
Поршень скутера: устройство и принцип работы
Поршень скутера — это самая нагруженная часть двигателя. Основной удар от взрыва топливной смеси в цилиндре приходится именно на поршень. Он, в свою очередь, передает энергию на коленвал, и благодаря еще ряду механизмов, в конечном итоге приводит в движение ваш скутер.
Итак, поршень у скутера имеет цилиндрическую форму и изготавливается из алюминия или его сплава. Несмотря на относительно простой внешний вид, поршень скутера — это достаточно высокотехнологичная деталь двигателя. Схематично поршень можно разделить на три части, каждая из этих частей выполняет свою функцию.
На эту часть и приходится удар от взрыва топлива в камере сгорания. Днище поршня обычно бывает плоским или немного выпуклым, может иметь углубление для исключения касания поршня со свечей зажигания, а в четырехтактных двигателях предусмотрены дополнительные углубления для клапанов.
В этой части поршня установлены кольца: компрессионное и маслосъемное.
Стоит обратить внимание на то, что верхнее кольцо, если смотреть в сечении, не имеют правильную прямоугольную форму, верхняя часть этого “прямоугольника” немного скошена. То же самое и с канавкой.
Вставлять кольцо в поршень для скутера нужно соответственно. Если в китайский поршень, в принципе, можно вставить кольца любой стороной, то в оригинальный японский поршень, вставить кольца неправильно просто не получится.
В некоторых форсированных двухтактных двигателях в поршень установлено всего одно кольцо. Это кольцо сразу является и компрессионным и маслосъемным. Данная конструкция, благодаря снижению трения и уменьшению массы, дает прирост мощности двигателя. Но при этом значительно уменьшается ресурс поршня.
Днище поршня и его уплотняющая часть вместе образуют головку поршня.
- Днище поршня (это верхняя его часть, со стороны камеры сгорания).
- Уплотняющая часть.
- Юбка поршня.
Юбка поршня выполняет роль направляющей части при движении поршня в цилиндре.
В этой части, с внутренней стороны поршня, с двух сторон имеются специальные утолщения (бобышки поршня) через которые просверлено сквозное отверстие. Оно предназначено для установки поршневого пальца.
По краям отверстия есть углубления для установки стопорных колец. Эти кольца не дают пальцу выдвинуться из поршня при работе двигателя.
По бокам от поршневого пальца, обычно с поршня снимается часть металла. В этом месте поршень достаточно сильно подвержен температурной деформации. И убирается металл именно для того, чтобы избежать заклинивания поршня в цилиндре, при нагревании. Дополнительно, данное технологическое решение, улучшает смазку цилиндра. Эти места еще называют холодильниками.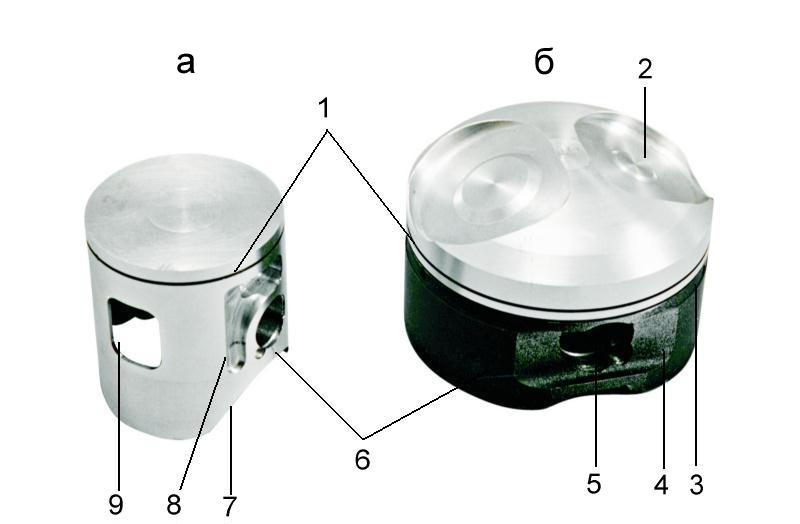
Нижняя часть юбки поршня обычно делается очень тонкой, для максимального облегчения поршня. И имеет она в диаметре овальную форму. А сам поршень, если смотреть в сечении по диаметру поршневого пальца, имеет конусную форму, сужающуюся от юбки поршня к днищу.
Учитывая разную степень нагрева, и, соответственно, деформации различных частей поршня, данная конструкция позволяет при нагревании максимально приблизить геометрию поршня к цилиндрической.
Поршень двигателя
Категория:
Устройство и работа двигателя
Публикация:
Поршень двигателя
Читать далее:
Поршневые кольца
Поршень двигателя
Поршень представляет собой металлический стакан, установленный в цилиндре с некоторым зазором. При рабочем ходе поршень днищем воспринимает давление газов, а при других ходах осуществляет вспомогательные такты. Верхняя усиленная часть поршня, воспринимающая давление газов, называется головкой, а нижняя направляющая часть — юбкой. Приливы в стенках юбки, служащие для установки поршневого пальца, называются бобышками.
Приливы в стенках юбки, служащие для установки поршневого пальца, называются бобышками.
Поршни карбюраторных двигателей изготовляют из алюминиевых сплавов. Алюминиевые поршни обладают малым весом, вследствие чего уменьшаются силы инерции, а следовательно, и нагрузки на детали двигателя при его работе. Кроме того, алюминиевые поршни, так же как и алюминиевые головки, обладают лучшей теплопроводностью, поэтому они меньше нагреваются при работе и способствуют снижению температуры рабочей смеси.
В результате этого можно повысить степень сжатия двигателя, не опасаясь, что возникнет детонационное сгорание топлива.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
В целях повышения износостойкости поршней для их изготовления в последние годы стали применять высококремнистые алюминиевые сплавы с большим содержанием кремния (до 20—25%). Поршни из алюминиевых сплавов изготовляют путем отливки в металлические формы. Для снятия внутренних напряжений в материале литые заготовки поршней подвергают длительному отжигу, а затем подвергают механической обработке.
Для снятия внутренних напряжений в материале литые заготовки поршней подвергают длительному отжигу, а затем подвергают механической обработке.
В карбюраторных двигателях головка поршня имеет плоское днище и толстые стенки с внутренними ребрами, повышающими ее прочность и обеспечивающими хороший отвод тепла. В головке на боковой наружной поверхности имеются канавки для установки поршневых колец. В верхней части головки поршня у двигателей некоторых типов (ГАЗ) делают глубокую узкую канавку, уменьшающую передачу тепла от днища к верхнему компрессионному кольцу, работающему в особенно неблагоприятных условиях, чтобы устранить опасность его пригорания. В некоторых двигателях (ЗИЛ) в головку при заливке поршня заделывается чугунная кольцевая вставка, в которой протачивается канавка для верхнего компрессионного кольца. Такое мероприятие повышает долговечность поршня.
Для улучшения приработки поршней в цилиндрах и для уменьшения износа на юбку 2 поршня наносят специальные покрытия. Обычно трущуюся поверхность юбки лудят — покрывают очень тонким слоем олова (толщиной 0,004—0,006 мм). В средней части юбки делают приливы-бобышки 3 с отверстиями для установки поршневого пальца.
Обычно трущуюся поверхность юбки лудят — покрывают очень тонким слоем олова (толщиной 0,004—0,006 мм). В средней части юбки делают приливы-бобышки 3 с отверстиями для установки поршневого пальца.
Для того чтобы при нагревании поршень мог расширяться без заедания в цилиндре, поршень устанавливают с зазором между стенкой цилиндра и юбкой. Алюминий расширяется при нагревании значительно больше, чем чугун. Чтобы в холодном двигателе зазор между поршнем и цилиндром не был чрезмерно большим, что может вызвать стуки поршня и утечку газов из цилиндра, в алюминиевых поршнях применяют пружинящие разрезные юбки. При боковом разрезе по всей длине юбка несколько пружинит, и поршень вставляется в цилиндр холодного двигателя плотно, с малым зазором. При нагревании поршня разрез дает возможность юбке расшириться без заедания поршня в цилиндре. Применяют также поршни с частичным, несквозным разрезом Т- или П-образной формы, что повышает жесткость юбки.
Для уменьшения бокового зазора сечение юбки делают не круглой формы, а овальной. Величина овальности (разность осей овала) юбки равна примерно 0,15—0,29 мм. Поршень устанавливают в цилиндре холодного двигателя с минимальным зазором по большой оси овала юбки, располагаемой в плоскости качания шатуна, где действуют боковые силы, прижимающие поршень к стенкам цилиндра. При нагревании поршня юбка может расширяться в направлении малой оси овала, где между юбкой и цилиндром имеется большой зазор. Поршни по длине изготовляют ступенчатыми или конусными, так как зазор вверху между стенкой цилиндра и головкой поршня должен быть больше, чем внизу, вследствие большего нагревания головки. Величина зазора между юбкой поршня и цилиндром для двигателей разных марок колеблется в пределах 0,012—0,08 мм.
Величина овальности (разность осей овала) юбки равна примерно 0,15—0,29 мм. Поршень устанавливают в цилиндре холодного двигателя с минимальным зазором по большой оси овала юбки, располагаемой в плоскости качания шатуна, где действуют боковые силы, прижимающие поршень к стенкам цилиндра. При нагревании поршня юбка может расширяться в направлении малой оси овала, где между юбкой и цилиндром имеется большой зазор. Поршни по длине изготовляют ступенчатыми или конусными, так как зазор вверху между стенкой цилиндра и головкой поршня должен быть больше, чем внизу, вследствие большего нагревания головки. Величина зазора между юбкой поршня и цилиндром для двигателей разных марок колеблется в пределах 0,012—0,08 мм.
Рис. 1. Конструкция поршня
Чтобы при нагревании поршни меньше расширялись, а также для повышения их прочности, в поршни двигателей некоторых марок при отливке заделывают пластинки из специальной малорасширяющейся стали. Для уменьшения веса у некоторых поршней вырезают нерабочую часть юбки.
Для обеспечения лучшего уравновешивания двигателя поршни к каждому двигателю подбирают равного веса. С этой целью на днище поршня, кроме указания группы по размеру, выбивают соответствующую метку весовой группы. Разница в весе поршней, подбираемых для одного двигателя, не должна превышать 6—8 г.
При сборке поршни обычно устанавливают разрезом на левую сторону двигателя, так как во время работы к этой стороне поршень прижимается с меньшей силой. Для удобства сборки на днище поршня в этом случае делают специальную метку, которая должна быть обращена к передней части двигателя.
Рис. 2. Типы поршней
В дизелях применяют поршни из специального чугуна (двухтактные дизели ЯАЗ) или из высококремнистого алюминиевого сплава (четырехтактные дизели ЯМЗ) с неразрезной юбкой, имеющей большую жесткость. Так как в дизелях боковая сила, прижимающая поршень к стенке цилиндра, достигает значительной величины, то для получения нормального удельного давления между цилиндром и поршнем юбку делают большей длины, Днище поршня, воспринимающее значительное давление газов, делают более прочным с усилением его внутренней стороны большим количеством ребер.
OEM-качество соответствует производительности и доступности ProX
Что бы ни думали руководители редукторов, двухтактные двигатели не умерли. В то время как производители отказались от двухтактных двигателей для использования в профессиональных гонках по мотокроссу десять лет назад, есть группа энтузиастов, которые все еще цепляются за свою любимую машину. Добавьте к этому тот факт, что в прошлом году KTM выпустила линейку двухтактных двигателей с впрыском топлива, и кажется, что интерес к этой технологии растет. Двухтактные снова крутые.
В то время как двухтактные двигатели снова входят в моду, ProX никогда не покидал сцену. Бренд по-прежнему стремится улучшать характеристики двухтактных двигателей с помощью технологий путем исследований и разработок. Это, конечно, стоит разумного использования финансирования.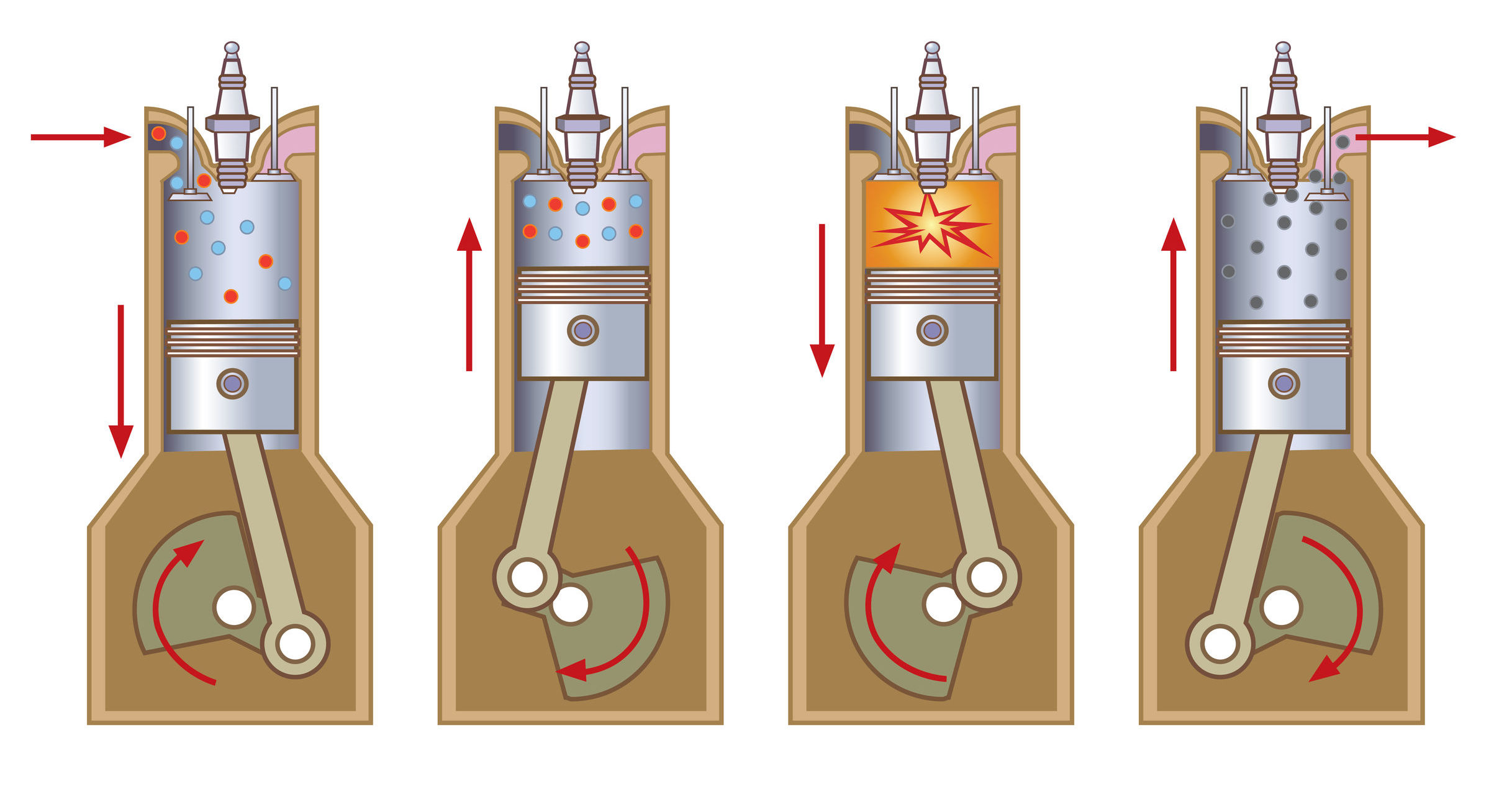 Это замечательно, учитывая, как четырехтактные двигатели поглотили долю рынка. Большинство OEM-производителей либо прекратили производство двухтактных двигателей, либо переработали устаревшие конструкции. ProX остался верен курсу.
Это замечательно, учитывая, как четырехтактные двигатели поглотили долю рынка. Большинство OEM-производителей либо прекратили производство двухтактных двигателей, либо переработали устаревшие конструкции. ProX остался верен курсу.
См. полную линейку запчастей ProX для нового YZ65 здесь.
Философия поршней ProX Racing Parts заключается в том, что их качество и технические характеристики поршня должны соответствовать уровню качества OEM или превосходить его. Это очень высокий стандарт. Большинство поршней ProX для двухтактных двигателей производятся в Японии. Все поршни ProX проектируются, а затем обрабатываются с соблюдением строгих допусков на тех же заводах, что и большая четверка японских производителей (Honda, Kawasaki, Suzuki и Yamaha).
Поршни ProX производятся на тех же заводах в Японии, что и производители оригинального оборудования. Это гарантирует качество OEM, но позволяет ProX вносить улучшения в конструкции OEM, когда это необходимо.
Это гарантирует качество OEM, но позволяет ProX вносить улучшения в конструкции OEM, когда это необходимо. Нужна помощь в восстановлении вашего двухтактного двигателя? У нас есть полное руководство здесь!
Большинство поршней двухтактных двигателей ProX изготовлены из литья, и лишь некоторые из них являются коваными поршнями. В общем, литой поршень — отличное рабочее решение для двухтактного двигателя. Литье относительно просто, а также относительно экономично по сравнению с кованым поршнем. Суть в использовании правильного материала. При правильном литье получается очень стабильный поршень. Двухтактные поршни ProX изготавливаются методом гравитационного литья из алюминиевого сплава с примерно 18-процентным содержанием кремния. Кремний играет жизненно важную роль в производстве литых поршней ProX, поскольку он снижает тепловое расширение. Поршень подвергается сильному нагреву и нагрузке при движении вверх и вниз с тысячами оборотов в минуту, подвергаясь сильному давлению и сгоранию. Снижая тепловое расширение, поршень может поддерживать более жесткие допуски, что приводит к увеличению мощности. Кремний также имеет лучшие характеристики износа, что означает более длительный срок службы из-за меньшего износа юбки поршня.
Снижая тепловое расширение, поршень может поддерживать более жесткие допуски, что приводит к увеличению мощности. Кремний также имеет лучшие характеристики износа, что означает более длительный срок службы из-за меньшего износа юбки поршня.
В некоторых сегментах рынка поршни ProX изготавливаются из заэвтектического сплава. Этот особый тип сплава имеет более высокое содержание кремния, что приводит к более твердой и жесткой конструкции поршня. Еще одним преимуществом является то, что он даже менее чувствителен к тепловому расширению и/или деформации, чем стандартные японские поршневые сплавы.
Большинство поршней двухтактных двигателей ProX отлиты из алюминия, содержащего приблизительно 18% кремния. Эта комбинация материала и производства уменьшает тепловое расширение, позволяя поршням работать с более жесткими допусками и уменьшая износ.Нужен совет по обслуживанию двухтактных двигателей? Ознакомьтесь с нашим руководством здесь!
Конструкции поршней ProX обычно аналогичны OEM/стандартным конфигурациям, хотя иногда эти конструкции корректируются всякий раз, когда инженеры ProX обнаруживают возможность повышения производительности. Смазка является ключевым компонентом в работе двигателя. Чтобы масло попадало в нужные области поршня, ProX добавила специальные отверстия для смазки в большинстве своих поршней. Эти отверстия находятся в бобышках пальца, которые смазывают поршневой палец. В юбке выхлопа также добавляются отверстия на случай, если выпускное отверстие цилиндра перекрыто.
Смазка является ключевым компонентом в работе двигателя. Чтобы масло попадало в нужные области поршня, ProX добавила специальные отверстия для смазки в большинстве своих поршней. Эти отверстия находятся в бобышках пальца, которые смазывают поршневой палец. В юбке выхлопа также добавляются отверстия на случай, если выпускное отверстие цилиндра перекрыто.
Компания ProX нашла блестящее решение для дополнительного прироста производительности. Используя различные покрытия, они могут получить дополнительные преимущества при сохранении конкурентоспособной цены поршня. ProX предлагает множество вариантов покрытия. Наиболее часто используемым покрытием является MOS2, что означает дисульфид молибдена. Это покрытие наносится на юбку поршня. MOS2, узнаваемый большинством людей по черному цвету, действует как обкаточное покрытие. Это сглаживает поверхность юбки поршня в процессе приработки, оставляя идеальную рабочую зону на юбках поршня. Мало того, MOS2 также помогает уменьшить трение после приработки. По сути, это гарантия эффективного контакта юбки поршня с цилиндром.
Это сглаживает поверхность юбки поршня в процессе приработки, оставляя идеальную рабочую зону на юбках поршня. Мало того, MOS2 также помогает уменьшить трение после приработки. По сути, это гарантия эффективного контакта юбки поршня с цилиндром.
Другим распространенным усовершенствованием является алюмитовое покрытие внутри отверстия поршневого пальца поршня. Алюмитовое покрытие сглаживает поверхность и оставляет твердую и защитную область в отверстии. Это защищает от раскачивания поршневого пальца.
С введением системы впрыска топлива двигатели иногда работают при гораздо более высоких температурах, а это означает, что поршни подвергаются большему нагреву. Чтобы справиться с таким количеством тепла, ProX решила добавить специальное анодирование купола. Это анодирование является жестким защитным слоем для поршня. Благодаря чудесам науки специальное анодирование купола фактически интегрируется со сплавом поршня. Анодирование проходит по днищу поршня, включая первую канавку для поршневого кольца и отверстия под штифты, предотвращая попадание горячих газов в сплав. Обратите внимание, что для некоторых приложений анодирование не требуется, поскольку эти конкретные двигатели могут работать не так сильно. Это не означает, что неанодированные поршни хуже, просто их применение не так сильно нагревается, поэтому анодирование не требуется. Следует также отметить, что ProX изменил конфигурацию некоторых конструкций поршней для конкретных применений, чтобы использовать компоновку с двумя кольцами. Это способствует долговечности. В совокупности эти покрытия обеспечивают плавную и тихую работу двигателя, увеличивая срок службы поршня.
Анодирование проходит по днищу поршня, включая первую канавку для поршневого кольца и отверстия под штифты, предотвращая попадание горячих газов в сплав. Обратите внимание, что для некоторых приложений анодирование не требуется, поскольку эти конкретные двигатели могут работать не так сильно. Это не означает, что неанодированные поршни хуже, просто их применение не так сильно нагревается, поэтому анодирование не требуется. Следует также отметить, что ProX изменил конфигурацию некоторых конструкций поршней для конкретных применений, чтобы использовать компоновку с двумя кольцами. Это способствует долговечности. В совокупности эти покрытия обеспечивают плавную и тихую работу двигателя, увеличивая срок службы поршня.

Двухтактные поршни ProX изготавливаются как для отверстий цилиндров из чугуна, так и для отверстий цилиндров из никасила. Для чугунных отверстий цилиндров ProX обычно предлагает большое количество припусков (от стандартного отверстия до припуска на 2 мм). Во многих случаях OEM-поставщик может даже не предлагать вариант с увеличенным размером, а если и предлагает, сразу переходить на размер больше на 1 мм. Благодаря множеству вариантов увеличенных размеров ProX можно в полной мере использовать материал цилиндра вместо того, чтобы покупать новый дорогой цилиндр или гильзу.
Что касается отверстий цилиндров Nikasil, ProX предлагает широкий выбор припусков, градуированных по размерам A/B/C/D, каждый из которых увеличивается в диаметре на 0,01 мм. С такими градуированными размерами поршня двигатель всегда можно настроить на оптимальный зазор между поршнем и стенкой. Благодаря нескольким вариантам размера поршня гонщики могут воспользоваться преимуществами полного использования слоя Nikasil, вместо того, чтобы кусать пулю и тратить деньги на дорогостоящую замену покрытия.
Поршневые кольца являются очень важной частью поршневого комплекта. Их работа состоит в том, чтобы удерживать сгоревшие газы, а также передавать масло обратно в картер и рассеивать тепло от поршня к стенке цилиндра. Чем лучше уплотнительные кольца, тем эффективнее работает двигатель. Именно так производится большая часть лошадиных сил. Комплекты поршней ProX поставляются с высококачественными японскими кольцами Rikken и TP, которые являются эталоном в производстве поршневых колец. Обратите внимание, что кольца ProX предназначены для использования в отверстиях из чугуна, отверстиях из никасила, борных композитах и отверстиях для электромуфтовой сварки. Кроме того, если цилиндр OEM имеет хромированное отверстие, ProX поставит поршневое кольцо специально для этого применения.
Все комплекты поршней ProX включают поршень, набор колец, поршневой палец, стопорные кольца и полезные инструкции по установке. Эти комплекты охватывают обширную линейку двухтактных поршней ProX Racing Parts для рынков мотокросса, квадроциклов, гидроциклов, снегоходов и скутеров объемом 50 куб. Найдите поршни и другие детали для вашей машины в pro-x.com !
Как восстановить верхнюю часть вашего двухтактного двигателя
Восстановление верхней части — это задача, с которой рано или поздно столкнется большинство владельцев двухтактных двигателей. Здесь мы рассмотрим важные шаги и ключевые советы по установке нового поршня и колец в ваш двухтактный двигатель.
Периодически, если у вас есть двухтактный двигатель, наступает момент, когда вам нужно восстановить верхнюю часть вашего двигателя. Надеюсь, это не станет для вас неожиданностью и станет частью вашего графика планового технического обслуживания, а не незапланированного отказа двигателя. Несмотря на то, что двухтактные двигатели представляют собой относительно простые механические устройства, их восстановление требует знания принципа их работы, внимания к деталям и систематического подхода.
Надеюсь, это не станет для вас неожиданностью и станет частью вашего графика планового технического обслуживания, а не незапланированного отказа двигателя. Несмотря на то, что двухтактные двигатели представляют собой относительно простые механические устройства, их восстановление требует знания принципа их работы, внимания к деталям и систематического подхода.
Мы рассмотрим многочисленные советы, относящиеся к восстановлению двухтактных двигателей верхнего уровня. Эти советы будут обсуждаться в хронологическом порядке и будут охватывать все этапы сборки от предварительной подготовки до разборки и последующей сборки. Советы, которыми мы собираемся поделиться, не должны включать в себя все, что необходимо сделать, а должны фокусироваться на вещах, которые либо часто упускают из виду, либо невероятно важны. Давайте начнем!
До разборки
Прежде чем разобрать двигатель, оцените конкретную проблему с вашим двигателем, если вы восстанавливаете его из-за проблем с работой.
Диагностика — Есть ли перед разборкой двигателя признаки наличия конкретной проблемы? Если да, то есть ли какие-либо диагностические тесты, такие как компрессия или утечка картера, которые стоит выполнить?
Чистка машины — Прежде чем открывать двигатель, уделите время тщательной очистке машины, особенно если вы будете обслуживать верхнюю часть, не снимая двигатель с машины.
Руководство по обслуживанию — Выполнение технического обслуживания двигателя без заводского руководства по обслуживанию OEM не рекомендуется. Перед началом работы убедитесь, что у вас есть инструкция к вашей машине. Руководство — это единственное место, где вы найдете ограничения по обслуживанию, характеристики крутящего момента и другие ключевые данные.
Разборка
Ограничение загрязнения — После снятия цилиндра оберните чистой безворсовой тряпкой верхнюю часть картера. Грязь является одной из основных причин износа двигателя, и очень важно ограничить попадание грязи в картер двигателя.
Грязь является одной из основных причин износа двигателя, и очень важно ограничить попадание грязи в картер двигателя.
Снятие поршня — Легко снять поршневое стопорное кольцо можно с помощью отмычки и острогубцев. Вставьте отмычку в углубление на поршне и за стопорным кольцом. Затем используйте его как рычаг и частично подденьте стопорное кольцо. Частично вытащив стопорное кольцо плоскогубцами. Во время этого процесса будьте осторожны, чтобы не поцарапать и не повредить отверстие поршневого штифта, так как это значительно затруднит извлечение поршневого штифта.
При необходимости используйте инструменты, чтобы облегчить снятие стопорного кольца, но будьте осторожны, чтобы не повредить отверстие для пальца, чтобы можно было легко снять поршневой палец. Легкость извлечения штифта во многом зависит от конструкции двигателя и состояния канала ствола. Если штифт можно снять вручную, отлично, если нет, то легкое постукивание, поддерживая шток, допустимо. В противном случае следует использовать съемник штифтов, который можно купить или изготовить самостоятельно. В простейшей форме он может состоять из болта, гайки и гнезда подходящего размера. После удаления поршневого пальца поршень можно снять со штока.
Если штифт можно снять вручную, отлично, если нет, то легкое постукивание, поддерживая шток, допустимо. В противном случае следует использовать съемник штифтов, который можно купить или изготовить самостоятельно. В простейшей форме он может состоять из болта, гайки и гнезда подходящего размера. После удаления поршневого пальца поршень можно снять со штока.
Разборка силового клапана — Перед разборкой системы силового клапана потратьте некоторое время на изучение процедуры, описанной в руководстве по обслуживанию. Для получения дополнительной информации о том, как взаимодействуют компоненты, просмотрите покомпонентные изображения в руководстве по обслуживанию и просмотрите микрофиши деталей, которые можно найти в Интернете.
При снятии системы силового клапана рассмотрите возможность размещения компонентов на чистой тряпке в ориентации, соответствующей их установке в двигателе. Это относительно простая вещь, которая поможет вам позже вспомнить, как они устанавливаются. Когда дело доходит до очистки компонентов, очищайте их по одному или небольшими партиями, чтобы они не перепутались.
Раскладывайте все детали узла силового клапана по мере его разборки. Это поможет вам сохранить все в порядке и убедиться, что вы все правильно соберете.Осмотр
Тщательно осмотрите все компоненты пластинчатых клапанов перед сборкой верхней части. Любые детали, имеющие признаки чрезмерного износа или повреждения, должны быть заменены. Пластинчатый клапан — Не забудьте проверить состояние лепестков язычкового клапана, клетки и стопорных пластин. В большинстве руководств по обслуживанию указывается допустимый зазор между кончиками лепестков и клеткой, а также высота стопорной пластины. Убедитесь, что все резиновые покрытия на тростниковой клетке находятся в хорошем состоянии.
В большинстве руководств по обслуживанию указывается допустимый зазор между кончиками лепестков и клеткой, а также высота стопорной пластины. Убедитесь, что все резиновые покрытия на тростниковой клетке находятся в хорошем состоянии.
Впускной коллектор — Проверьте впускной коллектор на наличие трещин. Трещины чаще встречаются на старых двигателях, и их распространение по всему коллектору может привести к утечке воздуха.
Выпускной фланец — Проверьте состояние выпускного фланца и убедитесь, что он не слишком изношен. Чрезмерно изношенный фланец затруднит герметизацию выхлопных газов, повлияет на производительность и приведет к утечке печально известного средства.
Компоненты силового клапана — Найдите минутку, чтобы проверить состояние всех компонентов силового клапана. Со временем может произойти значительный износ, который приведет к снижению производительности.
Малый конец штока — Проверьте отверстие малого штока на наличие поверхностных дефектов, таких как точечная коррозия, царапины и повреждения. Любые серьезные дефекты канала ствола потребуют замены штока.
Любые серьезные дефекты канала ствола потребуют замены штока.
Поиск новых компонентов
При обновлении верхней части вашего двухтактного двигателя важно собрать его с использованием качественных компонентов. Деглазированный и отточенный или расточенный и заново покрытый цилиндр является критически важным компонентом для обеспечения надежной работы вашего нового верхнего узла. В вашем местном магазине цилиндров должны быть в состоянии справиться с отверстием и при необходимости заменить пластину, а простое удаление глазури можно выполнить с помощью прокладки Scotch-Brite. Обязательно сохраняйте угол заточки 45 градусов.
Есть много вариантов новых поршней на вторичном рынке, но многие люди предпочитают OEM. Однако при заказе у OEM каждая отдельная деталь должна быть заказана отдельно, включая поршень, кольцо, штифт, зажимы, прокладки и т. д. Иметь дело со всеми этими номерами деталей и рисковать забыть о компоненте может быть мучительно и дорого.
д. Иметь дело со всеми этими номерами деталей и рисковать забыть о компоненте может быть мучительно и дорого.
Двухтактные поршни ProX производятся теми же OEM-поставщиками в точном соответствии со спецификациями OE. Они доступны в размерах A, B, C и D для большинства применений. Поршни ProX поставляются с поршнем, кольцами, штифтом и зажимами в одной коробке. Полные комплекты прокладок высшего класса можно заказать даже под одним номером детали. Поршни ProX обеспечивают возможность замены OEM с меньшими хлопотами и меньшей нагрузкой на ваш кошелек.
Несмотря на то, что поршни ProX изготавливаются поставщиками оригинального оборудования, разница в контроле качества очевидна. Слева поршень ProX от Honda CR250, а справа новенький поршень из коробки от Honda. Что бы вы выбрали?Измерения
Количество измерений, которые необходимо выполнить во время восстановления верхней части, будет произвольным.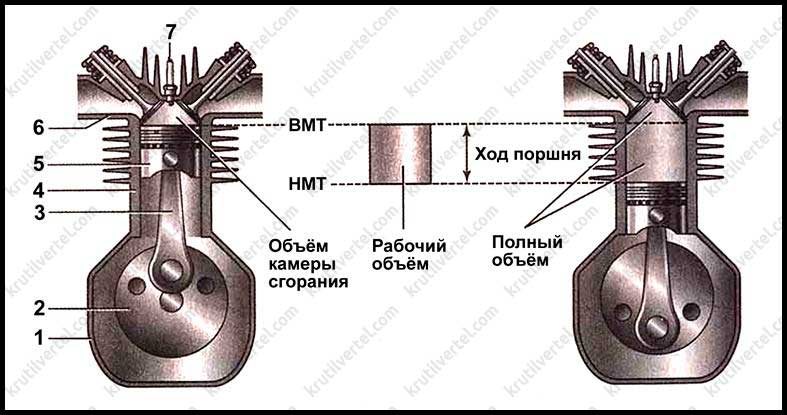 В ProX мы стремимся к совершенству и проявляем осторожность, когда дело доходит до сборки двигателя, поэтому наши сборки состоят из многочисленных измерений и проверок перед повторной сборкой. Для нас это обеспечивает высокий уровень доверия и защиту от внешнего надзора. Мы рекомендуем то же самое всем, кто строит двигатель.
В ProX мы стремимся к совершенству и проявляем осторожность, когда дело доходит до сборки двигателя, поэтому наши сборки состоят из многочисленных измерений и проверок перед повторной сборкой. Для нас это обеспечивает высокий уровень доверия и защиту от внешнего надзора. Мы рекомендуем то же самое всем, кто строит двигатель.
Ниже приведен список измерений, которые мы обычно проводим при восстановлении верхней части двухтактного двигателя:
- Торцевые зазоры поршневых колец
- Зазор между поршнем и цилиндром
- Диаметр малого конца стержня
Из этих измерений наиболее важным является подтверждение или регулировка зазоров торцов колец, после чего необходимо убедиться, что отверстие цилиндра находится в пределах спецификации в отношении диаметра, прямолинейности и округлости. Понятно, что рядовому строителю дома может быть сложно выполнить некоторые измерения, обычно из-за отсутствия подходящего оборудования, однако компетентный магазин должен быть в состоянии помочь.
Зазоры торцов колец можно проверить, установив кольцо в отверстие без поршня и используя щуп для измерения. Правильный зазор в конце кольца указан в инструкциях по установке, прилагаемых к новому поршню ProX.
Расстояние между поршнем и цилиндром — еще одно измерение, которое следует проверить перед окончательной сборкой. Для этого используйте нутромер и набор штангенциркулей для измерения диаметра отверстия. Затем возьмите набор микрометров и измерьте поршень. Поршни ProX следует измерять перпендикулярно поршневому пальцу, на четверть длины юбки поршня снизу. Вычтите размер поршня из размера отверстия, и вы получите зазор между поршнем и цилиндром. Поршни ProX поставляются с диаграммой в инструкции, которая показывает диапазон, в котором должен находиться ваш зазор.
Измерение зазора между поршнем и цилиндром — разумная мера предосторожности, которая поможет вам избежать каких-либо непредвиденных проблем с вашей новой верхней частью.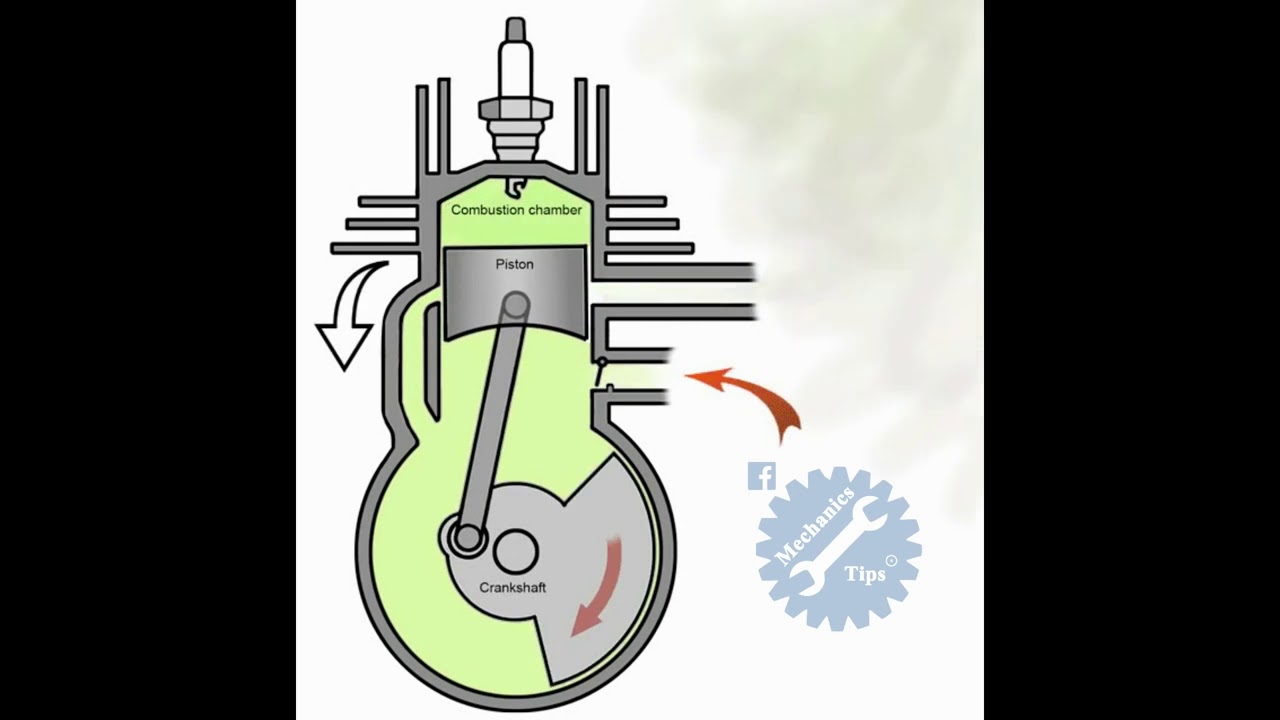
Последним измерением, которое мы рекомендуем сделать, является диаметр малого конца стержня. Это важно, потому что иногда они могут изнашиваться и создавать свободный ход для малого концевого подшипника, что приводит к повреждению подшипника и, скорее всего, всего верхнего конца. Это можно сделать тем же методом, что и диаметр отверстия. Сравните ваши измерения с допустимым диапазоном в руководстве пользователя.
Убедиться, что диаметр малого конца стержня соответствует спецификации, часто упускают из виду, но это может предотвратить серьезную поломку верхнего конца.Подготовительные работы
Чистый, очищенный от глазури и должным образом отточенный цилиндр является ключом к функционированию и долговечности поршня и колец. Очистка цилиндра — После того, как цилиндр был деглазирован или восстановлен после замены покрытия, его необходимо очистить в последний раз. Почти всегда остается хонинговальная крошка, которую необходимо удалить. Для эффективной очистки цилиндра используйте теплую мыльную воду и щетку из щетины, затем жидкость для автоматических коробок передач или аналогичный чистящий раствор и щетку или безворсовую тряпку. Чтобы проверить чистоту цилиндра, протрите ватным тампоном канал ствола и найдите загрязнения. Очищайте канал ствола до тех пор, пока на ватном тампоне не перестанут быть видны загрязнения. Любое хонинговальное зерно, оставшееся в цилиндре, будет способствовать преждевременному износу поршневых колец.
Для эффективной очистки цилиндра используйте теплую мыльную воду и щетку из щетины, затем жидкость для автоматических коробок передач или аналогичный чистящий раствор и щетку или безворсовую тряпку. Чтобы проверить чистоту цилиндра, протрите ватным тампоном канал ствола и найдите загрязнения. Очищайте канал ствола до тех пор, пока на ватном тампоне не перестанут быть видны загрязнения. Любое хонинговальное зерно, оставшееся в цилиндре, будет способствовать преждевременному износу поршневых колец.
Функция силового клапана — Для баллонов, которые были заменены или заменены, необходимо переустановить систему силового клапана перед окончательной установкой. Часто избыточное покрытие может препятствовать движению силового клапана. Чтобы исправить это, лишнее покрытие необходимо аккуратно удалить. На цилиндрах, в которых используются силовые клапаны с лопастями, следует проверить положение лопасти по отношению к отверстию цилиндра, чтобы убедиться, что лопасть не выступает в отверстие.
Поршень — Обычно проще всего максимально подготовить новый поршень, установив одно из стопорных колец и пакет колец перед его соединением с шатуном. Если в руководстве по обслуживанию не указано, какое стопорное кольцо должно быть установлено первым, выберите наиболее простую ориентацию установки. Как правило, ваша доминирующая рука и предпочтительная рабочая ориентация будут определять, какую сторону вы выберете для установки стопорного кольца.
Легче установить один хомут и поршневое кольцо (кольца) перед фиксацией нового поршня на шатуне. Обратитесь к руководству по обслуживанию, чтобы определить правильную ориентацию стопорного кольца. Обычно открытый конец стопорного кольца должен быть ориентирован в положение 12 или 6 часов. Временно установите поршневой штифт и используйте его в качестве упора, чтобы стопорное кольцо вошло в канавку. Установка стопорного кольца должна выполняться вручную, чтобы уменьшить вероятность деформации. Сориентируйте стопорное кольцо в нужное положение, затем сначала вставьте в нужное положение открытые концы стопорного кольца. Будьте осторожны, чтобы не поцарапать и не повредить отверстие поршневого штифта! После установки используйте отмычку или отвертку, чтобы убедиться, что стопорное кольцо полностью установлено и не вращается. Любые стопорные кольца, которые могут вращаться, должны быть заменены, поскольку они были повреждены и деформированы во время установки.
Временно установите поршневой штифт и используйте его в качестве упора, чтобы стопорное кольцо вошло в канавку. Установка стопорного кольца должна выполняться вручную, чтобы уменьшить вероятность деформации. Сориентируйте стопорное кольцо в нужное положение, затем сначала вставьте в нужное положение открытые концы стопорного кольца. Будьте осторожны, чтобы не поцарапать и не повредить отверстие поршневого штифта! После установки используйте отмычку или отвертку, чтобы убедиться, что стопорное кольцо полностью установлено и не вращается. Любые стопорные кольца, которые могут вращаться, должны быть заменены, поскольку они были повреждены и деформированы во время установки.
Кольца — Компрессионное кольцо (кольца) будет направленным, а верхняя часть кольца обычно обозначается маркировкой рядом с концевыми зазорами. Нанесите тонкий слой масла на кольцо, затем осторожно установите кольцо на место, убедившись, что зазоры на концах кольца совмещены с установочным штифтом в каждой кольцевой канавке.
Нанесите тонкий слой масла на кольцо, затем осторожно установите кольцо на место, убедившись, что зазоры на концах кольца совмещены с установочным штифтом в каждой кольцевой канавке.
Установка
Поршень — На верхней части поршня будет отпечатана стрелка, которая обычно обозначает сторону выпуска поршня. Обратитесь к руководству по обслуживанию, чтобы убедиться в правильной ориентации стрелки и поршня. Нанесите небольшое количество монтажной смазки на малый концевой подшипник и отверстие поршневого пальца на поршне, затем установите подшипник. Совместите поршень с узким концом штока и вставьте поршневой палец на место. Снова используйте поршневой штифт в качестве упора, затем установите оставшееся стопорное кольцо на место. Воспользуйтесь отмычкой или отверткой, чтобы убедиться, что он полностью встал на место и не вращается.
Цилиндр к поршню — В большинстве случаев компрессор колец не требуется для сжатия колец и установки поршня в цилиндр. Слегка смажьте отверстие цилиндра монтажной смазкой или моторным маслом, затем смажьте юбку поршня и поверхности колец. Перед установкой поршня и колец еще раз убедитесь, что концы поршневых колец правильно сориентированы по отношению к соответствующим установочным штифтам.
После установки нового поршня на шатун нанесите немного монтажной смазки на стенку цилиндра и осторожно наденьте цилиндр на поршень. Сожмите кольцо рукой, когда надеваете цилиндр, одновременно следя за тем, чтобы зазор в конце кольца оставался на одной линии с установочным штифтом. Установите поршень в ВМТ или около нее, затем осторожно опустите отверстие цилиндра на поршень. Пальцами сожмите кольцо (кольца) и убедитесь, что отверстие цилиндра перпендикулярно поршню. Почувствуйте, как легко цилиндр скользит по поршню и кольцам. Установка цилиндра должна быть плавной и оказывать небольшое сопротивление. Если чувствуется сопротивление, немедленно остановитесь и оцените пакет колец. Иногда одно из колец может выйти из своей канавки и зацепиться за отверстие цилиндра. Обычно это происходит, когда кольцо переходит из ваших пальцев в отверстие цилиндра.
Почувствуйте, как легко цилиндр скользит по поршню и кольцам. Установка цилиндра должна быть плавной и оказывать небольшое сопротивление. Если чувствуется сопротивление, немедленно остановитесь и оцените пакет колец. Иногда одно из колец может выйти из своей канавки и зацепиться за отверстие цилиндра. Обычно это происходит, когда кольцо переходит из ваших пальцев в отверстие цилиндра.
После сборки
Затяжка — Гайки цилиндра и головки всегда следует затягивать в соответствии со спецификациями , указанными в руководстве по обслуживанию. Дважды проверьте, чтобы все гайки были установлены в соответствии с их характеристиками.
Свеча зажигания — Не забудьте установить новую свечу зажигания и при необходимости установить в ней соответствующий зазор.
Воздушный фильтр — Перед запуском обязательно установите чистый воздушный фильтр.
Проверка герметичности картера — В качестве последней меры предосторожности выполните проверку герметичности картера. Проверка герметичности картера поможет убедиться, что все уплотнения, прокладки и соединения герметичны.
Обкатка — При первом запуске вашего нового топового агрегата держите двигатель чуть выше холостого хода, на низких и умеренных оборотах до тех пор, пока двигатель не станет слишком горячим, чтобы его можно было трогать. Затем выключите двигатель и дайте ему остыть, пока он не станет теплым на ощупь. Повторите этот процесс, немного повышая обороты и позволяя двигателю с каждым разом частично нагреваться. После 3 таких циклов дайте двигателю полностью остыть, затем проверьте все жидкости и еще раз проверьте затяжку болтов цилиндра и головки.
Как только это будет сделано, вы можете начать обкатку на велосипеде.