
Замена седел клапанов своими руками видео
В этом видео я показываю и рассказываю как работать обычным инструментом для прирезки сёдел который имеется в свободной продаже и стоит в принципе не дорого. Также рассказываю о инструменте NEWAY, о его плюсах и минусах. И естественно показываю способ притирки клапанов и проверки их на герметичность. Видео получилось очень длинное, около 2 ч 20 мин, поэтому пришлось его разбить на три видео 🙂
Recommendations
Comments 32
За такую фрезеровку руки оторвать, шарошки должны быть победитовые а не это г…но, седло как будто бобры грызли, дальше не стал смотреть.
Пытаюсь прирезать, но фаска на одной из фрез снимается не равномерно.
Те которые для «ваз» немного больше
Может кто знает, воронежские развертки какие нибудь подойдут для ла носа 8 кл?
добрый день ! сделай пожалуйста видео про замену седел ! натяжение при посадке седел ! и о способах их изятия из посадки! буду очень признателен и не только я ! таких видео негде нет, и инфы очень много и все по разному трактуют эти методы.
не в курсе вазовский от классики рассухариватель подойдёт для 406
нет для 406 нужен свой
говорят 08 подходит
может быть но с 16 клапаной десятки не подходит точно
я у моториста спросил он сказал одиночным от 08-09 работает
Я брал шарошки с победитовыми напайками—режут нормально, но ось фаски относительно оси направляющей никак не получалась 90 гр—кошмаррр!Еле прирезал—просадил седла, потом клапана торцевал. Такими шарошками можно резать, но! если режешь впервые лучше на чем нить потренироваться.
спасибо за видео уроки!
можеш выложить чертеж пилота для нювея?
Жень привет.
Головки двигателей серии 402, 417, 421 и 511 имеют 9и мм клапана, ты их то же Нювеем притираешь? Пилоты конусные только под 8и мм клапана у тебя в наличии?
Головки с 402-х моторов я не делаю 🙂 очень твёрдые сёдла и мне просто не охота тупить свой нювей 🙂
Нужно разобраться в этом вопросе, первые головы с 21х и 24х волгах седла шли из высокопрочного чугуна, отсюда и проблема с прирезкой, но позже ( вот и надо выяснить с какого года ) стали делать из «нормального» чугуна. Я лично делал 3 головки : 2410 была 1987гв, 417я была 1992гв, и 4218 была 2000гв, все прирезал шарошками с победитовыми впайками, все хорошо и легко получилось. От бывалых мотористов слышал о том что старые головки попадаются на которых очень трудно притереть клапана из за седел из прочного чугуна.
Евгений спасибо за видео уроки!
появился вопрос прогарел один клапан на выпуске(либо чутьчуть загнуло) что вы посоветуете купить новые клапана и притереть
либо не заморачиваться и поставить один бу-шный(есть в наличии), и также притереть?
Можно и б/у поставить, главное чтоб он по размерами был в норме и не была прогоревшим.
как всегда отличное видео! Спасибо! не пожалел потраченного времени на просмотр )
В первую очередь, выражаю большую благодарность за помощь, предоставленый гараж с необходимой оснасткой моему другану Демичу (Demid91), спасиб бро)
Теперь дело за запрессовкой седел, для этого использовали уже опробованный и запатентованный Демичем способ «электрическая плитка-огнетушитель», а если у кого с этим проблеммы увидемся в суде…

Но как в нашем деле и пологается без косяков ни как: 7-ое седло скалывась 2 раза, 1седло пошло не соостно и лопнуло, на следующий день все было исправленно и все седла были на своих местах.
Седло клапана – важная деталь конструкции головки блока цилиндров, в этом можно легко удостовериться, рассмотрев работу клапана и его составляющих.
Самая важная функция, которую выполняет седло – это образование прочного сжатия между собой и клапаном. Благодаря этому происходит минимизация утечки газов из камеры сгорания; хороший тепловой контакта клапана с седлом являются необходимыми условиями для этого.

При таких условиях вопрос сохранности герметичности соединения встает на первый план. Достигнуть этого можно в основном лишь при помощи формирования необходимого профиля для седла и фаски клапана, что позволит сбалансировать износ поверхностей деталей.
Причины и признаки замены седла клапана ВАЗ
Приступая к проверке, необходимо старательно очистить сёдла и камеры сгорания двигателя, иногда под нагаром обнаруживаются еле заметные трещины. Испорченные и «проблемные» поверхности камер, как правило, отличаются от других камер по цвету. Наличие тех или иных типов дефектов определит необходимость и вариант ремонта сёдел клапанов. Основанием для замены может быть:
- Износ — главная причина замены сёдел клапанов. Проводя зенкование седла клапана, может обнаружится, что нет возможности для доводки, и дальнейшая регулировка седла клапана невозможна, так как клапан садится очень глубоко.
- Как продолжение первой причины, замена нужна, если седла и/или клапанапрогорели.

- Когда при осмотре выявлена коррозия по наружному диаметру — из-за нее ослабляется посадка седла.
- Наличие трещин и сколов в седле клапана.
- Замена сёдел клапанов производится, если нужна модернизация ГБЦ с заменой клапанов на увеличенные. Как следствие, возникает нужда в увеличении диаметра сёдел.
Советы по замене седел клапанов ВАЗ
Перед началом работ необходимо убедится в необходимости замены седел. Стоит помнить, что это достаточно сложный процесс, требующий специального инструмента, навыков выполнения подобных операций и твердых знаний.
Для начала проверяем ГБЦ на герметичность (опрессовка), т.е. на наличие малозаметных трещин рубашки. В случае обнаружения трещин, их необходимо заделать сваркой и лишь потом приступать к расточке сёдел.
Для удаления старых сёдел с посадочных мест лучше воспользоваться станочным оборудованием, растачивая его до момента, пока не останется тонкое кольцо, которое провернется в гнезде. Похожего результата можно добиться при помощи фрезы насаженной на обычную дрель. В данном случае работы необходимо выполнять аккуратно, чтобы не повредить посадочное место.
Похожего результата можно добиться при помощи фрезы насаженной на обычную дрель. В данном случае работы необходимо выполнять аккуратно, чтобы не повредить посадочное место.
При монтаже новых сёдел следует учесть, что их установка производится с натягом; обеспечение гарантированного натяга должно составить от 0,1 до 0,15 мм по наружному диаметру. Разница температур рабочих поверхностей должна достигать минимум 180 С°. Для этого поверхность ГБЦ нагревают на 180-200 С°, а сёдла охлаждают в жидком азоте.
Для осуществления замены седла клапана понадобится:
- печка;
- шарошки для сёдел клапанов;
- холодильная камера;
- штангенциркуль;
- молоток и запрессовка для сёдел;
- новые сёдла клапанов.
Снимаем ГБЦ, моем, проверяем, подготавливаем необходимые инструменты.
Змз 406 замена седел клапанов
Ремонт змз 406 часть 3 (работы по ГБЦ и дальнейшая сборка). — ГАЗ 24, 2.
 4 л., 1979 года на DRIVE2
4 л., 1979 года на DRIVE2Итак, после сборки блока приступил к ремонту ГБЦ, а именно — прирезке седел, восстановлению фаски клапанов и их притирке.Необходимый инструмент для ремонта ГБЦ:
Полный размер
Инструмент для прирезки седел и восстановления фаски клапанов.
Восстановил фаски на впускных и выпускных клапанах.
Фаски выпускных клапанов до обработки:
Результат прирезки:
То же самое было проделано с впускными клапанами.
Далее приступил к прирезке седел клапанов. По мануалу рабочая фаска должна быть около 2 мм шириной, этот размер достигается путем наведения вспомогательной фаски под углом 30 градусов. Сначала навел рабочую, под углом в 45 градусов, далее вывел нужную ширину тридцатиградусной шарошкой. Теперь, когда седла прирезаны, а фаски клапанов восстановлены, можно притирать. На каждый клапан уходило около 2-3 минут, результат на фото ниже:
Полный размер
Седло после прирезки.
Полный размер
Фаски седел после притирки.
Перед установкой ГБЦ на блок нужно установить поршень первого цилиндра в ВМТ. Для точного определения я использовал индикатор часового типа со стойкой.
Полный размер
Определяем ВМТ.
После установки ГБЦ можно приступать к сборке ГРМ. Так как все звезды ГРМ новые, а ГБЦ, скорее всего, не шлифовалась, то весь механизм удалось точно выставить по заводским отверстиям.
Полный размер
Перед установкой, почистил гидрики.
Установил впускной коллектор, накинул генератор, переднюю крышку ГБЦ, заменил шланги вентиляции картерных газов, почистил и установил дроссельную заслонку, а также покрасил клапанную крышку. Осталось купить и поставить водяной насос, накинуть ремень агрегатов и еще некоторые мелочи типа ВВ проводов, корпуса термостата и т д, ну это описывать уже не буду). В целом можно сказать, что двигатель готов к установке на автомобиль.
В целом можно сказать, что двигатель готов к установке на автомобиль.
Пробег: 0 км
Замена седел ЗМЗ 405 (ну или любых других 🙂 ) — Мастер-Сервис на DRIVE2
«Проседание» седел на двигателях ЗМЗ 405\406\409 — это проблема хорошо известная не только мотористам, но и рядовым владельцам Газелей и Уазиков (а если авто на газу, то не столкнуться с этой ситуацией вообще большая удача). Операция же по замене седел, выходит за пределы компетенции подавляющего большинства мастеров берущихся за ремонт двигателя, так как связана с точным контролем размеров посадочных отверстий, и новых седел, соблюдением соостности втулок клапанов, седел и организацией тугой посадки. Мы же с удовольствием выполним эту работу как на ГБЦ ЗМЗ, так и на любой другой ГБЦ.
Итак ГБЦ на которой перед нами стоит задача поменять седла и втулки направляющие клапановПочему их нужно менять? На конкретно этой ГБЦ все просто, нам принесли ее разобранную и сказали, что хотят что бы мы сделали. Но когда мы производим деффектовку, то делаем это так
Полный размер
Измеряем втулки направляющие клапанов
Полный размер
Измеряем седло на предельно допустимый износ при помощи шаблона (касается клапана – седло изношено, клапан не закроется. Не касается но зазор меньше пары десяток – седло совсем скоро выйдет из стоя, лучше поменять . зазор больше двух-трех десяток – замена не требуется будет ходить продолжительный срок.
Не касается но зазор меньше пары десяток – седло совсем скоро выйдет из стоя, лучше поменять . зазор больше двух-трех десяток – замена не требуется будет ходить продолжительный срок.
Но в данном случае нам это не требуется задача поставлена конкретная
Полный размер
Извлечь старые втулки
Полный размер
Установить новые
Полный размер
Вытащить старые седла
Полный размер
Установить новые
Полный размер
Правда для того чтобы установить, их с начала нужно изготовить. Базово на ГБЦ ЗМЗ мы предлагаем заводские седла ВАЗ (идут как зап. часть) их необходимо только подрезать по высоте, но по желанию клиента можем изготовить и из металлокерамики.
Полный размер
Прирезаем фаски на седлах, соостно с направляющими втулок
Стоимость ремонта составила 9560 руб (5000 замена седел, 2500 направляющих, 1260 седла с доработкой, 800 втулки). Стоимость новой ГБЦ, если не ошибаюсь около 40 000, при этом качество отремонтированной ГБЦ ничуть не хуже (а как показывает наш опыт работы с отечественными запасными частями, зачастую лучше чем на новой)
Наша страница на DRIVE2:
Замена седел клапанов змз 406 своими руками
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.
Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.
Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Читайте также: 8450000256 Бампер задний ларгусБерется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.
С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы. Читайте также: Как переклеить потолок в автомобиле
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Шлифовка седел клапанов не требует их нагрева или другой обработки. Проточку производят «насухую». В дальнейшем, в момент притирки, необходимо использовать специальную притирочную пасту. Для достижения лучшего результата притирку на новые седла рекомендуется производить вручную, а не с помощью дрели.
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.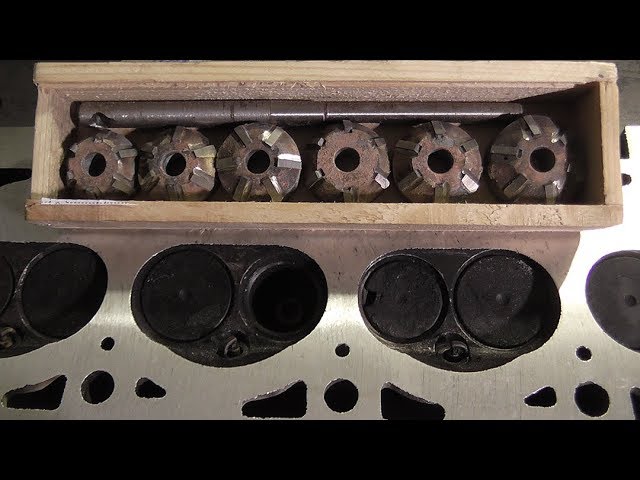
Ремонт головки блока цилиндров производим при общем ремонте двигателя и при замене прокладки ГБЦ.
Очень важно сделать ремонт головки после того, как перегрели мотор. Во время перегрева могут возникнуть дефекты, которые визуально можно не увидеть.
Поэтому нужно тщательно проделать все операции по ремонту головки цилиндров. Во многом от этого зависит работа двигателя. И это избавит от лишней работы и затрат.
Читайте также: Что лучше ксенон или лед лампыСнятие головки блока цилиндров смотрим в статье – «Замена прокладки головки ЗМЗ-406 ГАЗ-3110».
Разборка
1. Отвернуть гайки 1 и снять экран 5 датчика фазы, скобу 2 для подъема двигателя и выпускной коллектор 6.
Снять прокладки выпускного коллектора.
Отвернуть болт 3 и снять датчик 4 фазы.
Вывернуть датчики аварийного давления масла 7 и указателя давления масла 8.
2. Ослабить затяжку хомута 1 и снять шланг с патрубка регулятора холостого хода.
Отвернуть гайки 2 и снять ресивер 3 с впускной трубы.
Снять прокладку ресивера.
3. Отвернуть гайки 1 и снять впускную трубу 2 вместе с форсунками и топливопроводом (на фото не показаны).
Снять прокладку впускной трубы.
4. Отвернуть болты 1.
. и снять заднюю крышку 2 головки блока.
Снять прокладку крышки
Вынуть гидротолкатели 1 клапанов. Гидротолкатели удобнее вынимать с помощью магнита или присоски
Гидротолкатели нельзя менять местами, поэтому перед снятием их нужно промаркировать, чтобы при сборке установить на свое место.
Хранить гидротолкатели следует в том же положении, в каком они стоят на клапанах, чтобы из них не вытекло масло.
Если конструкцией съемника не предусмотрен упор клапана, подкладываем под него подходящий упор.
Сжимаем пружины рассухаривателем. Чтобы тарелка пружин легче сошла с сухарей, можно нанести легкий удар молотком по упорной сошке рассухаривателя.
Пинцетом вынимаем два сухаря и плавно отпускаем пружины.
Снимаем верхнюю тарелку и две пружины клапана.
Съемником удаляем маслоотражательный колпачок.
Подцепить отверткой и вынуть опорную шайбу 1 пружин клапанов.
Переворачиваем головку блока цилиндров и вынимаем клапан, пометив место его установки, для того, чтобы при последующей сборке клапан встал на свое прежнее место.
Аналогично снимаем и помечаем остальные клапаны.
Изношенные направляющие втулки клапанов выпрессовываем оправкой
Шестигранным ключом “ на 8 ” выворачиваем заглушки масляных каналов.
Замена клапанов, сальников. Как поменять своими руками (видео)
Неправильная работа клапанного механизма приводит к неустойчивой работе двигателя. При наличии должного инструмента и желания замена клапанов ГРМ может быть произведена своими руками. Рассмотрим, в каких случаях необходимо вмешательство в клапанной механизм и как правильно осуществить все работы, связанные с заменой, установкой маслосъемных колпачков, снятием и монтажом ГБЦ.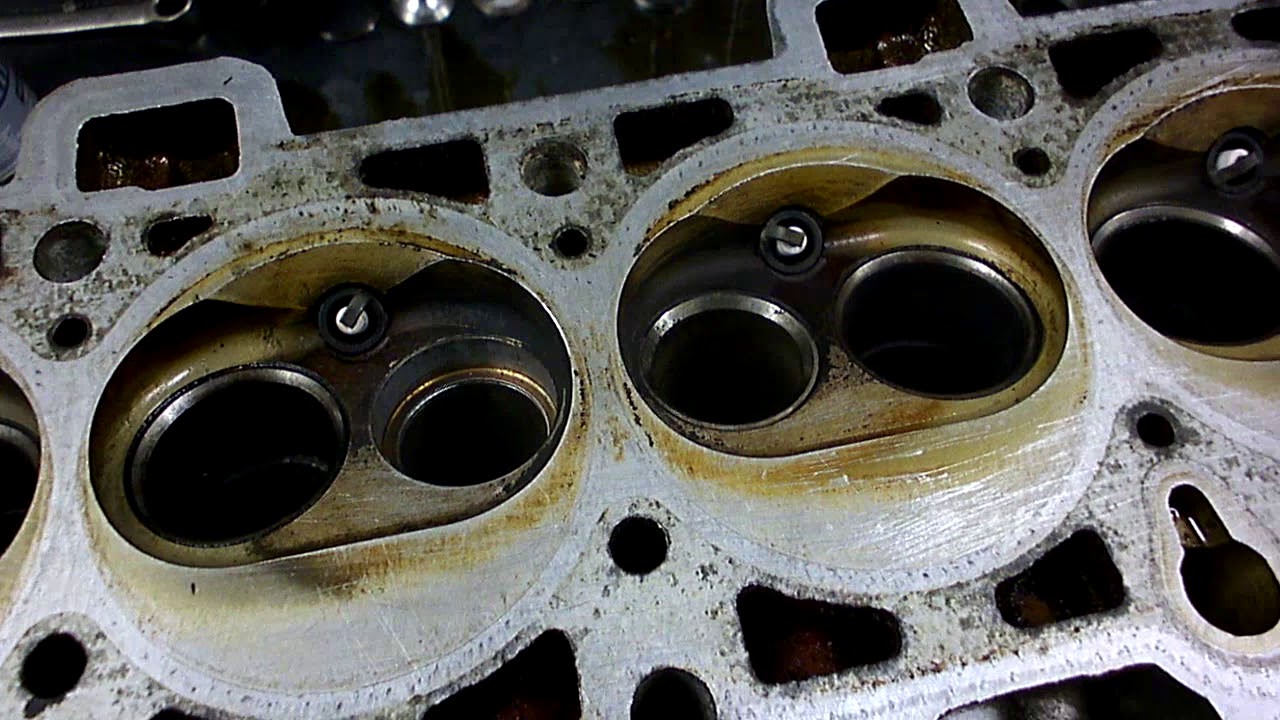
В каких случаях необходима замена
Главные симптом неправильной работы клапанов – потеря компрессии. К разгерметизации камеры сгорания по вине клапанов может привести 2 основные причины.
- Прогар. В таком случае часть тарелки отваливается либо в ней появляется трещина, вследствие чего в любом из положений распределительного вала камера сгорания негерметична. Проблема касается по большей мере выпускных клапанов, так как они более термонагружены. Привести к такому исходу может:
- неправильная регулировка теплового зазора в случае с ГБЦ без гидрокомпенсаторов;
- слишком бедная смесь, что приводит к повышению температуры в камере сгорания;
- неправильная регулировка фаз газораспределительного механизма, вследствие чего сгорание происходит в момент, когда клапан не прижат к седлу. Также к неплотному прилеганию к седлу может привести образование нагара в месте прилегания деталей;
- заводской брак, допущенный при изготовлении;
- наличие детонации.

- Загибание клапанов после «встречи» с поршнями. Происходит это вследствие обрыва ремня ГРМ, перескакивания растянувшейся цепи либо ремня.
Третей неисправностью, из-за которой требуется замена, является износ штока. В процессе работы двигателя клапан совершает возвратно-поступательные движения, вследствие чего при больших пробегах происходит истирание стержня о направляющую втулку. Значительно ускоряет выхода клапанного механизма из строя неправильный зазор между стенками втулки и стержнем.
Как точно определить неисправность
Причина работы двигателя с потерей мощности, вибрациями и троением может быть не только в клапанах. Даже при обрыве ремня ГРМ не всегда загибает клапаны, иногда лишь обламывает толкатели (разумеется, это не касается двигателей, в которых при обрыве ремня «встреча» невозможна в принципе). Компрессометр поможет лишь определить факт потери компрессии в двигателе, но не саму причину. Если после добавления небольшого количества моторного масла в цилиндр компрессия увеличилась, значит, причина в большей мере в износе ЦПГ. Для точной диагностики двигателя автомобиля лучше всего использовать пневмотестер.
Для точной диагностики двигателя автомобиля лучше всего использовать пневмотестер.
Не стоит забывать о необходимости специализированного инструмента для ремонта автомобиля своими руками. Вам потребуются:
- набор головок, гаечных ключей, отвертки для сборки/разборки навесных агрегатов автомобиля;
- рассухариватель клапанов. Приспособление используется для сжатия пружины и снятия так называемых сухариков, фиксирующих тарелку пружины клапана. Если у вас нет желания покупать инструмент, рекомендуем прочитать, как сделать рассухариватель своими руками;
- съемник маслосъемных колпачков. Разумеется, при установке нового клапана следует заменить и колпачок. Но если у вас нет свободных средств и вам необходимо лишь притереть клапаны, то снятие маслосъемных колпачков следует производить только специальными клещами. При снятии пассатижами изделие неминуемо повреждается, после чего устанавливать его обратно – обрекать себя на появление в скором времени повышенного расхода масла.
 На специализированных СТО для установки колпачков также имеется специнструмент, но для личного использования покупка такового экономически нецелесообразна. Произвести работу можно с помощью длинной торцевой головки соответствующего диаметра и удлинителя;
На специализированных СТО для установки колпачков также имеется специнструмент, но для личного использования покупка такового экономически нецелесообразна. Произвести работу можно с помощью длинной торцевой головки соответствующего диаметра и удлинителя;
- инструмент для притирки тарелок клапанов к седлам. Покупка такового для одноразового использования будет не самым лучшим решением, поэтому за неимением возможности взять инструмент в заем, соорудите его своими руками. Для притирки можно использовать обычный шуруповерт и кусок шланга, который будет плотно одеваться на стержень и биту шуруповерта. Вам остается закрепить шланг хомутами, после чего инструмент можно использовать для притирки;
- микрометр для точного замера диаметра стержня поможет дефектовать изношенные клапаны;
- инструмент для установки нового комплекта ГРМ двигателя, если замена клапанов потребовалась после обрыва ремня ГРМ.
 В большинстве автомобилей для правильной установки натяжного ролика требуется специальный ключ, также иногда требуется приспособа для фиксации коленчатого вала;
В большинстве автомобилей для правильной установки натяжного ролика требуется специальный ключ, также иногда требуется приспособа для фиксации коленчатого вала; - динамометрический ключ для затяжки бугелей, ГБЦ.
Расходные материалы при ремонте ГБЦ
Помимо новых клапанов, вам потребуются:
- новые маслосъемные колпачки;
- прокладка ГБЦ, прокладка клапанной крышки, прокладочный герметик, если в нем есть необходимость;
- новые болты ГБЦ. Замена болтов крайне желательна, но если старые болты не вытянулись слишком сильно в процессе работы двигателя (допуски опять-таки в руководстве по ремонту), то допустима установка старых болтов;
- притирочный порошок либо притирочная паста. Разница лишь в том, что порошок придется развести до пастообразного состояния самостоятельно. Для приготовления используется чистое моторное масло.
Процесс замены клапанов своими руками может показаться весьма несложной задачей. Но не стоит обольщаться, так как процедура неминуема без частичной разборки/сборки навесного оборудования, контроля тепловых зазоров, проверки допусков по размерам. Чтобы выполнить все процедуры правильно, следует методично придерживаться руководства по эксплуатации к вашему авто. Именно в мануале к автомобилю вы найдете всю необходимую информацию о тепловых зазорах, моментах затяжки, способах регулировки и адаптации механизмов, нуждающихся в этом после снятия. Замена будет тем сложнее, чем сложнее конструктивно двигатель на вашем автомобиле.
Чтобы выполнить все процедуры правильно, следует методично придерживаться руководства по эксплуатации к вашему авто. Именно в мануале к автомобилю вы найдете всю необходимую информацию о тепловых зазорах, моментах затяжки, способах регулировки и адаптации механизмов, нуждающихся в этом после снятия. Замена будет тем сложнее, чем сложнее конструктивно двигатель на вашем автомобиле.
Стоит помнить о том, что заменой погнутых либо прогоревших клапанов ремонт может не ограничиться. Если новые изделия будут болтаться, следует менять направляющие втулки. Если седла слишком провалены и клапаны не прилегают плотно, производитель зачастую рекомендует замену ГБЦ. Часто владельцы автомобилей с двигателями ЗМЗ-405, ЗМЗ-406, чтобы исключить касание кулачка распределительного вала об корпус гидротолкателя и избежать установки новой ГБЦ, укорачивают стержни, производя так называемую торцовку клапанов.
Чтобы ремонт двигателя не оказался напрасным, после разборки ГБЦ необходимо качественно дефектовать.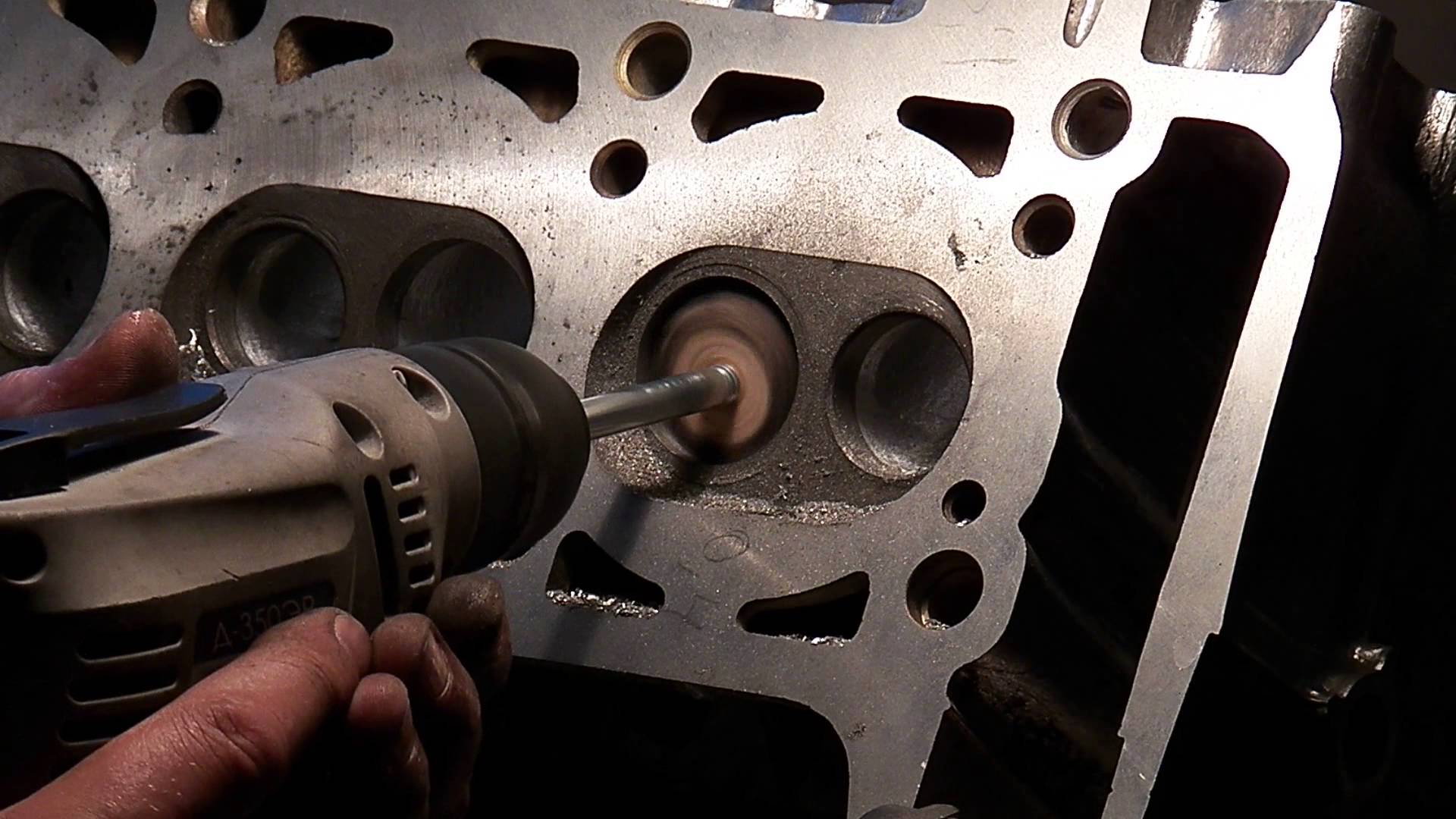
Процедура замены
Технологические процессы, осуществляющиеся при замене клапанов:
- снятие навесного оборудования (дроссельного узла, выпускного коллектора, патрубков и т.д). Запоминайте, а если не можете запомнить, то записывайте или фотографируйте расположение и способ установки незнакомых элементов, вакуумных трубок, патрубков и т.д. Это сбережет вам время и нервы при сборке;
- снятие ГБЦ. После демонтажа головку следует промыть и дефектовать ГБЦ на предмет трещин. Проверьте плотность прилегания клапанов к седлам. Для этого переверните головку вверх тарелками и налейте в полость камеры сгорания бензин. Подайте в соответствующий канал сжатый воздух. Количество пузырей покажет степень плотности прилегания;
- рассухаривание клапанов. Процесс довольно просто и хорошо показан на видео. Вытаскивать сухарики лучше всего пинцетом;
- снятие пружин и верхних тарелок;
- демонтаж клапанов. Если заменяются не все клапаны, старые детали нужно пометить и впоследствии установить на свои места;
- шлифовка привалочной плоскости ГБЦ.

Установка новых клапанов
После примерки новых деталей обязательно проверьте величину люфта клапана в направляющей втулке. При необходимости втулку нужно выпрессовать и заменить. Перед установкой новой втулки обязательно проверьте величину зазора, так как качество запчастей и точность подгонки деталей двигателя часто желают лучшего.
Поочередно притрите каждый клапан. Для этого равномерно нанесите на фаску небольшое количество пасты. Притирка шуруповертом осуществляется возвратно-поступательными движениями с одновременным вращением клапана. Необходимый размер и угол наклона фаски указан в руководстве по ремонту. Проверку герметичности после притирки осуществите описанным выше методом. После притирки установите клапан, нижнюю тарелку, предварительно смазав стержень маслом. Маслосъемный колпачок одевается наставкой с небольшим усилием. Смажьте стержень маслом и надавите на наставку, пока колпачок не упрется в нижнюю тарелку. Засухарьте клапаны в обратном к рассухариванию порядке. Установите распредвал, прикрутите бугеля. После этого ГБЦ можно прикрутить к блоку цилиндров. Строго придерживайтесь порядка затяжки ГБЦ. Обязательно соблюдайте требования к моментам затяжки.
Смажьте стержень маслом и надавите на наставку, пока колпачок не упрется в нижнюю тарелку. Засухарьте клапаны в обратном к рассухариванию порядке. Установите распредвал, прикрутите бугеля. После этого ГБЦ можно прикрутить к блоку цилиндров. Строго придерживайтесь порядка затяжки ГБЦ. Обязательно соблюдайте требования к моментам затяжки.
Отрегулируйте тепловой зазор, если в этом есть необходимость. Установите крышку ГБЦ. Затем вам остается установить ремень ГРМ, совместить все метки, проверить правильность установки, собрать навесное оборудование и произвести пробный пуск. Не пугайтесь появлению небольшого стука сразу после запуска. Через 1-2 минуты гидрокомпенсаторы должны прокачаться и звук на подобии работы дизельного автомобиля исчезнет.
Как поменять седла клапанов
Как правильно производится замена, прирезка и обработка седел клапанов
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.
Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.

Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.
С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы.
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Шлифовка седел клапанов не требует их нагрева или другой обработки. Проточку производят «насухую». В дальнейшем, в момент притирки, необходимо использовать специальную притирочную пасту. Для достижения лучшего результата притирку на новые седла рекомендуется производить вручную, а не с помощью дрели.
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Как поменять седла клапанов
Седло клапана – важная деталь конструкции головки блока цилиндров, в этом можно легко удостовериться, рассмотрев работу клапана и его составляющих.
Самая важная функция, которую выполняет седло – это образование прочного сжатия между собой и клапаном. Благодаря этому происходит минимизация утечки газов из камеры сгорания; хороший тепловой контакта клапана с седлом являются необходимыми условиями для этого.

Другими словами, плотность прилегания между деталями позволяет отводить тепло от тарелки с максимальной эффективностью, передавая тепло от клапана через седло в ГБЦ, которая в свою очередь охлаждается жидкостью. В процессе работы двигателя, фаски и сёдла изнашиваются, что приводит к дефекту седел клапанов.
При таких условиях вопрос сохранности герметичности соединения встает на первый план. Достигнуть этого можно в основном лишь при помощи формирования необходимого профиля для седла и фаски клапана, что позволит сбалансировать износ поверхностей деталей.
Причины и признаки замены седла клапана ВАЗ
Приступая к проверке, необходимо старательно очистить сёдла и камеры сгорания двигателя, иногда под нагаром обнаруживаются еле заметные трещины. Испорченные и «проблемные» поверхности камер, как правило, отличаются от других камер по цвету. Наличие тех или иных типов дефектов определит необходимость и вариант ремонта сёдел клапанов. Основанием для замены может быть:
- Износ — главная причина замены сёдел клапанов.
 Проводя зенкование седла клапана, может обнаружится, что нет возможности для доводки, и дальнейшая регулировка седла клапана невозможна, так как клапан садится очень глубоко.
Проводя зенкование седла клапана, может обнаружится, что нет возможности для доводки, и дальнейшая регулировка седла клапана невозможна, так как клапан садится очень глубоко. - Как продолжение первой причины, замена нужна, если седла и/или клапана прогорели.
- Когда при осмотре выявлена коррозия по наружному диаметру — из-за нее ослабляется посадка седла.
- Наличие трещин и сколов в седле клапана.
- Замена сёдел клапанов производится, если нужна модернизация ГБЦ с заменой клапанов на увеличенные. Как следствие, возникает нужда в увеличении диаметра сёдел.
Вам понадобится
- — приспособление для снятия рассухаривания клапанов;
- — деревянный брусок;
- — рожковый ключ или торцевая головка на 13, на 17;
- — рожковый ключ на 41 или ключ храповика;
- — торцевая головка на 12;
- — отвертка;
- — плоскогубцы
Инструкция
Снимите клапанную крышку головки цилиндров. Вращая заводной ручкой или рожковым ключом на 41, установите поршень первого цилиндра в верхнюю мертвую точку. При этом метки на шкивах коленвала и крышке распредвала (длинная), метка на звездочке или, если нет цепного привода, на шкиве распредвала, метка на корпусе его подшипников должны совпадать.
Вращая заводной ручкой или рожковым ключом на 41, установите поршень первого цилиндра в верхнюю мертвую точку. При этом метки на шкивах коленвала и крышке распредвала (длинная), метка на звездочке или, если нет цепного привода, на шкиве распредвала, метка на корпусе его подшипников должны совпадать.
Освободите рычаги (коромысла). Для этого окрутите слегка контргайки регулировочных болтов и заверните болты до упора. Отогните шиномонтажной лопаткой в двигателях с цепным приводом башмак натяжителя, затем зафиксируйте плунжер в этом положении колпачковой гайкой.
Отогните после этого стопорную шайбу болта, который крепит звездочку к распредвалу; застопорите ее. Для этого вставьте в отверстие между ней и ГБЦ деревянный брусок. Торцевой головкой или накидным ключом на 17 открутите ее болт крепления. Закрепите цепь к звездочке проволокой, чтобы не соскочила. Снимите звездочку с распредвала.
Снимите пружину натяжного ролика в двигателях с ременным приводом (типа 2105). Ослабьте болты крепления кронштейна и отведите его в лево. Снимите ремень со шкива распределительного вала. Открутите ключом на 13 корпус подшипников распредвала, снимите его вместе с валом со шпилек.
Ослабьте болты крепления кронштейна и отведите его в лево. Снимите ремень со шкива распределительного вала. Открутите ключом на 13 корпус подшипников распредвала, снимите его вместе с валом со шпилек.
Замените маслоотражательные колпачки. Для этого возьмите приспособление для сжатия пружин клапанов. Сожмите пружины и вытащите сухари клапанов. Работайте внимательно, так как они могут отскочить в сторону и потеряться.
Опустите каждый клапан до упора в днище поршня, снимите тарелки, пружины, седло и пружину с колпачка, удалите маслосъемный колпачок плоскогубцами или отверткой. Возьмите новый колпачок и оденьте на клапан. Он должен надеваться с усилием, а если этого не происходит, то использовать его нельзя.
Снимите с маслоотражательного колпачка перед установкой пружину и смажьте его моторным маслом. Заменять его можно обычной торцевой головкой на 12 или специальной оправкой. Напрессовывайте его ровно и до упора, избегайте перекосов. Наденьте его пружину.
Оденьте звездочку вместе с цепью на распредвал или приводной ремень на его шкив. Поверните его на 180 градусов. Проведите туже операцию по замене маслосъемных колпачков для 2-го и 3-го цилиндра. Затем отрегулируйте зазор клапанов.
Обратите внимание
Как поменять маслосъемные колпачки. Рассмотрим замену маслосъемных колпачков на примере нашего любимого народом конструктора, без которого было бы скучно жить. Двигатели ВАЗ, устанавливаемые на модели с задним и полным приводом, имеют одно весьма слабое место это маслосъемные колпачки, при износе которых расход масла и дымность выхлопа повышаются на порядок.
Полезный совет
Как поменять маслосъемные колпачки. Как только автомобиль начал расходовать повышенное количество масла, а из выхлопной трубы начал появляться характерный дым, то вероятнее всего возникли проблемы с маслосъемными колпачками. При определенном опыте и определенном наборе инструментов, и приспособлений, можно заменить маслосъемные колпачки самостоятельно.
Давайте выясним, как поменять маслосъемные колпачки своими руками.
Источники:
- как самому поменять маслосъемные в 2017
www.kakprosto.ru
Шарошки для ремонта седел клапанов – инструкция для работы + видео » АвтоНоватор
Шарошки для ремонта седел клапанов являются необходимостью при работе с этим механизмом, потому что более удобного и точного инструмента не найти. Единственной альтернативой могут служить зенковки. Обо всем этом и о самом процессе ремонта мы поговорим в статье.
Устройство клапанного механизма – принцип работы и возможные неисправности
Клапаны используются для герметизации цилиндров двигателя в процессе газообмена. Принцип их работы заключается в обеспечении впуска смеси топлива и воздуха для дальнейшего её сжатия. После воспламенения и отработки газы попадают в систему выпуска, за это также отвечают клапаны. Этот механизм функционирует в агрессивных условиях двигателя внутреннего сгорания, постоянно подвергается большим динамическим нагрузкам, высоким скоростям движения и нагреву. Чтобы снизить быстрый износ ходовых частей данной детали, материалы изготовления чаще всего имеют высокую степень легирования никелем и хромом.
После воспламенения и отработки газы попадают в систему выпуска, за это также отвечают клапаны. Этот механизм функционирует в агрессивных условиях двигателя внутреннего сгорания, постоянно подвергается большим динамическим нагрузкам, высоким скоростям движения и нагреву. Чтобы снизить быстрый износ ходовых частей данной детали, материалы изготовления чаще всего имеют высокую степень легирования никелем и хромом.
Устройство клапанного механизма имеет два главных составных элемента: это головка и стержень. Данные узлы авто бывают с тюльпанообразной, плоской и выпуклой головкой. На конце стержня есть конусные, фасонные или цилиндрические проточки для фиксации на них пружин. Основным проявлением неисправности клапанного механизма является потеря мощности двигателя, а также нестабильная работа мотора в целом. Неисправности такого типа происходят из-за залипания и появления зазора. Нагар также может стать причиной этой проблемы, он накапливается у самого клапана и препятствует его закрытию.
Ещё один признак неисправности – это повышенное выделение дыма во время выхлопа. А изношенный стержень и направляющая данного механизма станет причиной неестественной шумности двигателя.
Зенковки и шарошки для ремонта седел клапанов – что выбрать?
Замена седел клапанов своими руками предусматривает наличие не только грубого инструмента, но и почти ювелирного – шарошки или зенкера. Эти узкоспециализированные инструменты используются только для ремонта двигателя внутреннего сгорания. Набор шарошек для седел клапанов применяется для вытачивания нужной формы их внутреннего диаметра. Эта операция позволяет добиться от тарелки плотного закрытия. Чтобы безошибочно обработать седло клапана, чертеж механизма желательно иметь под рукой.
Шарошка выполнена в виде металлического цилиндра, в котором есть отверстие и две или одна коническая поверхность, её угол может варьироваться от 15 до 60 градусов. На поверхности конуса есть резцы. Набор зенковок для ремонта седел клапанов применяется точно так же, как и шарошки, но имеется одно отличие. Зенкер можно использовать на механических и электрических инструментах.
На поверхности конуса есть резцы. Набор зенковок для ремонта седел клапанов применяется точно так же, как и шарошки, но имеется одно отличие. Зенкер можно использовать на механических и электрических инструментах.
Замена седел клапанов своими руками – разбираем специфику работы
Такая операция выполняется двумя способами. Первый – грубый, но самый простой и быстрый. Осуществляется довольно примитивно: на изношенное кольцо седла приваривается старый клапан, а затем кольцо просто выбивается молотком из своего штатного места в головке блока цилиндров, она, кстати, может быть повреждена, что очень нежелательно. Дальше происходит процесс запрессовки нового. Мягкий способ гораздо сложнее, тем не менее, он выполним в вашем гараже без вмешательства дорогого оборудования. Седло в этом методе аккуратно вытачивается на станке. После этого посадочное место вычищается и также обтачивается.
Надёжная запрессовка происходит при охлаждении нового седла и нагреве головки блока цилиндров, только после такой работы можно будет гарантированно надёжно использовать механизм. Вся трудность метода заключается в нагреве и охлаждении, предварительно нужно будет продумать, как вы это будете делать. Если седло не изношено донельзя, его можно подкорректировать. При использовании шарошки для ремонта применяются, в основном, несколько фрез с разными углами. На оправку надевается первая грубая насадка, после чего круговыми движениями делается подготовка седла или прирезка, таким же образом могут использоваться и зенковки для прирезки седел клапанов.
Дальше приступаем к притирке, она осуществляется с помощью специального приспособления, предназначенного для этого, на конце которого есть конус. На фаску седла наносится абразивный порошок или паста. Притирка проводится до тех пор, пока трение не будет издавать минимальный звук и скрежет. Остатки пасты или порошка тщательно убираются. Качество работы можно оценить, перевернув головку и залив в неё керосин, если он не просачивается, значит, мы потрудились на славу.
Качество работы можно оценить, перевернув головку и залив в неё керосин, если он не просачивается, значит, мы потрудились на славу.
Замена седел клапанов ваз 2108 видео
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.
Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.

Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.
Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.
С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы.
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Шлифовка седел клапанов не требует их нагрева или другой обработки. Проточку производят «насухую». В дальнейшем, в момент притирки, необходимо использовать специальную притирочную пасту. Для достижения лучшего результата притирку на новые седла рекомендуется производить вручную, а не с помощью дрели.
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.
Автомобильные клапаны нередко страдают от различных проблем, в первую очередь речь идет о следах пригара, трещинах, сколах. В некоторых случаях также происходит ослабление установки самого клапана и многое другое. Всё это является неприятными проблемами, от которых необходимо быстро избавляться. Лучшим выходом из положения будет замена.
Клапан в разрезе
Каждый автомобилист обязан проводить регулярный осмотр. В случае обнаружения неполадок, конечно, он вполне может сразу же обратиться за помощью на ближайшую станцию технического обслуживания. Однако подобную работу вполне можно выполнить своими силами, не переплачивая деньги. Так как поменять седло клапана?
Способы замены
Есть быстрый и долгий способ
Специалисты выделяют несколько способов замены. Точнее, их два — грубый и мягкий. Каждый из них отличается своей спецификой, хотя речь идет скорее о скорости и затратах времени и сил на тот или иной способ решения данного вопроса.
В чем заключается грубый способ
Для мягкого способа потребуется оборудование
В этом случае выделяют несколько ключевых шагов:
Привариваем к изношенному седлу старый клапан;
Выбиваем старое седло аккуратными ударами по имеющемуся стержню;
Подчищаем место для установки нового седла, удаляя все остатки.
Становится понятно, что это достаточно простой и действенный способ, хотя его нельзя назвать изящным или тонким. Данный вариант многие используют, когда приходится быстро проводить замену собственными силами в гараже.
В чем заключается основная проблема использования данного способна на практике?
В первую очередь это касается непосредственно самой грубости. Несложно догадаться, что приваривания и последующие выбивания вполне могут привести к повреждению каких-нибудь смежных деталей, так что в любом случае требуется проявлять предельную аккуратность и осторожность.
В чем заключается особенность и преимущество мягкого или «гуманного» способа?
«Гуманный» способ решения вопроса более тонкий во многих отношениях, и дает более качественный результат. Однако он намного сложнее.
В этом случае придется на фрезерном станке вырезать изношенное седло. Непосредственно посадочное место обтачивается таким образом, чтобы можно было легко посадить новое седло клапана. Центровать фрезу при этом следует по основной направляющей втулке. Как только растачивание будет окончено, следует тщательно очистить изделие от стружки, также рекомендуется промыть обработанную зону.
После этого остается просто выполнить установку нового седла клапана. И данный процесс также отличается некоторыми своими особенностями.
Во-первых, он может производиться при разных температурах. Во-вторых, фактически есть возможность выбирать из нескольких способов установки седел клапанов. Какой-то из них может быть удобней, чем другой.
Если просто установить седло на головке цилиндра без использования каких-либо особых инструментов при комнатной температуре, то результат не будет слишком надежным. Со временем наверняка произойдет деформация головки. Лучше будет разогреть головку блока цилиндров, перед тем как запрессовать новое седло.
Хотя наилучшим вариантом считается двойная разница температур. Иными словами, головку блока следует разогреть, а кольцо седла при этом наоборот охлаждается. Правда, для этого необходимо иметь специальное оборудование. Желательно, жидкий азот. Данный способ является наиболее надежным. Он также не требует особых усилий, единственная трудность заключается в охлаждении и нагреве.
Но в любом случае произвести замену седла клапана любой автомобилист сможет своими руками без привлечения различных специалистов.
Видео
В следующем видео происходит замена седла клапана с использованием жидкого азота:
В первую очередь, выражаю большую благодарность за помощь, предоставленый гараж с необходимой оснасткой моему другану Демичу (Demid91), спасиб бро)
Теперь дело за запрессовкой седел, для этого использовали уже опробованный и запатентованный Демичем способ «электрическая плитка-огнетушитель», а если у кого с этим проблеммы увидемся в суде…
Сам процесс: греем голову(не свою а блока цилиндров) градусов до 90, а седла охлаждаем углекислотным огнетушителем(-70 гр по цельсию) запрессовывем оправками сделанными из доработанных старых клапанов.
Но как в нашем деле и пологается без косяков ни как: 7-ое седло скалывась 2 раза, 1седло пошло не соостно и лопнуло, на следующий день все было исправленно и все седла были на своих местах.
Как поменять клапанные седла на двигатель aaz
Автомобильные клапаны нередко страдают от различных проблем, в первую очередь речь идет о следах пригара, трещинах, сколах. В некоторых случаях также происходит ослабление установки самого клапана и многое другое. Всё это является неприятными проблемами, от которых необходимо быстро избавляться. Лучшим выходом из положения будет замена.
Каждый автомобилист обязан проводить регулярный осмотр. В случае обнаружения неполадок, конечно, он вполне может сразу же обратиться за помощью на ближайшую станцию технического обслуживания. Однако подобную работу вполне можно выполнить своими силами, не переплачивая деньги. Так как поменять седло клапана?
Способы замены
Специалисты выделяют несколько способов замены. Точнее, их два — грубый и мягкий. Каждый из них отличается своей спецификой, хотя речь идет скорее о скорости и затратах времени и сил на тот или иной способ решения данного вопроса.
В чем заключается грубый способ
В этом случае выделяют несколько ключевых шагов:
Привариваем к изношенному седлу старый клапан;
Выбиваем старое седло аккуратными ударами по имеющемуся стержню;
Подчищаем место для установки нового седла, удаляя все остатки.
Становится понятно, что это достаточно простой и действенный способ, хотя его нельзя назвать изящным или тонким. Данный вариант многие используют, когда приходится быстро проводить замену собственными силами в гараже.
В чем заключается основная проблема использования данного способна на практике?
В первую очередь это касается непосредственно самой грубости. Несложно догадаться, что приваривания и последующие выбивания вполне могут привести к повреждению каких-нибудь смежных деталей, так что в любом случае требуется проявлять предельную аккуратность и осторожность.
В чем заключается особенность и преимущество мягкого или «гуманного» способа?
«Гуманный» способ решения вопроса более тонкий во многих отношениях, и дает более качественный результат. Однако он намного сложнее.
В этом случае придется на фрезерном станке вырезать изношенное седло. Непосредственно посадочное место обтачивается таким образом, чтобы можно было легко посадить новое седло клапана. Центровать фрезу при этом следует по основной направляющей втулке. Как только растачивание будет окончено, следует тщательно очистить изделие от стружки, также рекомендуется промыть обработанную зону.
После этого остается просто выполнить установку нового седла клапана. И данный процесс также отличается некоторыми своими особенностями.
Во-первых, он может производиться при разных температурах. Во-вторых, фактически есть возможность выбирать из нескольких способов установки седел клапанов. Какой-то из них может быть удобней, чем другой.
Если просто установить седло на головке цилиндра без использования каких-либо особых инструментов при комнатной температуре, то результат не будет слишком надежным. Со временем наверняка произойдет деформация головки. Лучше будет разогреть головку блока цилиндров, перед тем как запрессовать новое седло.
Хотя наилучшим вариантом считается двойная разница температур. Иными словами, головку блока следует разогреть, а кольцо седла при этом наоборот охлаждается. Правда, для этого необходимо иметь специальное оборудование. Желательно, жидкий азот. Данный способ является наиболее надежным. Он также не требует особых усилий, единственная трудность заключается в охлаждении и нагреве.
Но в любом случае произвести замену седла клапана любой автомобилист сможет своими руками без привлечения различных специалистов.
Видео
В следующем видео происходит замена седла клапана с использованием жидкого азота:
Каким образом производится замена седел клапанов своими руками — вопрос, интересующий многих автолюбителей, которые столкнулись с неисправностями в работе двигателя. Для начала давайте разберем принцип работы клапанов.
Прежде всего, они обеспечивают герметизацию работы цилиндров в двигателе во время газообменных процессов и впускают топливную смесь в цилиндры, с дальнейшим ее сгоранием. Отработанные газы после сгорания смеси выводятся в выхлопную систему, за что также отвечают клапаны.
Находясь в агрессивной среде, клапаны подвергаются большим термическим и динамическим нагрузкам, а также они работают на больших скоростях, что в дальнейшем может повлечь за собой выход механизма из строя. Чтобы продлить жизнь клапанам, изготовители прибегают к никельному или хромированному легированию.
Несмотря на это клапаны двигателя подвергаются воздействию высоких температур, вследствие чего происходит пригорание деталей, могут образовываться трещины, а также сколы на рабочей поверхности. Все это ведет к нестабильной работе двигателя, поэтому при обнаружении неисправностей, их необходимо незамедлительно устранить.
Все о замене
Замена седел клапанов своими руками не такая уж и сложная процедура, к тому же она позволит сэкономить немало средств. Седла можно менять с помощью грубого и мягкого способов, которые требуют некоторых знаний и временных затрат. Смысл грубого способа заключается в том, что к поврежденному седлу, которое нуждается в замене, необходимо приварить старый клапан, а затем с его помощью очень аккуратно выбить поврежденный элемент.
При этом после удаления сломанного седла, необходимо будет провести тщательную зачистку, удалить остатки прежнего седла и подготовить посадочное место для установки новой детали.
Данный способ не вызывает особых сложностей и применяется в случае срочной замены седел своими силами. Однако он имеет определенный недостаток, который заключается в том, что и приваривание к седлу детали, и само выбивание седла могут привести к повреждению или деформации смежных элементов механизма. Поэтому выполнять данную процедуру необходимо особо осторожно.
Деликатное решение проблемы. Мягкий способ
Этот способ требует определенной квалификации от человека, который будет выполнять замену поврежденного седла, поскольку он предусматривает использование фрезерного оборудования. Сначала с помощью фрезы необходимо будет вырезать изношенное седло клапана, при этом обточку следует производить таким образом, чтобы новая деталь «села» на место без усилий.
После расточки следует тщательно зачистить место обточки, освободить детали от стружки и можно место посадки детали промыть отработкой или бензином.
Саму притирку можно проводить, используя специальное приспособление с конусовидной головкой. По окружности фаски устанавливаемого седла наносится специальная паста или абразив, затем проводится притирка до исчезновения характерного звука трения металла.
Чтобы проверить, правильно ли выполнены процедуры, необходимо перевернуть головку и наполнить ее бензином. Если просачивания не наблюдается, значит, работа выполнена правильно. После подготовки места для посадки, можно приступить к установке седла клапана.
приветствую сегодня речь пойдет о замене седел клапанов.Может быть это не совсем в рамках этого сайта возможно больше для спец мастерских)) но не секрет что большинство владельцев уаз ездят на газовом топливе! может кому и пригодится.Способ довольно таки прост но с использованием сварки и нескольких заготовок в общем давайте все по порядку. Для примера возьмем головку блока ZMZ-406 для начала придется заказать несколько заготовок у токаря шайбы по внутреннему диаметру седла клапана и толщиной от 3 да 4 мм.
в нужном количестве в зависимости от ситуации)) Берем старый клапан и обрабатываем на наждаке до внутреннего диаметра седла (что бы спокойно проходил мимо седла).Плюс ко всему у этого же токаря заказываем направляющую для запрессовки седла размер направляющей зависит от диаметра седла! ! !
Итак все нужные заготовки приобретены)) берем приготовленный нами спец клапан и вставляем в направляющую где седло нуждается в замене, берем шайбу и кладем на клапан так что бы она сравнялась с конусом рабочей фаски клапана затем Обвариваем сваркой желательно полуавтоматической в процессе сварки алюминий нагревается и расширяется затем с обратной стороны головки цилиндров где выступает клапан наносим удары молотком аккуратно без лишнего фанатизма)) после нескольких ударов седло с приваренной к нему шайбой выйдет оставив за собой РОВНОЕ ЧИСТОЕ ПОСАДОЧНОЕ МЕСТО! ! ! Купленные заранее седла клапанов помещаем в морозильник или снег)) головку блока цилиндров помещаем на плитку и разогреваем ее до 90-100 градусов извиняюсь за состояние плитки она часто в работе задействована))) можно использовать паяльные лампы или горелки только без фанатизма)). Берем направляющую для запрессовки седла одеваем на него седло которое было охлаждено что бы седло не спало края направляющей можно смазать литолом или другой смазкой Разогретую головку устанавливаем на верстак и забиваем седло молотком.Дальше классика жанра прошарошить седло и притереть клапан.Перед выполнением этих работ желательно ознакомится с понятием допуска и посадки. Всем спасибо может моя статья кому то и поможет …
Клапан необходим для герметизирования цилиндровых отсеков мотора в ходе газообмена. Особенности функционирования – запуск смеси, состоящей из горючего и воздуха с целью последующего ее сжатия. За возгоранием и выработкой газы переходят в выпускную систему, и здесь также несет ответственность клапан.
Устройство и вероятные неисправности клапанного механизма
Данный элемент работает в агрессивной среде ДВС, всегда подвержен значительным нагрузочным воздействиям динамического характера, существенному скоростному режиму и нагреванию. Для понижения преждевременного изнашивания ходовых элементов этой детали, в изготовлении ее используются чаще всего материалы, легированные никелем и хромом.
В состав входит два основных элемента:
Эти автомобильные узлы могут иметь головки различных форм:
- в виде тюльпана;
- лоские;
- выпуклые.
На кончике стержня есть проточки конусного, фасонного или цилиндрического вида, помогающие фиксировать пружинки.
Наиболее вероятный признак отказа клапанов – понижение мощности мотора, его нестабильность в работе. Связано это с залипаниями и образованиями зазорных участков. Еще одна причина – появление нагара, который скапливается у клапана и не позволяет ему закрываться. Видимым признаком также можно считать чрезмерное выделение выхлопных дымов. Если в ДВС появились посторонние шумы – износились стержневые части и направляющие. Поэтому рассмотрим, как выполняется замена седел клапанов своими руками.
Чем пользоваться?
Такие работы подразумевают использование грубоватых инструментов
и отличающихся практически ювелирной точностью – зенкеров и шарошек. Такие инструменты с узкой спецификой применяются исключительно при ремонте мотора.
Подборку шарошек для клапанных седел используют под выточку необходимых размеров диаметров. Подобные действия дают возможность придать тарелочке максимальную плотность закрывания.
Зенковки при ремонтных работах по клапанным седлам используются так же. Но есть одно различие – зенкер применяется не только на механических, но и электроинструментах.
Технология выполнения
Работа отличается сложностью, но при наличии необходимых навыков ее можно выполнить в гаражных условиях.
Чтобы извлечь седло, имеется несколько способов. Быстрым, но не слишком правильным, является наваривание клапана на седло с последующей выбивкой. Клапан обтачивается под размеры седла, вставляется в него и обваривается. Пока металл не успел остыть. Седло необходимо выбить молотком. Вся конструкция должна выйти без особых проблем.
Но при этом помните, что от сварки металл нагревается, что может стать причиной деформирования головки. Выбивая, можно нанести повреждения посадочному месту под седло, что повлечет за собой дополнительные работы по обработке ГБЦ.
Лучше всего воспользоваться токарным станком. Так можно сточить седло то такого размера, что оно станет, как фольга, и легко достанется. Если нет станка, можно воспользоваться дрелью и насадкой в виде фрезы. Стачивание проводится с одной стороны, пока не ослабеет натяжение. Теперь седло можно достать рукой.
Идеальный вариант установки нового седла – азотный, в котором следует предварительно охладить седла. Дело в том, что их размеры немного больше отверстий, а за счет охлаждения уменьшается внешний диаметр.
Естественно, азот в гараже – большая редкость. Тогда вспомним свойства металла расширяться и сжиматься. Седло просто помещается в морозильную камеру на пару часов, а отверстие подогревается горелкой.
Если при установке необходимо будет приложить усилие, то рекомендуется взять подходящий под диаметр седла брусок и с его помощью провести запрессовку.
Замена направляющих втулок клапанов и седел в двигателе автомобиля
Расскажем как заменить направляющие втулок клапанов и седел в двигателе автомобиля. Исходим из того, что трещин в головке двигателя нет, а клапанные сёдла имеют износ.
Как происходит выпрессовка старых втулок
Технология выпрессовки старых втулок бывает разной, но чаще применяют ударный способ. Со стороны седла на втулку устанавливают латунную или бронзовую оправку, по которой наносят удары молотком. Чтобы не повредить посадочное гнездо в головке, оправка должна быть ступенчатой: по меньшему диаметру она с небольшим зазором входит во втулку на глубину 30—40 мм, а по большему — свободно проходит через гнездо в головке цилиндров. Втулки из бронзы не создают больших проблем при выпрессовке, обычно они устанавливаются в головку с небольшим натягом. При выпрессовке «твердых» втулок головку желательно нагреть до 150 градусов, чтобы несколько уменьшить натяг. Нагревать головку лучше в электропечи, но в условиях гаража подойдет бытовая электроплитка.Если ни один из способов не позволяет выпрессовать втулку из-за слишком плотной посадки в гнезде, ее приходится высверливать. Обычный сверлильный станок вполне подойдет, а вот при пользовании ручной электродрели неизбежны перекосы и повреждение посадочного гнезда. Кстати, деталь лучше высверливать не полностью. При толщине стенки около 1 мм оставшуюся часть удается выбить без особого труда.
Измеряем натяг втулки перед заменой
Общее правило замены втулок на любых двигателях гласит: ни в коем случае нельзя запрессовывать новые детали без измерений фактического натяга. Поэтому надо точно измерить диаметр гнезда и новой втулки, чтобы определить натяг. Он должен быть в пределах 0,03—0,05 мм (то есть диаметр втулки больше диаметра гнезда на эту величину).Если натяг недостаточен из-за “слабого” гнезда, придется увеличивать его диаметр, чтобы установить втулку ремонтного размера. Эту работу также следует выполнять только на станке во избежание перекоса отверстия. Натяг для ремонтной втулки желательно сделать большим, поскольку в старом гнезде материал на поверхности уже деформирован, а в новом нет, да и шероховатость поверхности здесь больше.
Как запрессовать втулки клапанов
Перед запрессовкой надо обеспечить разность температуры деталей: головку нагреть до 150 градусов, а втулки охладить. Запрессовку выполняют быстро, двумя-тремя ударами молотка по оправке. Если втулка имеет тонкий поясок для посадки маслосъемного колпачка, то оправка не должна опираться на этот поясок ни с одной стороны, иначе втулка сломается. Некоторые мотористы запрессовывают втулки “вхолодную”, без нагрева и охлаждения деталей. Это плохо. Алюминиевый сплав при большом натяге деформируется, и реальный натяг уменьшается. Когда при работе двигателя посадка естественным образом ослабляется, клапан в такой втулке начинает перегреваться. Это связано с нарушением отвода тепла от стержня клапана к головке. В дальнейшем втулка начнет “ездить” в гнезде. Иными словами — потребуется повторный ремонт, причем сложнее предыдущего.После запрессовки втулок и остывания головки их отверстия калибруют развертками. Здесь тоже есть свои хитрости. Желательно применять специальные алмазные развертки — они дают стабильный размер отверстия при довольно долгой работе. Простые ручные развертки из инструментальной стали быстро изнашиваются, обычно их хватает на одну-две головки.
Обработав отверстия, надо обязательно проверить зазоры клапанов во втулках. Для впускных клапанов они должны быть в пределах 0,02—0,04 мм, для выпускных — 0,03—0,04 мм. Стремиться к минимальным зазорам не следует, особенно у выпускных клапанов, поскольку это чревато их заклиниванием при работе.
Ремонт седел клапанов
Основные задачи — обеспечение соосности рабочей фаски и отверстия втулки и создание определенного профиля седла, рекомендуемого заводом-изготовителем для данной модели двигателя.
Для обработки сёдел применяют различный инструмент. В гараже чаще всего используют ручные угловые фрезы с жестким креплением на направляющем стержне (пилоте). Фрезы обычно имеют углы при вершине 30, 45 и 60 град. Такие фрезы могут быть изготовлены из инструментальной стали или с твердосплавными пластинами.
Основной недостаток данного инструмента — люфт пилота в направляющей втулке, особенно когда у нее есть какой-либо износ. Из-за люфта очень трудно обеспечить соосность седла и втулки.
При обработке формируют определенный профиль седла: уплотнительную фаску и две фаски, примыкающие к ней. Здесь надо руководствоваться данными производителей автомобиля, но есть и некоторые общие рекомендации. У подавляющего большинства моторов уплотнительная фаска имеет угол 45 град. и ширину примерно 1,5 мм. Примыкающие фаски чаще сделаны под углами 30 и 60 град., хотя изредка встречаются седла с более сложным профилем.Если для ремонта используют ручные фрезы и резцовые головки, то предварительную обработку уплотнительной фаски ведут, пока не получится ровная поверхность без дефектов.
Окончательный этап: притирка клапанов
Окончательная обработка стыка клапана и седла — притирка клапанов. При профессиональном ремонте такая операция практически не применяется. Если седло и фаска клапана обработаны точно, то притирка не нужна, но даже вредна. Другое дело при ручной обработке деталей фрезами и резцовыми головками. Поверхности после ремонта могут иметь не идеальную форму и шероховатость.Притирка нужна не столько для обработки, сколько для контроля качества сопряжения. Если притертые поверхности вытереть насухо и несколько раз провернуть клапан в обе стороны, прижимая его к седлу, то на фасках деталей появится блестящая линия. Получится замкнутой, проходящей по всей окружности — все сделано правильно и прилегание хорошее.
Используйте вашу систему 3-D Fast Cut ™ для удаления вставок седла клапана
Если вы какое-то время работали с головками цилиндров, вам приходилось снимать одну или две вставки седла клапана, так что вы знаете, что это непростая работа. Эти присоски там плотно — и они должны быть такими, — но из-за этого их трудно вытащить, когда вам нужно. Есть несколько способов вынуть пластины, о которых я кратко коснусь, но один из самых новых и быстрых способов — использовать вашу 3-D Fast Cut ™ System (или другую 3-угольную режущую систему) для резки вставляется, не повреждая цековку.
Зачем снимать оригинальные вставки?
За годы работы над двигателями я столкнулся с четырьмя довольно частыми причинами замены оригинальных вкладышей сиденья.
- Они уже потерялись.
- Они изношены или повреждены.
- Головка треснула, и вставка будет повреждена при ремонте трещины.
- Седло было обработано до такой степени, что не может быть достигнуто надлежащих технических характеристик.
Я мог бы написать целую статью о последней причине, но это в другой раз.
Возможности снятия пластины
Теперь, когда вы решили, что вам нужно заменить вставки, пора их достать. Как я уже сказал, есть несколько способов сделать это в зависимости от материала головки, количества времени и инструментов, имеющихся в вашем распоряжении. Естественно, вы хотите сделать это, не повредив цековку, иначе вам предстоит еще больше обработки.
Один из наиболее распространенных методов, который вы, вероятно, использовали или о котором хотя бы слышали, — это сварка.Теперь есть несколько способов сделать это. Во-первых, вы можете приварить лом клапана к вставке, чтобы использовать его в качестве привода. Убедитесь, что вы выбрали клапан, который немного меньше, чем вставка, иначе вы создадите себе больше проблем. Второй способ заключается в приваривании валика внутрь вставки. По мере остывания сварного шва вставка должна дать усадку, и ее можно будет вытащить. Это будет работать с чугунной головкой, но с алюминиевыми головками или со вставками седла из порошкового металла сварка не подходит.
И что теперь? Если вы работаете с чугунными головками, существуют съемники, которые вытаскивают вставки.Обратной стороной этих съемников является то, что они часто не подходят для небольших двигателей и могут повредить отливку под вставкой. Опять же, если вы работаете с алюминиевыми головками, они не будут работать, и вы вернетесь к исходной точке.
В последние несколько лет был разработан новейший метод удаления вкладышей седла с использованием трехугольной режущей системы, которая становится все более распространенной в магазинах. Марка Goodson называется 3-D Fast Cut ™, но этот метод работает практически с любой популярной трехугольной системой.В основном то, что вы делаете, — это ослабление прессовой посадки для быстрого и легкого снятия.
Если вы используете 3-D Fast Cut (или другую 3-угольную систему), у вас уже есть большая часть необходимого инструмента в вашем магазине. Единственные новые детали, которые вам понадобятся, включают держатели для наконечников и режущие наконечники.
Шаг первый — Настройте резак для первого реза
Вам нужно сделать два или три пропила для никель-хрома для твердосплавных пластин. Если вы удаляете LP или закаленные седла, вам лучше всего сделать три или четыре реза, поэтому вам нужно будет настроить резак так, чтобы он снимал от одной трети до четверти толщины пластины вместо половины.
Примеры того, что может случиться с державкой инструмента, когда вы пытаетесь вырезать пластину за один проход.
Я не могу этого особо подчеркнуть. НЕ ПЫТАЙТЕСЬ ВЫРЕЗАТЬ ВСТАВКУ ЗА ОДИН ПРОХОД. За один проход будет слишком большое давление на наконечник, что может привести к повреждению держателя и головки блока цилиндров.
Шаг второй — Настройте резак для второго (и третьего) реза
Снова настройте фрезу, чтобы удалить оставшуюся часть пластины, за исключением.От 010 до 0,015 дюйма оставшейся толщины. Вы хотите оставить это как буфер, чтобы не повредить канал ствола. Вы также должны работать медленно и осторожно, чтобы свести к минимуму повреждение канала ствола.
Шаг третий — Извлеките оставшийся материал пластины
У вас есть два варианта. Вы можете использовать резец, чтобы вытащить то, что осталось от вставки, или сделать третий надрез, достаточно глубокий, чтобы пробить материал вставки. Опять же, будьте предельно осторожны, чтобы не повредить отливку.
Как всегда, для получения дополнительной информации вы можете позвонить в один из Goodson Techxperts ™ по телефону 1-800-533-8010 .
Как установить клапаны в четырехтактный байк-байк
Четырехтактные грязевые байки эволюционировали на протяжении многих лет и пользуются огромной популярностью как среди гонщиков, так и среди гонщиков. Несмотря на то, что они обладают большой мощностью и на них легко ездить, техническое обслуживание клапанного механизма — это ответственность, которая ложится на них вместе с ними. Здесь мы рассмотрим правильные методы замены клапанов и клапанных пружин.
Четырехтактные двигатели десятилетиями служат сообществу Powersports в самых разных областях, от уличных мотоциклов, внедорожников, квадроциклов и UTV и многих других. Со временем двигательные технологии развивались по многим направлениям, что в конечном итоге привело к еще более высоким характеристикам двигателя. Практика технического обслуживания также претерпела изменения, и в этой статье мы сосредоточимся на современной установке клапана.
Клапаны играют критическую роль, и, следовательно, по мере развития клапанной техники предел погрешности со стороны установщика продолжает уменьшаться.Для обеспечения долгосрочного успеха при установке новых клапанов необходимо тщательно продумать и выполнить ряд шагов. Мы будем работать от этапа перед установкой до проверок после установки. Эта статья, в конечном итоге, даст вам контрольный список, чтобы в следующий раз, когда вам нужно будет установить клапаны в двигатель, вы будете хорошо оснащены.
Ознакомьтесь со всеми нашими руководствами по ремонту 4-тактной верхней части здесь!
Создание 4-тактной головки может показаться сложной задачей, но понимание того, как делать каждый шаг, может значительно снизить страх.Перед установкой
Работа, проделанная перед установкой новых клапанов, определяет, как долго прослужит отремонтированная верхняя часть. Здесь необходимо учитывать два наиболее важных компонента: направляющие клапана и седла клапана. Из-за того, как каждая из этих частей взаимодействует с клапаном, их состояние и решения, принимаемые вокруг них, будут определять, как долго живут новые клапаны.
Направляющие клапанаСудя по названию, роль направляющей клапана не должна вызывать удивления.Функция направляющей клапана состоит в том, чтобы обеспечить хорошее управление положением клапана, когда он совершает возвратно-поступательное движение вверх и вниз. Обеспечение того, чтобы поверхность клапана постоянно контактировала с седлом в одном и том же месте, важно для работы двигателя, а также для обеспечения долговечности седла и клапана.
Направляющие клапана — это каналы, через которые работают клапаны, позволяя штоку клапана выходить из камеры сгорания через клапан без потери давления благодаря уплотнениям клапана.Из-за сил, присутствующих в большинстве конструкций клапанного механизма, по мере износа двигателя направляющие клапана изнашиваются и приобретают отчетливую форму.Эту форму можно визуально представить, представив песочные часы. При измерении сверху вниз изношенные направляющие клапана обычно имеют немного больший диаметр сверху и снизу, чем в середине. Когда направляющая клапана принимает форму песочных часов, вероятность того, что поверхность клапана соприкоснется с гораздо более широкой областью седла клапана, значительно возрастет, что увеличит скорость износа седла и поверхности клапана.
В вашем руководстве по обслуживанию OEM будут указаны пределы обслуживания для отверстия направляющей клапана.Измерения можно производить несколькими способами, обычно с помощью небольших калибров для отверстий и микрометров или циферблатных индикаторов. Методы, специфичные для вашего двигателя, обычно описаны в руководстве по обслуживанию. Крайне важно, чтобы направляющие клапана были измерены и аттестованы перед установкой новых клапанов.
Седла клапанаСедла клапана служат стыковочным узлом для соответствующих поверхностей клапанов. Этот интерфейс, вместе с поршневыми кольцами, в конечном итоге герметизирует камеру сгорания во время такта сжатия.В результате целостность уплотнения между поверхностью клапана и седлом клапана является одним из основных факторов, влияющих на производительность двигателя.
Седла клапана представляют собой кольца с фаской вокруг отверстий в камере сгорания. Они должны быть однородными и гладкими для правильного уплотнения клапанов. Перед установкой новых клапанов в этой бывшей в употреблении головке седла клапанов будут повторно подогнаны в авторитетном магазине.Во время работы двигателя седло клапана и поверхность клапана изнашиваются вместе. Обычно площадь контакта между клапаном и седлом увеличивается пропорционально времени работы двигателя, и седло клапана может принимать овальную форму.Обе характеристики износа отрицательно сказываются на характеристиках двигателя и его долговечности.
Поскольку лицевая поверхность клапана и седло клапана изнашиваются вместе, почти всегда лучше повторно подрезать седла клапана перед установкой новых клапанов. Это гарантирует, что седло клапана и поверхность клапана будут правильно совмещены друг с другом и будут правильно изнашиваться. Установка нового клапана на изношенное седло часто приводит к ускоренному износу новой поверхности клапана.
Надежной мастерской, специализирующейся на работе с головками блока цилиндров, следует доверить повторную нарезку седел клапанов и, при необходимости, направляющих клапанов.Из-за высокого уровня точности, необходимого для обеспечения концентрических седел и направляющих клапанов, следует использовать цех, оборудованный специализированными станками для резки седел, а не ручными резаками седел.
Клапаны и пружиныТип устанавливаемого клапана будет иметь некоторое значение для последующей работы и рассмотрения. Наибольшего внимания заслуживает сценарий, при котором титановые клапаны заменяются стальными. Это обычная замена, которая дает небольшую производительность ради увеличения срока службы клапана.При этом необходимо учитывать пружины клапана.
Некоторые производители оригинального оборудования поставляют велосипеды с титановыми клапанами с завода. Обычно эти клапаны превращают в стальные для увеличения срока службы, но не забывайте, что пружины также должны быть соответственно заменены.Щелкните здесь, чтобы ознакомиться с предложениями клапана и пружины ProX.
Поскольку стальные сплавы весят больше, чем титановые сплавы, стальные клапаны будут тяжелее, чем их оригинальные аналоги.Клапанные механизмы — это точно настроенные системы, и дополнительная масса стальных клапанов обычно требует других клапанных пружин для компенсации.
К счастью для производителей двигателей, такие бренды, как ProX, предлагают ряд компонентов клапанного механизма, которые соответствуют или превосходят качество OEM, включая клапаны, пружины, уплотнения штока клапана и прокладки, и это лишь некоторые из них. Предлагаются как клапаны прямой замены OEM, так и модификации клапана, которые заменяют титановые клапаны OEM на стальные.
ProX предлагает как титановые, так и стальные качественные клапаны и комплекты пружин OEM по доступной для кошелька цене. Держатели, фиксаторы, седла и уплотненияНеобходимо проверить состояние седел и фиксаторов пружин клапана. Нередко повторное использование этих компонентов. Однако важно убедиться, что они не надеты. Проверьте седла и фиксаторы на предмет износа, который обычно возникает в результате контакта с пружиной клапана. Если наблюдается сильный износ или вмятины, эти детали следует заменить. Точно так же считается лучшей практикой замена держателей и уплотнений штока клапана в рамках капитального ремонта клапана.
Обязательно проверьте держатели на предмет повреждений и износа перед повторным использованием. Обычной практикой является использование новых держателей и уплотнений клапана. Уплотнения штока клапана OEM качества также доступны в ProX.После того, как все необходимое новое оборудование будет под рукой, а задачи по обслуживанию выполнены, можно приступить к окончательной проверке компонентов. Основное внимание здесь следует уделять подтверждению того, что свободная длина пружины нового клапана находится в пределах спецификации, а контакт между поверхностью клапана и седлом клапана находится в пределах спецификации.
Свободная длина пружины клапана — это просто измерение длины пружины клапана в несжатом состоянии. Для определения приемлемых критериев свободной длины необходимо обратиться к руководству по обслуживанию или документации, прилагаемой к комплекту пружин клапана.
Перед установкой измерьте свободную длину пружины клапана и сравните ее с рекомендациями в руководстве по эксплуатации, чтобы убедиться, что ваши клапаны будут работать и герметично закрыты.Следует проверить поверхность контакта клапана с седлом и ширину контакта, чтобы убедиться, что клапан и седло плотно прилегают.Для этого инструмент для притирки клапана используется в сочетании с перекачивающей жидкостью, обычно маркером Sharpie или машинным красителем.
Для проверки контакта клапана с седлом можно использовать перманентный маркер для окраски седла клапана.Седло клапана покрывается маркером или машинной краской, затем вставляется клапан. Инструмент для притирки клапана используется для легкого давления на поверхность и седло клапана. Затем клапан осторожно вращается вперед и назад в течение нескольких секунд. После осторожного снятия клапана маркер или краситель, покрывающий седло клапана, должны были перейти на поверхность клапана.Полученный рисунок контакта и ширина контакта могут быть использованы для оценки качества поверхности уплотнения. Поверхность клапана должна показывать, что она полностью контактирует по всей своей окружности с седлом клапана. Ширина контакта должна быть тщательно измерена штангенциркулем, а полученная ширина должна быть проверена на соответствие техническим характеристикам, указанным в руководстве по эксплуатации.
Если проблема связана либо с непрерывностью контакта, либо с шириной контакта, весьма вероятно, что седла клапана не были обрезаны должным образом или производитель пытается установить новые клапаны в изношенные седла.Поскольку почти все современные клапаны имеют ту или иную форму тонкого покрытия или процесса отверждения на их внешних поверхностях, никогда не следует рассматривать притирку клапанов с использованием притирочной пасты из-за риска истирания покрытого или затвердевшего слоя.
При полном уплотнении на клапане будет сплошная красная линия, а при неполном уплотнении — отдельные участки красного цвета или вообще не будет красного цвета.Установка
После того, как было определено, что новые клапаны и компоненты позволят обеспечить хорошую герметичность камеры сгорания, процесс установки становится довольно простым.Рекомендуется подготовить все компоненты к установке путем объединения и разделения новых компонентов в зависимости от их расположения. Это невероятно важно, поскольку впускные и выпускные клапаны могут различаться по диаметру и массе, что приводит к использованию разных пружин, уплотнений, седел, фиксаторов и держателей.
Убедитесь, что компоненты вашего клапана повторно собраны с использованием масла или сборочной смазки, где это необходимо.Сначала седла пружины клапана должны быть покрыты небольшим количеством моторного масла или сборочной смазки и установлены.Затем следует установить новые уплотнения штока клапана. Поскольку диаметры впускного и выпускного клапана могут отличаться, убедитесь, что в правильном месте установлены правильные уплотнения. Затем нанесите пару капель масла чуть ниже выемки на штоке клапана. Установите клапаны, осторожно проворачивая их мимо соответствующих уплотнений. Слегка смажьте пружины клапана и фиксаторы моторным маслом или сборочной смазкой в местах их контакта. Старайтесь не допускать попадания масла в область держателя, в которой находятся держатели.Разместите держатели внутри держателей, затем установите пружины и держатели в соответствующие места на головке блока цилиндров.
Осторожно используйте компрессор пружины клапана, чтобы сжать пружины клапана, чтобы держатели могли встать на место. Чтобы упростить позиционирование упрямых хранителей, можно использовать кирку, чтобы помочь им занять позицию. После того, как держатели будут расположены в своих выемках в штоке клапана, компрессор пружины клапана можно снять, а остальные клапанные узлы можно сжать и завершить.После того, как все пружины клапана будут сжаты, следует использовать латунный пробойник и молоток, чтобы несколько раз постучать по верхней части штока каждого клапана. Нажатие на верхнюю часть клапана является критическим шагом и поможет обеспечить правильную посадку всех держателей перед запуском.
При повторной установке держателей используйте компрессор пружины клапана, чтобы вы могли поставить их на место, чтобы они могли найти правильное положение в канавке штока клапана. Кирка часто используется для помощи в размещении хранителей.Проверки после установки
На этом этапе можно собрать остальную часть головки блока цилиндров и двигателя.Крайне важно проверить зазоры клапанов и при необходимости установить регулировочную шайбу. Каждый раз при установке новых клапанов очень высока вероятность того, что потребуются другие прокладки.
Наконец, при повторной сборке важно убедиться, что синхронизация кулачка установлена в соответствии с процедурой, описанной в руководстве по обслуживанию. Несвоевременное включение двигателей может привести к катастрофическим отказам. Двойная или тройная проверка правильности установки времени — дешевая страховка. Кроме того, вращение двигателя вручную на несколько оборотов также является хорошей практикой и помогает избежать ошибок при повторной сборке.
Чтобы проверить целостность уплотнения между поверхностью клапана и седлом клапана, перед запуском можно выполнить испытание на утечку. Испытание на утечку предоставит количественные средства для оценки источника утечки в цилиндре и ее серьезности.
Фрезы для седел клапана— NEWAY
О Neway Cutters
Neway предлагает широкий выбор фрез для седел клапана для всех областей применения. Если у нас еще нет на полке того, что вам нужно, мы можем запустить индивидуальный фрезу на необходимый диаметр и угол.Изготовили фрезы на станки седла клапанов на авиамоделях (диаметр седла 3/8 дюйма, да, три восьмых 1 дюйм , диаметр седла ), и мы производим фрезы, которые будут обрабатывать немного больше шести дюймов. Скорее всего, ваша работа упадет где-то в между.
Фрезы для седел клапана Newayне зависят от области применения. То есть резак не волнует, мощный ли это автомобильный двигатель или старинный мотоцикл, или голова самолета.Если резак подходит, и это правильный угол, это правильный резак. Наши уникальные твердосплавные лезвия подходят для обработки любого седла клапана. материал, от самого жесткого до самого мягкого.
ФрезыNeway оснащены регулируемыми твердосплавными лезвиями. Пока угол зафиксирован в инструмента, лезвия регулируются внутрь и наружу так, чтобы каждый резец имел свой соответствующий рабочий диапазон. Рабочий диапазон это не то же самое, что диапазон регулировки полотна. Диапазон регулировки лезвия говорит нам, как далеко и как далеко могут доходить лезвия для данного резака, но поиск подходящего размера фрезы — это не просто поиск в пределах досягаемости лезвий (подробнее ниже).
В поисках подходящего резака — короткое и сладкое
РАЗМЕР Используйте размер клапана (диаметр головки клапана) чтобы помочь вам найти лучший диаметр фрезы. Диаметр корпуса фрезы (желтая часть) должна быть примерно того же размера, что и клапан. В Как правило, корпус фрезы может быть на 1/8 дюйма больше, чем клапан, или На 1/4 дюйма меньше клапана.
УГЛЫ Найдите нужные углы.Сделать правильный клапан работа вам понадобится три угла: контактная поверхность и два «сужения» углы »непосредственно над и под контактной поверхностью. Почти все клапаны 45 градусов. Если у вас нет спецификаций OEM для углов сужения мы рекомендуем стандартные 30 ° — 45 ° — Профиль 60 °.
ПИЛОТЫ Убедитесь, что у вас есть совместимые пилоты. с выбранными вами фрезами (пилоты малых серий для использования с мелкосерийными фрезами и т. д.). Нажмите здесь, чтобы узнать больше о выборе пилота
КОРПУС, КЛЮЧ, ПРИНАДЛЕЖНОСТИ Выберите последние штрихи. В надлежащем комплекте Neway должны быть резаки, пилоты, чемодан, гаечный ключ и аксессуары.
В поисках подходящего резака — многословный и подробный
Ищете фрезы для одного седла клапана или для сборки набор фрез для ряда двигателей, процесс в основном то же самое: используйте размер (а) клапана, чтобы определить подходящий диаметр (а) фрезы, а затем ищите правильные углы.
Так как же использовать размер клапана, чтобы подобрать фрезу подходящего размера? Его легко, используйте функцию «Найти» Функция поиска Cutter. Это сгенерирует короткое список фрез, рабочий диапазон которых включает указанный вами размер клапана.
Рабочий диапазон фрезы
Рабочий диапазон фрезы учитывает вероятность возгорания стенка камеры или какое-либо другое препятствие может мешать корпусу фрезы (желтая алюминиевая деталь).
Понимание того, что мы подразумеваем под рабочим диапазоном, является ключом к поиску подходящего фрезы размер, поэтому давайте рассмотрим его. Начнем с диаметра корпуса фрезы, это наша точка отсчета (за одним исключением, Мини-резаки с фиксированным лезвием. Диаметр корпуса фрезы не имеет отношения к этой специальной небольшой группе фрез). Когда диаметр корпуса фрезы составляет 1-1 / 4 дюйма или больше, лезвия будут регулировать наружу на 1/8 дюйма, что позволяет фрезу обрабатывать до диаметра 1/4 дюйма больше, чем корпус фрезы.Так, например, если корпус фрезы составляет 1-1 / 2 дюйма лезвия могут достигать диаметра 1-3 / 4 дюйма. Это общее правило. большого пальца, но это относительно точно.
Внутренний рабочий диапазон определить немного сложнее. Фактически внутрь Регулировка диаметра лезвий имеет значение только тогда, когда мы знаем фрезу корпус сможет прилегать к седлу клапана, поэтому величина зазора вокруг седла клапана имеет тенденцию быть более важным фактором, чем фактическая досягаемость лезвий.В большинстве случаев будет некоторая поверхность Головка блока цилиндров — обычно стенка камеры сгорания или головка блока цилиндров. колода — это ограничит размер фрезы. В конце концов, неважно, как лезвия могут выдвигаться далеко внутрь, если резак не подходит на седло клапана.
Мы обнаружили, что 1/8 дюйма (3 мм) — довольно безопасный показатель, который можно использовать, когда вы пытаетесь определить внутренний рабочий диапазон фрезы.Под этим мы подразумеваем там это очень хороший шанс (90%), что резак будет работать, даже если размер клапана на 1/8 дюйма меньше диаметра корпуса резца. Это разница в размерах — 1/8 дюйма (3 мм) — который мы используем при определении малой стороны рабочего диапазон. Если у вашей конкретной головки блока цилиндров очень большой зазор вокруг седел клапанов, вы должны это принять во внимание. Его вполне возможно, что резак, который на 5 мм или 6 мм больше, чем клапан, может подходит просто отлично, если у вас достаточно свободного пространства вокруг сиденья.
Мы предпочитаем использовать размер клапана в качестве контрольной точки, потому что размер клапана — это термин, который ясно понимается, тогда как размер седла клапана может означать разные вещи (размер вставки седла клапана? OD посадочной поверхности? ID посадочной поверхности?) Рабочий диапазон фрезы всегда указывается с Что касается размера клапана, как в «резак CU620 (диаметр 1-1 / 2») будет работать на седлах, где размеры клапана находятся в диапазоне от 1-3 / 8 дюймов до 1-3 / 4 дюйма. наше общее практическое правило, которое говорит вам, на что способен резак.Возьми диаметр корпуса фрезы, прибавьте 1/4 дюйма и вычтите 1/8 дюйма, и это ваш общий рабочий диапазон.
Когда корпус фрезы больше клапана, шанс успеха уменьшается по мере увеличения разницы в размерах. Вот шансы на успех, когда клапан меньше корпуса фрезы:
Вероятность того, что резак подойдет
- Клапан на 3 мм (примерно 1/8 дюйма) меньше корпуса фрезы 90%
- Клапан 4 мм (прибл.150 дюймов) меньше, чем корпус фрезы 70%
- Клапан на 5 мм (около 0,200 дюйма) меньше корпуса фрезы на 50%
- Клапан на 6 мм (0,236 дюйма) меньше корпуса фрезы Менее 50%
Эти вероятности не являются абсолютной истиной, поэтому, пожалуйста, не тащите нас в суд над ними. Каждый резак, который мы производим, имеет свою страницу на этом сайте. и рабочий диапазон, и фактический диапазон регулировки лезвия равны перечисленные на этих страницах.
Заявленный рабочий диапазон фрезы имеет еще одно соображение.Это связано с ролью конкретного угла в нашем Сиденье с 3 углами наклона (угол контакта или угол сужения). Следующий пример иллюстрирует суть.
Допустим, у нас есть старый двигатель VW с воздушным охлаждением, и мы собираемся сократить следующие три угла; 15 градусов, 45 градусов, 75 градусов. В случае 45 градуса посадочной поверхности внешний диаметр (OD) этой поверхности будет немного меньше диаметра клапана, поэтому любой резец, который способен дотянуться до того же размера, что и клапан, было бы нормально.Для 15 градус верхнего угла сужения рассказ другой. В этом случае мы будем нужен резак, который может отрезать до диаметра, который на немного больше , чем размер клапана, на определенную величину (мы используем 2 мм (0,080 дюйма) в качестве общей рекомендации). Этот расчет привязан к рабочему диапазону фрезы. То есть, если лезвия фрезы с углом 15 градусов фактически достигают 38 мм, рабочий Диапазон для этого фрезы будет 36 мм как самый большой клапан.
В большинстве случаев вы обнаружите, что есть два или три разных диаметра фрезы это могло бы работать для заданного размера клапана. Вы сузите свой выбор если учесть нужные углы.
Односторонние фрезыи двусторонние фрезы
Просматривая наши фрезы, вы увидите, что мы предлагаем как односторонние (только одноугловые) и двусторонние (двухугольные) фрезы.Двусторонние фрезы предлагают удобство использования двух углов на одном инструменте при одноугловой фрезы позволяют приобрести нужный угол без придется платить за второй угол на противоположной стороне фрезы (фрезы цена зависит от количества твердосплавных лезвий на фрезе). С вам понадобится способность разрезать три угла, которые вы можете закончить тремя односторонние резаки или один двусторонний резак и один односторонний резак.В любом случае это действительно не имеет значения, миссия здесь — просто покрыть наш размерный ряд тремя нужными нам углами.
Когда есть несколько резаков на выбор, другие соображения могут помогите нам свести это к нулю. Например, у нас может быть выбор между фрезы с пятью лезвиями и фрезы с тремя лезвиями.
Фрезы с пятью лезвиями и фрезы с тремя лезвиями
Резак с пятью лезвиями будет работать быстрее, чем резак с тремя лезвиями, и лезвия прослужит дольше, но если вы собираетесь использовать его время от времени скорость не может быть большим фактором.Пятилопастные фрезы стоят дороже, чем трехлопастные, Поскольку цена на фрезу зависит от количества твердосплавных лезвий на фрезе. Для работы с седлом клапана, требующей удаления большого количества материала, например, при увеличении размера седла клапана, пять лезвий определенно то, что нужно. По точности есть никакой разницы между ними.
Стандартная серия / малая серия (и серия для тяжелых условий эксплуатации)
Neway предлагает три различных серии фрез и пилотов седел клапана: стандартные серия, малая серия и серия для тяжелых условий эксплуатации.Фрезы стандартной серии работают с пилотами стандартной серии (верхний размер 0,375 дюйма), в то время как резаки малой серии работа с пилотами малой серии (максимальный размер 0,297 дюйма). Резаки для тяжелых условий эксплуатации пилоты (верхний размер 0,572 дюйма) предназначены для обслуживания очень больших седел клапанов, примерно от 3 дюймов до 6 дюймов в диаметре. Используются фрезы / пилоты стандартной серии. для автомобилей, мотоциклов и квадроциклов, морских судов, самолетов и дизельных двигателей в общем; или, в частности, если диаметр головки клапана составляет от примерно От 1 дюйма (25 мм) до примерно 2-3 / 4 дюйма (70 мм).Используются фрезы / пилоты малых серий на двигателях силового оборудования, мотоциклов и квадроциклов, морских судов и некоторых автомобильных и дизельные двигатели. Что касается диаметра головки клапана, мелкосерийные фрезы / пилоты используются на самых маленьких клапанах, 5/8 «(16 мм) или даже меньше, до 1-5 / 8» (41 мм). Помните, что мы предпочитаем использовать диаметр головки клапана в качестве ориентир, когда мы описываем рабочий диапазон нашего сиденья фрезы.
Есть «зона перекрытия», где вы можете выбрать между резаки / пилоты малой серии или резаки / пилоты стандартной серии.Ваш на решение в первую очередь будет влиять тип двигателя, который вы обслуживают. Если вы работаете с двигателями силового оборудования (Briggs, Honda, Колера и т. Д.) Лучше всего использовать мелкосерийные каттеры и пилоты. Все наши комплекты силового оборудования состоят из резцов / пилотов небольших серий. Если вы работаете с автомобильными двигателями, стандартные серии — это способ go, за редкими исключениями. На момент написания (октябрь 2016 г.) в США всего около полдюжины автомобильных головок блока цилиндров.С. там, где необходимы фрезы малой серии (диаметром 1 дюйм). Для подавляющего большинства малых седел клапанов в автомобильных головках диаметром 1-1 / 8 дюйма или 1-1 / 4 дюйма Фрезы стандартной серии диаметра подойдут.
При работе с головкой для мотоциклов / квадроциклов ваши инструменты могут быть небольшими сериями, стандартные серии или некоторые из них. Прежде чем приступить к обсуждению вопросов, касающихся вопросов, вот небольшой урок по созданию набора для резки. Когда вам нужны фрезы различных размеров, чтобы охватить ваш диапазон, вам следует выбирать фрезы в 1/4 дюйма шаги по диаметру корпуса фрезы (например, 1 дюйм, 1-1 / 4 дюйма, 1-1 / 2 дюйма и т. д.). Это наиболее эффективный способ собрать комплект. Когда вы смотрите на различные комплекты мотоциклов, которые предлагает Neway, вы увидите, что многие из них содержат Фрезы / пилоты малых серий диаметром 1 дюйм и стандартные серии диаметром 1-1 / 4 дюйма резаки / пилоты, поэтому происходит разрыв между мелкими сериями и стандартными сериями при диаметре 1-1 / 4 дюйма (см. КМ2650 например). Однако также возможно выберите мелкосерийные фрезы того же диаметра (почти такого же диаметра это).Фрезы малых серий №128 и №102 (диаметром 1-5 / 16 дюймов) прекрасно подойдут. покрывают тот же рабочий диапазон, что и фрезы стандартной серии на 1-1 / 4 дюйма диаметр, но в этом подходе есть одна небольшая загвоздка. Когда ты идешь с мелкосерийные фрезы диаметром 1 дюйм и 1-5 / 16 дюймов очень маленькие вероятность наличия седла клапана там, где резец 1 дюйм слишком мал и резак 1-5 / 16 «слишком велик. Этот зазор можно устранить, используя более длинное из двух лезвий (лезвие TC250), которые используются в 1-дюймовых фрезах (см. Замена лезвия).Другие аргументы в пользу использования Фрезы стандартной серии диаметром 1-1 / 4 дюйма выглядят так: а) стандартные серия предлагает большее разнообразие углов резки, б) стандартная серия предлагает выбор между пятилопастными и трехлопастными фрезами, а также в) стандартные серия предлагает более широкий диапазон размеров пилотов, и некоторые из этих размеров важно для работы с мотоциклом. Аргумент в пользу использования фрез для малых серий (Диаметром 1-5 / 16 дюймов) просто оставалось бы в пределах одной серии и сэкономило бы деньги на пилотов.Когда у вас в комплекте есть обе серии резаков будут, скорее всего, какие-то размеры, для которых вам понадобятся обе серии пилоты такого же размера; например, пилот малой серии 5 мм и пилот 5 мм пилот стандартной серии. Вы увидите это «дублирование» на многих мотоциклах. комплекты, потому что будут двигатели с очень маленькими сиденьями и направляющими 5 мм там, где понадобятся мелкосерийные фрезы и другие двигатели с направляющими 5мм где потребуется резак стандартной серии.
Взаимодействие клапана с седлом клапана (седло 45 ° против седла 46 °)
Первое, что нужно понять о посадке с натягом между клапаном и седло клапана является его целью: предотвратить обратное столкновение. Просто это просто. Если поверхность клапана имеет больший угол, чем у седла клапана у вас обратная интерференция, и это нехорошо. Обратная интерференция создает, очевидно, возможность утечки сгорания.
Второе, что нужно знать об угле интерференции, это то, что даже когда это не указано, всегда будут небольшие помехи спроектирован по размеру.То есть, даже когда OEM призывает к «невмешательству» подходят (например, клапан 45 градусов, седло 45 градусов) они делают это со знанием дела что допуски как на угол торца клапана, так и на угол седла клапана будет содержать небольшое количество посадки с натягом.
При изготовлении клапана должен быть допуск на поверхность клапана. угол, и этот допуск может выглядеть так: 45 градусов, плюс ноль, минус 30 минут. Таким образом, угол наклона торца клапана может составлять от 44-1 / 2 градуса. до 45 градусов, или немного схитрили в сторону «плоской» стороны 45 градусов.Для угла посадки допуск будет прямо противоположным: 45 градусов, плюс 30 минут, минус ничего. В этом случае угол наклона сиденья может быть любым. от 45 градусов до 45-1 / 2 градусов, или обманывают в сторону «крутой» стороны 45 градусов. Теоретически в этом случае у вас может быть клапан на 45 градусов. лицо и угол седла 45 градусов (клапан на крутой стороне допуска и посадочное место на плоской стороне допуска), но на практике производители будут приближать детали к середине допуска, чтобы мы заводим клапаны, которые находятся под углом около 44-3 / 4 градусов, и седла, которые около 45-1 / 4 градуса.Вы, скорее всего, найдете только этот уровень детализации по чертежам к деталям. Это не будет указано в сервис-мануалах. или технические бюллетени.
Конечно, когда дело доходит до проверки вашей работы после ремонта клапана сиденье, будет большая разница во внешнем виде между невмешательством посадка и посадка с натягом на один градус. Используя Dychem, берлинскую лазурь или какой-нибудь другой тип макетной жидкости машиниста, чтобы проверить контакт, вы увидеть всю ширину седла клапана, контактирующего с лицевой стороной клапана при ремонте с посадкой без натяга (от 45 ° до 45 °).Полная ширина этой поверхности появится, несмотря на небольшое общее вмешательство (около ½ один градус) между углом торца клапана и углом седла клапана (как описано выше). При полном угле интерференции в один градус только тонкая линия будет появляются на лицевой стороне клапана. Эта линия показывает контакт на внешнем крае поверхности 46 градусов (наружный диаметр посадочной поверхности) или точки, в которой Поверхность сиденья 46 градусов соответствует более плоскому углу рельефа, прилегающему к нему, обычно 31 градус.Важно понимать, что сидение поверхность изменится («вклинивается»), как только двигатель запустится, так что Посадочная поверхность клапана на всю ширину будет контактировать с поверхностью клапана. Это имеет решающее значение для обеспечения контакта с клапаном всей ширины посадочной поверхности. поскольку клапан должен передавать тепло через этот контакт.
Некоторые производители двигателей по-прежнему требуют полного угла натяжения в один градус. (Клапан 45 градусов, седло 46 градусов), но тенденция была к «невмешательству» подходят (или, точнее, меньше помех при посадке) вот уже несколько лет.В Причина этого в том, что материалы клапана и седла клапана намного сложнее. в наши дни производители могут придерживаться гораздо более жестких допусков, чем перед.
Хотя мы всегда придерживаемся спецификации OEM для данного приложения, в в большинстве случаев обрезка сиденья под углом 45 градусов не имеет недостатка, даже если требуется посадочная поверхность под углом 46 градусов или наоборот. Если ты собираешься чтобы отклониться от спецификации OEM, убедитесь, что угол торца клапана в учетную запись.Например, некоторые двигатели Toyota требуют установки сиденья под углом 45 градусов. поверхность с клапаном на 44 градуса. В этом случае сиденье с углом 46 градусов не будет была бы такой отличной идеей, потому что имела бы 2 степени интерференции (44 градуса клапан, седло 46 градусов).
Мини-резаки с фиксированным лезвием
Мини-резаки с фиксированным лезвием используются там, где диаметр головки клапана составляет около 22 мм (около 7/8 дюйма) или меньше, или в ситуациях, когда фрезы диаметром 1 дюйм слишком большие.Диаметр корпуса фрезы для алюминия для этой подгруппы фрез всего 3/4 дюйма (19 мм), а твердосплавные лезвия приклеиваются на место в комплекте диаметр. Конечно, лезвия нельзя регулировать или заменять. Диаметр перечисленные для каждой соответствующей фрезы представляют собой внешний диаметр фиксированные твердосплавные лезвия, поэтому мы используем несколько иной подход к расчету определить, какой резак использовать для данного приложения.
Вот «формула» выбора подходящего резака с фиксированным лезвием: диаметр головки клапана и найдите фрезу, диаметр которой ( OD фиксированного лезвия) немного больше, где-то от 1.От 5 мм (около 0,060 дюйма) до 2,5 мм (около 0,100 дюйма) — это идеальный вариант. Нам нужно, чтобы лезвие выступало за пределы диаметр головки клапана, но не настолько большой, чтобы рисковать зацепиться за стенку камеры или другое препятствие.
Трехугловые седла клапана
Если вы новичок в работе с седлом клапана, возможно, вы не совсем понимаете, что подразумевается под седло клапана с тремя углами наклона, хотя это сразу становится очевидным, когда вы сделайте свою первую работу с клапаном.Седло клапана должно быть лентообразной поверхностью с равномерная ширина и четко определенные внутренний и внешний диаметры. Единственный способ создания такой поверхности — иметь углы рельефа выше и ниже фактическая посадочная поверхность или контактная поверхность. Да конечно есть только один угол, с которым клапан уплотняется, но это два угла сброса выше и ниже посадочной поверхности, которые фактически определяют эту поверхность. Мы называем эти углы рельефа «углами сужения», поскольку углы сужают посадочную поверхность сверху или снизу.В углы сужения дают вам возможность контролировать ширину сиденья поверхность, а также расположение посадочной поверхности на торце клапана, еще один важный компонент работы клапана.
Углы сужения также влияют на то, как ГБЦ «дышит». поэтому производители двигателей уделяют этим поверхностям особое внимание. Получение правильной комбинации углов или добавление четвертого или пятого угол, может сильно повлиять на поток.Это одна из причин, по которой вы Вы увидите много разных углов в предлагаемых нами фрезах.
Способы токарной обработки фрезы
Повернуть резаки Neway можно тремя разными способами. Вручную, используя либо простой Т-образный ключ или ключ Easy Turn, или моторизованный PU-1800 Power Блок. Т-образный ключ (TW505, TW513 или TW503) входит в состав большинства комплектов и подходит для случайного пользователя. Мы думаем иметь под рукой Т-образный ключ, даже если вы можете вашего поворота с другим устройством.Т-образный ключ отлично подходит для очень деликатная работа и для ситуаций, когда вы хотите сделать очень легкий резать. Обратной стороной является то, что это может быть медленным, если ваша работа включает в себя изрядный вывоз со склада.
Ключ Easy-Turn (TWEZ) работает быстрее, чем T-образный ключ потому что вы можете продолжать вращать фрезу, нет остановки и начинаешь менять хватку. Ключ Easy-Turn имеет подпружиненный так что вы можете применять равномерную прижимную силу или скорость подачи.
Блок питания ПУ-1800 (ПУ1800А), также называемый моторным приводом, это самый быстрый и простой способ повернуть фрезы. Он имеет переменную мотор-редуктор постоянного тока, поэтому вы можете полностью контролировать скорость вращения резца. Устройство быстро и легко перемещается по рельсовому пути, поэтому требуется совсем нет времени переходить от одного седла клапана к другому. Шестигранный суппорт (PU1517-AM) свешивается с двигателя и устанавливается на резак. Оператору нужно только приложить прижимную силу, достаточную для резки.
Как заменить заслонку унитаза
Если у вас есть унитаз, который периодически смывается сам по себе, или вы слышите, как течет вода, проблема может быть в старом негерметичном клапане заслонки. Откидной клапан представляет собой большой резиновый или силиконовый обратный клапан, который предотвращает постоянное просачивание воды в унитаз. Он открывается, чтобы вода могла попасть в унитаз, но затем закрывается, чтобы перекрыть поток. Заменить заслонку на унитазе несложно, если следовать несложным инструкциям в этом видео своими руками.
Доступно несколько различных типов откидных клапанов. Если у вас есть вода с нормальным значением pH и вы не используете какие-либо химические вещества в бачке унитаза, недорогой резиновый откидной клапан может подойти. Однако, если ваша вода имеет тенденцию быть щелочной (например, в районе Феникса) или вы используете химикаты в унитазе, лучше выбрать химически стойкий откидной клапан из силикона. Химически стойкие клапаны немного дороже, но в долгосрочной перспективе они более рентабельны.
Необходимые материалы
- Комплект откидного клапана и цепи.
Действия по замене заслонки унитаза
- Выключите подачу воды в унитаз. На стене или полу под бачком унитаза должен быть небольшой вентиль.
- Снимите крышку бачка унитаза.
- Сполосните унитаз, чтобы слить воду из бака.
- Отсоедините цепь заслонки от рычага промывки.
- Снимите обе стороны заслонки с штифтов на переливной трубке и снимите старую заслонку.
- Протрите седло промывочного клапана тканью или бумажной салфеткой. Иногда вы можете обнаружить налет на седле, который мешает правильному уплотнению клапана.
- Установите новый откидной клапан на седло и соедините обе стороны с штифтами на переливной трубке. Убедитесь, что заслонка находится по центру седла промывочного клапана.
- Подсоедините цепь к рычагу смыва. Большинство заслонок имеют цепочку с небольшим зажимом из нержавеющей стали. Заслонка клапана должна быть закрыта, а цепь должна иметь небольшой провисание.
- Включите подачу воды и дайте бачку полностью заполниться.
- Когда резервуар наполнится, нажмите рычаг промывки, чтобы проверить новый клапан. Клапан может оставаться открытым в течение нескольких секунд после отпускания рычага смыва, но должен закрываться сам по себе и перекрывать поток воды. Если клапан не закрывается должным образом, проверьте цепь, чтобы убедиться, что она не свисает, или отрегулируйте провисание до тех пор, пока она не начнет работать должным образом.
- Заменить крышку бака.
Вернуться в библиотеку видео «Сделай сам»
Самостоятельная работа с низким энергопотреблением: притирка клапана — CPGNation
Недавно мы обновили набор оголовков на 30 000 миль для нашего бюджетного ремонта LT-1.В то время как мы потратили деньги на новые пружины, соответствующие нашему кулачку, клапаны хорошо очистились, и мы решили использовать их повторно. Осмотр показал небольшие изъязвления на уплотнительной поверхности, и хотя они могли быть в порядке, мы знали, что они могут быть немного лучше.
Коричневое кольцо — область контакта, оно было изъедено и изношено.
Ручная доводка клапанов была частью регулярного технического обслуживания автомобилей в начале 1900-х годов, но освященная веками церемония вышла из моды с появлением современных технологий.Сегодняшние двигателестроители имеют передовое оборудование, которое идеально режет седла клапанов и клапаны лучше, чем когда-либо могла бы сделать любая рука. Тем не менее, есть время и место для всего, и многие ведущие производители двигателей до сих пор бегло осматривают их, чтобы быть уверенным.
В случаях, подобных нашему движку, это шаг, который нельзя пропускать. Каждый раз, когда вы меняете седла, повторно шлифуете клапаны или вставляете новые клапаны в существующее седло, рекомендуется притереть их и убедиться, что они сели.
Поскольку паста для притирки клапанов представляет собой очень абразивную пемзу, есть правильный и неправильный способ ее применения.Когда все сделано правильно, пемза разрушается между поверхностями по мере того, как они стираются вместе. Вот почему звук переходит от песчаного к плавному. Затем клапан поднимают и поворачивают на четверть оборота, чтобы выпустить новую пемзу на поверхность, и движение повторяют.
Правильное движение — это быстрое движение руки вперед и назад, которое равномерно воздействует на пемзу. Обман, вращая их в дрели, вырезает канавку в сиденье, и этого следует избегать. Если вы ДОЛЖНЫ использовать электроинструмент, аккуратно подбросьте его и обязательно поднимите и поверните несколько раз.Предмет представляет собой однородную посадочную поверхность, не допускающую их механической обработки. Тише едешь — дальше будешь.
Новая подобранная область будет представлять собой гладкое серое кольцо как на клапане, так и на седле, что позволит клапану издавать твердый звук чашечки при падении на место. По завершении обязательно тщательно очистите все следы состава и мусора. Несоблюдение этого требования приведет к тому, что на нем останется песок, который приведет к серьезным повреждениям. Следуйте инструкциям и посмотрите, как это делается.
Необходимые инструменты:
% PDF-1.4 % 52 0 объект > эндобдж xref 52 118 0000000016 00000 н. 0000003192 00000 п. 0000003291 00000 н. 0000004108 00000 п. 0000004221 00000 н. 0000004271 00000 н. 0000004342 00000 п. 0000004419 00000 н. 0000005646 00000 п. 0000006056 00000 н. 0000007513 00000 н. 0000007624 00000 н. 0000007658 00000 н. 0000007809 00000 н. 0000007929 00000 п. 0000008256 00000 н. 0000008319 00000 н. 0000008433 00000 н. 0000008792 00000 н. 0000009186 00000 п. 0000009459 00000 н. 0000010071 00000 п. 0000010345 00000 п. 0000010768 00000 п. 0000011174 00000 п. 0000011520 00000 п. 0000012082 00000 п. 0000012495 00000 п. 0000012522 00000 п. 0000014315 00000 п. 0000014466 00000 п. 0000014586 00000 п. 0000015971 00000 п. 0000016810 00000 п. 0000018048 00000 п. 0000018284 00000 п. 0000018685 00000 п. 0000018961 00000 п. 0000019361 00000 п. 0000019788 00000 п. 0000020235 00000 п. 0000020349 00000 п. 0000020412 00000 п. 0000020739 00000 п. 0000020935 00000 п. 0000021086 00000 п. 0000021120 00000 н. 0000021182 00000 п. 0000021330 00000 н. 0000021526 00000 п. 0000021671 00000 п. 0000021792 00000 п. 0000023385 00000 п. 0000023649 00000 п. 0000023911 00000 п. 0000024175 00000 п. 0000025894 00000 п. 0000025983 00000 п. 0000026071 00000 п. 0000026314 00000 п. 0000026369 00000 п. 0000026616 00000 п. 0000027061 00000 п. 0000027304 00000 п. 0000027749 00000 п. 0000027832 00000 п. 0000028062 00000 н. 0000028140 00000 п. 0000028255 00000 п. 0000028310 00000 п. 0000028388 00000 п. 0000028513 00000 п. 0000028596 00000 п. 0000028674 00000 п. 0000028799 00000 п. 0000029053 00000 п. 0000049771 00000 п. 0000071035 00000 п. 0000090966 00000 п. 0000111058 00000 н. 0000112720 00000 н. 0000112795 00000 н. 0000112871 00000 н. 0000112951 00000 н. 0000113031 00000 н. 0000113107 00000 н. 0000115689 00000 н. 0000115767 00000 н. 0000115858 00000 н. 0000115954 00000 н. 0000137856 00000 н. 0000137934 00000 п. 0000138011 00000 н. 0000138066 00000 н. 0000138149 00000 н. 0000138678 00000 н. 0000138713 00000 н. 0000138791 00000 н. 0000142700 00000 н. 0000143021 00000 н. 0000143087 00000 н. 0000143203 00000 н. 0000154072 00000 н. 0000154341 00000 н. 0000161954 00000 н. 0000162212 00000 н. 0000162324 00000 н. 0000162437 00000 н. 0000167569 00000 н. 0000167608 00000 н. 0000175912 00000 н. 0000175951 00000 н. 0000176706 00000 н. 0000179259 00000 н. 0000506600 00000 н. 0000509194 00000 н. 0000729900 00000 н. 0000002656 00000 н. трейлер ] / Назад 1583460 >> startxref 0 %% EOF 169 0 объект > поток h ެ OHTA? 3o {Vk {* Y.0XvU, » ]»час ,,% ‹ «s RA» v * M «t ؎} Ǘ ~~ Ds Qs, JSL $ [ƏLt4; [? Tx * y% n ~ y {
Полная глупая попытка замены седла клапана.
По крайней мере, моя рубашка соответствует
Ну, поскольку нас так грубо прервали взрывы лодок, мы занимались другими делами в сарае при 97 градусах. Как попытка поменять седло клапана и клапан. Мы, конечно, будем информировать людей о любых новых новостях о паре и расследовании. Но сегодня мы покажем, что полный идиот может сделать это, не разорвав двигатель.
BAM
Первое, что вы сделаете, это позвоните Дэйву Ваннесу. «Привет, Дэйв, я сломал клапан, и седло клапана вышло». Во-вторых, вы смеетесь. Я имею в виду, что ты собираешься делать? Плакать? Хорошая новость заключается в том, что Дэйв сказал, что это очень возможно отремонтировать без лишних деталей. может для слесаря или машиниста. Но жирный сахар с пальцами лишил старого чудака художника… ХАХАХАХА, теперь я буду плакать.
У меня молоток?
Хорошая новость в том, что Джимми — отличный друг и «говорит», что ему это нравится.Итак, мы получаем новые детали, седло, клапан и инструменты, чтобы это произошло.
7 утра. Вот и бутерброды с завтраком в мусорном мешке. Нет, они идут туда. Они попадают в другое место.
7 утра до наступления праздника пота. Я уже снял головку и клапанную крышку. Что сложнее, чем вы думаете под коллектором. Эй, я могу разбирать вещи как чемпион.
Сначала короткая молитва. Благословенный отец всех плоскоголовых, позволь нам выполнить эту задачу с миром и любовью.пусть смазка сойдет с GOJO до того, как моя жена увидит мои грязные руки. Аминь.
Хорошо, вот сделка. Это возможно. Вот серия фотографий с собственными подписями. ВНИМАНИЕ, я понятия не имею, какие слова правильные. И мы решили пойти по стопам старой закалки. Отнести все это в механическую мастерскую казалось таким … ну … таким неуместным Вуди Ботер. Ведь именно так это и было бы сделано.
Ставим сиденье в морозилку. Теперь мы знаем, что это может быть старая женская сказка. Или жена механика сказки. Но мы здесь придерживаемся старой школы
Дэйв прислал нам несколько очень крутых инструментов.
Пришлось сжать пружину и снять стопорный комплект.
Очистите и вставьте эти вещи. Lock and Set или что-то в этом роде. Нам пришлось обратиться за этим в магазин старых запчастей. Он расширяется и блокирует клапан.
Установите сиденье легким постукиванием. Это мой молоток! Я помог.
Маленькое зеркало, чтобы убедиться, что все плотно. Доктор Нет полости!
Мы кладем несколько бумажных полотенец, чтобы собрать притирочный состав.
Мы собираемся сделать разрез под углом 45 градусов и разрезом под 32 градуса.
К этому моменту мы разговаривали по телефону с Дейвом около 10 раз. Никакой телефонной связи или Wi-Fi в сарае, так что много туда и обратно.Я также уверен, что здесь многим в галерее Peanut будет что сказать. Слушай, ты не можешь меня оскорбить, потому что я знаю, что я дурак.
Поворот фрезы — это срезает седло под углом, который соответствует углу клапана.
Готово .. готово
Теперь клапан вставлен с некоторым количеством притирочной пасты и повернут, чтобы обнажить седло.