
Точечная сварка своими руками — сварка литиевых аккумуляторов
Содержание
- Точечная сварка своими руками — свариваем аккумуляторы
- Перечень деталей и необходимых инструментов:
- Точечная сварка своими руками в подробностях:
- Удаление вторичной обмотки
- Размещение новой обмотки
Точечная сварка своими руками — мне потребовалось сделать модернизацию аккумуляторной батареи шуруповерта, то-есть заменить NiCd батареи на литиевые емкости 18650. А для того, чтобы соединить между собой банки и не навредить им, нужно быстрое и надежное соединение. Объединять емкости путем пайки — это плохой вариант, так как во время такой процедуры происходит сильный нагрев аккумулятора.
Вследствие чего, электролит может закипеть и парами разорвать оболочку баллона. Дома под рукой оказалась выжившая свой срок микроволновая печь, вот из нее я настроился изготовить необходимую мне точечную контактную сварку. По расчетам данная сварка, выполненная на трансформаторе от микроволновой печи может обеспечить выходной ток до 850А.
Перечень деталей и необходимых инструментов:
- Трансформатор от микроволновой печи;
- Клеммник для соединения проводов;
- Отрезок медного провода сечением 2,26мм²;
- Восьми миллиметровый многожильный провод;
- Контролер с таймером;
- Блок питания на 12v/0,5А;
- Корпус от компьютерного блока питания;
- Выключатель 220v;
- Одиночный кнопочный выключатель без фиксации;
- Небольшая рейка из дерева;
- Подходящая пружина.
Точечная сварка своими руками в подробностях:
Пункт 1
Во первых нужно где-то раздобыть ненужную микроволновку, но с функционирующим трансформатором, чем он будет мощнее, тем лучше для изготовления точечной сварки. Далее демонтируем из нее транс, как я писал выше, мне достался с током потребления 850А.
Теперь приступаем к разборке компьютерного блока питания, выбрасываем из корпуса все, кроме гнезда для подключения сети 220v. В дальнейшем в этот корпус будем монтировать все детали, необходимые для точечной сварки.
В дальнейшем в этот корпус будем монтировать все детали, необходимые для точечной сварки.
Сейчас нужно установить в корпус силовой трансформатор, плату контроллера с таймером и блок питания, тщательно выполняем компоновку всех комплектующих. Затем намечаем где должны быть отверстия под крепежные винты, которые нужно будет просверлить.
Пункт 2
Удаление вторичной обмотки
На этом шаге нам необходимо убрать вторичную обмотку с трансформатора от печки, чтобы не ошибиться ориентируетесь по обмотке с самым тонким проводом. Это и есть вторичка, а потом вместо нее нужно будет намотать восьми миллиметровым проводом новую вторичную обмотку.
Чтобы облегчить процесс удаления вторички с трансформатора без его разборки, для этого подойдет остро заточенное зубило либо стамеска. Этими инструментами проще всего можно убрать эмаль-провод, просто элементарно срезаем его с одной стороны, потом с другой. Когда все срезали, оставшийся в трансформаторе эмаль-провод можно удалить с помощью плоскогубцев либо просто выбить сверлом. Я лично удалял при помощи сверла.
Я лично удалял при помощи сверла.
Пункт 3
Размещение новой обмотки
Теперь взамен удаленной обмотки требуется разместить на сердечнике новую в количестве двух витков силовым проводом. Устанавливаем подготовленный трансформатор в корпус. В районе решетки для циркуляции воздуха делаем пару отверстий, через них будут пропускаться выводы катушки. Теперь сверлим намеченные ранее отверстия в днище корпуса для фиксации трансформатора.
Вслед за этим мы должны установить на фронтальной панели плату контроллера с таймером, а немного ниже ставим светодиод в подготовленное отверстие. Однако, прежде чем это сделать, светодиод нужно предварительно выпаять из платы, а его выводы удлинить тонким проводом.
На тыльную панель помещаем сетевой выключатель.
На следующей картинке показана схема соединения всех элементов:
У блока питания удаляем вилку, ввиду того, что она скрадывает полезное пространство, а затем напрямую к разъему питания подпаиваем отрезками проводов. Все элементы точечной сварки паяются кусками проводов, но от контроллера до транса я выполнил на клеммах. Теперь нужно подключить к таймеру кнопочный выключатель, который не имеет фиксатора. При помощи потенциометра устанавливаем на таймере время импульсного разряда, во время которого происходит точечная сварка деталей. Оптимальное время разряда выбирается уже в процессе сварки.
Все элементы точечной сварки паяются кусками проводов, но от контроллера до транса я выполнил на клеммах. Теперь нужно подключить к таймеру кнопочный выключатель, который не имеет фиксатора. При помощи потенциометра устанавливаем на таймере время импульсного разряда, во время которого происходит точечная сварка деталей. Оптимальное время разряда выбирается уже в процессе сварки.
Пункт 4
Используя металлические уголки фиксируем на корпусе аппарата деревянную рейку.
Извлекаем из клеммной планки элементы для зажима проводов и вставляем их на подготовленные концы проводов и фиксируем винтами. Теперь крепим их к рейке при помощи шурупов.
Кнопочный выключатель также помещаем на рейке, предварительно сделав для него отверстие:
Делаем контактные электроды, если нет возможности выточить на токарном станке такие контакты, то тогда из медного провода сечением 2,26 мм² скручиваем как показано на картинке. Не забудьте немного заострить их концы:
Не забудьте немного заострить их концы:
Крепим их в клеммных зажимах:
Пункт 5
Продолжая процесс точечная сварка своими руками, настало время установить пружину для выполнения реверса после разряда импульса на детали. Для выполнения этой операции крепим на крышке корпуса добавочную рейку.
На этом этапе можно считать, что сборка точечной сварки закончена. Устройство получилось очень мощное, поэтому при сварке тонких деталей нужно контролировать время отсечки таймера.
Точечная сварка своими руками: технология создания
Точечная сварка своими руками работает по принципу переменного тока, который не поддерживает функцию регулировки в рабочем процессе. Происходит сварка точечным методом за счет изменения импульса стабилизации напряжения. В таком аппарате применим ручной блок управления в виде выключателя.
Определение и преимущества точечных аппаратов
Точечная сварка своими руками — это надежная технология, с помощью которой детали для соединения прочно привариваются друг с другом путем нагрева, образуя пластическую деформацию.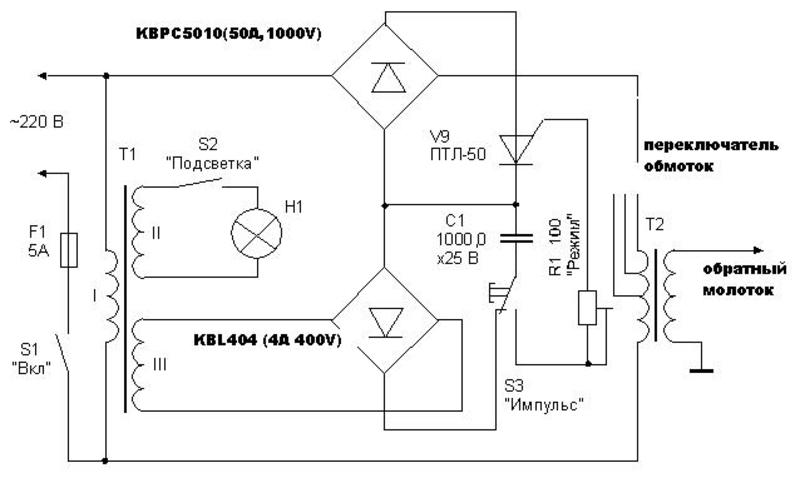
Особенность такого технологического процесса состоит в том, что термовоздействие на металлический участок происходит локально. Детали свариваются в потоке направления высокой силы тока, насчитывающей несколько десятков ампер, что в итоге расплавляет и создает ровный шов.
К преимуществам точечной сварки относят:
экономию электричества;
работоспособност
ь на автоматическом блоке; способность сварочного процесса, создающего до 600 точек в минуту;
точечная сварка, сделанная собственноручно, не рекомендована при создании герметичного шва.
Трансформатор под сварочный аппарат
Главная деталь на самодельный аппарат — трансформатор, имеющий максимальное напряжение и коэффициент трансформации.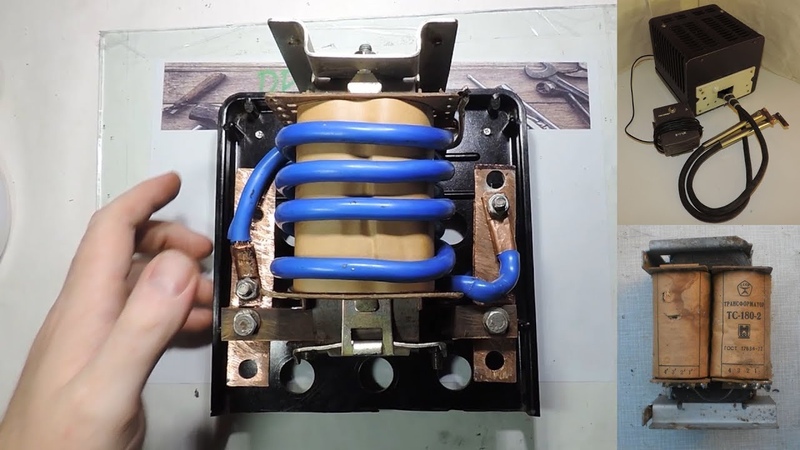
В качестве основы можно взять трансформатор со старой микроволновки: именно такой прибор содержит мощный модуль. Такого рода трансформатор из микроволновки, установленный в сварочном оборудовании, будет иметь способность к спайке металлических панелей толщиной 2 мм.
При создании более мощного аппарата использовать можно два трансформатора мощного действия. Напряжение одного трансформатора составляет на выходе 2000 В, об этом говорится в техпаспорте микроволновки. Измерять силу тока после того, как его изъяли из микроволновки, не стоит.
Первичная и вторичная обмотка
 Вторичную обмотку убирают с помощью ножовки или отрезают стамеском. Изымается она осторожно, дабы не деформировать металлический стержень. После того как две обмотки будут удалены, следует приступить к изъятию шунтов, изменяющих подачу силы тока. После удаления лишних элементов в трансформаторе наматывается новая обмотка.
Вторичную обмотку убирают с помощью ножовки или отрезают стамеском. Изымается она осторожно, дабы не деформировать металлический стержень. После того как две обмотки будут удалены, следует приступить к изъятию шунтов, изменяющих подачу силы тока. После удаления лишних элементов в трансформаторе наматывается новая обмотка.Для стабильной мощности понадобится легко проводимый медный шнур, имеющий выход в 1000А. Можно использовать одинарный провод или несколько коротких, уложенных перпендикулярно друг другу.
Не стоит использовать слишком толстый провод, иначе он не будет способен совершить обмотку. Если совершить обмотку не получилось, изоляцию удаляют и заново обматывают скотчем. Длина шнура должна быть минимальной, чтобы не вызывать лишнее сопротивление.
Нужно сделать около 2-3 витков с выходом в 2В. Чтобы сила тока достигала большего напряжения, в отверстия трансформатора можно вместить несколько катушек из медных витков. Чем больше катушек имеет самодельный трансформатор, тем большей мощностью он будет обладать. При намотке следует быть внимательным, не допуская соединения выхода первичной и вторичной обмоток, чтобы не создать короткое замыкание.
Чем больше катушек имеет самодельный трансформатор, тем большей мощностью он будет обладать. При намотке следует быть внимательным, не допуская соединения выхода первичной и вторичной обмоток, чтобы не создать короткое замыкание.
Электроды своими руками
Вместо стандартных электродов для сварки можно использовать медные стержни одинаковой длины и диаметра. Если аппарат точечной сварки рассчитан на небольшую производительнос
После каждого сварочного процесса стержни рекомендуется подтачивать, иначе они потеряют свои качества.
Если они полностью сточились, их следует заменить. Шнур трансформаторног
Количество соединений может повлиять на мощность аппарата, поэтому оно должно быть снижено. С двух сторон кабеля необходимо надеть медные колпачки, которые послужат проводником при соединении с электродами. Колпачки и внутренности кабеля спаиваются воедино, после чего через несколько недель спаянные провода окислятся, сила сопротивления увеличится, а сила мощности — снизится. Данный процесс приведет к неработающему состоянию аппарата. Чтобы не допустить снижение производительнос
С двух сторон кабеля необходимо надеть медные колпачки, которые послужат проводником при соединении с электродами. Колпачки и внутренности кабеля спаиваются воедино, после чего через несколько недель спаянные провода окислятся, сила сопротивления увеличится, а сила мощности — снизится. Данный процесс приведет к неработающему состоянию аппарата. Чтобы не допустить снижение производительнос
Корпусная часть
Аппарат точечной сварки должен иметь безопасную панель, которую лучше создать из дерева, чтобы защитить себя от удара током во время работ. Рычажная деталь должна быть прочной, так как для создания надежного соединения понадобится применять некоторые усилия.
Чтобы рабочий процесс прошел без сложностей, на верхней части панели монтируют крепежные механизмы, которые прочно фиксируют аппарат на сварочном участке. Реле управления лучше всего установить на рычаг сверху. Главное в создании точечной сварки — грамотно произвести расчет мощности, поступающей на аппарат.
Реле управления лучше всего установить на рычаг сверху. Главное в создании точечной сварки — грамотно произвести расчет мощности, поступающей на аппарат.
- Как сделать сварку контактного типа самостоятельно?
- Аппарат точечной сварки в быту и на производстве
- Как сделать аккумуляторный сварочный аппарат?
- Трансформатор для контактной сварки проводов в том числе и медных своими руками
Объяснение точечной сварки | Fractory
Точечная сварка — это процесс сварки сопротивлением, при котором металлы соединяются друг с другом путем приложения давления при подаче электрического тока в зону сварки. Впервые он был представлен в 1885 году, когда Элиу Томсон в ходе эксперимента случайно сплавил вместе два медных провода.
Точечная сварка стала основным процессом сварки в производстве и сборке, особенно в секторе производства листового металла и автомобильной промышленности. Пригодность для автоматизации играет большую роль в росте ее популярности, поскольку роботизированная точечная сварка отличается скоростью и эффективностью.
Давайте углубимся и поймем, что представляет собой контактная точечная сварка.
Что такое точечная сварка сопротивлением
Точечная сварка (RSW) — это процесс сварки сопротивлением, при котором металлы внахлест соединяются между двумя электродами. Давление прикладывается путем сжатия заготовок между электродами, а тепло генерируется при прохождении сварочного тока через резистивные металлы. Это позволяет материалам плавиться и создавать сварное соединение. Соединение, созданное контактной точечной сваркой, напоминает пуговицу или самородок, поэтому термин «точечная сварка» был придуман, поскольку ток подается точно на небольшой участок поверхности металла.
Поскольку металлы сплавляются с использованием большого количества энергии за короткий период (примерно 10-100 миллисекунд), область вокруг точки сварки остается неповрежденной избыточным теплом, поэтому зона термического влияния минимальна, а чистый сварной шов созданный.
Количество тепла, выделяемого при точечной сварке, выражается формулой тепловой энергии:
Q = I2Rt
Где Q — тепловая энергия, I — ток, R — электрическое сопротивление, t — время или продолжительность, в течение которой ток применяется.
Процесс точечной сварки
Процесс точечной сварки основан на подаче сильноточных электрических импульсов низкого напряжения на сварочные электроды для почти мгновенного плавления металла при приложении достаточного давления для сплавления металлов. Этот процесс напоминает процесс холодной сварки с точки зрения приложения давления, но при холодной сварке к сварному шву не подается электрический ток.
Первым этапом точечной сварки является укладка металлических листов или заготовок внахлест. После того, как металлы прочно сели на место, выполняется приложение давления через силу электрода. Это давление может создаваться вручную, пневматически, пружинами или гидравликой, в зависимости от типа машины.
Второй этап заключается в подаче сильного тока на целевую область между электродами. Расплавленный металл образуется, когда ток реагирует с внутренним сопротивлением металла. Металлы достигают около 2000 ° C, что выше их температуры плавления. Электроды должны иметь более высокую температуру плавления, чем заготовки. Как правило, используются электроды из медного сплава, но в зависимости от свариваемого металла электроды также могут быть изготовлены из вольфрама, молибдена и других материалов.
Как правило, используются электроды из медного сплава, но в зависимости от свариваемого металла электроды также могут быть изготовлены из вольфрама, молибдена и других материалов.
Заключительный этап включает охлаждение и затвердевание самородка. На этом этапе сварочные электроды остаются в контакте с самородком и действуют как опора, пока металлы остывают и затвердевают. Процесс заканчивается, когда металлы остынут.
Производство сетки — Автоматическая машина для сварки сетки
Что касается проволочных сеток, точечные сварные швы создаются в месте контакта двух проволок, расположенных перпендикулярно. Это обеспечивает постоянное соединение между проводами, обеспечивая прочность и долговечность. Это отличная альтернатива плетеной проволочной сетке, которая не срастается постоянно.
Это обеспечивает постоянное соединение между проводами, обеспечивая прочность и долговечность. Это отличная альтернатива плетеной проволочной сетке, которая не срастается постоянно.
Параметры точечной сварки
Существует довольно много переменных, которые необходимо проверить и отрегулировать во время цикла сварки, чтобы получить сварной шов удовлетворительного качества:
Давление
Применение правильного давления или силы электрода имеет первостепенное значение для получения качественных сварных швов. Соединение будет слишком маленьким и слабым, если прилагаемое давление будет недостаточным. С другой стороны, слишком большое давление может вызвать растрескивание точечного сварного шва, так как расплавленный металл может привести к утончению листов. Рекомендуется, чтобы глубина углубления электрода никогда не превышала 25% толщины листа.
Текущий
Количество выделяемого тепла зависит от электрического сопротивления и теплопроводности металла.

Диаметр наконечника
Диаметр сварочного наконечника определяет размер точечной сварки. Если наконечник слишком мал, сварной шов может быть слишком маленьким и слабым, тогда как слишком большой наконечник может вызвать перегрев металлов и образование пустот и газовых карманов.
Временной цикл сварки
Результаты точечной сварки можно улучшить и избежать дефектов, регулируя время, в течение которого металл подвергается воздействию давления электрода и сварочного тока.
Время сжатия относится к периоду, когда сварочный наконечник электрода оказывает давление на перекрывающиеся металлы.
Нарастание — это время, за которое электрический ток достигает своего пикового значения.
Время сварки — это продолжительность, в течение которой электрический ток протекает между электродами.
 За это время выделяется тепло и происходит сплавление металлов.
За это время выделяется тепло и происходит сплавление металлов.Нисходящий уклон — это участок, на котором электрический ток отключается от его пикового значения.
Время выдержки относится к периоду покоя, когда расплавленный металл затвердевает. Давление электрода в этот период сохраняется, и электроды отводят тепло от сварного шва.
Время выключения используется для обозначения задержки тока от конца последовательности до начала следующей.
Чтобы обеспечить высокое качество и безопасность точечной сварки, свариваемые металлы могут быть подвергнуты таким методам контроля, как ультразвуковой контроль и испытание на механическую прочность (испытания на сдвиг при растяжении, отслаивание и т. д.)
Точечный Сварка различных материалов
Точечная сварка лучше всего подходит для металлов с низкой теплопроводностью и высоким электрическим сопротивлением, таких как низкоуглеродистая сталь. Хотя точечная сварка все еще может выполняться на металлах, которые не обладают этими внутренними свойствами (например, на высокоуглеродистых сталях). Но имейте в виду, что сварные швы более склонны к изломам и растрескиванию, поскольку они могут иметь хрупкую и твердую микроструктуру.
Хотя точечная сварка все еще может выполняться на металлах, которые не обладают этими внутренними свойствами (например, на высокоуглеродистых сталях). Но имейте в виду, что сварные швы более склонны к изломам и растрескиванию, поскольку они могут иметь хрупкую и твердую микроструктуру.
Вот список материалов, которые обычно считаются подходящими для точечной сварки:
Не все металлы подходят для точечной сварки, эти исключения часто могут быть соединены альтернативными методами сварки, такими как пайка или пайка.
Электрод
Сварочные электроды подают электрический ток на металлы и оказывают механическое давление при контакте с заготовками с помощью рычагов и муфты. Механизм приложения давления может приводиться в действие электродвигателем или пневматикой.
Существует два типа неплавящихся электродов, которые используются для точечной сварки:
Токопроводящие электроды
Используется для сварки резистивных материалов, таких как нержавеющая сталь и никель.
 Используются медные электроды или электроды из медного сплава, так как они идеально подходят для того, чтобы ток и тепло проходили в заготовку.
Используются медные электроды или электроды из медного сплава, так как они идеально подходят для того, чтобы ток и тепло проходили в заготовку.Резистивные электроды
Эти электроды обычно используются для проводящих металлов, таких как медь и золото. Лучше всего работают молибденовые и вольфрамовые электроды, так как они имеют низкую проводимость и высокое электрическое сопротивление.
Неправильный выбор электродов может привести к их преждевременному износу, что может привести к изменению формы или замене электродов. Некоторые металлы также могут реагировать с электродами. Например, оцинкованная сталь может засорять сварочные наконечники, что приводит к проблемам с соединением с металлом.
В дополнение к выбору материала электрода также доступны электроды с различной геометрией. Наконечники могут быть заостренными, усеченными или куполообразными.
Блок питания
Аппараты для точечной сварки обычно работают от сети переменного тока. С помощью трансформатора мощность переменного тока позволяет получить большие токи при низких напряжениях. Напряжение точечной сварки обычно устанавливается в пределах от 5 до 22 вольт, электрический ток обычно составляет от 1000 до 10 000 ампер.
С помощью трансформатора мощность переменного тока позволяет получить большие токи при низких напряжениях. Напряжение точечной сварки обычно устанавливается в пределах от 5 до 22 вольт, электрический ток обычно составляет от 1000 до 10 000 ампер.
Промышленные аппараты для точечной сварки обычно используют трехфазную электроэнергию для достижения высоких пиковых токов в производстве. В частности, он используется для точечной сварки алюминиевых листов для котлов, труб и т.п.
Аппарат для точечной сварки
Аппарат для точечной сварки включает в себя трансформатор для источника питания, сварочные электроды и другие компоненты, позволяющие контролировать параметры сварочных работ (сварочный ток, давление, напряжение и т.д.).
Машины для точечной сварки обычно имеют водяное охлаждение, поскольку за долю секунды выделяется очень большое количество тепла. Электроды имеют каналы для водяного охлаждения для снижения температуры и предотвращения чрезмерного износа.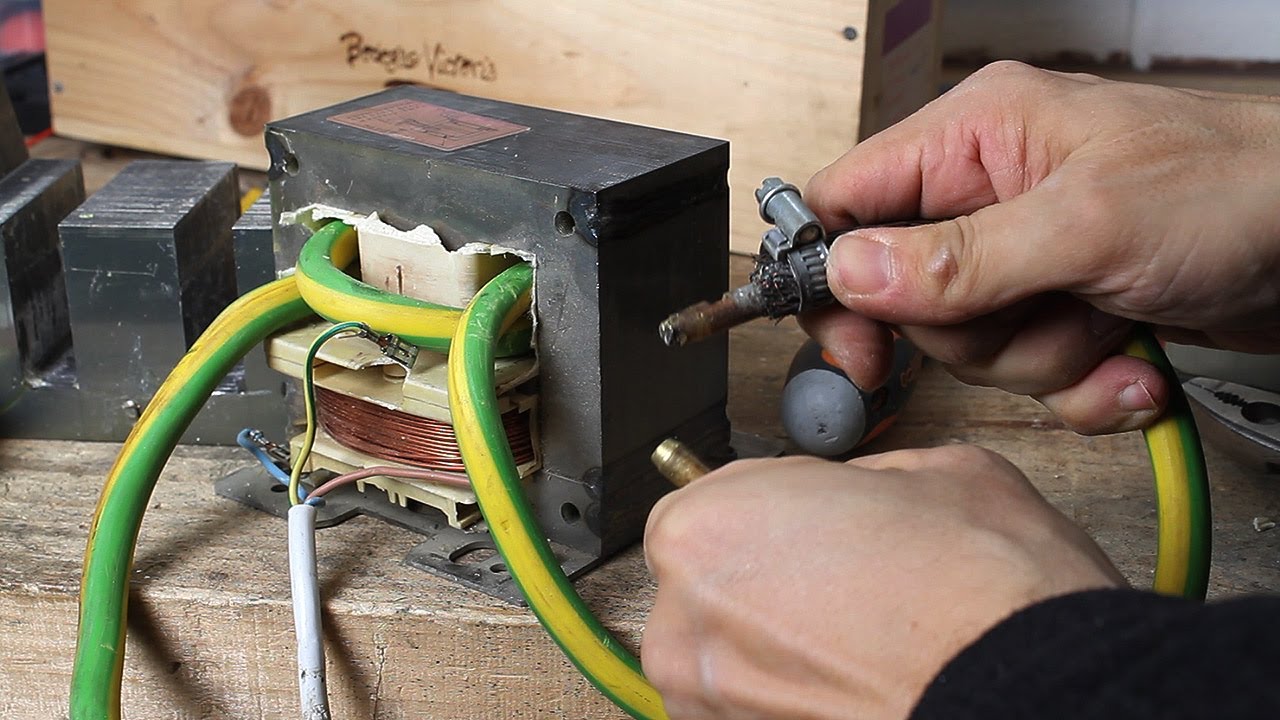
Оборудование для точечной сварки может управляться вручную или автоматизировано с помощью роботов для точечной сварки. Портативные аппараты для точечной сварки также доступны в виде сварочных пистолетов.
Применение точечной сварки
Автомобильная промышленность
Точечная сварка является ключевым элементом в автомобильной промышленности, поскольку производство автомобильных деталей с использованием этого метода является экономичным, надежным и быстрым. Компании автоматизируют сборочные линии с помощью роботов для точечной сварки. Металлический лист из стали или алюминиевого сплава можно легко превратить в функциональную сборочную деталь за считанные секунды, и все это с исключительной точностью и повторяемостью.
Электроника
Хрупкие электронные изделия хорошо подходят для точечной сварки. Качество сварки хорошее, а природа этого метода сварки предотвращает перегрев электронных компонентов. Некоторыми примерами являются переключатели, солнечные батареи, сложные печатные платы и батареи.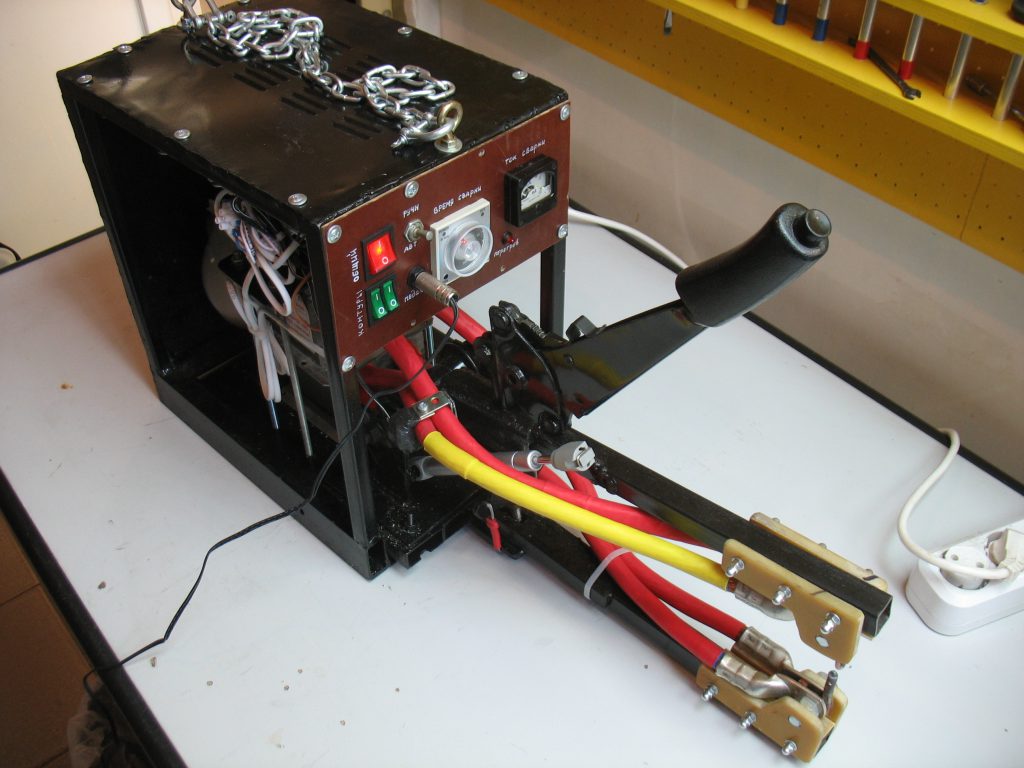
Производство гвоздей
Рулоны из углеродистой стали превращают в гвозди, подвергая их сварочному кругу с подачей электрического тока. Этот непрерывный процесс точечной сварки выполняется на высоких скоростях, что позволяет производить тысячи гвоздей в минуту.
Кухонная утварь
Ручки, лопаточки и жестяные чашки часто изготавливаются с помощью точечной сварки. То же самое касается формочек для печенья, которые образованы точечной сваркой металлических лент.
Медицинская промышленность
Медицинская промышленность также использует качество сварки и скорость, с которой этот процесс может выполняться. Ортодонтия, например, использует точечную сварку при креплении зубных имплантатов.
Преимущества точечной сварки
Точечная сварка — один из самых быстрых и чистых методов сварки.
Простой и понятный процесс, в отличие от некоторых других более сложных методов сварки.
В отличие от некоторых общеизвестных процессов (дуговая сварка металлическим электродом в среде защитного газа, сварка ВИГ и т.
 д.) открытое пламя отсутствует.
д.) открытое пламя отсутствует.Процесс можно легко автоматизировать с помощью сварочных роботов.
Несколько металлических листов могут быть соединены одновременно.
- Присадочный материал не расходуется, в отличие от некоторых других методов (сварка МИГ).
Экономически эффективен и экономичен, так как не использует инертные газы или присадочные металлы.
Недостатки точечной сварки
Выравнивание заготовки имеет решающее значение.
Точечная сварка деформирует детали из основных металлов.
Сварка толстых листов металлов невозможна.
Создаваемые соединения могут быть не такими прочными, как при использовании некоторых других методов сварки, поскольку при этом создаются только локальные соединения.
Недостаточное давление обжатия приведет к некачественному сварному шву.
Шунтирование может быть вызвано многочисленными стыками или другими участками металлических листов.
 (Шунтирование означает отведение тока от зоны сварки.)
(Шунтирование означает отведение тока от зоны сварки.)Наконечник электрода может треснуть из-за термоциклирования.
Брызги могут появиться в результате неправильного обращения с параметрами оборудования.
Важные моменты, которые следует помнить
Точечная сварка сопротивлением — это быстрый и экономичный процесс сварки, который широко используется в производстве листового металла. Это привлекательный метод сварки для автоматизации с помощью роботов для точечной сварки, который обеспечивает невероятную скорость и точность без слишком большого компромисса в прочности сварного шва.
Автомобильный сектор исторически извлекал максимальную пользу из этого метода сварки, поскольку применение этого процесса позволяло увеличить скорость производства и сборки. Он в основном используется для сварки стали в автомобильной промышленности, но с течением времени сталь все больше и больше заменяется алюминием из-за оптимизации массы. Автоматизация позволила быстро сваривать большие объемы без ущерба для качества.
Автоматизация позволила быстро сваривать большие объемы без ущерба для качества.
Сварка сопротивлением будет по-прежнему доминировать на производственных и сборочных линиях в определенных отраслях промышленности и останется на долгие годы.
Сварочные услуги Fractory включают как ручную точечную сварку для небольших работ, так и роботизированную точечную сварку для удовлетворения современных потребностей серийного производства.
Точечная сварка — Tec-Option
Точечная сварка — это наиболее часто используемый вид контактной сварки. Этот метод включает пропускание электрического тока через электроды, прикрепленные к двум отдельным металлическим поверхностям, прижатым друг к другу. Это действие генерирует тепло, которое плавит и сплавляет детали, образуя «точечные сварные швы» в одном или нескольких локализованных положениях.
Ниже представлен обзор точечной сварки с описанием принципа работы этого процесса, его преимуществ и сравнения с альтернативными методами.
Как работает точечная сварка?
Процесс точечной сварки основан на кондуктивном нагреве. Сопротивление, испытываемое приложенным электрическим током, генерирует тепло, которое плавится и, в конечном счете, сплавляет два или более отдельных металлических куска вместе.
В традиционных операциях точечной сварки используются электроды из медного сплава, которые удерживают детали на месте и облегчают протекание тока в заготовку. Сварщики применяют короткие импульсы электрического тока, которые нагревают и сплавляют локальные участки заготовки. После плавления ток больше не требуется. Однако электроды продолжают оказывать давление на заготовку до тех пор, пока расплавленный металл не остынет и не затвердеет, образуя прочное сварное соединение. Размер и форма используемых электродов влияют на размер и форму получаемых сварных швов.
Преимущества точечной сварки
Точечная сварка обеспечивает множество производственных преимуществ для профессионалов отрасли, например:
- Более быстрые и простые операции.
 Точечная сварка не требует специальных навыков, качество, которое снижает объем обучения, необходимого для существующих и потенциальных сотрудников.
Точечная сварка не требует специальных навыков, качество, которое снижает объем обучения, необходимого для существующих и потенциальных сотрудников. - Меньшие материальные затраты. Процесс точечной сварки не требует использования флюса или присадочного материала для формирования соединения, что снижает общие затраты на материалы для таких операций.
- Более безопасные условия труда. При точечной сварке для создания соединений не используется открытое пламя, что снижает вероятность ожогов или пожаров.
- Лучшее размещение автоматики. Операции точечной сварки легко автоматизируются, что приводит к более быстрым и экономичным производственным операциям.
Точечная сварка по сравнению с другими методами сварки
По сравнению с другими методами сварки точечная сварка имеет много преимуществ (как указано выше). Вот как этот процесс сравнивается с некоторыми из доступных альтернативных методов сварки:
- По сравнению со сваркой MIG и TIG: Операции точечной сварки обычно выполняются намного быстрее, чем сварка MIG и TIG.
 Они также имеют более низкие требования к навыкам и опыту, минимальные требования к материалам и меньший риск тепловой деформации. Однако, несмотря на то, что сварка MIG и TIG занимает больше времени (часто требуется дополнительная обработка для устранения тепловых деформаций и других проблем с чистотой поверхности), они, как правило, обеспечивают более прочные и долговечные сварные швы.
Они также имеют более низкие требования к навыкам и опыту, минимальные требования к материалам и меньший риск тепловой деформации. Однако, несмотря на то, что сварка MIG и TIG занимает больше времени (часто требуется дополнительная обработка для устранения тепловых деформаций и других проблем с чистотой поверхности), они, как правило, обеспечивают более прочные и долговечные сварные швы. - По сравнению с рельефной сваркой: Точечная сварка обычно используется для более тонких заготовок и деталей с углами. Напротив, рельефная сварка обычно используется для сварки более толстых материалов и тяжелых деталей. Процесс рельефной сварки одновременно создает большее количество более прочных и эстетичных сварных швов, чем процесс точечной сварки с меньшими требованиями к температуре и давлению. Однако он требует использования выступов одинаковой высоты для достижения прочного соединения и не подходит для таких металлов, как медь и латунь.
Решения для качественного оборудования для точечной сварки от Tec-Option
Компания Tec-Option, основанная в 1996 году, зарекомендовала себя как ведущий поставщик высококачественных решений для сварки и сборки.