные станки для расточки и хонингования отверстий шатунов, а также различное вспомогательное оборудование для проверки, правки, балансировки и т.д. Короче, серьезный комплекс специализированного оборудования и оснастки, непосредственно предназначенный для ремонта и восстановления именно моторных деталей, причем по отработанным технологиям.
Но мы перечислили только то, что должно быть, если необходимо качественно ремонтировать детали современных двигателей. А чем сегодня предлагают чинить эти детали на самом деле? Рассмотрим более подробно, чем на деле сегодня располагает большинство отечественных фирм, специализирующихся на ремонте моторных деталей. Картина откроется весьма противоречивая, если не сказать — безрадостная… Итак.
Картина откроется весьма противоречивая, если не сказать — безрадостная… Итак.
1. Станки для шлифовки коленчатых валов. Как правило, это старые станки украинского производства выпуска в среднем 15-20-летней давности. В силу архаичных особенностей конструкции станков их ресурс до ремонта весьма мал, что требует регулярного, раз в один-два года, ремонта и наладки, с демонтажем бабок и стола и ручной шабровкой направляющих. Переналадка этих станков со шлифовки шатунных шеек коленчатых валов на шлифовку коренных шеек — отдельная долгая «песня», поэтому во многих мастерских вместо одного станка приходится содержать сразу два — отдельно для шатунных и коренных шеек. Обеспечить точность шлифовки современных коленвалов, в частности параллельность осей шатунных и коренных шеек, на этих станках — практически неразрешимая задача. В дополнение ко всему, в России аналогичное оборудование теперь не выпускается, единственный завод на территории бывшего СССР остался в Украине.
Старый шлифовальный станок украинского производства уже исчерпал все свои возможности
по ремонту современных коленчатых валов — его точность явно недостаточна,
а про удобство работы на нем вообще промолчим.
Хотя по нынешним меркам не старый еще агрегат — 1992 года выпуска.
Современный шлифовальный станок по сравнению с допотопным монстром
не только выглядит пришельцем с другой планеты —
его технические характеристики отличаются точно так же.
2. Расточные станки для блоков цилиндров. Это старая по конструкции отечественная техника, хотя, в отличие от шлифовальных станков, имеющая вполне приличный ресурс и надежность. Тем не менее это — коробки подач вместо давно применяемых в аналогичных импортных станках электродвигателей с частотными преобразователями, почти полное отсутствие оснастки для зажима блоков цилиндров, в первую очередь V-образных, трудности с точной выверкой положения обрабатываемой детали из-за несовершенства измерительных приспособлений и т.д. Фактически это универсальные вертикально-расточные станки, не приспособленные для расточки блоков цилиндров двигателей. В результате по производительности, а нередко и по точности обработки эти станки существенно уступают импортным аналогам. Хотя недостатки станка можно компенсировать с помощью профессионала-расточника высшего класса.
Хотя недостатки станка можно компенсировать с помощью профессионала-расточника высшего класса.
Чтобы расточить такой блок цилиндров на отечественном расточном станке,
надо быть изрядным профессионалом-расточником. И обязательно — с чувством станка и металла.
А еще необходимо подумать, как изготовить специальную оснастку, которой расточной мастодонт
не комплектовался по причине ненужности расточки таких блоков в те времена, когда он выпускался.
Если прикинуть, сколько времени и сил потрачено отечественными умельцами на изготовление подобных приспособлений,
так и хочется сказать: «Их бы энергию, да в мирных целях».[/center]
[center]
Современный расточной станок для блоков цилиндров — это не только плавные регулировки скоростей и подач,
но и специальная система центрирования шпинделя и оснастка для любых блоков «на все случаи жизни».
Думать ни о чем не требуется — производитель давно обо всем позаботился, да и станок за оператора сам все «чувствует» —
достаточно только выполнять операции согласно прилагаемым инструкциям.
3. Хонинговальные станки для цилиндров. Весьма допотопная техника, в основном разра-ботанная лет 30-40 назад в первую очередь для хонингования гильз цилиндров, а не блоков. Проблемы те же, что и в предыдущем случае, — отсутствие нормальной оснастки для установки блоков цилиндров, а также трудности с управлением (неточность позиционирования инструмента), что значительно затрудняет хонингование современных блоков, и несовершенный хонинговальный инструмент. Большая часть эксплуатируемых в настоящее время моделей отечественных хонинговальных станков уже не выпускается, остальные существенно уступают иностранным аналогам по всем параметрам. В некоторых мастерских используются ранее приобретенные импортные станки, но, как показала практика, в весьма «извращенном» виде — для прямого, без расточки, хонингования. Так и хочется сказать: чем так, уж лучше на отечественных.
На современном хонинговальном станке тоже все предусмотрено —
для качественной работы достаточно следовать инструкции, остальное «додумает» сам станок.
Рядом с ним отечественный образец выглядит явным анахронизмом.
4. Станки для обработки плоскостей головок и блоков. Специализированное оборудование данного типа в России не выпускалось и не выпускается. Как если бы эта работа вообще не требовалась при ремонте двигателей, хотя обработка плоскостей необходима практически на каждом разбираемом для ремонта моторе. В подавляющем большинстве мастерских вместо специализированных станков используются, как правило, старые вертикально-фрезерные, реже — плоскошлифовальные станки, что требует использования самодельной оснастки и приводит к заметному снижению производительности и точности обработки.
5. Станки для обработки седел в головках блока цилиндров. В России не выпускались и не выпускаются. Попытки приспособить для седел отечественные универсальные станки, в том числе координатно-расточные, повсеместно окончились неудачей, а ручные фрезы и шлифовальные приспособления, еще используемые при ремонте седел, не являются альтернативой вследствие недопустимо низкой точности обработки и производительности, о чем мы уже неоднократно писали.
Станок для обработки седел в головках блока цилиндров
никогда не выпускался в нашем отечестве.
Как никогда не готовились специалисты-«головочники» для работы на нем.
Но в современном моторном ремонте без такого станка просто нечего делать…[center][/center]
6. Станки для шлифовки клапанов. Выпускаются в России, однако по точности заметно уступают иностранным аналогам, а для шлифовки клапанов легковых автомобилей вообще практически непригодны. Приспособить для этой работы универсальные круглошлифовальные станки, особенно для малых диаметров стержня клапана, без ущерба для точности обработки затруднительно. В результате решить проблему шлифовки клапанов без импортного оборудования не удается. Тем более что, как показывает практика, шлифовать приходится и большую часть новых клапанов, поступающих в запчасти.
7. Станки для расточки постелей подшипников коленчатых и распределительных валов. В России выпускались специализированные станки только для блоков цилиндров конкретных отечественных двигателей. В настоящее время это оборудование уже не выпускается в связи с закрытием единственного завода. В результате никакой альтернативы импортному оборудованию в этом виде обработки также не существует.
В настоящее время это оборудование уже не выпускается в связи с закрытием единственного завода. В результате никакой альтернативы импортному оборудованию в этом виде обработки также не существует.
8. Станки для обработки отверстий шатунов. Выпускались отечественные станки для расточки отверстий в больших шатунах двигателей грузовых автомобилей, но в настоящее время их производство прекращено в связи с закрытием единственного завода, их выпускавшего. Станков для высокоточной финишной обработки отверстий — шлифовальных и хонинговальных — ранее в нашей стране не выпуска-лось, и в будущем на их производство в России вряд ли стоит рассчитывать. На практике для расточки отверстий шатунов нередко используются универсальные токарные, расточные, координатно-расточные или фрезерные станки, но это вызывает необходимость применения самодельной оснастки для базирования и зажима шатунов, что в общем случае значительно снижает точность и производительность обработки. Фактически без иностранного специализированного оборудования качественно ремонтировать шатуны тоже невозможно.
9. Вспомогательное оборудование. Картина не менее безрадостна, поскольку единственной позицией, заслуживающей упоминания, является отечественный станок для балансировки коленчатых валов, значительно уступающий по техническим характеристикам выпускаемым в настоящее время иностранным аналогам. Ну и, может быть, еще приспособление для проверки шатунов, не универсальное и не пригодное для шатунов двигателей легковых автомобилей. Специализированных магнитных дефектоскопов для проверки коленчатых валов на трещины, установок для проверки (опрессовки) рубашек охлаждения, прессов для правки коленвалов и шатунов в России ранее не выпускалось, и ожидать, что кто-нибудь вдруг, «на нервной почве», наладит выпуск такого оборудования, не приходится. Фактически проверка коленчатых валов перед шлифовкой в отечественных мастерских не производится, что в ряде случаев значительно увеличивает опасность поломки вала в дальнейшей эксплуатации. Аналогично почти нигде не проверяются головки блока цилиндров, а это означает немало случаев повторной установки на двигатель треснувших некондиционных деталей. Для правки валов нередко используются подручные средства типа зубила, дающие результат, сомнительный с точки зрения надежности работы поправленного таким способом коленвала. А еще есть моечные установки для деталей двигателей, о которых вообще промолчим.
Для правки валов нередко используются подручные средства типа зубила, дающие результат, сомнительный с точки зрения надежности работы поправленного таким способом коленвала. А еще есть моечные установки для деталей двигателей, о которых вообще промолчим.
Исходя даже из такого краткого анализа, можно с уверенностью сказать, что в настоящее время в целом вся отечественная ремонтная отрасль, занятая механической обработкой моторных деталей, безнадежно отстала от требований времени и уже не соответствует той технике, детали которой должна ремонтировать в первую очередь по точности обработки. С одной стороны, это допотопные отечественные станки, нередко выдержавшие уже не один капитальный ремонт. А с другой — номенклатура этого оборудования крайне ограничена и не позволяет выполнить все необходимые работы, что, как минимум, вызывает необходимость заменять отсутствующие специализированные станки универсальным оборудованием в ущерб точности и сроков выполнения работ. В самом деле, есть над чем задуматься заказчикам, особенно дилерским автоцентрам, когда у них возникает потребность в ремонте того или иного двигателя. Тем более что проблемы с нынешним оснащением моторных мастерских устаревшим оборудованием неизбежно приводят к появлению все новых и новых дополнительных проблем… Но об этом — в нашей следующей публикации.
Тем более что проблемы с нынешним оснащением моторных мастерских устаревшим оборудованием неизбежно приводят к появлению все новых и новых дополнительных проблем… Но об этом — в нашей следующей публикации.
Автор: АЛЕКСАНДР ХРУЛЕВ, кандидат технических наук, директор моторного центра «АБ-Инжиниринг».http://ab-engine.ru
Продолжение следует…
Моторный центр «АБ-Инжиниринг» (Украина) является техническим представителем известной российской компании «АБ-Инжиниринг» в Украине. Пятнадцатилетний опыт работы в сфере моторных технологий даёт компании право объективно оценивать преимущества и недостатки продукции мирового рынка станкостроения. Тесно сотрудничая со своим российским партнером — моторным центром «АБ-Инжиниринг»(Москва), на протяжении всех этих пятнадцати лет компании объединяют свои усилия по освоению украинского рынка металлообрабатывающих станков. Несмотря на увеличение предоставляемых услуг, наша компания не отошла от привычного образа работы. Пользуясь такой возможностью, мы рады сотрудничать с Вами в большом спектре автомобильных технологий.Компания Моторный центр «АБ-Инжиниринг» (Украина) не только реализует первоклассные расточные, шлифовальные, хонинговальные станки AMC-SCHOU и SERDI, разработки и проекты в области хонингования (оборудование DELAPENA), но и проводит ремонт моторных деталей, в том числе, расточку и хонингование блоков цилиндров, индивидуальное изготовление на заказ поршневых колец, гильз и других деталей…
Расточка двигателя: процесс, методы, характеристика
Расточка двигателя — сложный технологический процесс, который направлен на ремонт или доработку силового агрегата. Зачастую, говоря народным языком, расточка необходима при проведении капитального ремонта или проведению тюнинга.
Для чего нужна расточка мотора
Расточку мотора широко применяют при проведении капитальных работ по двигателю. Так, для установки ремонтного комплекта поршневой группы понадобиться расточить внутренние поверхности цилиндров. Что же касается тюнинга, то этот процесс выполняется — для все того же увеличения диаметра цилиндров, чтобы установить необходимые поршни.
Процесс расточки двигателей, а точнее блоков цилиндров выполняется на специальном оборудовании. Существует несколько видов проточки мотора, которые по принципу мало чем отличаются друг от друга, но имеют разные технологические процессы. Также, в операцию расточки входит хонинговка цилиндров. Эти два понятия не стоит разделять между собой.
Само технологическое назначение расточки достаточно простое. Вследствие эксплуатации мотор подвергается износу, а цилиндры блока подвержены постоянным тяжелым нагрузкам, особенно температурным. Так, в процессе эксплуатации появляется много изъянов, таких как царапины, раковины и прочие повреждения. Именно при процессе расточки можно убрать все эти недочеты и восстановить поверхность до рабочего состояния.
При помощи чего проводится расточка
Расточка и хонинговка проводятся при помощи разных станков. Для каждого такого спецоборудования требуется свой специалист, который научен, проводить расточку моторов. Итак, рассмотрим несколько вариантов расточных механизмов для автомобильных блоков цилиндров.
Пожалуй, самые распространенными являются вертикально-расточные станки для расточки блока цилиндров. Популярными они сталь, за счет того, что простые в работе и обслуживании, а также стоимость относительно других довольно низкая. Для примера приведем станок 2Е78П и его конструкцию.
- Шпиндель 0,48 мм — 2Е78П.71.000
- Шпиндель 0,78 мм — 2Е78П.72.000
- Шпиндель 0,120 мм — 2Е78П.73.000
- Шпиндель универсальный — 2Е78П.74.000
- Шпиндель специальный — 2Е78П.75.000
- Пульт управления — 2Е78П.83.000
- Электроаппаратура панели — 2Е78П.81.000
- Колонна — 2Е78П.30.000
- Стол — 2Е78П.40.000
- Основание 2Е78П.10.000
- Отсчетное устройство — 2Е78П.40.020
- Коробка скоростей и подач — 2Е78П.50.000
- Шпиндельная бабка — 2Е78П.23.000
- Электрооборудование сценка — 2Е78П.80.000
- Панель пульта — 2Е78П.82.000
- Пульт управления — 2Е78ПН.83.000
- Электроаппаратура панели — 2Е78ПН.
 81.000
81.000 - Основание — 2Е78ПН.10.000
- Электрооборудование станка — 2Е78ПН.80.000
- Панель пульта — 2Е78ПН.82.000
Следующим вариантом является — координатно-расточные станки. Эти стенды считаются точным оборудованием, что позволяет достаточно точно провести операции по растачиванию главного силового агрегата автомобиля.
Для наглядного примера возьмем стенд 2Л450АФ4.
- I — станина
- II — стойка
- III — блок направляющих
- IV — шпиндельная коробка
- V — шпиндель
- VI — пульт управления
- VII — стол и салазки
- VIII — механизм предварительного набора координат
- IX — привод перемещения стола
- X — привод перемещения салазок
- XI — коробка скоростей
Последняя группа станков для расточки блока цилиндров — горизонтально-расточные. Это самый дорогой вариант, который представляет собой возможность растачивать двигатель не только горизонтально, но и вертикально. Так, В этом случае можно даже проводить процесс шлифовки поверхности блока. Ярким представителем данной категории является — AMC-SCHOU L 2500.
Так, В этом случае можно даже проводить процесс шлифовки поверхности блока. Ярким представителем данной категории является — AMC-SCHOU L 2500.
| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | Станок L 2500 V | |
| Максимальная длина блока | мм | 2540 |
| Максимальное расстояние от встроенных параллелей до борштанги | мм | 850 |
| Шпиндельные скорости | об/мин | 750 |
| Быстрая подача в обе стороны | мм/мин | 1000 |
| Переменная подача в обе стороны | мм/мин | 1000 |
| Скоростная подача в обе стороны | мм/мин | 1000 |
| Максимальный ход борштанги | мм | 680 |
| Двигатели станка | ||
| Шпиндельный двигатель | кВт | 1.5 |
| Двигатель подачи шпинделя | кВт | 0. 37 37 |
| Размеры | ||
| Высота | мм | 2200 |
| Полная длина | мм | 5100 |
| Полная ширина | мм | 800 |
| Требуемое рабочее место | мм | 7600×800 |
| Вес NETTO приблизительно. | кг | 2700 |
| Вес с упаковкой приблизительно (деревянная паллета) | кг | 3140 |
| Объем упаковки | куб.м | 12.82 |
Технологический процесс расточки
Как расточить двигатель? Этот вопрос задавали себе многие автолюбители. Технологический процесс расточки достаточной простой, но требует внимательности и понимания. Расточка внутренний части мотора, а точнее цилиндров, задача точная, поэтому такую работу желательно доверить профессионалам, которые разбираются. Рассмотрим основные позиции проведения расточки ДВС на аналоговом и цифровом оборудовании.
Аналоговая расточка требует постоянного вмешательства специалиста, поскольку именно он определяет, какой будет размер цилиндров после окончания проведения работ. Рассмотрим, последовательность действий:
Рассмотрим, последовательность действий:
- Блок цилиндров устанавливается на станину так, чтобы шпиндель размещался по центру цилиндра.
- В шпиндель устанавливается резец, которым собственно и будет проводиться расточка.
- Включается станок и шпиндель начинает опускаться, при этом режущим резцом растачивает цилиндр.
- Таким самым способом проводится расточка остальных цилиндров.
- После проведения процесса расточки, расточенной мотор, нужно будет хонинговать, а именно доведение поверхности до зеркального состояния.
Стоит учитывать, что при неправильно проведенном процессе, описанном в пункте 1, цилиндр расточиться не правильно и двигатель можно будет, попросту, выкинуть. Поэтому растачивать блоки стоит доверять профессионалам.
Цифровая расточка — это расточка при помощи электроники, а именно ЧПУ. Так, специалисту необходимо ровно установить на станину, чтобы цилиндры стоили в один ряд, а первый был посредине станины. Далее задается необходимая программа, и стенд все делает самостоятельно, под четким руководством специалиста.
Далее задается необходимая программа, и стенд все делает самостоятельно, под четким руководством специалиста.
В современных развитых странах можно найти стенды с умной электроникой, которые имеют в своем арсенале сканер. Именно он позволяется точно и четко попасть в цилиндр, а также провести расточку с точностью до микрона. К сожалению, такие стенды на территории СНГ недоступны, так как стоимость данных агрегатов начинается от 100 000 евро, и автосервисы не могут себе позволить такой станок.
Показания и противопоказания к расточке
К показаниям к проведению расточки являются:
- Износ внутренней части цилиндров, наличие раковин и царапин.
- Возможность восстановления.
- Отсутствие трещин и других похожих повреждений.
- Возможность установки ремонтного комплекта поршневой группы.
- Проведение точных операций по расточке.
А вот к противопоказаниям можно отнести:
- Невозможность восстановить поверхность цилиндров.

- Отсутствие возможности расточки под ремонтный размер (случаи с гильзовкой блока).
- Другие факторы, в которых растачивать блок не целесообразно.
Вывод
Расточить двигатель, а точнее блок цилиндров, в большинстве случаев возможно, но автомобилисту рекомендуется обращаться к профессионалам, которые обладают достаточными знаниями и умениями, чтобы сделать все верно. Процесс расточки достаточно простой, но может выполняться как на аналоговом, так и цифровом оборудовании.
Поэтому, не стоит придумывать велосипед, и для проведения процесса рекомендуется обратиться к специалистам, а в противном случае, можно лишиться одного из главных узлов двигателя внутреннего сгорания.
Оборудование для расточки блока цилиндров
Виды и особенности станков для расточки блока цилиндров
Сам процесс расточки цилиндров – операция не слишком долгая. Но достаточно много времени уходит на то, чтобы блок цилиндров правильно установить на рабочем столе вертикального расточного станка. Ведь геометрия расточенных цилиндров, геометрия всех других поверхностей и их положение относительно друг друга, зависят от того, насколько правильно и точно будет выставлен блок цилиндров на расточном станке.
Но достаточно много времени уходит на то, чтобы блок цилиндров правильно установить на рабочем столе вертикального расточного станка. Ведь геометрия расточенных цилиндров, геометрия всех других поверхностей и их положение относительно друг друга, зависят от того, насколько правильно и точно будет выставлен блок цилиндров на расточном станке.
Какие станки могут использоваться для расточки блока цилиндров?
Для решения этой задачи могут применяться три варианта станков. Первый вариант – вертикально-расточные станки для расточки блока цилиндров. Используются в подавляющем количестве случаев.
Второй вариант – координатно-расточные станки. Это более дорогое оборудование, позволяющее особо точно выставлять режущий инструмент, особо точно позиционировать блок цилиндров на рабочем станке. Все настройки режимов резания происходят в электронном виде.
Чрезвычайная точность обработки на координатно-расточных станках достигается за счет использования серводвигателей и электронного управления. Все данные по позиционированию устанавливаемого на рабочий стол блока цилиндров, все передвижения шпинделя станка высвечиваются на дисплее.
Все данные по позиционированию устанавливаемого на рабочий стол блока цилиндров, все передвижения шпинделя станка высвечиваются на дисплее.
Координатно-расточные станки используются гораздо реже и только в достаточно крупных сервисах. Это связано с высокой ценой такого станка.
Вертикально-расточной станок для расточки блока цилиндров
Третий вариант станков – горизонтально-расточные. Используются крайне редко.
Возможен вариант, когда вместо вертикально-расточных станков используются несколько модернизированные фрезерные станки. Но нужно сказать, что проблема таких станков в том, что часто не удается достигнуть нужной точности резания и основное – точно выполнить установку блока цилиндров на рабочий стол станка.
Расположение цилиндров в двигателе может быть как вертикальным, так и V-образным. Поэтому существуют разные рабочие столы на вертикально-расточных станках. Если для установки и позиционирования блока цилиндров с вертикальным расположением цилиндров подойдет станок с обычным рабочим столом, на котором блок цилиндров устанавливается на горизонтальной плоскости, то для V-образных двигателей нужен поворотный рабочий стол, чтобы совместить оси цилиндров с осью шпинделя.
Основная проблема расточки блока цилиндров заключается именно в том, чтобы правильно позиционировать блок цилиндра по отношению к нескольким плоскостям.
Координатно-расточной станок для расточки блока цилиндров
Если это сделано неправильно или не совсем точно, можно получить вместо идеально расположенных поверхностей, поверхности которые будут несоосны и не перпендикулярны. Если цилиндры так расточить, затем получится, что расположение и ход поршней будет неправильным. Это вызовет неправильные зазоры в поршневой группе, износ деталей от трения. Причем этот износ будет неравномерным.
Это связано с тем, что при проточке на расточном станке может появляться конусность цилиндров. Или не исчезнет эллипсоидность цилиндров. А именно устранение эллипса цилиндра является одним из приоритетов расточки.
Некоторые станки для расточки блока цилиндров поддерживают функцию хонингования головки цилиндра. Для этого в шпиндель вставляется хонинговальная головка. Процесс хонингования обычно происходит после выполнения проточки цилиндров на расточном станке. В некоторых случаях хонингование происходит вместо классической расточки.
В некоторых случаях хонингование происходит вместо классической расточки.
Для чего нужна расточка цилиндров двигателя?
Расточка цилиндров нужна, если цилиндры двигателя потеряли свою геометрическую форму в процессе эксплуатации. Это происходит в результате трения колец поршня о поверхность цилиндра. Изменение геометрии цилиндра, естественно не такое, чтобы его можно было увидеть невооруженным взглядом. Изменение формы (эллипсность или конусность) цилиндра выясняется при помощи специального мерительного инструмента, который вставляется в шпиндель расточного станка. Измерить обычным штангенциркулем подобные изменения тоже не удастся.
Кроме изменения геометрии цилиндра выполняется и изменение диаметра цилиндра в процессе работы. Причем это происходит неравномерно. В процессе проточки поверхностей диаметр цилиндра, естественно, увеличивается. Но цилиндр нельзя растачивать бесконечно, и потом ставить новые кольца под расточенный размер. Существуют определенные пределы ремонтной расточки. Как только достигается этот предел дальше растачивать нельзя. И нужно менять весь узел.
Как только достигается этот предел дальше растачивать нельзя. И нужно менять весь узел.
Горизонтально-расточной станок для расточки блока цилиндров
Расточка цилиндров убирает раковины, или механический износ, который образуется на зеркале цилиндра. Убираются так же задиры и заусенцы. Но нужно понимать, что если глубина механического локального износа больше определенных пределов, растачивать становится бессмысленно. Сколько не убирай металл с внутренней поверхности, механическое повреждение все равно остается. И из-за этого нарушаются зазоры между кольцами и поверхностью цилиндра. А это приводит к падению компрессии, перерасходу топлива, перерасходу масла.
При работе двигателя внутри цилиндров образуется выработка в виде вертикальных рисок. И это приводит к тому, что происходит, своего рода, разгерметизация всей системы. Т.е. кольца поршня могут и прилегать нормально к поверхности цилиндра, но за счет вертикального дефекта, газы будут прорываться не в ту сторону. Расточка, при определенной глубине такого дефекта, может спасти.
Расточка цилиндра выполняется и в случае, если двигатель подвергается форсированию. Это нужно для того, чтобы увеличить мощность двигателя, за счет увеличения объема цилиндра.
Но следует понимать, что если просто расточить цилиндры и увеличить объем двигателя, форсирование двигателя, как таковое не произойдет.
Нужен целый комплекс мероприятий, по увеличению поступления воздуха, отладки газораспределительной системы, замены выхлопной системы под новые условия. Отлаживается или меняется топливная система.
Нужно понимать, что без опыта работы на расточном станке, именно в плане расточки цилиндров, браться за такую работу нерационально. Даже вполне подготовленный токарь-расточник не всегда справится с этой задачей. Слишком много ошибок можно допустить, прежде всего, по позиционированию блока цилиндров на рабочем столе станка.
Вертикально-расточные станки для ремонта блока цилиндров
Максимальный диаметр расточки | мм | 31 — 155 |
Максимальная глубина расточки | мм | 350 |
Максимальная ширина фрезерования | мм | 298 |
Макс. | мм | 200 x 825 |
Максимальное перемещение головки шпинделя (диам) | мм | 530 |
Расстояние от оси шпинделя до колонны | мм | 335 |
Размер рабочего стола | мм | 400 x 1000 |
Макс. перемещение стола | мм | 880 |
Максимальное поперечное перемещение стола | мм | 100 |
Скорости вращения шпинделя (6) | Об/мин | 105 — 210 — 280 |
Скорость подачи рабочей головки шпинделя (3), за оборот | мм | 0.06 — 0.12 — 0.18 |
Подача головки шпинделя быстрая, вверх/ вниз, в минуту | мм | 1200 |
Скорость подачи стола (2), в минуту | мм | 52 — 104 |
Рабочая подача головки шпинделя и вращение шпинделя | кВт | 1. |
Быстрый ход шпиндельной головки вверх и вниз | кВт | 0.060 |
Подача стола | кВт | 0.072 |
Заточный станок | кВт | 0.190 |
Размеры станка (ДхШхВ) | мм | 2570х1175х1920 |
Вес нетто | кг |
1800 |
Вес брутто | кг | 2000 |
Сроки изготовления | раб./дней | 90 |
 площадь фрезерования
площадь фрезерования 2 — 0.9
2 — 0.9CB155 стандартная комплектация: 1. Параллельная опора
2. Измерительный прибор
CB155M стандартная комплектация: 1. Универсальный адаптер 2. Фрезерная головка 3. Ms3 step down bush 4. Параллельная опора
5. Измерительный прибор
Дополнительная комплектация (для CB155/CB155M)
1. MA31 шпиндель с измерительным прибором 2.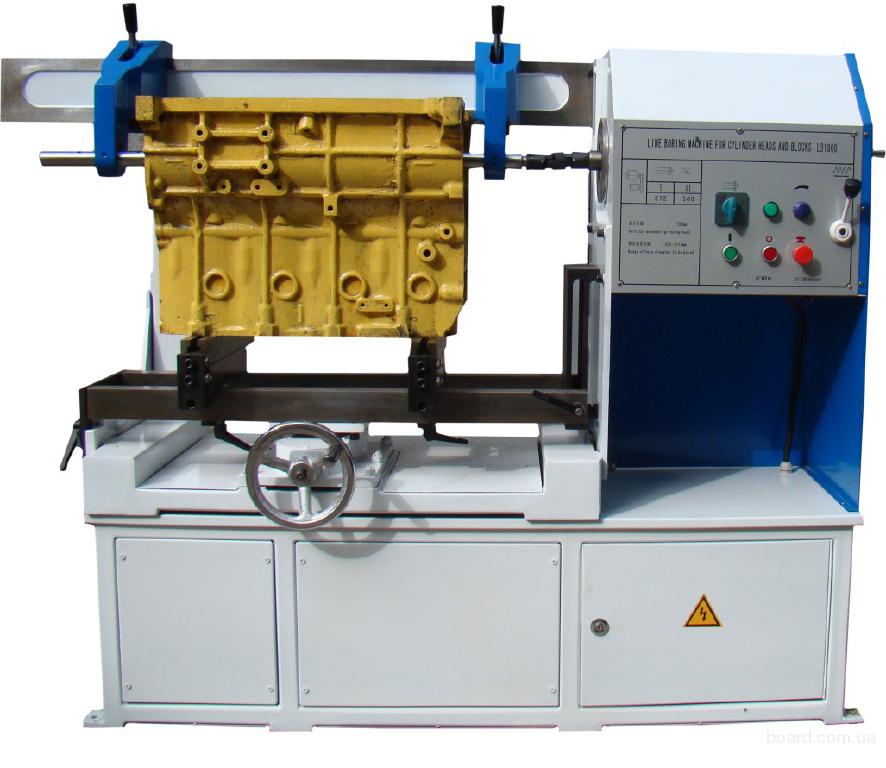 MA52 шпиндель с измерительным прибором 3. MA60 шпиндель 4. MA53 и MA60 используйте такой же измеряющий прибор 5. Встроенное быстрое зажимное приспособление 6. Универсальное приспособление V-блока 7. Приспособление V-блока 90 и 60
MA52 шпиндель с измерительным прибором 3. MA60 шпиндель 4. MA53 и MA60 используйте такой же измеряющий прибор 5. Встроенное быстрое зажимное приспособление 6. Универсальное приспособление V-блока 7. Приспособление V-блока 90 и 60
8. Зажимное устройство цилиндра мотоцикла
Станки для расточки цилиндров
Станки для расточки цилиндров в блоках обязательные элементы любого СТО. Без такого оборудования невозможно произвести капитальный ремонт двигателя. На данной странице представлены станки различного размера, мощности, а так же совмещающие в себе и прочие полезные функции. Обратите внимание на нашу продукцию ниже, многие образцы оборудования могу включать дополнительные функции, которые значительно облегчат вам техническое оснащение вашей СТО.
PDF-файл со станками для расточки цилиндров
Обращайтесь к нашим менеджерам, если вы хотите купить станок для расточки цилиндров в России. Они дадут всю необходимую информацию об условиях поставки, сроках и ценах.
Станок для расточки цилиндра модели FT7, предназначен для работы с блоками двигателей как больших, так и маленьких размеров. Рабочая часть легко перемещается по всему периметру обрабатываемого блока, благодаря инновационному подходу к схематическому устройству станка. Станок имеет электронную систему управления с панелью, которая оснащена всеми необходимыми индикаторами для высокоточной работы.
Комплектация стандартного образца включает центрирующее устройство, шпиндель со штифтом, цифровой индикатор с циферблатом. Машина запускается с помощью панели управления, с помощью которой регулируется глубина расточки, скорость вращения рабочей части и другие компоненты интенсивности обработки детали. Благодаря автоматической настройке и регулировке рабочего процесса станок FT7 всегда позволяет добиться отличного качества шлифовки.
Широкий ряд комплектующих, стандартных для современных станков для расточки цилиндра, в модели FT7 дополнены небольшими, но весьма качественными приборами, среди которых: смазочная система стола и колонны, элемент подающий головку и другие.
| Модель | FT7 |
| Диапазон рабочего диаметра | 39 — 180 мм |
| Масса нетто / брутто | 1500 / 1800 кг |
| Максимальная рабочая глубина | 400 мм |
| Максимальное поперечное перемещение шпинделя | 58 мм |
| Мощность мотора подачи шпинделя | 0,4 кВт |
| Скорость вращения шпинделя | 50 — 1000 об/м |
| Скорость вращения шпинделя шаг | 5 — 16 мм / с |
| Максимальное продольное перемещение шпинделя | 1058 мм |
| Минимальная шлифовочная подача | 0,005 мм |
| Максимальная шлифовальная подача | 0,5 мм |
| Диапазон вращения шпинделя кормов | 0.42 — 0.80 мм / с |
| Общий размер | 1600 x 950 x 2095 мм |
| Мощность двигателя | 1,1 кВт |
Расточный станок AC 170 был разработан для удовлетворения потребностей всей линейки (30 — 170 мм) легковых и грузовых блоков цилиндров. Шлифование превосходного качества и высокой точности достигается путем сочетания испытанных механических схем и инновационных технических решений, которые позволяют улучшить производительность и адаптивность станка. Все компоненты, поставляемые в стандартной комплектации AC 170, такие как центрирующее устройство со штифтом на шпинделе и циферблатный индикатор, панель управления со всеми функциями для быстрого доступа ко всем элементам управления, или индикатор глубины расточки, помогают оператору быстрее и с меньшими трудностями выполнить свою работу. Кроме того, регулируемая скорость вращения шпинделя с цифровым индикатором позволяет получать отличное качество шлифовки. Маленькие, но полезные приборы, такие как система смазки колонны и стола или быстрая подача головки входят в и без того широкий комплект оборудования.
Шлифование превосходного качества и высокой точности достигается путем сочетания испытанных механических схем и инновационных технических решений, которые позволяют улучшить производительность и адаптивность станка. Все компоненты, поставляемые в стандартной комплектации AC 170, такие как центрирующее устройство со штифтом на шпинделе и циферблатный индикатор, панель управления со всеми функциями для быстрого доступа ко всем элементам управления, или индикатор глубины расточки, помогают оператору быстрее и с меньшими трудностями выполнить свою работу. Кроме того, регулируемая скорость вращения шпинделя с цифровым индикатором позволяет получать отличное качество шлифовки. Маленькие, но полезные приборы, такие как система смазки колонны и стола или быстрая подача головки входят в и без того широкий комплект оборудования.
| Модель | AC 170 |
| Диаметр обрабатываемого цилиндра | 30 — 170 мм |
| Продольный ход стола | 850 мм |
| Высота блока | 650 мм |
| Ход резца максимальный | 1020 мм |
| Подвижность стола | 1030 х 370 мм |
| Поперечный ход стола | 120 мм |
| Мощность двигателя шпинделя | 1,5 кВт |
| Подача резцов | 0,12 мм / об. |
Станок BM160 – это вертикально расточный станок, который способен не только обрабатывать цилиндры, но и обрабатывать фрезерную плоскость. Он весьма легок в освоении технологичного процесса, благодаря современной системе управления, которую внедрили в управление данного станка. Любой оператор очень быстро освоит все особенности станка BM160 для расточки цилиндра, благодаря операционной системе EasyTouch.
Преимущества станка BM160 перед подобными моделями:
- Оборудование имеет четкое движение по всем осям и направлениям станка, которое достигается с помощью программного обеспечения.
- Станок имеет небольшой размер, с рабочей зоной не больше 1.5 кв. метра, при этом, нисколько не уступая машинам с аналогичными показателями крутящего момента, достигающими 200 – 500 оборотов в минуту.
- Шпиндельная система включает 3 варианта оснащения. Режущий инструмент имеет видов MA52 и MA60 достигает 1.5 мм, и имеет точность расточки не более 0,005 мм.

- Фрезы станка имеют 8 резцов, которые способны удирать до 1 мм за движение вне зависимости от материала.
| Модель | BM160 |
| Растачивания | 160 мм |
| Максимум рабочая глубина | 350 мм |
| Максимальная фрезеровальная площадь | 300 × 800 мм |
| Номинальный крутящий момент на 50-500 оборотов в минуту | 120 нм |
| Номинальный крутящий момент на 500-780 оборотов в минуту | 100 нм |
| Мощность двигателя шпинделя | 4 кВт |
| Мощность двигателя рабочего стола | 0,4 кВт |
| Мощность двигателя шпинделя вертикальное движение | 0,4 кВт |
| Габаритные размеры | 2670 × 1170 × 1920 мм |
| Размер упаковки | 2200 × 1200 × 2200 мм |
| Масса нетто / брутто | 1800 / 2100 кг |
TXM170A, TXM200A, TXM250A это серия станков для расточки цилиндров вертикального типа является одним из самых популярных и распространённых станков. Каждая из его разновидностей имеет схожие характеристики и назначение. Символы в названии являются аббревиатурой, в которой под буквами T, X и M, значатся технологические процедуры, для которых и создан данный станок:
Каждая из его разновидностей имеет схожие характеристики и назначение. Символы в названии являются аббревиатурой, в которой под буквами T, X и M, значатся технологические процедуры, для которых и создан данный станок:
- T – расточка цилиндров
- X – фрезерование плоскости
- M – шлифование плоскости
Цифры в названии моделей обозначают максимальный размер растачиваемого диаметра отверстия цилиндров двигателя. Данная машина для обработки деталей моторной группы, широко применяется в таких процедурах как: расточка цилиндров блока ДВС, расточка гильз блока цилиндров моторов и компрессоров, сверление отверстий, расточка отверстий высокой точности, шлифовка плоскостей, фрезерование поверхности блока картера. Модели станка TXM170A, TXM200A и TX250A, имеют размер упаковки 1900x2250x2280 мм. Данные модели поставляется так же в альтернативных видах исполнения, и большим количеством аксессуаров дополнительного навесного оборудования, среди которых дополнительные расточные шпиндели, внутренний микрометр, универсальный прибор.
| Модель | TX170A | TX200A | TX250A |
| Максимальная длина расточки, мм | 400 | 500 | 500 |
| Максимальный растачиваемый диаметр, мм | 170 | 200 | 250 |
| Скорость вращения шпинделя, мин-1 | 120 до 1200 | ||
| Плоскость шлифования, мм | 400 × 1000 | ||
| Максимальный диаметр сверления, мм | 30 | ||
| Плоскость фрезерования, мм | 400 × 1000 | ||
| Скорость подачи шпинделя, мм/мин | 14 до 900 | ||
| Расстояние от торца шпинделя до поверхности стола, мм | 0 до 700 | ||
| Перемещение шпинделя, мм | 700 | ||
| Расстояние от оси шпинделя до вертикальных направляющих, мм | 375 | ||
| Ускоренные перемещения шпинделя, мм/мин | 1000 | ||
| Продольная подача стола, мм/мин | 32 до 1350 | ||
| Рабочая поверхность стола, мм | 500 × 1250 | 500 × 1500 | |
| Максимальное поперечное перемещение стола, мм | 200 | ||
| Максимальное продольное перемещение стола, мм | 1500 | ||
| Количество Т-образных пазов | 5 | ||
| Мощность двигателя, кВт | 42860 | ||
| Точность | Шероховатость при фрезеровании | Ra 3. 2 2 | |
| Шероховатость при расточке | Ra 2.5 | ||
| Измеренная точность | H7 | ||
| Шероховатость при шлифовании | Ra 0.8 | ||
| Габаритные размеры упаковки, мм | 2250 × 1900 × 2280 | ||
| Габаритные размеры станка, мм | 2600 × 1630 × 2300 | ||
| Масса нетто/брутто, кг | 3300 / 3600 | 3500 / 3800 |
Станок модели T8018, в трех видах исполнения T8018A, T8018B и T8018C в любой момент можно заказать у нас. Данный аппарат предназначен для расточки отверстий блока цилиндра. Станок T8018 отличается особенно высокоточной работой, так как имеет бесступенчатую регулировку режимов работы. Оператор станка может свободно определять режимы вращения шпинделя.
Модель T8018B имеет коробку скоростей, которая превосходно подходит для автоматического определения частоты вращения рабочей части.
Станок модификации T8018C имеет удлиненную рабочую часть, Шпиндель этой модификации способен намного глубже проникать в обрабатываемый блок, благодаря чему используется для расточки цилиндров удлиненных блоков.
Станки T8018 моделей T8018A, T8018B и T8018C, поставляются с рядом дополнительного специального оборудования, а так же аксессуарами, среди которых дополнительные шпиндели, приспособление для работы с V-образными блоками, специальное оборудования для работы с цилиндрами.
Данный станок демонстрирует высокую работоспособность и производительность на любых сроках эксплуатации, а так же имеет несколько весомых достоинств:
- Простота в использовании
- Пневматические элементы работают плавно, быстро и точно
- Станок имеет большую разбежку в регулировании скорости работы шпинделя
- Имеются высокоточные инструменты настройки и измерения (в т. ч. вертикальные)
- Жесткая рабочая часть, уверенно справляется со сплавами любых блоков
| Модель | T8018A | T8018B | T8018C |
| Диапазон частот вращения шпинделя, мин-1 | 140-610 | 175, 230, 300, 350, 460, 600 | |
| Максимальная длина расточки, мм | 450 | 650 | |
| Диапазон растачиваемых диаметров, мм | 30 до 180 | 40 до 180 | |
| Скорость подачи шпинделя, мм | 0. 05, 0.10, 0.20 05, 0.10, 0.20 | ||
| Расстояние от оси шпинделя до станины, мм | 320 | 315 | |
| Ускоренные перемещения шпинделя, м/мин | 23774 | ||
| Перемещение шпинделя, мм | 500 | 800 | |
| Перемещение стола | Поперечное, мм | 100 | 150 |
| Продольное, мм | 800 | 1500 | |
| Размер стола, мм | 1200 × 500 | 1680 × 450 | |
| Быстрые перемещения, мм / мин | 2800 | ||
| Габаритные размеры станка, мм | 2000 × 1235 × 1920 | 2680 × 1500 × 2325 | |
| Габаритные размеры упаковки, мм | 1400 × 1400 × 2250 | 1580 × 1910 × 2575 | |
| Мощность двигателя | Главный двигатель, кВт | 3 | 37713 |
| Двигатель ускоренных перемещений, кВт | 0.75 | ||
| Масса нетто / брутто, кг | 2000 / 2200 | 3500 / 3700 |
Модель станка TB8016 это электромеханическая машина, в состав которой входит пневматическая система, которая используется для производства работ по расточке цилиндров моторов различных размеров и характеристик. Чаще всего станок TB8016 используется для обработки блоков V-образного образца. Пневматическая система используется для высокоточной центровки рабочей части. Благодаря такой системе значительно сокращается время необходимое для установки блока в нужное положение.
Чаще всего станок TB8016 используется для обработки блоков V-образного образца. Пневматическая система используется для высокоточной центровки рабочей части. Благодаря такой системе значительно сокращается время необходимое для установки блока в нужное положение.
Среди преимуществ данного оборудования:
- Высокая производительность
- Идеальная точность обработки
- Легкое управление
- Пневматическая система производящая быстрое центрование
- Высокоточные измерительные приборы
- Долгий срок службы машины
- Твердые и долговечные сплавы режущей головки.
| Модель | TB8016 | |
| Скорость быстрых перемещений | 430, 640 мм/с | |
| Максимальная длина расточки | 320 мм | |
| Скорость подачи шпинделя | 0.09 мм/с | |
| Размеры упаковки | 1500 × 1140 × 2070 мм | |
| Масса нетто / брутто | 1300 / 1500 мм | |
| Диаметр расточки | 39 до 160 мм | |
| Перемещение расточной головки | Продольное | 1000 мм |
| Поперечное | 45 мм | |
| Мощность двигателя | 0. 85 / 1.1 кВт 85 / 1.1 кВт | |
| V-образный блок | 30°, 45° | |
| Габаритные размеры станка | 1250 × 1050 × 1970 мм | |
| Скорость вращения шпинделя (4 шага) | 125, 185, 250, 370 | |
| Давление воздуха | 0.6 МПа |
Вертикально-расточные станки ROBBI для расточки блоков и цилиндров
Расточные станки ROBBI — это недорогие, но качественные станки, которые выпускаются на основании 75-летнего опыта фирмы в производстве прецизионного оборудования для восстановления двигателей. Станки предназначены для расточки всех типов блоков цилиндров, включая гильзы и цилиндры мотоциклов, с возможностью обработки плоскости. Все модели имеют плавно регулируемую с помощью частотных преобразователей скорость вращения и подачу шпинделя и большой набор оснастки для обработки любых деталей.
Станки модификаций S, а также станки моделей SPES и OLIMPIA имеют плавно переменную подачу стола и возможность установки фрезерной головки для фрезерования.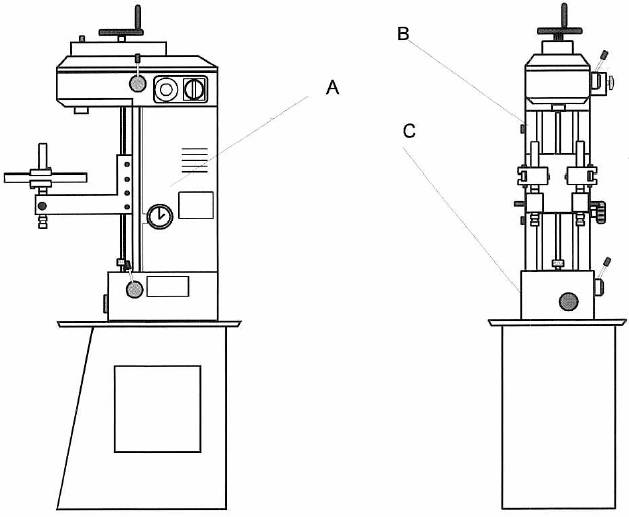 Окраска в любой цвет по выбору заказчика.
Окраска в любой цвет по выбору заказчика.
Каждый такой станок спроектирован так, чтобы обеспечить высокую точность и одновременно быть простым в использовании. Поэтому особенности наладки станка разработаны с учетом потребностей оператора и являются быстрыми, простыми и не требуют специальных знаний и навыков. Заключительный выбор легок: станки надежны, удобны и точны, их цены приемлемы, что означает выгодное возвращение инвестиций. Оперативная связь с производителем гарантирует, в случае необходимости, консультации и быструю поставку требуемых запчастей и расходных материалов.
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ СТАНКОВ:
- Исключительная жесткость и точность станка благодаря литой чугунной станине.
- Плавная регулировка частоты вращения и вертикальной подачи шпинделя, а также подачи стола.
- Большой выбор расточных шпинделей и приспособлений.
- Быстрые снятие/установка шпинделей.
- Быстрое и точное центрирование шпинделя в цилиндре по индикатору на расточной бабке.

- Быстрая настройка верхнего и нижнего крайних положений шпинделя.
- Простое крепление V-образных и рядных блоков цилиндров.
- Быстрая установка фрезерной головки для обработки плоскости.
- Возможность установки сегментированного шлифовального круга для шлифования плоскостей
- Возможность установки хонинговальных головок для ручного хонингования отверстий.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Диаметры расточки со стандартными шпинделями | мм | 31-150 | 31-180 | 31-320 | 31-320 | 31-400 |
| Максимальная глубина расточки | мм | 380 | 460 | 700 | 860 | 1100 |
| Максимальное вертикальное перемещение расточной головки | мм | 580 | 830 | 930 | 1230 | 1330 |
| Расстояние от стола до расточной головки | мм | 1090-510 | 1260-430 | 1530-600 | 1860-600 | 2130-600 |
| Максимальное расстояние от шпинделя до направляющих колонки | мм | 280 | 340 | 370 | 450 | 520 |
| Используемые размеры стола | мм | 900×370 | 1200×400 | 1550×500 | 1800×600 | 3000×700 |
| Обрабатывающая поверхность для верхней плоскости блока* | мм | 250* | 320* | 380* | 420* | 480* |
| Продольный ход стола | мм | 880 | 980 | 1530 | 1780 | 2530/2950 |
| Поперечный ход стола | мм | 65 | 80 | 130 | 180 | 230 |
| Скорость вращения шпинделя | об/мин | 240-480 | 0-500 | 0-500 | 0-500 | 0-500 |
| Автоматическая подача расточной головки | мм/об | 0,13 | 0,09-0,18 | 0,05-0,25 | 0,05-0,25 | 0,05-0,25 |
| Автоматическая подача стола для обработки плоскости* | мм/мин | — /40-80 | — /40-80 | — /40-80 | 0-150 | 0-150 |
| Главный шпиндельный двигатель вращения | кВт | 1-0,75 | 2 | 3 | 5 | 7,5 |
| Двигатель быстрой подачи расточной головки | кВт | 0,75 | 0,75 | 0,75 | 0,75 | 1,25 |
| Двигатель быстрой автоматической подачи стола для обработки плоскости* | кВт | 0,3/0,17* | 0,3/0,17* | 0,3/0,17* | 0,3/0,17* | 0,3/0,17* |
| Двигатель привода расточной головки | кВт | 0,5 | 0,5 | 0,5 | 0,5 | 1,0 |
| Габариты: длина x ширина x высота | мм | 1700x1080x2000 | 1800x1200x2170 | 2150x1350x2400 | 2800x1500x3170 | 4150x1750x3400 |
| Требуемое рабочее пространство для установки станка | мм | 2580x1145x2230 | 2780x1250x2570 | 3680x1480x2700 | 4780x1750x3570 | 5680x2480x3700 |
| Приблизительно чистый вес | кг | 1350 | 1600 | 2400 | 3600 | 4400 |
| Приблизительно вес брутто | кг | 1600 | 1850 | 2750 | 3850 | 4750 |
| Размеры и объем упаковки | м/м3 | 1,36×1,24×2,20= 3. 710 710 | 1,56×1,30×2,30= 4,664 | 2,65×1,5×2,54 = 6,1215 | 3,56×2,30×3,30= 8,664 | 3,65×2,5×3,54 = 10,1215 |
* Для модификаций станков S и SPES, предусматривающих возможность обработки плоскости блоков цилиндров.
КОМПЛЕКТ СТАНДАРТНОГО ОБОРУДОВАНИЯ
- Электрическое оборудование с системой управления низкого напряжения.
- Полный комплект оснастки, включая фрезерную головку и инструмент для обработки плоскости блоков (модификации S, SPES).
- 2 параллели 100мм с болтами.
- 2 параллели 220мм с болтами (300мм для MAX и SPES).
- 4 фиксирующих зажима с болтами.
- Система управления процессом расточки.
- Система центрирования.
- Система управления подачей расточной головки.
- Набор гаечных ключей.
- Инструкция по эксплуатации и список запасных частей.
ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ (НА ЗАКАЗ)
- Электронная система быстрого центрирования с LCD-дисплеем
- Автоматическая плавно переменная подача стола 0-150 мм/мин
- Приспособления и инструмент для заточки резцов, включая электрический двигатель, абразивный круг, алмазный круг, зажимное приспособление.

- Расточные шпиндели различных размеров, комплекты режущего и измерительного инструментом, а также центрирующих устройств.
- Специальный сверлильный шпиндель с конусом Морзе №3.
- Крепление для быстрого зажима рядных блоков цилиндров.
- Универсальное крепление для V-образных блоков.
- Универсальное крепление для зажима гильз.
- Крепление для зажима цилиндров мотоциклов.
- Специальный шпиндель для обработки плоскостей с конусом Морзе №3.
- Нутромеры для измерения диаметра цилиндра различных диапазонов.
- Специальный шлифовальный шпиндель с сегментированным шлифовальным кругом для прецизионной обработки плоскостей.
- Специальное хонинговальное приспособление для хонингования цилиндров с системой подачи СОЖ.
Регулируемое наклонное крепление для зажима V-образных блоков цилиндров. | Автоматическая плавно переменная подача стола | ||
Комплекты расточных шпинделей | Приспособление для заточки резцов |
Наиболее полная информация о расточных станках ROBBI и их дополнительном оборудовании, условиях поставки, гарантиях и многих других полезных вещах представлена в русском каталоге станочного оборудования ROBBI.
Скачать инструкцию по эксплуатации расточного станка для расточки блоков цилиндров в формате PDF (3,9 Мб)
Рекомендуем также посмотреть наше слайд-шоу о том, как производятся станки на заводе ROBBI в Италии.
СМЦ «АБ-Инжиниринг» также поможет сделать эскизный проект и скомплектовать оборудованием участок механической обработки деталей по конкретному техническому заданию.
Вы можете отправить запрос на станочное оборудование ROBBI с нашего сайта.
Сравнение станков ROBBI со станками других производителей
Другие станки ROBBI…
Мы готовы предложить Вам любой вариант оборудования Вашего цеха станками любого производителя — от самой дорогой TOP-модели до самого дешевого, но не менее качественного станка.
Безупречный сверлильный станок для цилиндров для разнообразного применения
Невероятное. Цилиндрический расточной станок , доступный на Alibaba.com в привлекательных предложениях, является отличным выбором для улучшения разнообразных процессов растачивания. Файл. Цилиндро-расточной станок поставляется в разнообразной коллекции, которая включает в себя различные модели и размеры, которые подходят для коммерческого и домашнего применения. Если вы собираетесь проделать новые отверстия или хотите увеличить уже существующие, вы найдете идеальный вариант. цилиндро-расточной станок разобрал вам.
Файл. Цилиндро-расточной станок поставляется в разнообразной коллекции, которая включает в себя различные модели и размеры, которые подходят для коммерческого и домашнего применения. Если вы собираетесь проделать новые отверстия или хотите увеличить уже существующие, вы найдете идеальный вариант. цилиндро-расточной станок разобрал вам.
Эти. Цилиндро-расточной станок изготовлен из невероятно прочных материалов, которые гарантируют, что они проникают во все виды поверхностей и материалов без разрушения. Они очень долговечны, чтобы обеспечить максимально длительный срок службы, безупречно оправдывая все ваши ожидания. Эти. Цилиндро-расточной станок прост в использовании, потому что он был разработан с использованием новейших технологий, направленных на снижение энергии, необходимой для их работы.Например, эти. Цилиндро-расточной станок потребляет незначительное количество энергии, поэтому требует минимального количества электроэнергии или топлива.
Все. Сверлильный станок для цилиндров на Alibaba.com поставляется с руководствами пользователя и инструкциями, которые гарантируют, что они не причинят травм операторам и другим людям. Элегантный дизайн делает их. Цилиндро-расточной станок привлекательный внешний вид, добавляющий чувство удовлетворения при работе. В то же время эти.Цилиндро-расточной станок Сверхбыстрый станок позволит вам быстрее достигать поставленных целей и повысить эффективность и продуктивность как в бизнесе, так и дома.
Получите максимальную отдачу от своих денег с непревзойденным. Цилиндро-расточной станок на Alibaba.com. Более высокой производительности и эффективности, которые вы приобретете, будет достаточно, чтобы понять, почему они стоят каждого пенни. Если вы управляете бизнесом, вы можете вести переговоры о более выгодных сделках и получать большую прибыльность благодаря сделкам, предназначенным для. цилиндро-расточной станок оптовиков и поставщиков.
Расточка цилиндра
- Дом
- Оборудование для ремонта и восстановления двигателей
- Расточка цилиндра
Оборудование премиум-класса, произведенное и спроектированное в Италии:
Станок для растачивания цилиндров AC110 предназначен для быстрой и эффективной переточки небольших блоков цилиндров.Его основными характеристиками являются прочность шпинделя, жесткость рамы и правильная центральная накладка, обеспечивающая абсолютную точность.
- Регулируемая скорость шпинделя и перемещения.
- Устройство автоматической остановки перемещения стола.
- Центрирование с поперечным столом
- Быстрая настройка резака.
- Широкий ассортимент принадлежностей для ремонта всех типов цилиндров.
| Расточка | 35-100 мм |
| Число оборотов расточного шпинделя | 100-660 об / мин |
| Подача стола | 1-70 мм / мин |
| Мощность двигателя шпинделя | 0,75 кВт |
| Размеры (ДxДxВ) | 600x350x1600 мм |
| Масса | 300 кг |
Станок для растачивания цилиндров AC170 — это универсальный станок, способный растачивать цилиндры от 30 до 170 мм. Структурированный дизайн машины призван придать практически безвибрационной конструкции прочность и жесткость.
Структурированный дизайн машины призван придать практически безвибрационной конструкции прочность и жесткость.
ОБОРУДОВАНИЕ
• Инструмент для измерения инструмента с прибором
• Циферблатный индикатор глубины в сборе
• Циферблатный индикатор для центрирования цилиндра до сотых долей.
• Регулируемая скорость шпинделя
• Быстрая замена с приводом от головы
| Технические характеристики | |
|---|---|
| Диапазон растачивания | 30 ÷ 170 мм |
| Максимальный вертикальный ход головки | 600 мм |
| Максимальное расстояние от головы до головы | 1020 мм |
| Скорость вращения шпинделя | 230 ÷ 480 об / мин |
| Подача шпинделя | 0. 12 мм 12 мм |
| Поверхность стола | 900×260 мм |
| Максимальное продольное перемещение стола | 850 мм |
| Максимальный ход | 120 мм |
| Двигатель с колесной головкой | 1.5 кВт |
| Длина | 1400 мм |
| Ширина | 1100 мм |
| Высота | 2100 мм |
| Масса | 1100 кг |
Универсальный станок с возможностью расточки цилиндра от 30 до 170 мм. Структурированный дизайн машины призван придать практически безвибрационной конструкции прочность и жесткость.
Структурированный дизайн машины призван придать практически безвибрационной конструкции прочность и жесткость.
ОБОРУДОВАНИЕ
• Моторизованная подача стола с регулируемой скоростью
• Регулируемая скорость шпинделя с цифровым дисплеем
• Циферблат настройки инструмента с магнитным основанием
• Устройство для измерения глубины растачивания со стрелочным индикатором
• Прецизионное центрирующее устройство с индикатором часового типа.
• Регулируемые концевые выключатели хода
• Головка механическая подача
| Технические характеристики | |
|---|---|
| Диапазон растачивания | 30 ÷ 170 |
| Максимальный вертикальный ход головки | 600 мм |
| Максимальное расстояние от головы до головы | 1020 мм |
| Скорость вращения шпинделя | 230 ÷ 480 об / мин |
| Подача шпинделя | 0. 12 мм 12 мм |
| Поверхность стола | 900×260 мм |
| Максимальное продольное перемещение стола | 850 мм |
| Максимальный ход при повороте | 120 мм |
| Двигатель с колесной головкой | 1.5 кВт |
| Длина | 1400 мм |
| Ширина | 1100 мм |
| Высота | 2100 мм |
| Масса | 1100 кг |
Сверлильно-фрезерный станок для цилиндров ACF 200 объединяет в себе основные работы по восстановлению блоков цилиндров автомобилей и грузовиков, такие как расточка и шлифовка поверхности на одной машине, что позволяет выполнять такие работы, которые обычно доступны только на моделях более высокого уровня. Фактически, при сохранении компактных габаритных размеров его технические характеристики позволяют широкую работоспособность за счет продольной и поперечной подачи шаров стола и
Фактически, при сохранении компактных габаритных размеров его технические характеристики позволяют широкую работоспособность за счет продольной и поперечной подачи шаров стола и
вертикальная подача головки.
Превосходные качества отделки и точности достигаются за счет комбинации проверенной механической схемы с инновационными техническими решениями, улучшающими производительность и универсальность станка.
| Технические характеристики | |
|---|---|
| Диапазон растачивания | 30 ÷ 170 мм |
| Максимальное вертикальное перемещение головки | 660 мм |
| Мин.-Макс. Расстояние от головки до стола | 3070 ÷ 1040 мм |
| Расстояние между шпинделем C / L и стойкой | 270 мм |
| Поверхность стола | 1340×370 мм |
Макс. перемещение стола перемещение стола | 1200 мм |
| Макс.перекрест стола | 200 мм |
| Регулируемая скорость вращения шпинделя | 85 ÷ 850 об / мин |
| Регулируемая подача шпинделя | 0 ÷ 175 мм / мин |
| Регулируемая подача стола | 0 ÷ 460 мм / мин |
| Мощность двигателя шпинделя | 2 л.с. (1.5 кВт) |
| Мощность двигателя быстрой подачи | 0,5 л. с. (0,37 кВт) с. (0,37 кВт) |
| Мощность двигателя подачи стола | 0,75 л.с. (0,55 кВт) |
| Размеры (ДxДxВ) | 1860x1150x2170 мм |
| Масса | 1380 кг |
Сверлильный станок с ЧПУ ACF200 сочетает в себе две основные операции восстановления; расточка и наплавка блоков как для легковых, так и для грузовых автомобилей.
Этот станок теперь связан с системой ЧПУ для автоматизации вашего цеха.
Включая следующее стандартное оборудование:
- Компьютерное числовое управление с использованием операционной системы LINUX и процессора ARMv8
- Прецизионные шарико-винтовые передачи на 3 оси
- Перемещение по линейным железным дорогам по 3 осям
- Бесщеточные двигатели на 3 оси, управляемые ЧПУ
- Панель управления поворотным рычагом с двойным сенсорным экраном
- Электронный маховик для ручного перемещения по 3 осям (быстрая-средняя-тонкая скорости)
- Полностью автоматические и программируемые режимы работы для расточных и фрезерных операций
- Соединения WI-FI и LAN для поддержки и обслуживания
- PV0160 Пара параллельных опор
- PV0021 зажимы большие (2 шт.
 )
) - PV0022 Зажимы малые (4 шт.)
- Набор гаечных ключей
- Инструкция по эксплуатации
Сверлильный станок для малых двигателей CB1401 — самый быстрый и эффективный расточный станок, который вы можете купить для растачивания цилиндров мотоциклов и малых двигателей.
Простая и точная настройка в сочетании с быстрой и гибкой работой делают CB1401 выгодным вложением в повышение производительности магазина. Размер цилиндров от 1,5 до 4 дюймов может быть изменен, а гаситель вибрации позволяет снимать до 0,060 дюйма за один проход.
Две скорости шпинделя и бесступенчатая подача позволяют оператору получить желаемую чистоту поверхности.Хромированный шпиндель и регулируемые опорные подшипники со смазкой под давлением обеспечивают долгую и безотказную работу. Прекратите отправлять прибыльную часть своего бизнеса в сфере услуг — инвестируйте в CB1401.
ОСОБЕННОСТИ
• Сменные режущие пластины с пластинами
• Микрометр с прямым отсчетом
• Система центрирующего конуса для быстрой и точной настройки
• Антивибрационная опора инструмента для тяжелых резов
• Быстрая регулировка фиксации заготовки с кулачковым замком.
• Автоматические верхние и нижние остановки подачи
• 2 скорости шпинделя — плавная регулировка подачи шпинделя
• Расточный шпиндель из твердого хрома
| Технические характеристики | |
|---|---|
| Диапазон растачивания | 1.5 (38 мм) -4 (101 мм) |
| Ход шпинделя | 8 (203 мм) |
| Скорость шпинделя | 222 и 335 об / мин |
| Подача шпинделя | Бесконечно переменная ???? |
| Двигатель | 3/4 л. с. с. |
| Ширина машины | 36 (914 мм) |
| Глубина | 18 (457 мм) |
| Высота | 42 (1066 мм) |
| Масса | 550 фунтов (240 кг) |
Производитель переносных расточных станков для цилиндров, Станки для чистового растачивания
Компания HP Singh Machinery Pvt, специализирующаяся на разработке высококачественной продукции в соответствии с потребностями клиентов. Ltd — известный производитель, поставщик и экспортер Портативного станка для точного растачивания. Эти промышленные портативные расточные станки широко используются в автомобильных мастерских, в мастерских по испытанию двигателей и ремонту. Основание, поперечный суппорт, стол, колонна и расточный суппорт (редуктор) изготовлены из мелкодисперсного сплава. Снятие напряжений после грубой обработки обеспечивает надежную работу без вибрации.
Ltd — известный производитель, поставщик и экспортер Портативного станка для точного растачивания. Эти промышленные портативные расточные станки широко используются в автомобильных мастерских, в мастерских по испытанию двигателей и ремонту. Основание, поперечный суппорт, стол, колонна и расточный суппорт (редуктор) изготовлены из мелкодисперсного сплава. Снятие напряжений после грубой обработки обеспечивает надежную работу без вибрации.
Стандартное оборудование для расточного станка 007
- 5 комплектов направляющих
- Подходящие ключи Ален
- Держатели 2 шт.
- 1 No.инструмент бит
- Отвертка
- Микрометр для установки инструмента с зажимом
- Приспособление для притирки инструмента
- Ключ для извлечения инструмента
- Диск для притирки инструмента
- Якорь в сборе
- Ручная рукоятка для ручной подачи
- 3-х контактный штекер с метровым проводом
Стандартное оборудование станка для растачивания цилиндров HPS 009 и 0011
- 5 комплектов направляющих
- Подходящие шестигранные ключи
- 2 шт.
 Державок
Державок - 1 Без инструмента
- Отвертка
- Микрометр для наладки инструмента с прибором
- Приспособление для притирки инструмента
- Ключ для извлечения инструмента
- Диск для притирки инструмента
- Якорь в сборе
- Ручная рукоятка для ручной подачи
- 3-х контактный штекер с проводом 1 метр
| Технические характеристики 007 (HPS-3) | |
| Диаметр растачивания | 2.От 6 дюймов до 5,3 дюймов |
| Глубина растачивания | 14 ″ |
| Скорость шпинделя | 2 |
| Диапазон скоростей | от 190 до 325 об / мин |
| Высокая скорость 0,015 ″ | |
| Низкая скорость 0,030 ″ | |
| Двигатель | Встроенный двигатель |
| л.с. двигателя | 3/4 л.с. 220 В |
| Масса | 75 кг / [приблизительно] |
| Технические характеристики | ||
| 009 | 0011 | |
| Диаметр заглушки | 2. От 2 дюймов до 4,2 дюймов От 2 дюймов до 4,2 дюймов | от 1,375 ″ до 2,775 ″ |
| Глубина растачивания | 8,5 ″ | 10 ″ |
| Макс одинарный пропил | 0,30 ″ | 0,40 ″ |
| Скорость шпинделя | 300 (одиночный) | 300 (одиночный) |
| Двигатель (200 В переменного тока, встроенный) | 1/2 л.с. | 1/2 л.с. |
Цилиндрический расточно-фрезерный станок — CB155M_Станок для растачивания цилиндров_Станок для восстановления двигателя_Products_THL Станки и расходные материалы для двигателейостроителей.
Копия Berco AC650M
Точность, быстрая работа и надежность — вот основные характеристики сверлильных станков CB155 и CB155M. Эти две модели, одинаковые по размерам и конструкции, отличаются только ручным перемещением системы привода стола на CB155 и приводным механизмом перемещения на CB155M.
Рабочий объем | ||
Скучная способность | мм (дюйм) | 31 — 155 (1.22 ”÷ 6,10”) |
Максимум. глубина бурения | мм (дюйм) | 350 (13,78 дюйма) |
Максимум. ширина фрезерования | мм (дюйм) | 298 (11.73 ”) |
Макс.площадь фрезерования | мм (дюйм) | 200 x 825 (7,87 x 32,48 дюйма) |
Геометрические элементы | ||
Максимальный ход шпиндельной головки (D) | мм (дюйм) | 530 (20. |
Расстояние между стержнями C / L и направляющими колонн | мм (дюйм) | 335 (13,20 дюйма) |
Полезная поверхность стола | мм (дюйм) | 400 х 1000 (15.75 дюймов x 39,37 дюйма) |
Макс.перемещение стола | мм (дюйм) | 880 (34,64 дюйма) |
Максимальное поперечное смещение стола | мм (дюйм) | 100 (3.94 ”) |
Скорости | ||
Скорость вращения шпинделя (6) | об / мин | 105 ÷ 210 ÷ 280 (390 ÷ 550 ÷ 780) |
Скорость рабочей подачи шпиндельной головки (3), за оборот | мм (дюйм) | 0. |
Быстрая подача шпиндельной головки вверх и вниз, в минуту | мм (дюйм) | 1200 (47,24 дюйма) |
Скорость рабочей подачи стола (2), в минуту | мм (дюйм) | 52 ÷ 104 (2.05 ”÷ 4,10”) |
Мощность двигателя | ||
Рабочая подача шпиндельной головки и вращение шпинделя | кВт | 1.2 ÷ 0,9 (1,6 ÷ 1,2 л.с.) |
Быстрое перемещение шпиндельной головки вверх и вниз | кВт | 0,060 (0,080 л.с.) |
Траверс стола | кВт | 0.072 (0,094 л.с.) |
Шлифовальный инструмент | кВт | 0,190 (0,250 л. |
Размеры | ||
Длина (А) | мм (дюйм) | 2570 (101 дюйм) |
Ширина (B) | мм (дюйм) | 1175 (46.25 ”) |
Высота (C) | мм (дюйм) | 1920 (75,59 дюйма) |
Масса | ||
Прибл.вес, без упаковки | кг (фунты) | 1240 (2731) 1250 (2753) |
Прибл. вес, в океанской упаковке | кг (фунты) | 1540 (3392) 1550 (3414) |
 87 ”)
87 ”) 06 ÷ 0,12 ÷ 0,18 (0,0024 «÷ 0,0047» ÷ 0,0071 «)
06 ÷ 0,12 ÷ 0,18 (0,0024 «÷ 0,0047» ÷ 0,0071 «) с.)
с.)CB155 стандартная комплектация:
1. Параллельная поддержка
Параллельная поддержка
2. Измерительное устройство
CB155M Стандартная комплектация:
1. Универсальный адаптер
2. фрезерная головка
3. Втулка понижающая МС3
4. параллельная поддержка
5. Измерительное устройство
Дополнительный компонент (для CB155 / CB155M)
1.Шпиндель МА31 с измерительным устройством
2. Шпиндель MA52 с измерительным устройством.
3. Шпиндель MA60
4. (MA53 и MA60 используют одно и то же измерительное устройство)
5. Быстроразъемное приспособление в линию
6. Универсальный V-образный блок.
7. Блоки на 90 и 60 В
8. Зажим для мотоциклетного цилиндра.
Плавающий расточной станок TB8016
TB8016
Плавающий расточной станок
Сверлильный станок — это новый продукт нашей компании с механической, электрически-пневматической интеграцией, который применим для расточки различных отверстий, особенно отверстий в цилиндрах автомобилей и тракторов. Характеристики |
 Если предусмотрены V-образные основания, машина также может растачивать различные цилиндры V-образного двигателя. После расточной головки с воздушным поплавком она может быстро и точно найти центр цилиндра. Отличается особенностями работы, быстрым обнаружением, высокой точностью и высокой производительностью.
Если предусмотрены V-образные основания, машина также может растачивать различные цилиндры V-образного двигателя. После расточной головки с воздушным поплавком она может быстро и точно найти центр цилиндра. Отличается особенностями работы, быстрым обнаружением, высокой точностью и высокой производительностью.Основные характеристики
Модель | Ед. | TB8016 | |
Диаметр растачивания | мм | Φ39-Φ160 | |
Максимум.глубина бурения | мм | 320 | |
Скучный ход головы | Продольный | мм | 1000 |
Поперечный | мм | 45 | |
Подача шпинделя | мм / с | 0.09 | |
Скорость вращения шпинделя | об / мин | 125,185,250, 370 (4 ступени) | |
Быстрый сброс шпинделя | мм / с | 430, 640 | |
Пневматическое давление | МПа | 0. | |
Мощность двигателя | КВт | 0,85 / 1,1 | |
Запатентованная система крепления V-образного блока | степень | 30 °, 45 ° | |
Габаритные размеры | мм | 1250 × 1050 × 1970 | |
Размеры упаковки | мм | 1500 × 1140 × 2070 | |
Н.W./G.W. | кг | 1300/1500 | |
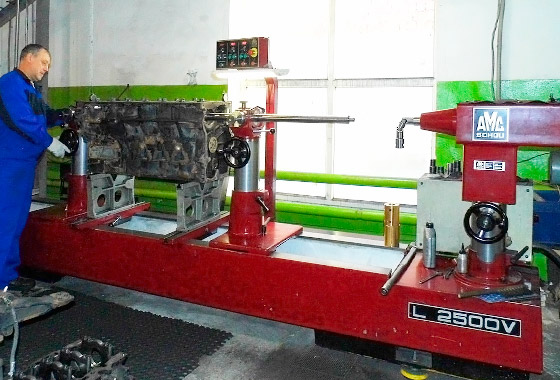 изм
изм 6
6Принадлежности
Сверлильные и фрезерные станки для блока цилиндров — Восстановление двигателя | АМК-ЩОУ
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | К / СМ 1200 В | CM 1800V | CM 2500V | |
Диапазон растачивания | мм | 32-350 | 32-350 | 32-350 |
Макс. расточка перемещения | мм | 780 | 780 | 780 |
Расстояние от шпиндельной головки до стойки | мм | 410 | 410 | 510 |
Макс. дистанционно-расточная направляющая к столу | мм | 1460 | 1460 | 1460 |
Скорость шпинделя | об / мин | 50-1200 | 50-1200 | 50-1200 |
Подача расточного | мм / мин | 20-1500 | 20-1500 | 20-1500 |
Поверхность стола | мм | 1525×450 | 2130×450 | 2540×600 |
Траверса стола продольная | мм | 1350 | 2025 | 2675 |
Макс. длина фрезерования (только CM) | мм | 1050 | 1725 | 2275 |
Скорость стола (только CM) | мм / мин | 0-1200 | 0-1200 | 0-1200 |
Перемещение стола в поперечном направлении | мм | 140 | 140 | 140 |
Макс заготовка на станке | кг | 1000 | 1200 | 2500 |
Ширина фрезерования (только CM) | мм | 300 | 300 | 400 |
Дополнительная ширина фрезерования | мм | 400 | 400/500 | 300/500 |
Макс. расстояние между центрами внешних цилиндров | мм | 1200 | 1800 | 2500 |
Двигатели | ||||
Двигатель шпинделя | кВт | 4 | 4 | 4 |
Двигатель расточной подачи | кВт | 0. | 0,75 | 0,75 |
Двигатель подачи стола | кВт | 0.55 | 0,55 | 0,55 |
Размеры | ||||
Требуемая рабочая высота | мм | 3010 | 3010 | 3200 |
Высота колонны | мм | 2720 | 2720 | 2905 |
Общая длина станка | мм | 2365 | 3330 | 3600 |
Общая ширина станка | мм | 1720 | 1720 | 1900 |
Требуемое рабочее место | мм | 3700×1720 | 5380×1720 | 6000×1900 |
нетто. вес около | кг | 3200 | 4500 | 5800 |
Масса брутто прибл.(деревянный ящик) | кг | 3600 | 5300 | 6400 |
Транспортный объем м³ | м³ | 9.30 | 15,84 | 22,72 |
 25-13,75
25-13,75 1
1 8-59
8-59 1
1 2
2 8
8 2
2 75
75  5
5 7
7 2×74,8
2×74,8Мы постоянно совершенствуем наши машины. Таким образом, детали, связанные с любыми описаниями, техническими характеристиками и иллюстрациями, могут изменяться без дополнительного уведомления.
Стандартное оборудование: Все станки оснащены бесступенчатыми двигателями, централизованной смазкой, микрометрами для наладки инструмента, установочными блоками с болтами и ключами, циферблатным индикатором контроля глубины, руководством по эксплуатации и т. Д.
Дополнительное оборудование: 7 расточных шпинделей каждый с твердосплавными державками и высокоскоростными пластинами (включая инструменты для центрирования и снятия фасок), расточные инструменты с твердосплавными напайками (также доступен шлифовальный станок), приспособление для хранения и загрузки (для быстрого шпинделя) обмен), расточные стойки (универсальные и регулируемые), приспособления для переворачивания клиновых блоков, быстродействующие зажимы, дополнительные установочные блоки и многое другое.
· Мощный двигатель 4 кВт (5,5 л.с.) для регулируемой скорости шпинделя
· Вращение шпинделя до 1200 об / мин.
· Двигатель переменной подачи расточки
· 1500 мм / мин (60 дюймов / мин) быстрый отвод шпинделя из цилиндра
· Регулируемая скорость стола от 0 до 1200 мм / мин (0-47 дюймов / мин)
· Усиленная конструкция
AMC-SCHOU Расточные и фрезерные станки для блоков цилиндров оснащены новым мощным двигателем для вращения шпинделя и одноразовыми вставками для твердосплавных державок, которые позволяют чрезвычайно быстро перетачивать цилиндры диаметром до 350 мм (13.75 дюймов). Все машины оснащены автоматической централизованной смазкой. Шпиндели, рассчитанные на качественное обслуживание в течение всей жизни, и чрезвычайно прочная конструкция станка — ваша гарантия быстрой работы от пола до пола на многие годы — Преимущества точности.
5 ключевых шагов для правильной подготовки блока и 2 дополнительных процесса
Все мы знаем о многих последних достижениях в области проектирования рабочих характеристик для традиционного двигателя Pontiac. Они варьируются от новой технологии головки блока цилиндров до множества клапанных механизмов и вращающихся деталей в сборе, наряду с развитием системы зажигания и топливной системы.Имея это в виду, HPP приступает к реализации долгосрочной стратегии по созданию собственного испытательного строкера 455.
Вся цель этого двигателя — стать тем, что в Детройте называют мулом. Говоря языком инженеров, мул-двигатель — это двигатель, который подвергается воздействию различных частей, теорий и условий, чтобы точно определить наилучшую комбинацию компонентов для предполагаемого использования.
Наш мул Pontiac будет посвящен поиску наилучшего сочетания уличных / дорожных деталей с точным и прогрессивным тестированием.Мул будет выполнять только дежурство на стенде. Со временем он будет подвергаться воздействию различных головок цилиндров, распределительных валов, клапанных механизмов, впускных коллекторов, топлива и карбюраторов, а также всего остального, о чем мы можем придумать. Он будет появляться довольно регулярно, но не во всех выпусках.
И снова HPP будет работать с RaceKrafters Automotive Machine в Ланкастере, штат Пенсильвания. Боб и Крейг Уайз хорошо разбираются в двигателестроении Pontiac и имеют отличные помещения с новейшим двигателестроительным и испытательным оборудованием.Магазин может похвастаться стендом двигателя Stuska с новейшей системой сбора данных и управления Depac, испытательным стендом Super Flow 1020 для разработки головки блока цилиндров и впускного коллектора, камерой Audie Technology Cam Pro Plus для проверки распределительного вала, магазином головки блока цилиндров Serdi для точной резки углы седла клапана и программируемый хонинговальный цилиндр Sunnen SV-10.
Хонинговальный станок Sunnen сможет создавать и контролировать отделку стенок цилиндра так, как инженеры Pontiac никогда не могли себе представить, когда наш блок 455 был отлит в 70-х годах.Это важно, поскольку для значительных достижений в конструкции поршней и колец требуется специальная штриховка. Это позволит нам перенести цилиндрическую стенку в 21 век с помощью новейших технологий.
Хотя основной целью этого упражнения является проверка традиционных деталей двигателя Pontiac, есть очень важный аспект. HPP осознает, что сообщество Pontiac включает не только старые двигатели. Есть много любителей, которые наслаждаются достоинствами новых Pontiac с корпоративной силовой установкой.По этой причине информация, которая будет включена в разделы по механической обработке и сборке программы mule, применима к любому двигателю.
Основы обработки одинаковы независимо от года выпуска двигателя. Таким образом, мы предоставим технический обзор того, как выполняется каждая процедура и ее потребности, а также синергию, которая устанавливается с другими процессами. Цель автора — познакомить читателей с HPP передовой теорией механической обработки. Это не попытка сделать вас машинистом, а установить, как и почему требуются определенные шаги при переделке двигателя.
Распространенная ошибка, которая совершается во время восстановления двигателя, состоит в сокращении процедур. Сколько раз вы слышали, что работа кольца и подшипника определяется как восстановление? Это не ремонт — это просто работа с кольцом и подшипником.
Для получения точных результатов нам нужно будет перестроить нашего мула на базе 455. Это означает полную разборку и механическую обработку всех критических участков, чтобы вернуть их к новым допускам. Все, что делается с нашим испытательным двигателем, — это то, что потребуется для надлежащей перестройки любого двигателя Pontiac, а не того, который проживет только на динамометрическом стенде.
Когда дело доходит до работы с двигателем, вам нужно использовать подход «все или ничего». Либо делай работу правильно, либо живи с мельницей как есть. Судя по опыту автора, всякий раз, когда кто-то пытается сэкономить на работе с машиной, двигатель никогда не выходит из строя и обычно имеет множество проблем, таких как плохой контроль масла, чрезмерный шум или преждевременный отказ.
Посмотреть все 7 фотографий [4] Здесь хорошо видна режущая насадка, которая будет определять размер колпачка и седла.Желая, чтобы эти праймеры были более ценными для читателя, чем серия сессий на стенде с болтовым креплением, мы начинаем с освещения всех аспектов обработки двигателя, предварительной сборки и окончательной сборки.Это предоставит каждому владельцу Pontiac четкое руководство относительно того, что требуется для правильной сборки двигателя, независимо от того, будет ли это восстановленная силовая установка или же предпринять тотальный штурм.
В этом выпуске мы объясняем, как необходимо работать с блоком двигателя. Следующая партия будет посвящена вращающемуся узлу, а третья — головкам цилиндров. После этого будет проведена предварительная сборка для подтверждения всех размеров, а затем окончательная сборка как одна партия. После этого мул 455 будет обкатан, и базовая мощность, крутящий момент и расход топлива будут определены до того, как будут опробованы другие детали.
Этапы 1 и 2: Выравнивание расточки и хонингования
Если отверстия коренных подшипников не выровнены, коленчатый вал не будет вращаться, и нагрузка на подшипник будет неравномерной. Это состояние можно исправить путем растачивания или хонингования седел коренных подшипников до совмещения.
Деформация коренного подшипника происходит из-за циклов нагрева и охлаждения в течение многих лет и тысяч миль использования, которые создают напряжение в блоке. Напряжение вызывает коробление и деформацию блока, что приводит к смещению туннеля коренного подшипника.Поскольку это происходит медленно, коренные подшипники и коленчатый вал обычно компенсируют это неравномерным износом. Но когда устанавливаются отремонтированный или новый коленчатый вал и новые подшипники, они заедают и приводят к быстрому износу, если его не исправить.
Другая проблема — растяжение крышки коренного подшипника, которое возникает в результате высоких нагрузок на двигатель. Это может быть вызвано производством чрезмерной мощности, например установкой нагнетателя или комплекта закиси азота. Опять же, поскольку это происходит со временем, коренные подшипники обычно компенсируются неравномерным износом.
В зависимости от объема необходимой коррекции при каждом восстановлении должно быть выполнено растачивание или хонингование. Если устанавливаются новые или другие крышки коренных подшипников, то обычно требуется центровочное растачивание для достижения не только прямолинейности, но и надлежащих зазоров для подшипников. Если есть лишь незначительный сдвиг в блоке из-за использования, то его можно исправить с помощью хонингования с выравниванием.
Для центровочного растачивания используется станок с режущей коронкой для удаления материала с основных крышек и седла.Напротив, при точении с центровкой используется хонинговальный камень для переконтурирования основных колпачков и седла. Седло — это область основного туннеля, которая является частью отливки блока цилиндров.
Дополнительным преимуществом совмещения хонинговальных операций является то, что цех может очень точно устранять выступы, ограничивая при этом количество удаляемого материала. Помните, что масса — это сила двигателя, поэтому чем толще деталь, тем она прочнее. Если отверстия коренных подшипников обесцвечиваются из-за перегрева из-за проблем со смазкой, мастерская может выровнять отверстие.В этих случаях металл обычно закаливается, и хонингование не режет его легко.
Двигатель Pontiac должен иметь центровочную хонинговальную головку после центрирующей расточки. Это обеспечивает более точное выравнивание и лучшую отделку задней стороны подшипника до посадки. Выравнивающий хон помещает режущий камень на длинную оправку, в то время как расточный инструмент разрезает каждую головку отдельно.
Шаг 3. Укладка блока
Палуба блока цилиндров — это верхняя часть отверстий, на которые опирается головка блока цилиндров.На этой поверхности часто образуются неровности, которые могут вызвать сжатие и утечку охлаждающей жидкости. Плоскостность деки можно легко проверить с помощью линейки и щупа. Общие технические требования восстановителя заключаются в том, что если максимальная деформация в любой точке превышает 0,002 дюйма, настил требует повторного покрытия. При создании высокопроизводительного двигателя Pontiac эту спецификацию следует сократить как минимум вдвое, а лучше — до нуля. Процедура выполняется на станке с вращающимся резаком.
Decking описывает обрезку поверхности, на которой будет располагаться прокладка головки блока цилиндров. Это делается для создания плоской поверхности, параллельной средней линии коленчатого вала и под правильным углом к отверстиям цилиндров. На двигателе с высокими характеристиками эта процедура также используется для обеспечения того, чтобы поверхность деки находилась на одинаковой высоте от осевой линии коленчатого вала для каждого отверстия. Он также используется для регулировки степени сжатия или уменьшения площади сжатия — области между верхней частью днища поршня и верхней частью деки.
Большинство высокопроизводительных двигателей построены с нулевой декой — в верхней мертвой точке (ВМТ) головка поршня находится на одном уровне с декой. В серийных двигателях Pontiac поршень обычно находится на 0,030 дюйма в канале ствола в ВМТ. Это называется отрицательной высотой настила. При положительной высоте деки поршень выступает из отверстия в ВМТ.
Помимо регулировки высоты настила, на этот размер влияют и другие условия. К ним относятся высота профиля поршня (положение пальца), длина между центрами шатуна, положение коленчатого вала в блоке и индекс шатунной шейки.
При снятии металла с блока V-образного двигателя головка блока цилиндров будет расположена ближе к коленчатому валу. Вследствие этого впускной коллектор будет подогнан по-другому, что может потребовать корректирующих действий.
При настилке блока важно добиться особой отделки поверхности. Вопреки распространенному мнению, очень гладкая поверхность нежелательна для хорошего уплотнения прокладки головки блока цилиндров. Стандарт, используемый для измерения шероховатости поверхности — микродюйм. Один микродюйм равен одной миллионной дюйма.Никакая поверхность никогда не бывает идеально гладкой. На обработанной поверхности есть тысячи мельчайших бороздок разной глубины, которые не видны глазом.
Для измерения чистоты поверхности используется профилометр. Этот инструмент перемещает иглу вперед и назад по проверяемой области и автоматически вычисляет среднюю глубину канавок. Он читается в среднеквадратичном значении. Чем выше RMS, тем грубее отделка поверхности. Например: зеркальная глазурь имеет среднеквадратичное значение от 5 до 7. Обычная чистота поверхности настила будет 30 RMS для алюминия и 60 RMS для чугуна.Обычно лучше всего отделывать деку до поверхности, рекомендованной производителем прокладки головки блока цилиндров. Эта информация легко доступна, но почти никогда не упоминается.
Этапы 4 и 5: растачивание и хонингование
Растачивание цилиндров — это процедура, при которой с помощью режущего инструмента удаляется материал по окружности отверстия. Хонингование доводит отверстие цилиндра до окончательного размера, одновременно подготавливая надлежащую поверхность для уплотнения поршневого кольца и контроля уровня масла. Процедура хонингования выполняется с помощью камня, который бывает разной зернистости.
Растачивание выполняется расточным станком или расточной оправкой. Расточная оправка так же точна, как и расточный станок, но требует больше усилий для оператора, чем автоматизированный расточный центр.
По мере того, как поршень поднимается и опускается в отверстии, он будет изнашивать цилиндр неравномерно. Это результат нагрузки на поршень и стенку цилиндра, когда коленчатый вал поворачивается по дуге вращения, а шатун меняет направление. Это называется износом отверстия со стороны упора.Кроме того, цикл нагрева и охлаждения, а также искажение из-за затяжки головки блока цилиндров — все это способствует образованию конических и некруглых отверстий. Машинист сначала измерит отверстие и проверит конусность и концентричность. На основании его выводов будет принято решение растачивать и затачивать блок, либо просто шлифовать цилиндры.
При растачивании блока требуются новые поршни увеличенного размера. Обычные сквозные отверстия — 0,030, 0,040, 0,060 дюйма. Поршни на заказ обычно изготавливаются практически любого размера, но, как правило, они стоят в два-три раза дороже стандартных деталей.
Распространенная ошибка, которую допускают многие энтузиасты, — просто заточить цилиндр. Хонинговальный станок не имеет возможности снова сделать отверстие круглым, он просто полирует и контурирует уже имеющийся профиль. Если отверстия в хорошем состоянии, как гоночный двигатель, который обновляется раз в год или два, то эта процедура верна. Но на Pontiac с большим пробегом одно только хонингование приведет к двигателю с плохим кольцевым уплотнением, высоким расходом масла и неутешительной мощностью.
Во время процедуры растачивания на вращающуюся режущую головку крепится насадка.Большинство бурильных машин прикрепляются к поверхности блочной деки и ориентируются с нее. Здесь вы можете понять, почему важно, чтобы колода была верной, прежде чем она станет скучной. Любая ошибка будет перенесена на концентричность отверстия. Некоторые производители двигателей используют сверлильный станок, который центрируется от опор коренных подшипников.
Большинство механических мастерских растачивают цилиндр до нескольких тысячных от конечного размера, а затем получают желаемый размер путем хонингования. Когда на двигателе установлен поршень, возникает дополнительный зазор, который определяется как размер поршня до стенки (цилиндра).Эта спецификация предоставляется производителем поршня и определяется скоростью расширения поршня при нагревании. Литые поршни меньше расширяются и обычно имеют зазор между поршнем и стенкой 0,002 дюйма. Для некоторых поршней с коваными гонками потребуется зазор 0,006 дюйма. Как видите, поршень необходимо идентифицировать перед выполнением расточки.
Процедура хонингования — это отдельная задача, для которой требуется специальный станок. Если в магазине, в который вы идете, нет какого-то хонинговального станка и вы хотите использовать дрель с прикрепленным к нему хоном, бегите оттуда.Качество заточки будет определять кольцевое уплотнение, срок службы кольца и расход масла в двигателе. Существует два типа станков для хонингования: с ручным управлением и с автоматическим ходом. Наиболее желательным является автоматический ход, так как машина будет затачивать цилиндр с одинаковой скоростью на каждом проходе. Ход с ручным управлением может быть таким же хорошим, но требует от оператора более высокого уровня квалификации.
Хонингование создаст необходимую штриховку на стенке цилиндра.Обычно это результат использования нескольких камней. Например, машинист может отшлифовать отверстие с точностью до 0,005 дюйма от конечного размера, используя камень зернистостью 180, а затем переключиться на более мелкое зерно 280 или 320 для чистовой обработки. Многие используют профилометр для контроля качества и определения полученной штриховки. При правильном использовании камень с зернистостью 280 даст приблизительное среднеквадратичное значение шероховатости 20. Камень с зернистостью 320 даст результат, близкий к среднеквадратичному значению 15.
Лучшая процедура — использовать крутящий момент или пластину для натяжения во время хонингования.Это приспособление предназначено для крепления к деке блока и имитации деформации отверстия, создаваемой нагрузкой от установленной головки блока цилиндров. Если торсионная пластина не используется, то диаметр отверстия будет измеряться согласно спецификации в ненапряженном состоянии, но при установке головок цилиндров он будет слегка деформироваться. Проблема с пластинами крутящего момента в том, что они относительно дороги и применяются в каждом семействе двигателей.
Между различными процедурами машинист часто моет блок, чтобы удалить металлическую стружку и смазочно-охлаждающую жидкость.После окончательной мойки блок откладывают в сторону и закрывают полиэтиленовым пакетом, чтобы не допустить попадания грязи и влаги. Только что обработанные поверхности очень подвержены ржавчине.
Существуют и другие процедуры, которые можно выполнять с блоком двигателя Pontiac, например, снятие напряжения посредством вибрации или замораживания с помощью криогенной техники. Они имеют реальную ценность и эффективно снимают остаточное термическое напряжение в процессе обработки.
Термическое напряжение возникает при неконтролируемом охлаждении.Механическое напряжение возникает в результате резки, растачивания или разрывов металла. Когда блок растачивается, возникает механическое напряжение наряду с термическим. Хонингование создаст небольшое тепловое напряжение. Было обнаружено, что термическое напряжение со временем более разрушительно для стабильности размеров, чем его механический аналог.
Проблема с этими услугами в том, что они довольно дороги и требуют доставки блока на предприятие. Удаление любых остаточных термических напряжений сделает блок более устойчивым.Для нашей цели создать двигатель уличного / уличного стиля, HPP решила, что снятие напряжения — это не вариант, приобретаемый среднестатистическим энтузиастом. В диапазоне лошадиных сил, в котором мы хотим работать, стабильность блока не будет большой проблемой.
Еще одна процедура, которая дает преимущество, но было бы излишним для уличного двигателя, — это установка втулок в отверстия подъемника. Это сделано для того, чтобы толкатель клапана располагался прямо над выступом распределительного вала.
Большинство, если не все очень мощные гоночные двигатели имеют отверстия подъемника с втулкой.Это не означает, что в производственном блоке отверстия подъемника не выровнены, но из-за незначительных отклонений отливки и термического напряжения, а также других факторов может быть небольшая ошибка.
RaceKrafters оборудован для того, чтобы заглушить отверстия подъемников Pontiac, но, опять же, это не соответствует тому, что было бы сделано на уличном / полосовом двигателе мощностью менее 500 л.с. Стоимость перевешивает выгоду в этом приложении. Мы хотим, чтобы наше тестирование отражало динамику реального мира, а не входило в область, недоступную для большинства читателей.
После завершения обработки блока цилиндров следующая партия будет включать в себя вращающийся узел — поршни, шатуны и коленчатый вал.
Говоря языком инженеров, мул-двигатель — это двигатель, который подвергается воздействию различных частей, теорий и условий, чтобы точно определить наилучшую комбинацию компонентов для предполагаемого использования.