
Сварочный аппарат своими руками для контактной точечной сварки из микроволновой печи с OLED-дисплеем
В данной статье описывается способ как сделать сварочный аппарат своими руками из деталей от старой микроволновой печи. Аппарат создавался для сварки никелевых выводов на аккумуляторах типа 18650, но может использоваться и для сварки листового металла или других металлических предметов.
Шаг 1: Разборка микроволновой печи
Будьте осторожны! В микроволновой печи может быть высокое напряжение, которое сохраняется в течении некоторого времени после отключения печи от сети. При вскрытии печи необходимо найти большой конденсатор внутри микроволновки и разрядить его, прикоснувшись отверткой одновременно к обоим выводам конденсатора.
Вскройте корпус микроволновой печи, разрядите конденсатор и найдите трансформатор. Он должен выглядеть так как на фото. Открутите гайки, которыми крепится трансформатор и выньте его. Также можно достать из печи несколько конечных выключателей и кабелей, которые будут использоваться в нашем проекте.
Шаг 2: Удаление вторичной обмотки трансформатора
Показать еще 4 изображения
Вторичную обмотку трансформатора необходимо заменить, т.к. нам потребуется небольшое напряжение и большой ток. К первичной обмотке будет подключаться входное напряжение питания. Вторичная обмотка состоит из более тонкого провода, чем первичная.
Чем меньше витков провода будет во вторичной обмотке, тем больший ток мы получим на выходе и меньшее напряжение. Увеличение числа витков увеличивает выходное напряжение и уменьшает ток. Так как вторичная заводская обмотка нам не нужна, ее нужно удалить вырубив или сняв с сердечника. При этом нужно срезать шлифовальной машинкой сварные швы на корпусе трансформатора и разобрать его. Делать это нужно осторожно, чтобы не повредить первичную обмотку.
Шаг 3: Изготовление новой обмотки
Новая обмотка должна обеспечивать ток, необходимый для сварки металла. Для обмотки нужно использовать толстый кабель, т.к. тонкий будет сильно нагреваться и плавить изоляцию.
Вначале устанавливается первичная катушка, затем боковые стороны корпуса трансформатора и, наконец, два витка толстого провода вторичной обмотки. Не забудьте оставить достаточную длину выводов вторичной обмотки, к которым будут крепиться сварочные электроды.
Шаг 4: Сборка трансформатора
Трансформатор почти готов. Теперь нужно собрать и сварить разобранный нами корпус. Вместо сварки можно использовать эпоксидную смолу.
Шаг 5: Зажимы для электродов
Показать еще 7 изображений
Далее необходимо приобрести или изготовить самостоятельно медные зажимы для электродов. Их мы крепим на концы выводов вторичной обмотки трансформатора (см. фото).
Файлы
- Copper Spot Welder Terminals v1.iges
Здесь приведена 3D-схема зажима: ссылка.
EGES-файл: ссылка.
Шаг 6: Сварочная арматура
Теперь нужно установить электроды в зажимы и выбрать необходимое положение электродов. Изготавливаем самостоятельно или подбираем подходящий корпус для сварочного аппарата, помещаем туда трансформатор и выключатель, выводим провод с вилкой для подключения питания. (Пример изготовления корпуса из фанеры, детали которого вырезаются на лазерном станке, показан на фото).
(Пример изготовления корпуса из фанеры, детали которого вырезаются на лазерном станке, показан на фото).
Шаг 7: Окончательная сборка
Сварочный мини аппарат работает от сети переменного тока 220 вольт. Прикосновение к токоведущим элементам может быть опасно для жизни. Поэтому трансформатор обязательно нужно заключить в корпус.
Провод от сети 220 вольт подключите через выключатель к выводам первичной обмотки трансформатора.
Простой сварочный аппарат для точечной сварки готов.
Шаг 8: Подключение контроллера импульсов с OLED-дисплеем
Для точной настройки и управления ручным аппаратом контактной сварки можно собрать и подключить к нему электронный контроллер длительности импульсов (будет полезен для сварки аккумуляторов 18650 и тонких листов металла).
Длительность импульсов (в миллисекундах) настраивается с помощью потенциометра и отображается на экране. Контроллер подключается к сварочному аппарату через твердотельное реле.
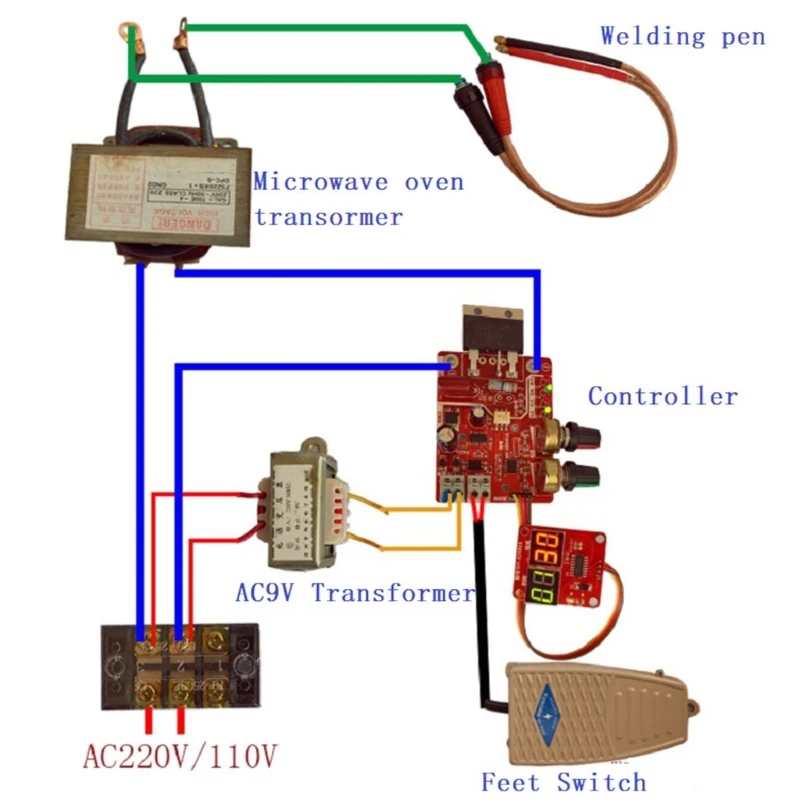
Контроллер для самодельной контактной сварки собирается на платформе «Arduino» по схеме, показанной на фото. При необходимости красную кнопку можно заменить ножным переключателем. Контроллер устанавливается в один корпус с трансформатором.
При необходимости красную кнопку можно заменить ножным переключателем. Контроллер устанавливается в один корпус с трансформатором.
В качестве источника питания 5В для Arduino можно использовать зарядное устройство для телефона, подключив плюс к выводу VIN, а минус к выводу GND на плате контроллера Arduino.
Скетч для Arduino-проекта:
Файлы
- Spot_Welder_Timer.ino
Трансформатор для контактной сварки проводов в том числе и медных своими руками
В любых сварочных трансформаторах из-за необходимости большого сдвига фаз тока и напряжения, который гарантирует устойчивое зажигание дуги переменного тока в случае смены полярности, нужно обеспечить рост уровня индуктивного сопротивления во вторичной цепи. В том случае, если этот параметр удалось увеличить, то отмечают рост наклона внешней статической характеристики источника питания у сварочной дуги на рабочем ее участке. Это значит, что трансформатор для сварки может обеспечить получение необходимых падающих характеристик, которые установлены требованиями об общей устойчивости системы в цепочке «источник питания – дуга».
Конструктив
В конструкции сварочного преобразователя вплоть до начала двадцатого века использовался трансформатор с нормальным рассеянием магнитного поля, что в сочетании с совмещенным или отдельным дросселем создавало привычный для нас вид конструкции. Процесс регулирования электричества проводился за счет изменения воздушного зазора, находящегося в магнитопроводе дросселя. Те же аппараты для сварки, которые появились приблизительно в шестидесятых годах двадцатого века вышеупомянутые требования обеспечивают за счет увеличения уровня рассеяния магнитного поля. Как объект электротехники, трансформатор обладает эквивалентной схемой, которая содержит в себе, как индуктивное, так и активное сопротивление. Сварочные вариации, которые работают в режиме нагрузки, имеют уровень потребляемой мощности значительно выше, чем потери холостого хода, именно поэтому в случае работы при нагрузке данная схема чаще всего не учитывается. В наше время ее легко можно собрать своими руками.![]()
Используется трансформатор для сварки в качестве преобразователя электрической энергии, которая подводится к его первичной энергии, в электрическую энергию с большим током, но при этом низким вторичным напряжением. Формула импульса электричества точечной сварки является полностью предопределенной за счет схемного решения силовой электрической промежуточной части, а ведь именно от нее и производится питание сварочного контура машины.
Классификация сварочных трансформаторов
В зависимости от способа запитывания контактных машин все преобразователи, используемые для сварки, делятся на две группы. В перовой группе представлен трансформатор, который занимается преобразованием электрической энергии переменного тока с частотой в пятьдесят Герц. Которая потребляется им из сети непосредственно в процессе сваривания. Вторая группа – это трансформатор для сварки, занимающийся преобразованием энергии. Которая была заранее накоплена. Более девяноста процентов из всех современных устройств такого типа представлены, как однофазный трансформатор.![]() С переменным током, с частотой в пятьдесят Герц.
С переменным током, с частотой в пятьдесят Герц.
Типичная схема преобразователя работает таким образом, что основные потери магнитного поля между первичной обмоткой и вторичной обмоткой обнаруживаются как раз между стержнями магнитопровода. Рассеянием магнитного поля вполне реально управлять за счет изменений геометрии воздушного промежутка между обмотками. Это осуществляется руками, без применения специальных инструментов. Нужно лишь изменить число витков в первой и второй обмотке, а также с помощью подмагничиваемого шунта подкорректировать значения проницаемости.
Если рассматривается трансформатор в простой схеме, когда обмотки разнесены, то тут можно говорить о получении зависимости, построенной на основных параметрах устройства и индукционном сопротивлении. У современных аппаратов для точечной сварки диапазон плавного регулирования представлен в двух вариациях: 1: 3 и 1: 4. Большинство трансформаторов обладает также ступенчатым регулированием, которое достигается путем переключения обеих обмоток на последовательное или же параллельное включение. Для снижения веса, вместе с этим и стоимости таких устройств, как трансформатор, было создано специальное понижение напряжения во время холостого хода.
Для снижения веса, вместе с этим и стоимости таких устройств, как трансформатор, было создано специальное понижение напряжения во время холостого хода.
Сварочные трансформаторы с подвижным шунтом
Процесс регулирования электричества по рассеянию магнитного поля с использованием данного устройства производится вследствие изменений геометрических размеров – длины и сечения элементов магнитного пути между стержнями магнитопровода.
За счет того, что железо обладает вдвойне большей проницаемостью, чем воздух, в движении магнитный шунт изменяет сопротивление потока рассеяния, который в свою очередь проходит по воздуху. На данный момент трансформатор по данной схеме выпускается для применения в бытовых и промышленных целях.
Сварочные преобразователи с неподвижным подмагничиваемым шунтом
В случае данной схеме управление производится с помощью падающего участка. Это значит, что сердечник шунта должен работать в режиме насыщения, когда переменный магнитный поток проходит через шунт, то рабочая точка определяется, таким образом, чтоб не покидать пределы падающей ветки магнитной проницаемости. В процессе контактной сварочной операции данное условие необходимо выполнить для обеспечения снижения риска поломки устройства из-а мощных перегрузок, которые могут возникнуть.
В процессе контактной сварочной операции данное условие необходимо выполнить для обеспечения снижения риска поломки устройства из-а мощных перегрузок, которые могут возникнуть.
С повышением уровня насыщения магнитопровода у шунта начинает наоборот снижаться магнитная проницаемость, параллельно с этим также возрастает индуктивное сопротивление и поток рассеяния. В итоге трансформатор получает уменьшение сварочного тока. Так как регулирование производится электрическим путем, то, соответственно, есть возможность управлять источником питания дистанционно. Еще одно преимущество данной схемы, это отсутствие подвижных частей. За счет же электромагнитного управления своими же руками можно значительно облегчить и упростить конструкции более мощного используемого трансформатора.
Тиристорные, сварочные трансформаторы
Данный принцип регулирования электричества и напряжения при помощи тиристоров основывается на фазовом сдвиге открытия самого тиристора в полупериод прямой полярности.
В этом случае изменяется значение выпрямленного напряжения и электричества за этот полупериод. Обеспечить регулирование однофазной сети можно за счет двух встречно включенных тиристора. Нужно соблюдать условия симметричного регулирования. Тиристорный трансформатор обладает довольно жесткой внешней статической характеристикой, которая регулируется за счет напряжения на выходе.
Тиристоры особо удобны для регулировки электричества и напряжения в цепях с переменным напряжением, так как при смене полярности производится автоматическое закрытие. Для точечной сварочной операции данный аспект очень важен, так как необходима четкая регуляция мощности устройства. Помимо всего прочего индуктивность преобразователя данной схемы обеспечивает значительно большее сглаживание выпрямленного тока. Все современные трансформаторы, которые используются для сварки, оборудуются специальными обмотками из алюминия.
Для повышения уровня надежности на концах обмотки приварено несколько медных накладок. Обеспечить безопасность также позволяет изоляция, которую в домашних условиях можно создать своими руками. Для этого не потребуется особых знаний или специальных инструментов. Такая осторожность позволит в дальнейшем использовать устройство без опаски.
Обеспечить безопасность также позволяет изоляция, которую в домашних условиях можно создать своими руками. Для этого не потребуется особых знаний или специальных инструментов. Такая осторожность позволит в дальнейшем использовать устройство без опаски.
Общая информация по конструкции трансформаторов для сварки
Чаще всего преобразователи контактных машин имеют две обмотки. Основным конструктивным элементом такого устройства является магнитопровод, а также не обойтись без медных крепежных, установочных и стяжных деталей, контактных плит, отводов и прочих необходимых элементов.
Существование сразу нескольких конструктивных исполнений трансформатора обусловлены зависимостью от форм и мощности его комплектующих, а также метода сварки, для которого он будет использован. Очень много параметров работы устройства играют важную роль в случае, когда стоит провести операцию по контактной сварке или же остановить свой выбор на точечном варианте.
Основными решающими факторами в такой ситуации станут тип и форма обмоток и магнитопровода, их охлаждение и класс изоляции, количество фаз, форма тока и напряжения, частота, ограничения по массе, компоновка устройства.
Если учесть тот фактор, что преобразователи для точечной сварки работают в режиме, где нагрузки кратковременные и постоянно повторяются – до ста двадцати раз в минуту, то не удивительно, что к конструкции этого устройства предъявляются такие серьезные требования в плане механической прочности.
Принципы работы сварочного трансформатора
Стабильность горения дуги в процессе сварки напрямую зависит от напряжения, которое в данный момент подается в электрической сети. Именно на трансформатор возлагаются все функции по регулированию напряжений до уровня, необходимого для нормального сваривания.
Основной функцией данного агрегата, если речь идет о точечной сварочной операции, будет преобразование высокого напряжения наиболее оптимальное. Зачастую данное устройство используется в работе под флюсом или же контактной сварке.
Регулирование силы электричества производится за счет обмотки, находящейся в подвижном состоянии, где индуктируется переменный ток уже с пониженным напряжением.![]()
Чем зазор меньше, тем меньше становится и величина тока. Такой метод регулирования осуществляется своими же руками, так как не требует инструментального вмешательства. Он также обеспечивает плавное изменение режимов сварки, например с точечной на контактную.
Принцип работы такого трансформатора предельно прост. После подачи на первичную обмотку тока на сердечнике возникает магнитный поток, который проходит уже через вторичную обмотку. Именно в ней и происходит индукция тока с пониженным напряжением.
Сварочный преобразователь может быть использован, как в быту, так и на крупной стройке или же производстве. Главным его преимуществом является уникальное соотношение цены и качества. Такой трансформатор, состоящий из дорогих медных элементов, все равно стоит значительно дешевле, чем сварочный выпрямитель или же аппарат с такими же характеристиками по мощности.
Похожие статьи
- Сварочный аппарат переменного тока: в чем его преимущества и польза?
- Трансформатор для сварки: тонкости собственноручного производства
- Аппарат точечной сварки в быту и на производстве
- Машина контактной точечной сварки — сфера применения, особенности конструкции
Сварка сопротивлением Вопросы и ответы: Трансформатор против Transgun кВА
В: У меня на предприятии есть три разных сварочных аппарата, а также несколько роботизированных трансгантов. Несколько моих машин — это прессы мощностью 50 кВА, а мои транспушки — 100 кВА. Почему мои автоматы мощностью 50 кВА могут производить вторичный ток до 35 кА, а мои транспушки только до 18–20 кА?
Рис. 1 — Изображение трансформаторов контактной сварки.
О: Это отличный и распространенный вопрос. Мой первый ответ: кВА имеет мало общего с тем, какой фактический вторичный сварочный ток вы можете получить от данного аппарата или роботизированной сварочной горелки (transgun).
Поскольку я не могу написать здесь длинную диссертацию по теории электричества, я сделаю все возможное, чтобы дать вам основы, и я надеюсь, что это поможет вам понять, почему вы получаете больше от своих машин с более низкими значениями кВА, чем от ваших трансгантов. с более высокими рейтингами кВА.
Во-первых, позвольте мне начать с заявления о том, что не все трансформаторы для контактной сварки (RW) созданы одинаковыми. Существуют различные типы моделей, которые были созданы для различных приложений RW.
Чтобы проиллюстрировать это, см. рис. 1, на котором показаны несколько сварочных трансформаторов переменного тока (AC) RW и источники питания постоянного тока средней частоты (MFDC). Вы можете видеть на картинке, что эти различные модели бывают всех размеров, форм и цветов, каждая из которых предназначена для конкретной задачи/работы.
Маленькие серебристые и зеленые модели трансгантов предназначены для использования с трансгантами, они маленькие и легкие. Они рассчитаны на 100 кВА при 50% рабочем цикле.
Они рассчитаны на 100 кВА при 50% рабочем цикле.
Большой красный трансформатор переменного тока машинного типа рассчитан на 75 кВА при рабочем цикле 50%. Он предназначен для использования в автономной машине для прессовой сварки и может производить высокие вторичные токи для сварки тяжелых сталей и рельефной сварки. Красный весит более чем в пять раз больше, чем меньшие, но имеет меньшую мощность в кВА. Итак, еще раз хочу подчеркнуть, что рейтинг кВА — это не то, что позволяет получить более или менее вторичный ток.
Давайте углубимся в ваш конкретный вопрос о кВА и вторичном токе. Мой первый шаг здесь — познакомить вас с законом Ома, который гласит, что E = I × R (E = вольты, I = ток в амперах, R = сопротивление в омах). Примечание. Существует закон Ома для переменного тока и закон Ома для постоянного тока, но для моего основного объяснения мы будем использовать только закон Ома для постоянного тока — рис. 2.
Рис. 2 — закон Ома.
Самое важное, что нужно понять, это то, что вторичное напряжение и общее сопротивление или импеданс вторичной цепи являются наиболее важными факторами, определяющими ток, который может вырабатывать ваш трансформатор.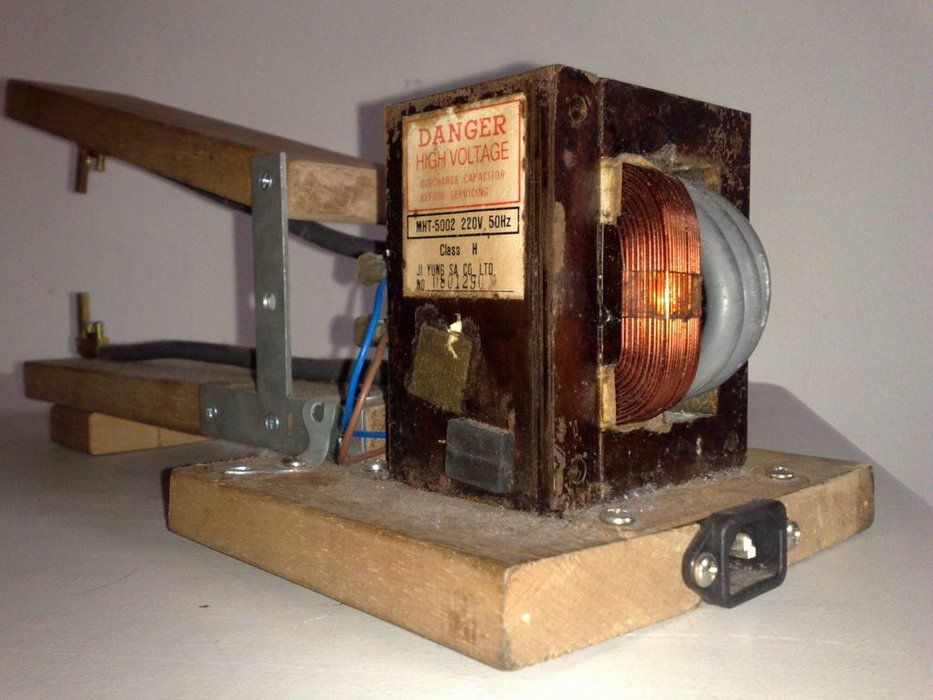 Напряжение управляет током, а не кВА.
Напряжение управляет током, а не кВА.
Следующее, что я хочу отметить, это то, что сварочный трансформатор, размер вторичной цепи, длина, материал и поперечное сечение вторичных проводников транспушки или машины, а также сопротивление свариваемого материала — все это вещи, которые складываются в общее вторичное сопротивление/импеданс. См. рис. 3 для простой иллюстрации вторичных потерь.
Рис. 3 — Иллюстрация вторичных потерь.
Давайте попробуем собрать воедино все, что мы узнали, и ответить на ваш вопрос.
Транспушки на ваших роботах имеют меньшие трансформаторы в стиле транспушек и легкие сварочные горелки. Эти трансформаторы содержат меньше меди и имеют более высокий внутренний импеданс или сопротивление по сравнению с более крупными трансформаторами машинного типа, которые имеют намного больше меди и гораздо более низкое внутреннее импеданс/сопротивление. Также важно отметить разницу между реальным трансгантом и типичным автономным пресс-сварочным аппаратом RW. Transgun имеет проводники меньшего поперечного сечения (руки пистолета), и многие из них сделаны из алюминия, чтобы пистолеты были легкими на конце робота. Это означает более высокое вторичное сопротивление/импеданс по сравнению с типичным аппаратом для прессовой сварки RW, который имеет большую медную шину и медные шунты, что означает гораздо более низкое сопротивление/импеданс протеканию тока.
Transgun имеет проводники меньшего поперечного сечения (руки пистолета), и многие из них сделаны из алюминия, чтобы пистолеты были легкими на конце робота. Это означает более высокое вторичное сопротивление/импеданс по сравнению с типичным аппаратом для прессовой сварки RW, который имеет большую медную шину и медные шунты, что означает гораздо более низкое сопротивление/импеданс протеканию тока.
Теперь вы можете спросить: что такое кВА? кВА — это номинальная тепловая мощность, и, говоря простыми словами, чем больше у вас кВА, тем больше сварок в минуту вы можете выполнить при заданном вторичном напряжении, токе и рабочем цикле.
Подводя итог. Причина, по которой ваши машины на 50 кВА будут достигать более высоких вторичных токов по сравнению с вашими трансформаторами на 100 кВА, связана с более низким внутренним сопротивлением/импедансом в физически больших трансформаторах на 50 кВА и более низким сопротивлением/импедансом вторичной цепи в машинах для прессовой сварки. Это не имеет ничего общего с номиналом кВА, который является только тепловым рейтингом.
Это не имеет ничего общего с номиналом кВА, который является только тепловым рейтингом.
Эта статья была написана Доном ДеКорте, вице-президентом по продажам RoMan Manufacturing Inc. и бывшим председателем Альянса производителей контактной сварки (RWMA). Он также является членом AWS Life, советником, бывшим директором и сертифицированным техником по контактной сварке.
Производственный альянс контактной сварки (RWMA), отраслевой партнер Американского общества сварщиков, представляет собой активную сеть отраслевых профессионалов, занимающихся продвижением стандартов и процессов контактной сварки.
AWS Publications
AWS Publications выпускает отмеченные наградами Welding Journal, Inspection Trends, SPRAYTIME, Welding Marketplace и Welding Journal en Español.
Соберите свой собственный сварочный аппарат для точечной сварки литий-ионных аккумуляторов за 65 долларов
Как правило, вы можете сделать устройство самостоятельно гораздо дешевле, чем купить его на рынке, при условии, что у вас есть две вещи: знания для этого и детали доступный.
Давайте теперь пройдемся по тому, что вам понадобится для сборки собственного аппарата для точечной сварки дома:
- Бывшая в употреблении микроволновая печь, желательно более старая, так как вам понадобится трансформатор, а не инвертор. (Бесплатно!)
- 2 фута стальной трубы квадратного сечения для держателей электродов (~10 долларов США)
- 3-дюймовый медный стержень (~ 5 долларов США)
- Launchpad, Arduino или другой микроконтроллер (~15 долларов США)
- Транзистор 2N2222A или эквивалент (~1 доллар США)
- Терминал и лепестковые разъемы (~5 долларов США)
- 2 фута 2 га.
 проволока или толще, сварочный кабель (~20 долларов США)
проволока или толще, сварочный кабель (~20 долларов США) - 14 калибр. Провод (~$10)
- Фанерный лом (бесплатно?)
Необходимые инструменты:
- Угловая шлифовальная машина — полировальный круг, отрезные диски
- Набор головок
- Паяльник
- Мультиметр
- Ноутбук
- Доступ к сварщику (если подойти к делу творчески, то можно обойтись и без него)
Шаг 1: Разберите утилизированную микроволновую печь.
Есть несколько важных деталей, которые вам потребуются от микроволновой печи. Само собой разумеется (а может и нет), что микроволновую печь нельзя включать в розетку, пока вы ее разбираете. Имейте в виду, что в микроволновой печи все еще есть компоненты, которые могут нести заряд еще долгое время после того, как микроволновая печь была отключена от сети (конденсаторы). Первый предмет, который вам понадобится, это трансформатор, и он будет выглядеть примерно так. На изображении ниже вы увидите два набора обмоток, первичную и вторичную. Трансформатор будет использоваться для получения входного сигнала от домашней проводки (110 В переменного тока, 5-10 ампер) и понижения его до низкого напряжения с высоким током, используемым для точечной сварки (1-2 В переменного тока, 550-1100 ампер).
На изображении ниже вы увидите два набора обмоток, первичную и вторичную. Трансформатор будет использоваться для получения входного сигнала от домашней проводки (110 В переменного тока, 5-10 ампер) и понижения его до низкого напряжения с высоким током, используемым для точечной сварки (1-2 В переменного тока, 550-1100 ампер).
Следующий компонент, который вам понадобится, будет использоваться для управления реле точечной сварки. Микроволновая печь должна иметь печатную плату, которая выглядит примерно так, как показано на рисунке ниже. Скорее всего, она будет различаться в зависимости от возраста/марки микроволновой печи, но основные компоненты должны быть одинаковыми.
Я также обрезал кабель питания, так как он также будет использоваться позже. Теперь, когда у вас есть все необходимое от микроволновки, мы перейдем к построению системы управления реле.
Шаг 2: Общая схема цепи
Прежде чем мы углубимся в создание нашего аппарата для точечной сварки, важно понять, как система будет работать. Базовое блочное представление того, чего мы пытаемся достичь, показано ниже.
Базовое блочное представление того, чего мы пытаемся достичь, показано ниже.
Давайте рассмотрим это шаг за шагом. Панель запуска TI (или другой контроллер) используется для управления транзистором 2N2222A, который, по сути, соединяет два провода. Плата управления микроволновой печью содержит схему выпрямления, которая преобразует 110 В переменного тока в 28 В постоянного тока. Также на плате находится реле, которое ранее использовалось в микроволновой печи для управления подключением трансформатора. Используя транзистор и панель запуска, мы, по сути, берем на себя управление платой, когда на микроволновый трансформатор подается напряжение 110 В переменного тока. Затем модифицированный микроволновый трансформатор «преобразовывает» мощность в низкое напряжение и высокий ток. Когда реле срабатывает вашим микроконтроллером, мощность проходит через трансформатор и кончики электродов, создавая точечный сварной шов.
АЛЬТЕРНАТИВ: Вы можете приобрести такую плату для управления реле. Все, что вам нужно сделать, это подключить микроконтроллер и подключить к нему провода 110 В переменного тока.
Все, что вам нужно сделать, это подключить микроконтроллер и подключить к нему провода 110 В переменного тока.
Шаг 3: Модификация платы управления микроволновой печью
Примечание. Пропустите этот шаг, если вы решили купить готовую релейную плату.
Я пометил несколько ключевых частей платы управления микроволновой печью, показанной ниже. Первое, на что следует обратить внимание, это трансформатор на плате, который преобразует питание из 110 В переменного тока в 28 В постоянного тока.
Здесь вам понадобятся мультиметр и паяльник. С помощью паяльника снимите реле с платы, нагрев его соединение и освободив его. Реле должно выглядеть примерно так, как показано слева. Два верхних соединения предназначены для одного из проводов 110 В переменного тока. Нижние два соединения содержат катушку реле; если вы подаете на катушку 28 В постоянного тока, она соединяет два верхних соединения. Оно работает так же, как автомобильное реле.
Теперь вернитесь к плате управления микроволновкой.
После того, как вы припаяли бытовую вилку к плате, возьмите мультиметр и подключите его к стене. Отойдите и будьте готовы быстро выдернуть вилку из розетки! Если вы сделали что-то не так и не припаялись к надлежащим соединениям, это может привести к короткому замыканию и отключению вашего домашнего выключателя или, что еще хуже, к воспламенению платы.
Теперь предположим, что вы правильно выполнили описанные выше действия. Теперь с помощью мультиметра вам нужно найти точки 28 В постоянного тока на плате. Внимательно осмотрите вторичную сторону бортового трансформатора и измерьте напряжение, пока не найдете источник примерно на 28 вольт. После того, как вы нашли на плате точку +28 В и опорную землю, двигайтесь дальше.
После того, как вы нашли на плате точку +28 В и опорную землю, двигайтесь дальше.
Мы будем использовать источник постоянного тока 28 В для управления питанием реле, которое мы ранее удалили. Отпаяйте провода от источника постоянного напряжения 28 В и подключите их к транзистору 2N222A, как показано ниже.
Подключите реле, трансформатор и пусковую панель, как показано выше. Линии 110 В перем. тока будут разделены между платой управления микроволновой печью, которую вы припаяли ранее, и трансформатором, который будет модифицирован позже. После этого панель запуска может контролировать, подается ли питание на модифицированный микроволновый трансформатор. Для точечной сварки время чрезвычайно важно, поэтому контроль до миллисекунды имеет значение.
Шаг 4: Запрограммируйте и протестируйте схему микроконтроллера
Подключите ваш микроконтроллер к компьютеру, и вам понадобится соответствующая программа для изменения кода на контроллере (Energia, Arduino и т. д.). Конкретная панель запуска, которую я купил (MSP430FR4133), оснащена встроенным дисплеем и кнопками. Я использую одну из кнопок для запуска последовательности сварки.
д.). Конкретная панель запуска, которую я купил (MSP430FR4133), оснащена встроенным дисплеем и кнопками. Я использую одну из кнопок для запуска последовательности сварки.
Мы будем использовать микроконтроллер только для кратковременного включения реле. В приведенном ниже коде я установил контакт «5_0» на плате в качестве цифрового выхода; это означает, что я могу написать его значение высоким (3,3 В) или низким (0 В). Задержки используются для контроля времени работы точечной сварки. В приведенном ниже примере аппарат для точечной сварки запускает первый импульс на 50 мс, выключается и ждет 100 мс, затем второй импульс на 150 мс. Настройки придется корректировать до тех пор, пока вы не получите желаемый точечный сварной шов. Я бы посоветовал написать тестовый код, чтобы убедиться, что реле включается и выключается, как и ожидалось.
Шаг 5: Преобразование микроволнового трансформатора
Самое интересное начинается сейчас, когда вы превращаете микроволновый трансформатор в аппарат для точечной сварки. У основания трансформатора вы заметите два сварных шва с обеих сторон, удерживающих ферритовый сердечник. Возьмите болгарку и аккуратно удалите оба этих сварных шва — может понадобиться некоторое усилие.
У основания трансформатора вы заметите два сварных шва с обеих сторон, удерживающих ферритовый сердечник. Возьмите болгарку и аккуратно удалите оба этих сварных шва — может понадобиться некоторое усилие.
Затем снимите оба комплекта витых проводов, стараясь не повредить первичную обмотку. Чтобы увидеть разницу, первичная катушка имеет толстые провода по сравнению со вторичной (нижний набор катушек, как показано на изображении слева).
Как только все будет удалено из трансформатора, возьмите 2 га. (или толще) провода и туго оберните его вокруг двух витков, как показано ниже. Перед этим также можно присоединить клеммные соединители. Магнитный шунт, который ранее был между первичной и вторичной катушками, можно удалить. Позже я удалил их, так как не был уверен в их назначении. Затем возьмите первичную катушку (ранее снятую) и поместите ее поверх новой катушки, которую вы только что намотали. Я расположил его так, чтобы соединения были на противоположной стороне, но это зависит от личных предпочтений.
Затем необходимо снова сварить сердечник трансформатора. Возможно, есть другой способ прикрепить его, но, поскольку у меня есть доступ к сварочному аппарату, этот метод показался мне наиболее надежным.
Шаг 6: Установите компоненты и соберите держатели электродов
Как показано в шаге 3, подключите модифицированный микроволновый трансформатор к реле в соответствии со схемой подключения. Для простоты использования я установил все свои компоненты на лист фанеры и оставил много места. Будущая итерация может включать корпус. Затем вырежьте два держателя электродов из стальной трубы квадратного сечения (или другого материала). Я решил прикрепить вторичные выводы, приварив гайку к квадратной трубе и закрепив ее болтами. Здесь вы можете проявить творческий подход к своему дизайну. Я приварил фланец, чтобы можно было прикрепить каждый вывод к фанере.
На конце квадратной трубы нам нужно установить два электрода, которые будут использоваться для точечной сварки.