
Все что вам нужно знать об орбитальной сварке TIG
TIG, WIG или GTAW? Эти три термина относятся к одному и тому же процессу: TIG (Tungstène Inert Gas — Вольфрамовый инертный газ). Речь идет просто о переводе с разных языков. По-немецки Вольфрам называется Wolfram: Wolfram Inert Gas (Вольфрамовый инертный газ). В США этот процесс называют Gas Tungsten Arc Welding (GTAW) – Аргонно-дуговая сварка вольфрамовым электродом в среде инертного газа.
Процесс TIG сварки был разработан в 1940-х годах. Первоначально этот процесс использовался для сварки коррозионностойких сплавов и металлов. В то время их было трудно сваривать, в частности, мы можем назвать алюминиевые и магниевые сплавы. Сегодня технология TIG значительно расширилась и позволяет осуществить раскисление и сварку всех типов металлов, представленных на рынке.
Как это работает?
Сварка TIG — это процесс дуговой сварки неплавящим электродом. Электрическая дугаобразовывается между неплавящим вольфрамовым электродом изаготовкой для сварки. Если требуется присадочный металл, он подается в сварочную ванну вручную (присадочный пруток) или механически (катушка присадочной проволоки).
Если требуется присадочный металл, он подается в сварочную ванну вручную (присадочный пруток) или механически (катушка присадочной проволоки).
В термине «Вольфрамовый инертный газ» вольфрам относится к электроду, а инертный газ относится к типу используемого плазмообразующего газа. Дуга создается между тугоплавким электродом (- источника) и деталью в среде инертного газа. В целом, речь идет о газе или смеси редких газов.
Зажигание происходит за счет газа, вырывающегося из сопла и окружающего большую часть электрода. Сварка выполняется в прямой полярности (полюс источника подключен к электроду) для большинства металлов и сплавов (сталей, нержавеющей стали, меди, титана, никеля и др.) за исключением легких алюминиевых или магниевых сплавов, когда сварка выполняется с чередующейся полярностью (в течение некоторого времени электрод подключается к положительному полюсу источника). Непрерывная сварка с обратной полярностью (положительный полюс подключен к электроду) разрушает этот электрод, расплавляя его.
Температура выше 4800 °C
Температура в сварочном конусе в месте нахождения электрода выше 4800 °C.
При такой высокой температуре необходимо охлаждение машин : либо на уровне горелки для стационарных машин или открытых головок, либо полностью в частях корпуса для закрытых головок.
Процесс сварки TIG — это процесс сварки, при котором электрическая энергия (электрическая дуга между электродом и деталью) преобразуется в тепловую энергию без контакта с деталью. Это тепло вызывает проникновение расплавленного материала, что позволяет соединить два соприкасающихся элемента. В том случае, если необходимо добавить присадочный металл его направляют в сварочную ванну непосредственно под электродом.
Фактически, сварка TIG очень стабильна и может использоваться в любом положении, поэтому ее легко автоматизировать.
Наше руководство по орбитальной сварке TIG позволит вам больше узнать об этом процессе, который позволяет получать сварные швы очень высокого качества. Скачайте его бесплатно ниже!
Скачайте его бесплатно ниже!
оборудование и сфера применения метода, принцип работы аппарата – Дуговая сварка на Svarka.guru
Среди современных видов надежного соединения металлических конструкций выделяется метод сварки TIG, который применяется в машиностроении, при ремонте автомобилей на СТО, а также на многих других предприятиях, когда нужно сварить детали разной конфигурации. После такого воздействия остаются аккуратные швы, которые не портят внешний облик изделия, но сохраняют его прочность.
Содержание
- 1 Общая информация
- 2 Применение на производстве
- 3 Преимущества и минусы
- 4 Технология выполнения
- 5 Как варить TIG сваркой
- 6 Особенности комплектации
- 6.1 Правильное использование инвертора
- 6.2 Делаем аппарат в домашних условиях
- 7 Функциональные режимы
- 7.1 Постоянный ток
- 7.2 Переменный ток
- 8 Электроды и их характеристики
- 8.

- 8.
- 9 Распространенные ошибки
- 10 Техника безопасности
- 11 Выводы
Общая информация
TIG сварка — это ручной вид сваривания деталей, при котором применяется неплавящийся электрод из вольфрама, защиту выполняет чистый аргон. Аббревиатура расшифровывается просто вольфрам плюс защитный инертный газ, а вот что это такое тиг сварка, надо объяснить более подробно. Главную роль играет электрод из вольфрама с большой температурой плавления, поэтому во время работы он практически не изменяет свой конфигурации.
Вольфрамовый стержень закрепляется в центре сопла, из которого под давлением выходит аргон, защищающий место сварки от окисления. Сварочная дуга оплавляет металл кромок деталей, присадочную проволоку, формируя прочный шов. Применяя такой вид сварки, новички успешно соединяют детали из алюминия, который трудно поддается такому виду обработки из-за особого строения поверхности.
Изучив на практике, что это такое tig сварка, исполнители, не имеющие опыта в соединении цветных металлов, будут уверенно работать на производстве, потому что инертный газ надежно защитит расплавленный металл от возможного окисления.
Применение на производстве
Такой прогрессивный вид сварки получил широкое использование из-за большой температуры дуги, позволяющей качественное соединение углеродистых сталей и цветных металлов. Исполнитель может с одинаковой уверенностью обрабатывать изделия из чугуна, алюминия и их сплавы, варить тугоплавкие металлы. При сварке конструкций из нержавеющей стали получаются эстетичного вида шовные соединения, которые не требуют дополнительной обработки.
Автомобильные концерны, производители ракетно-авиационной техники, пищевая и нефтеперерабатывающая промышленности — все заинтересованы в приобретении аналогичного оборудования из-за его надежности и качества сварки.
Преимущества и минусы
ТИГ сварка имеет в своем арсенале множество достоинств:
- При нагревании металл деформируется минимально.
- Аргон намного тяжелее молекул кислорода, содержащихся в воздухе, поэтому он вытесняет их из сварочной ванны, не допуская окисления.

- Все виды работ выполнить нетрудно, исполнитель, даже не имея большого опыта, быстро справляется с поставленной задачей.
- Шов получается ровным и аккуратным, не требуется последующая обработка.
- Легко соединяются тугоплавкие металлы и алюминиевые конструкции, считающиеся на производстве проблемными.
- Минимальное негативное воздействие на экологию окружающей среды.
Welding TIG имеет и ряд негативных свойств:
- на открытом воздухе при порывах ветра ее невозможно применить, так как инертный газ выдувается из сварочной ванны;
- требуется тщательная предварительная подготовка кромок деталей;
- проблемы сварки в труднодоступных местах из-за конструкции горелки.
Новички часто задают вопрос — что это за название TIG lift, эта функция поджога дуги, когда электрод касается металла, а затем отводится на нужное для качественной сварки расстояние. В момент отведения возбуждается сварочная дуга, но на поверхности остается след, который нужно зачистить после окончания работ.
Технология выполнения
Перед началом работы надо тщательно зачистить свариваемые стыки, так как посторонние примеси могут нарушить целостность шва, негативно влияя на качество.
Для выбора силы тока существуют специальные таблицы, которые для удобства использования размещают на лицевой стороне аппаратов.
Как варить TIG сваркой
Выбирая правильный режим, сварщик уже имеет 50% успеха в прочном соединении конструкции. В таблице приведены варианты подборки диаметра электрода и силы тока, которые напрямую зависят от толщины соединяемых деталей.
| Толщина заготовки, мм | Величина тока, ампер | Размер электрода, мм |
| 1 | 44—56 | 1,5 |
| 2 | 79—91 | 2,0 |
| 3 | 121—150 | 3,2 |
| 4 | 165—190 | 5,0 |
Затем устанавливают вариант полярности: прямую при постоянном токе и обратную при переменном его значении.
Чтобы активировать дугу сварщик проводит прутком по поверхности конструкции (принцип зажигания спичек) или используется TIG lift. Бесконтактный вариант возбуждения возможен только при эксплуатации профессионального аналогичного типа оборудования.
Особенности комплектации
Она довольно простая: нужен аппарат, для подсоединения массы и горелки — прочные шланги, редуктор, обеспечивающий регулировку давления защитного газа установливается на газовый баллон. Горелки используются двух видов:
- №1 — металлы толщиной не более 3 мм.
- №2 — для более толстых конструкций.
Величина тока при первом варианте не столь большая, поэтому корпус быстро остывает естественным способом, второй вариант — применяется водяное охлаждение: смесь спирта-этанола и дистиллированной воды циркулирует от аппарата к горелке, охлаждая шланг и корпус, а также защищая их в минусовую погоду от переохлаждения.
Правильное использование инвертора
При аргонной сварке из инвертора своими руками, новичкам полезно узнать некоторые нюансы: вначале настроить аппарат на необходимую силу тока, подключить шланги. Значение имеет вид подключаемого тока, после этого надо отрегулировать подачу газа, сверяясь с таблицей, представленной ниже.
| Расход газа, л/мин | Металлы |
| 15—20 | алюминий |
| 10—12 | медь |
| 6—8 | низколегированная сталь |
| 12—14 | сплавы магния |
| 10—12 | никелевые сплавы |
Теперь можно активировать дугу и начинать сварку, добавляя присадочную проволоку для улучшения качества сварки.
[stextbox id=’warning’]Горелку сварщик держит под определенным углом, что позволяет ему визуально правильное выполнение соединения металлов.[/stextbox]
Делаем аппарат в домашних условиях
Простой способ — это использовать уже обычный инвертор MMA с подходящими для сварки параметрами, но надо его доработать и перенастроить. В результате вы получаете инверторный агрегат, который позволяет сварку металла с подключением любого вида тока. Потребуется комплект шлангов для подключения горелки заводского изготовления, осциллятор и блок задержки подачи тока.
В результате вы получаете инверторный агрегат, который позволяет сварку металла с подключением любого вида тока. Потребуется комплект шлангов для подключения горелки заводского изготовления, осциллятор и блок задержки подачи тока.
Второй вариант предусматривает изготовление всех компонентов схемы собственноручно — это снижает денежные затраты, но от исполнителя требуются знания и высокие навыки в сборке, изготовлении сложных плат и деталей, а также много свободного времени.
Функциональные режимы
Постоянный ток
К электроду подключают минус, а к конструкции плюс, это позволяет:
- увеличить скорость процесса;
- сварочная ванна получается узкая и глубокая;
- повышать срок эксплуатации неплавящихся электродов.
Аналогичный режим применяют для сварки нержавеющих и высоколегированных сталей.
Переменный ток
Такое подключение позволяет менять полярность в процессе соединения металлов, тем самым разрушая окисную пленку. При этом производят такие регулировки:
При этом производят такие регулировки:
- повышая величину обратной полярности, исполнитель улучшает очистку поверхности металла от окисления;
- подача минуса на электрод увеличивает проплавку металла и оптимальную глубину сварочной ванны.
Процесс используется для тугоплавких сплавов и цветных металлов.
Электроды и их характеристики
При TIG сварке применяются стержни, состоящие до 99% из прочного вольфрама, разные добавки способствуют улучшению шовного соединения. Например, WC-20 содержат оксиды церия, эксплуатируются на малых значениях постоянного тока, дуга легко активируется, такие электроды используются для сварки небольших деталей.
WL-20 из-за оксида лантана, не так сильно нагреваются при эксплуатации, поэтому срок службы — наиболее продолжительный. Электроды марки WZ-8 с содержанием оксида циркония, работают только при подключении переменного тока, отличаются стабильностью дуги. А стержни с маркировкой WY-20 устойчивы к большим величинам тока из-за наличия оксида иттрия, применяются для сварки особо важных конструкций.
Виды заточки
Качество шва зависит от формы обработки: постоянный ток — электроды заточены на конус с плоской площадкой на контактной части, переменный — окончание закругляется. Периодически пруток полируется, чтобы удалить мелкие повреждения и наплывы. Если длина конуса небольшая, то ширина шва аналогичная, для оптимальной проварки металла используют длину заточки равную двум диаметрам электрода.
Распространенные ошибки
Уменьшение объема электрода происходит при неправильной регулировке силы тока и недостаточном давлении газа, подача которого продолжается не менее 10 секунд после деактивации дуги. Если же газ отключается сразу, то происходит окисление разогретого стержня.
Электрод изменяет цвет из-за небольшой скорости подачи защитного газа, а некачественный шов получается при попадании водяных паров, вследствие неплотного резьбового соединения шлангов, где происходит циркуляция охлаждения.
Техника безопасности
Нарушения правил безопасности ведет к профзаболеваниям исполнителей, возникновению предпосылок к несчастным случаям и травматизму на производстве. При больших объемах сварочных работ они должны проводиться в специальных помещениях или отгороженных кабинах, где устраивается вентиляция для удаления вредоносных газов.
При больших объемах сварочных работ они должны проводиться в специальных помещениях или отгороженных кабинах, где устраивается вентиляция для удаления вредоносных газов.
При строительстве зданий устраиваются огороженные площадки, при этом высота щитов должна быть не менее двух метров, сварка в пожароопасных местах производится с неукоснительными соблюдениями требований пожаробезопасности. Оборудование на открытых участках защищается от осадков навесами или укрывается плотным брезентом.
[stextbox id=’alert’]Важно! Аргонодуговую сварку запрещено производить, когда идет дождь, особенно это опасно при грозе, т. к. вероятность поражения электроразрядом высокой силы многократно возрастает.[/stextbox]
При сварке цветных металлов выделяется огромное количество вредоносных газов и пыли, что негативно сказывается на здоровье сварщиков, поэтому нужно обеспечить эффективную вытяжку и приточную вентиляцию в помещении. При их оборудовании надо учесть, что вредные примеси удаляются от места проведения сварки под углом и в противоположную от исполнителя сторону.
[stextbox id=’info’]В. И. Никаноров, образование: ПТУ, специальность: оператор аргонодуговой сварки, опыт работы: с 1995 года: «Начинающие сварщики должны помнить, что здоровье зависит только от вас самих, поэтому никогда не соглашайтесь работать в местах необорудованных надежной вентиляцией — молоко не спасет вас от отравления вредоносными отходами сварки, скопления их в организме».[/stextbox]
Выводы
Методика TIG основана на технологичном способе сварки различных металлов при защите от окисления нейтральными газами, с участием присадочной проволоки и неплавящегося вольфрамового электрода. Даже начинающий сварщик свободно соединяет черные и цветные металлы, а также тугоплавкие сплавы. Оборудование позволяет осуществить глубокую сварку различных конструкций, но теоретические знания и профессиональные навыки нужны, как и в любой другой профессии.
Руководство для начинающих по сварке ВИГ
Сварка ВИГ стала популярной среди домашних мастеров, домашних механиков и профессионалов в области строительства, поскольку ее можно использовать со всеми типами металлов. Вы можете соединять сталь, алюминий, медь и нержавеющую сталь в широком диапазоне толщин с помощью процесса сварки TIG. Из различных процессов дуговой сварки TIG обеспечивает высочайшее качество сварки.
Вы можете соединять сталь, алюминий, медь и нержавеющую сталь в широком диапазоне толщин с помощью процесса сварки TIG. Из различных процессов дуговой сварки TIG обеспечивает высочайшее качество сварки.
Сварные швы точные и аккуратные. Работа чистая и не образует дыма или остатков. Отсутствие шлака снижает вероятность дефектов сварки, таких как шлаковые включения, которые могут привести к получению плохого металла сварного шва. В отличие от обычной дуговой сварки, готовый шов практически не требует очистки.
Увидев все преимущества сварки TIG, в этом руководстве по TIG мы увидим, что это за процесс, как он работает, какие материалы необходимы и как выполняется процесс, а также отрасли, в которых применяется технология сварки. используется в и основные плюсы и минусы.
Перейти к разделу:
- Что такое сварка TIG?
- Наука, стоящая за сваркой TIG
- Какие расходные материалы необходимы для сварки TIG?
- Начало работы со сварочным аппаратом TIG
- Применения для сварки TIG
- Плюсы и минусы сварки TIG
- Часто задаваемые вопросы по сварке TIG
- Следующие шаги: что делать после обучения сварке TIG
По данным Института сварки (TWI), сварка TIG — это процесс сварки плавлением, в котором используется неплавящийся (вольфрамовый) электрод для нагрева заготовки. Затем он защищает сварные швы инертным газом.
Затем он защищает сварные швы инертным газом.
TIG просто означает сварку вольфрамом в среде инертного газа. Процесс сварки также называют дуговой сваркой вольфрамовым электродом в среде защитного газа (GTAW).
Это означает, что во время сварки TIG между вольфрамовым электродом и заготовкой возникает электрическая дуга. Электрическая дуга интенсивна, но ее можно превосходно направлять.
Наука, стоящая за сваркой TIGСварка TIG основана на повышении температуры соединяемых деталей до точки плавления с помощью электрической дуги, которая создается между неплавящимся вольфрамовым электродом и заготовкой за счет прохождения переменный или постоянный электрический ток.
Сварка чаще всего выполняется при прямой полярности (полюс (-) генератора соединен с электродом) для металлов и сплавов (таких как сталь, нержавеющая сталь, медь, титан и никель). Однако в случае легких сплавов алюминия или магния мы свариваем с чередованием полярности, чтобы обеспечить процесс самоочистки, т. е. разрушение оксидного слоя, образовавшегося во время сварки. Пробой этого слоя происходит путем изменения полярности с помощью переменного тока.
е. разрушение оксидного слоя, образовавшегося во время сварки. Пробой этого слоя происходит путем изменения полярности с помощью переменного тока.
Невозможно выполнять сварку с обратной полярностью (полюс (+) подключен к электроду), поскольку это разрушит электрод, расплавив его, так как в этом случае большая часть тепла дуги будет концентрироваться на конце вольфрамового электрода.
Сварочные аппараты TIG оснащены трансформаторной или современной инверторной технологией. Современные сварочные аппараты с инверторной технологией не только намного легче трансформаторов, но и позволяют значительно больше настроек, которые можно использовать для сварки.
Более сложные устройства предлагают опцию импульсной сварки ВИГ, при которой вы можете еще точнее адаптировать отдельные параметры к вашим требованиям во время сварки.
Импульсная функция снижает воздействие тепла на материал и позволяет сваривать очень тонкие листы. В дополнение к частоте импульсов или количеству импульсов в секунду вы можете использовать регуляторы для прямого влияния на значения тока, такие как базовый ток, пиковый ток, время импульса на базовом токе и пиковом токе, а также другие факторы, чтобы достичь максимально совершенного сварного шва за счет точного контроля тепловложения дуги.
Процесс TIG заключается в создании электрической дуги между негорючим электродом (вольфрам) и свариваемой деталью. С помощью этого процесса можно сваривать с присадочным металлом или без него. Этот присадочный металл часто представляет собой тот же материал, что и свариваемая деталь.
Для сварки ВИГ требуется подача инертного защитного газа, такого как чистый аргон. Во время сварки TIG необходимый ток подается вольфрамовым электродом — центральным элементом процесса сварки. Этот вольфрамовый электрод является источником электрической дуги, которая нагревает и разжижает свариваемый материал.
За это время из газового сопла выходит защитный газ. Затем он защищает нагретый материал (а также ванну с жидким расплавом) от химических реакций при контакте с окружающим воздухом. Этот процесс гарантирует высокое качество сварных швов.
Электрическая дуга позволяет поднять температуру более чем до 6000 градусов по Фаренгейту.
Ниже приведены некоторые инструменты и материалы, необходимые для сварки TIG.
Вольфрамовый электродВ отличие от сварки MIG-MAG, где расходуемый присадочный материал также действует как сварочный электрод, при сварке TIG используется вольфрамовый электрод. Этот электрод проводит ток, и его форма влияет на сварной шов. Кроме того, он не плавится и имеет более длительный срок хранения. На поведение сварочной ванны также может влиять химический состав.
Используемые электроды состоят в основном из вольфрама с твердостью более 99 процентов. Оксиды металлов добавляются для увеличения электронной эмиссионной способности электрода и эффективности. Поэтому существует много типов вольфрамовых электродов на основе оксидов, присутствующих в вольфраме, и каждый тип имеет цветовой код (например, красный цвет для W-Tho2), который содержит оксид тория, и зеленый цвет для электродов из чистого вольфрама. Для сварки алюминия также существуют электроды из чистого вольфрама.
Для сварки алюминия также существуют электроды из чистого вольфрама.
Вольфрамовый электрод окружен газовым соплом, через которое проходит инертный газ (например, аргон, гелий, водород или их смесь). Таким образом, он защищает дугу и металл сварного шва от окисления окружающей атмосферой.
Аппарат для сварки TIGОборудование для сварки TIG состоит из источника постоянного тока CC, кабеля заземления, сварочной горелки и газового баллона для сварки TIG или подключения к газовой сети. Сварочный аппарат имеет важное значение в этом комплекте. Сварочный аппарат может быть трансформаторного или инверторного типа. Машина также может содержать блок жидкостного охлаждения. Механизм подачи проволоки не требуется, так как присадочный металл подается вручную.
Мощность, используемая в сварочных аппаратах, обычно представляет собой источник питания постоянного тока, который может производить переменный ток AC, постоянный ток положительного постоянного тока + или постоянный ток отрицательного постоянного тока (сокращенно источник питания переменного/постоянного тока). Наиболее распространенные сварочные аппараты TIG используют постоянный ток (DC).
Наиболее распространенные сварочные аппараты TIG используют постоянный ток (DC).
При сварке TIG стали или нержавеющей стали процесс сварки TIG постоянным током показывает хорошие результаты. Если вы хотите начать TIG-сварку алюминия, вы должны использовать переменный ток, так как TIG-сварка алюминия требует особых требований к сварке в отношении упомянутого выше процесса самоочистки.
Для этого можно использовать аппараты для сварки TIG переменным и постоянным током, которые также часто называют аппаратами для сварки алюминия. При TIG-сварке алюминия на переменном токе на алюминии не должны образовываться твердые оксидные слои. Эти слои могут привести к тому, что сварной шов станет некачественным. С помощью метода сварки TIG на переменном токе можно достаточно эффективно сваривать и другие легкие металлы, такие как магний.
Горелка или электрододержатель Сварочная горелка или электрододержатель TIG представляет собой ручную часть сварочного аппарата. Это позволяет выполнять точную сварку непосредственно на заготовке.
Это позволяет выполнять точную сварку непосредственно на заготовке.
Горелка для сварки TIG обычно содержит вольфрамовый электрод, стабилизированный зажимной втулкой, с помощью которой генерируется дуга. Колпак горелки защищает сварщика от контакта с концом неплавящегося вольфрамового электрода.
Трубопровод защитного газа проходит через ручку сварочной горелки TIG к газовому соплу и подает необходимый защитный газ.
В случае сварочной горелки TIG с водяным охлаждением (когда сварочный ток превышает 250 AMP) через рукоятку горелки проходят две дополнительные линии, а именно вход воды и возврат. Они обеспечивают адекватное охлаждение горелки и защищают от перегрева.
Наконец, провод сварочного тока также проходит через ручку сварочной горелки TIG к вольфрамовому электроду для создания необходимой сварочной цепи.
С помощью переключателя горелки на рукоятке сварочной горелки TIG можно включать и выключать сварочную горелку, а также запускать и останавливать подачу электричества, защитного газа и охлаждающей воды.
В начале дуги используется высокочастотный ток для облегчения зажигания дуги. В случае отключения тока переключатель на рукоятке позволяет постепенно снижать ток до отключения. Постепенное понижение уменьшает кратерные трещины, образующиеся при традиционных процессах сварки из-за резкого отключения тока в конце сварки.
Подача защитного газа (гелий, аргон, водород или смесь)В большинстве случаев используется аргон, особенно в Европе. По данным Обсерватории экономической сложности (OEC), Германия, Бельгия и Нидерланды обладают одними из самых больших запасов газообразного аргона и являются ведущими экспортерами.
Этот нейтральный газ позволяет избежать мгновенного окисления при плавлении свариваемого металла. Это также влияет на создание дуги на зажигание, форму валика и скорость сварки.
Аргон лучше подходит для более тонких металлов из-за меньшей потребности в тепле. В Соединенных Штатах гелий используется, так как здесь его больше. Хотя гелий затрудняет зажигание, он повышает напряжение дуги и, следовательно, обеспечивает большее проплавление и скорость сварки.
Хотя гелий затрудняет зажигание, он повышает напряжение дуги и, следовательно, обеспечивает большее проплавление и скорость сварки.
Продувочный газ (аргон) можно смешивать с водородом (5 или 10%) для получения двух различных результатов, которые зависят от поставленной цели.
Если вы хотите уменьшить зону термического влияния (ЗТВ), добавление водорода позволяет снизить количество необходимой энергии примерно на 25 процентов. Это связано с тем, что водород имеет свойство концентрировать электронный пучок, исходящий от вольфрама, и, таким образом, уменьшать ширину наплавленного валика.
Для аустенитных нержавеющих сталей использование смесей аргона и водорода повышает производительность за счет увеличения провара и скорости сварки.
Стержень из присадочного металла Присадочный металл состоит из стержня переменного диаметра; состав которых подобен свариваемому металлу. Как следует из названия, этот металл сплавляется с дугой и представляет собой дополнительный материал во время формирования валика сварного шва.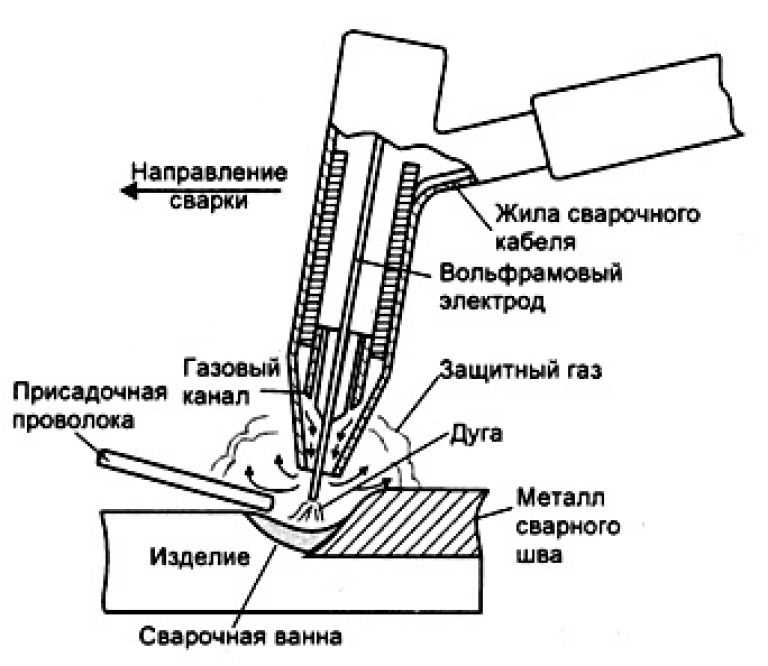
- ER5356 или S Al 5356 для алюминия
- ER316L или W 19 12 3 L для аустенитных нержавеющих сталей
- ER70S-3 или W 42 5 W3Si1 для обычных углеродистых сталей
- TA6V для титана
Использование газа, сварочных лучей и сварочных брызг может быть опасным для сварщика. Важно использовать защитное снаряжение.
- Защитные очки
Защитные очки используются для защиты глаз от опасных лучей и искр. Сварка без них может привести к мгновенным ожогам или тому, что называется глазом сварщика, то есть ощущению песка в глазах и таким симптомам, как слезотечение и покраснение глаз, чувствительность к свету и многое другое.
Вам потребуются рубашки с длинными рукавами и брюки для защиты тела от сварочных брызг, а одежда для сварщиков также должна быть огнестойкой (FR).
- Кожаные сапоги
Кожаные сапоги являются частью защитного снаряжения. Они защищают сварщика от искр, поражения электрическим током и других опасностей, связанных со сваркой.
- Перчатки
Опять же, хорошие перчатки для сварки TIG не распространяют горение. Огнестойкость гарантирует, что они могут выдерживать высокие температуры. Сварочные перчатки должны защищать сварщика от пламени, порезов, искр и тепла.
- Солнцезащитный крем
Солнцезащитный крем сварщика должен быть обработан оксидом цинка, чтобы физически блокировать все формы излучения, испускаемого при сварке. Это могут быть UVA, UVB или UVC.
Начало работы со сварочным аппаратом TIGСварка вольфрамовым электродом в среде инертного газа включает следующие процедуры.
Подготовка инструментов и рабочего места Перед запуском сварочного аппарата обязательно наденьте защитные очки, тяжелую огнестойкую сварочную одежду и сварочную маску с защитой глаз.
Убедитесь, что у вас чистая поверхность. Подготовка детали из углеродистой стали заключается в ее зачистке с помощью шлифовального круга или пескоструйного аппарата. Для алюминиевой детали лучше всего использовать проволочную щетку из нержавеющей стали.
Если деталь изготовлена из нержавеющей стали, протрите место сварки тряпкой, смоченной в растворителе. Перед началом сварки обязательно храните ветошь и химикаты в надежном месте.
Взять и заточить электродРазмер вольфрамового электрода зависит от толщины заготовки и сварочного тока. Обязательно затачивайте электрод радиально по окружности, а не прямо к концам.
Для заточки можно использовать пемзу. На всякий случай ориентируйте электрод в том же направлении, что и камень.
Иметь закругленный конец, если сварка выполняется переменным током, или острый конец, если сварочный ток является постоянным. Если вы выполняете угловой или стыковой шов, то заточите электрод так, чтобы получился стержень длиной от 5 до 6 миллиметров.
Отвинтите заднюю часть электрододержателя и вставьте электрод. Затем прикрутите эту часть обратно. Обычно электрод должен выступать за пределы защитной оболочки зажима примерно на 6 мм.
Выберите защитный газ и отрегулируйте поток сварочного газаМожно использовать чистый аргон, гелий или смесь аргона и гелия. Снимите защитный пластиковый колпачок. Прокачайте резьбовой корпус клапана, быстро открывая и закрывая его, чтобы удалить посторонние предметы.
Затяните винт регулятора. Полностью затяните гайку, повернув регулятор, чтобы он правильно расположился в клапане. Затяните регулятор гаечным ключом, повернув ручку давления против часовой стрелки.
Подсоедините газовый шланг и расходомер, затем откройте вентиль баллона. Обязательно открывайте кран медленно и постепенно. Обычно достаточно четверти оборота.
Наконец, проверьте отсутствие утечки газа либо на слух, либо распылив средство для обнаружения утечек на фитинги.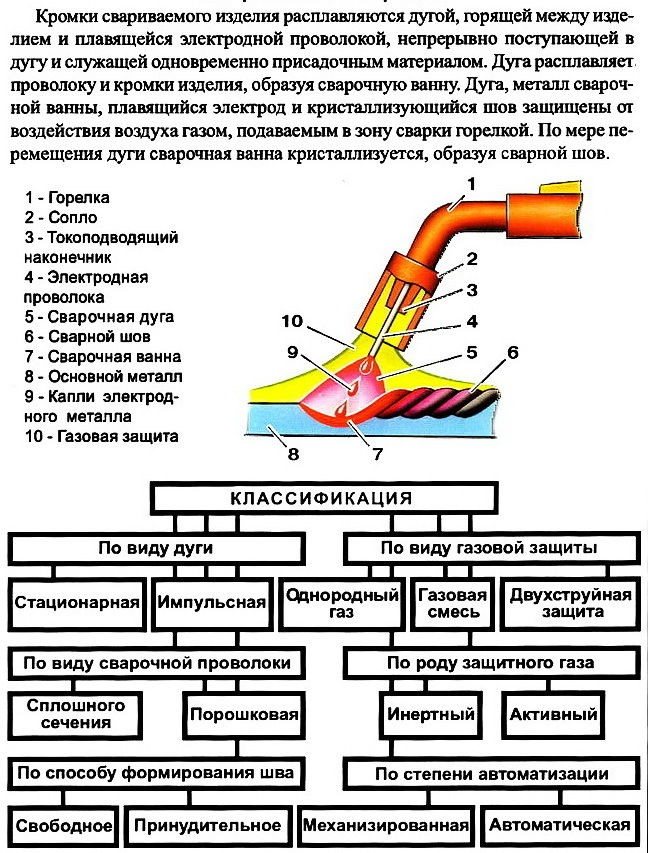 Отрегулируйте расход газа, воздействуя на регулятор. Настройка зависит от характера сварки, но обычно она составляет от 4 до 12 литров в минуту.
Отрегулируйте расход газа, воздействуя на регулятор. Настройка зависит от характера сварки, но обычно она составляет от 4 до 12 литров в минуту.
Подключить педаль к сварочной станции. Эта педаль используется для контроля температуры во время сварки. Соберите сварочную горелку TIG. Горелки этого типа снабжены керамическим соплом для направления аргона, медной втулкой для удержания электрода и охлаждающей средой. Закрепите резак с помощью адаптера, входящего в комплект принадлежностей.
Выберите полярностьВы можете настроить полярность вашей станции в соответствии с типом металла, который вы собираетесь сваривать. При наличии алюминиевых деталей установите селектор в положение, соответствующее переменному току (AC). С другой стороны, если свариваемые детали изготовлены из стали, выбирайте сборку с прямой полярностью, то есть с отрицательным электродом постоянного тока.
Регулировка силы тока Регулировка силы тока позволяет контролировать процесс сварки. Чем больше толщина свариваемых деталей, тем выше будет интенсивность. Но если вы правильно координируете свое действие на педаль, у вас будет меньше проблем с интенсивностью.
Чем больше толщина свариваемых деталей, тем выше будет интенсивность. Но если вы правильно координируете свое действие на педаль, у вас будет меньше проблем с интенсивностью.
Вот некоторые общие значения силы тока в зависимости от толщины: 1,6 мм, от 30 до 120 ампер; 2,4 мм, от 80 до 240 ампер; 3,2 мм, от 200 до 380 ампер.
Сварить основные металлыПродолжайте соединять детали. Закрепите эти детали с помощью уголка или плоской планки с помощью хомутов. Совместите детали (создайте точки сварки, предназначенные для удержания деталей вместе до завершения сварки). Поместите эти точки на расстоянии нескольких дюймов друг от друга вдоль сварного шва.
Регистрация шариковДержите горелку TIG в руке. Обязательно держите его под углом около 75 градусов, с электродом в пределах 0,5 см от свариваемых деталей. Не касайтесь деталей вольфрамовым электродом, чтобы не загрязнить сварной шов.
Регулируйте температуру сварки с помощью педали. Ширина сварочной ванны должна быть примерно 0,5 см. Важно поддерживать бассейн разумного размера, чтобы избежать плохого завершения операции сварки.
Ширина сварочной ванны должна быть примерно 0,5 см. Важно поддерживать бассейн разумного размера, чтобы избежать плохого завершения операции сварки.
Держите свинцовый электрод другой рукой. Держите его в точке, где металл будет нагреваться факелом, так, чтобы он составлял угол 15 градусов с горизонтом.
Нагрейте основной металл горелкой. Под воздействием тепла будет создана сварочная ванна, которая будет использоваться для сварки двух частей. Как только сварочная ванна коснется двух деталей, заполните шов присадочным металлом быстрыми движениями, чтобы избежать образования выпуклостей. Присадочный металл укрепит сварной шов.
Расширение сварочной ванныДля этого перемещайте электрическую дугу в правильном направлении. В отличие от процесса сварки MIG, при котором вы перемещаете сварочную ванну в направлении движения горелки, в процессе TIG вы толкаете сварочную ванну в направлении, противоположном наклону горелки.
Движение руки похоже на движение руки левши, держащего карандаш. В то время как правша водит карандашом, как если бы он делал сварку MIG (с обоими углами, наклоненными вправо), левша держит свой карандаш наклоненным влево, хотя он должен толкать его вправо. Завершите сварку, продвигая сварочную ванну. Вы только что сделали сварку TIG!
В то время как правша водит карандашом, как если бы он делал сварку MIG (с обоими углами, наклоненными вправо), левша держит свой карандаш наклоненным влево, хотя он должен толкать его вправо. Завершите сварку, продвигая сварочную ванну. Вы только что сделали сварку TIG!
Следующее руководство на YouTube от Miller Welders предлагает дополнительные советы по сварке TIG и методы сварки TIG для тех, кто хочет узнать больше: https://youtu.be/tNYmo2_DI6c
Приложения для сварки TIGДля чего используется сварка TIG ?
Сварка ВИГ широко используется в аэрокосмической и авиационной промышленности, поскольку этот процесс обеспечивает прочное и чистое сварное соединение. Это идеально подходит для ремонта и сборки компонентов самолета.
- Автомобильная промышленность
Известно, что процесс TIG помогает уменьшить коррозию. Крылья автомобиля сварены методом TIG для предотвращения ржавчины.
- Кузовной ремонт
Сварка ВИГ идеально подходит для кузовных работ. Это процесс, который широко используется при восстановлении и ремонте кузова автомобиля.
- Сварка трубопроводов
Процесс орбитальной сварки TIG часто считается лучшим процессом сварки сборок трубопроводов для сварки полных соединений труб малого диаметра, не превышающих 2 ½ дюйма в диаметре, или для сварки корневых швов, в то время как заполняющие и заглушки выполняются с использованием также используются другие процессы сварки: дуговая сварка в среде защитного газа (SMAW), сварка в среде инертного и активного газа (MIG-MAG) и дуговая сварка с флюсовой проволокой (FCAW).
Плюсы и минусы сварки ВИГНиже перечислены некоторые преимущества и недостатки сварки ВИГ.
Плюсы- Очень чистые сварные швы
- Может использоваться с наполнителем или без него
- Создает прочные сварные швы
- Обеспечивает сварщику высокую степень контроля
- Может выполняться вручную или автоматически
Минусы
- Занимает много времени
- Нельзя использовать для более толстых металлических соединений
- Требуются высококвалифицированные сварщики
Сварка ВИГ довольно популярна, поскольку она обеспечивает более высокое качество сварки, чем сварка МИГ. Кроме того, он более точен и может использоваться со всеми типами металлов. Вы можете соединять сталь, алюминий, медь и нержавеющую сталь с помощью сварки TIG в широком диапазоне толщин.
Кроме того, он более точен и может использоваться со всеми типами металлов. Вы можете соединять сталь, алюминий, медь и нержавеющую сталь с помощью сварки TIG в широком диапазоне толщин.
При сварке MIG-MAG присадочный металл подается через горелку, поэтому горелки TIG отличаются от горелок MIG-MAG. Сварка TIG не требует этого метода.
Для каких материалов подходит сварка TIG?Сварка ВИГ подходит, в частности, для нержавеющей стали, алюминия и никелевых сплавов — от очень тонких листов алюминия и нержавеющей стали до специальных материалов, таких как титан.
Требуется ли для сварки TIG присадочный металл? В принципе, для сварки TIG не требуется присадочный металл. Сборка сваркой здесь осуществляется путем проплавления соединения и в этом случае называется автогенной сваркой. Если возникает необходимость работать с присадочным металлом, его необходимо добавлять в сварочную ванну вручную либо с помощью специального механизма подачи холодной проволоки.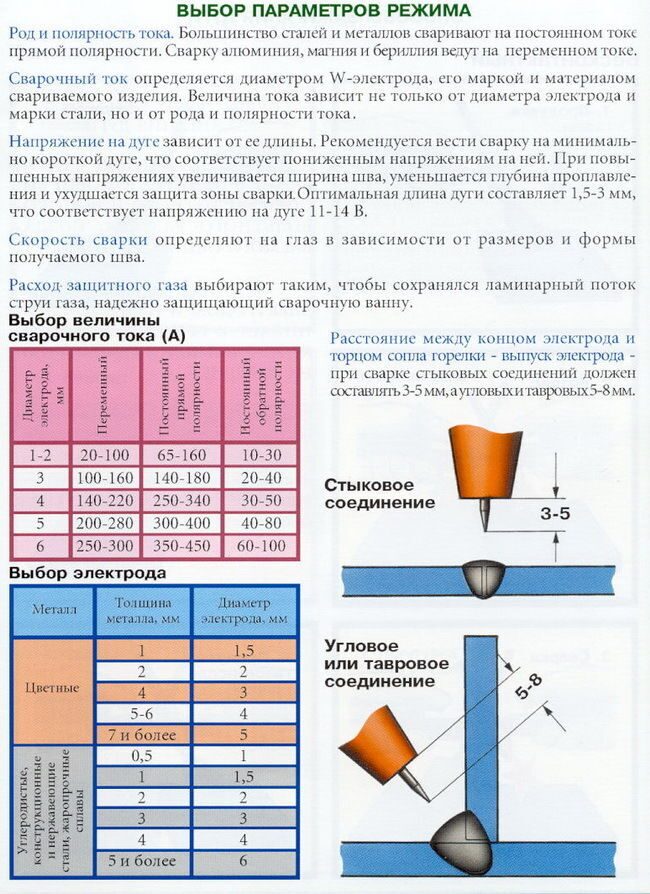 При сварке TIG горелка направляется, а присадочный металл подается либо по каплям, либо непрерывно, при этом присадочная проволока постоянно удерживается в сварочной ванне.
При сварке TIG горелка направляется, а присадочный металл подается либо по каплям, либо непрерывно, при этом присадочная проволока постоянно удерживается в сварочной ванне.
После изучения основ сварки ВИГ необходимо продолжать обучение.
Курсы на YouTubeСуществуют курсы на YouTube, которые научат вас всем основам, методам и технологиям, используемым в сварке TIG, а также пошаговым инструкциям по выполнению каждого проекта.
Профессиональная сертификацияОбучение сварке TIG занимает около 40 часов. И когда вы закончите, пришло время начать поиск сертификации. Сертификаты торговой карьеры в этой области включают CW, CWS, CRWT, CWE и CWI.
Семинары Вы также можете найти экспресс-курсы по сварке TIG онлайн. Семинары часто предлагаются за обучение, но все необходимое должно быть предоставлено.
Сварка МИГ и ТИГ: сходства, различия и области применения
— Обновлено 11.06.2021
Соединение металлов посредством сварки дает несколько вариантов наилучшего метода. Вы можете выбрать сварку MIG и TIG. Дебаты о сварке MIG и TIG уже давно популярны в обрабатывающей промышленности, и мы здесь, чтобы предоставить факты для каждого типа сварки. Каждый из них имеет определенные преимущества в определенных ситуациях. Если вы когда-нибудь задумывались, в чем разница между сваркой MIG и TIG, в этом руководстве вы найдете все, что вам нужно знать.
При сварке MIG и TIG сварной шов создается путем нагревания металлической поверхности электрической дугой. Разница заключается в том, как дуга используется для соединения металлических поверхностей. При сварке MIG используется плавящийся электродный наполнитель, который расплавляется дугой для получения сварного шва. Для сварки TIG не требуется присадочный материал, вместо этого используется вольфрамовый наконечник для нагрева и непосредственного соединения металлических поверхностей.
Что такое сварка MIG?
Сварка MIG — это аббревиатура от металлического инертного газа. Этот процесс также называется дуговой сваркой в среде защитного газа (GMAW). Большинство сварщиков сначала изучают этот процесс, потому что он сочетает в себе универсальность и простоту использования. Большинство металлов и сплавов легко адаптируются к этому процессу.
Часть названия, связанная с инертным газом, происходит от того факта, что дуга не реагирует на кислород в атмосфере. Защитный газ окружает электрическую дугу, чтобы предотвратить ее воздействие за пределы отведенной области. Этот газ помогает повысить безопасность сварки MIG.
Сварщик использует плавящийся электрод в виде металлического наполнителя. Этот металл расплавится, чтобы соединить куски металла, которые сварщик хочет соединить. Тип используемого электродного наполнителя зависит от соединяемых материалов и их свойств.
Сварка MIG предлагает простой процесс по сравнению с другими видами сварки. Его простота также делает процесс быстрым, поэтому он идеально подходит для проектов в последнюю минуту, особенно если вам нужно соединить более толстые металлы, чем может справиться сварка TIG.
Его простота также делает процесс быстрым, поэтому он идеально подходит для проектов в последнюю минуту, особенно если вам нужно соединить более толстые металлы, чем может справиться сварка TIG.
В отличие от других видов сварки, в которых используется расходуемый присадочный материал, таких как сварка электродами, при сварке MIG используется больше присадочного материала, что приводит к меньшему количеству отходов. Например, при сварке электродом до 25 % присадочного электрода уходит в отходы в виде неиспользованного отрезка. При сварке MIG на каждые 50 деталей 49из них осаждаются на металлы в качестве наполнителя, оставляя менее 2% наполнителя впустую.
Сварка MIG также обеспечивает преимущество скорости. Процесс занимает гораздо меньше времени по сравнению со сваркой электродом или сваркой TIG. Для приложений, требующих максимально быстрой сварки, сварка MIG может быть лучшим выбором. Однако не стоит забывать о толщине металла и внешнем виде сварного шва. При соединении более толстых деталей MIG имеет преимущество перед TIG. Наполнитель, используемый для сварки MIG, лучше скрепляет металлические детали, а более толстый металл дольше нагревается, чтобы TIG работал.
Наполнитель, используемый для сварки MIG, лучше скрепляет металлические детали, а более толстый металл дольше нагревается, чтобы TIG работал.
Несмотря на то, что сварка MIG полезна, быстра и универсальна, ее самым большим недостатком является то, где ее можно выполнять. Газы, используемые для защиты процесса сварки, плохо работают снаружи. Проводите сварку MIG только в помещении с более контролируемой атмосферой.
Процесс сварки МИГ
Процесс сварки МИГ начинается с тщательной очистки соединяемых металлических поверхностей. Любая грязь или загрязнения на поверхности могут помешать адекватному прилипанию наполнителя к металлу. Даже грязь под металлическими зажимами, удерживающими детали, может препятствовать прохождению электрического тока по системе, снижая эффективность сварки.
Настройка параметров сварки MIG зависит от металлов, которые необходимо соединить.
- Сила тока: Сила используемого тока зависит от толщины металла.
 Как правило, используйте один ампер на 0,001 дюйма толщины металла.
Как правило, используйте один ампер на 0,001 дюйма толщины металла. - Присадочная электродная проволока: Тип используемой проволоки зависит от типа соединяемого металла. Толщина электрода напрямую связана с глубиной металла.
- Газы: Выбранные газы также зависят от металлов. Для универсальной сварки углеродистой стали используйте смесь 75 % аргона и 25 % углекислого газа. Использование 100% углекислого газа обеспечивает более глубокое проникновение наполнителя в более толстые металлы, хотя и создает больше беспорядка. Для алюминия используйте 100% аргон, в то время как равные части аргона, углекислого газа и гелия хорошо подходят для нержавеющей стали.
- Выступ: Длина провода, выступающего из конца сварочного пистолета, должна составлять 3/8 дюйма и при использовании издавать звук шипения бекона. Если звук не соответствует ожиданиям, у вас слишком много проводов.
Во время сварки мощность передается через сварочную горелку на проволоку.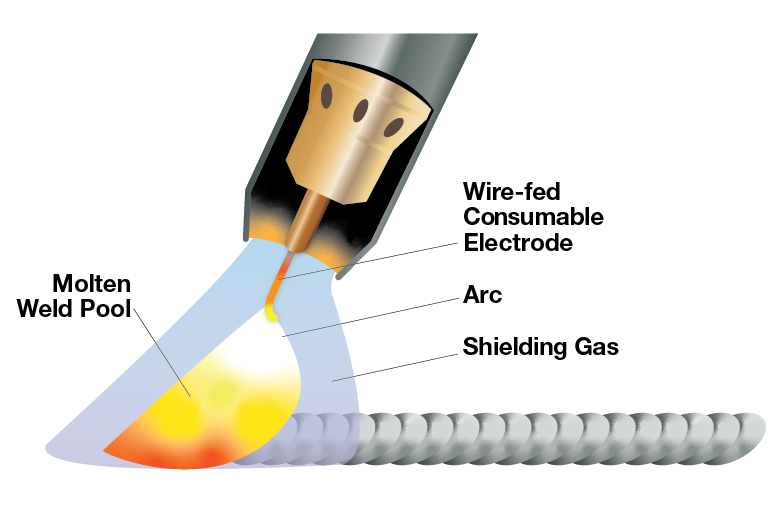 Сварка посылает электрическую дугу через расходуемый электрод к металлическим деталям. Этот процесс плавит расходуемый наполнитель в сварочную ванну, которая охлаждается и затвердевает, чтобы соединить металлические детали.
Сварка посылает электрическую дугу через расходуемый электрод к металлическим деталям. Этот процесс плавит расходуемый наполнитель в сварочную ванну, которая охлаждается и затвердевает, чтобы соединить металлические детали.
Во время этого процесса вы можете толкать сварочный пистолет вперед или тянуть его назад. Вариант, который вы выберете, зависит от вашего мастерства и результатов, которые вы хотите получить. Независимо от выбранного вами метода, старайтесь, чтобы угол перемещения между поверхностью и сварочным пистолетом составлял от 5 до 15 градусов. Углы, измеряемые выше, могут увеличить разбрызгивание и снизить точность.
Проталкивание означает, что вы работаете перед сварочной ванной, создавая более неглубокий провар и более плоский шов. Этот метод дает вам лучшую видимость процесса, потому что вы отталкиваетесь от пула.
Процесс вытягивания требует, чтобы вы оттащили пистолет от лужи. Некоторые называют это методом удара слева, потому что ваша рука движется назад. Если вытащить сварочную горелку, образуется узкий валик, проникающий глубоко.
Если вытащить сварочную горелку, образуется узкий валик, проникающий глубоко.
Для чего используется сварка MIG?
Сварка МИГ обычно используется для сварки более толстых металлов. Сварка MIG также быстрее, чем сварка TIG, что делает ее отличным вариантом для приложений, требующих скорости.
Сварка МИГ имеет несколько применений. Однако, прежде чем определять конкретные области применения, ознакомьтесь с преимуществами сварки MIG, чтобы увидеть, как она лучше подходит для некоторых проектов.
Если вам нужна скорость, а не точность, выберите сварку МИГ. Это происходит быстрее, хотя результаты не выглядят такими чистыми, как при сварке TIG.
Для более толстых металлов наполнитель, используемый при сварке MIG, помогает удерживать детали вместе. TIG недостаточно для металлов толщиной 1/2 дюйма, потому что материалы не могут достаточно нагреться во время процесса.
Если вы подберете газ и проволоку в соответствии с типом металла, который вам нужно соединить, MIG сможет найти множество применений, для которых вы можете его использовать.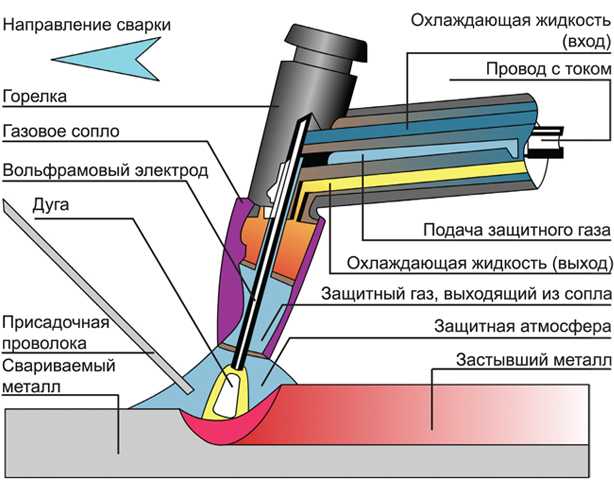 Поскольку он создает видимую линию сварки, выбирайте его для проектов, которые вы можете видеть снаружи или где важна эстетика.
Поскольку он создает видимую линию сварки, выбирайте его для проектов, которые вы можете видеть снаружи или где важна эстетика.
Надлежащее использование сварки MIG включает следующее:
- Ремонт металлических компонентов
- Ремонт и производство автомобилей
- Сцепки для прицепов
- Сельскохозяйственное оборудование
- Сварка конструкций
- Сварка труб
- Сварка под водой
- Ремонт железнодорожных путей
- Судостроение
Эти варианты сварки МИГ показывают, насколько универсален этот процесс. Если ваш проект не должен выглядеть идеально, требует скорости для чистовой обработки или имеет более толстые металлы, для которых сварка TIG не подходит, вы можете выбрать MIG для своей сварки.
Что такое сварка TIG?
Сварка ВИГ — это аббревиатура от вольфрама в среде инертного газа. Другое его название – дуговая сварка вольфрамовым электродом или GTAW.
Название процесса происходит от вольфрамового электрода внутри сварочного пистолета. В MIG этот электрод является расходуемым металлом, который создает наполнитель. Однако вольфрам не так легко плавится, как другие материалы. Он проводит электрическую дугу непосредственно к компонентам, которые необходимо соединить.
В MIG этот электрод является расходуемым металлом, который создает наполнитель. Однако вольфрам не так легко плавится, как другие материалы. Он проводит электрическую дугу непосредственно к компонентам, которые необходимо соединить.
Если вы не коснетесь вольфрамовым электродом сварочной ванны или материалов, вы не израсходуете его во время процесса. Если вольфрам коснется металла (происшествие, известное как погружение), вам нужно будет отшлифовать наконечник. От того, как часто вы случайно погружаете вольфрам в металл, зависит срок службы наконечника.
В то время как MIG использует наполнитель, TIG не требует его. Его способность соединять два металла без наполнителя означает, что детали имеют более чистое соединение без дефектов из-за неправильного использования наполнителя.
Процесс TIG требует большего мастерства, чем MIG, а это означает, что только опытные сварщики могут использовать этот метод. Поскольку для сварки TIG требуется две руки, в случаях, когда используется наполнитель, сварщик регулирует ток с помощью ножной педали. Если сварщик не отрегулирует ток должным образом, металлы могут стать слишком горячими. Если металлы перегреваются во время сварки, они могут треснуть от напряжения.
Если сварщик не отрегулирует ток должным образом, металлы могут стать слишком горячими. Если металлы перегреваются во время сварки, они могут треснуть от напряжения.
Точность, необходимая для сварки TIG, значительно замедляет процесс. Сварка TIG занимает как минимум в два раза больше времени по сравнению с аналогичным проектом, использующим сварку MIG. Тем не менее, это вложение времени гарантирует, что продукт сварки TIG будет иметь гладкий и точный сварной шов между парой металлических листов.
Поскольку сварка TIG требует нагрева металлических деталей, которые необходимо соединить, детали должны иметь достаточно тонкую конструкцию, чтобы ток мог проходить через них для достижения надлежащей температуры. Очень толстые детали требуют наполнителя, используемого при сварке MIG, для более надежного соединения.
Процесс сварки ВИГ
В отличие от процесса сварки ВИГ, при котором сварочная горелка удерживается одной рукой, хотя две руки для устойчивости предпочтительнее, для сварки ВИГ требуется две руки при использовании присадочного материала. Пока присадочный материал находится внутри сварочной горелки при сварке MIG, вы держите его одной рукой при сварке TIG.
Пока присадочный материал находится внутри сварочной горелки при сварке MIG, вы держите его одной рукой при сварке TIG.
В процессе сварки TIG вольфрам помещается в сварочную горелку там, где расходуемый присадочный материал должен быть при сварке MIG. Этот вольфрам сохраняет свою форму во время процесса, что позволяет многократно использовать его.
Сварочная горелка посылает электрический ток на соединяемые металлы. Этот ток нагревает металлы, позволяя им слегка расплавиться, образуя сварочную ванну между ними. Поскольку электрический ток нагревает металлы, сварка TIG лучше всего подходит для очень тонких деталей, таких как 0,005 дюйма. Сварка MIG перекроет такие тонкие листы материала.
Если вам нужен наполнитель для процесса, вы держите стержень материала в одной руке, а горелка находится в вашей основной руке. Вы используете ножную педаль для регулировки тока через сварочный пистолет.
Вольфрамовый стержень будет иметь заостренный или закругленный конец, в зависимости от того, что вы будете сваривать, и от источника питания. Для сварки алюминия и магния используйте переменный ток и шаровой наконечник на вольфрамовом электроде. В нержавеющей стали и стали используется отрицательный электрод постоянного тока (DCEN) и заостренный наконечник на вольфраме.
Для сварки алюминия и магния используйте переменный ток и шаровой наконечник на вольфрамовом электроде. В нержавеющей стали и стали используется отрицательный электрод постоянного тока (DCEN) и заостренный наконечник на вольфраме.
При сварке TIG используйте газ аргон при соединении нержавеющей стали, алюминия или стали. В то время как толкание и вытягивание хорошо подходят для сварки MIG, при сварке TIG всегда используйте метод проталкивания.
Сварка TIG требует особой осторожности и точности. Не бойтесь тратить время. Для достижения наилучших результатов обеспечьте чистоту свариваемых поверхностей. Грязь вызывает серьезные осложнения при сварке, особенно при использовании TIG без наполнителя. Потратив время на очистку поверхности и завершение сварки, вы получите лучший сварной шов, чем если бы вы поторопились с грязными поверхностями. Несмотря на более медленный процесс, сварка TIG дает гораздо более эстетичные результаты.
Для чего используется сварка TIG?
Поскольку TIG требует предельной точности и обеспечивает более чистые сварные швы, он лучше всего подходит для применений, где внешний вид и прочность имеют значение. При работе без наполнителя TIG создает готовые изделия, на поверхности которых нет видимого наполнителя. TIG также не образует брызг во время процесса, так как не требует наполнителя для создания связи.
При работе без наполнителя TIG создает готовые изделия, на поверхности которых нет видимого наполнителя. TIG также не образует брызг во время процесса, так как не требует наполнителя для создания связи.
Также обратите внимание на толщину металла. Для более толстых деталей TIG не будет производить достаточного тепла в деталях для их соединения. TIG очень хорошо работает с очень тонкими металлическими листами и не требует наполнителя для таких сварных швов. Детали, которые плохо проводят электричество, но вместо этого нагреваются, особенно хорошо подходят для сварки TIG, которая основана на выделении тепла в металле для создания сварочной ванны.
В то время как MIG должен соединять только подобные металлы, TIG может соединять разнородные материалы. Например, вы можете сваривать углеродистую сталь с медными сплавами или нержавеющей сталью.
При выборе сварки TIG детали должны плотно прилегать друг к другу перед их сваркой. В противном случае сварной шов не исправит никаких ошибок при посадке, поскольку TIG обычно не использует наполнитель. Если детали не имеют желаемой посадки, вы все равно можете использовать TIG, если вы выполняете сварку импульсным током. Хотя это может не решить проблемы с посадкой, но лучше подходит для деталей.
Если детали не имеют желаемой посадки, вы все равно можете использовать TIG, если вы выполняете сварку импульсным током. Хотя это может не решить проблемы с посадкой, но лучше подходит для деталей.
Сварка ВИГ имеет некоторые области применения, предусмотренные строительными нормами. Во многих проектах как минимум первый сварной шов между деталями должен выполняться с помощью сварки TIG. Эти приложения включают трубопроводы, видимые потребительские товары и ядерные работы.
Поскольку сварка TIG не имеет видимого наполнителя после завершения, она хорошо подходит для соединения частей кузова автомобилей, компонентов аэрокосмической отрасли, деталей кораблей, деталей велосипедов и труб. Эти приложения также ценят коррозионную стойкость и прочность сварных швов, которые производит TIG.
Одно из применений сварки TIG, демонстрирующее ее прочность и надежность, — это ее использование для отработавшего ядерного топлива. После того, как ядерные стержни закончили свое использование, сварщики выбирают сварку TIG для герметизации этих все еще радиоактивных веществ, чтобы предотвратить утечку материала внутри.