Контактная точечная сварка своими руками, видео
Нас часто спрашивают, возможна ли точечная контактная сварка своими руками, или лучше обратиться к специалистам? Что-ж, давайте рассмотрим этот вопрос подробнее.
Существует множество разновидностей обычных сварочных процессов, которые отличаются типом используемого энергоносителя и другими параметрами. Сегодня практически невозможно обойтись без всем известной точечной сварки, которая считается самой популярной среди домашних умельцев. Качество выполнения работ будет напрямую зависеть от квалификации мастера.
Точечная сварка своими руками, видео:
Точечная сварка – это получение неразрывного соединения деталей за счет того, что между ними образовались связи в месте сварного шва. Получить межатомные связи можно, если нагревать деталь либо применить пластическую деформацию.
Получить межатомные связи можно, если нагревать деталь либо применить пластическую деформацию.
Иногда используют оба способа, комбинируя их. Сварочные работы применяются в основном для восстановления целостности металла и проводятся они не только в определенных условиях, но и под водой и даже есть опыт сваривания деталей в космосе.
Сварочные работы обязательно должны выполняться в соответствии с правилами техники безопасности, при этом работать необходимо в специальном защитном костюме и маске, закрывающей глаза. Виды энергии, которые использует мастер в процессе выполнения работ:
- Электрическая дуга.
- Пламя обычной газовой горелки.
- Ультразвук (иногда используется для сваривания деталей).
- Лазерное излучение либо ультразвук.
- Иногда мастера пользуются трением для сваривания подготовленных поверхностей.
Самодельная точечная сварка связана с повышенной опасностью возникновения пожара, опасностью поражения человека электрическим током, в процессе работы выделяется ультрафиолет и вредные газы. Поэтому проводить работы нужно внимательно следуя правилам техники безопасности.
Поэтому проводить работы нужно внимательно следуя правилам техники безопасности.
Типы сварки
Зависимо от типа используемой энергии и способа ее применения выделяют три вида сварки. Термическая сварка – может быть выполнена благодаря тепловой энергии. Сюда можно отнести газовую сварку и одну из наиболее распространенных – электродуговую.
Термомеханическая сварка проводится за счет одновременного использования энергии тепла и создания давления на ремонтируемую область. А механическая подразумевает использование в работе трения и давления на элемент.
контактная сваркаЭтот тип сварки можно отнести к разновидности контактных сварочных работ. Контактная сварка своими руками требует специальной подготовки и оборудования, которое непросто сделать своими руками и крайне не рекомендовано делать по схемам без знаний в этой области, поскольку опасность ошибки слишком велика, а последствия могут быть необратимы.
Весь процесс сваривания проходит в несколько этапов. Сначала все детали, которые будут подвергнуты сварке, нужно разместить в нужном положении между электродами машинки для сваривания.
Затем их нужно соединить друг с другом. При помощи специального оборудования мастер добивается их нагрева до такого состояния, когда они становятся пластичными. После этого проводится процедура пластического искажения и на этом сварочные работы завершены.
Для правильного выполнения работ понадобится оборудование, способное позволить достичь частоты сварки 600 точек/минуту.
Особенности выполнения точечной сварки
Детали, которые необходимо соединить сваркой, нагреваются при воздействии на них импульса тока. Время воздействия этого недолговременного импульса обычно колеблется от 0,01 до 0,1 секунд и полностью обусловлено созданными условиями, в которых проводятся сварочные работы.
Благодаря этому импульсу в месте, где находятся электроды металл расплавляется и образуется жидкое ядро соединяемых деталей. Когда импульс снимается, ремонтируемые детали еще некоторый промежуток времени сохраняются под небольшим давлением.
В этот момент происходит их охлаждение и распаленное ранее ядро кристаллизуется. Кроме того такое прижатие обеспечивает появления в процессе сварки некоего уплотняющего пояса вокруг ядра, поэтому защищать место сварки мастеру нет необходимости.
Кроме того такое прижатие обеспечивает появления в процессе сварки некоего уплотняющего пояса вокруг ядра, поэтому защищать место сварки мастеру нет необходимости.
Иногда, чтобы внутри новообразованного сварного шва убрать все неоднородности и пустоты специалисты рекомендует на завершающей стадии работ выполнения работ усиленно прижимать детали друг к другу.
Нужно помнить, что сварочные работы своими руками можно выполнять только в том случае, если поверхность была тщательно подготовлена и очищена от имеющейся на ней ржавчины и следов коррозии перед началом всех работ
При несоблюдении этого требования невозможно получить качественный шов. Преимущества использования точечной сварки:
- Сварку можно выполнить с помощью специальных приборов (все работы полностью механизированы).
- Высокая экономичность.
- Полученные в результате точечной сварки сварочные швы очень прочные.
К недостаткам можно отнести тот факт, что полученный шов не является герметичным, а иногда это очень важный критерий качественного выполнения работ.
Некоторые виды контактной сварки и ее особенности
Контактной сваркой называется процедура, во время выполнения которой по всей поверхности торцов происходит сваривание двух деталей. Такой метод сварки может быть получен сопротивлением либо оплавлением.
Сварка сопротивлением. Подготовленные к работе детали плотно соединяются друг с другом и тогда подается ток для сварки. Выключают его только тогда, когда поверхность деталей стала пластичной и была выполнена осадка. Обычно этот способ используется для ремонта предметов, которые состоят из низкоуглеродистой стали и имеют небольшую площадь.
сварочный аппаратСварка оплавлением. Перед началом работ очищенные детали закрепляются в зажимах, затем их плавно соединяют при помощи подвижного зажима, а в момент их контакта и включается сварочный ток. Затем проводится осадка на необходимую величину и после выполнения работы ток выключают.
Сварка при помощи прерывистого оплавления. В процессе работы мастер чередует плотный контакт деталей с неполным, все это время подается ток. Такие возвратно-поступательные движения машины циклично замыкают сварочную цепь в том месте, где детали между собой контактируют.
Такие возвратно-поступательные движения машины циклично замыкают сварочную цепь в том месте, где детали между собой контактируют.
Это происходит до того момента, когда их торцы разогреваются до температуры 900С. Как сделать аппарат для точечной сварки своими руками? На специализированных сайтах сегодня можно найти целые схемы, но специалисты рекомендуют не использовать самодельные приборы, поскольку это может быть небезопасно.
Процедура выполнения точечной сварки
Ее используют как в промышленности, так и в домашних условиях для восстановления целостности некоторых деталей. В промышленности ее применяют для сваривания различных заготовок из металла, независимо от их толщины.
В домашних условиях с ее помощью можно быстро и качественно отремонтировать бытовую технику, а также починить при необходимости автомобиль.
Процесс точечной сварки обычно включает в себя всего 2 этапа: детали для сварки совмещаются между собой в необходимой последовательности, затем их помещают между электродами и прижимают друг к другу.
После этого с помощью тока их нагревают до того момента, пока они не станут пластичными и мастер подвергает их пластической деформации.
Чтобы при работе с аппаратом для сварки, чтобы получить качественный шов, надо поддерживать скорость передвижения электродов на одном уровне, в то же время обеспечивать нужную степень давления на детали, чтобы соединение было прочным.
Если свариваемая деталь склонна к образованию различных трещин, лучше увеличить время ее нагрева, чтобы после выполнения работ время охлаждения металла замедлилось.
Какие инструменты нужны для выполнения работ?
Трансформатор — должен обладать высоким коэффициентом трансформации, чтобы обеспечить в процессе работы подачу большого тока для сварки. Можно сделать трансформатор для точечной сварки своими руками.
В большинстве случаев в качестве электродов мастер использует медный стрежень, при этом желательно, чтобы он был достаточно толстым (его диаметр должен быть примерно равен диаметру провода).
Чтобы в процессе работы электроды не потеряли свою форму, их необходимо периодически подтачивать. Если же они пришли в негодность и полностью сточились – лучше провести замену.
Выполнять сварочные работы рекомендуется только в специально оборудованном помещении, в котором отсутствует риск возникновения пожара. Работы по сварке опасны, поэтому выполнять их нужно только при наличии практических навыков.
Видео сварка авто своими руками
Видео сварка авто своими рукамиСтатьи
Главная › Новости
Опубликовано: 18.03.2016
ремонт кузова ваз 2106 своими руками
Я работаю на специфической должности, по большому счету, я должен попросту находить в короткие сроки и за нормальную цену то, что меня попросит руководство. При чем это может быть все, что угодно, в рамках разумного. Не всегда удается быстро выполнить свою задачу.
кузовной ремонт
Ремонт днища и пола автомобиля
 Бюджетный рем. кузова без сварки -от дыр до полировки.Rossiya.Remont body VAZ
Бюджетный рем. кузова без сварки -от дыр до полировки.Rossiya.Remont body VAZ Споттер
Споттер Сварка на соляном растворе
Сварка на соляном растворе- Бюро переводов с нотариальным заверением в Москве
- Установка входной двери
- Фискальный накопитель
- Описание услуги вызова илоссосной машины
- Металлочерепица по выгодной цене
- Комплексный ремонт квартир в Балашихе
- Где купить вагонные весы?
- Устройство инженерных систем
- ФАРБУВАННЯ МЕТАЛУ ПОРОШКОМ
- Установка газовой плиты
- Implementarea 1С Întreprindere în Chișinău și în Moldova
- Шины: виды и особенности
- Керосин авиационный
- Спецодежда в Москве
- Огнезащитная краска для кабельных линий
- 21
- Установка входной двери
Успех с односторонней точечной сваркой сопротивлением
Несмотря на то, что я дважды пытался, и оба раза получались неудачные сварные швы, я знал, что могу сэкономить себе
времени при установке поддона пола с помощью односторонней точечной сварки — если бы я мог сделать это правильно .
Марч Тейлор
Я, как и большинство представителей отрасли, считаю, что послепродажная технология контактной точечной сварки с выдавливанием (STRSW) наконец-то догнала производителей оригинального оборудования — инверторные трехфазные сварочные аппараты производят заводские сварные швы, которые сохраняют целостность автомобиля.
А как насчет односторонней точечной сварки? До недавнего времени я был настроен скептически, особенно после неудачных сварных швов при предыдущих попытках. Две причины, по которым я попытался снова: во-первых, я полностью прочитал и понял руководство по эксплуатации, понимая, что в наших предыдущих попытках мы, возможно, отклонились от инструкций. Во-вторых, потому что обычная установка поддона пола с помощью сварки MIG в лучшем случае небрежна. Требуется много шлифовальных и отделочных работ, чтобы новая панель пола выглядела приемлемо.
После осознания значительных улучшений, которые были внесены в
некоторыми производителями точечной сварки, и принуждая себя следовать жесткому пошаговому рабочему процессу, мы решили сделать третью попытку.
Я выбрал техника Рэя Икеду для установки этой панели пола багажника. Рэй известен своей дотошностью и тем, кто следует инструкциям. Если бы кто-то и мог добиться успеха, то этим человеком был бы Рэй. Затем Рэй наставлял других наших 12 металлических мужчин, следя за тем, чтобы остальные следовали нашей недавно разработанной стандартной операционной процедуре (СОП).
Основы
Прежде чем мы углубимся в то, что изменилось, нам необходимо понять основные принципы односторонней сварки, имея в виду, что односторонняя контактная сварка
началась много лет назад как косметическая сварка для замены кислородно-ацетиленовой пайки устранение ржавчины и коррозии внешней панели:
Односторонняя сварка никогда не должна рассматриваться для каких-либо конструкционных панелей или для нескольких панелей, превышающих два слоя. Всего два слоя!
Толщина прикрепляемой новой панели никогда не должна превышать 1,2 мм. (Некоторые сварочные аппараты допущены к работе с панелями толщиной 1,5 мм; эти сварочные аппараты оснащены технологией, называемой «управление током». )
)
При наличии панелей разной толщины приваривать более тонкую слоистую панель к толстой; никогда не сваривайте от толстого к тонкому.
Поместите «башмак заземления» как можно ближе к зоне сварки и закрепите его на основной панели. Никогда не присоединяйте заземляющий башмак к той же свариваемой панели.
Надежно прикрепите всю поверхность «заземляющего башмака» к основной панели, зачистив поверхность основной панели до голого металла.
Между свариваемыми панелями не должно быть загрязнений; сопрягаемая поверхность должна быть тщательно чистой и свободной от смазки или герметика. (При односторонней точечной сварке большинство инверторных сварщиков позволяют покрытию e-coat оставаться между двумя слоями, не нарушая целостность сварного шва.)
Сопрягаемые стороны новой и основной панели должны иметь гладкую, плотную посадку заподлицо; не должно быть зазоров и воздушных карманов (по возможности избегая зоны заводской точечной сварки).
Давление пистолета, рекомендуется вертикальный толчок 20-25 фунтов, с упором на не слишком сильное и не слишком слабое давление. Слишком много, и вы рискуете проделать дыру в панели; слишком мало, и сварка может не получиться.
Прежде чем начать процесс односторонней сварки, очень важно выполнить пробную сварку, имитирующую установку панели, а затем разрушить эту пробную сварку. Это подтвердит, что вы готовы начать процесс и что выбранные вами настройки верны.
После первых односторонних сварных швов визуально проверьте нижнюю сторону основной панели; должна быть видна «зона термического воздействия» пригара, подтверждающая проплавление сварного шва.
Полезный совет: старайтесь избегать сварки в той же области, что и исходная заводская точечная сварка. (Хотите шаблон, чтобы определить исходную область точечного сварного шва? Вырежьте идентичную секцию из исходной панели пола, которая была удалена.) Если вы свариваете ту же область, что и исходный шов, существует высокая вероятность того, что сварной шов может взорваться или прогореть. .
.
Когда это следует учитывать
Одностороннюю сварку следует рассматривать только в том случае, если условия ремонта диктуют успешную одностороннюю сварку и, что наиболее важно, когда сварка с помощью пресс-пистолета недоступна. (Это случается, когда рычаги сварочного электрода выжимного пистолета не могут достать до зоны сварки.)
Пример, показанный на фотографиях в этой статье, представляет собой задний пол в области запасного колеса, прикрепленный к верхнему фланцу цельных направляющих и к внутренней стороне колесной ниши. В этом сценарии ремонта перед началом процесса односторонней сварки с панелью пола (выполняется только в тех местах, куда не могли дотянуться электроды пресс-пистолета) техник изготовил образцы тестовых панелей, панели одинаковой толщины. в качестве соединяемых панелей, дублирующих реальный ремонт. Затем он проверил целостность сварного шва, попытавшись отделить/разрушить тестовый сварной шов.
Как только техник убедился, что сварные швы прошли «испытание на разрушение», он приступил к сварке днища, используя как одностороннюю, так и двустороннюю контактную сварку, а также сварку MIG в соответствующих местах.
Предупреждающие этапы тестирования, предпринятые для квалификации односторонней сварки, подтверждают тот факт, что односторонние контактные сварные швы требуют меньшей финишной подготовки (шлифовки и заполнения), чем сварные швы MIG. Как видно на фотографиях, контактные сварные швы также выглядят так же, как на заводе.
Как только техник узнал, что сварные швы прошли «испытание на разрушение», он приступил к сварке днища, используя как одностороннюю контактную сварку, так и сварку МИГ, имея в виду, что односторонние контактные сварные швы требуют меньшей финишной подготовки (шлифовки и заполнения), чем сварка МИГ. Как видно на фотографиях, контактные сварные швы также выглядят так же, как на заводе.
Есть инверторный трехфазный сварочный аппарат?
Теперь, когда мы знаем, что односторонняя контактная сварка
может быть успешно выполнена, какие типы контактных сварщиков имеют эту возможность? Исследования, проведенные как европейскими, так и теперь остальными производителями оригинального оборудования (азиатскими и американскими), документально подтвердили, что трехфазные инверторные сварочные аппараты наиболее близки к воспроизведению того, что делается на заводе, как по прочности, так и по внешнему виду.
Сварка сопротивлением, выполняемая с помощью перевернутых трехфазных сварочных аппаратов, дает сварные швы, соответствующие этим стандартам оригинального оборудования — сварные швы, которые выглядят как заводские сварные швы, и сварные швы, которые нельзя разделить. И да, это относится даже к односторонней точечной сварке.
Но одобренные односторонние сварные швы могут быть выполнены только при соблюдении рекомендуемых рабочих шагов и только на ненесущих панелях. Как недавно сказал мне технический консультант от производителя европейского сварочного аппарата, когда на нашем предприятии обновляли наши технологии как по STRSW, так и по односторонней сварке: «Прежде чем вы решите заняться какой-либо односторонней сваркой, вы должны надеть «шапку мышления». и спланируй свою стратегию».
Если ваш сварщик не инвертор, соблюдайте осторожность при выполнении односторонних сварных швов, убедившись, что вы тщательно проверили несколько образцов сварных швов перед установкой/точечной сваркой новой панели пола. Это обеспечит качество одностороннего сварного шва.
Это обеспечит качество одностороннего сварного шва.
Если у вас есть коллизионная мастерская, которая занимается объемными коллизиями более тяжелого типа, вам обязательно понадобится трехфазный инверторный сварочный аппарат. Если у вас нет инверторного сварочного аппарата и вы хотите его приобрести, попросите представителя сварочного оборудования провести демонстрацию в магазине. Большинство предлагают эту услугу.
Совет: не соглашайтесь на демонстрацию новых незапятнанных металлических купонов; запросите реальную демонстрацию, более реалистичный сценарий ремонта с выброшенной панелью из автомобиля или, что еще лучше, реальный ремонт. Доведите сварщика до предела, выполняя как можно больше точечных сварок за минимальное время; это покажет, насколько хорошо сварочный аппарат реагирует на перегрев и на доступное напряжение на выходе.
И, как многие другие с сожалением обнаружили слишком поздно, не покупайте только по цене; ваше решение о покупке должно быть основано на сварочном аппарате, который подходит для вашей электросети, а также на типе работы, которую вы хотите выполнять.
Знающий сварочный представитель должен помочь вам определить величину напряжения в вашей розетке, и это поможет вам определить, нужно ли вам повышать напряжение, чтобы соответствовать требованиям сварщика, что очень важно перед покупкой.
Писатель Марч Тейлор владеет Auto Body Hawaii в Каилуа-Кона, Гавайи. Не типичный владелец магазина, Тейлор работает вместе со своими сотрудниками техником. Это, по его словам, дает ему «возможность увидеть вещи такими, какие они есть на самом деле. Я не оторван от производства или управления».
Руководство по точечной сварке | Как работает точечная сварка?
Точечная сварка сопротивлением — увлекательная тема как для сварщиков, так и для исследователей. Это тип метода контактной сварки, который сам по себе относится к категории сварки давлением. Традиционно точечная сварка является неотъемлемой частью автомобильного производства. Возможно, вы видели, как большие роботы быстро передвигаются и сваривают шасси автомобиля.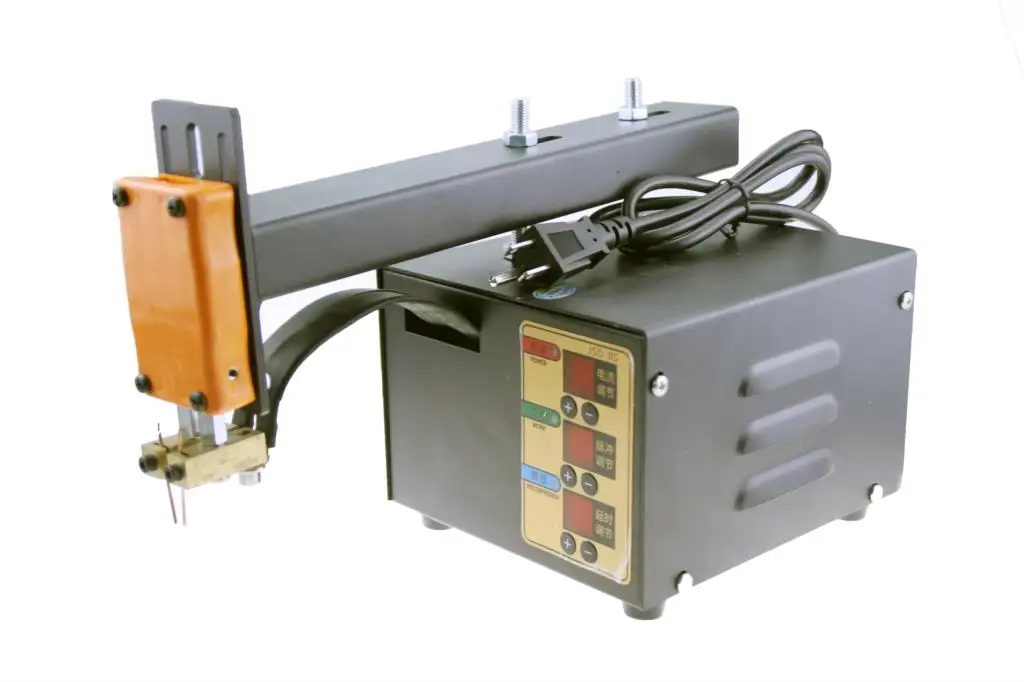 Этот процесс на самом деле является точечной сваркой. В последнее время еще одним простым применением точечной сварки являются литий-ионные аккумуляторы.
Этот процесс на самом деле является точечной сваркой. В последнее время еще одним простым применением точечной сварки являются литий-ионные аккумуляторы.
Если вы учитесь на сварщика или ищете дополнительную информацию о точечной сварке, то вы попали по адресу. В этом руководстве мы попытаемся объяснить все о точечной сварке с точки зрения новичка.
Описание
Что такое контактная сварка?
Сварка давлением — это метод, при котором металлические поверхности соединяются под давлением или теплом трения. Существует несколько категорий методов сварки давлением. В некоторых типах сварки используется нагрев и плавление металлов для их соединения, в то время как в других случаях используется не тепло, а только давление (тепло трения).
Вот список различных типов сварки давлением (неполный список):
- Сварка трением
- Сварка сопротивлением
- Ультразвуковая сварка
- Холодная сварка давлением
- Высокочастотная сварка
Сварка сопротивлением — это семейство сварочных процессов, в которых для сварки металлов используется концепция джоулевого нагрева. При этом сочетание тепла и давления вызовет сплавление частей.
При этом сочетание тепла и давления вызовет сплавление частей.
Тепло образуется за счет электрического сопротивления между поверхностями металла при прохождении через них сильного тока, когда они находятся под высоким давлением. Из-за высокой плотности тока (большой ток на маленьком участке) металлы плавятся и соединяются.
Электроды, отвечающие за прохождение тока, также оказывают постоянное давление на две части. Нагрев зависит от тока, проходящего от электродов к металлическим поверхностям, времени, в течение которого мы подаем этот ток, и общего сопротивления между электродами.
Математически мы можем рассчитать тепловую энергию при прохождении электрического тока через два листа металла следующим образом:
Дж = I 2 ×R×t
Во-вторых, I — ток в амперах, R — сопротивление в омах (Ом), t — время в секундах.
Значение сопротивления материала
Важной характеристикой здесь является контактное сопротивление между металлами. Мы знаем, что сопротивление материала — это физическое свойство, которое прямо пропорционально длине и обратно пропорционально площади поперечного сечения.
Мы знаем, что сопротивление материала — это физическое свойство, которое прямо пропорционально длине и обратно пропорционально площади поперечного сечения.
Константа пропорциональности — это удельное сопротивление материала, которое мы представляем с помощью ρ (Rho). Если удельное сопротивление материала высокое, это означает, что он не является хорошим проводником электричества. Это важный фактор при принятии решения о том, можете ли вы использовать контактную сварку на этом материале или нет.
Например, сталь имеет высокое удельное сопротивление (более чем в шесть раз больше, чем у меди) и плохо проводит электричество. Следовательно, когда мы пропускаем сильный ток, он выделяет тепло и, таким образом, плавится и сваривается.
С другой стороны, алюминий и его сплавы имеют низкое удельное сопротивление (высокую проводимость). Чтобы произвести тепло для сварки, нам нужно пропустить ток в три-четыре раза больше, чем мы сделали для стали. Следовательно, сварка сопротивлением обычно не является предпочтительным методом сварки алюминия.
Сварка сопротивлением — одна из самых ранних форм сварки, которая до сих пор используется для сварки нескольких типов материалов. Это быстро, эффективно и не требует расходных материалов. Но минусами являются высокая стоимость оборудования и относительно небольшой набор приложений.
Сварку сопротивлением можно разделить на пять типов. Это:
- Точечная сварка
- Шовная сварка
- Выступающая сварка
- Стыковая сварка сопротивлением
- Сварка оплавлением
- Сварка с осадкой
- Ударная сварка
Поскольку основной темой данного обсуждения является точечная сварка, мы рассмотрим ее подробнее в следующем разделе. В будущих руководствах мы узнаем больше о других типах контактной сварки.
Что такое точечная сварка?
Когда мы говорим «сварка сопротивлением», мы обычно имеем в виду точечную сварку сопротивлением (RSW) или просто точечную сварку. Это самый популярный и распространенный вид контактной сварки.
С помощью точечной сварки можно сваривать металлические листы толщиной до 25 мм каждый. Автомобильная промышленность является основным реализатором точечной сварки. Вы можете посмотреть на YouTube видеоролики о сборочных предприятиях, где большие роботизированные точечные сварочные аппараты сваривают шасси автомобиля. Фактически, вы можете иметь в среднем от 4500 до 5000 точечных сварных соединений в шасси автомобиля обычного размера.
Типичная система точечной сварки состоит из трех частей. Это основная конструкция, электрическая система и система приложения силы/давления.
Рама или структура системы точечной сварки обеспечивает прочность и жесткость всей системы. Он также имеет механизм для удержания и перемещения электродов. Электрическая система состоит из трансформатора (понижающего трансформатора), конденсатора, регулятора тока, временной цепи и цепи управления.
Наконец, у нас есть механическая система, которая отвечает за удержание металлических листов, а также за приложение силы через электроды в процессе сварки.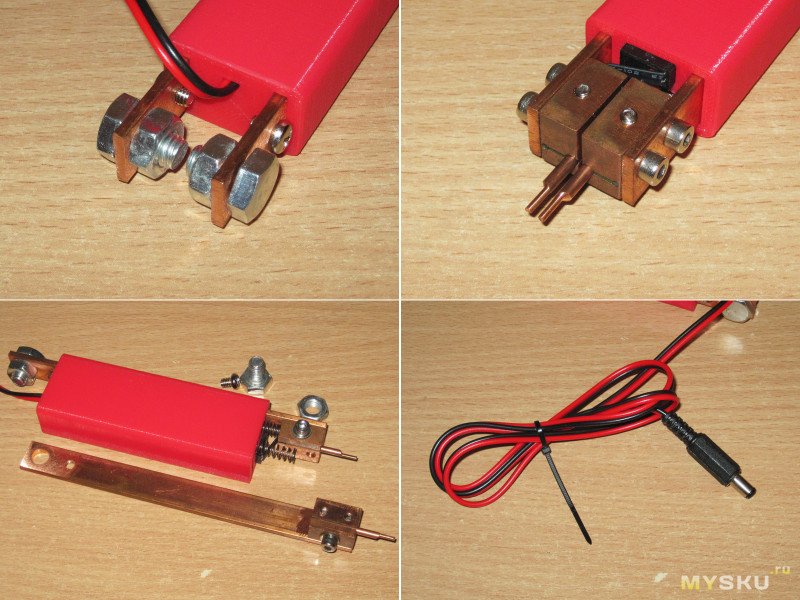
Есть несколько способов создать эту силу. Средние и большие системы точечной сварки используют пневматическую (сжатый воздух) подсистему. В небольших установках для точечной сварки используются высококачественные серводвигатели.
Помимо этих двух, у нас также есть гидравлические и пружинные механизмы для создания зажимного усилия.
Еще одной важной частью системы точечной сварки являются электроды. Они отвечают за две функции. Первый заключается в том, чтобы с усилием зажать заготовки и оказать на них давление. Во-вторых, они проводят ток высокой силы тока и низкого напряжения, который выделяет тепло и, по сути, сваривает части вместе.
Принцип действия
Устройство точечной сварки работает очень просто. Он включает в себя точное приложение электрического тока и механической силы с необходимой степенью и периодом. Электроды, скрепляющие заготовки, также проводят ток.
Во-первых, прохождение электрического тока в месте контакта электродов и металлов вызывает значительное количество тепла, которое расплавляет металл. Затем две части удерживаются под давлением, чтобы металл расплавился и остыл.
Затем две части удерживаются под давлением, чтобы металл расплавился и остыл.
Наконец, вы можете ослабить давление электродов на листы. В зависимости от формы кончика электрода сварной шов будет иметь форму эллипса (или любой другой формы).
Поскольку это процесс, чувствительный ко времени, мы можем разделить операцию типичного цикла точечной сварки на четыре «временных» этапа. Их:
- Время сжатия
- Время сварки
- Время удержания
- Время отключения
Сложите два куска листового металла внахлест и поместите их между электродами. Теперь пришло время удерживать эти заготовки электродами и оказывать на них давление. Количество времени, необходимое электродам для создания или повышения силы и правильного зажима металлов, называется временем сжатия.
Это также время между первым приложением силы к заготовке и непосредственно перед подачей электрического тока.
После набора надлежащей силы, т. е. после времени сжатия, мы теперь готовы подать ток. Время, в течение которого сварочный ток проходит от электродов к заготовке, называется временем сварки.
Время, в течение которого сварочный ток проходит от электродов к заготовке, называется временем сварки.
Время сварки обычно очень короткое. Следовательно, вместо указания времени мы обычно указываем количество циклов питания от сети переменного тока. Например, в Северной Америке с источником питания с частотой 60 Гц 1 цикл занимает 1/60 = 0,0167 с, в то время как в других частях мира с источником с частотой 50 Гц 1 цикл составляет 1/50 = 0,02 с.
Если взять углеродистый листовой металл толщиной от 0,4 мм до 3 мм, потребуется от 8 до 10 циклов сварки на мм толщины.
К концу времени сварки место контакта будет в расплавленном состоянии. По истечении времени сварки ток отключается, но электроды продолжают оказывать давление на заготовки в течение определенного периода времени, который является временем удержания.
В течение этого времени мы, по сути, даем металлу остыть и в то же время применяем силу. На этом этапе расплавленный металл затвердеет и создадутся сварные швы.
По истечении времени выдержки электроды освобождают заготовки от захвата и готовы к сварке следующего места. На этот раз время выключения.
Параметры точечной сварки
Мы уже видели временные параметры процесса точечной сварки. Но есть ли другие важные переменные или параметры? Да. У нас есть пара важных параметров. Давайте быстро взглянем на то же самое.
Цикл сварки
Четыре шага, которые мы видели ранее, состоят из времени сжатия, времени сварки, времени удержания и времени выключения. Сварочный цикл варьируется от материала к материалу, поскольку он связан с физическими и механическими свойствами.
Сварочный ток
Это электрический ток, который течет через электроды, а затем к поверхности заготовок. Если вы помните уравнение тепловой энергии, которое мы упоминали ранее, эта энергия пропорциональна квадрату силы тока.
Таким образом, подача правильного тока имеет решающее значение. В большинстве случаев ток большой силы тока и низкого напряжения. Например, если вы возьмете стальной лист без покрытия толщиной 1 мм, ему потребуется ток от 7 кА до 10 кА. Это может быть переменный или постоянный ток.
Например, если вы возьмете стальной лист без покрытия толщиной 1 мм, ему потребуется ток от 7 кА до 10 кА. Это может быть переменный или постоянный ток.
Усилие зажима (давление)
Усилие электрода или усилие зажима является еще одним важным параметром. Это сила, с которой электроды воздействуют на заготовки. Если усилие слишком мало, это повысит контактное сопротивление и приведет к ухудшению качества сварки.
С другой стороны, если усилие зажима слишком велико, это уменьшит площадь сварного шва, что, в свою очередь, уменьшит его прочность.
Площадь электрода
Площадь электрода определяет плотность тока системы точечной сварки, которая представляет собой количество тока на единицу площади. Диаметр электрода пропорционален толщине металла.
Общее сопротивление
Если вы помните уравнение тепловой энергии, мы упоминали, что количество выделяемого тепла прямо пропорционально сопротивлению сварного шва, которое является полным сопротивлением.
Когда мы говорим «Общее сопротивление», это сумма отдельных сопротивлений, таких как контактное сопротивление между электродом и металлом, сопротивление через отдельный металл, а также контактное сопротивление между металлами.
Электроды для точечной сварки
Электроды системы точечной сварки играют важную роль. Они отвечают за сжатие заготовок вместе, а также применяют электрический ток высокой силы тока для сварки металлов.
Медь является популярным материалом для электродов из-за ее превосходной электропроводности, теплопроводности и прочности. Медные сплавы с внутренним водяным охлаждением обычно используются в качестве электродов для точечной сварки. Помимо медных сплавов, мы также можем использовать вольфрам и молибден.
Следующим важным фактором в отношении электродов является их форма. Некоторые общедоступные формы электродов: заостренные, плоские, со смещением, куполообразные и т. д. Вы должны выбрать правильную форму в зависимости от типа свариваемого материала, а также его толщины.
Типы машин для точечной сварки
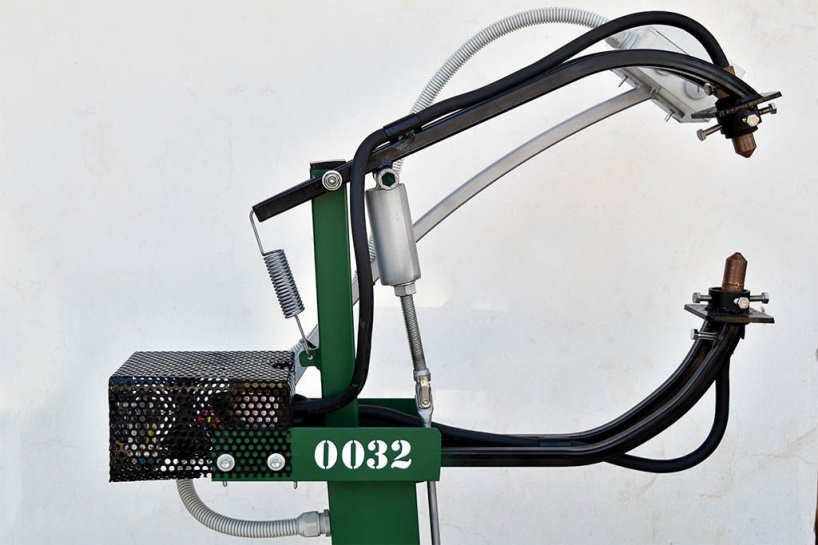
Машины для точечной сварки доступны в нескольких конфигурациях. Один из самых простых аппаратов для точечной сварки состоит из подпружиненного коромысла с ножными педалями. Это полностью ручная машина, где оператор должен выполнять всю тяжелую работу.
Оператор помещает заготовки между электродами и правильно их выравнивает. Затем он нажимает на педаль, которая активирует механизм коромысла электрода. Некоторые модели имеют простой воздушный компрессор для управления коромыслами. Эти машины точечной сварки недороги и подходят для небольших магазинов.
Далее у нас есть машины для точечной сварки прессового типа. При этом нижний рычаг электрода обычно остается стабильным, в то время как пневматическая система контролирует движение верхнего электрода.
Эти машины обеспечивают очень стабильную работу с точным выравниванием электродов. Машины немного большего размера используют гидравлическую систему для управления электродом.
Обе эти машины хороши для небольших производств. Если вы ищете большое производство, работающее на очень высокой скорости, то вам стоит присмотреться к Robotic Spot Welder.
Эти типы аппаратов для точечной сварки очень распространены в промышленности, особенно на автомобильных сборочных предприятиях. Они высокоскоростные, точные и точные, и самое лучшее, что вы можете автоматизировать весь процесс. Прижимное усилие обеспечивается пневматической системой или серводвигателями.
Для повышения производительности вы также можете приобрести многоточечные сварочные аппараты. Вместо одного сварного шва можно выполнять более 20 точечных сварных соединений одновременно. Но ограничение таких систем заключается в том, что они подходят для относительно прямых кусков листового металла.
Преимущества точечной сварки
- Точечная сварка выполняется быстро. Подходит для крупносерийного производства
- Это быстрее, чем дуговая сварка и пайка
- Оператору или технику требуется очень небольшая подготовка для работы на машине
- Вы можете легко автоматизировать процесс сварки с помощью машин для точечной сварки
- Отсутствие деформации металла, так как площадь сварного шва довольно мала и тепловая энергия сосредоточена в этой области
Недостатки точечной сварки
- Оборудование дорого для высокопроизводительного производства
- Обслуживание машин для точечной сварки затруднено
- Поскольку речь идет о большой силе тока и низком напряжении, стоимость материалов высока (провода и т.