
что это такое, способы соединения, особенности, преимущества
Сварка металлических деталей известна человечеству давно. Однако с развитием металлургии, появлением новых сплавов, соединений технология начала улучшаться, чтобы отвечать всем требованиям складывающихся реалий. Любому начинающему сварщику нужно узнать побольше информации о ТИГ сварке: что это такое, как пользоваться оборудованием, какими сильными и слабыми сторонами она обладает.
ТИГ сваркаЧто такое ТИГ сварка?
Прежде чем переходить к описанию оборудования, разбору преимуществ и недостатков, необходимо разобраться с принципами технологии, особенностями ТИГ сварки. TIG сварка — это способ соединения металлов, при котором используется вольфрамовый электрод с защитным газом. Стержень считается «неплавящимся». Сварщик должен затачивать его перед применением, чтобы дуга была стабильной, а шов получался ровным.
Вольфрамовый электрод закрепляется в горелке по центру сопла. По краям горелки находятся отверстия, через которые подаётся защитный газ. Для этого применяется аргон. Он защищает место сваривания от образования оксидной плёнки. Дополнительно нужно использовать присадочную проволоку. Желательно, чтобы она была изготовлена из того материала, который нужно сварить.
Для этого применяется аргон. Он защищает место сваривания от образования оксидной плёнки. Дополнительно нужно использовать присадочную проволоку. Желательно, чтобы она была изготовлена из того материала, который нужно сварить.
История появления
Сварка известна человечеству не одно десятилетие. Впервые идея того, что можно соединять металлические детали во время сильного нагревания появилась в начале 20 века. Над созданием подобного оборудования задумался Чарльз Л. Коффин — американский инженер. Однако первые образцы оборудования не позволяли использовать аппарат в промышленных условиях, сваривать сплавы металлов.
Впервые неплавящийся электрод из вольфрама и защитный газ (инертный гелий) были протестированы в 40-х годах 20 века. С помощью этой технологии удалось соединить алюминий, магний, никель. Метод стал популярен в самолёто- и ракетостроении, а потом получил популярность и среди других направлений промышленности.
Преимущества и недостатки
Любой технологический процесс обладает сильными и слабыми сторонами. Преимущества аргоновой TIG сварки:
Преимущества аргоновой TIG сварки:
- Благодаря использованию защитного газа шов получается равномерным, без поров, трещин, пустот. Аргон защищает нагреваемую поверхность от оксидной плёнки, образующейся при взаимодействии горячего металла с кислородом.
- Уменьшаются внутренние напряжения, образующиеся во время сваривания без защитного газа.
- Металл не разбрызгивается.
- После сваривания изделия не нуждаются в дополнительной обработке.
- ТИГ сваркой можно соединять большинство известных металлов, сплавов.
- Достаточно попробовать поработать оборудованием 2–3 раза, чтобы освоить навык создания качественных, красивых швов.
Недостатки TIG сварки:
- Используя оборудование на открытом воздухе, нужно закрывать место соединения от ветра. Потоки воздуха сбивают направления движения защитного газа, ухудшают качество шва.
- Нужно тщательно подготавливать рабочую поверхность.
- Нельзя выбирать острый угол наклона горелки относительно заготовки.
 Это осложняет рабочий процесс.
Это осложняет рабочий процесс. - На месте, где зажигается электрическая дуга, остаётся отметка, которую нужно будет счистить.
Учитывая недостатки ТИГ оборудования, можно подготовиться к возможным сложностям во время эксплуатации сварки.
Красивые швы сваркиПрименение
Поскольку ТИГ технология позволяет соединять множество металлов и сплавов на их основе, её используют в различных направлениях промышленности:
- Автомобилестроение, изготовление деталей для промышленного оборудования.
- Космическая промышленность.
- Строение кораблей, самолётов.
- Изготовление медицинских инструментов.
- Строительство, создание электроинструментов.
Часто ТИГ технология применяется в домашних условиях. С помощью аппаратов с вольфрамовыми электродами заваривают детали от кузова автомобилей, чинят радиаторы.
Режимы
ТИГ оборудование работает с помощью однополярного или переменного тока. Каждый из отдельных режимов ТИГ сварки применяется для разных материалов.
Постоянный ток
Оборудование, работающее на постоянном токе, обладает определёнными преимуществами. К ним относятся:
- Увеличивается экономичность рабочего процесса.
- Можно проваривать детали на большую глубину. Шов получается узки, но глубоким.
- Возрастает скорость сварочного процесса.
Минус подаётся на вольфрамовый электрод, плюс идёт на обрабатываемую деталь. Оборудование, работающее на постоянном токе, подходит для соединения легирующих сталей, нержавейки.
Переменный ток
Оборудование, во время работы которого происходит автоматическая смена минуса и плюса. При увеличении обратной полярности поверхность эффективнее очищается от оксидной пленки.
Оборудование
Проводить сварочный процесс с защитным газом, неплавящимся вольфрамовым электродом можно с помощью обычного инвертора с горелкой, которая может подавать газ. Однако существует два вида специализированного инструмента:
- Инвертор TIG.
 Дополняется блоком, который может вырабатывать прямой или переменный ток. Благодаря этому увеличивается функционал аппарата. Даёт возможность работать со сталями, алюминием, сплавами.
Дополняется блоком, который может вырабатывать прямой или переменный ток. Благодаря этому увеличивается функционал аппарата. Даёт возможность работать со сталями, алюминием, сплавами. - Сварочные выпрямители. Аппарат преобразует переменный ток в постоянный. Является профессиональным аппаратом.
Оборудование и расходные материалы нужно выбирать зависимо от того, какой металл или сплав будет обрабатываться.
Инвертор ТИГ сваркиАлгоритм сборки сварочного аппарата
После покупки установки, расходных материалов, соединительных элементов нужно собрать отдельные детали и механизмы вместе. Этапы сборки:
- Соединить осциллятор с инвертором.
- Провод, отвечающий за массу, закрепить на клемме, отмеченной значком плюса.
- Провод, который соединён с горелкой, нужно подключить к клемме со значком минуса.
- На рукав, через который будет проводиться поток газа, закрепить горелку.
- Подготовить баллон с аргоном. Накрутить редуктор.
- Рукав, подающий газ, закрепить на редукторе.

- Инвертор подключить к общей сети — 220 В. Осциллятор должен питаться от блока питания, вырабатывающего 6 В.
Чтобы не ошибиться при подключении элементов, можно посмотреть схемы и обучающее видео. После сборки необходимо провести настройку аппарата. От этого будет зависеть качество проводимых работ.
Техника сваривания
Процесс сварки своими руками требует предварительной настройки аппарата. Для этого сварщику нужно выполнить ряд действий:
- При использовании неплавящихся вольфрамовых электродов их необходимо заранее подготовить. Рабочий стержень нужно заточить с помощью надфиля.
- После заточки электрода его нужно установить на горелку. Для этого используется цанговый зажим.
- Открыть вентиль на баллоне с аргоном. С помощью редуктора установить рабочий расход газа. Оптимальный показатель — 13 л/мин.
- Массу закрепить на обрабатываемой заготовке или металлическом рабочем столе.
- Включить осциллятор.
 Горелку поднести к поверхности металла.
Горелку поднести к поверхности металла. - После нажатия на кнопку включения появится искра. Открыть подачу газа на горелке.
Расстояние между окончанием электрода и рабочей поверхностью должно быть не менее 3 мм. Вести заострённую часть можно по-разному. Если увеличивать расстояние между вольфрамовым наконечником и металлом, шов будет получаться широким, а глубина проварки уменьшится. При соединении тонких заготовок нужно делать движения горелкой справа налево. Чтобы сделать корневой шов, нужно вести электрод ровно. Угловые стыки соединяются под углом 45 градусов.
ТИГ сварка используется для соединения металлов и сплавов на их основе. Защитный газ, применяемый во время проведения работ, не даёт появляться оксидной плёнке. Важно правильно настраивать оборудование, затачивать неплавящийся электрод перед работой, удерживать дугу на одном расстоянии от заготовки.
что это такое, принцип работы, технологии
Чтобы сварить детали из нержавеющей стали, меди, титана, алюминия, различных цветных металлов и сплавов обычные методы сварки не всегда подходят.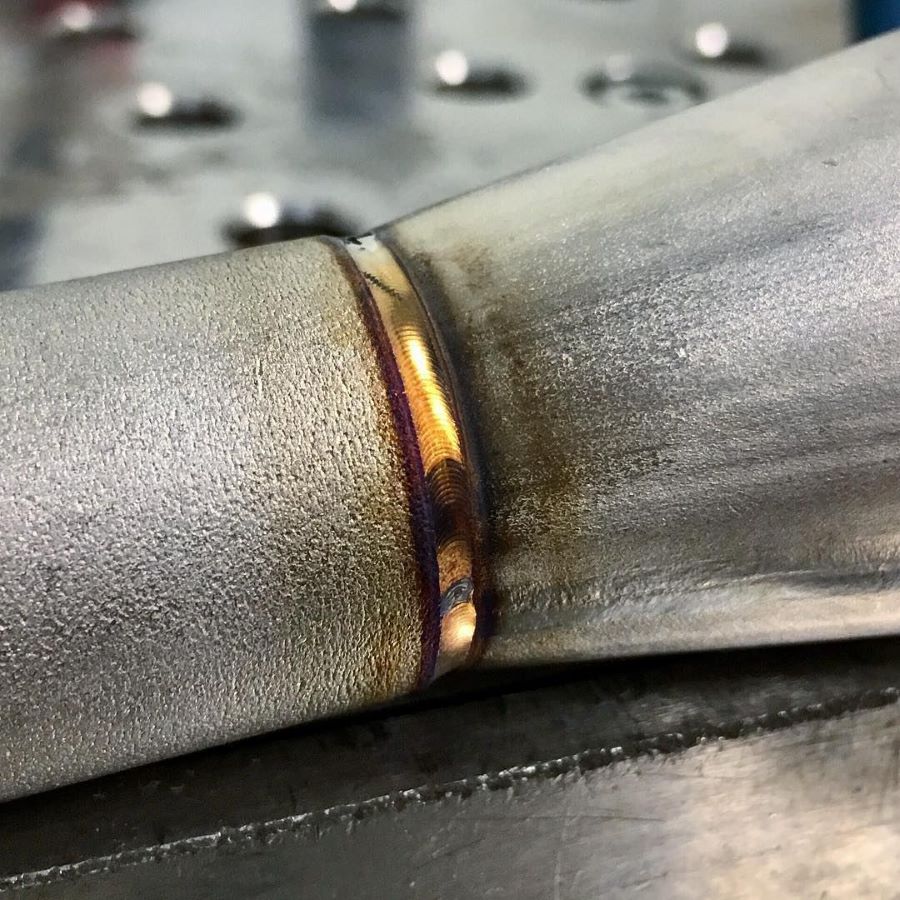 Часто для этих целей многие опытные сварщики применяют сварку аргоном. Этот процесс достаточно тяжелый, длительный и специфический. Но чтобы понять технологию стоит рассмотреть важные особенности, нюансы, правила проведения. Это позволит создать прочную и неразъемную конструкцию.
Часто для этих целей многие опытные сварщики применяют сварку аргоном. Этот процесс достаточно тяжелый, длительный и специфический. Но чтобы понять технологию стоит рассмотреть важные особенности, нюансы, правила проведения. Это позволит создать прочную и неразъемную конструкцию.
Общее описание
Перед тем как приступать к работе стоит рассмотреть, что такое аргонная сварка и для чего она проводится. Это технология гибридного типа, которая позволяет соединять конструкции из капризных и устойчивых металлических основ — от огромных труб до мелких деталей статуэток из бронзового металла.
Прежде чем понять, что это такое аргонно-дуговая сварка, стоит разобраться с физикой данного процесса. Для того чтобы соединить металлические поверхности их требуется предварительно прогреть. Нагревание обычно производится при помощи огня. Именно это способствует вступлению в реакцию кислорода, который находится в воздухе — происходит процесс окисления. Стоит учитывать, что цветные металлы, легированные стали окисляются намного быстрее, чем обычные металлы.
Окисление, которое проявляется во время сварочного процесса, вызывает ухудшение качества соединений. В связи с тем, что в составе швов появляются многочисленные пузырьки, они теряют свою прочность и быстро разрушается. А алюминиевый металл варить невозможно, при нагревании он горит и разрушается.
Технология аргонодуговой сварки основывается на использовании сварочной ванны, которая защищает от газов и примесей. Для этих целей часто применяются инертные газы, которые выполняют роль защитной оболочки. Помимо аргона к инертным газам относится гелий, который обладает такими же свойствами. Однако гелий намного дороже аргона, и он расходуется намного быстрее и больше.
Применение аргона позволяет сэкономить силы и финансовые вложения. Кроме этого этот газ может использоваться для всех цветных металлов, включая нержавейку, медь, алюминий. К главным свойствам аргона стоит отнести:
- Аргон значительно тяжелее воздуха, по этой причине он отлично вытесняет его из сварочной ванны, тем самым защищая зону плавления от ненужных газовых примесей;
- Аргон является инертным веществом, которое не способно вступать ни с какими элементами, включая свариваемые металлические поверхности;
- Не стоит забывать про важный нюанс аргонового газа.
 Во время применения тока с обратной полярностью аргон переходит в состояние электропроводной плазмы со всеми негативными последствиями.
Во время применения тока с обратной полярностью аргон переходит в состояние электропроводной плазмы со всеми негативными последствиями.
Классификация аргонодуговой сварки
Сварка аргоном цветных металлов может производиться несколько способами. Каждый из них обладает отличительными особенностями, от которых зависит качество и прочность сварного шва.
Выделяют следующие виды аргоновой сварки:
- Ручной способ — РАД сварка. Перед тем как приступать к РАД сварке, стоит рассмотреть, что это за процесс. Работа выполняется сварщиком, он производит перемещение горелки, подачу сварочной проволоки. Во время него применяются только вольфрамовые электроды;
- Механизированная или полуавтоматическая сварка металла аргоном. Во время этого процесса проволока подается при помощи машины, а горелку удерживает сварщик. К самому популярному примеру этого метода относится сварка нержавейки полуавтоматом. Механизированная аргоновая сварка дуговая при помощи плавящегося электрода также относится к этому методу.
 Сварочный процесс нержавейки полуавтоматом в среде углекислого газа — является еще одной узкоспециализированной технологией, которая также относится к этой группе;
Сварочный процесс нержавейки полуавтоматом в среде углекислого газа — является еще одной узкоспециализированной технологией, которая также относится к этой группе; - Автоматическая аргонодуговая сварка. Во время этого процесса автомат управляется дистанционно оператором и производит перемещение и подачу проволоки. В последнее время часто во время автоматических сварочных процессов применяются специальные устройства — роботы, которые не требуют участия человека. Данный метод пользуется популярностью на больших производствах.
Особенности сварного шва при аргонодуговой сварке
Рассматривая, что это такое аргонная сварка стоит обратить внимание на особенности сварного шва. Важно помнить о том, чем больше будет угол наклона между поверхностью основного металла и соединения, тем выше будет концентрация напряжения в области сварки. Если к сварному шву предъявляются высокие требования по равнопрочности, то после сварки требуется произвести стачивание шовного валика.
Техника сварки аргоном предполагает правильный подбор материала электрода и присадочной проволоки, также требуется выбрать необходимый режим сварки. Обязательно выбирается способ защиты металлического шва, который обеспечивается за счет меньшего количества примесей, а сама область шва при этом должна быть немного мягче основного металла.
Чтобы обеспечить высокую прочность и износостойкость, мягкая зона должна быть узкой. Это усложняет проведение сварочного процесса, но избавляет от необходимости усиления конструктивных элементов в области соединения.
Различные технологии
Помимо отечественной терминологии применяются зарубежные обозначения, которые помогают разделить сварку в среде аргона на несколько подвидов. Каждый из них обладает уникальными качествами, особенностями. Обычно они применяются для сваривания сталей с различными добавками, сплавов из алюминиевой основы.
Сварка в аргоновой среде разделяется на следующие подвиды:
- Сварка ММА.
 Процесс производится по ручной технологии в поле электрической дуги, образованном электродом с покрытием. При переменном токе данным способом можно варить углеродистую сталь. А если будет оказываться постоянным ток, то будет возможность производить сварку углеродистой и нержавеющей стали, а также алюминия и его сплавов;
Процесс производится по ручной технологии в поле электрической дуги, образованном электродом с покрытием. При переменном токе данным способом можно варить углеродистую сталь. А если будет оказываться постоянным ток, то будет возможность производить сварку углеродистой и нержавеющей стали, а также алюминия и его сплавов; - Сварочный процесс TIG. Он выполняется в ручном режиме в аргоне или в другом инертном газе при помощи вольфрамового электрода. При переменном токе так можно варить только алюминий и его сплавы. При постоянном — углеродистые и нержавеющие виды сталей;
- Сварка MIG. Это полуавтоматическое сваривание, которое производится при помощи плавящейся проволоки. Данная технология аргоновой сварки производится с использованием переменного тока. Свариванию подлежать оба типа металлов, а также алюминий со сплавами.
Оборудование для работы с аргоном
Чтобы получить прочные швы важно знать, что нужно для аргонной сварки. Для процесса требуется достаточно большой и широкий набор оборудования. В продаже часто встречаются универсальные аппараты, которые имеют все необходимые и важные элементы. Они стоят не слишком дорого.
Для процесса требуется достаточно большой и широкий набор оборудования. В продаже часто встречаются универсальные аппараты, которые имеют все необходимые и важные элементы. Они стоят не слишком дорого.
Все оборудование для аргоно-дуговой сварки разделяется на три группы:
- Специализированное. Оборудования предназначено для работ с заготовками одного типа;
- Специальное оборудование для аргонной сварки. Оно устанавливается на промышленный производствах, его применяют для заготовок с одинаковым типоразмером;
- Универсальное оборудование. Оно предназначено для всех видов работ в среде аргона, к примеру, для сварки нержавеющей стали полуавтоматом.
Помимо сварочного аппарата обязательно требуются другие важные элементы. Для сварки в аргоне требуется целый пакет оборудования. При этом не обязательно все покупать, некоторые элементы можно сделать самому.
Итак, рассмотрим, что нужно для аргоновой сварки:
- Специальная горелка с вольфрамовым расходником;
- Трансформатор основного и вспомогательного вида.
 В качестве основного обычно применяется аппарат для дугового способа с показателем напряжения до 70 В. Вспомогательный трансформатор требуется для электропитания коммутирующих устройств;
В качестве основного обычно применяется аппарат для дугового способа с показателем напряжения до 70 В. Вспомогательный трансформатор требуется для электропитания коммутирующих устройств; - Осциллятор. Устройство подключается параллельно к источнику питания. Он требуется для разжигания дуги во время работы с неплавящимся вольфрамовым расходником при помощи подачи высокочастотных импульсов. В результате этого наблюдается ионизация дугового промежутка. Если показатель обычной сетевой частоты насчитывает около 55 Гц, а напряжение 220 В, то после преобразования осциллятором частота и напряжения увеличиваются до 500 кГц и 6000 В;
- Контактор. Этот элемент требуется для подачи напряжения на горелку;
- Реле. Оно осуществляет включение и отключение контактора и осциллятора;
- Электроды из вольфрамовой основы. Они идут с проволокой с соответствующим диаметром;
- Аргоновый баллон, который оборудован редуктором;
- Выпрямитель. Он требуется для получения постоянного тока с показателем напряжения 24 В;
- Амперметр.
 Этот компонент производит измерение силы тока;
Этот компонент производит измерение силы тока; - Таймер. Осуществляет контроль времени обдува аргоном;
- Электро-газовый клапан. Он требуется для подачи постоянного или переменного тока с показателями 24 и 220 В соответственно;
- Фильтр, который выполняет контролирование высоковольтных импульсов из осциллятора;
- Аккумулятор. Он требуется для последовательного подключения в электрическую цепь для стабилизации переменного тока.
Если во время аргоновой сварки используются металлы с более толстыми краями, а также требуется повышение производительности, то дополнительно во время процесса сваривания могут применяться усовершенствованные элементы:
- Специальная горелка, которая позволяет применять сразу несколько вольфрамовых электродов. Это повышает качество и прочность сварного шва, который выполняется на высокой скорости;
- Специальное приспособление для нагревания присадочной проволоки;
- Пульсирующий ток для периодических пауз его поступления, во время которых металлическая основа кристаллизуется.
 Если движение дуги синхронизировать с импульсами тока, то плавка выходит высокоэффективных во всех положениях в пространстве.
Если движение дуги синхронизировать с импульсами тока, то плавка выходит высокоэффективных во всех положениях в пространстве.
Особенности сварочных работ в среде аргона
Принцип работы аргонодуговой сварки основан на соединении поверхностей рабочих металлов в среде защитного газа. В качестве рабочего элемента в данном процессе применяется горелка. В ее центральную часть вставляется электрод из вольфрамовой основы, его вылет должен быть в пределах 2-5 мм.
Фиксирование электрода внутри горелки осуществляется при помощи специального держателя. В него вставляется вольфрамовый стержень с любым требуемым диаметром. Для подачи защитного газа горелка оснащается соплом из керамической основы.
На фото ниже показан общий принцип работы аргоновой сварки.
Сварка под аргоном предполагает применять требуемую температуру, которую задает электрическая дуга. Формирование сварного шва выполняется при помощи присадочной проволоки, состав которой должен соответствовать составу обрабатываемой металлической поверхности.
Стоит изучить несколько правил принципа работы аргонно-дуговой сварки, от которых зависит прочность и качество сварного шва:
- Чем длиннее будет сварочная дуга, тем шире будет шов и меньше его глубина. Именно это снижает качество сварного соединения. По этой причине рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей;
- Чтобы сделать узкое и глубокое сварное соединение, важно чтобы электрод и горелка двигались в продольном направлении. Отклонение в сторону (поперечные движения) снижают качество сварного шва. По этой причине во время сварки требуется, чтобы сварщик был внимательным и аккуратным;
- Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварочного процесса, они должны быть прикрытыми аргоном. Это предотвратит проникновение кислорода и азота внутрь сварочной зоны;
- Подача присадочной проволоки должна быть плавной и равномерной. При резкой подаче происходит сильное разбрызгивание металла.
 Правильная подача достаточно сложный процесс, который приходит с опытом;
Правильная подача достаточно сложный процесс, который приходит с опытом; - Стоит обратить внимание на важный показатель — проплавленность. В аргонной сварке он определяется самим сварочным соединением. Если он обладает округлой или выпуклой формой, то это может указывать на его низкое качество. Это означает, что проплавление поверхности было проведено недостаточно;
- Присадочная проволока подается перед горелкой с неплавящимся электродом. При этом ее подача должны выполняться под определенным углом. Данные показатели обеспечивают ровность сварного соединения и его небольшую глубину. Это позволяет полностью контролироваться сварочный процесс;
- Ни в коем случае не стоит начинать и заканчивать сварку с аргоном резко, это открывает доступ проникновения кислорода и азота в область сваривания. По этой причине необходимо начинать сварку после 15-20 секунд, как только будет начата подача в стык соединения двух металлов инертного газа. А заканчивать процесс (убирать присадочную проволоку) стоит до того момента, как будет выключена горелка.
На этот процесс обычно отводится 7-20 секунд.
Заканчивать сварочный процесс требуется снижением показателей силы тока при помощи реостата, который имеет в составе конструкции сварочного аппарата. Если будет сделано отведение горелки, то это может открыть доступ в область сваривания азота и кислорода.
Этапы проведения аргоновой сварки
Технология сварки аргоном должна проводиться правильно с учетом всех требуемых правил. Во время этого процесс обязательно должны использоваться неплавящиеся электроды.
Для проведения сварки обязательно требуется подготовить необходимые элементы:
- Источник питания;
- Горелка с вольфрамовым электродом;
- Газовый баллон с аргоном;
- Присадочная проволока.
Электрод устанавливается в держатель горелки, он должен выступать вперед на 2-5 мм. Диаметр данного компонента подбирается в зависимости от характера сварного шва, толщины соединяемых металлических деталей. Вокруг держателя электрода располагается сопло, которое осуществляет подачу электрода в область сварки при проведении работ.
Как варить аргонной сваркой? Сварочный процесс с поддувом выполняется в следующей последовательности:
- Очищение поверхности зоны сварки;
- Приведение горелки в рабочее положение — подача аргона для создания защитного слоя и розжиг дуги;
- Процесс выполнения сварного шва.
Каждый сварщик должен знать, как варить аргоновой сваркой, важные особенности данного процесса и последовательность всех действий. Перед тем как приступать к сварке стоит произвести тщательное очищение кромочной поверхности соединяемых деталей от загрязнений и оксидной пленки. Для этих целей может применяться механический и химический способ очистки, после которого производится обезжиривание поверхностей.
После этого оборудование приводится в рабочее состояние:
- Источник питания подключается к электрической сети;
- К детали, которая подлежит сварке, при помощи кнопок на горелке подается защитный газ. А сама деталь подключается к «массе»;
- При помощи высокочастотного импульса разжигается дуга.
Она будет замыкать цепь между электродом и металлом сварного изделия;
- Газ должен подаваться заранее, примерно за 20 секунд перед подачей тока. Это требуется для обеспечения защитного слоя.
При проведении процесса ни в коем случае нельзя допускать касания вольфрамового электрода свариваемой поверхности. Он должен располагаться на минимальном расстоянии от нее (2 мм), это позволит создать малую сварочную дугу. В данной ситуации она сможет обеспечить максимальное проплавление металла по толщине.
Сразу же после разжигания дуги сварщик приступает к созданию шва в области, которая защищена аргоном. Что такое аргоновая сварка и как она производится? Рассмотрим весь процесс:
- При помощи горелки, которая располагается в правой руке, сварщик медленно ведет дугу строго по линии шва;
- Левой рукой специалист навстречу движению горелки подает присадочную проволоку в область сварки;
- Присадочная проволока должна постоянно находиться перед горелкой под небольшим углом от 150 до 300 по отношению к свариваемой поверхности;
- Электрод с горелкой должен образовывать угол в 900.
Во время выполнения ручных сварочных работ не стоит допускать резкую подачу присадочной проволоки. Это может привести к сильному разбрызгиванию металла и к образованию неровной линии сварного шва. После окончания сварочных работ подача аргона не должна прекращаться сразу, это предотвратит окисление еще не остывшего металла.
Инверторная сварка в аргоне
Что это инверторная аргоновая сварка? Этот метод считается самым востребованным видом аргонодуговой технологии. Его используют в промышленных и бытовых условиях. Во время этого процесс применяется инвертор для аргонодуговой сварки, это тип аппарата дуговой сварки, который преобразует ток из постоянного в переменный. Кроме этого оборудование обладает дополнительным преимуществом, которое состоит в адаптации к скачкам напряжения источника питания.
Инверторный сварочный аппарат обладает компактными размерами, он нетяжелый и выполнен из прочной основы. Он прекрасно подходит для проведения сварочных работ в любых условиях — дома и на производстве. Кроме этого он обладает легким управлением, с которым смогут справиться даже новички.
Кроме этого он обладает легким управлением, с которым смогут справиться даже новички.
Что можно варить инверторной аргоновой сваркой? Данная технология отлично подходит для сваривания нержавейки, меди, алюминия, цветных металлов. При помощи инвертора процесс выполняется достаточно легко, требуется только двигать горелкой вдоль шва. Если соблюдать все технологические требования, сварное соединение выходит узким и ровным.
Правильная аргоновая горелка
Главные задачи горелки состоят в подаче электроэнергии и создании газовой защиты. При проведении сварочного процесса важно выбрать правильную горелку, это также важно, как выбор правильных расходников. В аргонодуговой сварке применяется специальная горелка с неплавящимся вольфрамовым электродом — именно таким способом производится сваривание нержавеющей стали.
К главным техническим свойствам правильной горелки, в соответствии с которыми нужно ее выбирать, относят:
- Допустимые показатели сварочного тока или его мощность;
- Тип охлаждения горелки при сильных и слабых токах;
- Показатели длины кабеля;
- Наличие сопла из керамической основы и фиксатора вольфрамового электрода;
- Универсальность горелки — способность подключаться к разным сварочным аппаратам.

Принцип работы горелки в аргонной сварке состоит в следующем:
- Включается все сразу — подается газ на горелку, начинается активная циркуляция охлаждающей жидкости, а затем подключается сам сварочный аппарат;
- После того как образуется защитный слой из аргона производится поджигание дуги, осуществляется разогрев заготовок до температуры плавления, а присадочная проволока помещается в образовавшуюся рабочую ванну;
Размещение присадочной проволоки и электрода из вольфрамовой основы вдоль сварного соединения.
Розжиг дуги при разных электродах
Во время использования расплавленных электродов розжиг дуги происходит при соприкосновении электрода с изделием. Электродная проволока при касании металлического изделия начинает искрить и вокруг нее начинается активное испарение паров железа. Именно они оказывают влияние на степень ионизации аргона, они ее снижают, поэтому розжиг дуги происходит достаточно быстро и легко.
При применении неплавящихся электродов розжиг дуги таким способом будет невозможен. Дело в том, что чистый сварочный аргон обладает высоким показателем ионизации, и для розжига он требует более сильную искру. А при касании вольфрамового электрода поверхности металла ее не удается получить. Также во время ее касания происходит сильное загрязнение поверхности и ее оплавление.
Дело в том, что чистый сварочный аргон обладает высоким показателем ионизации, и для розжига он требует более сильную искру. А при касании вольфрамового электрода поверхности металла ее не удается получить. Также во время ее касания происходит сильное загрязнение поверхности и ее оплавление.
По этой причине для разжигания дуги при вольфрамовом электроде используется вспомогательный прибор, который называется осциллятором. При помощи него после включения устройства на электрод подается высоковольтное напряжение с высокой частотой импульсов, которые обеспечивают ионизацию промежутка между дугой и металлической поверхностью изделия с последующим розжигом дуги.
Обычно для создания сварного шва применяется аргонодуговая сварка с постоянным и переменным током. Если сварочный процесс выполняется в режиме переменного тока, то осциллятор выполняет роль стабилизатора, который подает импульсы в моменты замены полярности. Это обеспечивает стабильное горение сварочной дуги.
Во время сварки с применением постоянного тока на анодном и катодном конце величина выделяемого тепла может быть разной. При значении меньше 300 ампер до 70 % выделяемого тепла образуется на аноде и только 30 % на катоде.
При значении меньше 300 ампер до 70 % выделяемого тепла образуется на аноде и только 30 % на катоде.
Для обеспечения большого нагрева металла, которое приводит к его расплавлению и исключению перегрева электрода, используется прямая полярность. В этом случае самое сварное изделие является анодом, а электрод служит катодом.
А что варят аргоновой сваркой с такой схемой? Она отлично подходит для сваривания меди и ее сплавов, ее применяют для цветных металлов, исключением является алюминий и его сплавы. Для этого металла используется сварка с переменным током, которая позволяет эффективно удалить окисный поверхностный слой.
Какие аппараты применяются для аргонодуговой сварки
Чтобы понять, как работает аргонная сварка, стоит рассмотреть устройства, которые применяются при ее проведении. Оборудование может иметь разное управление и определенный принцип работы, от которого зависит скорость получения сварного шва, а также его качество.
При проведении аргонодуговой сварки могут применяться следующие аппараты:
- Сварочные трансформаторные устройства.
 Они работают на использовании переменного тока;
Они работают на использовании переменного тока; - Аппараты, выполняющие роль выпрямителей и генераторов. Они применяются для обеспечения выпрямленного (постоянного) тока при проведении сварочных работ;
- Универсальные устройства. Они предназначены для сварочных работ при постоянном и переменном токе.
Преимущества и недостатки аргонодуговой сварки
Рассматривая, что такое аргонодуговая сварка стоит изучить ее важные положительные и отрицательные особенности. Они оказывают влияние на проведение процесса, на свойства получаемого соединения, на его прочность и другие важные нюансы.
Среди преимуществ стоит выделить:
- Принцип аргонной сварки предполагает проведение нагрева с невысокой температурой. Именно это свойство позволяет в полной мере сохранить размеры и формы двух свариваемых изделий;
- Аргон для сварки является инертным газом, а именно он плотнее и тяжелее воздуха. Именно это обеспечивает максимальную защиту зоны сваривания;
- Тепловая мощность дуги обладает высокими показателями, именно это позволяет проводить процесс сварки за короткий промежуток времени;
- Аргонодуговая сварка обладает простой техникой проведения, которую смогут понять даже неопытные сварщики;
- Сварочный процесс позволяет соединить разные виды металлов, которые не получается состыковать при помощи других типов сварок.
Но не стоит забывать про некоторые недостатки аргонной сварки:
- В теории указывается, что сварка аргоном не должна проводиться при сильных сквозняках и ветре. Во время данных условиях происходит улетучивание часть аргонной защиты. Именно это снижает качество сварного шва. По этой причине весь процесс требуется проводить в закрытых помещениях с хорошей вентиляцией;
- Сварочное оборудование, которое применяется для сварочного процесса, обладает сложной конструкцией и тяжелым управлением. Это может усложнить проведение настройки режимов сварки;
- Если в процессе соединения потребуется высокоамперная дуга, то обязательно требуется продумать дополнительное охлаждение стыкуемых компонентов.
Что это такое аргонная сварка и для чего она нужна? Чтобы понять этот процесс и его главное назначение, стоит рассмотреть его главные особенности, характерные качества и нюансы. Данная техника может использовать для капризных и устойчивых металлов ,к примеру для сваривания меди, бронзы, алюминия и разных цветных металлов.
Проведение процесса простое и легкое, с ним сможет справиться даже начинающий сварщик. Но все же не стоит забывать про правила и главные особенности сварочных работ в аргоне.
Интересное видео
Виды сварки: MIG MAG TIG MMA
Сварка позволяет получить неразъемные соединения, отличающиеся исключительной прочностью. Данный показатель у шва должен быть не ниже основного материала, что достигается строгими требованиями к технологии и добавлением легирующих веществ. Кроме того, этот процесс характеризуется скоростью соединения, сложностью допустимой формы, возможностью контроля и варьирования базовых параметров. Наиболее динамично развивается в промышленном исполнении MIG/MAG сварка, но совершенствуются и прочие виды. Выбор конкретного подхода определяется рядом параметров:
- Материал соединяемых деталей.

- Производственные условия. MIG, MMA и TIG требуют различной организации и подготовки производства. Набор необходимого оборудования может варьироваться от простейшего источника тока до комплекта, включающего в себя механизм подачи с точной регулировкой и баллон со сжатым газом.
- Требования к качеству. MIG, MAG, MMA и TIG сварку не всегда стоит рассматривать, как взаимозаменяемые – у них отличающиеся возможности, в том числе, и в формообразовании сварного шва.
- Квалификация персонала. Наиболее доступны в этом MAG и MMA. Впрочем, РДС заметно труднее при повышенных требованиях и небольших размерах: катет, ширина, высота и пр.
- Ожидаемая производительность. Полуавтоматический и автоматический процесс оказывается гораздо быстрее, чем ручной. В зависимости от этого рассматриваются подходящие виды, и выбирается оптимальный из них.
MMA
Схема mma технологии
В нашей стране распространено определение ручная дуговая сварка (и сокращение РДС). Она дешевле и проще в организации производства и менее требовательна к оборудованию.
Она дешевле и проще в организации производства и менее требовательна к оборудованию.
Соединение двух элементов при ММА происходит с помощью электрода – металлического стрежня, покрытого обмазкой, содержащей вещества способствующие поддержанию дуги, защите сварочной зоны, формированию шва с заданными свойствами. При подаче напряжения образуется стабильное замыкание между стержнем и заготовкой, приводящее к их взаимному расплавлению.
Сложность может доставить требование к квалификации сварщика. Чтобы получить аккуратный и надежный стык необходимо умение и долгий опыт.
Особое внимание в ММА уделяется состоянию электродов, которые не должны быть мокрыми или крошащимися. Не стоит пренебрегать предварительной сушкой и проверкой.
MIG/MAG
Схема mig/mag технологии
Вопрос о том, что такое MIG/MAG сварка не должен вводить в заблуждение, несмотря на непривычное обозначение.
Английское сокращение MIG/MAG (МИГ/МАГ) скрывает под собой хорошо знакомую полуавтоматическую сварку электродной проволокой в среде защитного газа.
Вместо стержня в качестве электрода выступает тонкая проволока, которая полуавтоматом подается в зону образования сварочного шва. Это компенсирует процесс расплавления и упрощает задачу исполнителя.
Проволока небольшого диаметра (от 0,8 до 3,0 мм) позволяет получить компактные размеры соединения в несколько миллиметров.
Принципиально MIG от MAG отличается типом защитного газа, который необходим для изоляции от окружающей среды с её высоким содержанием кислорода в воздухе. Окислительные процессы негативно сказываются на структуре путем образования межкристаллитной ржавчины. МИГ сварка предполагает использование инертного газа, которые сам не вступает ни в какие химические реакции, но благодаря сравнительно большому весу стремиться вниз, вытесняя воздух. Образуется локальный микроклимат, который показывает хорошие результаты.
MAG сварка же предполагает взаимодействие между естественной и создаваемой средой, сопровождающееся связыванием кислорода.
TIG
Схема tig технологии
Расшифровка данной аббревиатуры приводит к сварке неплавящимся электродом в среде инертных газов.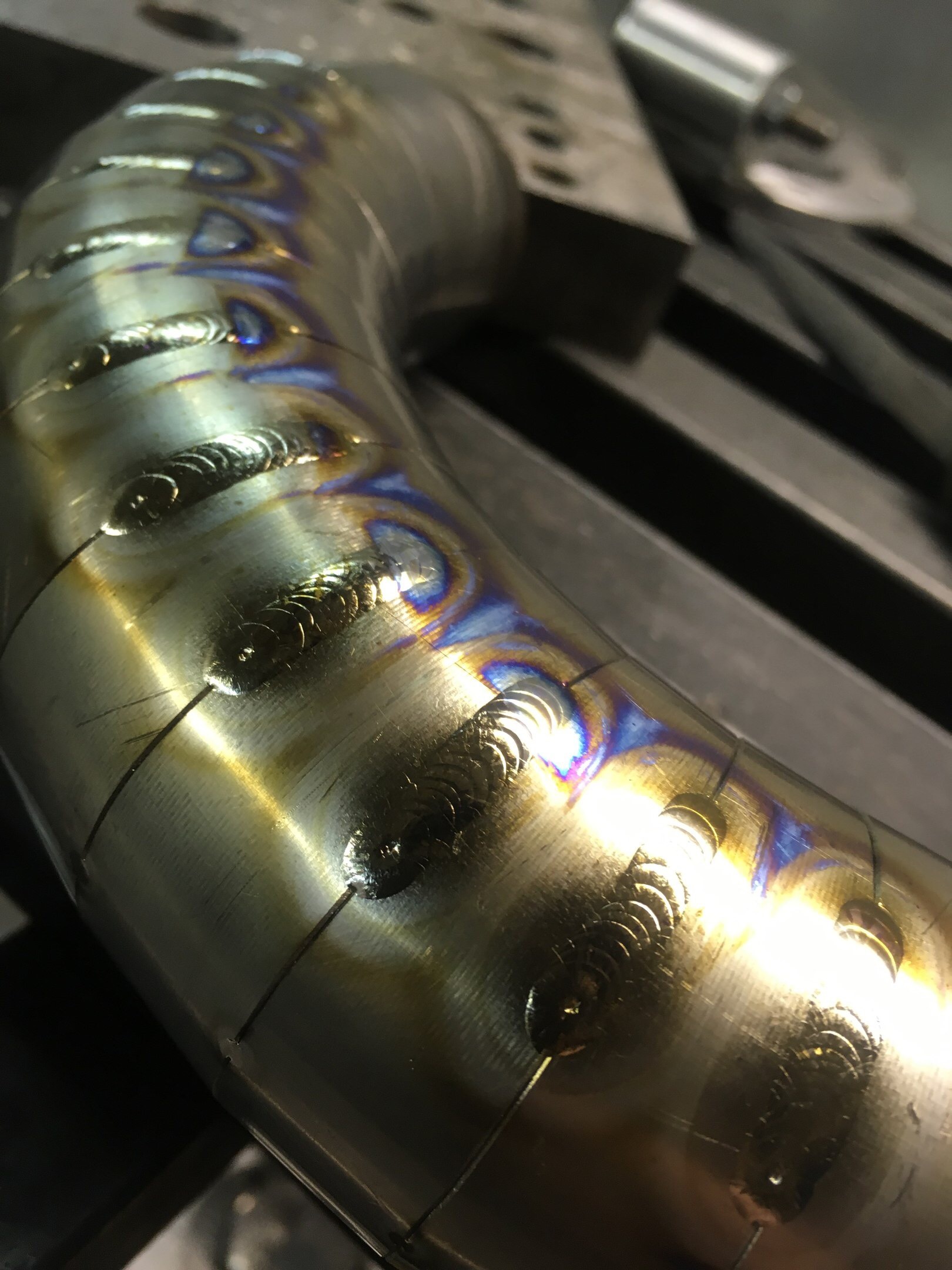 В качестве основного сварочного материала используются тонкие заточенные стержни вольфрама, обладающие достаточной стойкостью, чтобы не расплавляться при рабочих температурах. Проволока используется в качестве присадки, но её наличие не является непременным условием.
В качестве основного сварочного материала используются тонкие заточенные стержни вольфрама, обладающие достаточной стойкостью, чтобы не расплавляться при рабочих температурах. Проволока используется в качестве присадки, но её наличие не является непременным условием.
Защитная среда на основе аргона не только задает правильные литейные процессы, но и формирует зону расплавления, которая получается локальной и глубокой.
ТИГ требовательна к уровню сварщика и к оборудованию. Из-за минимального нагрева её обычно используют для работы с алюминием или тонколистовой нержавейкой. Это же касается и сварки MIG.
Flux
Из видов дуговой сварки помимо MIG MMA TIG ещё стоит упомянуть, протекающую под слоем флюса. То, что такое flux, предполагает немало вариантов. Объединяет все возможные материалы такие качества, как сыпучесть, возможность влиять на формирования шва на всех этапах переплавления (в том числе, и при неблагоприятных внешних условиях), способность к образованию монолитной корки после остывания. Использование флюса показывает очень хорошие результаты, но усложняет сам процесс и подразумевает дополнительные расходы. MIG, TIG и MAG оказываются экономичнее и проще в исполнении.
Использование флюса показывает очень хорошие результаты, но усложняет сам процесс и подразумевает дополнительные расходы. MIG, TIG и MAG оказываются экономичнее и проще в исполнении.
Поделись с друзьями
0
0
1
0
оборудование и сфера применения метода, принцип работы аппарата – Дуговая сварка на Svarka.guru
Среди современных видов надежного соединения металлических конструкций выделяется метод сварки TIG, который применяется в машиностроении, при ремонте автомобилей на СТО, а также на многих других предприятиях, когда нужно сварить детали разной конфигурации. После такого воздействия остаются аккуратные швы, которые не портят внешний облик изделия, но сохраняют его прочность.
Общая информация
TIG сварка — это ручной вид сваривания деталей, при котором применяется неплавящийся электрод из вольфрама, защиту выполняет чистый аргон. Аббревиатура расшифровывается просто вольфрам плюс защитный инертный газ, а вот что это такое тиг сварка, надо объяснить более подробно. Главную роль играет электрод из вольфрама с большой температурой плавления, поэтому во время работы он практически не изменяет свой конфигурации.
Вольфрамовый стержень закрепляется в центре сопла, из которого под давлением выходит аргон, защищающий место сварки от окисления. Сварочная дуга оплавляет металл кромок деталей, присадочную проволоку, формируя прочный шов. Применяя такой вид сварки, новички успешно соединяют детали из алюминия, который трудно поддается такому виду обработки из-за особого строения поверхности.
Изучив на практике, что это такое tig сварка, исполнители, не имеющие опыта в соединении цветных металлов, будут уверенно работать на производстве, потому что инертный газ надежно защитит расплавленный металл от возможного окисления.
Применение на производстве
Такой прогрессивный вид сварки получил широкое использование из-за большой температуры дуги, позволяющей качественное соединение углеродистых сталей и цветных металлов. Исполнитель может с одинаковой уверенностью обрабатывать изделия из чугуна, алюминия и их сплавы, варить тугоплавкие металлы. При сварке конструкций из нержавеющей стали получаются эстетичного вида шовные соединения, которые не требуют дополнительной обработки.
Исполнитель может с одинаковой уверенностью обрабатывать изделия из чугуна, алюминия и их сплавы, варить тугоплавкие металлы. При сварке конструкций из нержавеющей стали получаются эстетичного вида шовные соединения, которые не требуют дополнительной обработки.
Автомобильные концерны, производители ракетно-авиационной техники, пищевая и нефтеперерабатывающая промышленности — все заинтересованы в приобретении аналогичного оборудования из-за его надежности и качества сварки.
Преимущества и минусы
ТИГ сварка имеет в своем арсенале множество достоинств:
- При нагревании металл деформируется минимально.
- Аргон намного тяжелее молекул кислорода, содержащихся в воздухе, поэтому он вытесняет их из сварочной ванны, не допуская окисления.
- Все виды работ выполнить нетрудно, исполнитель, даже не имея большого опыта, быстро справляется с поставленной задачей.
- Шов получается ровным и аккуратным, не требуется последующая обработка.

- Легко соединяются тугоплавкие металлы и алюминиевые конструкции, считающиеся на производстве проблемными.
- Минимальное негативное воздействие на экологию окружающей среды.
Welding TIG имеет и ряд негативных свойств:
- на открытом воздухе при порывах ветра ее невозможно применить, так как инертный газ выдувается из сварочной ванны;
- требуется тщательная предварительная подготовка кромок деталей;
- проблемы сварки в труднодоступных местах из-за конструкции горелки.
Новички часто задают вопрос — что это за название TIG lift, эта функция поджога дуги, когда электрод касается металла, а затем отводится на нужное для качественной сварки расстояние. В момент отведения возбуждается сварочная дуга, но на поверхности остается след, который нужно зачистить после окончания работ.
Технология выполнения
Какие виды сварки бывают разными и какая лучшая?
Наши родственники склеивают металлические части вместе с помощью сварки на протяжении тысячелетий. Но с 19 века было разработано множество различных техник, которые имеют свои преимущества и недостатки друг перед другом.
Но с 19 века было разработано множество различных техник, которые имеют свои преимущества и недостатки друг перед другом.
Здесь мы исследуем, что на самом деле означает сварка, и обсуждаем, какие типы лучше всего подходят для каких целей. Мы также познакомим вас с парочкой художников, которые делают интересные работы, используя сварку.
СВЯЗАННЫЕ С: РУКОВОДСТВО ПО ЗАРАБОТКЕ ДЕНЕГ НА СВАРКЕ: ВАРИАНТЫ КАРЬЕРЫ И СОВЕТ
Что такое сварка и почему она выполняется?
Сварка — это производственный процесс, в котором для плавления и сплавления деталей используются высокие температуры. Однако следует отметить, что давление также можно использовать для облегчения процесса или использовать исключительно для получения сварного шва.
Согласно brighthubengineering.com, «процесс сварки не просто связывает две части вместе, как при пайке и пайке, вместо этого он заставляет металлические конструкции двух частей соединяться вместе, и становится одним за счет использования из-за сильного нагрева и иногда с добавлением других металлов или газов. «
«
Его обычно отличают от методов плавления металлов при более низких температурах, таких как пайка или пайка, которые обычно не плавят основной металл.
Сварка обычно также включает использование чего-то, что называется присадочным материалом или расходным материалом. Название предполагает, используется для создания «наполнителя» или ванны расплавленного материала, который помогает облегчить образование прочной связи между основными металлами.
Источник: NZ Defense Force / FlickrДля большинства сварочных процессов также потребуется некоторая форма экранирование для защиты как основных компонентов, так и наполнителя от окисления во время процесса.
Сварка может выполняться с использованием различных источников энергии. Примеры включают в себя газовое пламя (питаемое таким химическим веществом, как ацетилен), электрическую дугу (электрическую), лазер, электронный луч, трение и ультразвук. Существуют различные методы сварки, подходящие для работы на открытом воздухе, под водой и даже в космосе.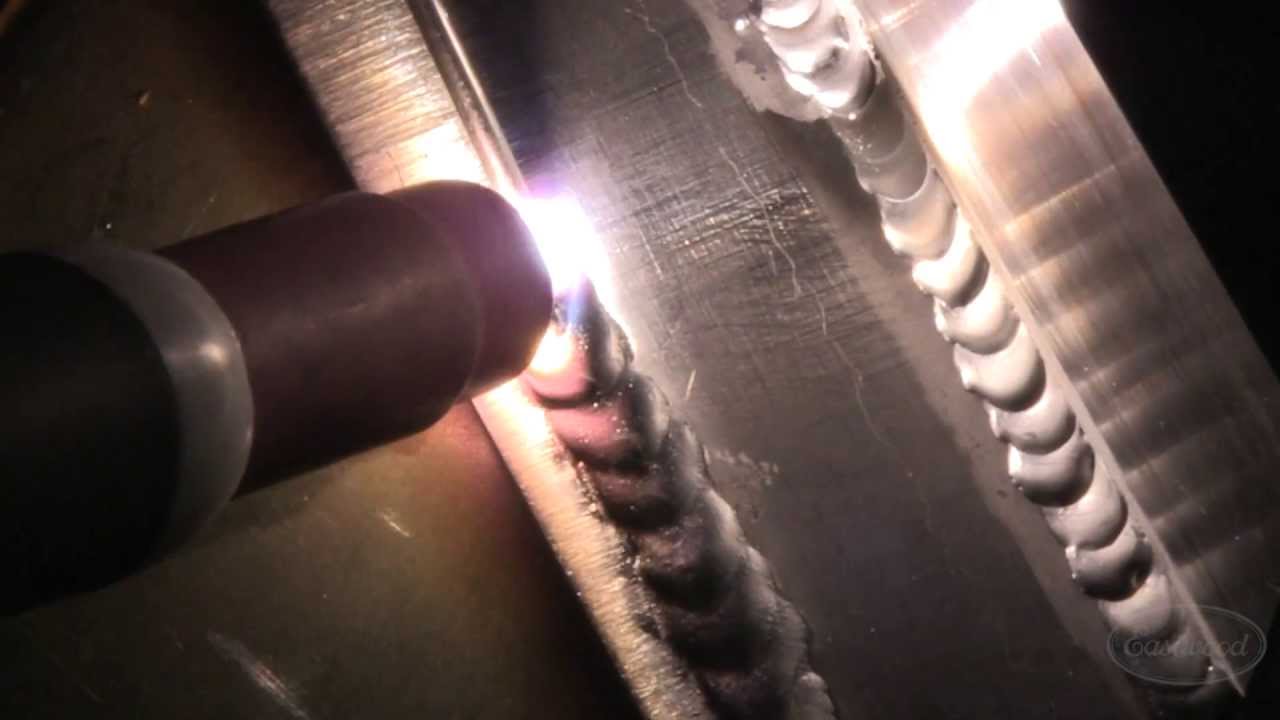
Какие бывают виды сварки?
Сварка используется в металлургии тысячелетия. Хотя кузнечная сварка, при которой кузнецы соединяют железо и сталь путем нагрева и обработки молотком, какое-то время была единственной жизнеспособной техникой.Все изменилось в 19 веке, когда были разработаны более совершенные методы, такие как дуговая сварка и кислородная сварка.
Платформа для обзора сварочного оборудования Welder Station перечисляет некоторые из наиболее распространенных сварочных процессов:
- MIG-сварка — газовая дуговая сварка металла (GMAW)
- TIG-сварка — газовая вольфрамовая дуговая сварка (GTAW)
- Сварка палкой — экранированный металл Дуговая сварка (SMAW)
- Сварка под флюсом — порошковая дуговая сварка (FCAW)
- Энергетическая сварка пучком (EBW)
- Сварка в атомарном водороде (AHW)
- Газовая вольфрамо-дуговая сварка
- Дуговая сварка плазмой
Какие бывают типы сварочных аппаратов?
Есть довольно много разных типов сварочных аппаратов. Эти машины выделяют тепло, плавящее металлические части, чтобы их можно было соединить. Однако не существует единого сварочного аппарата, подходящего для всех сварочных целей.
Эти машины выделяют тепло, плавящее металлические части, чтобы их можно было соединить. Однако не существует единого сварочного аппарата, подходящего для всех сварочных целей.
Сварочные аппараты большего размера обычно используются на промышленных предприятиях, например, на заводах, в то время как аппараты меньшего размера лучше подходят для домашних или любительских целей.
Согласно Welding Hub, существует пять основных типов сварочных аппаратов. Это:
- Сварочные аппараты MIG (металлический инертный газ).
- Сварочные аппараты Mig с тиристорным управлением.
- Аппараты для сварки TIG.
- Аппараты для точечной сварки.
- Аппараты для дуговой сварки экранированным металлом.
Сварочные аппараты MIG — одни из лучших для большинства типов сварки, будь то дома или на заводе. Они, как правило, могут обрабатывать различные металлы, включая низкоуглеродистую сталь, нержавеющую сталь и даже алюминий.
Сварка МИГ — это процесс дуговой сварки, при котором непрерывный сплошной проволочный электрод подается через сварочную горелку в сварочную ванну, соединяя два основных материала вместе.Защитный газ, пропускаемый через сварочную горелку, защищает сварочную ванну от загрязнения.
Сварка MIG обычно проходит довольно быстро и обеспечивает длительное время дуги, даже если электроды не полностью заряжены.
Сварочные аппараты MIG тиристорного типа обычно лучше всего подходят для фиксации объектов или их установки на подходящей поверхности. Эти машины, как правило, хорошего качества и прослужат очень долго.
Такие сварочные аппараты вырабатывают небольшое количество искры, что упрощает управление.Эти машины лучше всего подходят для сварки твердых стержневых и флюсовых материалов. Они могут обрабатывать низкоуглеродистую сталь, низкоуглеродистую сталь, легированную сталь и т. Д.
Сварочные аппараты TIG более специализированы, чем другие, и обеспечивают чистый и чистый сварной шов без брызг, искр или дыма. Эти машины могут обрабатывать нержавеющую сталь, латунь, золото, магний, алюминий, медь и никелевые сплавы.
Эти машины могут обрабатывать нержавеющую сталь, латунь, золото, магний, алюминий, медь и никелевые сплавы.
Сварочные аппараты TIG обычно не подходят для полевых работ, но отлично подходят для ремонта поврежденных деталей.
Источник: Джулиан Карвахал / FlickrМашины для точечной сварки обычно используются для соединения внахлест между такими предметами, как листы стали. Для этого металлические листы обычно защищают с помощью пары электродов, пропуская через них ток.
Сварочные аппараты для точечной сварки имеют много преимуществ перед другими, например, эффективное использование энергии, высокую производительность, простую автоматизацию и т. Д. Такие сварочные аппараты чаще всего используются в автомобильной промышленности.Кроме того, они обычно намного дешевле, чем их альтернативы.
Дуговая сварка защищенным металлом, также известная как сварка штучной сваркой, использует электрический ток, протекающий через зазор между металлом и сварочной палкой. В этом типе сварки электрический ток используется для создания дуги между основным материалом и присадочным стержнем (также называемым электродным стержнем). Присадочный стержень покрыт флюсом, который предотвращает окисление и загрязнение из-за выделения углекислого газа в процессе сварки.
В этом типе сварки электрический ток используется для создания дуги между основным материалом и присадочным стержнем (также называемым электродным стержнем). Присадочный стержень покрыт флюсом, который предотвращает окисление и загрязнение из-за выделения углекислого газа в процессе сварки.
Какой тип сварного шва самый прочный?
Ответить на этот вопрос не так просто, как может показаться на первый взгляд.Наилучший сварной шов зависит от рассматриваемого основного материала и его предполагаемого использования. Каждый метод от TIG до плазменно-дуговой сварки имеет свои уникальные преимущества и недостатки по сравнению с другими.
Согласно Crom Weld, самым прочным типом сварного шва может быть сварка электродом: «если важна чистая прочность и толщина материала, который можно сваривать, то лучше всего будет сварка. только один, способный сваривать чугун, кроме того, он также работает на грязных материалах и в суровых погодных условиях.»
Но это не обязательно означает, что сварка штучной сваркой — лучший выбор для всех сценариев. MIG может применяться к более широкому выбору металлов различной толщины, тогда как сварка TIG позволяет получать сварные швы самого высокого качества, особенно когда речь идет о тонких металлах. . »
MIG может применяться к более широкому выбору металлов различной толщины, тогда как сварка TIG позволяет получать сварные швы самого высокого качества, особенно когда речь идет о тонких металлах. . »
Это также зависит от металла, который вы хотите сваривать. Например, сварка алюминия может быть сложной задачей, поскольку это довольно мягкий металл, который не выдерживает слишком большого количества тепла. По этой причине есть только два жизнеспособных метода сварки, которые можно использовать с алюминием: сварка MIG и сварка TIG.
Из этих двух методов сварка TIG считается наиболее подходящей для достижения наилучших результатов.
Сварка нержавеющей стали, с другой стороны, отличается, поскольку это намного более прочный металл по сравнению с алюминием. По этой причине он может подвергнуться гораздо большему наказанию, прежде чем ослабит свою силу. Но какой способ сварки обеспечивает наиболее прочный сварной шов, зависит от толщины материала.
Сварка MIG считается лучшим методом для большинства сталей.Когда дело доходит до более толстых стальных листов, многие преклоняются перед превосходством сварки палкой и флюсом.
Если сталь мягкая и нержавеющая, сварка TIG и MIG может использоваться без каких-либо серьезных проблем.
Как правильно выбрать сварочные перчатки?
Помимо качественной сварочной маски и сварочного аппарата, еще одним важным элементом сварочного оборудования являются перчатки. Поскольку их работа — защитить ваши драгоценные, но хрупкие человеческие руки от потенциально серьезных ожогов, выбор пары хорошего качества абсолютно необходим.
Но когда дело доходит до сварочных перчаток, не существует универсального решения. Принимаются во внимание такие факторы, как тип сварки, для которой вы их будете использовать, и то, какая ловкость вам понадобится.
Источник: meredith_nutting / Flickr Тип сварки, который вы будете использовать, будет вызывать разное количество искр и другие опасности. Например, сварка MIG обычно приводит к возникновению большого количества искр, от которых необходимо экранировать и затем очищать.
Например, сварка MIG обычно приводит к возникновению большого количества искр, от которых необходимо экранировать и затем очищать.
Перчатки также бывают из разных материалов.Для большинства пользователей кожа является наиболее предпочтительным видом, поскольку она прочная, непроводящая и отлично отводит тепло.
Но кожа может быть сделана из различных видов шкур животных. Вот несколько распространенных примеров:
- Козья кожа — Этот вид кожи отличается непревзойденной прочностью на истирание и растяжение, оставаясь при этом мягкой и эластичной. Это идеально подходит для сварки TIG, где требуется максимальная ловкость.
- Конская кожа — Конская кожа прочная, но при этом удобная.Хотя кожаные перчатки менее популярны, они также отлично подходят для сварки TIG.
- Свиная кожа — Свиная кожа прочная и очень хорошо подходит для влажных и жирных рабочих сред. Этот вид кожи отлично подходит для сварки TIG, MIG и др.
- Коровья кожа — Коровья кожа — один из самых распространенных видов кожи. Он очень прочный и удобный, и его обычно предпочитают для ручной сварки и сварки MIG.
- Deerskin — Мягкая и гибкая кожа, обеспечивающая свободу движений, делает ее еще одним отличным выбором для сварки TIG.
- Elkskin — Кожа лося затвердевает не так быстро, как воловья, при воздействии тепла. Elkskin — еще один отличный выбор для сварки MIG из-за большого количества выделяемого тепла.

Какой сварщик лучший для новичка?
Если вы новичок в мире сварки, некоторые методы намного легче освоить, чем другие. Например, сварка MIG считается самой простой в освоении и эксплуатации. Но почему?
Источник: Weldscientist / Wikimedia Commons Сварка MIG имеет высокую регулируемость выходной мощности.Он также обеспечивает очень чистые сварные швы по сравнению с большинством других методов. Это также замечательно, так как обычно выполняется довольно быстро, что нравится как новичкам, так и мастерам.
Существуют и другие методы, если позволяет ваш бюджет. Вы можете подумать о приобретении чего-то, что называется гибридным сварщиком. Это позволяет вам опробовать несколько техник с помощью одного инструмента. Тем не менее, несмотря на это, многие практикующие сварщики одобряют простоту и надежность сварки MIG для изучения канатов.
В каких непромышленных целях можно использовать сварку?
Хотя сварка очень полезна во многих отраслях промышленности по всему миру, ее можно использовать и для других целей.Один из примеров — в мире искусства.
Если вы когда-нибудь смотрели вневременной классический анимационный фильм The Iron Giant , Дин МакКоппин сделал именно это.
Источник: ShyCityNXR / Flickr Прослеживая наши шаги назад в реальный мир, многие художники используют упомянутые выше техники для создания великолепных произведений искусства. Из тех художников, которые используют сварку в своих работах, интересным примером является «Сварка прерывателей цепи».
Этот парень использует старые велосипедные цепи для создания прекрасных эстетически приятных скульптур.Вам действительно стоит посмотреть его работы в Instagram.
Еще один великий художник-сварщик — Давид Мадеро. Этот глава создает потрясающие произведения искусства, используя плазменные резаки и методы точечной сварки.
Это всего лишь двое из множества художников по всему миру, создающих интересные работы с использованием вневременной техники сварки.
10 лучших сварщиков TIG для начинающих
Собираясь купить лучшие аппараты для сварки TIG, нельзя идти на компромисс с качеством. Во-первых, они дорогие, и соглашаться на то, что не стоит этих денег, совершенно неоправданно.
На рынке доступно множество аппаратов для сварки TIG, и выбор из них снова является сложной задачей.
Из-за недостатка знаний люди иногда даже не могут определить, какой аппарат для сварки TIG лучше всего выбрать для их целей.
Сварочный аппарат TIG адаптирован для сварки различных видов металлов, например , для сварки очень тонкого алюминия , меди, стали и даже таких экзотических металлов, как марганец и магний.
Таким образом, обзор самого высоко оцененного сварочного аппарата TIG поможет вам понять способы использования и преимущества определенной модели сварочного аппарата TIG, который им необходим.
Если вы мало или совсем не знакомы с принципами работы сварочного аппарата TIG, вы в конечном итоге купите сварочный аппарат, который не подходит для ваших целей. Итак, вот подробный обзор, который устранит все вопросы, возникшие у вас при покупке сварочного аппарата.
5 лучших сварочных аппаратов TIG
Это лучших сварочных аппаратов TIG в мире. доступных в настоящее время и наиболее продаваемых на рынке. Следовательно, если вы намереваетесь приобрести сварочный аппарат TIG, просмотрите отзывы, чтобы понять, какой из них вам больше подходит.
Следовательно, если вы намереваетесь приобрести сварочный аппарат TIG, просмотрите отзывы, чтобы понять, какой из них вам больше подходит.
Отзывы 10 Лучший сварщик Tig
1. AHP AlphaTIG 200X 200 A IGBT AC DC Сварочный аппарат Tig / Stick с ИМПУЛЬСОМ 110 В 220 В
Это один из последних сварочных аппаратов на рынке, обладающий всеми расширенными рабочими функциями, которые идеально подходят для профессионального использования.
Поставляется с передовыми инверторными технологиями, а также использует технологии IGBT.
Функция мощности с модуляцией этой машины обеспечивает лучший контроль и длительный источник питания для лучшей работы устройства.
Обладают высококачественной металлической ножной педалью, которая делает работу с машиной еще проще.
Поскольку источником питания является как переменный, так и постоянный ток, вы можете легко сваривать практически любой металл и ожидать от этого выдающихся результатов.
Технические характеристики
- Вес изделия — 69 фунтов
- Размеры продукта — 19 x 23 x 12 дюймов
- Источник питания- AC / DC
- Поставляется с ножной педалью
Плюсы
- Поставляется с устройствами переменного и постоянного тока
- Имеется точная металлическая ножная педаль, облегчающая работу с машиной.
- Идеально подходит для любого использования, будь то профессиональное или домашнее использование.
Минусы
- ВЧ режим не идеален для профессионального использования и подходит для любителей.
2. EVERLAST PowerARC 140 140 ампер Lift Start Сварщик TIG / Stick IGBT с двойным напряжением
Если вам нужен сварочный аппарат, который потребляет меньше электроэнергии, это ваш идеальный выбор.
EVERLAST PowerARC 140 оснащен цифровым дисплеем, который делает изменение режимов и настроек очень простым и эффективным.
Дуга постоянного тока в этом аппарате стабильная, плавная и управляемая. Эта машина поставляется с ручным газовым клапаном и встроенной горелкой на 140 ампер.
Он также оснащен функцией автоматического горячего старта для уменьшения поджигания электрода.
Этот аппарат идеально подходит для сварки нержавеющей стали.
Технические характеристики
- Номер детали — POWERARC 140ST
- Вес изделия — 24,8 фунта
- Размеры продукта — 20 x 12,5 x 13,5 дюймов
- Источник питания- DC
- Напряжение — 240 вольт
- Максимальный ток — 140 А
Плюсы
- Поставляется с цифровым дисплеем.
- Идеально подходит для сварки стали.
Минусы
- Невозможно сваривать алюминий, так как нет оборудования переменного тока.
- Использует только постоянный ток.
- Не иметь педалей.
3. Lotos CT520D 200A TIG / Stick Welder, Dual Voltage 220V / 110V — Лучший сварщик TIG за деньги
Lotos CT520D 200A TIG / Stick Welder, Dual Voltage 220V / 110V — Лучший сварщик TIG за деньги
Это универсальный сварочный аппарат. Если вы ищете устройство, способное сваривать практически все типы металлов, то Lotos CT520D — ваш идеальный выбор.
Предназначен в первую очередь для начинающих и для самостоятельной работы. Хотя он предназначен для начинающих, он по-прежнему обладает всеми функциями профессиональной работы.
CT520D объединяет 3 функции в одну: сварочный аппарат TIG на 200 А постоянного тока, стержневой сварочный аппарат на 200 А и воздушный плазменный резак на 50 А с поворотным переключателем.
Он также имеет ручку для большей портативности.
Возможность двух напряжений позволяет машине работать напрямую от сети 220 В 50/60 Гц или от сети 110 В 50/60 Гц.
Эта машина использует безопасный сжатый воздух для сварки стали, нержавеющей стали, легированной стали, мягкой стали и алюминия.
Этот инструмент идеально подходит для сварки, поскольку в нем используются различные кислотные и щелочные электроды. И, наконец, он имеет 85% -ный электрический КПД.
И, наконец, он имеет 85% -ный электрический КПД.
Технические характеристики
- Номер детали- NC-FXDR-KJUX
- Вес предмета — 38,5 фунтов.
- Материал — Сталь.
- Выход электрического тока — 15-200А
Плюсы
- Поставляется с воздушно-плазменным резаком, который обеспечивает высокую точность и легкость резки.
- Это комбинация 3 в 1, поскольку она поставляется с аппаратом воздушно-плазменной резки на 50 А, сварочным аппаратом TIG на 200 А и аппаратом для ручной сварки на 200 А.
- Он также имеет оборудование двойного напряжения и может сваривать почти все металлы.
Минусы
- Нет педали для управления теплом, выделяемым во время работы.
4. Forney 322 Универсальный сварочный аппарат MIG / Stick / TIG на 140 А
Это многоцелевой сварочный аппарат, так как вы можете выполнять как MIG, так и TIG.
Отлично подходит для обслуживания и ремонта, а также может использоваться для легкой промышленной сварки.
Это машина инверторного типа с установленными MIG и Stick. Работает с напряжением 120 В (включая переходник на 20 А или 15 А) и 140 А для обеспечения максимальной мощности.
К устройству присоединяются газовый шланг и регулятор, который упрощает работу и сварку благодаря легкому переключению.
Устройство поставляется с расширенными функциями, такими как возможность катушки пистолета, стандартный MIG, синергетические режимы MIG, держатель для стержневого электрода, система привода из литого алюминия HD.
Технические характеристики
- Вес — 4,72 фунта
- Шнур питания — 4,5 м
- Размер шпули — 4 дюйма
- Входная мощность — 120 В (стандарт 20 А или 15 А с адаптером)
- Размер пистолета или резака — 10 футов или 3,04 м
- Каталожный номер 322
- Размеры изделия — 20,2 × 10,2 × 16 дюймов.

- Размер — 140 AMP MP
- Материал — металл
- Максимальный ток — 140 А
- Длина шнура — 8 футов
- Система измерения — стандартная.
- Диаметр электрода — от 3/32 «до 1/8»
Плюсы
- Это многоцелевое рабочее устройство, с помощью которого вы можете выполнять сварку MIG, TIG, а также сварку штучной сваркой.
- Этот инструмент поставляется с пистолетом для катушки и представляет собой инверторный станок.
Минусы
- Не пользоваться ножной педалью. Вы должны приобрести педаль отдельно.
- Использует только постоянный ток.
- Это приспособление для инструмента не очень легкое и не имеет ручки для удобства переноски.
5. TIG 160 AMP Torch ARC Stick Welder 110/230 V Dual Voltage Welder — Лучший бюджетный сварочный аппарат TIG
Если вы ищете что-то многофункциональное и одновременно прочное, а также потребляющее меньше энергии, то эта машина — ваш лучший выбор.
Этот сварочный аппарат оснащен устройством TIG / STIC / ARC 2 в 1.
Обладает очень мощным и прочным сварочным аппаратом, который может сваривать нержавеющую сталь толщиной до 3/8 дюйма, легированную сталь, низкоуглеродистую сталь, медное литье, чугун и хром.
Дает чистые и безупречные результаты без брызг, искр пламени или осложнений после сварки.
Поставляется с двойным входом напряжения 110 В / 230 В, который позволяет пользователю подключать оборудование к любому источнику питания.
Эта машина представляет собой выпрямитель с передовой инверторной технологией.
Технические характеристики
- Входная мощность — 110 / 230В / 1 фаза / 60 / Гц.
- Выходной диапазон — DC 20-160 ампер
- Входной ток — 37А (110В) и 25.8A (230 В)
- Номинальная мощность — 25,2 В и 26,4 В
- Размеры продукта — 16,6 x 7,5 x 11,8 дюйма
- Разъем передачи — 230 В
- Размер электрода — 1/8 дюйма и 3/32 дюйма
- Максимальный ток — 160 А
- Материал ручки — пластик
- Номер модели позиции- TIG- 160DC
- Вес модели — 15 фунтов.

Плюсы
- Многофункциональные функции идеально подходят как для обширных работ, так и для тонких сварочных работ.
- Мощный и надежный сварочный аппарат, приспособленный для сварки большинства металлов и обеспечивающий безупречный готовый конечный продукт.
- Не вызывает осложнений при очистке после сварки.
Минусы
- Эта машина довольно тяжелая, поэтому пользователи могут столкнуться с проблемами при ее перемещении.
- Не работает с плазменным резаком.
6. Hobart 550055 1 Сварочный аппарат EZ-TIG AC / DC TIG 230 В
Это идеальный выбор для людей, которым нужен сварочный аппарат, который даст им быстрые результаты работы с простыми функциями управления, тогда как модель Hobart идеально для них.
Этот аппарат оснащен уникальной функцией управления с помощью одной ручки, которая делает сварку очень простой и беспроблемной.
Этот сварочный аппарат поставляется с комплектом устройств 230 В переменного и постоянного тока, которые позволяют пользователю сваривать любой металл, будь то алюминий, сталь, нержавеющая сталь, хромомолибден и т. Д.
Д.
Производительность сварки также превосходит многие другие машины, поскольку она может сваривать от 22 до 3/16 дюйма.
Машина легкая и оснащена двумя ручками, что делает ее очень портативной.Кроме того, процедуры настройки просты и удобны для пользователя.
Эта машина имеет уникальную особенность, в которой обнаружение высокой температуры сопровождается отключением устройства самостоятельно. Таким образом можно предотвратить множество травм и сохранить качество сварки.
Поскольку это инверторный аппарат, источник питания обеспечивает лучшую сварочную дугу, а также потребляет меньше энергии.
Эта модель поставляется с бесступенчатой регулировкой силы тока, что обеспечивает лучший рабочий диапазон и контроль во время работы.
Технические характеристики
- Вес предмета — 60 фунтов
- Размеры продукта — 26,8 x 13,7 x 20,8 дюйма
- Источник питания переменного и постоянного тока
- Номер детали — 500551
Плюсы
- Легкий и удобный в переноске.

- Поставляется с охлаждающим вентилятором, который охлаждает машину, а также предотвращает попадание мусора и пыли внутрь устройства.
Минусы
- Не пользоваться ножной педалью.
7. Amico TIG-225/220 A ВЧ-горелка для TIG / стержневой / дуговой сварки Сварочный аппарат с двойным напряжением 115 и 230 В
Это также многофункциональный аппарат с оборудованием 2 в 1, такой как TIG / STICK / ARC 2-in-1 Welder, и это лучший выбор для сварочных работ с высокими нагрузками.
Он оснащен передовой инверторной технологией и режимами работы дуги, которые обеспечивают точность вашей работы.
Легкий аппарат и мощность 15-200 ампер делают его абсолютно подходящим как для профессионального, так и для личного использования.
Не создает беспорядка после сварки, поэтому осложнения после сварки сводятся к минимуму. Также не создает брызг или ненужного дыма, который сужает поле зрения или сварочную ванну пользователя.
Поставляется со встроенным автоматическим контролем температуры и отключением вентилятора, что предотвращает перегрев сварочного аппарата, таким образом сохраняя качество металла, а также предохраняет аппарат от травм пользователя.
Технические характеристики
- Вес предмета — 16 фунтов
- Размеры изделия — 16 х 6.5 x 12 дюймов
- Источник питания — переменный ток 110 В и 230 В, двойное входное напряжение
Плюсы
- Поставляется с автоматической системой охлаждения.
- Не создает беспорядка после сварки.
- Легкий и поставляется с ручкой, которая делает его портативным.
8. Сварочный аппарат Square Wave® TIG 200 K5126-1
Эта машина оснащена передовыми рабочими средствами, но она идеально подходит для начинающих, так как очень удобна в использовании.
Если вы ищете что-то идеальное для сварки алюминия, то этот аппарат идеально подходит для ваших сварочных работ.
Он очень легкий, его можно легко носить с собой и подключать куда угодно, и вы готовы к работе.
Специально разработан для новичков, которым нужны сварочные аппараты для улучшения своих сварочных навыков. .
Технические характеристики
- Вес изделия — 73,2 фунта
- Размеры упаковки — 20 x 20 x 13 дюймов
Плюсы
- Абсолютно легкий.
- Удобство в использовании.
- Идеально для новичков.
9. AHP AlphaTIG 200X 200-A IGBT AC DC Сварочный аппарат Tig / Stick с импульсным напряжением 110 В и 200 В
AHP alphatig — универсальный аппарат, независимо от того, где вы его используете, будь то домашнее хобби или бизнес-цель, это даст вам наилучшие результаты. В основном используется для сварки нержавеющей стали и алюминия, вы можете сваривать любой другой металл с помощью этого инструмента без каких-либо технических проблем.
В отличие от большинства сварочных аппаратов, модель ahp alphatig очень эффективна и обеспечит точный рез независимо от толщины металла. Если металл тонкий или толстый, вы можете рассчитывать на точный разрез, который является окончательным выбором подходящего мастера.
Вы можете эффективно сваривать алюминий ¼ ”, низкоуглеродистую сталь 3/8 ″, используя альфаги высокого давления.
Преобразователь прямоугольной формы используется для сварки алюминия и имеет частоту импульсов для упрощения настройки и эксплуатации.
Технические характеристики
- Вес — 38 фунтов
- Размеры продукта — 19 x 23 x 12 дюймов
- Источник питания- AC / DC
- Номер детали — AlphaTIG 200X
Плюсы
- Вы получаете полный контроль над машиной AHP Alphatig без необходимости задействовать какую-либо руку для обслуживания или управления.
- AHP alphatig поставляется с подножкой, которая делает работу еще более плавной.

- Это портативное устройство, с которым легко справиться без посторонней помощи. AHP alphatig немного громоздкий, но очень легкий, поскольку инструмент разбирается. Но все же по сравнению с любыми другими машинами ahp alphatig очень легкий.
Минусы
- Ножная педаль иногда соскальзывает, поэтому требуется особая осторожность, иначе ваша работа будет нарушена.
10. Everlast PowerTIG 200DV 200A 110/220 Сварочный аппарат с двойным напряжением, импульсным переменным током, постоянным током
Являясь одной из последних моделей сварочных аппаратов, everlast powertig поставляется с двойным напряжением и инвертором IGBT с цифровым управлением.
Устройство определенно портативное и может использоваться с любым генератором, рассчитанным на длительную мощность 3500 Вт (120 В).
Ручки с цветовой кодировкой для управления станками everlast powertig упрощают понимание принципа работы устройства и делают его абсолютно удобным для пользователя.
Регулятор силы дуги обеспечивает лучшее закрепление дуги во время работы, что облегчает сварку и дает исключительные результаты.
Everlast powertig поставляется с удобной ручкой, которая делает его идеальным для переноски и работы где угодно и где угодно.
Технические характеристики
- Вес предмета — 60 фунтов
- Размеры продукта — 24 x 9 x 17 дюймов
- Источник питания- AC / DC
- Напряжение- 220 вольт
- Максимальный ток — 200 А
Плюсы
- Легко переносится во время работы
- Обладают инвертором IGBT с цифровым управлением.
- Имеет средства переменного и постоянного тока.
Минусы
- Без педали, что затрудняет работу
Как выбрать хорошего сварщика Tig?
Для чего используется сварка TIG?
Сварка вольфрамом в среде инертного газа, сокращенно сварка TIG, представляет собой процесс, в котором металлы или сплавы разрезаются и плавятся для образования однородной формы или структуры, главным образом с помощью электрической дуги.
Сварка вольфрамом в среде инертного газа может использоваться для сварки многих металлов и металлических сплавов, которые обычно используются в современной промышленности.Помимо этого, вы также можете сваривать металлы, которые нелегко сваривать обычными методами сварки.
Часто задаваемые вопросы по сварке алюминия
Вот некоторые из наиболее часто задаваемых вопросов по сварке алюминия и ответы на них от эксперта:- Почему мой алюминиевый сварной шов намного слабее основного материала?
- Какой тип защитного газа следует использовать для сварки алюминия?
- Какой электрод лучше всего подходит для алюминия для сварки TIG?
- Какую степень предварительного нагрева следует использовать при сварке алюминия?
- Как правильно снимать напряжение при сварке алюминиевых швов?
- Как отличить разные алюминиевые сплавы?
- Как сварить TIG два алюминия разной толщины?
- Как сварить 7075?
1. Почему мой алюминиевый сварной шов намного слабее основного материала?
Почему мой алюминиевый сварной шов намного слабее основного материала?
В сталях сварной шов может быть такой же прочной, как у основного материала, но это не относится к алюминию. Практически во всех случаях сварной шов будет слабее основного материала.
Чтобы лучше понять, почему это происходит, давайте рассмотрим две классификации алюминиевых сплавов: термически обрабатываемые и нетермообрабатываемые. Последняя категория упрочняется только холодной обработкой, которая вызывает физические изменения металла.Чем больше сплав подвергается холодной обработке, тем прочнее он становится.
Но, когда вы свариваете сплав, который был подвергнут холодной обработке, вы локально отжигаете материал вокруг сварного шва, чтобы он вернулся к своему 0 отпущенному (или отожженному) состоянию, и он стал «мягким». Следовательно, из нетермообрабатываемых сплавов единственный раз, когда вы можете сделать сварной шов такой же прочной, как основной материал, — это когда вы начинаете с 0 отпущенного материала.
В случае термически обрабатываемых алюминиевых сплавов на последней стадии термической обработки металл нагревается примерно до 400 ° F.Но при сварке материал вокруг сварного шва становится намного горячее, чем 400 ° F, поэтому материал имеет тенденцию терять некоторые из своих механических свойств. Следовательно, если оператор не выполняет термообработку после сварки, область вокруг сварного шва станет значительно слабее, чем остальной алюминий — на целых 30-40 процентов. Если оператор действительно выполняет термообработку после сварки, свойства термообрабатываемого алюминиевого сплава могут быть улучшены.
Ниже приводится руководство относительно того, какие серии алюминиевых сплавов поддаются термообработке, а какие нет:
Термообрабатываемые серии: 2000, 6000, 7000.
Без термической обработки: 1000, 3000, 4000, 5000.
2. Какой защитный газ следует использовать для сварки алюминия?
Как для сварки TIG (газовая вольфрамовая дуговая сварка или GTAW), так и для сварки MIG (газовая дуговая сварка металла или GMAW) используйте чистый аргон для алюминиевых материалов толщиной до ½ дюйма. Толщиной более ½ дюйма операторы могут добавить где-то от 25 до 75 процентов гелия, чтобы сделать дугу более горячей и увеличить проплавление шва.Лучше всего подходит аргон, потому что он обеспечивает большее очищающее действие для дуги, чем гелий, а также дешевле, чем гелий.
Толщиной более ½ дюйма операторы могут добавить где-то от 25 до 75 процентов гелия, чтобы сделать дугу более горячей и увеличить проплавление шва.Лучше всего подходит аргон, потому что он обеспечивает большее очищающее действие для дуги, чем гелий, а также дешевле, чем гелий.
Никогда не используйте защитный газ, содержащий кислород или углекислый газ, так как это окислит алюминий.
3. Какой электрод лучше всего подходит для сварки TIG алюминия?
Для большинства материалов, включая сталь, рекомендуется двухпроцентный торированный вольфрамовый электрод, но поскольку алюминий сваривается переменным током, а не постоянным током, электрические характеристики другие, а количество энергии, подаваемой на вольфрамовый электрод, выше при сварке на переменном токе.По этим причинам для сварки алюминия рекомендуется использовать чистый вольфрам или циркониевый вольфрам.
Кроме того, диаметр электрода для сварки на переменном токе должен быть значительно больше, чем при использовании постоянного тока. Рекомендуется начинать с электрода толщиной 1/8 дюйма и при необходимости регулировать. Циркониевый вольфрам может пропускать больший ток, чем электроды из чистого вольфрама. Еще один полезный совет для сварки на переменном токе — использовать тупой наконечник — дуга имеет тенденцию блуждать по заостренный кончик.
4.Какую степень предварительного нагрева следует использовать при сварке алюминия?
Хотя небольшой предварительный нагрев — это хорошо, слишком большой предварительный нагрев может ухудшить механические свойства алюминия.
Как обсуждалось ранее, последняя термообработка для термообрабатываемых сплавов составляет 400 ° F, поэтому, если оператор предварительно нагревает алюминий до 350 ° F и поддерживает температуру в этом диапазоне во время сварки, механические свойства алюминия изменяются.
Для нетермообрабатываемых сплавов, таких как серия 5000, если оператор поддерживает температуру даже в диапазоне 200 ° F — он или она может сделать материал чувствительным к коррозионному растрескиванию под напряжением. В большинстве случаев допустим некоторый предварительный нагрев, чтобы высушить влагу с детали, но предварительный нагрев должен быть ограничен.
Многие неопытные сварщики алюминия используют предварительный нагрев как опору. Поскольку оборудование для сварки алюминия должно работать с большей производительностью, многие считают, что предварительный нагрев помогает устранить ограничения оборудования, но это не так. Алюминий имеет низкую температуру плавления — 1200 ° F по сравнению с 2600 ° F — 2700 ° F для стали. Из-за такой низкой температуры плавления многие операторы думают, что для сварки алюминия им нужно только легкое оборудование.Но теплопроводность алюминия в пять раз больше, чем у стали, а это означает, что тепло рассеивается очень быстро. Следовательно, сварочные токи и напряжения при сварке алюминия выше, чем при сварке стали, поэтому операторам действительно требуется более тяжелое оборудование для алюминия.
5. Как правильно снимать напряжение при сварке алюминиевых швов?
При сварке оператор создает остаточные напряжения вокруг сварного шва, поскольку расплавленный материал сжимается по мере затвердевания. Кроме того, когда оператор берет эту сварную конструкцию и начинает удалять материал путем механической обработки, она имеет тенденцию искажаться и создавать нестабильность размеров. Чтобы избежать этого в алюминии, операторы снимают напряжение, нагревая материал до такой степени, чтобы атомы алюминия могли двигаться.
Кроме того, когда оператор берет эту сварную конструкцию и начинает удалять материал путем механической обработки, она имеет тенденцию искажаться и создавать нестабильность размеров. Чтобы избежать этого в алюминии, операторы снимают напряжение, нагревая материал до такой степени, чтобы атомы алюминия могли двигаться.
Для стали температура снятия напряжения составляет приблизительно от 1050 ° F до 1100 ° F, но для алюминия надлежащая температура снятия напряжения составляет 650 ° F. Это означает, что для эффективного снятия напряжения на алюминии после сварки необходимо материал придется нагреть до температуры, при которой будут потеряны механические свойства.По этой причине снятие напряжений после сварки не рекомендуется для алюминия.
6. Как отличить разные алюминиевые сплавы?
Существует довольно много различных алюминиевых сплавов, и для правильной и безопасной сварки вы должны знать, какой сплав используется для сварки. Если вы этого не сделаете, вы можете следовать этим общим рекомендациям:
Экструзии обычно представляют собой сплавы серии 6000
Отливки чаще всего представляют собой комбинацию литья алюминия / кремния — некоторые из них пригодны для сварки, другие нет.

Если вы хотите быть точным, купите набор для проверки сплава, который поможет вам определить точный состав вашего сплава.
7. Как сварить TIG два алюминия разной толщины?
Когда оператор имеет две разные толщины, он или она должны установить параметры так, чтобы они были достаточно высокими для сварки TIG самой толстой детали. При сварке отдавайте предпочтение стыку и прикладывайте больше тепла к более толстой детали.
8. Как сварить 7075?
Большинство алюминиевых сплавов поддаются сварке, но есть и другие сплавы, в том числе алюминий 7075.Причина, по которой 7075 выделен в этом примере, заключается в том, что это один из самых прочных алюминиевых сплавов. Когда дизайнеры и сварщики ищут алюминиевый сплав для использования, многие начинают с просмотра таблицы, в которой перечислены все алюминиевые сплавы и их сильные стороны. Но эти новички не понимают, что некоторые из более прочных алюминиевых сплавов поддаются сварке, особенно сплавы серий 7000 и 2000, и их нельзя использовать.
Единственное исключение из правила никогда не использовать 7075 для сварки — это промышленность литья под давлением.В этой отрасли промышленности ремонтируют штампы сваркой 7075, но его никогда нельзя использовать для строительных работ.
Вот несколько простых рекомендаций, которым следует следовать при выборе алюминиевых сплавов:
Сплав серии | Основные легирующие элементы |
1000 серии | Чистый алюминий |
2000 серии | Алюминий и медь.(Высокопрочный алюминий, используемый в аэрокосмической промышленности) |
3000 серии | Алюминий и марганец. (Сплавы низкой и средней прочности, примерами изделий, в которых используются эти сплавы, являются банки для напитков и охлаждающие трубки) |
4000 серии | Алюминий и кремний. (Большинство сплавов этой серии являются присадочными материалами для сварки или пайки) (Большинство сплавов этой серии являются присадочными материалами для сварки или пайки) |
5000 серии | Алюминий и магний.(Эти сплавы используются в основном для изготовления конструкций из листового или листового металла — все сплавы серии 5000 пригодны для сварки) |
6000 серии | Алюминий, магний и кремний. (Эти сплавы поддаются термообработке и обычно используются для штамповки листов и пластин — все они свариваются, но могут иметь трещины. Никогда не пытайтесь сваривать эти сплавы без использования присадочного металла) |
7000 серии | Алюминий и цинк.(Это высокопрочные аэрокосмические сплавы, в которые могут быть добавлены другие легирующие элементы) |
Lincoln предлагает, чтобы если вам нужно спроектировать что-то из высокопрочного алюминия, обратите внимание на высокомагниевый сплав серии 5000 вместо серии 2000 или 7000. Сплавы серии 5000 поддаются сварке и дают наилучшие результаты.
Сплавы серии 5000 поддаются сварке и дают наилучшие результаты.
Заключение
Lincoln Electric предлагает полный спектр алюминиевых решений от источников питания, таких как Power Wave® 455M, которые специально разработаны для работы с оптимальными характеристиками дуги на алюминии, до механизмов подачи проволоки, таких как двухтактная система Cobramatic®, для оптимизации подачи мягкой алюминиевой проволоки к алюминиевой проволоке премиум-класса SuperGlaze®, изготовленной с постоянным химическим составом для стабильной работы.Помимо продукции, Lincoln гордится тем, что является экспертом по сварке алюминия, и с ней можно связаться по телефону 1-888-935-3877 или по электронной почте, чтобы ответить на ваши вопросы.
ПОЛИТИКА ПОМОЩИ КЛИЕНТАМ
Линкольн Электрик занимается производством и продажей высококачественного сварочного оборудования, расходных материалов и оборудования для резки. Наша задача — удовлетворить потребности наших клиентов и превзойти их ожидания. Иногда покупатели могут обращаться к Lincoln Electric за советом или информацией об использовании ими наших продуктов.Мы отвечаем нашим клиентам, основываясь на самой лучшей информации, которой мы располагали на тот момент. Lincoln Electric не может гарантировать или гарантировать такой совет и не несет никакой ответственности в отношении такой информации или советов. Мы категорически отказываемся от каких-либо гарантий любого рода, включая любые гарантии пригодности для конкретных целей клиента, в отношении такой информации или советов. С практической точки зрения, мы также не можем нести ответственность за обновление или исправление любой такой информации или совета после того, как они были предоставлены, а также предоставление информации или советов не создает, не расширяет или не изменяет какие-либо гарантии в отношении продажи наших продукты.
Иногда покупатели могут обращаться к Lincoln Electric за советом или информацией об использовании ими наших продуктов.Мы отвечаем нашим клиентам, основываясь на самой лучшей информации, которой мы располагали на тот момент. Lincoln Electric не может гарантировать или гарантировать такой совет и не несет никакой ответственности в отношении такой информации или советов. Мы категорически отказываемся от каких-либо гарантий любого рода, включая любые гарантии пригодности для конкретных целей клиента, в отношении такой информации или советов. С практической точки зрения, мы также не можем нести ответственность за обновление или исправление любой такой информации или совета после того, как они были предоставлены, а также предоставление информации или советов не создает, не расширяет или не изменяет какие-либо гарантии в отношении продажи наших продукты.
Lincoln Electric — ответственный производитель, но выбор и использование конкретных продуктов, продаваемых Lincoln Electric, находится под исключительным контролем и остается исключительной ответственностью клиента.