
|
⇐ ПредыдущаяСтр 17 из 22Следующая ⇒ Для предупреждения коррозии зданий и сооружений применяют разные способы защиты, в том числе металлизацию, окраску лакокрасочными составами, гуммирование и гидрофобизацию. Металлизацию применяют для защиты металлических и закладных деталей железобетонных конструкций. Используют цинковую или алюминиевую проволоку, толщина слоя наносимого защитного покрытия 0,2…0,5 мм. Окраску лакокрасочными составами используют для защиты от коррозии металлических конструкций. Применяют масляные краски, лаки, эмали на основе синтетических смол, битумные мастики и растворы. Защитное покрытие состоит из грунтовки и покровных слоев, количество которых зависит от назначения покрытия, свойств защищаемого материала, технологических условий процесса нанесения и эксплуатации покрытия. Грунтовку наносят на очищенную и сухую поверхность, она не должна иметь на окрашиваемой поверхности пропусков, подтеков и других дефектов, поэтому она наносится тонкими слоями (желательно не менее двух). Окраску производят механизированным и ручным способами. При механизированном способе используют пневматические или механические распылители. При окраске малых форм, конструкций решетчатой структуры, в труднодоступных местах во избежание больших потерь лакокрасочных материалов более предпочтительна ручная окраска. Гуммирование — нанесение на поверхность сырой резины с последующей вулканизацией. На очищенную от грязи и пыли и обезвоженную поверхность наносят тонкий слой резинового клея, на который накладывают листовую или рулонную сырую резину и подвергают температурной обработке — вулканизации. В результате образуется сплошное защитное покрытие толщиной, зависящей от толщины сырой резины (2..А мм). Допускается нанесение на поверхность нескольких слоев раствора сырой резины в бензине. Слои наносят через 40…60 мин после высыхания предыдущего, затем покрытие вулканизируют. Гидрофобизация — покрытие поверхностей железобетонных и каменных конструкций водными растворами кремнийорганических соединений. На поверхности, покрытой составом, образуется защитная водонепроницаемая пленка, препятствующая проникновению воды и коррозии материалов. Нанесение растворов осуществляют кистями, валиками, краскопультами, другими средствами малой механизации. Покрытие служит 3. Антикоррозионное покрытие выполняют при положительных температурах. При необходимости работ при отрицательных температурах необходим отогрев основания, применение подогретых составов, тепловая защита выполненных покрытий. При выборе и устройстве антикоррозионных покрытий следует руководствоваться требованиям СНиП 3.04.03-85. Защита строительных конструкций и сооружений от коррозии, СНиП 2.03.11-85. Защита строительных конструкций от коррозии.
ЛЕКЦИЯ №9 – ТЕХНОЛОГИЯ УСТРОЙСТВА ОТДЕЛОЧНЫХ ПОКРЫТИЙ Остекление проемов и покрытий Технология штукатурных работ Облицовка поверхностей и устройство подвесных потолков (самостоятельно) Технология малярных и обойных работ Технология устройства полов 1 Остекление проемов и покрытий Надлежащее естественное освещение должно быть организовано в помещениях с постоянным пребыванием людей, в том числе в жилых, общественных и производственных зданиях. Стекольные работы, независимо от времени года, выполняют до начала внутренних отделочных работ. Это необходимо для защиты помещений от увлажнения атмосферными осадками и создания нормальных условий работы отделочников. Материалы для стекольных работ.. Остекление световых проемов может выполняться одинарным, двойным и тройным; оно может быть из оконного стекла, стеклопакетов, стеклоблоков и т.п. Размеры проемов и количество слоев остекления зависят от габаритов помещений, климатических условий, вида и конструктивного решения стенового ограждения. Оконные блоки изготовляют деревянными, деревометаллическими, пластмассовыми, металлическими, металлопластиковыми и комбинированными. В современных зданиях, возводимых на индустриальной основе, оконные проемы заполняют стеклопакетами. Остекление оконных переплетов, фрамуг, форточек жилых зданий осуществляют листовым стеклом толщиной 2…6 мм, для остекления дверей используют прозрачное и узорчатое стекло толщиной до 7 мм. Витрины в общественных зданиях, витражи, светопрозрачные перегородки заполняют стеклами специального изготовления — большеразмерным полированным или неполированным стеклом толщиной 6,5… 12 мм. Для остекления фонарей и других аналогичных конструкций, а также в теплицах и оранжереях, которые могут противостоять значительным ветровым и снеговым нагрузкам, используют листовое армированное стекло толщиной 5. Оконное стекло обыкновенное предназначено для заполнения световых проемов зданий и сооружений различного назначения. Стекло должно быть бесцветным или иметь цвет, заданный архитектурным обликом возводимого здания, равномерной толщины, без пузырей, инородных включений, волнистости. Витринное стекло, полированное и неполированное, применяется для устройства витрин в магазинах, витражей и в ограждающих конструкциях выставочных залов, павильонов, кинотеатров, клубов, вокзалов и т.д. Стекло листовое узорчатое предназначено для заполнения световых проемов с целью снижения солнечной радиации, для декоративного остекления перегородок и дверей. Стекло может быть бесцветным и цветным, иметь на одной или на обеих сторонах рельефный рисунок. Армированное листовое стекло выпускается бесцветным и цветным, наружная поверхность может быть гладкой или узорчатой. Армированное листовое стекло — закаленное стекло для внутренней и наружной отделки стен и перегородок. При изготовлении плоские листы покрывают с одной стороны эмалевой краской, при последующей термообработке стекло упрочняется, а краска диффузируется и закрепляется на его поверхности. Теплопоглощающее стекло нашло применение для остекления холодильных установок. Стекло хорошо поглощает инфракрасное излучение, поэтому широко применяется в помещениях, где пониженная температура вызвана технологией производства. Энергосберегающее стекло, имеющее пониженную теплопроводность, используют в жилых и офисных зданиях. Стеклоблоки представляют собой герметичное изделие, полученное в результате сварки двух коробок-полублоков. Стеклоблоки — самонесущие пустотелые элементы, соединяемые на растворе, могут быть использованы для вертикальных световых проемов, звуко- и теплоизоляции, наружных и внутренних светопропускающих ограждений. Ограждения из стеклоблоков применяют при устройстве световых проемов в наружных стенах, на лестничных клетках, в санузлах, в спортзалах, бассейнах и т.п. Блоки бывают цветные и неокрашенные, последние могут иметь голубоватый, желтоватый или зеленоватый оттенок. Стеклопакеты нашли широкое распространение в последние годы. Это два или три стекла, соединенные между собой в жесткую и замкнутую конструкцию, между ними образуется замкнутая камера с прослойкой осушенного воздуха или инертного газа. В зависимости от конструкции стеклопакеты подразделяют на одно- и двухкамерные. Наружное стекло может нести несколько дополнительных функций, поэтому оно бывает полированным, матовым, армированным и т. Профильное стекло, называемое «стеклопрофилитом», изготовляют открытого и замкнутого профиля и используют для устройства прозрачных ограждений без переплетов. Этот вид стекла светопрозрачен и создает в помещении рассеянное мягкое освещение. В сечении стекло может быть в виде швеллера, ребристым и коробчатым. Стеклопрофилит выпускают бесцветным и цветным, армированным и неармированным, с гладкой, рифленой и узорчатой поверхностью. Стекло на строительных площадках должно храниться в закрытых помещениях или под навесом в деревянных контейнерах. Все оконные блоки поступают на строительную площадку застекленными на деревообрабатывающих комбинатах. Это позволяет сократить объем работ на стройке до минимума, уменьшить трудоемкость и улучшить качество остекления. Для стекольных работ, выполняемых на строительной площадке, стекло доставляют в контейнерах, централизованно раскроенным по размерам остекляемых проемов. Заготовку стекол и приготовление замазок и других заполнителей и комплектующих следует производить в мастерских, стекло должно поставляться на объект комплектно с уплотнителем, герметиками, а также установочными и крепежными материалами. Оконное стекло используют обычно в жилищном строительстве, остальные типы стекла— в общественных, административных и промышленных зданиях. ⇐ Предыдущая12131415161718192021Следующая ⇒ |


 Естественное освещение бывает боковым, верхним и комбинированным. Боковое освещение осуществляют через световые проемы в наружных стенах, верхнее и комбинированное— через фонари, световые проемы в конструкциях покрытия, в том числе стеклянные крыши. Освещенность помещений регламентируется нормами, нарушение которых может привести к перегреву помещений в летний период и переохлаждению их в зимний период, недостатку ежедневного солнечного освещения — инсоляции.
Естественное освещение бывает боковым, верхним и комбинированным. Боковое освещение осуществляют через световые проемы в наружных стенах, верхнее и комбинированное— через фонари, световые проемы в конструкциях покрытия, в том числе стеклянные крыши. Освещенность помещений регламентируется нормами, нарушение которых может привести к перегреву помещений в летний период и переохлаждению их в зимний период, недостатку ежедневного солнечного освещения — инсоляции. Ошибки в проектировании и производстве работ приводят к промерзанию и загниванию деревянных окон, промерзанию и коррозированию металлических переплетов.
Ошибки в проектировании и производстве работ приводят к промерзанию и загниванию деревянных окон, промерзанию и коррозированию металлических переплетов.
 Стекло армируется сварной сеткой из стальной проволоки с защитным алюминиевым покрытием с ячейками 12,5 и 25 мм; сетка должна располагаться по всему листу стекла и не менее 1,5 мм от его поверхностей. Стекла этого типа применяют для установки в фонари промышленных зданий и ограждения лифтов и балконов в жилых и общественных зданиях.
Стекло армируется сварной сеткой из стальной проволоки с защитным алюминиевым покрытием с ячейками 12,5 и 25 мм; сетка должна располагаться по всему листу стекла и не менее 1,5 мм от его поверхностей. Стекла этого типа применяют для установки в фонари промышленных зданий и ограждения лифтов и балконов в жилых и общественных зданиях.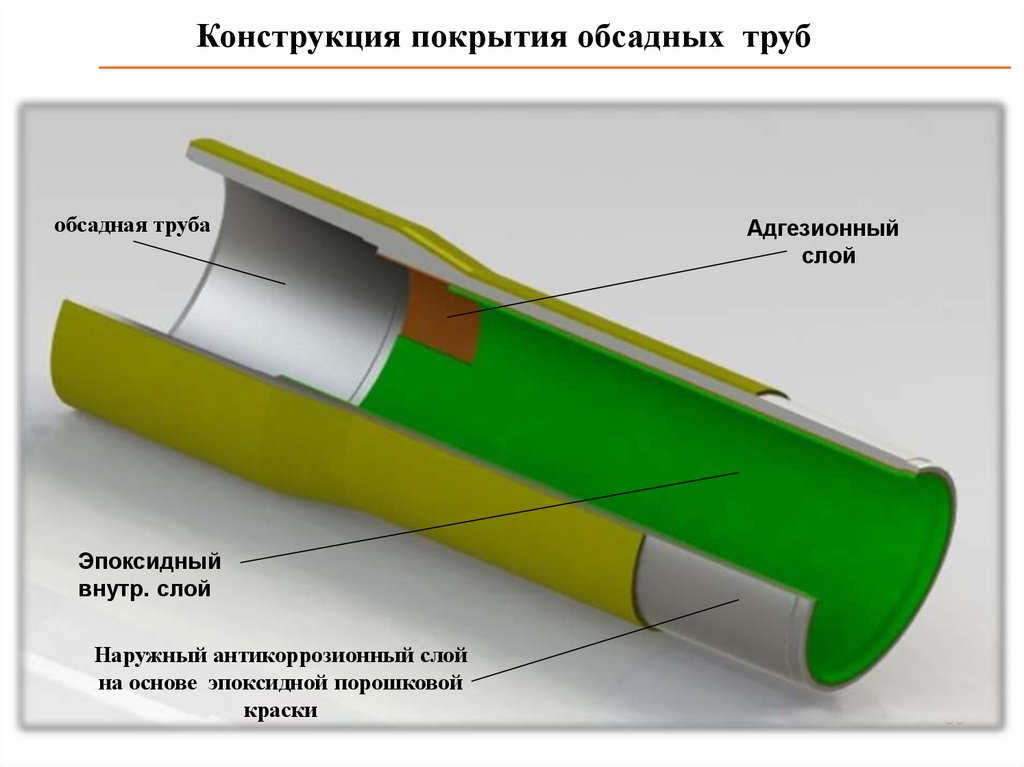
 п. В однокамерных стеклопакетах расстояние между стеклами составляет 6… 16 мм, в двухкамерных — 6… 12 мм. Рамы для стеклопакетов изготовляют из древесины твердых пород, пластика, алюминия или комбинации перечисленных материалов. Данный вид остекления применяют; главным образом для заполнения оконных проемов гражданских зданий. Стеклопакеты могут быть предназначены для остекления балконных дверей, витрин, зенитных фонарей различных по назначению зданий. Применение стеклопакетов позволяет значительно снизить теплопотери и звукопроводность; исключается запотеваемость стекол.
п. В однокамерных стеклопакетах расстояние между стеклами составляет 6… 16 мм, в двухкамерных — 6… 12 мм. Рамы для стеклопакетов изготовляют из древесины твердых пород, пластика, алюминия или комбинации перечисленных материалов. Данный вид остекления применяют; главным образом для заполнения оконных проемов гражданских зданий. Стеклопакеты могут быть предназначены для остекления балконных дверей, витрин, зенитных фонарей различных по назначению зданий. Применение стеклопакетов позволяет значительно снизить теплопотери и звукопроводность; исключается запотеваемость стекол. Стекло должно быть обязательно отожжено.
Стекло должно быть обязательно отожжено.35.
 Устройство антикоррозийных покрытий
Устройство антикоррозийных покрытийКонструкции и способы их защиты от коррозии.
Для первичной защиты строительных конструкций от коррозии используют коррозионно-стойкие для данной среды покрытия. При необходимости предусматривают вторичную защиту поверхности конструкции:
• лакокрасочными покрытиями;
• оклеечной изоляцией из листовых и пленочных материалов;
• облицовкой, футеровкой, применением изделий из керамики, шлакоситалла, стекла, каменного литья, природного камня;
• штукатурными покрытиями на основе цемента, полимерных вяжущих, жидкого стекла, битума;
• уплотняющей пропиткой химически стойкими материалами.
Для
бетонных и ж/б конструкций, предназначенных для эксплуатации в
агрессивной среде, при их проектировании
коррозионную стойкость обеспечивают
применением коррозионно-стойких
составляющих, добавок, повышающих
коррозионную стойкость самого бетона
и его защитную способность для стальной
арматуры.
В случае недостаточной эффективности антикоррозийной защиты при изготовлении конструкций следует дополнительно предусмотреть их защиту:
• лакокрасочными по1фытиями (аэрозолями) — при действии
газообразных и твердых сред;
• лакокрасочными мастичными многослойными по1фьггиями — при
действии жидких сред, при непосредственном контакте по1фьггая с твердой агрессивной средой;
• оклеечными покрытиями — при действии жидких сред, при расположении конструкции в грунте, в качестве непроницаемого слоя в облицовочных покрытиях;
• облицовочными по1фьггиями, в том числе из полимербетонов — при действии жидких сред, при расположении конструкции в грунте, в качестве защиты от механических повреждений оклеечного покрытия;
• уплотняющей пропиткой химически стойкими материалами — при действии жидких сред и грунта;
• гидрофобизацией — при периодическом увлажнении водой или
атмосферными осадками, образовании конденсата, в качестве грунтового
слоя
под лакокрасочное покрытие.
Для бетонных и железобетонных конструкций зданий и сооружений
с агрессивными средами необходимо предусматривать применение только следующих цементов: портландцемента, шлакопортландцемента,
сульфатостойкого, глиноземистого и нахфягающего цементов.
Для защиты деревянных конструкций от коррозии, вызываемой воздействием биологических агентов, применяют антисептирование,
консервирование, покрытие лакокрасочными материалами или поверхностную пропитку составами комплексного действия. Если конструкция окажется в химически агрессивной среде, то для защитного покрытия используют лакокрасочные материалы или пропитку составами комплексного действия.
Каменные и асбестоцементные конструкции. Агрессивное воздействие на конструкции из этих материалов может быть газообразным,
жидким.
При засоленных грунтах и жидких
агрессивных средах не разрешается
применение конструкций из силикатного
кирпича, а также строительных растворов
с использованием глины и золы.
Металлические конструкции должны покрываться антикоррозионными покрытиями при агрессивном воздействии сред — атмосферы воздуха, жидких органических и неорганических сред, грунтов.
Несущие конструкции из алюминия должны быть защищены от коррозии путем электрохимического анодирования (толщина слоя > 15 мкм).
При эксплуатации конструкций в воде они должны быть дополнительно окрашены водостойкими лакокрасочными материалами.
Технология основных антикоррозионных покрытий.
Для предупреждения коррозии зданий и сооружений применяют разные способы защиты, в том числе металлизацию, окраску лакокрасочными составами, гуммирование и гидрофобизацию.
Металлизацию применяют для защиты металлических и закладных деталей железобетонных конструкций. Используют цинковую или алюминиевую проволоку, толщина слоя наносимого защитного покрытия
0,2. ..0,5
мм.
..0,5
мм.
Окраску лакокрасочными составами используют для защиты от коррозии металлических конструкций. Применяют масляные краски, лаки, эмали на основе синтетических смол, битумные мастики и растворы. Защитное покрытие состоит из грунтовки и покровных слоев, количество которых зависит от назначения покрытия, свойств защищаемого материала, технологических условий процесса нанесения и эксплуатации покрытия.
Гуммирование — нанесение на поверхность сырой резины с последующей вулканизацией. На очищенную от грязи и пыли и обезвоженную поверхность наносят тонкий слой резинового клея, на который накладывают листов)ао или рулонную сырую резину и подвергают
температурной обработке — вулканизации. В результате образуется сплошное защитное покрытие толщиной, зависящей от толщины сьфой резины B…4 мм).
Допускается нанесение на поверхность нескольких слоев раствора сырой
резины
в бензине. Слои наносят через 40…60 мин
после высыхания предыдущего, затем
покрытие вулканизируют.
Слои наносят через 40…60 мин
после высыхания предыдущего, затем
покрытие вулканизируют.
Гидрофобия — покрытие поверхностей железобетонных и каменных конструкций водными растворами кремнийорганических соединений. На поверхности, покрытой составом, образуется защитная водонепроницаемая пленка, препятствующая проникновению воды и коррозии материалов. Нанесение растворов осуществляют кистями, валиками, краскопультами, другими средствами малой механизации. Покрытие служит 3…5 лет, его необходимо периодически обновлять.
Конспект лекций по дисциплине сд 09. 02 «Технология строительных процессов» Для специальности «Промышленное и гражданское строительство»
Лекция 1. Основные сведения о технологии строительных процессов……………
1.Основные понятия и положения……………………………………………………….
2. Участники строительства…………………………………………………………..
3.Строительные процессы и работы………………………………………………….
4.Трудовые ресурсы строительных технологий……………………………………….
5.Материальные элементы строительных технологий……………………………..
6. Методы производства строительно-монтажных работ………………………….
7. Нормативная и проектная документация строительного производства…
8.Качество строительной продукции…………………………………..
9.Инженерная подготовка площадки…………………………………………………..
Лекция 2.Производство основных строительных процессов…………..
1.Производство земляных работ………………………………………………………
2. Виды земляных сооружений…………………………………………………………
3. Состав технологического процесса разработки грунта. ……………………………..
4.Строительные свойства грунтов……………………………………………………
5.Подготовительные процессы при производстве земляных работ………………….
Лекция 3.Производство работ в зимних условиях………………………………
1. Производство земляных работ в зимних условиях………………………………….
Производство земляных работ в зимних условиях………………………………….
2. Предохранение грунта от промерзания………………………………………………
3. Метод оттаивания грунта с разработкой его в талом состоянии……………..
4. Разработка грунта в мерзлом состоянии с предварительным рыхлением………..
5. Непосредственная разработка мерзлого грунта……………………………………
6. Контроль качества земляных работ………………………………………………
Лекция 4.Технология устройства фундаментов……………………………………..
1.Технология устройства фундаментов. Общие положения………………………
2. Виды ленточных фундаментов и технология их устройства………………….
3. Конструкции забивных свай и шпунта…………………………………………….
4.Технология погружения забивных свай……………………………………………..
Лекция 5.Технология устройства набивных свай……………………………………
1.Виды набивных свай и технология их устройства……………………………….
2.Способы устройства буронабивных свай (изготовление свай сухим способом, с применением глинистого раствора, с креплением скважин обсадными трубами)…………………………………………………………………………………..
Лекция 6.Технология устройства набивных свай. Продолжение. …………………
1.Метоы виброштампования и виброформирования…………………………………
2. Грунтобетонные и бурозавинчивающие сваи………………………………………
3. Технология устройства ростверков……………………………………………………
4. Вспомогательные процессы при производстве земляных работ (временное укрепление стенок выемок)………………………………………………………………..
Лекция 7.Технология монолитного бетона и железобетона. …….
1.Общие положения технологии монолитного бетона …………………………….
2.Опалубка. Опалубочные работы………………………………………………………
3. Классификация опалубки………………………………………………………………..
4.Производство опалубочных работ……………………………………………………. .
.
5.Основные виды опалубочных систем……………………………………………………
6. Очистка, восстановление и монтаж опалубки……………………………………
7.Выбор опалубочных систем……………………………………………………………
Лекция 8.Технология армирования и бетонирования строительных конструкций…………………………………………………………………………………
1.Назначение и виды арматуры………………………………………………………….
2. Состав арматурных работ…………………………………………………………….
3. Изготовление арматурных изделий………………………………………………….
4. Соединение арматурных элементов. Способы сварки……………………………..
5. Производство арматурных работ на объекте……………………………………..
Лекция 9.Специальные методы бетонирования……………………..
1. Вакуумирование бетона………………………………………………………………..
2. Торкретирование……………………………………………………………………….
3. Укладка бетонной смеси под водой( Метод вертикально перемещаемой трубы-(ВПТ и метод восходящего раствора -ВР)……………………………………………. .
.
4.Метод втрамбовывание бетонной смеси……………………………………………
Лекция 10.Технология бетонирования в зимних условиях. Технология бетонных работ в условиях жаркого климата (самостоятельно)……………………
1.Общие сведения при бетонировании в зимних условиях……………………………
3. Бетонирование с применением противоморозных химических добавок……….
4. Метод термоса………………………………………………………………………..
5.Электропрогрев бетонной смеси в конструкциях………………………………….
6.Бетонирование в термоактивной опалубке…………………………………………
7.Обогрев бетона инфракрасными лучами…………………………………………….
8.Охрана труда при производстве бетонных работ……………………………..…..
Лекция 11.Технология каменной кладки…………………………………………..
1. Назначение каменных работ. Виды и элементы каменной кладки…………….
2. Материалы для каменной кладки……………………………………………………
3. Правила разрезки каменной кладки………………………………………………….
Правила разрезки каменной кладки………………………………………………….
4. Системы перевязки и типы кладки ………………………………………………..
Лекция 12.Технология каменной кладки. Продолжение темы…………………….
1.Кладка из керамических, бетонных и природных камней правильной формы…
2.Бутовая и бутобетонная кладка……………………………………………………..
3.Кладка «под залив»……………………………………………………………………..
4.Кладку «под лопатку»…………………………………………………………………
5.Организация рабочего места и обеспечение материалами каменщика………..
6. Транспортирование материалов для кладки………………………………………
7. Организация труда каменщиков…………………………………………………….
8.Леса и подмости……………………………………………………………………….
Лекция 13.Возведение каменных конструкций в экстремальных условиях
1. Возведение каменных конструкций в зимних условиях………………………….
2. Особенности кладки арок и сводов…………………………………………………
Особенности кладки арок и сводов…………………………………………………
3. Контроль качества каменной кладки……………………………………………..
Лекция 14.Основные принципы технологии монтажа строительных конструкций……………………………………………………………………………….
1.Общие положения……………………………………………………………………
2. Организационные принципы монтажа……………………………………………
3. Технологическая структура монтажных процессов…………………………….
4. Способы и средства транспортирования конструкций………………………..
5. Приемка и складирование сборных конструкций………………………………….
6. Подготовка элементов конструкций к монтажу……………………………….
Лекция 15. Монтаж сборных железобетонных и бетонных конструкций……….
1.Общие указания по монтажу…………………………………………………………..
2.Установка блоков фундаментов и стен подземной части зданий………………..
3.Установка колонн и рам………………………………………………………………. .
.
4. Установка ригелей, балок, ферм, плит перекрытий и покрытий………………..
5.Установка панелей стен……………………………………………………………….
6.Установка вентиляционных блоков, объемных блоков шахт лифтов и санитарно-технических кабин……………………………………………………………
7.Возведение зданий методом подъема перекрытий………………………………….
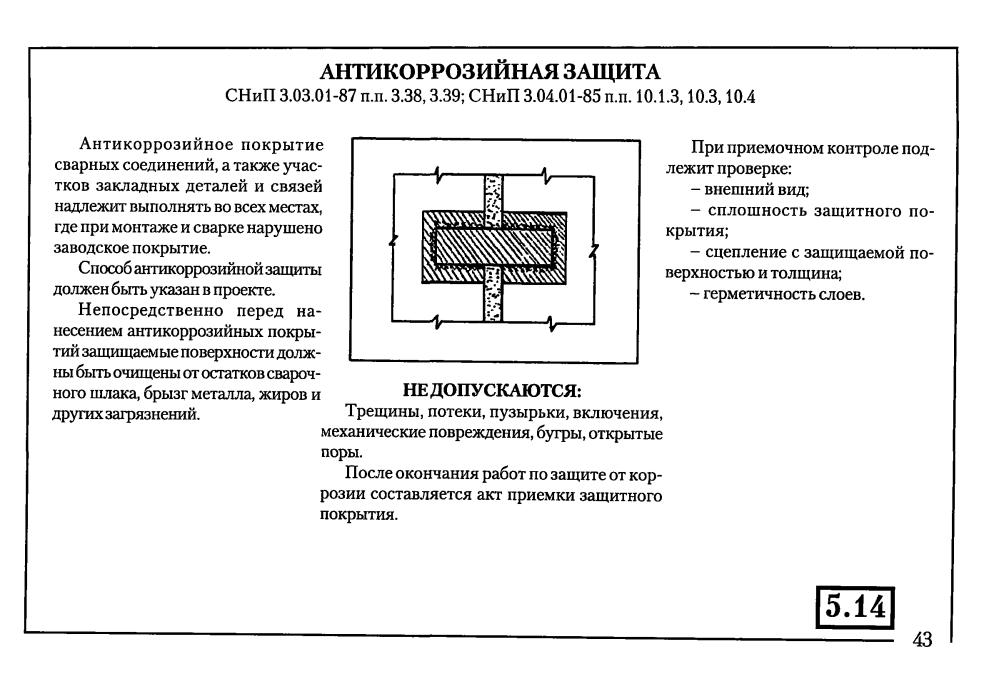
8.Сварка и антикоррозионное покрытие закладных и соединительных изделий…
9.Замоноличивание стыков и швов……………………………………………………..
10.Водо-,воздухо- и теплоизоляция стыков наружных стен полносборных зданий
Лекция 16.Монтаж сборных железобетонных конструкций. Продолжение ….
11.Методы монтажа конструкций зданий и сооружений по степени укрупнения конструкций, по последовательности установки элементов………………………..
12.Способы установки монтажных элементов в проектное положение………….
13.Выверка элементов…………………………………………………………………….
14. Постоянное закрепление конструкций…………………………………………….
15. Технологическое обеспечение точности монтажа конструкций………..
16. Геодезические средства обеспечения точности монтажа конструкций…….
Лекция 17. Монтаж металлических конструкций. Технологические особенности………………………………………………………………………
1. Монтаж металлических конструкций одноэтажных промышленных зданий. Общие положения…………………………………………………………………………
2. Монтаж колонн………………………………………………………………………..
3. Монтаж подкрановых балок…………………………………………………………
4. Монтаж ферм и покрытий из стального профилированного настила…………
5. Сварные соединения металлических конструкций………………………………..
6. Болтовые соединения металлических конструкций………………………………
Лекция 18.Производство кровельных работ………………………………………..
1. Кровли. Основные виды…………………………………………………………………
2. Рулонные и мастичные кровли………………………………………………………..
Рулонные и мастичные кровли………………………………………………………..
3. Листовые кровельные материалы…………………………………………………….
4. Наборные или штучные кровельные материалы…………………………………
5. Мембранные покрытия…………………………………………………………………
6. Комплектующие, необходимые при монтаже кровельных материалов………
Лекция 19.Технология устройства гидроизоляционных покрытий……….
1. Виды и способы устройства гидроизоляции……………………………………
2. Окрасочная (обмазочная) гидроизоляция………………………………………….
3. Оклеечная гидроизоляция………………………………………………………………
4. Штукатурная гидроизоляция…………………………………………………………
5.Асфальтовая гидроизоляция…………………………………………………………..
6. Сборная (облицовочная) гидроизоляция………………………………………………
7.Специфика гидроизоляционных работ в зимних условиях…………………………
8. Контроль качества гидроизоляционных работ……………………………………
Лекция 20. Технология устройства теплоизоляционных покрытий……………
Технология устройства теплоизоляционных покрытий……………
1. Виды теплоизоляции……………………………………………………………………
2. Засыпная теплоизоляция…………………………………………………………….
3. Мастичная теплоизоляция………………………………………………………….
4. Литая теплоизоляция………………………………………………………………..
5. Обволакивающая теплоизоляция…………………………………………………..
6. Сборно-блочная теплоизоляция……………………………………………………..
7. Контроль качества теплоизоляционных работ…………………………………..
Лекция 21.Устройство антикоррозионных и отделочных покрытий………………
1.Конструкции и способы их защиты от коррозии……………………………….
2. Технология основных антикоррозионных покрытий……………………………
3.Основные виды отделочных покрытий и их определения………………………
4. Технология процессов остекления. Основные положения и материалы для стекольных работ……………………………………………………………………. .
.
Лекция 22. Производство штукатурных работ. Основные положения………..
1. Конструктивные элементы, виды и классификация штукатурок…………..
2. Материалы для штукатурных работ…………………………………………..
3. Основные слои штукатурного намета………………………………………….
4. Виды обыкновенной штукатурки………………………………………………..
5. Подготовка поверхностей к оштукатуриванию………………………………
6. Оштукатуривание поверхностей…………………………………………….
7.Требования к качеству штукатурки. Основные дефекты……………………
Лекция 23.Технология производства малярных работ. Материалы, подготовка поверхностей. ……………………………………………………………..
1.Малярные работы. Общие сведения……………………………………………..
2.Малярные составы и их свойства…………………………………………..
3. Подготовка поверхностей под окраску………………………………………
4. Окраска поверхностей…………………………………………………………. .
.
5. Отделка фасадов………………………………………………………………….
6. Нанесение окрасочных составов на поверхность. Инструменты, оборудование, технология………………………………………………………….
7. Виды применяемых обоев……………………………………………………..
8. Наклейка бумажных обоев……………………………………………………
Лекция 24.Технология устройства покрытий полов…………………………..
1. Конструктивные элементы и виды полов………………………………………..
2. Устройство монолитных полов………………………………………………….
3. Устройство покрытий из штучных и плиточных материалов……………..
4. Сухой способ устройства основания под напольные покрытия…………….
Лекция 25. Технология устройства полов. Продолжение……………………….
1. Устройство покрытий из поливинилхлоридных плиток……………………..
2. Устройство пола из рулонных материалов…………………………………….
3. Устройство пола из древесины…………………………………………………
VMP Антикоррозионные покрытия
Онлайн-запрос
| Офис в вашем регионе |
| VMP Holding JSC |
| Ekaterinburg, 25 Tkachey Str.  , , Tel. -97, |
| ВМП в соцсетях: | |
Основная — Антикоррозионная защита — Антикоррозионные материалы — Антикоррозионные покрытия ВМП
Все установки подвергаются негативному воздействию климатических и технологических факторов. Осадки, солнечная радиация, перепады температуры, конденсация, загрязненная атмосфера ускоряют повреждение материала. В большей степени это касается промышленных объектов, так как они эксплуатируются в очень агрессивной среде. Между тем, безопасная и долгая эксплуатация без сбоев является необходимым условием для всех объектов. Поэтому выбор защиты от коррозии является одной из важнейших задач в строительстве и ремонте.
Продуктовая линейка Холдинга ВМП – это более 50 наименований полиуретановых, эпоксидных, винилэпоксидных и других материалов, произведенных по оригинальной рецептуре для защиты от коррозии. Материалы делятся на:
Материалы делятся на:
1. Материалы для грунтовки
цинконаполненные композиции,
грунтовки с ингибитором коррозии,
грунтовки с антикоррозионными пигментами,
грунт-эмали,
лаки.
2. Материалы для следующего слоя (промежуточный и отделочный слой)
составы с антикоррозионными пигментами,
композиции с пластинчатыми пигментами,
Эмали, устойчивые к УФ-излучению.
Система антикоррозионного покрытия может состоять из одного или нескольких слоев окраски. Грунт-эмали с высоким сухим остатком применяются для создания толстых покрытий. Стандартные двухслойные системы состоят из грунтовки и эмали для дополнительной защиты, барьерной и декоративной функции. Наиболее эффективны против коррозии трехслойные защитные покрытия (грунтовка, межслойная и УФ-стойкая эмаль). Трехслойное антикоррозионное покрытие обладает высокими защитными свойствами и длительным сроком службы (до 30 лет).
Наиболее эффективны против коррозии трехслойные защитные покрытия (грунтовка, межслойная и УФ-стойкая эмаль). Трехслойное антикоррозионное покрытие обладает высокими защитными свойствами и длительным сроком службы (до 30 лет).
Пример толстого антикоррозионного покрытия.
Пример двухслойной системы антикоррозионного покрытия.
Пример системы трехслойного антикоррозионного покрытия.
Характеристики антикоррозионного покрытия ВМП
Системы антикоррозионных покрытий на основе материалов ВМП различны по принципам защиты и разработаны для разных условий применения.
Особое значение в антикоррозионных покрытиях ВМП имеют цинконаполненные грунтовки. Высокое содержание порошка цинка – до 96% – обеспечивает длительную, до 30 лет, защиту металла от коррозии. Покрытия на основе цинконаполненных грунтовок по ISO 12944 гарантируют максимальный срок службы конструкций в атмосферных условиях.
Системы на основе грунтовок с ингибиторами, замедляющими коррозию стали, обеспечивают длительный и средний срок эксплуатации. В продуктовой линейке Холдинга также широко представлены грунтовки изолированного типа и грунтовки-эмали с разным сроком годности.
ВМП предлагают материалы, которые можно наносить на поверхность со старой краской и сильно приставшей ржавчиной, если качественная подготовка невозможна или экономически нецелесообразна. Такие материалы обеспечивают снижение затрат на ремонт в 1,5 – 2 раза за счет снижения затрат на подготовку поверхности.
ВМП предлагают наиболее эффективные материалы для применения в заводских или полевых условиях. Первые имеют короткое время высыхания (20-30 минут). Для покраски в полевых условиях покрытия следует наносить при повышенной влажности и отрицательных температурах (до -25°С) для продления окрасочного периода. Учет условий нанесения материала предотвращает появление дефектов антикоррозионного покрытия, обеспечивает сокращение сроков ввода в эксплуатацию и снижает трудовые и энергетические затраты при окраске.
Сейчас важными критериями при выборе антикоррозионных материалов становятся удобство обработки и безопасность применения. Краски и лаки, наносимые для достижения необходимой толщины покрытия минимальными слоями, пользуются большой популярностью. Такие материалы предлагает и компания VMP.
Многим клиентам требуется антикоррозийное покрытие с высокими декоративными свойствами. Отделочные эмали ВМП обеспечивают надежную барьерную защиту от агрессивной среды, имеют окраску по шкале RAL, от матовой до глянцевой. Эмали обладают высокой стойкостью к УФ-излучению, а покрытие длительное время сохраняет заданные декоративные свойства.
Материалы ВМП для защиты от коррозии просты в применении. Нанесение стандартными методами окраски. Материалы обеспечивают высокую стойкость к агрессивной производственной среде и на открытом воздухе.
Специалисты Холдинга ВМП могут предложить Вам профессиональную услугу по выбору системы покрытия:
+ 7 343 357-30-97 , 8-800-500-54-00 ,
Он-лайн запрос.
Ассортимент материалов VMP представлен в каталоге
Антикоррозионные материалы.
Основы композитных покрытий
Иногда достаточно небольшого усиления, чтобы превратить хорошее покрытие в высокоэффективное композитное покрытие. Такие физические композитные покрытия сочетают в себе два или более веществ, которые вместе обеспечивают более высокие рабочие характеристики, чем сумма их частей. То же самое относится и к химическим композитным покрытиям, которые также обладают улучшенными свойствами благодаря химическим реакциям, протекающим по мере отверждения покрытия. В любом случае композитные покрытия могут обладать улучшенными антикоррозионными свойствами, химической стойкостью, гибкостью, стойкостью к истиранию и/или адгезионными свойствами, среди прочего. Без добавленных веществ в физические композиты или реакций, которые происходят в химических композитах, покрытия не будут работать так же хорошо.
Аппликаторы также могут обеспечить эффективность, подобную композиту, путем наложения покрытий слоями для создания систем покрытий, которые обеспечивают улучшенные общие характеристики по сравнению с их индивидуальными однослойными результатами. В таких случаях каждый слой покрытия может быть или не быть композитом сам по себе.
В таких случаях каждый слой покрытия может быть или не быть композитом сам по себе.
В этой статье будут рассмотрены различные типы композитных покрытий и описано, как они обеспечивают более надежную работу за счет улучшения таких свойств, как коррозионная стойкость, долговечность, гибкость и устойчивость к катодному отслоению.
Что такое композиты?
Покрытия могут стать композитами одним из двух способов, в зависимости от того, сформированы ли они физически или химически.
Физические композитные покрытия очень просты. Производители начинают с традиционного жидкого покрытия и улучшают его, добавляя такие вещества, как стеклянные чешуйки, слюдяной оксид железа (MIO), керамику или другие материалы. При смешивании эти добавки равномерно распределяются по пленке покрытия, обеспечивая дополнительные свойства. Например, стеклянные чешуйки могут повысить прочность, отражать ультрафиолетовое (УФ) излучение (чтобы замедлить УФ-деградацию) и/или повысить прочность на сжатие или растяжение.![]() Физические композиты начинаются как гомогенные смеси и принимают окончательную форму в процессе отверждения. По мере того как растворители или активаторы высвобождаются из раствора покрытия, компоненты покрытия смещаются и физически выравниваются по всему покрытию, обеспечивая равномерное покрытие и защиту внутри пленки. Это соответствие проявляется в Рисунок 1 , на котором показано, как чешуйки MIO, отвержденные в матрице покрытия, выравниваются, чтобы отражать УФ-лучи и уменьшать проникновение влаги, кислорода и других электролитов в покрытие.
Физические композиты начинаются как гомогенные смеси и принимают окончательную форму в процессе отверждения. По мере того как растворители или активаторы высвобождаются из раствора покрытия, компоненты покрытия смещаются и физически выравниваются по всему покрытию, обеспечивая равномерное покрытие и защиту внутри пленки. Это соответствие проявляется в Рисунок 1 , на котором показано, как чешуйки MIO, отвержденные в матрице покрытия, выравниваются, чтобы отражать УФ-лучи и уменьшать проникновение влаги, кислорода и других электролитов в покрытие.
Химические композиты, которые могут быть изготовлены из эпоксидных смол, связанных плавлением (FBE), значительно сложнее. Они принимают первоначальную форму порошков, которые практически инертны до тех пор, пока не будут активированы в процессе нанесения. Например, когда порошкообразные НЭП распыляются на предварительно нагретую поверхность стальной трубы, порошок быстро превращается в жидкость, которая течет вместе и химически связывается во время этого процесса из-за изменений на молекулярном уровне в материале. Компоненты покрытия «разделены по фазам» с быстро реагирующими, смежными молекулами фаз, быстро образующими решетку поперечных связей, которые придают покрытию определенную степень ударной вязкости, устойчивость к температуре (на основе температуры стеклования (Tg) покрытия). ) и барьерные свойства, наряду с гибкостью.
Компоненты покрытия «разделены по фазам» с быстро реагирующими, смежными молекулами фаз, быстро образующими решетку поперечных связей, которые придают покрытию определенную степень ударной вязкости, устойчивость к температуре (на основе температуры стеклования (Tg) покрытия). ) и барьерные свойства, наряду с гибкостью.
При нанесении порошкообразных НЭП смежные фазы покрытия реагируют так быстро, что образуемые ими поперечные связи окружают и охватывают другие фрагменты, что приводит к «окклюзиям» по всей сшитой структуре. Распределение этих молекулярных структур «окклюзионной фазы» является ключевым фактором гибкости и прочности покрытия. По отдельности и вместе молекулы внутри этих окклюзий функционируют как подушки или амортизаторы внутри жесткой сшитой структуры, поглощая и рассеивая ударные и изгибающие силы на поверхности покрытия. Окклюзии помогают предотвратить концентрацию усилий в одном месте, где происходит удар, например, камни, падающие на верхнюю часть трубопровода во время установки ( 9). 0046 Рисунок 2 ) – может треснуть или сломаться более твердая решетка поперечных связей. Окклюзии также обеспечивают невероятную гибкость покрытий, позволяя при разведке нефти и газа на шельфе прокладывать трубопроводы с использованием метода укладки на барабанах, который включает намотку километровых участков трубопровода на катушки на берегу для эффективной установки на море.
0046 Рисунок 2 ) – может треснуть или сломаться более твердая решетка поперечных связей. Окклюзии также обеспечивают невероятную гибкость покрытий, позволяя при разведке нефти и газа на шельфе прокладывать трубопроводы с использованием метода укладки на барабанах, который включает намотку километровых участков трубопровода на катушки на берегу для эффективной установки на море.
Рассмотрение слоев
Одно покрытие, даже композитное, не обязательно обладает всеми необходимыми свойствами, особенно в сложных условиях. Следовательно, третий способ создания покрытия, подобного композиту, заключается в наслоении различных материалов для создания многослойной системы покрытия. Эта практика возникает естественным образом каждый раз, когда аппликаторы используют более одного слоя покрытия, включая грунтовки, поскольку каждый слой предлагает свои особые защитные свойства для объекта с покрытием для большей коллективной защиты объекта по мере наложения слоев. Любая многослойная система покрытия может обеспечить дополнительную защиту, просто создавая больший физический барьер между внешними элементами и основанием актива с покрытием. Тем не менее, эти системы могут быть еще более надежными, когда некоторые или все различные слои, из которых состоит система покрытия, сами являются композитными материалами. В идеале полная система будет представлять собой ковалентно связанный многоуровневый защитный барьер с эксплуатационными свойствами, которые синергетически работают как единая многослойная композитная структура.
Тем не менее, эти системы могут быть еще более надежными, когда некоторые или все различные слои, из которых состоит система покрытия, сами являются композитными материалами. В идеале полная система будет представлять собой ковалентно связанный многоуровневый защитный барьер с эксплуатационными свойствами, которые синергетически работают как единая многослойная композитная структура.
Возьмем покрытия, которые наносятся в три слоя ( Рисунок 3 ), например, для защиты внешней поверхности подземных трубопроводов. Практически для любого применения, связанного со стальными трубами — от подводных до подземных и наземных — свойства антикоррозионного покрытия имеют первостепенное значение. Поэтому самый нижний слой системы покрытия трубопровода оптимизирован для этой задачи благодаря сочетанию исключительной адгезии и долговременных антикоррозионных свойств. Этот слой покрытия НЭП, который сам является химическим композитом, характеризуется высокой гибкостью и высокой, но сбалансированной степенью адгезионных и когезионных свойств. Баланс этих свойств важен для сопротивления катодному отслоению и – в случае физического повреждения (например, удара или царапин) покрытия – для предотвращения или значительного ограничения распространения любой поверхностной коррозии за счет подрезания антикоррозионного покрытия. Точно настроенные свойства этого композитного слоя FBE предотвращают попадание коррозионных элементов на основу стальной трубы, обеспечивая выдающуюся стойкость к растрескиванию, хладотекучести и размягчению в широком диапазоне температур.
Баланс этих свойств важен для сопротивления катодному отслоению и – в случае физического повреждения (например, удара или царапин) покрытия – для предотвращения или значительного ограничения распространения любой поверхностной коррозии за счет подрезания антикоррозионного покрытия. Точно настроенные свойства этого композитного слоя FBE предотвращают попадание коррозионных элементов на основу стальной трубы, обеспечивая выдающуюся стойкость к растрескиванию, хладотекучести и размягчению в широком диапазоне температур.
Применение в трубопроводах значительно выигрывает от дополнительного слоя защиты, наносимого поверх базового антикоррозионного слоя, предназначенного для защиты от физических и химических воздействий. Это еще более жесткое, более гибкое покрытие из химического композита FBE обеспечивает высокий уровень сопротивления истиранию, помогая предотвратить любые царапины и царапины, которые могут возникнуть на трубе при транспортировке до установки, от прорезания этого слоя. Например, испытания по стандарту NACE TM0215-2015 показали, что приложение значительного давления к покрытию приводит к сжатию покрытия, но не к его выдавливанию (9).0046 Рисунок 4 ). Без этого защитного слоя антикоррозионный слой может быть поврежден, обнажая оголенную сталь под ним и увеличивая потенциал коррозии. Этот дополнительный композитный слой также обеспечивает влагозащитный барьер для снижения вероятности проникновения воды на антикоррозионное покрытие.
Например, испытания по стандарту NACE TM0215-2015 показали, что приложение значительного давления к покрытию приводит к сжатию покрытия, но не к его выдавливанию (9).0046 Рисунок 4 ). Без этого защитного слоя антикоррозионный слой может быть поврежден, обнажая оголенную сталь под ним и увеличивая потенциал коррозии. Этот дополнительный композитный слой также обеспечивает влагозащитный барьер для снижения вероятности проникновения воды на антикоррозионное покрытие.
Наконец, в некоторых случаях лица, ответственные за прокладку трубопровода, могут захотеть рассмотреть третий слой композитной защиты, предназначенный для защиты нижних слоев от УФ-разрушения. Этот дополнительный слой может быть оправдан для надземных трубопроводов, а также для подземных или подводных проектов, в которых существуют значительные задержки между нанесением покрытия на трубы и их установкой. Из-за своего эпоксидного состава FBE плохо стареют под действием УФ-излучения. Поскольку многие трубы должны транспортироваться на большие расстояния в открытом состоянии, они подвергаются значительному вредному воздействию УФ-излучения. Это также относится к трубам, которые могут находиться в течение длительного времени на месте прокладки трубопровода перед установкой. Чем дольше выдержка, тем выше риск ухудшения свойств защитного и антикоррозионного покрытия НЭП и снижения его эксплуатационных характеристик. Добавление внешнего слоя защитного покрытия из сплавленного полиэстера или акрилового покрытия на водной основе предотвращает попадание УФ-излучения на НЭП, продлевая срок их службы.
Это также относится к трубам, которые могут находиться в течение длительного времени на месте прокладки трубопровода перед установкой. Чем дольше выдержка, тем выше риск ухудшения свойств защитного и антикоррозионного покрытия НЭП и снижения его эксплуатационных характеристик. Добавление внешнего слоя защитного покрытия из сплавленного полиэстера или акрилового покрытия на водной основе предотвращает попадание УФ-излучения на НЭП, продлевая срок их службы.
Сопротивление катодному отслаиванию
Физические, химические и многослойные композитные покрытия обеспечивают множество дополнительных свойств, которые помогают покрытиям работать лучше и дольше в своих предполагаемых применениях. Среди этих свойств повышенная стойкость к катодному отслоению является ключевым преимуществом для операторов трубопроводов, использующих композитные НЭП для защиты подземных или подводных труб от коррозии.
Такие трубопроводные системы обычно используют системы катодной защиты (CP) в качестве резервной системы защиты от коррозии. Системы CP подают ток в трубопровод, который позволяет электронам течь от расходуемого анода к стальной поверхности для предотвращения коррозии. FBE предназначены для совместной работы с системами CP, чтобы обеспечить двусторонний подход к предотвращению коррозии. НЭП, нанесенные на трубопровод, обеспечивают барьерные свойства, которые защищают металлическую основу трубы от коррозии, а система CP служит резервом.
Системы CP подают ток в трубопровод, который позволяет электронам течь от расходуемого анода к стальной поверхности для предотвращения коррозии. FBE предназначены для совместной работы с системами CP, чтобы обеспечить двусторонний подход к предотвращению коррозии. НЭП, нанесенные на трубопровод, обеспечивают барьерные свойства, которые защищают металлическую основу трубы от коррозии, а система CP служит резервом.
Если в покрытии FBE в трубопроводной установке, поддерживаемой системой CP, образуется разрыв, возникающий поток электронов позволяет расходуемому аноду корродировать преимущественно по отношению к трубе. В области разрыва покрытия щелочность увеличивается за счет взаимодействия тока КП с водой и электролитами. Эта более высокая концентрация щелочи неблагоприятно влияет на адгезию покрытия и, следовательно, может сделать его склонным к катодному отслоению. Однако это катодное отслоение можно уменьшить, используя химические композитные НЭП с сильным адгезионным потенциалом, которые прошли лабораторные и полевые испытания для подтверждения их эффективности. Такие FBE также должны быть неэкранирующими, то есть они позволяют току от системы CP достигать основания стальной трубы и, следовательно, обеспечивать катодную защиту. Если бы FBE защищали трубу от этого тока, система CP не обеспечила бы достаточной резервной защиты от коррозии, если таковая имеется.
Такие FBE также должны быть неэкранирующими, то есть они позволяют току от системы CP достигать основания стальной трубы и, следовательно, обеспечивать катодную защиту. Если бы FBE защищали трубу от этого тока, система CP не обеспечила бы достаточной резервной защиты от коррозии, если таковая имеется.
Композитное будущее
Благодаря непрерывным исследованиям и разработкам стало возможным разработать композитные покрытия, которые могут синергетически выполнять различные задачи. Сами покрытия могут включать физические добавки, улучшающие их адгезию, прочность, долговечность, тепловые характеристики и устойчивость к истиранию, проникновению влаги, химическим воздействиям и коррозии. В качестве альтернативы, покрытия могут формировать эти улучшенные свойства химическим путем, поскольку различные элементы в их рецептурах отверждаются и связываются друг с другом, образуя взаимосвязанную матрицу покрытия. Кроме того, различные слои покрытия могут быть созданы и соединены вместе в единую многослойную композитную структуру, обеспечивающую специализированные виды защиты. В любом из этих случаев композитные покрытия обладают улучшенными свойствами по сравнению с некомпозитными покрытиями. Такие свойства могут быть особенно полезны для долгосрочных антикоррозионных характеристик покрытий.
В любом из этих случаев композитные покрытия обладают улучшенными свойствами по сравнению с некомпозитными покрытиями. Такие свойства могут быть особенно полезны для долгосрочных антикоррозионных характеристик покрытий.
ОБ АВТОРАХ
Нил Уайлдс (Neil Wilds) — глобальный директор по продуктам CUI компании Sherwin-Williams Protective & Marine. Имея 36-летний опыт работы с техническими покрытиями, Уайлдс разрабатывает стратегии долгосрочной защиты активов и руководит разработкой спецификаций и программ испытаний. Он является членом нескольких ассоциаций по покрытиям, включая AMPP, NORSOK M501, Международную организацию по стандартизации (ISO) и другие. Контактное лицо: [email protected]
Д-р Джеффри Дэвид Рогозински является глобальным директором по продукции – эпоксидная смола/трубы на основе сплавления для Sherwin-Williams Protective & Marine. Обладая более чем 30-летним опытом работы в области покрытий и научных исследований, он отвечает за разработку защитных покрытий, порошковых покрытий, смол и добавок для рынков нефти и газа, трубопроводов, мостов и автомагистралей. Его наука о покрытиях делает акцент на исследовании и тестировании синтеза полимеров и определении характеристик структуры и свойств. Он является членом нескольких ассоциаций по покрытиям и консультантом по написанию глобальных спецификаций для CSA Group, Международной организации по стандартизации (ISO), ASTM International, AMPP и других. Рогозински имеет степень доктора прикладных наук в области химии полимеров и композитов. Контактное лицо: [email protected]
Его наука о покрытиях делает акцент на исследовании и тестировании синтеза полимеров и определении характеристик структуры и свойств. Он является членом нескольких ассоциаций по покрытиям и консультантом по написанию глобальных спецификаций для CSA Group, Международной организации по стандартизации (ISO), ASTM International, AMPP и других. Рогозински имеет степень доктора прикладных наук в области химии полимеров и композитов. Контактное лицо: [email protected]
Рис. 1. Пигменты MIO, встроенные в покрытие, образуют барьер, который отклоняет УФ-лучи, сводя к минимуму разрушение покрытия. Слоистая структура пигмента также снижает проникновение влаги, кислорода и других элементов в покрытие.
Рис. 2. Испытания на падение с горной породы (вверху) показали, что химический композиционный эпоксидный слой, связанный плавлением (FBE), обеспечивает ударопрочность и стойкость к истиранию, необходимые для защиты базового антикоррозионного слоя FBE от обнажения (внизу).
Рис. 3. Многослойный подход к покрытию трубопроводов для обеспечения долговременной работы включает:
|
Рис. 4. При выполнении теста NACE TM0215-2015 технические специалисты применили сверло R33, соответствующее требованиям ASTM, к износостойкому и влагостойкому внешнему покрытию FBE, чтобы попытаться выдолбить его. Применение давления 32 кг (вверху) почти не повлияло на покрытие. При приложенном давлении 62 кг (внизу) покрытие сжималось на границе раздела бурового долота, но не выдавливалось.
При приложенном давлении 62 кг (внизу) покрытие сжималось на границе раздела бурового долота, но не выдавливалось.
Улучшенные антикоррозионные покрытия для подводных кабельных соединителей
Агентство:
Министерство обороны
Филиал:
Военно-морской флот
Программа | Фаза | Год:
СБИР | Н/Д | 2013
Запрос:
2013.1
Номер темы:
N131-034
ПРИМЕЧАНИЕ. Заявки и темы, перечисленные на
этот сайт является копиями различных предложений агентства SBIR и не обязательно
самые свежие и актуальные.
По этой причине вам следует использовать ссылку агентства, указанную ниже, которая приведет вас
непосредственно к
соответствующий сервер агентства, где вы можете прочитать официальную версию этого ходатайства
и скачать соответствующие формы и правила.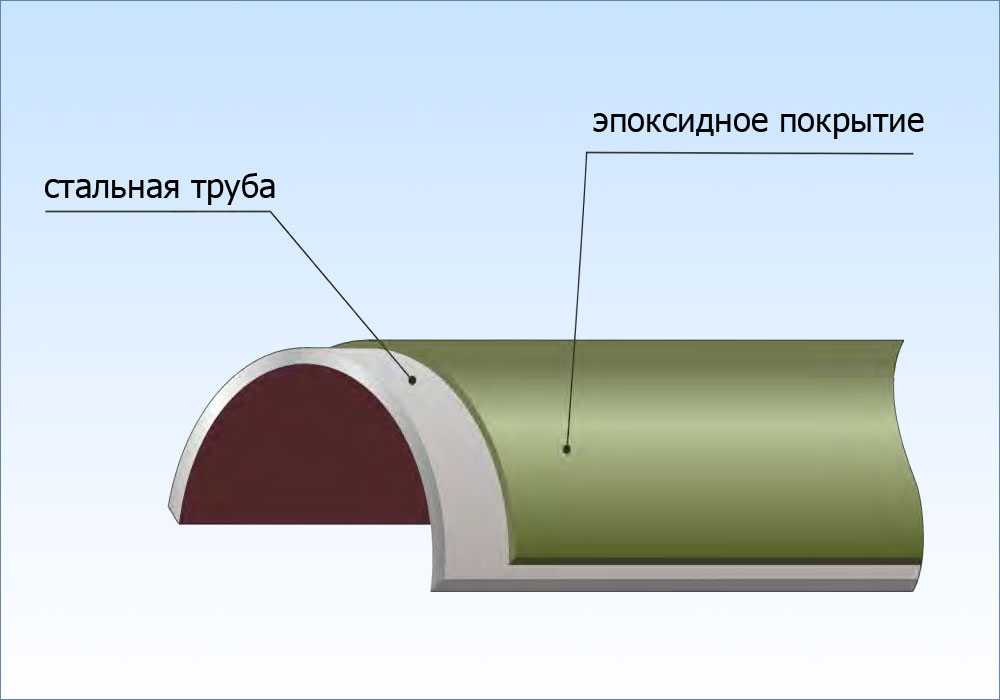
Официальная ссылка на это обращение: http://www.acq.osd.mil/osbp/sbir/solicitations/index.shtml
Дата выпуска:
16 ноября 2012 г.
Дата открытия:
17 декабря 2012 г.
16 января 2013 г.
Дата закрытия:
16 января 2013 г.
Описание:
ЦЕЛЬ: Совершенствовать современные антикоррозионные покрытия для разработки прочного непроводящего покрытия, пригодного для приклеивания к различным разъемам в внешняя среда. ОПИСАНИЕ: Внешние кабельные разъемы на подводных лодках ВМФ постоянно подвергаются воздействию суровых условий соленой воды. Непроводящие покрытия, подобные описанным в [7], используются для продления срока службы внешних разъемов. Этот SBIR будет исследовать, разрабатывать и демонстрировать новое поколение коррозионно-стойких покрытий для наружных разъемов. Ожидается, что усовершенствованные антикоррозионные покрытия могут значительно увеличить срок службы внешних разъемов и кабелей. В настоящее время применение антикоррозионных покрытий ограничено плоской или цилиндрической геометрией поверхности из-за необходимости равномерной толщины покрытия [6]. На подводных лодках ВМФ имеется большое количество типов внешних разъемов, на которые невозможно нанести покрытие с использованием современных технологий. Крайне желателен материал покрытия и/или процесс, применимый к более сложной геометрии поверхности. Соединители также могут иметь накладки из вулканизированной резины, на которые в настоящее время не наносятся покрытия. Соответствующие достижения в технологии покрытия [1, 2, 3, 4, 5] указывают на возможность разработки материала покрытия и/или процесса, подходящего для более сложной геометрии поверхности и резиновых форм. Технология, разработанная этим SBIR, позволит наносить покрытия одинаковой толщины на поверхности толщиной 9углы 0 градусов. Поверхностные материалы могут состоять из монеля, нержавеющей стали 316, титана и вулканизированной резины. Представляющие интерес технологии включают, но не ограничиваются ими, деионизирующие плазменные покрытия и нефрикционные плазменные покрытия.
В настоящее время применение антикоррозионных покрытий ограничено плоской или цилиндрической геометрией поверхности из-за необходимости равномерной толщины покрытия [6]. На подводных лодках ВМФ имеется большое количество типов внешних разъемов, на которые невозможно нанести покрытие с использованием современных технологий. Крайне желателен материал покрытия и/или процесс, применимый к более сложной геометрии поверхности. Соединители также могут иметь накладки из вулканизированной резины, на которые в настоящее время не наносятся покрытия. Соответствующие достижения в технологии покрытия [1, 2, 3, 4, 5] указывают на возможность разработки материала покрытия и/или процесса, подходящего для более сложной геометрии поверхности и резиновых форм. Технология, разработанная этим SBIR, позволит наносить покрытия одинаковой толщины на поверхности толщиной 9углы 0 градусов. Поверхностные материалы могут состоять из монеля, нержавеющей стали 316, титана и вулканизированной резины. Представляющие интерес технологии включают, но не ограничиваются ими, деионизирующие плазменные покрытия и нефрикционные плазменные покрытия. ЭТАП I: Компания разработает концепции усовершенствованных антикоррозионных покрытий, отвечающих описанным выше требованиям. Компания продемонстрирует осуществимость концепций для удовлетворения потребностей ВМФ и установит, что концепции можно реально превратить в полезный продукт для ВМФ. Осуществимость будет установлена путем испытаний материалов и аналитического моделирования. По завершении этапа 1 определите, какие концепции будут использоваться на последующих этапах. Компания предоставит план разработки Фазы II с целями производительности и ключевыми техническими этапами, а также рассмотрит снижение технических рисков. ЭТАП II: На основе результатов Этапа 1 и плана развития Фазы II компания разработает прототип для оценки по мере необходимости. Прототип будет оцениваться, чтобы определить его возможности в достижении целей производительности, определенных в плане разработки Фазы II. Эффективность покрытия будет продемонстрирована посредством оценки прототипа и моделирования или аналитических методов в требуемом диапазоне параметров, включая многочисленные циклы развертывания в внешней среде подводной лодки.
ЭТАП I: Компания разработает концепции усовершенствованных антикоррозионных покрытий, отвечающих описанным выше требованиям. Компания продемонстрирует осуществимость концепций для удовлетворения потребностей ВМФ и установит, что концепции можно реально превратить в полезный продукт для ВМФ. Осуществимость будет установлена путем испытаний материалов и аналитического моделирования. По завершении этапа 1 определите, какие концепции будут использоваться на последующих этапах. Компания предоставит план разработки Фазы II с целями производительности и ключевыми техническими этапами, а также рассмотрит снижение технических рисков. ЭТАП II: На основе результатов Этапа 1 и плана развития Фазы II компания разработает прототип для оценки по мере необходимости. Прототип будет оцениваться, чтобы определить его возможности в достижении целей производительности, определенных в плане разработки Фазы II. Эффективность покрытия будет продемонстрирована посредством оценки прототипа и моделирования или аналитических методов в требуемом диапазоне параметров, включая многочисленные циклы развертывания в внешней среде подводной лодки. Результаты оценки будут использованы для доработки прототипа до первоначальной конструкции, отвечающей требованиям ВМФ. Компания подготовит план разработки Фазы III по передаче технологии для использования ВМФ. ЭТАП III: Если Фаза II будет успешной, ожидается, что компания поддержит ВМФ в переходе технологии для использования ВМФ. Компания разработает прототип, пригодный для установки на борту подводной лодки ВМС США. Разрабатывайте материалы, пакеты чертежей, руководства и документацию, чтобы помочь в установке и тестировании прототипов на борту в течение продолжительных периодов эксплуатации. Провести все необходимые тесты на соответствие. Поддержите военно-морской флот в тестировании и проверке, чтобы сертифицировать и квалифицировать систему для использования в военно-морском флоте. ЧАСТНЫЙ СЕКТОР КОММЕРЧЕСКИЙ ПОТЕНЦИАЛ/ДВОЙНОЕ ПРИМЕНЕНИЕ: Потенциальные области применения антикоррозионного покрытия, совместимого со сложной геометрией поверхности, многочисленны. Технология, разработанная в этом SBIR, потенциально может быть использована везде, где требуется контроль коррозии.
Результаты оценки будут использованы для доработки прототипа до первоначальной конструкции, отвечающей требованиям ВМФ. Компания подготовит план разработки Фазы III по передаче технологии для использования ВМФ. ЭТАП III: Если Фаза II будет успешной, ожидается, что компания поддержит ВМФ в переходе технологии для использования ВМФ. Компания разработает прототип, пригодный для установки на борту подводной лодки ВМС США. Разрабатывайте материалы, пакеты чертежей, руководства и документацию, чтобы помочь в установке и тестировании прототипов на борту в течение продолжительных периодов эксплуатации. Провести все необходимые тесты на соответствие. Поддержите военно-морской флот в тестировании и проверке, чтобы сертифицировать и квалифицировать систему для использования в военно-морском флоте. ЧАСТНЫЙ СЕКТОР КОММЕРЧЕСКИЙ ПОТЕНЦИАЛ/ДВОЙНОЕ ПРИМЕНЕНИЕ: Потенциальные области применения антикоррозионного покрытия, совместимого со сложной геометрией поверхности, многочисленны. Технология, разработанная в этом SBIR, потенциально может быть использована везде, где требуется контроль коррозии. Это может включать морские сооружения, коммерческое судостроение и гражданское/экологическое проектирование (например, [2]). ССЫЛКИ: 1. Пун, Р.В. «Улучшенная коррозионная стойкость никель-титановых ортопедических материалов с плазменным углеродным покрытием». Наука о плазме, 31-я международная конференция IEEE. Июль 2004 г. 2. Лю, Х. «Исследование подготовки и свойств многофункционального антикоррозионного покрытия, используемого для внутренней стены водоема в зоне обслуживания скоростного шоссе». Дистанционное зондирование, Международная конференция IEEE. Июнь 2011 г. 3. Nie, X. «Абразивный износ / коррозионные свойства и ПЭМ-анализ покрытий Al203, изготовленных с использованием плазменного электролиза». Технология поверхностей и покрытий 149. Январь 2002 г. 4. Д. Гринфилд и Ф. Клегг, «Улучшение барьерных свойств органических покрытий с использованием нанокомпозитов», Journal of Corrosion Science and Engineering, 8, 8 (2004) 5. WJ van Ooij et al., «Silane- Заменители хромата на основе для контроля коррозии, адгезии краски и сцепления с резиной», Surface Engineering, 16, 386 (2000).
Это может включать морские сооружения, коммерческое судостроение и гражданское/экологическое проектирование (например, [2]). ССЫЛКИ: 1. Пун, Р.В. «Улучшенная коррозионная стойкость никель-титановых ортопедических материалов с плазменным углеродным покрытием». Наука о плазме, 31-я международная конференция IEEE. Июль 2004 г. 2. Лю, Х. «Исследование подготовки и свойств многофункционального антикоррозионного покрытия, используемого для внутренней стены водоема в зоне обслуживания скоростного шоссе». Дистанционное зондирование, Международная конференция IEEE. Июнь 2011 г. 3. Nie, X. «Абразивный износ / коррозионные свойства и ПЭМ-анализ покрытий Al203, изготовленных с использованием плазменного электролиза». Технология поверхностей и покрытий 149. Январь 2002 г. 4. Д. Гринфилд и Ф. Клегг, «Улучшение барьерных свойств органических покрытий с использованием нанокомпозитов», Journal of Corrosion Science and Engineering, 8, 8 (2004) 5. WJ van Ooij et al., «Silane- Заменители хромата на основе для контроля коррозии, адгезии краски и сцепления с резиной», Surface Engineering, 16, 386 (2000).