
Сборка самого простого сварочного инвертора своими руками, схемы и рекомендации
Сделать сварочный инвертор своими руками – задача вполне посильная даже для человека, поверхностно знакомого с электроникой.
Главное, понимать, как работает устройство, и чётко следовать инструкциям. Многие думают, что самодельные приборы не позволят им проводить эффективные сварочные работы.
Однако правильно сделанный инвертор не только будет работать не хуже серийного, но и поможет вам сэкономить кругленькую сумму.
- Что понадобится для сборки инвертора
- Создание блока питания
- Сборка силового блока
- Инверторный блок
- Охлаждение
- Сборка конструкции
- Проверка инвертора на работоспособность
Что понадобится для сборки инвертора
Для того чтобы создать самый простой сварочный инвертор самостоятельно, вам понадобятся:
- паяльник;
- слюда;
- термобумага;
- тонкий лист бумаги;
- запчасти для создания электросхемы;
- отвёртки;
- нож;
- крепёжные элементы с резьбой;
- ножовка по металлу;
- текстолит.

Всё это вам стоит подготовить, чтобы собрать сварочный инвертор, схема такого устройства будет включать:
- драйверы силовых ключей;
- блок питания;
- силовой блок.
При такой сборке инвертор будет иметь следующие характеристики:
- потребляемое напряжение — 220 В;
- сила тока на входе — 32 А;
- сила тока на выходе 250 А.
Создание блока питания
Очень важно правильно сделать трансформатор для блока питания. Он будет обеспечивать подачу стабильного напряжения. Трансформатор мотается на феррите шириной 7х7, всего формируется 4 обмотки:
- первичная (100 витков провода диаметром 0,3 мм)
- первая вторичной (15; 1 мм)
- вторая вторичной (15; 0,2 мм)
- третья вторичной (20; 0,3 мм)
Для начала нужно выполнить первую обмотку и изолировать её стеклотканью. На нее нужно намотать слой экранирующего провода, его витки следует располагать в том же направлении, что и витки самой обмотки.
Таким же образом выполняйте и остальные обмотки, не забывая изолировать их друг от друга.
Главная задача инвертора — преобразовывать переменный ток в постоянный. Для этого используются диоды, установленные по схеме «косого моста» . Также необходимо подобрать подходящие резисторы для электроцепи .
По этой схеме стоит собирать этот блок:
В такой схеме диоды сильно нагреваются, поэтому их просто необходимо монтировать на радиаторах. Как радиаторы можно использовать охлаждающие элементы от различных устройств. Крепите диоды на два радиатора, верхнюю часть через слюдяную прокладку к одному, нижнюю через термопасту ко второму.
Выводы диодов следует направить в ту же сторону, что и выводы транзисторов. Соединяющие их провода должны быть не длиннее пятнадцати сантиметров. С помощью сварки прикрепите на корпус лист металла между блоком питания и инверторным блоком.
Сборка силового блока
Силовой блок снижает напряжение тока, но увеличивает его силу. Его основой тоже является трансформатор. Для него нужны 2 сердечника шириной 20х208 2000 нм. Обматывать такой трансформатор нужно медной полосой шириной в 40 мм и толщиной в четверть миллиметра. Для обеспечения термоизоляции каждый слой обматывайте износоустойчивой термобумагой. Вторичную обмотку формируйте из трёх медный полос, изолируемых с помощью фторопластовой ленты.
Его основой тоже является трансформатор. Для него нужны 2 сердечника шириной 20х208 2000 нм. Обматывать такой трансформатор нужно медной полосой шириной в 40 мм и толщиной в четверть миллиметра. Для обеспечения термоизоляции каждый слой обматывайте износоустойчивой термобумагой. Вторичную обмотку формируйте из трёх медный полос, изолируемых с помощью фторопластовой ленты.
Распространённой ошибкой является создание обмотки понижающего трансформатора из толстой проволки. Этот трансформатор работает с высокочастотным током, поэтому оптимально будет использовать широкие проводники.
Инверторный блок
Любой инвертор должен преобразовывать постоянный ток. Для выполнения этой функции используются открывающие и закрывающие трансформаторы с высокой частотой.
Вот схема этого блока:
Схема этого блока не так проста, как предыдущая. А всё из-за того, что эту часть стоит собирать на основе нескольких мощных трансформаторов. Это позволит сбалансировать частоту, а также значительно снизит уровень шума при сварочных работах.
Чтобы свести к минимуму резонансные выбросы трансформатора и снизить потери в транзисторном блоке, в эту схему добавлены соединённые последовательно конденсаторы.
Охлаждение
Аппарат сильно нагревается при инверторной сварке, поэтому вам нужно сделать систему охлаждения. Перенагревание может привести даже к выходу всего устройства из строя, поэтому, кроме радиаторов, используются вентиляторы. Мощный вентилятор сможет охладить всю систему, его следует устанавливать напротив понижающего трансформатора. Если вы используете вентиляторы малой мощности, то вам понадобится около 6 штук.
Не забудьте установить на самый нагревающийся радиатор термодатчик, который сработает в случае перегрева и выключит всю систему. Также установите заборщики воздуха, это позволит вентиляции работать лучше.
Сборка конструкции
Для финальной сборки вам нужен будет качественный корпус. Вы можете либо купить его, либо самостоятельно собрать, используя тонкие листы металла. Транзисторные блоки закрепляйте с помощью скоб.
Транзисторные блоки закрепляйте с помощью скоб.
Используя текстолит, создайте электронные платы. Во время монтажа магнитопроводов сделайте между ними зазоры для циркуляции воздуха.
Вам нужно будет приобрести и установить на ваш инвертор ШИМ-контроллер, который будет стабилизировать силу и напряжение тока. Также на лицевой части инвертора закрепите элементы управления: тумблер для включения/выключения устройства, сигнальные светодиоды, зажимы для кабелей и ручку переменного транзистора.
Проверка инвертора на работоспособность
Сделать инвертор своими руками, конечно, важно, но также важно правильно провести его диагностику. Для начала подайте небольшой ток в 15 В на ШИМ-контроллер и вентилятор. Таким образом вы проверите работоспособность контроллера и не допустите перегрева при тестах.
После заряда конденсаторов подавайте ток на реле, отвечающее за замыкание резистора. Ни в коем случае не подавайте ток напрямую — может произойти взрыв. Проверьте, замкнулся ли резистор, после того как реле сработает. Также при его срабатывании на плате ШИМ сформируются прямоугольные импульсы, поступающие к оптронам. Точно так же проверьте правильность сборки диодного моста.
Также при его срабатывании на плате ШИМ сформируются прямоугольные импульсы, поступающие к оптронам. Точно так же проверьте правильность сборки диодного моста.
Для проверки правильности подключения фаз трансформатора используйте двухлучевой осциллограф. Один луч присоедините к первичной обмотке, второй — ко вторичной. Фазы импульсов должны получиться одинаковыми. Ориентируйтесь по шумам осциллографа, это поможет вам определиться, как вам нужно доработать схему агрегата.
Не забудьте проверить время беспрерывной работы инвертора. Начните с 10 секунд и постепенно повышайте время до 20 секунд и одной минуты.
Проводите диагностику сварочного инвертора время от времени и не забывайте о его обслуживании. Ведь только при должном уходе он прослужит вам долго.
Порядок сборки самодельных сварочных инверторов своими руками, схемы и описание тестирования
Инверторные сварочные аппараты получили широкое применение в строительной сфере благодаря их высокой производительности и небольшому весу. Однако не каждый может позволить себе такой инструмент. Единственный выход — сделать сварочный инвертор своими руками. В интернете существует множество схем таких устройств. Многие из них отличаются сложностью и высокими затратами, но есть и бюджетные модели.
Однако не каждый может позволить себе такой инструмент. Единственный выход — сделать сварочный инвертор своими руками. В интернете существует множество схем таких устройств. Многие из них отличаются сложностью и высокими затратами, но есть и бюджетные модели.
- Общие сведения о сварочном инверторе
- Назначение и особенности функционирования
- Принцип работы оборудования
- Изготовление резонансного инвертора
- Схема оборудования
- Предотвращение залипания электрода
- Простой сварочный прибор
- Схема и комплектующие
- Блок питания и силовая часть
- Инверторный блок и охлаждение
- Пайка, настройка и проверка работоспособности
- Простейшее инверторное устройство для сварки
Общие сведения о сварочном инверторе
Традиционные сварочные аппараты имеют достаточно низкую цену, легкую ремонтоспособность, однако очень существенный недостаток не только их вес, но и зависимость от напряжения. Ввод электронного счетчика ограничен мощностью от 4 до 5 кВт. Для сварки толстого металла аппарат потребляет значительную мощность и зачастую выполнение работ становится невозможным. На смену им пришли инверторные сварочные аппараты.
Ввод электронного счетчика ограничен мощностью от 4 до 5 кВт. Для сварки толстого металла аппарат потребляет значительную мощность и зачастую выполнение работ становится невозможным. На смену им пришли инверторные сварочные аппараты.
Назначение и особенности функционирования
Применяется для проведения сварочных работ в домашних условиях, а также на предприятиях, обеспечивает стабильное горение и поддержание сварочной дуги, используя ток высокой частоты (отличной от 50 Гц).
Сварочный инвертор является обыкновенным импульсным блоком питания, работа которого основана на следующих принципах:
- Входное напряжение (сетевое питание сварочного инверторного аппарата 220 В переменного тока) преобразуется в постоянное.
- Постоянный ток преобразовывается в высокочастотный переменный.
- Происходит процесс преобразования напряжения путем его снижения.
- Выпрямление тока и преобразование для сварочных работ с сохранением частоты.
Благодаря этим моментам происходит снижение массы и габаритов аппарата. Для того чтобы собрать инверторную сварку своими руками необходимо знать принцип работы этого аппарата.
Для того чтобы собрать инверторную сварку своими руками необходимо знать принцип работы этого аппарата.
Принцип работы оборудования
В предыдущих моделях основным элементом являлся огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварочных работ. Для получения такой силы тока необходимо использовать провод большим диаметром, что сказывается на весе сварочного аппарата.
С изобретением импульсного блока питания решить проблему с массой и размерами оказалось проще, ведь размеры и вес самого трансформатора снижаются в несколько десятков или сотен раз. Например, при увеличении частоты в 6 раз можно снизить габариты трансформатора в 3 раза. Это приводит к значительной экономии материала.
Благодаря мощным ключевым транзисторам, применяемым в инверторной схеме, происходит переключение с частотой от 50 до 80 кГц. Эти транзисторы работают только от постоянного напряжения.
Как известно из курса физики, для получения постоянного напряжения применяется простейший полупроводниковый прибор — диод. Диод пропускает ток в одном направлении, отсекая отрицательные значения синусоидального напряжения. Но применение одного диода приводит к большим потерям, поэтому применяется группа, состоящая из мощных диодов, которая называется диодным мостом.
На выходе диодного моста получается постоянное пульсирующее напряжение. Для получения нормального постоянного напряжения применяется конденсаторный фильтр. После этих преобразований на выходе фильтра появляется напряжение постоянного тока свыше 220 В.
Блок, состоящий из выпрямительного моста и фильтрующих элементов, называется блоком питания (БП).
БП служит источником питания инверторной схемы. Транзисторы подключены к понижающему трансформатору, который является импульсным и работает на частотах в диапазон от 50 до 90кГц. Мощность такого трансформатора примерно такая же, как и у его огромного собрата — сварочного силового трансформатора.
Модернизация такого прибора становится более легкой, потому что благодаря его размерам и массе, появляется дополнительные возможности по увеличению стабильности работы сварочного аппарата.
Существует огромное количество изготовления самодельных сварочных инверторов, схемы которых разнообразны по функциональности и способам монтажа. Разберем каждую из самодельных моделей подробно.
Изготовление резонансного инвертора
За основу необходимо использовать блок питания компьютера форм-фактора AT, от которого потребуется кулер и радиаторы. Детали берутся из элементарной базы мониторов и телевизоров, в противном случае, если их нет, то покупаются на рынке. Все компоненты имеют низкую стоимость.
Рекомендации по изготовлению:
- Для упрощения схемы ШИМ полностью исключить, так как потребуется стабилизированное напряжение, получаемое задающим генератором.
- Использовать стабилитроны KC213 для предотвращения выхода из строя транзисторов.

- Для снижения наводок и помех необходимо монтировать рядом с трансформатором силовые транзисторы высокочастотного типа.
- Дорожки для силового моста и силового блока на плате из толстого текстолита (не менее 4 мм) необходимо сделать шире (протекают токи до 30 А) и залудить тугоплавким припоем (не менее 2 мм).
- Кабель питания использовать не менее 3 квадратов.
- Использовать двойную изоляцию (несгораемые слюдяные или стекловолоконные кембрики) для высоковольтных цепей.
- Дроссель должен быть без металлического кожуха.
- Хорошая постоянная вентиляция.
- Силовые диоды (выходные) необходимо защитить от пробоя с помощью RC-цепочки.
После чего необходимо определиться с параметрами инверторной сварки своими руками. А также возможно использовать и такие характеристики:
- Выходной ток нагрузки: от 5 до 120 А.
- Напряжение (при холостом ходе): 90 В.
- Продолжительность нагрузки может изменяться.
 Все зависит от диаметра электрода: 2 мм = 100%, 3 мм = 80%. Необходимо учесть влияние высокой температуры.
Все зависит от диаметра электрода: 2 мм = 100%, 3 мм = 80%. Необходимо учесть влияние высокой температуры. - Входная сила тока: около 10А.
- Приблизительная масса: около 3 кг.
- Должен присутствовать регулятор силы тока при сварке.
- Тип вольт-амперной характеристики, обеспечивающей работу в полуавтоматическом режиме: падающая.
Схема оборудования
Основная часть — задающий генератор собран на микросхеме SG3524, которая применяется во всех источниках бесперебойного питания. Инвертор обладает низкой потребляемой мощностью около 2,5 кВт, благодаря чему, возможно применение в квартире.
Трансформатор необходимо собрать на сердечниках типа Е42, который применяется в старых ламповых мониторах. Для изготовления необходимо примерно 5 штук таких трансформаторов.
Еще один трансформатор следует использовать для дросселя. Остальные элементы индуктивности собираются из сердечника типа 2000НМ. Диоды и транзисторы необходимо установить на радиаторы с термопастой КТП-8 или другого типа. Напряжение холостого хода примерно равно 36 В с длинной дуги от 4 до 5 мм, что позволяет работать с ним начинающим строителям. Выходные кабели следует уложить в ферритовые трубки или кольца из феррита блока питания.
Диоды и транзисторы необходимо установить на радиаторы с термопастой КТП-8 или другого типа. Напряжение холостого хода примерно равно 36 В с длинной дуги от 4 до 5 мм, что позволяет работать с ним начинающим строителям. Выходные кабели следует уложить в ферритовые трубки или кольца из феррита блока питания.
Конструктивной особенностью схемы является возникновение максимального тока в I обмотке во время резонанса.
Схема 1 — Схема сварочного резонансного инвертора
Благодаря малому весу и габаритам появляется возможность модернизировать аппарат.
Предотвращение залипания электрода
Для этого случая применяется транзистор IRF510, являющиеся полевым. Кроме того, он обеспечивает еще плавный пуск и прерывание входа на микросхеме SG3524:
- При высокой температуре срабатывает термодатчик.
- Отключение при помощи тумблера.
- Блокировка при КЗ (коротком замыкании).
Простой сварочный прибор
Эта модель рассчитана на напряжение 220 В и ток величиной в 32А, после преобразования его величина достигнет 280А. Такого значения вполне достаточно для прочного шва на расстоянии до 1,5 сантиметра.
Такого значения вполне достаточно для прочного шва на расстоянии до 1,5 сантиметра.
Схема и комплектующие
Основным элементом является трансформатор, который достаточно тяжело сделать, но вполне реально.
Основные данные:
- Состоит из ферритового сердечника (7×7 либо 8×8).
- Первичная обмотка составляет примерно 100 витков и ее диаметр 0,3 мм.
- Вторичные обмотки — 3 штуки: 15 витков и диаметр провода 1 мм; 15 витков — 0,2 мм; 20 витков — 0,35 мм.
- Материалы для трансформатора: медные провода соответствующего диаметра, стеклоткань, текстолит, электротехническая сталь (для железняка), хлопчатобумажный материал.
Для четкого понимания принципа работы необходимо внимательно изучить схему основных узлов.
Рисунок 1 — Структурная схема инверторного сварочного аппарата
Пояснение к схеме:
- Сетевой выпрямитель, выполняющий преобразования переменного напряжения в постоянное.

- Сетевой фильтр сглаживает пульсации.
- Преобразователь частоты выполняется на транзисторах.
- Высокочастотный сварочный трансформатор участвует в преобразовании напряжения.
- Силовой выпрямитель осуществляет выпрямление тока в постоянный заданной частоты.
- Управление преобразователем частоты выполнено в виде регулятора для выставления режима работы.
Блок питания и силовая часть
Блок, состоящий из трансформатора, выпрямителя и фильтра (или системы фильтров) выполняется отдельно от силовой части.
Схема 2 — Принципиальна схема БП
Проводники (длиной не более 15 см) для управления затворками транзисторов необходимо припаивать поближе к последним, причем проводники соединяются попарно между собой, сечение их не играет роли.
Основой силового блока является понижающий трансформатор с сердечником Ш20×208 2000 нм, причем II обмотка наматывается в несколько слоев провода, изоляция которого не повреждена. На вторичку необходимо мотать следующим образом, изолируя слои: 3 слоя, а затем прокладка-фторопласт, затем опять 3 слоя и снова прокладка-фторопласт. Это делается для увеличения сопротивляемости перегрузкам. После чего на II обмотку поставить конденсатор не меньше 1000 В.
На вторичку необходимо мотать следующим образом, изолируя слои: 3 слоя, а затем прокладка-фторопласт, затем опять 3 слоя и снова прокладка-фторопласт. Это делается для увеличения сопротивляемости перегрузкам. После чего на II обмотку поставить конденсатор не меньше 1000 В.
Для обеспечения циркуляции воздуха между слоями обмоток необходимо собрать на ферритовом сердечнике трансформатор тока, подключенный к плюсу, и его сердечник следует обмотать термобумагой (кассовая лента). Выпрямительные диоды прикрепить на радиатор.
Схема 3 — Силовая часть инвертора
Инверторный блок и охлаждение
Основным предназначением инверторного блока является процесс преобразования постоянного в переменный высокочастотный ток. Применяются для этого мощные транзисторы, хотя в некоторых случая возможна замена более мощного на 2 или более транзисторов средней мощности.
Немаловажным элементом всего устройства является достаточно хорошее охлаждение. Для этого следует использовать кулера с компьютерной техники, но не следует ограничиваться одним, ведь необходимо обеспечить достаточное охлаждение для силовой схемы, радиаторы которой служат для отвода тепла, но это тепло необходимо рассеивать. Для полной защиты необходимо вмонтировать термодатчик (устанавливается на нагревательном элементе), благодаря которому будет размыкаться питание от сети.
Для этого следует использовать кулера с компьютерной техники, но не следует ограничиваться одним, ведь необходимо обеспечить достаточное охлаждение для силовой схемы, радиаторы которой служат для отвода тепла, но это тепло необходимо рассеивать. Для полной защиты необходимо вмонтировать термодатчик (устанавливается на нагревательном элементе), благодаря которому будет размыкаться питание от сети.
Пайка, настройка и проверка работоспособности
Ключевым фактором является пайка, ведь при правильном размещении деталей зависит размер всего изделия и возможность оптимального охлаждения. Диоды и транзисторы устанавливают на встречном направлении друг к другу. Входная цепь расчитывается с запасом, примерно на 300 В.
Для настройки функционирования необходимо подключить широтно-импульсный модулятор к 15 В для запитки кулера. Реле включается вместе с резистором R11 и должно выдавать 150мА.
После проведенных манипуляций необходимо приступить непосредственно к проверке работоспособности устройства:
- Запитать прибор от сети.

- Задать высокие показатели тока.
- Сверить показания по осциллографу: в нижней петле напряжение около 500 В, но не более 550. При правильной сборке значение этого напряжение будет не менее 350 В.
- Отсоединить осциллограф и отключить инвертор. Подготовить электроды.
- Начинать производить сварочные работы и следить за трансформатором, если он закипает, то еще раз перебрать схему.
- После 3−4 швов радиаторы нагреваются. Для охлаждения необходимо дать остыть прибору, не выключая его из сети (охлаждение выполнит свою функцию).
Если эта схема показалась очень сложной, то рассмотрим схему совсем простого устройства.
Простейшее инверторное устройство для сварки
Модель этого агрегата является очень простой и бюджетной. Собрать ее несложно благодаря простой принципиальной схеме.
Процесс всей сборки можно разделить на этапы, кроме того, необходимо собрать все детали, материалы:
- Намотка трансформатора включает в себя: намотку медной жести 4 см и диаметром 0,3 мм, прокладки из бумаги для кассового аппарата или лакоткань, используя при повторной обмотке 3-и полоски, причем нужно и изолировать их.
 Вместо медной жести можно применить провод, состоящий из нескольких жил диаметром до 0,7 мм (I — 100 витков, II — 15, II — 15 II — 20).
Вместо медной жести можно применить провод, состоящий из нескольких жил диаметром до 0,7 мм (I — 100 витков, II — 15, II — 15 II — 20). - Монтируется кулер.
- Основа аппарата для сварки подсоединяется к трансформатору, состоящей из диодов, транзисторов.
- Конденсаторы необходимы для ликвидации резонансных выбросов.
- Необходимо использовать снабберы для рассеивания мощности (свв-81 и к78−2).
- Установить все элементы на гетинаксовую плату, исходя из конфигурационных размеров.
- Вывести светодиоды и переменный резистор (ручку) на панель настройки и индикации.
- Поместить все это в корпус.
Схема 4 — Схема самого простого сварочного инвертора своими руками
После сборки аппарат необходимо настроить и произвести диагностику при первом запуске для выявления погрешностей работы.
Настройка инвертора:
- Подключение 15 В к ШИМ.
- Подключить реле после зарядки конденсаторов для замыкания резистора.
 При использовании напрямую существует вероятность взрыва!
При использовании напрямую существует вероятность взрыва! - При холостом ходе сила тока моста должна быть менее 100мА.
- Проверка корректности установки фаз трансформатора, использовав осциллограф в 2-а луча. Выставить частоту ШИМ 55кГц и в этом случае напряжение не должно превышать 330 В.
- Для определения частоты самого аппарата стоит снизить частоту ШИМ постепенно до тех пор, пока на IGBT не появится заворот, зафиксировав этот показатель (разделить на 2 и прибавить частоту насыщения). Это и есть рабочее колебание частот трансформатора.
- Потребление моста 150мА.
- Трансформатор не должен сильно шуметь, если шумовые эффекты имеются, то обратить внимание на полярность.
- Повышать плавно ток инвертора переменным резистором. При этом показания осциллографа не превышают 550 В. Оптимальным является 340 В.
- Начать сварку с 5 секунд и постепенно увеличить время. Варить не более 3 минут, давая остыть аппарату.
Таким образом, собрать инвертор для сварки можно и своими руками. Необязательно использовать сложные схемы, ведь радиолюбители нашли оптимальное решение в бюджетном варианте. А уровень сложности схем варьируется от достаточно сложных до простых. Для сборки сварочного инвертора своими руками необязательно покупать дорогие детали, а можно использовать подручные средства.
Необязательно использовать сложные схемы, ведь радиолюбители нашли оптимальное решение в бюджетном варианте. А уровень сложности схем варьируется от достаточно сложных до простых. Для сборки сварочного инвертора своими руками необязательно покупать дорогие детали, а можно использовать подручные средства.
Инверторный сварочный аппарат из старого телевизора
Главная > Сварочные аппараты > Самодельный инверторный сварочный аппарат из деталей старых телевизоров
Многим в хозяйстве пригодился бы аппарат для электросварки деталей из черных металлов. Поскольку серийно выпускаемые сварочные аппараты довольно дороги, многие радиолюбители пытаются сделать сварочный инвертор своими руками.
У нас уже была статья о том, как изготовить сварочный полуавтомат, однако на этот раз я предлагаю еще более простой вариант самодельного сварочного инвертора из доступных деталей своими руками.
Из двух основных вариантов конструкции аппарата — со сварочным трансформатором или на основе конвертора — был выбран второй.
Действительно, сварочный трансформатор — это значительный по сечению и тяжелый магнитопровод и много медного провода для обмоток, что для многих малодоступно. Электронные же компоненты для конвертора при их правильном выборе не дефицитны и относительно дешевы.
С самого начала работы я поставил себе задачу создания максимально простого и дешевого сварочного аппарата с использованием в нем широко распространенных деталей и узлов.
В результате довольно длительных экспериментов с различными видами конвертора на транзисторах и тринисторах была составлена схема, показанная на рис. 1.
Простые транзисторные конверторы оказались чрезвычайно капризными и ненадежными, а тринисторные без повреждения выдерживают замыкание выхода до момента срабатывания предохранителя. Кроме того, тринисторы нагреваются значительно меньше транзисторов.
Как легко видеть, схемное решение не отличается оригинальностью — это обычный однотактный конвертор, его достоинство — в простоте конструкции и отсутствии дефицитных комплектующих, в аппарате использовано много радиодеталей от старых телевизоров.
И, наконец, он практически не требует налаживания.
Схема инверторного сварочного аппарата представлена ниже:
| Сварочный аппарат обладает следующими основными характеристиками: | |
|---|---|
| Пределы регулирования сварочного тока, А | 40…130 |
| Максимальное напряжение на электроде на холостом ходу, В | 90 |
| Максимальный потребляемый от сети ток, А | 20 |
| Напряжение в питающей сети переменного тока частотой 50 Гц, В | 220 |
| Максимальный диаметр сварочного электрода, мм | 3 |
Продолжительность нагрузки (ПН), %, при температуре воздуха 25°С и выходном токе 100A 130A | 60 |
| Габариты аппарата, мм | 350х180х105 |
| Масса аппарата без подводящих кабелей и электрододержателя, кг | 5,5 |
Род сварочного тока — постоянный, регулирование — плавное. На мой взгляд, это наиболее простой сварочный инвертор, который можно собрать своими руками.
На мой взгляд, это наиболее простой сварочный инвертор, который можно собрать своими руками.
При сварке встык стальных листов толщиной 3 мм электродом диаметром 3 мм установившийся ток, потребляемый аппаратом от сети, не превышает 10 А. Сварочное напряжение включают кнопкой, расположенной на электрододержателе, что позволяет, с одной стороны, использовать повышенное напряжение зажигания дуги и повысить электробезопасность, с другой, поскольку при отпускании электрододержателя напряжение на электроде автоматически отключается. Повышенное напряжение облегчает зажигание дуги и обеспечивает устойчивость ее горения.
Маленькая хитрость: собранная своими руками схема сварочного инвертора позволяет соединять детали из тонкой жести. Для этого нужно поменять полярность сварочного тока.
Сетевое напряжение выпрямляет диодный мост VD1-VD4. Выпрямленный ток, протекая через лампу HL1, начинает заряжать конденсатор С5. Лампа служит ограничителем зарядного тока и индикатором этого процесса.
Сварку следует начинать только после того, как лампа HL1 погаснет. Одновременно через дроссель L1 заряжаются конденсаторы батареи С6-С17. Свечение светодиода HL2 показывает, что аппарат включен в сеть. Тринистор VS1 пока закрыт.
При нажатии на кнопку SB1 запускается импульсный генератор на частоту 25 кГц, собранный на однопереходном транзисторе VT1. Импульсы генератора открывают тринистор VS2, который, в свою очередь, открывает соединенные параллельно тринисторы VS3-VS7. Конденсаторы С6-С17 разряжаются через дроссель L2 и первичную обмотку трансформатора Т1. Цепь дроссель L2 — первичная обмотка трансформатора Т1 — конденсаторы С6-С17 представляет собой колебательный контур.
Когда направление тока в контуре меняется на противоположное, ток начинает протекать через диоды VD8, VD9, а тринисторы VS3-VS7 закрываются до следующего импульса генератора на транзисторе VT1.
Далее процесс повторяется.
Импульсы, возникающие на обмотке III трансформатора Т1, открывают тринистор VS1. который напрямую соединяет сетевой выпрямитель на диодах VD1 — VD4 с тринисторным преобразователем.
который напрямую соединяет сетевой выпрямитель на диодах VD1 — VD4 с тринисторным преобразователем.
Светодиод HL3 служит для индикации процесса генерации импульсного напряжения. Диоды VD11-VD34 выпрямляют сварочное напряжение, а конденсаторы С19 — С24 — его сглаживают, облегчая тем самым зажигание сварочной дуги.
Выключателем SA1 служит пакетный или иной переключатель на ток не менее 16 А. Секция SA1.3 замыкает конденсатор С5 на резистор R6 при выключении и быстро разряжает этот конденсатор, что позволяет, не опасаясь поражения током, проводить осмотр и ремонт аппарата.
Вентилятор ВН-2 (с электродвигателем М1 по схеме) обеспечивает принудительное охлаждение узлов устройства. Менее мощные вентиляторы использовать не рекомендуется, или их придется устанавливать несколько. Конденсатор С1 — любой, предназначенный для работы при переменном напряжении 220 В.
Выпрямительные диоды VD1-VD4 должны быть рассчитаны на ток не менее 16 А и обратное напряжение не менее 400 В. Их необходимо установить на пластинчатые уголковые теплоотводы размерами 60×15 мм толщиной 2 мм из алюминиевого сплава.
Вместо одиночного конденсатора С5 можно использовать батарею из нескольких параллельно включенных на напряжение не менее 400 В каждый, при этом емкость батареи может быть больше указанной на схеме.
Дроссель L1 выполнен на стальном магнитопроводе ПЛ 12,5×25-50. Подойдет и любой другой магнитопровод такого же или большего сечения при выполнении условия размещаемости обмотки в его окне. Обмотка состоит из 175 витков провода ПЭВ-2 1,32 (провод меньшего диаметра использовать нельзя!). Магнитопровод должен иметь немагнитный зазор 0,3…0,5 мм. Индуктивность дросселя — 40±10 мкГн.
Конденсаторы С6-С24 должны обладать малым тангенсом угла диэлектрических потерь, а С6-С17 — еще и рабочим напряжением не менее 1000 В. Наилучшие из испытанных мною конденсаторов — К78-2, применявшиеся в телевизорах. Можно использовать и более широко распространенные конденсаторы этого типа другой емкости, доведя суммарную емкость до указанной в схеме, а также пленочные импортные.
Попытки использовать бумажные или другие конденсаторы, рассчитанные на работу в низкочастотных цепях, приводят, как правило, к выходу их из строя через некоторое время.![]()
Тринисторы КУ221 (VS2-VS7) желательно использовать с буквенным индексом А или в крайнем случае Б или Г. Как показала практика, во время работы аппарата заметно разогреваются катодные выводы тринисторов, из-за чего не исключено разрушение паек на плате и даже выход из строя тринисторов.
Надежность будет выше, если на вывод катода тринисторов надеть либо трубки-пистоны, изготовленные из луженой медной фольги толщиной 0,1…0,15 мм, либо бандажи в виде плотно свернутой спирали из медной луженой проволоки диаметром 0,2 мм и пропаять по всей длине. Пистон (бандаж) должен покрывать вывод на всю длину почти до основания. Паять надо быстро, чтобы не перегреть тринистор.
У Вас наверняка возникнет вопрос: а нельзя ли вместо нескольких сравнительно маломощных тринисторов установить один мощный? Да, это возможно при использовании прибора, превосходящего (или хотя бы сравнимого) по своим частотным характеристикам тринисторы КУ221А. Но среди доступных, например, из серий ТЧ или ТЛ, таких нет.
Переход же на низкочастотные приборы заставит понизить рабочую частоту с 25 до 4…6 кГц, а это приведет к ухудшению многих важнейших характеристик аппарата и громкому пронзительному писку при сварке.
При монтаже диодов и тринисторов применение теплопроводящей пасты является обязательным.
Кроме этого, установлено, что один мощный тринистор менее надежен, чем несколько включенных параллельно, поскольку им легче обеспечить лучшие условия отведения тепла. Достаточно группу тринисторов установить на одну теплоотводящую пластину толщиной не менее 3 мм.
Поскольку токоуравнивающие резисторы R14-R18(C5-16 В) при сварке могут сильно разогреваться, их перед монтажом необходимо освободить от пластмассовой оболочки путем обжига или нагревания током, значение которого необходимо подобрать экспериментально.
Диоды VD8 и VD9 установлены на общем теплоотводе с тринисторами, причем диод VD9 изолирован от теплоотвода слюдяной прокладкой. Вместо КД213А подойдут КД213Б и КД213В, а также КД2999Б, КД2997А, КД2997Б.
Дроссель L2 представляет собой бескаркасную спираль из 11 витков провода сечением не менее 4 мм2 в термостойкой изоляции, намотанную на оправке диаметром 12…14 мм.
Дроссель во время сварки сильно разогревается, поэтому при намотке спирали следует обеспечить между витками зазор 1…1.5 мм, а располагать дроссель необходимо так, чтобы он находился в потоке воздуха от вентилятора. Рис. 2 Магнитопровод трансформатора
Т1 составлен из трех сложенных вместе магнитопроводов ПК30х16 из феррита 3000НМС-1 (на них выполняли строчные трансформаторы старых телевизоров).
Первичная и вторичная обмотки разделены на две секции каждая (см. рис. 2), намотанные проводом ПСД1,68х10,4 в стеклотканевой изоляции и соединенные последовательно согласно. Первичная обмотка содержит 2×4 витка, вторичная — 2×2 витка.
Секции наматывают на специально изготовленную деревянную оправку. От разматывания витков секции предохраняют по два бандажа из луженой медной проволоки диаметром 0,8. ..1 мм. Ширина бандажа — 10…11 мм. Под каждый бандаж подкладывают полосу из электрокартона или наматывают несколько витков ленты из стеклоткани.
..1 мм. Ширина бандажа — 10…11 мм. Под каждый бандаж подкладывают полосу из электрокартона или наматывают несколько витков ленты из стеклоткани.
После намотки бандажи пропаивают.
Один из бандажей каждой секции служит выводом ее начала. Для этого изоляцию под бандажом выполняют так, чтобы с внутренней стороны он непосредственно соприкасался с началом обмотки секции. После намотки бандаж припаивают к началу секции, для чего с этого участка витка заранее удаляют изоляцию и облуживают его.
Следует иметь в виду, что в наиболее тяжелом тепловом режиме работает обмотка I. По этой причине при наматывании ее секций и при сборке следует между наружными частями витков предусмотреть воздушные зазоры, вкладывая между витками короткие, смазанные теплостойким клеем, вставки из стеклотекстолита.
Вообще, при изготовлении трансформаторов для инверторной сварки своими руками всегда оставляйте воздушные зазоры в обмотке. Чем их больше, тем эффективнее отведение тепла от трансформатора и ниже вероятность спалить аппарат.
Здесь уместно отметить также, что секции обмоток, изготовленные с упомянутыми вставками и прокладками проводом того же сечения 1,68×10,4 мм2 без изоляции, будут в тех же условиях охлаждаться лучше.
Далее обе секции первичной обмотки складывают вместе одну на другую так, чтобы направления их намотки (отсчитываемые от их концов) были противоположными, а концы находились с одной стороны (см. рис. 2).
Соприкасающиеся бандажи соединяют пайкой, причем к передним, служащим выводами секций, целесообразно припаять медную накладку в виде короткого отрезка провода, из которого выполнена секция.
В результате получается жесткая неразъемная первичная обмотка трансформатора.
Вторичную изготовляют аналогично. Разница только в числе витков в секциях и в том, что необходимо предусмотреть вывод от средней точки. Обмотки устанавливают на магнитопровод строго определенным образом — это необходимо для правильной работы выпрямителя VD11 — VD32.
Направление намотки верхней секции обмотки I (если смотреть на трансформатор сверху) должно быть против часовой стрелки, начиная от верхнего вывода, который необходимо подключить к дросселю L2.
Направление намотки верхней секции обмотки II, наоборот, — по часовой стрелке, начиная от верхнего вывода, его подключают к блоку диодов VD21-VD32.
Обмотка III представляет собой виток любого провода диаметром 0,35…0,5 мм в теплостойкой изоляции, выдерживающей напряжение не менее 500 В. Его можно разместить в последнюю очередь в любом месте магнитопровода со стороны первичной обмотки.
Для обеспечения электробезопасности сварочного аппарата и эффективного охлаждения потоком воздуха всех элементов трансформатора очень важно выдержать необходимые зазоры между обмотками и магнитопроводом. При сборке инвертора сварочного своими руками большинство самодельщиков совершают одну и ту же ошибку: недооценивают важность охлаждения транса. Этого делать нельзя.
Эту задачу выполняют четыре фиксирующие пластины, закладываемые в обмотки при окончательной сборке узла. Пластины изготовляют из стеклотекстолита толщиной 1,5 мм в соответствии с чертежом на рисунке.
После окончательной регулировки пластины целесообразно закрепить термостойким клеем. Трансформатор крепят к основанию аппарата тремя скобами, согнутыми из латунной или медной проволоки диаметром 3 мм. Эти же скобы фиксируют взаимное положение всех элементов магнитопровода.
Трансформатор крепят к основанию аппарата тремя скобами, согнутыми из латунной или медной проволоки диаметром 3 мм. Эти же скобы фиксируют взаимное положение всех элементов магнитопровода.
Перед монтажом трансформатора на основание между половинами каждого из трех комплектов магнитопровода необходимо вложить немагнитные прокладки из электрокартона, гетинакса или текстолита толщиной 0,2…0,3 мм.
Для изготовления трансформатора можно использовать магнитопроводы и других типоразмеров сечением не менее 5,6 см2. Подойдут, например, Ш20х28 или два комплекта Ш 16×20 из феррита 2000НМ1.
Обмотку I для броневого магнитопровода изготовляют в виде единой секции из восьми витков, обмотку II — аналогично описанному выше, из двух секций по два витка. Сварочный выпрямитель на диодах VD11-VD34 конструктивно представляет собой отдельный блок, выполненный в виде этажерки:
Она собрана так, что каждая пара диодов оказывается помещенной между двумя теплоотводящими пластинами размерами 44×42 мм и толщиной 1 мм, изготовленными из листового алюминиевого сплава.
Весь пакет стянут четырьмя стальными резьбовыми шпильками диаметром 3 мм между двух фланцев толщиной 2 мм (из такого же материала, что и пластины), к которым винтами прикреплены с двух сторон две платы, образующие выводы выпрямителя.
Все диоды в блоке ориентированы одинаково — выводами катода вправо по рисунку — и впаяны выводами в отверстия платы, которая служит общим плюсовым выводом выпрямителя и аппарата в целом. Анодные выводы диодов впаяны в отверстия второй платы. На ней сформированы две группы выводов, подключаемые к крайним выводам обмотки II трансформатора согласно схеме.
Учитывая большой общий ток, протекающий через выпрямитель, каждый из трех его выводов выполнен из нескольких отрезков провода длиной 50 мм, впаянных каждый в свое отверстие и соединенных пайкой на противоположном конце. Группа из десяти диодов подключена пятью отрезками, из четырнадцати — шестью, вторая плата с общей точкой всех диодов — шестью.
Провод лучше использовать гибкий, сечением не менее 4 мм.
Таким же образом выполнены сильноточные групповые выводы от основной печатной платы аппарата.
Платы выпрямителя изготовлены из фольгированного стеклотекстолита толщиной 0,5 мм и облужены. Четыре узкие прорези в каждой плате способствуют уменьшению нагрузок на выводы диодов при температурных деформациях. Для этой же цели выводы диодов необходимо отформовать, как показано на рисунке выше.
В сварочном выпрямителе можно также использовать более мощные диоды КД2999Б, 2Д2999Б, КД2997А, КД2997Б, 2Д2997А, 2Д2997Б. Их число может быть меньшим. Так, в одном из вариантов аппарата успешно работал выпрямитель из девяти диодов 2Д2997А (пять — в одном плече, четыре — в другом).
Площадь пластин теплоотвода осталась прежней, толщину их оказалось возможным увеличить до 2 мм. Диоды были размещены не попарно, а по одному в каждом отсеке.
Все резисторы (кроме R1 и R6), конденсаторы С2-С4, С6-С18, транзистор VT1, тринисторы VS2 — VS7, стабилитроны VD5-VD7, диоды VD8-VD10 смонтированы на основной печатной плате, причем тринисторы и диоды VD8, VD9 установлены на теплоотводе, привинченном к плате, изготовленной из фольгированного текстолита толщиной 1. 5 мм:Рис. 5. Чертеж платы
5 мм:Рис. 5. Чертеж платы
Масштаб чертежа платы — 1:2, однако плату несложно разметить, даже не пользуясь средствами фотоувеличения, поскольку центры почти всех отверстий и границы почти всех фольговых площадок расположены по сетке с шагом 2,5 мм.
Большой точности разметки и сверления отверстий плата не требует, однако следует помнить что отверстия в ней должны совпадать с соответствующими отверстиями в теплоотводящей пластине.
Перемычку в цепи диодов VD8, VD9 изготовляют из медного провода диаметром 0,8…1 мм. Припаивать ее лучше со стороны печати. Вторую перемычку из провода ПЭВ-2 0,3 можно расположить и на стороне деталей.
Групповой вывод платы, обозначенный на рис. 5 буквами Б, соединяют с дросселем L2. В отверстия группы В впаивают проводники от анодов тринисторов. Выводы Г соединяют с нижним по схеме выводом трансформатора Т1, а Д — с дросселем L1.
Отрезки провода в каждой группе должны быть одинаковой длины и одинакового сечения (не менее 2,5 мм2). Рис. 6 Теплоотвод
Рис. 6 Теплоотвод
Теплоотвод представляет собой пластину толщиной 3 мм с отогнутым краем (см. рис. 6).
Лучший материал для теплоотвода — медь (или латунь). В крайнем случае, при отсутствии меди, можно использовать пластину из алюминиевого сплава.
Поверхность со стороны установки деталей должна быть ровной, без зазубрин и вмятин. В пластине просверлены отверстия с резьбой для сборки ее с печатной платой и крепления элементов. Через отверстия без резьбы пропущены выводы деталей и соединительные провода. Через отверстия в отогнутом крае пропущены анодные выводы тринисторов. Три отверстия М4 в теплоотводе предназначены для его электрического соединения с печатной платой. Для этого использованы три латунных винта с латунными гайками.
После окончательной регулировки аппарата соединения пропаивают. Рис. 7 Чертеж теплоотвода в сборе с платой
Теплоотвод привинчивают к печатной плате со стороны деталей с зазором 3,2 мм (это высота стандартной гайки М4). После этого монтируют резисторы R7-R11, R14-R19, тринисторы VS2-VS7 и диоды VD8, VD9.
После этого монтируют резисторы R7-R11, R14-R19, тринисторы VS2-VS7 и диоды VD8, VD9.
Указанную на схеме емкость батареи конденсаторов С19-С24 следует считать минимально необходимой. При большей емкости зажигание дуги облегчается.
Резисторы крепят на длинных выводах с целью их наилучшего охлаждения. Рис. 8. Размещение узлов
Однопереходный транзистор VT1 обычно проблем не вызывает, однако некоторые экземпляры при наличии генерации не обеспечивают, необходимую для устойчивого открывания тринистора VS2, амплитуду импульсов.
Все узлы и детали сварочного аппарата установлены на пластину-основание из гетинакса толщиной 4 мм (подойдет также текстолит толщиной 4…5 мм) на одной его стороне. В центре основания прорезано круглое окно для крепления вентилятора; он установлен с той же его стороны.
Диоды VD1-VD4, тринистор VS1 и лампа HL1 смонтированы на уголковых кронштейнах. При установке трансформатора Т1 между соседними магнитопроводами следует обеспечить воздушный зазор 2 мм Каждый из зажимов для подключения сварочных кабелей представляет собой медный болт М10 с медными гайками и шайбами.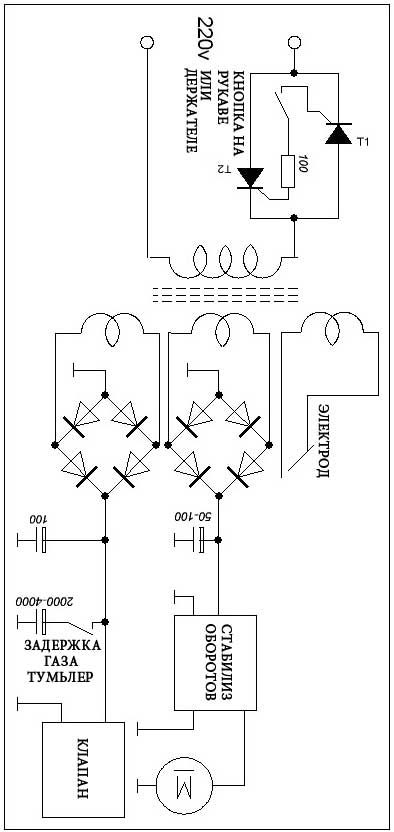
Головкой болта изнутри прижат к основанию медный угольник, дополнительно зафиксированный от проворачивания винтом М4 с гайкой. Толщина полки угольника — 3 мм. Ко второй полке болтом или пайкой подключен внутренний соединительный провод.
Сборку печатная плата-теплоотвод устанавливают деталями к основанию на шести стальных стойках, согнутых из полосы шириной 12 и толщиной 2 мм.
На лицевую сторону основания выведены ручка тумблера SA1, крышка держателя предохранителя, светодиоды HL2, HL3, ручка переменного резистора R1, зажимы для сварочных кабелей и кабеля к кнопке SB1.
Кроме этого, к лицевой стороне прикреплены четыре стойки-втулки диаметром 12 мм с внутренней резьбой М5, выточенные из текстолита. К стойкам прикреплена фальшпанель с отверстиями для органов управления аппаратом и защитной решеткой вентилятора.
Фальшпанель можно изготовить из листового металла или диэлектрика толщиной 1… 1,5 мм. Я вырезал ее из стеклотекстолита. Снаружи к фальшпанели привинчены шесть стоек диаметром 10мм, на которые наматывают сетевой и сварочные кабели по окончании сварки.
На свободных участках фальшпанели просверлены отверстия диаметром 10 мм для облегчения циркуляции охлаждающего воздуха. Рис. 9. Внешний вид инверторного сварочного аппарата с уложенными кабелями.
Собранное основание помещено в кожух с крышкой, изготовленный из листового текстолита (можно использовать гетинакс, стеклотекстолит, винипласт) толщиной 3…4 мм. Отверстия для выхода охлаждающего воздуха расположены на боковых стенках.
Форма отверстий значения не имеет, но для безопасности лучше, если они будут узкими и длинными.
Общая площадь выходных отверстий не должна быть менее площади входного. Кожух снабжен ручкой и плечевым ремнем для переноски.
Электрододержатель конструктивно может быть любым, лишь бы он обеспечивал удобство работы и легкую замену электрода.
На ручке электрододержателя нужно смонтировать кнопку (SB1 по схеме) в таком месте, чтобы сварщик мог легко удерживать ее нажатой даже рукой в рукавице. Поскольку кнопка находится под напряжением сети, необходимо обеспечить надежную изоляцию как самой кнопки, так и подключенного к ней кабеля.
P.S. Описание процесса сборки заняло много места, но на самом деле все гораздо проще, чем кажется. Любой, кто хоть раз держал в руках паяльник и мультиметр, без проблем сможет собрать этот сварочный инвертор своими руками.
Сварочный инвертор своими руками: схема, видео — Asutpp
Конструктор и знаменитый ученый Юрий Негуляев в свое время изобрел практически незаменимое устройство – сварочный инвертор. Предлагаем рассмотреть, как своими руками сделать сварочный инвертор с применением импульсного трансформатора и мощных MOSFET транзисторов.
Самая важное при конструировании или ремонте покупного или самодельного инвертора – его принципиальная электрическая схема. Её мы для изготовления своего инвертора взяли именно из проекта Негуляева.
Принципиальная электрическая схема сварочного инвертораИзготовление трансформатора и дросселя
Для работы нам понадобится следующее оборудование:
- Ферритовый сердечник.
- Каркас для трансформатора.

- Медная шина или провод.
- Скоба для фиксации двух половинок сердечника.
- Термостойкая изоляционная лента.
Для начала нужно запомнить простое правило: обмотки наматываются только на полную ширину каркаса, при такой конструкции трансформатор становится более устойчив к перепадам напряжения и внешним воздействиям.
Качественный импульсный трансформатор наматывается медной шиной или пучком проводов. Алюминиевые провода такого же сечения не способны выдержать достаточно большую плотность тока в инверторе.
В этом варианте исполнения трансформатора, вторичную обмотку нужно наматывать в несколько слоев, по принципу бутерброда. Пучок проводов сечением 2 мм, скрученных вместе, будет служить вторичной обмоткой. Они должны быть изолированы друг от друга, например, лаковым покрытием.
Кольца обмотокМежду первичной и вторичной обмоткой изоляции должно быть в два или три раза больше, чтобы на вторичную обмотку не попало сетевое напряжение, которое в выпрямленном виде составляет 310 вольт. Для этого лучше всего подходит фторопластовая термостойкая изоляция.
Для этого лучше всего подходит фторопластовая термостойкая изоляция.
Трансформатор можно выполнить и не на стандартном сердечнике, применив для этих целей 5 трансформаторов от строчной развертки неисправных телевизоров, объединенных в один общий сердечник. Так же необходимо помнить и про воздушный зазор между обмотками и сердечником трансформатора, это облегчает его охлаждение.
Важное замечание, бесперебойная работа устройства напрямую зависит не только от величины постоянного тока, но и от толщины провода вторичной обмотки трансформатора. То есть, если намотать обмотку толще, чем 0,5 мм, мы получим скин-эффект, который не очень хорошо сказывается на режиме работы и тепловых характеристиках трансформатора.
Так же на ферритовом сердечнике изготавливается и трансформатор тока, который после будет закреплен на положительном силовом проводе, выводы с этого трансформатора приходят на плату управления для отслеживания и стабилизации выходного тока.
Для уменьшения пульсации на выходе аппарата и меньшему количеству выбросов помех в сеть питания используется дроссель.![]() Его так же наматывают на ферритовом каркасе произвольного исполнения, проводом или шиной, толщина которого соответствует толщине провода вторичной обмотки.
Его так же наматывают на ферритовом каркасе произвольного исполнения, проводом или шиной, толщина которого соответствует толщине провода вторичной обмотки.
Конструкция сварочного аппарата
Рассмотрим, как в домашних условиях сконструировать достаточно мощный импульсный сварочный инвертор.
Если повторять конструкцию по системе Негуляева, то транзисторы прикручиваются к радиатору специально вырезанной для этого пластиной, таким образом улучшается передача тепла от транзистора к радиатору. Между радиатором и транзисторами необходимо проложить термопроводящую, не пропускающую ток прокладку. Это обеспечивает защиту от короткого замыкания между двух транзисторов.
Выпрямительные диоды крепятся к алюминиевой пластине толщиной 6 мм, крепление осуществляется таким же способом, как и крепление транзисторов. Их выходы соединяться между собой неизолированным проводом сечением 4 мм. Следует соблюдать осторожность, провода не должны соприкасаться.
Дроссель к основанию сварочного аппарата крепится железной пластиной, размеры которой повторяют форму самого дросселя. Для уменьшения вибрации, между дросселем и корпусом прокладывают резиновый уплотнитель.
Для уменьшения вибрации, между дросселем и корпусом прокладывают резиновый уплотнитель.
Видео: сварочный инвертор своими руками
Все силовые проводники внутри корпуса инвертора нужно развести в разные стороны, иначе существует возможность короткого замыкания. Вентилятор охлаждает несколько радиаторов одновременно, каждый из которых предназначен для своей части схемы. Такая конструкция позволяет обойтись всего одним вентилятором, установленным на задней стенке корпуса, что значительно экономит место.
Для охлаждения самодельного сварочного инвертора можно использовать вентилятор от компьютерного корпуса, он оптимально подходит как по габаритам, так и по мощности. Так как вентиляция вторичной обмотки играет большую роль, это следует учитывать при его расположении.
Схема: разобранный сварочный инверторВес такого инвертора будет колебаться от 5 до 10 кг, при этом его сварочный ток может быть в пределах от 30 до 160 ампер.
Как настраивать работу инвертора
Сделать самодельный сварочный инвертор, это не так уж и сложно, тем более что это почти полностью бесплатное изделие, если не считать расходы на некоторые детали и материалы. Но для настройки собранного устройства может понадобиться помощь специалистов. Как это можно сделать самому?
Инструкция облегчающая самостоятельную настройку сварочного инвертора:
- Для начала нужно подать сетевое напряжение на плату инвертора, после чего блок начнет издавать характерный писк импульсного трансформатора. Также напряжение подается на охлаждающий вентилятор, это не даст перегреваться конструкции и работа аппарата будет намного стабильнее.
- После того, как силовые конденсаторы полностью зарядились от сети, нам нужно замкнуть токоограничивающий резистор в их цепи. Для этого нужно проверить работу реле, убедившись, что напряжение на резисторе равно нулю. Помните, если провести подключение инвертора без токоограничивающего резистора, то может случиться взрыв!
- Применение такого резистора значительно уменьшает скачки тока во время включения сварочного аппарата в сеть 220 вольт.

- Наш инвертор способен вырабатывать ток свыше 100 ампер, это значение зависит от конкретной схемы, примененной в разработке. Узнать данное значение не сложно при помощи осциллографа. Нужно замерить периодичность поступающих импульсов на трансформатор, они должны составлять соотношения 44 и 66 процентов.
- Режим сварки, проверяется непосредственно на блоке управления, подключив вольтметр к выходу усилителя оптрона. Если инвертор маломощный, среднее амплитудное напряжение должно составлять около 15 вольт.
- Затем проверяется правильность сборки выходного моста, для этого на вход инвертора подается напряжение 16 вольт от любого подходящего блока питания. На холостом ходу блок потребляет ток около 100 мА, это необходимо учитывать при проведении контрольных замеров.
- Для сравнения можно проверить работу промышленного инвертора. При помощи осциллографа измеряют импульсы на обоих обмотках, они должны соответствовать друг другу.
- Теперь необходимо проконтролировать работу сварочного инвертора с подключенными силовыми конденсаторами.
 Меняем напряжение питания с 16 вольт на 220 вольт, подключая аппарат непосредственно к электрической сети. При помощи осциллографа, подключенного к выходным MOSFET транзисторам, контролируем форму сигнала, она должна соответствовать испытаниям на пониженном напряжении.
Меняем напряжение питания с 16 вольт на 220 вольт, подключая аппарат непосредственно к электрической сети. При помощи осциллографа, подключенного к выходным MOSFET транзисторам, контролируем форму сигнала, она должна соответствовать испытаниям на пониженном напряжении.
Видео: сварочный инвертор на ремонте.
Сварочный инвертор – это очень популярный и необходимый аппарат, в любой деятельности, как на промышленных предприятиях, так и в домашнем хозяйстве. Кроме того, за счет применения встроенного выпрямителя и регулятора тока, с помощью такого сварочного инвертора можно добиться лучших результатов сварки по сравнению с результатами, которых можно достичь при пользовании традиционными аппаратами, трансформаторы которых выполнены из электротехнической стали.
схема самодельной инверторной сварки и как сделать аппарат?
Характеристики самодельного инвертора
Один из важных вопросов для специалистов по сварке – как сделать сварочный инвертор своими руками. Процесс можно выполнить при помощи схемотехники сварочных инверторов.
Прежде чем собирать эффективный сварочный инвертор необходимо выделить следующие технические характеристики оборудования:
- на одном из транзисторов сила тока, который проходит через вход, должна составлять 32 ампера;
- 250 ампер – показатель силы тока, который создается при выходе из аппарата;
- напряжение должно быть до 220 вольт.
Для того чтобы создать самый простой сварочный инвертор необходимо соединить следующие элементы в один механизм:
- силовой блок;
- питательный блок на тиристорах;
- драйвера для силовых ключей.
Материалы для его сборки
Чертеж инверторного сварочного аппарата.
Прежде чем начать собирать по схеме сварочного инверторного типа аппарат, мастер должен подготовить необходимые инструменты и материалы, которые могут понадобиться ему в работе.
В первую очередь:
- различного типа отвертки;
- паяльное устройство, чтобы соединять детали в электронной схеме;
- нож;
- инструмент для вырезки на металлической поверхности;
- резьба, как крепежная деталь;
- поверхность с небольшой толщиной из металла;
- детали, благодаря которым формируется электросхема инверторного сварочного аппарата;
- провод из меди и полосы, чтобы обмотать трансформатор потребуется;
- стеклоткань;
- слюда;
- текстолиты;
- обычная термобумага, использующаяся в кассовых аппаратах.
Схема сварочного аппарата используется для сборки оборудования в домашних условиях с напряжением от электросети в 220 вольт.
Но если есть надобность, то используют схемы сварочных аппаратов, работающие на трехфазовой электросети с напряжением в 380 вольт. У таких оборудований есть достоинства, среди которых выделяют высокий показатель КПД, в отличие от однофазовых конструкций.
У таких оборудований есть достоинства, среди которых выделяют высокий показатель КПД, в отличие от однофазовых конструкций.
Блок питания агрегата
В блоке питания сварочного инвертора самой важной деталью является трансформатор, мотающийся при феррите в Ш7*7 либо 8*8.
Блок питания инвертора.
При помощи данного механизма обеспечивается подача регулярного напряжения и создается за счет 4-х обмоток:
- Первичная.
Сто кругов проводом ПЭВ в диаметре 0,3 миллиметра. - Первая вторичная.
15 кругов проводом ПЭВ в диаметре 1 миллиметр. - Вторая вторичная.
15 кругов ПЭВ в диаметре 0,2 миллиметра. - Третья вторичная.
20 кругов в диаметре 0,3 миллиметра.
После того как будет выполнена первичная обмотка и проведена изоляция её сторон за счет стеклоткани, её также обматывают в экранирующий провод. Каждый виток должен целиком покрывать защитный слой.
Каждый виток должен целиком покрывать защитный слой.
Обмотка экранирующим проводом должна быть в таком же направлении, как и первичная обмотка. Стоит обратить внимание на одинаковость диаметров двух видов обмоток.
Этим же правилом пользуются и для других видов: при наматывании на каркас трансформатора, изоляции друг от друга проводов за счет стеклоткани либо при использовании простого малярного скотча.
Для стабилизации напряжения в области 20-25 вольт, что поступает в блок питания через реле, подбирается резистор для электронных схем. Главной особенностью рассматриваемого механизма выступает изменение переменного тока в регулярный.
Добиться этого можно, используя диод, формирующийся при выполнении схемы «косой мост». Бывает так, что при эксплуатации аппарата диод перегревается, из-за чего приходится проводить монтаж на радиаторах и нередко ремонт блока питания. Альтернативным вариантом радиаторам является охлаждающая деталь от старой техники.
Монтаж диодного моста подразумевает под собой применение 2-х радиаторов: верх через прокладку из слюды присоединяют к одной батареи, а низ через поверхность термопасты ко второй батареи.
Мост из диодов должен выводиться в том направлении, куда направлен вывод транзистора. За счет этого постоянный ток превращается в переменный с высокими частотами.
Соединительный провод этих выводов максимум может достигать длины в 15 сантиметров. Металлический лист необходимо расположить между блоком питания и инверторной частью аппарата и приварить к «телу» оборудования.
Силовой блок
Изготовление сварочного инвертора.
Силовой блок – это основа трансформатора в сварочном инверторе. С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С каждым наложенным слоем, чтобы обеспечить термоизоляцию необходимо наматывать ленту от кассового аппарата для достижения хорошей износоустойчивости. Вторичную обмотку создают на основе 3-х полосовых слоев из меди, изолирующиеся друг от друга за счет ленты фторопласта.
Большинство мастеров обматывают понижающий трансформатор толстым проводом из меди, однако, это ошибочное действие. С таким трансформатором простой сварочный инвертор будет работать с высокочастотным током, вытесняющим наружу проводник без нагревания деталей внутри.
Оптимальнее всего формировать обмотки, используя проводник с широкой поверхностью, иными словами применить широкую медную полосу.
Вместо термоизоляционного поверхностного слоя специалисты иногда заменяют на простую бумагу. Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Инверторный блок
Основная функция простого сварочного инвертора заключается в преобразовании постоянного тока, который формируется при помощи выпрямителя аппарата в переменный высокочастотный ток.
Чтобы решить данную ситуацию, специалисты используют силовой транзистор, и высокие частоты с открывающимся и закрывающимся каналом. Рассматриваемый механизм в оборудовании отвечает за изменение постоянного тока в переменный с высокими частотами.
Рекомендуется использовать не один мощный транзистор, а пару со средней мощностью. Благодаря конструктивному подходу к проблеме стабилизируется частота тока и уменьшится шум во время сварки.
Инверторный сварочный аппарат сделать своими руками можно по электросхеме, где указывается и как последовательно соединять конденсаторы.
Их используют в следующих случаях:
- Минимализация выброса в трансформаторе.
- Минимализация потерь в трансформаторном блоке, появляющиеся в момент отключения аппарата от сети.
Это происходит за счет того, что транзистор открывается с большей скоростью, чем закрывается – ток теряет свою мощность, что влечет за собой перегрев ключей в блоке транзистора.
Система охлаждения агрегата
Электрическая схема инвертора для сварки.
Стоит отметить, что большинство силовых элементов в сварочном оборудовании имеют свойство сильно нагреваться во время эксплуатации, из-за чего оно может сломаться.
Дабы избежать таких ситуаций, то эффективнее всего во все блоки аппарата, помимо радиатора, установить вентилятор, охлаждающий механизм во время работы – своеобразную систему охлаждения.
Её можно самостоятельно сделать при наличии мощного вентилятора. Зачастую используют один с направлением воздушного потока в сторону понижающегося силового трансформатора.
С вентилятором, у которого небольшая мощность от компьютера, например, может понадобиться до 6 штук, из которых три устройства устанавливается возле силового трансформатора с направлением воздушного потока в обратную сторону.
Чтобы избежать перегрева, самодельный сварочный инвертор должен работать вместе с термодатчиком. Он устанавливается на греющий радиатор. Если радиатор достигает максимальное значение температуры, он автоматически отключает подачу тока.
Для более эффективного функционала системы охлаждения агрегата, корпус должен быть оснащен заборщиком воздуха с правильным его выполнением. Через его решетки проходит воздушный поток во внутренние системы аппарата.
Особенности функционирования
Перед сборкой, следует ознакомиться с особенностями работы инвертора, аналогичными функционированию компьютерного блока питания. Функционирование устройства происходит в таком порядке:
- входящее переменное напряжение превращается в постоянное;
- входной ток 50 Гц трансформируется в ток высокой частоты;
- выходное напряжение понижается;
- выходной ток выправляется, поддерживается нужная для сварки частота.
Трансформаторное оборудование отличается габаритностью и тяжестью в связи со следующими особенностями. Дуговая сварка выполняется через силу тока. Вторичная обмотка для ослабления напряжения и усиления тока устраивается из минимального числа оборотов, сечение проводника принимается максимально возможным.
Дуговая сварка выполняется через силу тока. Вторичная обмотка для ослабления напряжения и усиления тока устраивается из минимального числа оборотов, сечение проводника принимается максимально возможным.
Применение инверторного принципа снижает объем и вес агрегатов на порядок благодаря увеличению частоты до 60-80 кГц.
Для реализации такого преобразования необходимо использование полевых транзисторов, сообщающихся друг с другом именно на такой частоте. Для их питания используется постоянный ток, направляющийся от выпрямителя, роль которого выполняет диодный мост. Для выправления напряжения требуются конденсаторы. От транзисторов ток подается к трансформатору, представляющему собой компактную катушку.
Возможна переделка и доработка в инверторный полуавтомат. Ему присущи схожие с трансформатором характеристики, но масса и габариты его меньше.
Охлаждение
Аппарат сильно нагревается при инверторной сварке, поэтому вам нужно сделать систему охлаждения. Перенагревание может привести даже к выходу всего устройства из строя, поэтому, кроме радиаторов, используются вентиляторы. Мощный вентилятор сможет охладить всю систему, его следует устанавливать напротив понижающего трансформатора. Если вы используете вентиляторы малой мощности, то вам понадобится около 6 штук.
Мощный вентилятор сможет охладить всю систему, его следует устанавливать напротив понижающего трансформатора. Если вы используете вентиляторы малой мощности, то вам понадобится около 6 штук.
Не забудьте установить на самый нагревающийся радиатор термодатчик, который сработает в случае перегрева и выключит всю систему. Также установите заборщики воздуха, это позволит вентиляции работать лучше.
Купить или собрать своими руками?
Самодельная вещь всегда является предметом гордости ее владельца. Многие умельцы собирают электроприборы просто потому, что им это нравится. Но есть и те, для кого сборка электроприборов — это не хобби, а скорее необходимость,. Такие люди могут задаться резонным вопросом: «А стоит ли вообще делать самодельный инвертор, если можно пойти в магазин, и купить заводской аппарат ценой в 50$?». Этот вопрос вполне оправдан. И мы постараемся ответить на него.
Почему вам стоит собрать самодельный инвертор
Предлагаем начать со стоимости аппарата. Да, в продаже можно найти с десяток инверторов ценой до 100$. И вы можете купить такой аппарат, порадовавшись, что сэкономили время. Но вы не учитываете, что дешевые инверторы по определению не могут быть надежными и долговечными.
Да, в продаже можно найти с десяток инверторов ценой до 100$. И вы можете купить такой аппарат, порадовавшись, что сэкономили время. Но вы не учитываете, что дешевые инверторы по определению не могут быть надежными и долговечными.
Инвертор состоит из множества сложных компонентов, которые должны быть качественными. А для производства аппарата в промышленном масштабе недостаточно просто купить качественные комплектующие. Нужно оплатить налоги, зарплату рабочим и прочие обязательные пункты. Из-за этого производители идут на хитрость и изготавливают свои инверторы из некачественных деталей, которые быстро выходят из строя.
Если вы сами купите все комплектующие и соберете аппарат, его себестоимость может быть равной бюджетному инвертору. Но при этом вы получите надежный и долговечный прибор, способный работать в сложных условиях. Это одна из основных причин, почему стоит изготовить инвертор сварочный своими силами.
Еще одна причина — это слишком большой ассортимент сварочных аппаратов в магазине. Сварщикам старой закалки непросто разобраться в таком большом разнообразии и порой легче собрать свой инвертор. Простенький, недорогой и понятный во всех отношениях. В таком случае целесообразнее купить качественную маску и расходники, а аппарат собрать из доступных деталей. Такой инвертор проще обслуживать и ремонтировать, поскольку в нем не будет сложных частей, непонятных мастеру.
Сварщикам старой закалки непросто разобраться в таком большом разнообразии и порой легче собрать свой инвертор. Простенький, недорогой и понятный во всех отношениях. В таком случае целесообразнее купить качественную маску и расходники, а аппарат собрать из доступных деталей. Такой инвертор проще обслуживать и ремонтировать, поскольку в нем не будет сложных частей, непонятных мастеру.
Не забывайте, что самодельные сварочные аппараты любого типа развивают ваши знания и навыки в электротехнике. Изготовление самодельных электроприборов — это очень занятный процесс, который может превратиться в хобби. И если вы давно хотели развиться в этом деле, то можете начать со сборки инвертора. Он в любом случае пригодится вам в быту. Хотя бы для мелкого ремонта.
Почему НЕ стоит делать инвертор своими руками
Итак, в некоторых случаях самодельный инверторный сварочный аппарат — это отличная идея. Но нельзя отрицать, что есть и обратная сторона медали.
Собрав самодельный аппарат, вы не будете иметь самого главного — бесплатной гарантии. Большинство крупных производителей изготавливают инверторы и при их покупке дают вам гарантию минимум на год (а зачастую на 2-3 года). Это значит, что в случае поломки вы можете прийти в сервисный центр и бесплатно починить аппарат у специалиста. Вам не нужно мучиться, разбирать инвертор, пытаться понять причину поломки. Отдали аппарат в руки профессионалу и вскоре можете получить инвертор обратно. В исправном состоянии.
Большинство крупных производителей изготавливают инверторы и при их покупке дают вам гарантию минимум на год (а зачастую на 2-3 года). Это значит, что в случае поломки вы можете прийти в сервисный центр и бесплатно починить аппарат у специалиста. Вам не нужно мучиться, разбирать инвертор, пытаться понять причину поломки. Отдали аппарат в руки профессионалу и вскоре можете получить инвертор обратно. В исправном состоянии.
Вторая причина — это время. Чтобы собрать инвертор, вам понадобиться много времени. А ведь необходимо еще купить все детали, которые порой непросто найти в маленьком городе. Если вам нужен инвертор для сварки раз в год, то сборка такого аппарата в домашних условиях может превратиться в сплошное мучение. Ну а если вы не обладаете достаточными знаниями в области электротехники и не горите желанием ее изучать, то точно не получите удовольствие от самостоятельной сборки.
В конечном итоге, именно вам решать, что важнее: гарантия и сервисное обслуживание, или недорогая себестоимость + неприхотливость в хранении и применении. Далее вы узнаете, как изготовить самодельный сварочный инвертор из доступных деталей своими руками в домашних условиях, сэкономив существенную сумму и получив универсального помощника в быту.
Далее вы узнаете, как изготовить самодельный сварочный инвертор из доступных деталей своими руками в домашних условиях, сэкономив существенную сумму и получив универсального помощника в быту.
Самый простой сварочный инвертор
Сварочный инвертор был разработан на популярном форуме человеком под ником тимвал, ветка до сих пор очень активна. Именно эта схема популярна по причине простоты. Мой вариант сварочного инвертора рассчитан на ток всего в 100 ампер, это мало, но для моих задач больше не нужно.
- Схема представляет из себя однотактный прямоходовый инвертор всего на одном IGBT транзисторе IRG4PC50KD.
- Инвертор состоит из нескольких частей:
- Входной выпрямитель с накопительными конденсаторами и системой плавного пуска;
- Системы управления с драйвером на основе комплементарной пары составных транзисторов средней мощности;
- Силовая часть состоящая из IGBT транзистора и трансформатора;
- Выходная часть, состоящая из дросселя с выпрямителем.

- Сетевое напряжение выпрямляется входным диодным мостом KBPC3510
- и сглаживается ёмкими электролитами.
- Важно заметить, что питание в начальный момент времени поступает не напрямую, а через балластный резистор R12, это нужно для плавной зарядки конденсаторов, иначе бросок тока может вывести из строя входной диодный мост и выбить автоматы.
- Одновременно питание от конденсаторов через другой балластный резистор R11 поступает на линию питания микросхемы ШИМ.
- Сердцем схемы является ШИМ контроллер UC3844,
- который работает на частоте около 30кГц, сигнал с микросхемы сначала поступает на драйвер, выполненный на транзисторах VT2 и VT3, а затем на силовой транзистор VT4.
- Напряжение на конденсаторах растет, растет и питание микросхемы и как только оно дойдет до порогового значения, для UC3844 оно составляет около 16 вольт, микросхема начнет вырабатывать управляющие импульсы, что приведет к запуску всего инвертора.

Во вторичных обмотках трансформатора появиться напряжение, это приведет к тому, что сработает силовое реле К1 и своими контактами замкнёт балластный резистор R12, и сетевое напряжение будет поступать напрямую на схему. Планый запуск длиться всего пару секунд. После плавного запуска инвертор будет работать в штатном режиме. Выходное напряжение инвертора около 60 вольт, этого достаточно для нормального розжига дуги.
- Если во время сварки вращать регулятор ограничения тока (резистор R3), моментально сработает система обратной связи (цепь, состоящая из токового трансформатора ТТ, диодов VD2-VD4, резисторов R5 и R7, конденсатора С4).
- Токовый трансформатор намотан на тороидальном ферритовом сердечнике небольших размеров, он имеет две обмотки, первичная — всего один виток и вторичная.
- Силовой трансформатор выполнен на сердечнке EPCOS E55/28/25 феррит №87.
- Сердечник был без каркаса, поэтому его пришлось сделать самому из мтеклотекстолита.

- Трансформатор имеет 4 обмотки:
- сетевая;
- вторичная силовая;
- фиксирующая;
- обмотка самозапитки для системы управления.
- В моём варианте обмотка самозапитки не используется, взамен применен небольшой импульсный источник питания на 24 вольта с током 1-1,5 Ампера.
- Начала всех обмоток на схеме указаны точками, я советую промаркировать начало намотки, например одевая на обмотку красную термоусадку, чтобы потом не гадать где начала, а где концы намоток.
В самом начале мотается сетевая обмотка, но не полностью, а по частям. В моем случае для намотки этой обмотки был использован провод диаметром 1,20мм 25 витков. Провод нужно уложить равномерно, виток к витку.
Затем обмотка изолируется, но перед этим заливается эпоксидной смолой. Смола будет заполнять все пустоты. Т.к. из-за сильных магнитных полей в трансформаторе будут образоваться вибрации и изоляция провода со временем может пострадать, а со смолой обмотка будет полностью неподвижной.
Ставим изоляцию каптоновым термостойким скотчем и мотаем остальную часть первичной обмотки. Количество витков, провод и направление намотки тоже самое.
Опять все заливаем смолой, а поверх ставим изоляцию. Позже, уже на плате концы этих обмоток соединяются параллельно.
После мотаем фиксирующую обмотку, диаметр провода 0,5мм. Количество витков 25-26, то есть тоже самое, что и в случае первичной обмотки. Эта обмотка намотана так, чтобы провод попадал между витками первичной обмотки.
Фиксирующая обмотка равномерно растянута по всему каркасу. Аналогичным образом поступаем и с этой обмоткой, смола, изоляция.
К стати ранее я ставил изоляцию в 2-3 слоя, а после намотки фиксирующей обмотки изоляция нужна более серьезная, слоя 4-5.
Ну и наконец силовая обмотка, самая трудоемкая. Ее можно намотать медной шиной либо что еще лучше — лентой.
Наиболее эффективно работает литцендрат — провод, который состоит из большого количества параллельных тонких изолированных друг от друга проводов, такая намотка делается для минимизации влияния скин эффекта.
Но при частотах в 30кГц, этот эффект не столь ощутимый, поэтому при большом желании можно взять пару тройку медных проводов большого диаметра, но такой провод очень трудно уложить, поэтому мой выбор остановился на литцендрате.
Обмотка состоит из 100 параллельных жил провода 0,5мм. Скручиваем все это дело дрелью и покрываем дополнительной изоляцией, опят же каптоновый скотч.
Количество витков всего 9, по расчетам этого хватит для того, чтобы напряжение холостого хода инвертора было в районе 60 вольт. После намотки её так же следует залить смолой.
Схема однотактная и между половинками сердечника нужен немагнитный зазор. В моем случае для получения необходимого зазора под всеми кернами были установлены прокладки, обычный чек от банкомата.
- Далее трансформатор собирается, половинки сердечника надежно стягиваются, можно даже приклеить.
Трансформатор тока. Ферритовое колечко,проницаемость может быть от 1500 до 3000. Размеры моего кольца R18х8х6.![]() Важно, чтобы оно было ферритовым, схожие кольца можно найти в некоторых импульсных блоках питания, они стоят по входу в качестве дросселя и на них как правило две обмотки. Желто-белые, зелено-синие кольца не подойдут, материал там иной.
Важно, чтобы оно было ферритовым, схожие кольца можно найти в некоторых импульсных блоках питания, они стоят по входу в качестве дросселя и на них как правило две обмотки. Желто-белые, зелено-синие кольца не подойдут, материал там иной.
Сначала сердечник изолируют, в моем случае каптноновым скотчем, затем мотают вторичную обмотку. Провод в лаковой изоляции, диаметр может быть от 0,25 до 0,5мм. Количество витков в моем случае 76.
Далее обмотку нужно изолировать, можно просто залить эпоксидной смолой. Первичная обмотка — один виток из двух параллельных жил провода 1,20мм идущий к силовому трансформатору.
Выходной выпрямитель классический для этой топологии. Два диода прямой и замыкающий, притом замыкающий нужен более мощный, но можно не заморачиватся и сразу воткнуть два диода типа 150EBU04 на 150 ампер с обратным напряжением 400 вольт. Диоды из этой линейки как правило применяют именно в сварочных инверторах. Диоды обязательно нужны ультра быстрые. Можно применить диодные сборки STTh30003.
В каждом корпусе два независимых друг от друга ультра быстрых диода, каждый на 100 Ампер с обратным напряжением 300 вольт. Они даже лучше, чем 150EBU04 т.к. площадь подложки у них гораздо больше и толще. Соединение винтовое, что очень удобно.
Дроссель. Тут все не так однозначно и по факту дроссель довольно критичен Чем больше его индуктивность, тем хорошо будет зажигаться дуга даже при малых токах. По схеме дроссель на 40мкГн, его хватит, но уверенный розжиг дуги я получил при токах от 30 ампер и в принципе этого хватит.
Честно сказать для дросселя пробовал разные материалы — алсифер, неизвестные кольца которые по всей видимости применяются в качестве фильтра в частотных преобразователях и наконец сердечник набранный из трансформаторных пластин.
Наилучшим решением является применение сердечников из порошкового железа, они специально созданы для работы в качестве дросселя, но кольцо нужно приличных размеров, и их найти не так уж и просто и стоят они приличных денег.
В итоге по совету коллеги Тимура, который ранее собирал данный сварочник, мой выбор остановился на пакете из железных трансформаторных пластин.
Фишка в том, что сердечник фактически невозможно загнать в насыщение, то есть можно увеличить индуктивность и получить уверенный розжиг дуги при сварочных токах хоть 5 ампер, я понимаю, что на таких токах никто не варит, но все же.
Пакет собирал из того что было, в итоге сердечник получился с размерами 86х30х17мм. Пластины обмотал каптоноым скотчем, затем бумажный и намотал обмотку. Обмотка к сожалению алюминиевая, да медь лучше, но алюминиевый был в наличии. Обмотка намотана в три ряда, каждый ряд по 10-12 витков.
После намотки каждого ряда обмотку покрывал лаком в несколько слоев и ставил изоляцию из ткани. Итоговая индуктивность дросселя около 80мкГн. Недостаток такого дросселя — большие размеры и вес, но в моем случае все получилось достаточно компактно, и даже умудрился зафиксировать его на плате.
Выводы дросселя были обжаты медными луженными клеммами, ключевое слово луженными иначе такое соединение долго не проработает, будет перегреваться и окисляться.
Входная часть. Диодный мост взят готовый, сборка KBPC3510, мост на 35 ампер, обратное напряжение 1000 вольт, устанавливается на радиатор.
- Силовое реле в схеме плавного пуска с катушкой 24 вольта, рассчитан на ток в 15-30 реальных ампер, если сварочник планируете на токи более 120 ампер, то реле желательно использовать именно 30-и амперное.
Входные электролитические конденсаторы на 450 вольт, в моем случае 2штуки по 470мкФ, желательно установить три, хуже не будет. Подбирайте конденсаторы от хорошего производителя с минимально возможным внутренним сопротивлением.
- Ограничительный резистор по входу желательно взять на 10 ватт, сопротивление от 10 до 30 Ом.
- Диоды VD7, VD8 и VD9 в схеме преобразователя нужны ультра быстрые, именно на тот ток и напряжение, которые по схеме.
Сборку конденсаторов я заменил одним, емкостью 0,33мкФ, конденсатор специального назначения созданный для работы в импульсных схемах, такие применяют в индукционных нагревателях. Обычные пленочные конденсаторы ставить сюда крайне не желательно.
Обычные пленочные конденсаторы ставить сюда крайне не желательно.
- Микросхема ШИМ у меня установлена на панельку для беспаячного монтажа, после полной наладки микросхему обязательно нужно запаять на плату.
- Силовые дорожки на плате просто залудить и усилить припоем не достаточно, нужно их армировать медным проводом.
Сборка инвертора своими руками
Важным вопросом остается, как сделать сварочный инвертор своими руками? В первую очередь нужно выбрать корпус с надежной защитой либо сформировать его самому при помощи листового металла, где толщина должна достигать не меньше, чем 4 миллиметра.
За основу, где монтируется трансформатор для инверторной сварки, используют листовой гетинакс с толщиной не меньше, чем 5 миллиметров. Сама конструкция будет располагаться на основании благодаря скобам, изготовленным самостоятельно из медных проволок в диаметре с 3 миллиметрами.
Чтобы создать электронные платы в электрических схемах сварочного аппарата, используют фольгированный текстолит, у которого толщина достигает 1 миллиметр. Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать.
Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать.
С целью автоматического управления сварочным инвертором, сварщик должен купить и подсоединить к нему специальный контроллер, отвечающий за стабильность силы тока. От него также зависит, будет ли величина напряжения подачи мощной.
Для более удобной эксплуатации самодельного агрегата, во внешнюю часть монтируется орган управления. Он может выступать в виде тумблера для активации аппарата, ручкой в переменном резисторе, благодаря ей контролируется подача тока либо зажим для кабеля и сигнальный светодиод.
Собрать сварочный инвертор своими руками достаточно просто, если придерживаться всех правил, соблюдать инструкцию и строго идти по назначенной схеме.
Схема изготовления инвертора своими руками.
Диагностика самодельного инвертора и его подготовка к работе
Собрать самодельный сварочный инвертор не весь процесс. Подготовительный этап также считается важной частью всей работы, где необходимо проверить, правильно ли работают все его системы, и как нужно настроить нужные параметры.
Подготовительный этап также считается важной частью всей работы, где необходимо проверить, правильно ли работают все его системы, и как нужно настроить нужные параметры.
В первую очередь проводится диагностика оборудования, а именно подача напряжения 15 вольт на контроллер и охлаждающую систему сварочного аппарата, чтобы проверить их выдержку. Благодаря этому проверяется функционал механизмов и избежание перегревания во время эксплуатации агрегата.
При полной зарядке конденсаторов в агрегате, подключается к электросети реле, отвечающее за замыкание резисторов. С прямой подачей, без реле, есть риск взрыва аппарата.
При функциональности реле, напряжение в аппарат подается до 10 секунд. Достаточно важно узнать, сколько инвертор может во время сварки функционировать. Для этого он тестируется на протяжении 10 секунд. Если радиатор остается с прежней температурой, то время можно установить до 20 секунд, и т.д. до целой минуты.
Сборка блока питания
Монтаж начинается с намотки трансформатора, его функция – это обеспечение стабильным напряжением следующих за ним деталей. Для его изготовления используют феррит Ш 7х7 (можно Ш 8х8), на который наматывают разные по количеству витков обмотки: сто, пятнадцать, пятнадцать и двадцать, соответственно 0,3; 1; 0,2 и 0,3 миллиметров.
Для снижения вредного влияния возможного перепада сетевого напряжения, кольца провода необходимо класть на всю ширину катушки.
Первичную обмотку надо изолировать стеклотканью и намотать экран из провода 0,3 мм. Он должен покрыть всю ширину каркаса, а направление витков – совпадать с предыдущей обмоткой.
Последовательность работы с остальными обмотками такая же. На выходе должно быть от 20 до 25 вольт. Его можно отрегулировать подбором деталей.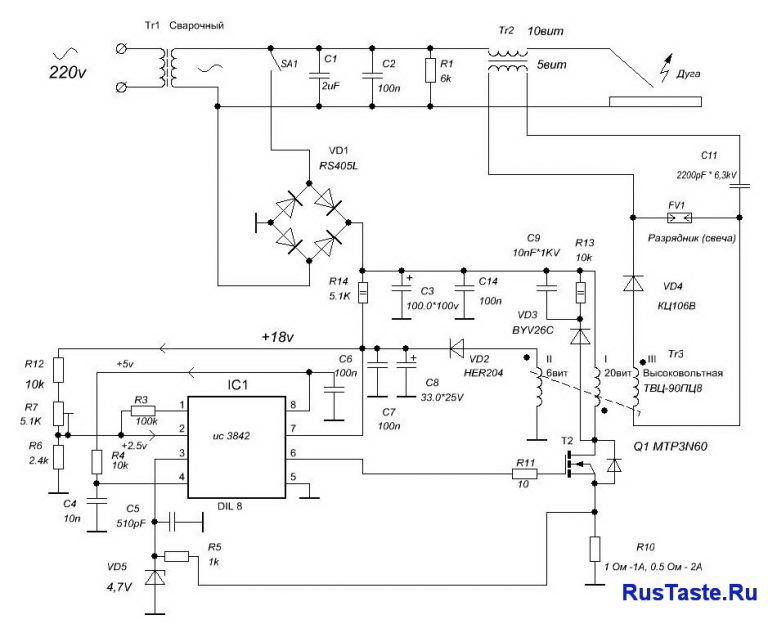 Синусоидальный ток преобразуется в постоянный с помощью диодов, соединенный, как «косой мост», а для охлаждения необходимо подобрать радиаторы, возможно, со старого компьютера.
Синусоидальный ток преобразуется в постоянный с помощью диодов, соединенный, как «косой мост», а для охлаждения необходимо подобрать радиаторы, возможно, со старого компьютера.
Один охладитель закрепляется к верхним частям деталей и изолируется слюдяной прокладкой. Второй – к нижней части моста и крепится с использованием термопасты.
Выводы диодного моста направляются туда же, куда будут выходить и контакты транзисторов, что работают как преобразователи. Длина проводов, которые соединяют мост и транзисторы – не больше 15 сантиметров. Блок питания и инверторный блок разделяются металлической пластиной, приваренной к основанию.
Трансформаторы (с выпрямителем или без него)
Сердце трансформатора — сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично. Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома. Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см². Это довольно тяжелая конструкция, особенно после укладки обмоток.
Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.
Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
- сила тока на вторичке 100–150 А;
- напряжение холостого хода 60–65 вольт;
- рабочее напряжение при сварке 18–25 вольт;
- сила тока на первичной обмотке до 25 А.
Исходя из этого, сечение провода первички должно быть не менее 5 мм², если делать с запасом — можно взять провод 6–7 мм². Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм². Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков первичной обмотки определяется по коэффициенту 0.9–1 виток на вольт (для наших параметров).
Формула выглядит так:
W(количество витков) = U(напряжение) / коэффициент.
То есть, при напряжении в сети 200–210 вольт, это будет порядка 230–250 витков.
Соответственно, при напряжении вторички 60–65 вольт, количество ее витков составит 67–70.
С технической точки зрения трансформатор готов. Для удобства использования рекомендуется выполнить небольшой запас по вторичной обмотке, с несколькими ответвлениями (на 65, 70, 80 витках). Это позволит уверенно работать в местах с пониженным напряжением сети.
Прятать агрегат в корпус, или оставлять открытым — это вопрос безопасности использования. Типовой изготовленный сварочный трансформатор своими руками выглядит так:
Оптимальный материал для корпуса — текстолит 10–15 мм.
Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.
Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.
Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Мини сварочный трансформатор
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.
Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.
Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
Микросварочник
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
В отличие от традиционных сварочников, в данной схеме используется высокое напряжение, до 30 кВ. Поэтому при работе следует соблюдать осторожность.
Трансформатор мотаем на ферритовом стержне. Две первичные обмотки: коллекторная (20 витком 1 мм), базовая (5 витков 0.5 мм). Вторичная (повышающая) обмотка — 500 витков 0.15 проволоки.
Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.
Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.
В качестве сварочных электродов можно использовать толстую швейную иглу.
Обслуживание самодельного сварочного инвертора
Чертеж сварочного инвертора для сборки своими руками.
Для того, чтобы простой сварочный инвертор сделанный своими руками смог долго работать, за ним необходим грамотный уход. При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
В первую очередь, для самодельных инверторов нужно провести диагностику всего сварочного оборудования – проверяется напряжение, его вход и течение. При отсутствии напряжения необходимо проследить за функциональностью блока питания.
Также проблема может заключаться в сгоревших предохранителях конструкции. Слабым место считается и датчик, измеряющий температуру, который не ремонтируется, а заменяется.
Слабым место считается и датчик, измеряющий температуру, который не ремонтируется, а заменяется.
После проведения диагностики необходимо обратить внимание на качество соединения электронных систем оборудования. Затем выявить некачественное скрепление на глаз либо используя специальный тестер.
При выявлении данных неполадок, они устраняются тотчас за счет доступных деталей, чтобы не спровоцировать перегрев и поломку всего сварочного оборудования.
Ремонт неисправностей сварочного инвертора
Простые поломки, возникающие из-за неправильной эксплуатации, можно устранить в домашних условиях. Стоит пошагово разобрать методики решения основных проблем.
Самая распространенная неисправность — перегрев.
При повышении температуры срабатывает защитный модуль — устройство перестает варить. В таком случае правильно выбирают длительность поддержания дуги.
В таком случае правильно выбирают длительность поддержания дуги.
Инвертор не включается
Работу начинают с осмотра питающего кабеля. С провода снимают защитный рукав. Каждую жилу прозванивают мультиметром. Если кабель исправен, требуется более тщательная диагностика аппарата. Иногда инвертор не включается из-за поломки вспомогательного источника питания. В таком случае обращаются к специалисту.
Сварочная дуга нестабильна
Неполадка возникает из-за некорректного выбора силы тока. Параметр необходимо выставлять в соответствии с диаметром электрода. Начинающие сварщики нередко игнорируют это правило. Если упаковка с электродами не содержит инструкции, на 1 мм расходного материала должен приходиться ток в 20-40 А.
При настройке параметра учитывают и скорость сварки: если она невысокая, задают меньшую величину.
После правильного выбора параметра дуга стабилизируется.
Не регулируется подача тока
Такая неисправность возникает при поломке регулятора, расслаблении клемм для подсоединения проводов. Необходимо освободить агрегат от защитного корпуса, оценить надежность крепления проводников. При необходимости регулятор проверяют универсальным тестером. Если деталь исправна, инвертор перестает работать из-за замыкания в трансформаторе или дросселе. Эти элементы также прозванивают мультиметром. Перемотка при наличии неисправностей выполняется в мастерской.
Необходимо освободить агрегат от защитного корпуса, оценить надежность крепления проводников. При необходимости регулятор проверяют универсальным тестером. Если деталь исправна, инвертор перестает работать из-за замыкания в трансформаторе или дросселе. Эти элементы также прозванивают мультиметром. Перемотка при наличии неисправностей выполняется в мастерской.
Повышение энергопотребления
Чрезмерный расход электричества даже при отсутствии нагрузок требует проверки одного из трансформаторов. Самостоятельный ремонт вышедших из строя деталей невозможен. Трансформатор отдают на перемотку специалисту.
Управление
Электронные платы инвертора следует размещать с использованием фольгированного текстолитового материала 0,5-1 мм.
Инверторная сварка своими руками осуществляется под автоматическим управлением через ШИМ-контроллера, стабилизирующего основные функциональные параметры. Для удобства органы управления рекомендуется располагать на лицевой части совместно с входом для подключения.
Источники
- https://tutsvarka.ru/oborudovanie/svarochnyj-invertor-svoimi-rukami
- https://svarka.guru/oborudovanie/vidy-apparatov/invertor-svoimi-rukami.html
- https://tokar.guru/svarka/shema-sborki-svarochnogo-invertora-svoimi-rukami.html
- https://svarkaed.ru/oborudovanie-dlya-svarki/apparaty/samodelnye/kak-sdelat-svarochnyj-invertor-svoimi-rukami.html
- https://regionvtormet.ru/metally/sborka-samogo-prostogo-svarochnogo-invertora-svoimi-rukami-shemy-i-rekomendatsii.html
- https://tytmaster.ru/svarochnyj-invertor-svoimi-rukami/
- https://morflot.su/shema-prostogo-svarochnogo-invertora-svoimi-rukami/
- https://BonCoupe.ru/varim/prostoj-svarochnyj-apparat.html
- https://stroypomochnik.ru/svarochnyj-invertor-svoimi-rukami-shema-samodelnoj-invertornoj-svarki-i-kak-sdelat-apparat/
[свернуть]
схемы и инструкция по сборке
Содержание
- Типы сварочных аппаратов
- На переменном токе
- На постоянном токе
- Характеристики самодельного инвертора и материалы для его сборки
- Что нужно для сборки инвертора
- Изготовление трансформатора и дросселя
- Как выглядит схема инверторной сварки
- Простые схемы инверторной сварки
- Как собрать инверторную сварку: поэтапное описание
- Где взять блок питания и как его подключить
- Диодный мост
- Намотка трансформатора
- Корпус
- Система охлаждения
- Силовая часть
- Управление
- Основные рекомендации
- Дальнейшая настройка
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
- на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
- на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
- трехфазные – подключаемые к трехфазной сети;
- инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.

Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка. Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно. С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: https://www.asutpp.ru/transformator-svoimi-rukami.html.
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
- Возьмите два трансформатора и проверьте целостность обмоток, питаемых от электрической сети 220В.

- Распилите магнитопровод и снимите высоковольтную обмотку,
Рис. 1: распилите сердечник
Рис. 2: уберите высоковольтную обмотку
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
- Удалите из цепи катушки на каждом трансформаторе токовые шунты, это позволит увеличить мощность каждой обмотки.
Рис. 3: удалите токовые шунты
- Для вторичной катушки возьмите медную шину сечением 10мм2 и намотайте ее на заранее изготовленный каркас из любых подручных материалов. Главное, чтобы форма каркаса повторяла габариты сердечника.
Рис. 4: намотайте вторичную обмотку на каркас
- Сделайте диэлектрическую прокладку под первичную обмотку, подойдет любой негорючий материал. По длине ее должно хватать на обе половинки после соединения магнитопровода.

Рис. 5: сделайте диэлектрическую прокладку
- Поместите силовую катушку в магнитопровод. Для фиксации обеих половинок сердечника можно использовать клей или стянуть их между собой любым диэлектрическим материалом.
Рис. 6: поместите катушку в магнитопровод
- Подключите выводы первички к шнуру питания, а вторички к сварочным кабелям.
Рис. 7: подключите шнур питания и кабели
Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
Рис. 8: принципиальная схема выпрямления для сварочного трансформатора
Как видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель.
Схема подключения сглаживающего устройства приведена на рисунке ниже:
Рис. 9: схема подключения сглаживающего устройства
9: схема подключения сглаживающего устройства
Процесс доработки электрической схемы состоит из таких этапов:
- Установите полупроводниковые элементы на радиаторы охлаждения.
Рис. 10: установите диоды на радиаторы
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
- Соедините диоды в мост, как показано на рисунке выше, и подключите их к выводам трансформатора.
Рис. 11: соедините диоды в мост
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.
Рис. 12: используйте луженные зажимы
Толщина провода выбирается в соответствии с рабочим током вторичной обмотки.
- Подключите силовые конденсаторы и дроссель во вторичную цепь диодного моста
Рис. 13: подключите силовые конденсаторы
13: подключите силовые конденсаторы
- Подсоедините к выводам сглаживающего устройства сварочные шлейфа, установите держатели для электродов – сварочный аппарат постоянного тока готов.
При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Характеристики самодельного инвертора и материалы для его сборки
Для эффективной работы устройства понадобиться использовать качественные материалы. Некоторые части возможно применить от старых блоков питания или найти на разборках радиодеталей.
Основные технические характеристики устройства:
- Потребляемое напряжение составляет 220 Вольт.
- На входе сила тока не менее 32 ампер.
- Сила тока, производимая аппаратом – 250 А.
Схема сборки сварочного инвертора
Основная схема сварочного инвертора состоит из блока питания, дросселей, силового блока.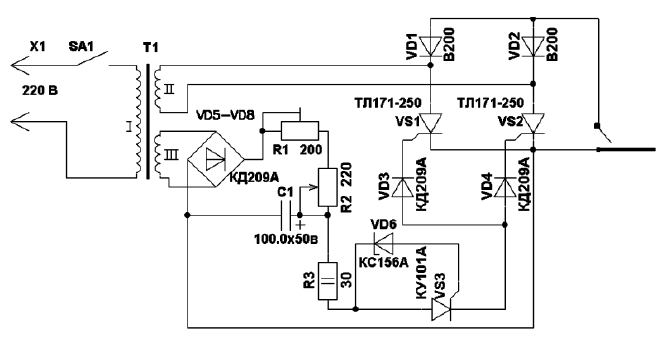
Для изготовления устройства понадобятся инструменты и детали:
- Комплект отверток для демонтажа и дальнейшей сборки.
- Паяльник, необходим для соединения электронных элементов.
- Нож и полотно по металлу для изготовления правильной формы конструкции.
- Кусок металла толщиной 5-8 мм для формирования корпуса.
- Саморезы или болты с гайками для крепления.
- Платы для электронных схем.
- Медные изделия в виде проводов, служат для обмотки трансформатора.
- Стеклоткань либо текстолит.
В домашнем обиходе пользуется популярностью самодельный сварочный инвертор однофазного типа, сделанный своими руками.
Сварочный инвертор однофазного типа
Такой инвертор питается от бытовой сети 220 В, бывают случаи, когда необходимо изготовить устройство, питание которого происходит от трехфазной сети 380 В. Такие аппараты отличаются повышенной эффективностью и мощностью, используются при массовых работах.
Что нужно для сборки инвертора
Основной задачей сварочного инвертора является преобразование силы тока, достаточной для использования в хозяйстве. Работа электродом производится на расстоянии 1 см для получения прочного шва. Изготовление самодельного сварочного инвертора происходит по плану, в соответствие со схемой.
Первично изготавливается блок питания, для его составляющих понадобиться:
- Трансформатор, имеющий сердечник из ферритного материала.
- Обмотка трансформатора с минимальным количеством витков – 100 шт., сечением 0,3 мм.
- Вторичная обмотка изготавливается из трех частей, внутренняя состоит из 15 витков с сечением провода 1 мм, средняя с таким же количеством витков сечением 0,2 мм, наружный слой 20 завитий диаметром не менее 0,35 мм.
Самодельный инвертор необходимо изготавливать в соответствие с требуемыми характеристиками. Для стабильной, устойчивой к перепадам напряжения работы, обмотки используются на полной ширине каркаса. Алюминиевые провода не способны обеспечить достаточную пропускную способность дуги, имеют нестабильный теплоотвод. Качественный аппарат изготавливается с медной шиной.
Для стабильной, устойчивой к перепадам напряжения работы, обмотки используются на полной ширине каркаса. Алюминиевые провода не способны обеспечить достаточную пропускную способность дуги, имеют нестабильный теплоотвод. Качественный аппарат изготавливается с медной шиной.
Изготовление трансформатора и дросселя
Основной задачей трансформатора является преобразование напряжения высокочастотного тока при достаточной его силе. Сердечники могут быть использованы модели Ш20×208, в количестве двух штук. Зазор между деталями возможно обеспечить своими руками, используя обычную бумагу. Обмотка производится своими руками, медной полосой шириной 40 мм, толщина должна быть не менее 0,2 мм. Теплоизоляция достигается с использованием термоленты кассового устройства, она демонстрирует хорошую износостойкость и прочность.
Как сделать трансформатор для инвертора
Использование медного провода при обмотке сердечника недопустимо, т.к. он вытесняет силу тока на поверхность устройства. Для отвода излишнего тепла используется вентилятор или кулер от компьютерного блока питания, а также радиатор.
Для отвода излишнего тепла используется вентилятор или кулер от компьютерного блока питания, а также радиатор.
Инверторный блок отвечает за пропускную способность электрической дуги путем использования транзисторов и дросселей.
Для стабильного хода процесса сварки рекомендуется использовать несколько транзисторов в параллельной цепи, чем один более мощный элемент.
За счет этого происходит стабилизация тока на выходе, при процессе инверторной сварки своими руками, устройство издает меньше шума.
Самодельный дроссель
Конденсаторы, соединённые последовательно отвечают за несколько функций:
- Резонансные выбросы минимизируются.
- Потери ампер из-за конструктивных особенностей транзисторов, которые открываются намного быстрее, чем закрываются.
Самодельный трансформатор как основа для инвертора
Трансформаторы сильно нагреваются, за счет большого объема проходящего тока. Для контроля температуры используются радиаторы и вентиляторы. Каждый элемент монтируется на радиаторе из теплоотводящего материала, если имеется возможность установить один мощный кулер, то это сократит время сборки и упростит конструкцию.
Для контроля температуры используются радиаторы и вентиляторы. Каждый элемент монтируется на радиаторе из теплоотводящего материала, если имеется возможность установить один мощный кулер, то это сократит время сборки и упростит конструкцию.
Как выглядит схема инверторной сварки
Для того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
Электрическая схема инверторной сварки
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
Схема блока питания инверторной сварки
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
Схема силовой части инверторной сварки
Простые схемы инверторной сварки
Первый шаг на пути к изготовлению сварочного инвертора – выбор проверенной рабочей схемы. Существует несколько вариантов, требующих детального изучения.
Самый простой сварочный аппарат:
Принципиальная электрическая схема сварочного инвертора:
Рисунок 4 — Принципиальная электрическая схема сварочного инвертора
Схема инверторного сварочного аппарата:
Рисунок 5 — Схема инверторного сварочного аппарата
Как собрать инверторную сварку: поэтапное описание
Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы:
1) Корпус. В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.
Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.
Трансформатор с первичной и вторичной обмотками для создания инверторной сварки
3) Силовая часть. В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.
Трансформаторы для вторичной обмотки от старых телевизоров
Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
3) Инверторный блок. Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:
Инвертор на алюминиевой пластине
4) Система охлаждения. На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.
На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.
Выпрямительный мост на радиаторе охлаждения
Рекомендуется воспользоваться таким вспомогательным элементом, как термодатчик.
Фото терморегулятора
Его рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.
Мощный вентилятор для охлаждения инверторного устройства
При работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
Поступать свежий воздух в систему будет благодаря отверстиям в корпусе устройства. В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов. Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
6) Настройка и отладка работы. После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
Устройство самодельного инвертора с описанием элементов
Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА. В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.
В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.
Инверторная сварка в корпусе системного блока от компьютера
Где взять блок питания и как его подключить
Блок питания сварочного инвертора вполне можно сделать из бесперебойника. Потребуются только трансформатор и корпус ИБП с удаленной остальной начинкой. Входом будет обмотка с большим сопротивлением и «родное» гнездо на торце корпуса. После подачи напряжения 220 В нужно найти пару с разностью потенциалов 15 В. Эти провода станут выходом из БП. Здесь потребуется еще поставить диодный мост, к которому будут подключаться потребители. На выходе получится напряжение около 15 В, которое просядет под нагрузкой. Тогда вольтаж придется подбирать опытным путем.
Тогда вольтаж придется подбирать опытным путем.
Импульсный блок питания позволяет снизить габариты и вес трансформатора, сэкономить материалы. Мощные транзисторы постоянного напряжения, установленные в инверторной схеме, обеспечивают переключение с 50 до 80 кГц. С помощью группы мощных диодов (диодного моста) получается на выходе постоянное пульсирующее напряжение. Конденсаторный фильтр выдает после преобразований постоянное напряжение свыше 220 В. Модуль из фильтров и выпрямительного моста образует блок питания. БП питает инверторную схему. Транзисторы подключаются к понижающему трансформатору импульсного типа с рабочей частотой 50–90 кГц. Мощность трансформатора такая же, как у силового сварочного аппарата. На выходе из трансформатора ток высокой частоты запитывает выпрямитель, выдающий высокочастотный постоянный ток.
Сделать трансформатор можно на сердечниках типа Е42 из старого лампового монитора. Потребуется 5 таких приборов. Один пойдет для дросселя. Для остальных элементов нужны сердечники 2000 НМ. Напряжение холостого хода получится 36 В при длине дуги 4–5 мм. Выходные кабели рекомендуется заправить в ферритовые трубки или кольца.
Напряжение холостого хода получится 36 В при длине дуги 4–5 мм. Выходные кабели рекомендуется заправить в ферритовые трубки или кольца.
Схема сварочного резонансного инвертора:
Рисунок 8 — Схема сварочного резонансного инвертора
Диодный мост
Диодный «косой мост» предназначен для трансформации в блоке питания переменного тока в постоянный. Правильный выбор резисторов позволит поддерживать напряжение 20–25 В между трансформатором и реле. При работе сборка будет сильно греться, поэтому ее монтируют на радиаторах от компьютера. Их потребуется 2 штуки для верхнего и нижнего элементов. Верхний ставится на прокладку из слюды, а нижний – на термопасту.
Выходные провода оставляют длиной 15 см. При установке мост отделяется прикрепленным к корпусу стальным листом.
Намотка трансформатора
Трансформатор – это силовая часть инвертора, отвечающая за понижение напряжения до рабочей величины и повышение силы тока до уровня плавления металла. Для его изготовления используют стандартные пластины подходящего размера или вырезают каркас из листов металла. В конструкции две обмотки: первичная и вторичная.
Для его изготовления используют стандартные пластины подходящего размера или вырезают каркас из листов металла. В конструкции две обмотки: первичная и вторичная.
Рисунок 9 — Намотка трансформатора
Трансформатор наматывают полосой медной жести шириной 4 см и толщиной 0,3 мм, потому что важны ширина и небольшое сечение. Тогда физические свойства материала задействуются оптимально. Повышенного нагрева провод может не выдержать. Сердцевина толстого провода при высокочастотных токах остается незадействованной, что вызывает перегрев трансформатора. Проработает такой трансформатор максимум 5 минут. Здесь нужен только проводник большого сечения и минимальной толщины. Его поверхность хорошо передает ток и не нагревается.
Термопрослойку заменит бумага для кассового аппарата. Подойдет и ксероксная, но она менее прочная и может рваться при намотке. В идеале изолятором должна служить лакоткань, которая прокладывается минимум в один слой. Хорошая изоляция – залог высокого напряжения. По длине полоски должно хватать на перекрытие периметра и заход 2–3 см. Для повышения электробезопасности между обмотками прокладывают пластинки из текстолита.
По длине полоски должно хватать на перекрытие периметра и заход 2–3 см. Для повышения электробезопасности между обмотками прокладывают пластинки из текстолита.
Вторичная обмотка трансформатора выполняется 3 медными полосками, разделенными между собой фторопластовой пластинкой. Сверху еще раз идет слой термоленты.
Лента кассового аппарата в качестве изоляции имеет один недостаток – темнеет при нагреве. Но не рвется и сохраняет свои свойства.
Допускается заменить медную жесть проводом ПЭВ. Его преимущество в том, что он многожильный. Такое решение хуже использования медной полосы, потому что пучок проводов имеет воздушные прослойки и они слабо контактируют друг с другом. Суммарная площадь сечения получается ниже и теплообмен замедляется. В конструкции инвертора с ПЭВ делается 4 обмотки. Первичная состоит из 100 витков провода ПЭВ диаметром не более 0,7 мм. Три вторичные имеют соответственно 15+15+20 витков.
Корпус
Пошаговая сборка инвертора своими руками предусматривает подбор надежного корпуса для такого изделия. Для этой цели вполне подойдет старый системный блок от компьютера (чем древнее, тем лучше потому, что в нем толще металл). Можно самому изготовить коробку из листового металла, а внизу использовать гетинакс в пол сантиметра или больше.
Для этой цели вполне подойдет старый системный блок от компьютера (чем древнее, тем лучше потому, что в нем толще металл). Можно самому изготовить коробку из листового металла, а внизу использовать гетинакс в пол сантиметра или больше.
Различные виды самодельных сварочных инверторов имеют общую черту – это управление работой аппарата. На передней панели устанавливают выключатель, ручку регулировки сварочного тока, контакты для проводки, контрольные лампы.
Таким образом, чтобы обзавестись таким нужным в домашней мастерской аппаратом, не обязательно покупать готовый инвертор. Можно изучить необходимую теорию, приобрести детали и самому собрать сварку, которая будет надежно работать.
Система охлаждения
Из-за нагрева силовые узлы инвертора могут отказать. Во избежание этого помимо радиаторов с установленными подверженными нагреванию блоками, для недопущения перегрева также требуются вентиляторы.
Если есть высокомощный вентилятор, можно ограничиться только им, направляя воздух непосредственно к трансформатору.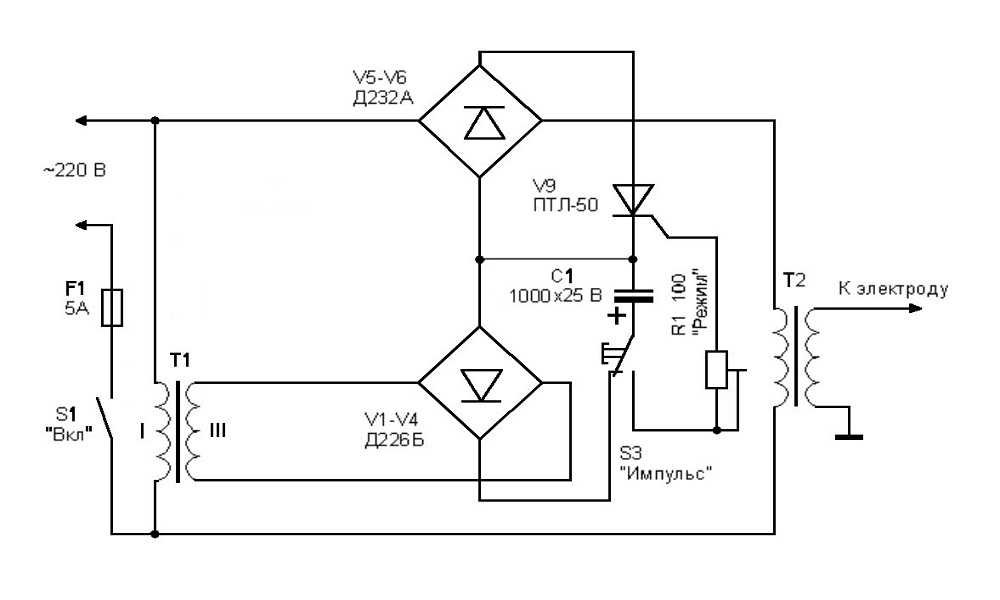 Если используются кулеры от старого ПК, то их понадобится порядка 6 штук. Как сделать охлаждение самого трансформатора: устанавливается сразу три вентилятора.
Если используются кулеры от старого ПК, то их понадобится порядка 6 штук. Как сделать охлаждение самого трансформатора: устанавливается сразу три вентилятора.
На самый греющийся радиатор устанавливается термодатчик, отключающий питание при приближении к заданной температуре.
Для нормального функционирования охлаждения в корпусе нужно расположить воздухозаборщики с постоянно свободными решетками.
Силовая часть
В инверторе немалая роль принадлежит блоку питания, представляющему собой трансформатор с ферритовой обмоткой. Его назначение – сбавление напряжения, трансформирование переменного тока в постоянный. Для сборки требуется 2 сердечника типа Ш20х208 2000 нм.
Обмотки инвертора термоизолируются. Для сведения к минимуму неблагоприятного влияния нестабильности напряжения, обвивка производится на всем протяжении сердечника.
Рекомендуется использовать листы омедненной жести 0,3 мм и шириной 40 мм, завернутые в термоустойчивую бумагу 0,05 мм.
Необходимость применения термобумаги диктуется тем, что при сваривании ток проходит поверхностно по проводу, сердечник практически не участвует в процессе, из-за чего образуются излишки тепла. Потому для обмотки проводники стандартного сечения не подходят, для исключения теплообразования используются материалы с большей площадью.
Если медной жести нет, можно взять многожильный провод ПЭВ сечением 0,5-0,7 мм. Имеющиеся между жилами зазоры позволяют снизить нагрев. Важна и вентиляция сварочника, так как перегревается не сам стержень, а обмотка.
После создания первого слоя по направлению намотки следует накрутить стеклоткань с экранирующим проводом того же сечения, что и основной. Стеклоткань при этом полностью закрывается проводом. Подобным образом создаются последующие обмотки и разделяются посредством термобумаги.
Для обеспечения стабильности напряжения порядка 20-25 В, следует правильно отобрать резисторы. Для мостового инвертора рекомендуется применить диодную схему «косой мост».
При работе инвертора не избежать нагрева диодов, потому их нужно расположить на радиаторе, к примеру, от персонального компьютера.
Всего нужно 2 радиатора – для крепления верхней и нижней частей моста. При установке первого необходимо применение слюдяной прокладки, для другого – термопасты.
Выход моста назначается по направлению выходов транзисторов. Для соединения используются провода длиной до 15 см. От блока мост отделяется листом металла, прикрепляющимся к корпусу агрегата для инверторной сварки.
Управление
Электронные платы инвертора следует размещать с использованием фольгированного текстолитового материала 0,5-1 мм.
Инверторная сварка своими руками осуществляется под автоматическим управлением через ШИМ-контроллера, стабилизирующего основные функциональные параметры. Для удобства органы управления рекомендуется располагать на лицевой части совместно с входом для подключения.
Основные рекомендации
Перед сборкой нужно внимательно ознакомиться со схемой инверторной сварки и приобрести все необходимое для изготовления: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформаторов, медную жесть и провод, продумать дизайн корпуса. Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Дальнейшая настройка
Все силовые элементы схемы должны иметь качественное охлаждение. Транзисторные ключи необходимо «сажать» на термопасту и радиатор. Желательно применять радиаторы от микропроцессоров мощного типа (Athlon). Наличие вентилятора для охлаждения в корпусе обязательно. Схему БП можно доработать, поставив конденсаторный блок перед трансформатором. Нужно использовать К78−2 или СВВ-81, так как другие варианты недопустимы.
После подготовительных работ нужно приступить к настройке сварочного инвертора. Для этого нужно:
Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.
Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.
- При помощи осциллографа выполнить проверку платы на наличие прямоугольных импульсов, идущих к HCPL3120 после срабатывания К1 и К2. Кроме того, реле К1 должно быть подключено после зарядки конденсаторов. Во время работы инвертора без нагрузки (холостой ход) сила тока должна быть менее 100 мА.
- Правильность установки фаз высокочастотного трансформатора проверяется 2-лучевым осциллографом. Для этого нужно выставить частоту ШИМ 50..55 Гц и измерить значение U, которое должно быть менее 330 В. Потребление моста должно быть 120..150 мА. При работе сварочного инвертора трансформаторы не должны сильно шуметь, а если такое происходит, нужно разобраться в этом. Шум часто происходит из-за плохо зажатых пластин магнитопровода. Смотреть на осциллограф и плавно крутить ручку переменного резистора.

- Параметры U не должны превышать 540 В (345 В является оптимальным значением U). После измерений нужно отсоединить осциллограф и начать варить металл. Время сварки нужно начинать с 10 секунд и постепенно увеличивать его до 5 минут. Если все сделано верно, то шума не должно быть.
Существуют и более совершенные модели сварочников инверторного типа, в силовую схему которых входят тиристоры. Широкое распространение также получил инвертор «Тимвала», который можно найти на форумах радиолюбителей. Он имеет более сложную схему. Подробнее с ним можно ознакомиться в интернете.
Таким образом, зная устройство и принцип работы сварочного аппарата инверторного типа, собрать его своими руками не представляется непосильной задачей. Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.
Источники
- https://www.asutpp.
 ru/kak-sobrat-svarochnyy-apparat-svoimi-rukami.html
ru/kak-sobrat-svarochnyy-apparat-svoimi-rukami.html - https://stankiexpert.ru/spravochnik/svarka/svarochnyi-invertor-svoimi-rukami.html
- http://instrument-blog.ru/svarka/invertornyj-svarochnyj-apparat-svoimi-rukami.html
- https://WikiMetall.ru/oborudovanie/svarochnyiy-invertor-svoimi-rukami.html
- https://tytmaster.ru/svarochnyj-invertor-svoimi-rukami/
- https://svarka.guru/oborudovanie/vidy-apparatov/invertor-svoimi-rukami.html
- https://pochini.guru/sovety-mastera/sborka-invertornogo-svarochnogo-apparata
[свернуть]
чертежей, схем, материалов. 90 фото инструкция
Хороший сварочный аппарат значительно облегчает все работы по металлу. Он позволяет соединять и резать различные детали из железа, отличающиеся своей толщиной и плотностью стали.
Современные технологии предлагают огромный выбор моделей, отличающихся по мощности и размерам. Надежные конструкции имеют достаточно высокую стоимость. Бюджетные варианты обычно недолговечны.
В нашем материале представлена подробная инструкция, как сделать сварочный аппарат своими руками. Перед началом рабочего процесса рекомендуется ознакомиться с разнообразием сварочного оборудования.
Содержание отзыва:
- Виды сварочных аппаратов
- Конструкция переменного тока
- Как сделать сварочный аппарат своими руками?
- Как рассчитать детали детали?
- Аппарат постоянного тока
- Сварочный аппарат своими руками фото
Виды сварочного аппарата
Аппараты данной техники различаются на несколько видов. Каждый механизм имеет некоторые особенности, которые отображаются на выполняемой работе.
Современные сварочные аппараты делятся на:
- Модели постоянного тока
- с переменным током
- трехфазный
- Инжектор.
Модель AC считается самым простым механизмом, который легко можно сделать самостоятельно.
Простой сварочный аппарат позволяет выполнять сложные работы с железом и тонкой сталью. Для сборки подобной конструкции необходимо иметь определенный набор материалов.
К ним относятся:
- провод для обмотки; Сердечник
- из трансформаторной стали. Необходим для намотки сварочного аппарата.
Все эти детали можно приобрести в специализированных магазинах. Подробная консультация специалистов помогает сделать правильный выбор.
Конструкция переменного тока
Опытные сварщики называют эту конструкцию понижающим трансформатором.
Как сделать сварочный аппарат своими руками?
Первое, что нужно сделать, это правильно сделать основное ядро. Для данной модели рекомендуется выбрать стержневой тип детали.
Для его изготовления понадобятся пластины из трансформаторной стали. Их толщина составляет 0,56 мм. Прежде чем приступить к сборке сердечника, необходимо соблюдать его размеры.
Как рассчитать детали детали?
Все достаточно просто. Размеры центрального отверстия (окна) должны соответствовать всей обмотке трансформатора. На фото сварочного аппарата представлена подробная схема сборки механизма.
Площадь рулона можно рассчитать по формуле: S = a * b. Готовый результат расчета не должен быть меньше 36 кв. видеть. Чем больше площадь, тем меньше нагревается устройство при работе.
Следующим шагом будет сборка ядра. Для этого берут тонкие пластины трансформатора, которые соединяются между собой до необходимой толщины детали.
Далее наматываем понижающий трансформатор, состоящий из витков тонкого провода. Для этого сделайте 210 витков тонкой проволоки. С другой стороны делают обмотку из 160 витков. Третья и четвертая первичная обмотка должны содержать 190 оборотов. После этого на поверхность крепится толстая платина.
Концы намотанной проволоки фиксируются болтом. Его поверхность маркируется цифрой 1. Следующие концы проволоки фиксируются аналогичным образом с соответствующей маркировкой.
Следующие концы проволоки фиксируются аналогичным образом с соответствующей маркировкой.
В готовой конструкции должны присутствовать 4 болта с разным количеством витков.
В готовой конструкции коэффициент намотки обмотки будет 60% на 40%. Такой результат обеспечивает нормальную работу аппарата и хорошее качество сварочного приспособления.
Вы можете управлять подачей электроэнергии, переключая провода на необходимое количество обмоток. В процессе не рекомендуется перегревать сварочный механизм.
Аппарат постоянного тока
Эти модели позволяют выполнять сложные работы с толстыми стальными листами и чугуном. Главным преимуществом этого механизма является его простая сборка, не занимающая много времени.
Сварочный инжектор представляет собой вторичную обмотку с дополнительным выпрямителем.
Будет из диодов. В свою очередь они должны выдерживать электрический ток силой 210 А. Для этого подходят элементы с маркировкой Д 160-162. Такие модели часто используются для работы в промышленных масштабах.
Для этого подходят элементы с маркировкой Д 160-162. Такие модели часто используются для работы в промышленных масштабах.
Основной сварочный инжектор изготовлен из печатной платы. Такой сварочный полуавтомат выдерживает скачки напряжения при продолжительной работе.
Опытные сварщики не рекомендуют перегревать оборудование. Это может привести к возгоранию важных деталей.
Ремонт сварочного аппарата не сложный. Достаточно заменить поврежденный участок механизма. В случае серьезного отказа первичную и вторичную обмотки необходимо перезапустить.
DIY welding machine photo
DO-IT-Your Srame House-104 ФОТО дом — 104 фото как построить прочный и надежный дом
Поделки из теста: 95 фото поделок и секреты лепки сложных фигур
Гараж своими руками — 82 фото постройки и подведения всех необходимых систем и коммуникаций
Схема мини-сварочного аппарата для небольших сварочных работ
представляет собой электрическое устройство, способное генерировать очень большой ток при относительно низком постоянном напряжении. Этот высокий выходной ток можно использовать для создания нужных сварочных дуг и сварных соединений. Сварочный шов создается путем плавления сварочного стержня в зоне шва за счет сильноточного короткого замыкания, создаваемого сварочным аппаратом.
Этот высокий выходной ток можно использовать для создания нужных сварочных дуг и сварных соединений. Сварочный шов создается путем плавления сварочного стержня в зоне шва за счет сильноточного короткого замыкания, создаваемого сварочным аппаратом.
Небольшой сварочный аппарат можно собрать из нескольких обычных 5-амперных трансформаторов и нескольких сильноточных мостовых выпрямителей. Давайте научимся это делать.
Как показано на следующем рисунке, мы использовали 4 трансформатора 25-0-25 В 5 А, соединенных параллельно, для получения достаточно хорошего тока 20 А для целей сварки.
Рекомендуется только для небольших сварных швов.
Вторичная обмотка трансформаторов может быть видна параллельно соединенной с сильноточными мостовыми выпрямителями.
Мостовой выпрямитель преобразует переменный ток в постоянный и дополнительно повышает напряжение 25+25 = 50 В до более высокого пикового уровня 50 x 1,41 = 70 В. при 20 ампер, что соответствует 70 x 20 = 1400 Вт мощности, что достаточно для создания сильных сварочных дуг на небольших стыках.
Мостовые выпрямители должны быть рассчитаны на 10 А каждый.
Либо вы можете использовать 10-амперные диоды для сборки мостовых выпрямителей, либо вы можете использовать готовые 10-амперные модули мостовых выпрямителей для сборки.
Содержание
Использование емкостного метода
Предупреждение. Прикосновение к следующей цепи емкостной сварки чрезвычайно опасно, так как вся цепь не изолирована от сети переменного тока, и поэтому она строго не рекомендуется для сварки.
Читайте только в образовательных целях и для получения знаний о схеме емкостного высоковольтного сильноточного генератора.
Небольшая схема самодельного сварочного аппарата — это то, что большинство новых любителей и инженеров-механиков искали бы для решения своих случайных сварочных работ на рабочем столе.
Мини-сварочный аппарат без сложной схемы, вероятно, можно было бы построить с использованием емкостного источника питания, как показано на следующей схеме:
ВНИМАНИЕ! человека в течение нескольких секунд, поэтому при обращении с этим оборудованием, находящимся под напряжением, рекомендуется соблюдать крайнюю осторожность.
Идея, показанная выше, представляет собой обычную емкостную схему питания, включающую крайние по номиналу конденсаторы.
Работа схемы
На входе мы видим мощный конденсатор 500 мкФ/400 В, а на выходе конденсатор аналогичного номинала, предназначенный для усиления тока.
Наиболее важным параметром сварочной системы является большой ток, так что в месте короткого замыкания над рассматриваемым металлическим соединением может образоваться чрезвычайно высокая температура.
Генерация сильного тока может быть достигнута либо с помощью трансформатора высокой мощности, либо с помощью его версии SMPS, которую мы обсуждали в первом абзаце.
Трансформатор может быть слишком громоздким и тяжелым, а схема импульсного источника питания слишком сложной для новичков, единственный альтернативный способ добиться сварки большим током с помощью относительно более простой конструкции — это, возможно, использование сильноточного емкостного источника питания, как показано выше.
Конденсатор 500 мкФ/400 В может генерировать всплески тока до 36 А при 220 В, а усиленный выходным фильтрующим конденсатором этот ток может вызывать серьезные сварочные действия.
Вы можете проверить вышеупомянутые характеристики, используя следующие два калькулятора программного обеспечения:
Калькулятор реактивного сопротивления
Калькулятор закона Ома
Показанная кнопка позволяет пользователю выполнять сварочные работы с помощью коротких замыканий, а не с помощью непрерывного дугового разряда. , что может быть опасно и в любом случае не рекомендуется при сварочных работах.
Входной конденсатор 500 мкФ/400 В выглядит массивным и может быть недоступен на рынке, поэтому его можно построить, используя 500 конденсаторов PPC 1 мкФ/400 В, соединенных параллельно, это может занять некоторое пространство, но все же метод легко достижимо.
Используйте неполярные конденсаторы
Предпочтительно, чтобы этот конденсатор был неполярным, однако, поскольку диод расположен последовательно, это означает, что конденсатор с электролитом также может служить этой цели без проблем.
Второй конденсатор на выходе наверняка может быть электролитического типа.
Для большего тока значения колпачков могут быть увеличены до более высоких пределов, это единственный параметр, на который нужно обратить внимание.
Преимущества и недостатки
Преимущество этой схемы в том, что она небольшая, дешевая и может быть быстро построена и использована. Минус в том, что это очень опасно, так как на выходе может быть переменное напряжение, поэтому обращаться со всей системой придется в резиновых перчатках.
О компании Swagatam
Я инженер-электронщик (dipIETE), любитель, изобретатель, разработчик схем/печатных плат, производитель. Я также являюсь основателем веб-сайта: https://www.homemade-circuits.com/, где я люблю делиться своими инновационными схемами и учебными пособиями.
Если у вас есть какие-либо вопросы, связанные со схемой, вы можете ответить через комментарии, я буду очень рад помочь!
Как работает сварочный аппарат? Все, что вам нужно знать
Если вы новичок в мире сварки или вам просто нужна дополнительная информация о том, как работает дуговая сварка, вы попали по адресу. В этом блоге от Vern Lewis Welding Supply мы обсудим основы дуговой сварки и принцип работы сварочного аппарата, чтобы вы могли понять основы процесса. Читайте дальше и узнайте все, что вам нужно знать о современных технологиях сварки.
В этом блоге от Vern Lewis Welding Supply мы обсудим основы дуговой сварки и принцип работы сварочного аппарата, чтобы вы могли понять основы процесса. Читайте дальше и узнайте все, что вам нужно знать о современных технологиях сварки.
Дуговая сварка — не единственный вид сварки. Например, при сварке горелкой мощная горелка используется для расплавления заготовки и металлического сварочного стержня для соединения металлов. Но это относительно редкий тип технологии сварки сегодня.
Однако дуговая сварка на сегодняшний день является наиболее распространенным видом сварки, поэтому именно о ней мы и поговорим в данном руководстве. Основы просты. Технология дуговой сварки использует мощную электрическую «дугу» для расплавления металлической заготовки, заземленной на сварочном аппарате, и электрода, который также прикреплен к сварочному аппарату.
Электрическая дуга возникает, когда электрический ток «скачет» и течет по воздуху между двумя проводниками. В данном случае это металлическая заготовка и электрод, на которые через сварочный аппарат подается сильный электрический ток.
В данном случае это металлическая заготовка и электрод, на которые через сварочный аппарат подается сильный электрический ток.
Эта дуга нагревает металл до очень высокой температуры, расплавляя как электрод, так и металл, с которым он соприкасается, создавая сварочную ванну, позволяющую соединить два металла. Давайте подробнее рассмотрим этот процесс и то, как теперь работает аппарат для дуговой сварки.
Как работает аппарат для дуговой сварки. Пошаговое описаниеГотовы углубиться в детали? Вот пошаговое руководство о том, как работает аппарат для дуговой сварки.
1. Настройка аппарата — Для начала необходимо настроить сварочный аппарат. Различные элементы управления могут использоваться для изменения мощности машины и ее работы. Важно внимательно прочитать руководство, предоставленное производителем, чтобы правильно настроить дуговой сварочный аппарат.
2. Заземление сварочного материала — Как только сварщик будет готов начать процесс сварки, он прикрепит заземляющий зажим к металлической заготовке. Он крепится непосредственно к сварочному аппарату. Это важно, потому что помогает замкнуть электрическую цепь, которая создаст дугу, которая используется для соединения двух кусков металла вместе.
Он крепится непосредственно к сварочному аппарату. Это важно, потому что помогает замкнуть электрическую цепь, которая создаст дугу, которая используется для соединения двух кусков металла вместе.
3. Размещение провода электрода на сварочном материале — Когда сварщик будет готов начать процесс сварки, он поместит электрод с высокой проводимостью на сварочный материал и активирует аппарат для подачи электрического тока через заготовку. Электрод может представлять собой стержневой электрод или кусок проволоки, пропущенный через сварочный «пистолет», в зависимости от типа выполняемой дуговой сварки.
4. Формирование электрической дуги — Когда электрод слегка отводится от металлической заготовки, обычно примерно на 2–4 миллиметра, образуется электрическая дуга в виде электрических скачков между металлом и электродом. Эта чрезвычайно горячая дуга почти сразу начинает плавить металлическую заготовку и электрод.
5. Плавление металлов и их соединение — после образования дуги металлическая заготовка и электрод продолжают плавиться вместе, образуя так называемую «сварочную ванну». Это лужа расплавленного металла, которая образует соединение между свариваемым металлом.
Это лужа расплавленного металла, которая образует соединение между свариваемым металлом.
6. Защита металла защитным газом — При высоких температурах кислород и другие газы в атмосфере имеют тенденцию вступать в реакцию с металлом в сварочной ванне и могут вызывать дефекты, ухудшающие качество металлического соединения.
Для предотвращения этого используется защитный газ, такой как аргон, гелий или углекислый газ. В зависимости от типа сварки электрод может быть покрыт «флюсом» — материалом, выделяющим защитный газ при плавлении, или защитный газ может прокачиваться через сварочный инструмент из специальных резервуаров, используемых сварочным аппаратом. Это защищает целостность соединения и сохраняет его стабильность, предотвращая деградацию из-за распада газов в атмосфере.
Узнайте больше с Vern Lewis Welding Supply – начните сегодня! Мы надеемся, что это руководство было полезным и информативным обзором современных технологий сварки.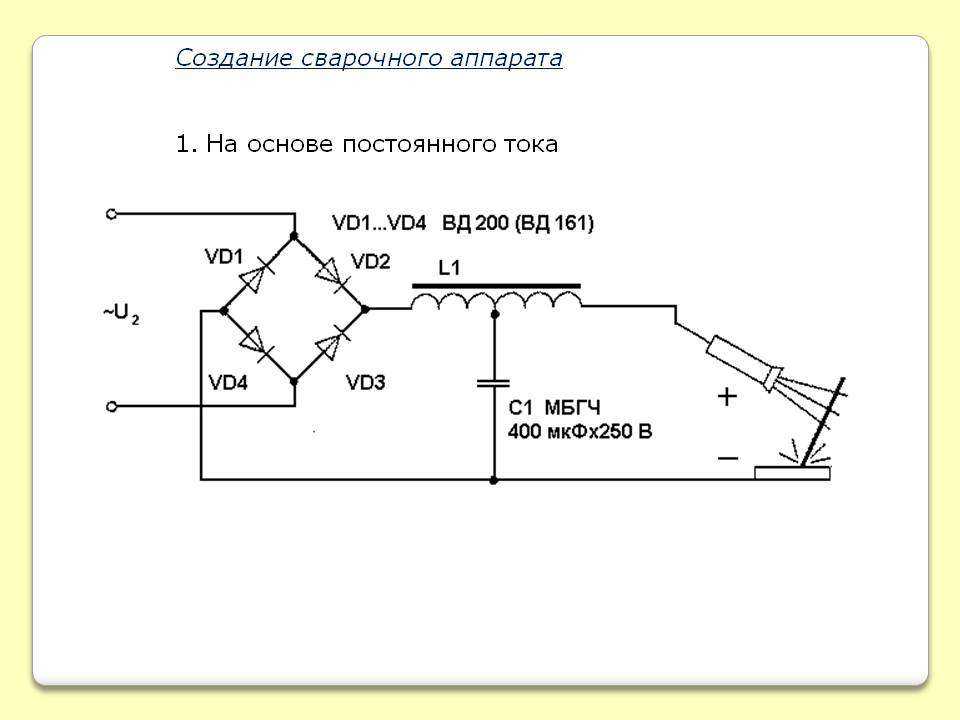 В Vern Lewis Welding Supply мы предлагаем курсы сварки, услуги по ремонту сварки и широкий выбор сварочного оборудования в Аризоне. Являетесь ли вы новичком в сварке или экспертом, у нас есть все, что вам нужно, чтобы поднять свои навыки сварки на новый уровень. Свяжитесь с нами сегодня, чтобы узнать больше о том, что мы делаем, или посетите один из наших 8 офисов в Аризоне для получения дополнительной информации.
В Vern Lewis Welding Supply мы предлагаем курсы сварки, услуги по ремонту сварки и широкий выбор сварочного оборудования в Аризоне. Являетесь ли вы новичком в сварке или экспертом, у нас есть все, что вам нужно, чтобы поднять свои навыки сварки на новый уровень. Свяжитесь с нами сегодня, чтобы узнать больше о том, что мы делаем, или посетите один из наших 8 офисов в Аризоне для получения дополнительной информации.
Похожие сообщения
Пайка: общие применения, преимущества и недостатки
Пайка металлов – это процесс, которому уже три столетия. Его происхождение восходит к Древнему Египту. Археологи нашли небольшие золотые шкатулки и ювелирные изделия сложной формы, изготовленные методом пайки, датируемые 2975 годом до нашей эры. Эти артефакты кажутся подарками для египетских фараонов и сделаны в основном из золота…
Подробнее Пайка: общие области применения, преимущества и недостаткиПродолжить
Покупка подержанного сварочного оборудования
Независимо от того, являетесь ли вы новичком, только начинающим свой путь в области сварки, или давно являетесь профессионалом в этой области, приобретение хороших инструментов и оборудования может обойтись дорого. При поиске менее дорогих вариантов приобретения сварочного оборудования подержанное и/или отремонтированное оборудование может стать отличным выбором. В этой статье мы расскажем о некоторых преимуществах…
Подробнее Покупка подержанного сварочного оборудованияПродолжить
Введение в сварку с флюсовым сердечником
Сварка с флюсовой проволокой — это процесс, используемый практически для всех типов сварки, от простых ремонтных работ в доме до тяжелых работ. Если вы только учитесь сваривать, сварка с флюсовой проволокой — хороший процесс для начала. Это дешевле, чем другие виды сварки, и его легче освоить. Некоторые проекты работают…
Это дешевле, чем другие виды сварки, и его легче освоить. Некоторые проекты работают…
Подробнее Введение в сварку с флюсовым сердечникомПродолжить
Сварка переменным и постоянным током: понимание различий
Понимание полярности имеет решающее значение для хорошего сварщика. Будет ли проект иметь качество и прочность хорошего сварного шва, зависит от выбранной полярности. Полярность может быть как AC, так и DC. Переменный ток означает переменный ток, который половину времени течет в одном направлении, а другую половину — в другом. Меняется…
Подробнее Сварка на переменном и постоянном токе: понимание различийПродолжить
Обзор сварочных работ с титаном
Титан — девятый по распространенности элемент на Земле. Небольшие количества содержатся почти во всех видах горных пород. Этот элемент используется во многих продуктах, которые люди используют каждый день, включая такие вещи, как мобильные телефоны, ножницы и велосипедные рамы. Он также используется в хирургических инструментах, металлических имплантатах, используемых для восстановления костных повреждений, в теннисе…
Подробнее Обзор сварки титаномПродолжить
Сколько времени нужно, чтобы стать сварщиком?
Люди иногда спрашивают: «Сколько времени нужно, чтобы стать сварщиком?». Конечно, лучший вопрос: «Сколько времени нужно, чтобы стать хорошим сварщиком?» Любого, у кого есть сварочный аппарат или доступ к нему, и кто пытался что-то сварить, можно назвать сварщиком, но чтобы стать хорошим профессиональным сварщиком, нужно…
Подробнее Сколько времени нужно, чтобы стать сварщиком?Продолжить
4 основных вида сварочных процессов (со схемами)
Сварка – это процесс соединения отдельных металлических деталей путем их плавления, а затем сплавления.
Существует немало сварочных процессов, многие из которых вы, возможно, никогда не слышали.
В некоторых высокотехнологичных методах используются лазеры, микроволны или электромагниты.
Существуют также низкотехнологичные методы, такие как плавка с помощью факела или горна, а затем ковка двух частей в одну.
Вот четыре наиболее часто используемых процесса сварки.
Четыре распространенных типа сварочных процессов
Существует много типов сварочных процессов, но наиболее распространенными являются четыре:
- Сварка MIG (GMAW)
- Сварка ВИГ (GTAW)
- Ручная сварка (SMAW)
- Дуговая сварка порошковой проволокой (FCAW)
Некоторые из причин, по которым они настолько доминируют:
- Промышленные потребности
- Доступность для мастеров-любителей
- При сварке TIG ключевым фактором является очень высокое качество.
- Простота в освоении (кроме TIG)
Все они представляют собой процессы дуговой сварки, то есть заготовка, заземляющий зажим и электрод замыкают электрическую цепь, когда электрод соприкасается. Подъем создает дугу.
Эта электрическая дуга достигает тысячи градусов, расплавляя металл и заставляя отдельные части течь вместе. В электроде используется присадочный металл, который плавится и заполняет зазор, становясь частью единого куска металла.
Тысячи градусов тепла поверхности вызывают химические реакции с воздухом и такими веществами, как масло или ржавчина. Кислород и азот вызывают хрупкость, ржавление, пористость и возможное разрушение.
Каждый процесс защищает расплавленную сварочную ванну от воздуха и поверхностных загрязнений путем заполнения области дуги инертными газами, которые не вступают в реакцию с другими химическими веществами. Готовые сварные швы намного прочнее, однороднее и намного чище, не контактируя с воздухом при плавлении.
1. GMAW: Дуговая сварка металлическим газом (сварка МИГ)
При сварке MIG защитный газ поступает из баллона с инертным газом под давлением. Дуга создается проволокой, которая также плавится, заполняя соединение.
Как это работает
Сварку GMAW обычно называют MIG. В этом процессе электрод представляет собой электрически заряженную проволоку, которая постоянно подается с моторизованной катушки в сварной шов, а также заливает сварной шов защитным газом.
Сварочный кабель к горелке MIG подключает питание, имеет втулку внутри для подачи электродной проволоки и включает газовый шланг как часть соединения горелки MIG.
В качестве защитного газа для MIG обычно используется двуокись углерода.
При использовании
Если скорость имеет значение, вы новичок или вам нужно снизить температуру, сварка MIG — ваш лучший процесс. Защитный газ добавляет сложности, но также обеспечивает хороший контроль температуры и чистый сварной шов.
Pros
- Подходит для производственной сварки
- Непрерывная подача проволоки означает простоту обучения
- Хороший термоконтроль
- Чистые сварные швы
- Легко учиться
Минусы
- Ветер может сдуть защитный газ
- Вся краска и ржавчина должны быть удалены
2.
GTAW: Дуговая сварка вольфрамовым электродом в среде защитного газа (сварка ВИГ)ВИГ — сложный процесс. Это требует больше знаний, ловкости, времени и опыта, чем другие процессы, но окупается более качественными, красивыми и прочными сварными швами.
Как это работает
Основным отличием TIG от других процессов является электрод. Электрод в горелке представляет собой короткий вольфрамовый стержень, заточенный под острие.
Отличие в том, что электрод не расходуется. Вместо этого, работая с горелкой одной рукой, оператор подает длинный стержень из присадочного металла в сварочную ванну. Этот металлический стержень поглощается сварочной ванной. Электрод только зажигает и поддерживает дугу, чтобы расплавить металл, как это сделал бы пламенный факел.
Благоприятные результаты во многом зависят от умения оператора правильно обращаться с горелкой, контролировать уровень нагрева и подавать присадочную проволоку с нужной скоростью. Подобно установке MIG, но без механизма подачи проволоки, соединение горелки TIG подает инертный газ под давлением для заполнения области дуги. Обычным защитным газом для сварки TIG является аргон.
Когда используется
Сварка ВИГ используется в местах, где необходимы прочные и чистые сварные швы. Некоторые конструкции, изготовленные с помощью сварки TIG, после сборки закрываются, и их сложно обслуживать. В качестве примеров можно привести каркасы самолетов, электроприборы, высококлассную электронику и каркасы безопасности гоночных автомобилей.
Другим случаем для TIG является обратная ситуация, когда сварной шов всегда виден и требует определенного уровня визуальной привлекательности или высокотехнологичной проверки. Некоторые примеры — открытые рамы хот-родов, нестандартный кузов или дизайнерская садовая мебель.
Pros
- Сварка алюминиевых и магниевых сплавов переменным током TIG
- DC TIG сварка латуни, меди, стали, нержавеющей стали и титана
- Лучшее качество, высочайшая точность
- Возможность сваривать очень тонкие материалы
- Без шлака
Минусы
- Требуется больше навыков и опыта, чтобы освоить
- Аппараты TIG дороже
Читайте также : Различия между MIG и TIG
3.
SMAW: Дуговая сварка защищенным металлом (сварка электродом)Сварка электродом появилась раньше, и это самая простая концепция. Люди занимаются сваркой электродами с конца 1800-х годов. Он имеет самую старую, простую и проверенную технологию.
Как это работает
Сварочный аппарат имеет источник питания и большие кабельные вводы с электрододержателем на одном проводе и тяжелым зажимом для заготовки на другом. Электрод представляет собой металлический стержень, похожий на кусок толстой проволоки. Они бывают разных металлов и сплавов.
Диаметр сварочного стержня варьируется. Подбирается по толщине металла. Сварочные стержни покрыты толстым слоем материала, называемого флюсом, который сгорает в дуге, образуя газ для защиты сварочной ванны.
По мере остывания металла флюс образует тонкую хрупкую корку, называемую шлаком, которую необходимо скалывать и счищать.
При использовании
Если его вообще можно сварить, то сварить палкой. Стержневая дуга предпочтительнее, когда трудно добраться до сварного шва или на сварном соединении есть ржавчина, масло и другие загрязнения. Он хорошо работает по стали, чугуну, алюминию, нержавеющей стали и твердым поверхностям сельскохозяйственного оборудования.
Профи
- Легко учиться
- Доступный
- Не чувствителен к загрязнению
- Можно сваривать практически любой металл
Минусы
- Тонкий металл может быть трудным в обработке
- Генерирует много тепла.
- Это занимает много времени
Читайте также : Различия между MIG и Stick
4. FCAW: Дуговая сварка порошковой проволокой
Сварка порошковой проволокой. также известный как безгазовая сварка MIG, представляет собой очень универсальный процесс, известный своей низкой стоимостью, простотой обучения и отличными результатами. Он также используется в производстве, но с изменениями защиты и более крупными машинами.
Как это работает
Подобно тому, как в процессе стержня электрод покрыт флюсом, в процессе FCAW используется полая проволока, заполненная флюсом.
FCAW подает катушку с проволокой через сварочный провод, как это делает MIG. Вы можете сваривать быстрее, чем аппараты для ручной сварки, потому что вы меняете электрод только тогда, когда заканчивается катушка с проволокой.
FCAW-S и FCAW-G
В основном используются два варианта сварки под флюсом.
FCAW-S
Буква «S» означает «самозащитный», и это наиболее распространенный метод с сердечником из флюса, поскольку он недорогой, простой и эффективный при быстром ветре.
FCAW-G
Также известная как сварка проволокой с двойным экраном, буква «G» означает, что помимо стандартной проволоки с флюсовым сердечником используется внешний защитный газ. Этот подход обеспечивает более плавную и контролируемую дугу, чем процессы FCAW-S и MIG.
Когда используется
Чаще всего сварку под флюсом используют любители, малые предприятия и производственные цеха, поскольку она обеспечивает отличное проплавление, контроль температуры и простоту использования при невысокой стоимости по сравнению со сваркой MIG.
Профессионалы
- Вероятно, самый простой процесс для изучения
- Хорошо справляется с грязью, краской и ржавым материалом
- Можно использовать в ветреную погоду
- Ручки из толстой стали
Минусы
- Необходимо удалить шлак
- Дает много брызг
Подведение итогов
Хотя существует множество способов сварки, эти четыре процесса доминируют. Не бойтесь задавать вопросы знакомым сварщикам. Как только вы ознакомитесь с тем, что приносит каждый процесс, вы будете лучше подготовлены к принятию важных решений.
С чего начать сварку
Если вы хотите построить нестандартный автомобиль или просто починить треснувшую палубу газонокосилки, обучение сварке значительно улучшит ваши механические навыки.
На этой странице
Основы сварки
Все эти сварочные системы работают по существу одинаково: электрическая дуга выделяет достаточно тепла между электродом (стержнем или проволокой) и соединяемым металлом, чтобы расплавить их вместе и создать соединение. Чтобы обеспечить прочное соединение, сверхгорячая область вокруг сварного шва окружена облаком инертного газа, чтобы кислород и загрязняющие вещества в воздухе не ослабляли сварной шов. Этот газ обеспечивается либо флюсом внутри или вокруг электрода, либо баллоном с газом, который питает соединение во время сварки.
Выбор первого сварочного аппарата
Сколько нужно потратить
Для начала вы, вероятно, потратите от 200 до 400 долларов на качественный сварочный аппарат. Проверьте в Интернете, чтобы увидеть ассортимент того, что доступно, потому что в большинстве домашних центров есть только одна или две модели. Сварочный аппарат на 120 вольт, питаемый от обычной розетки, может сваривать металл толщиной до 5/16 дюйма. Вам понадобится как минимум 20-амперная (предпочтительно 30-амперная) схема.
Что такое выход усилителя?
Чем выше мощность вашего аппарата, тем толще материал, который он может сварить. Большинство людей работают с угловым железом и трубной сталью толщиной не более 1/4 дюйма. Для этого подойдет любая машина на 120 вольт.
Какой аппарат купить
Если вы действительно серьезно относитесь к сварке и хотите большей гибкости для будущих проектов, приобретите аппарат на 240 вольт, питаемый от цепи на 50 ампер. Аппарат на 240 вольт значительно упрощает и ускоряет сварку толстого материала. У большинства сварочных аппаратов есть таблица внутри откидного кожуха, в которой подробно описаны точные настройки, которые вам понадобятся (сила тока, размер электрода и т. д.) для данной толщины материала. Вы можете купить одну машину, поддерживающую MIG, TIG и Stick, но она будет стоить около 1200 долларов.
Помимо сварочного аппарата, отложите около 200 долларов на основные аксессуары.
Соберите идеальный сварочный стол для своей мастерской.
Вот 20 товаров, которые домашние мастера всегда должны покупать в Harbour Freight:
1/16
через продавца
Торцовочная пила
Мы уже говорили о настольных пилах. Теперь пришло время взглянуть на торцовочную пилу. Торцовочная пила Hercules от Harbour Freight — хороший выбор для точной работы.
Раздвижной механизм дает вам 14-дюймовый. горизонтальная режущая способность, с 6-3/4-дюйм. вертикальная емкость. Он поставляется в комплекте с пильным диском с 60 зубьями, чтобы вы могли сразу приступить к работе.
Купить сейчас
через продавца
Легкая аккумуляторная дрель-шуруповерт
Линия Warrior от Harbour Freight разработана так, чтобы быть доступной и доступной, без излишеств моделей Bauer среднего класса или моделей Hercules более высокого класса. Эта простота делает беспроводную дрель-шуруповерт Warrior 12v отличным выбором для домашних мастеров. Благодаря легкой 12-вольтовой батарее эту модель легко переносить с одной задачи на другую. Стоит подобрать три из них, один для дома, второй для гаража и третий, чтобы спрятать в грузовике. Купить сейчас
через продавца
Подъемник с присоской
Почему-то не все открыли для себя невероятную полезность присосок. Каждый раз, когда вы перемещаете громоздкий предмет с твердой поверхностью, вы будете намного счастливее, если разобьете чашки и протянете себе руку помощи. Эта модель от Laguna может вместить 125 фунтов. позволяя легко перемещать все, от окон и дверей до холодильников и плит.
Купить сейчас
через продавца
Магнитный держатель деталей
Магнитный держатель деталей может показаться простым устройством, но он может спасти жизнь, когда вы стоите на лестнице. Вы когда-нибудь пытались вкрутить последний винт в буровую головку, надеясь, что она не соскользнет и не упадет на два этажа, прежде чем исчезнуть в газоне? Тогда вы знаете, что мы имеем в виду. Эта модель выдерживает до 10 кг. незакрепленных частей, а его не оставляющая царапин резиновая основа защищает деликатные поверхности. Купить сейчас
через продавца
Гидравлический домкрат для бутылок
Бутылочный домкрат — один из тех инструментов, которые не находят широкого применения, пока они вам не понадобятся. Тогда это абсолютный переломный момент.
Этот гидравлический домкрат из Питтсбурга обеспечивает легкий подъем тяжелого оборудования и оснащен поворотным механизмом для точной регулировки. Независимо от того, используете ли вы его для подъема автомобиля, исправления чашеобразной балки или поддержки двери гаража во время ремонта, он вмещает 12 тонн мощности в крошечном корпусе.
Купить сейчас
через продавца
Воздуходувка пола
Воздуходувка для пола – универсальный полезный инструмент. Хотя он не охлаждает так эффективно, как коробчатый вентилятор, он достаточно хорошо перемещает концентрированный поток воздуха.
Эта модель Bauer идеально подходит для сушки влажных полов и ковров, проветривания труднодоступных мест или удаления пыли с рабочего места (однако она не собирает пыль). Три скорости позволяют выбрать правильный уровень мощности для конкретной ситуации. И регулируемые углы обдува — нулевой, 45 и 9 градусов. 0 градусов — позволяет настроить движение воздуха именно там, где вам нужно.
Купить сейчас
через продавца
Погружной вспомогательный насос
Погружные насосы — идеальный способ откачки воды из затопленных территорий. Этот погружной агрегат Drummond может закачивать воду до глубины менее 1/4 дюйма, что избавит вас от повреждения водой и быстро вернет вас к работе. Удобно, что он поставляется с двумя переходниками для садового шланга (прямой и под углом 90 градусов). Он отлично подходит для любых ситуаций, от опорожнения затопленной комнаты или бассейна до слива стоячей воды со двора. Купить сейчас
через продавца
Сумка для инструментов с мягким дном
Каждому домашнему мастеру нужен надежный способ переноски инструментов от проекта к проекту, и одним из лучших вариантов является сумка для инструментов с мягким дном. Мягкое дно защищает предметы внутри сумки. Он также предотвращает появление царапин и вмятин на паркетных полах или столешницах.
Отверстие шириной 16 дюймов подходит для большинства ручных инструментов. Шесть внутренних карманов достаточно прочны для хранения бит, лезвий и аксессуаров.
Купить сейчас
через продавца
Сверхъяркий светодиодный фонарик
Современные фонари используют светодиодную технологию, чтобы излучать гораздо больше света, чем аналогичные устройства даже несколько лет назад. Этот светодиодный фонарь Quantum мощностью 3700 люмен обеспечивает дальнее освещение со временем работы 13 часов, а также имеет удобный алюминиевый корпус. В Quantum используется целых 12 батареек AAA, и первая дюжина включена в комплект поставки. Купить сейчас
через продавца
Выдвижной универсальный нож
Такие ножи, как эта выдвижная модель от Doyle, отличаются надежностью и возможностью замены лезвия без инструментов. В корпус ножа также помещается до пяти сменных лезвий, а встроенный триммер позволяет использовать его для обрезки веревки и проволоки, не открывая лезвие.
Купить сейчас
через продавца
Магнитный держатель для аксессуаров
Держите свои инструменты под рукой с магнитным контейнером от U.S. General. Магниты с резиновым покрытием крепятся к любому черному металлу, не повреждая поверхность, и у вас будет легкий доступ к двум аэрозольным баллончикам и пяти отверткам. Если это не те инструменты, которые вам нужны чаще всего, Harbour Freight предлагает множество магнитных опций, охватывающих все, от держателей бумажных полотенец до диспенсеров для латексных перчаток. Купить сейчас
через harbourfreight.com
Алмазная кольцевая пила
Алмазная кольцевая пила позволяет резать плитку, камень, стекло, гранит и кирпич. Этот вариант инструмента поставляется с боковой прорезью для выброса, что позволяет легко утилизировать заглушку. Он доступен в размере 5/16 дюймов. и 3/18 дюйма. диаметры бит.
Купить сейчас
через harbourfreight.com
Трехслойные одноразовые маски для лица
Во время пандемии мир многое узнал о масках для лица. Для домашних мастеров, которые ползают по пыльному чердаку или другой грязной среде, эта упаковка из 10 трехслойных масок для лица — отличный выбор. Прочная ткань рассчитана на целый день работы в гараже или мастерской. Купить сейчас
через продавца
Перезаряжаемый фонарь и ловушка для насекомых
Этот перезаряжаемый фонарь и ловушка для насекомых предназначены для отдыхающих, но световой поток 200 люмен также мгновенно осветит ваше рабочее место. Легко подвешиваемый над головой, он особенно удобен летом, так как одновременно служит средством защиты от насекомых. Это поможет уберечь нежелательных насекомых (и тварей, которые ими питаются!) от вашего гаража или мастерской. Время работы до 20 часов, поэтому не беспокойтесь о том, чтобы держать батареи под рукой. Просто зарядите его через порт micro-USB, и вы снова готовы к работе. Лучше всего то, что дождь не проблема — он водонепроницаем по стандарту IPX6.
Купить сейчас
через harbourfreight.com
Вспомогательная веревка
Независимо от того, связываете ли вы пиломатериалы в кузове грузовика или привязываете колья для поддержки столба, каждой мастерской нужна надежная веревка! Этот 75 футов. веревка — отличный выбор. Волокна из смеси нейлона и полиэстера устойчивы к гниению и плесени, а алмазная оплетка сводит к минимуму растяжение. Он безопасно справляется с рабочими нагрузками более 300 фунтов. Купить сейчас
Через продавца
Аккумуляторный стартер
Пусковое устройство — это не тот инструмент, которым вы пользуетесь каждый день. Но когда он вам действительно понадобится, вы будете рады, что приобрели его в Harbour Freight. Этот перезаряжаемый пусковой механизм от Viking рассчитан на работу с бензиновыми двигателями V8 и дизельными двигателями V6. Он поставляется с портом USB, позволяющим легко заряжать телефоны и планшеты, а также со светодиодной аварийной подсветкой. Этот универсальный пакет будет там, когда вам это нужно.
Купить сейчас
Популярные видео
ⓘ
Первоначально опубликовано: 04 декабря 2020 г.
Брэд Холден
Брэд Холден, помощник редактора The Family Handyman, занимается сборкой шкафов и мебели уже 30 лет. За это время он проглотил столько щепок и проглотил столько опилок, что практически сделан из дерева.
Лучший сварочный аппарат для DIY и домашней мастерской 2022
Нет ничего более приятного, чем иметь собственную домашнюю мастерскую и иметь возможность заниматься своими руками или ремонтировать дом. Те из нас, у кого есть желание что-то строить, чинить, создавать и ремонтировать, представляют собой редкую породу людей, которые больше всего на свете любят проводить дождливый (или любой другой) день в мастерской. Часто мы обнаруживаем, что хотя в наших мастерских есть все оборудование для работы с деревом, наличие сварочного аппарата под рукой открывает совершенно новое поле для творчества. В этой статье мы обсудим, какой сварочный аппарат лучше всего подходит для проектов «сделай сам» и домашнего обслуживания.
Содержание
- 1 Лучший сварщик для DIY
- 2 Лучший сварщик DIY Quick Guide
- 3 Сварщики для палочек и их использование
- 4 Использование палочки сварки
- 5 СВОРИ СВОРКА AMP HARD
- 5.119
- 5 5.2 5.2 5 5.2 5.2 5.2 5.2 5.2 5.2 5.2 5.2 5.2 5.2 5 5.2 5.2 5.2 5.2 5.2 5.2 5.2 5.2 5.2 5.2 5.2 5.2 5.2 5.2 5.2 5.2 5.2 5 5.2 5 5.2. Сварка электродом
- 5.3 Недостатки дуговой сварки / сварки электродом
- 6 Какие аппараты для сварки электродом лучше всего подходят для самостоятельных работ
- 7 Сварочные аппараты Mig — лучший сварочный аппарат для самостоятельного монтажа
- 7.1 Преимущества сварочных аппаратов Mig для самостоятельного монтажа
- 7. 2 Недостатки сварщиков MIG
- 8 Каков лучший бюджет MIG Welder
- 9 TIG Welders, The Advantages and Disadvantages
- 9.1. Используйте
- 11 Какой сварочный аппарат лучше всего подходит для начинающих
- 12 Самодельный сварочный аппарат Заключение
Лучший сварочный аппарат для самодельных
Это распространенный вопрос, и суть в том, что он зависит от того, какие проекты своими руками вы, вероятно, будете делать. Домашние мастера — это способные и творческие люди, которые могут приложить свои руки практически ко всему, поэтому лучший сварочный аппарат для DIY — это тот, который подходит для интересующего вас типа DIY.
- Универсальная мастерская своими руками . Это может охватывать изготовление стальной мебели, металлических каркасов, кронштейнов, легких металлоконструкций, прицепов, кемперов, верстаков, предметов искусства, а также ремонт или реконструкцию кузова. Здесь вам лучше всего подойдет многоцелевой сварочный аппарат , который может выполнять как минимум сварку MIG и сварку стержнем на одном аппарате. Для тех, кому требуются более точные и точные сварные швы, функция сварки TIG является бонусом.
- Самостоятельная сварка на открытом воздухе . Тем, кто хочет выполнять сварку снаружи на крупных проектах и ремонтных работах, лучше всего подойдет аппарат для сварки электродом или сварочный аппарат с флюсовой проволокой с подачей проволоки . Дуговая сварка под флюсом может стать отличной альтернативой стандартной сварке MIG. Сварка MIG требует газовой защиты, а для использования на открытом воздухе в ветреную погоду они бесперспективны.
- Общие проекты мастерских «сделай сам» прекрасно сочетаются с автономным сварочным аппаратом MIG . Один из них был бы моим первым выбором в качестве сварщика общего назначения. Вы можете сваривать практически все металлы, включая нержавеющую сталь и алюминий. Их также можно использовать на открытом воздухе при использовании безгазовой порошковой проволоки.
- В специализированной сварке у некоторых домашних мастеров возникает потребность в выполнении высококачественных сварных швов. Это могут быть произведения искусства, скульптура, велосипедные рамы и кузовной ремонт. Здесь сварка TIG имеет наилучшую отделку сварных швов среди всех других типов сварки. Использование сварочного аппарата TIG требует большего мастерства, однако готовые сварные швы TIG получаются небольшими, аккуратными и прочными.
Краткое руководство по выбору лучшего сварочного аппарата для самостоятельного изготовления
Наличие сварщика в мастерской — это одно, но какой сварочный аппарат лучше всего подходит для проектов «сделай сам»? Что хотим сварить, что строим, что ремонтируем? Здесь мы рассмотрим четыре распространенных типа сварочных аппаратов для DIY, сварочные аппараты Mig, сварочные аппараты TIG, сварочные аппараты с подачей проволоки и базовый сварочный аппарат Stick.
Предварительный просмотр Продукт Цена Хобарт 500572 Обработчик 100 279,99 $ Купить на Амазоне Сварочный аппарат Forney Easy Weld 261, 140 FC-i, 120 В, зеленый 252,19 $ Купить на Амазоне Инвертор Weldpro 155 Amp MIG/дуговой сварочный аппарат с двойным напряжением 240V/120V сварочный аппарат, шпульный пистолет. ..$399,64 Купить на Амазоне YESWELDER Stick Welder, 125Amp Hot Start ARC Welder, IGBT Inverter MMA Welder, 110/220V… 99,99 $ Купить на Амазоне Сварочные аппараты и их применение
Сварочный аппарат – это ваш основной и оригинальный сварочный аппарат. Используемые в течение десятилетий, эти машины были строителями промышленности. Первый аппарат для сварки электродами был изобретен примерно в 1890 году, а первые сварочные электроды с покрытием были изобретены примерно в начале 1900 года. Новое поколение сварочных аппаратов для дуговой сварки – компактное, портативное и мощное.
Часто они способны выполнять не только дуговую сварку, но и сварку TIG, а также совмещать сварку TIG и электродуговую сварку в одном аппарате.Сварочные аппараты для стержневой сварки обычно используются в строительстве и ремонтных работах, особенно в областях специализированной сварки, таких как сварка труб и подводная сварка. В то время как парень или девушка, занимающиеся домашним хозяйством, могут использовать эти машины для основных работ по изготовлению и ремонту оборудования.
Применение сварки электродами
По сравнению с другими процессами сварка электродами имеет ряд уникальных преимуществ. Сварочный аппарат использует покрытые флюсом электроды для соединения двух металлических деталей. Для сварки мягкой стали общего назначения существуют стандартные типы электродов, которые считаются универсальными и могут использоваться в различных областях. Включая трубы из мягкой стали, уголки, плоские стержни, пластины и полые профили. Самодельные сварочные аппараты малой и средней мощности могут сваривать детали толщиной от 1/8 дюйма (3 мм) до 1/2 дюйма (12 мм)
Сварка стержнем может использоваться как для оцинкованной стали, так и для мягкой стали.
Толщина стали, которую можно сварить с помощью сварочного аппарата, зависит от мощности и силы тока сварочного аппарата. Как правило, используйте меньшую силу тока для тонкого металла и большую силу тока для более толстого металла.Таблица силы тока для электродуговой сварки
Сколько ампер необходимо для сварки малоуглеродистой стали разной толщины с помощью электродуховной сварки?
Преимущества сварки электродами
- Очень портативный , Новые машины, такие как 140 Forney Easy Weld, чрезвычайно легкие . При весе всего 10 фунтов или около того эти машины идеально подходят для технического обслуживания и общих производственных работ. Многие из этих новых сварочных аппаратов также имеют функцию сварки TIG.
- Дуговые сварщики не привередливы, когда речь идет о состоянии свариваемого металла, и будут сваривать грязные материалы, хотя некоторые попытки удалить отслоившийся материал, краску или ржавчину должны быть предприняты. Также можно сваривать оцинкованную сталь, нержавеющую сталь и чугун.
- Электросварочный аппарат без защитного газа можно использовать в любую погоду .
- Цена. Большинство дуговых сварочных аппаратов, используемых для DIY, очень доступны по цене . Сварочный аппарат на 140 ампер можно купить менее чем за двести долларов. Другим фактором экономии является то, что дополнительный защитный газ, используемый на таких машинах, как сварочный аппарат MIG, не требуется.
- Идеально подходит для сварки трубопроводов, особенно для сварки труб во всех положениях.
- Базовая дуговая сварка может быть изучена за относительно короткое время при хорошем обучении. (на U-tube есть много видео о дуговой сварке)
Недостатки дуговой/стержневой сварки
- Может потребоваться более тщательная очистка, чем при сварке MIG, удаление шлаковых отложений или шлифовка, когда требуется несколько проходов сварки. Это также зависит от типа используемого электрода.
- Тяжелая для сварки очень тонкая сталь и листовой металл
- Не так эффективен, как сварочный аппарат MIG, когда речь идет о производительности. Они медленны в использовании, так как вы постоянно меняете электроды.
- Не умеет сваривать алюминий.
- Для высококачественной сварки, такой как подводная сварка или сварка труб, требуется высокий уровень опыта и обучения.
Какие сварочные аппараты лучше всего подходят для DIY
YESWELDER ARC Welder 205Amp Цифровой инвертор IGBT…
Распродажа
Электрический сварочный аппарат Miller, серия Thunderbolt,…
Lincoln Electric K2278-1 Handy Core
Forney Easy Weld 298 Arc Welder 100ST, 120 В,…
- Forney Easy Weld
- Хобарт Хэндлер
- Линкольн Электрик
- Сварщик
- Миллер
Сварочные аппараты Mig — лучший сварочный аппарат для самостоятельной работы
Лучший сварочный аппарат для самостоятельного выполнения работСварка MIG, предназначенная для общего ремонта своими руками и ремонта дома, будет наиболее универсальным из всех трех типов и для большинства будет лучшим сварочным аппаратом для самостоятельной работы.
Эти сварочные аппараты работают с непрерывной подачей проволоки, которая является присадочной проволокой к месту дуги. Сварочный аппарат MIG имеет внутри катушку с проволокой, которую можно приобрести с различными размерами катушек и толщиной проволоки. Эти катушки с проволокой изготавливаются из мягкой стали, алюминия, нержавеющей стали и проволоки с флюсовой сердцевиной для дуговой сварки мягкой стали без использования защитного газа.Сварочные аппараты MIG имеют регулятор скорости подачи проволоки, который можно использовать в сочетании с настройкой мощности для сварки металла или алюминия различной толщины.
Однако в некоторых случаях они требуют использования защитного газа. Это может ограничивать мобильность, но при сварке низкоуглеродистой стали это можно обойти.
Защитный газ требуется для сварочных аппаратов Mig, если вы собираетесь сваривать мягкую сталь, нержавеющую сталь и алюминий. Существует еще один вариант сварки низкоуглеродистой стали с использованием сварочной проволоки с флюсовой сердцевиной.
Использование проволоки с флюсовым сердечником не требует защитного газа, поскольку флюсовая проволока обеспечивает защиту сварочной ванны.Нажмите, чтобы увидеть один из лучших сварочных аппаратов MIG для домашних мастеров
Преимущества сварочных аппаратов Mig для домашних мастеров
- Хорошая цена для аппаратов хорошего качества
- Отличные сварщики-любители
- Современные сварочные аппараты Mig меньше, легче и компактнее, а в некоторых случаях имеют большую мощность
- Сварка MIG будет самым простым из всех видов сварки для изучения
- Можно сваривать намного быстрее, чем с помощью дуговой или аргонодуговой сварки
- Отлично подходит для сварки тонких металлов, таких как автомобильные панели
- Сварные швы имеют хорошую отделку и более чистые, без шлака. (порошковая проволока может образовывать небольшое количество шлака и может потребовать очистки проволочной щеткой или шлифованием)
- Одна машина может сваривать мягкую сталь, алюминий и нержавеющую сталь с использованием порошковой проволоки.
- Сварку флюсовой проволокой можно выполнять на открытом воздухе при ветреной погоде
Недостатки сварочных аппаратов Mig
- Требуется защитный газ, если только не используется проволока с флюсовым сердечником.
- Использование защитного газа требует очень стабильных атмосферных условий, чтобы не сдуть защитный газ
- Баллоны с защитным газом могут быть тяжелыми и требуют подключения кабелей. Лучше всего использовать сварочную тележку для переноски как сварочного аппарата Mig, так и газовых баллонов.
- Лучше всего использовать для более тонких металлов. В зависимости от мощности вашей машины. Например, для сварки 2-дюймовой пластины требуется сварочный аппарат мощностью не менее 500 ампер.
- Требует большей подготовки, чем при использовании аппаратов для ручной сварки, область сварки должна быть очищена от грязи, ржавчины или краски.
Лучший бюджетный сварочный аппарат MIG
На рынке есть много недорогих сварочных аппаратов MIG.
Некоторые из них имеют хорошую стоимость и получают положительные отзывы сварщиков MIG, однако некоторые являются мусором и не могут быть легко обслужены или возвращены. Лучшим бюджетным сварочным аппаратом MIG для меня будет тот, у которого есть хотя бы какое-то обслуживание, доступное в округе, в котором вы живете. В США есть несколько компаний, которые имеют недорогие сварочные аппараты MIG и хорошее обслуживание. К ним относятся Hobart, Lincoln Electric, сварка Yes, сварка Forney, Everlast, Esab и сварка Miller 9.0003Сварочные аппараты TIG, преимущества и недостатки
Сварочные аппараты TIG — это прецизионные машины. Вероятно, это не лучший сварочный аппарат для самостоятельной работы, но если вы занимаетесь точной работой, вам стоит подумать об этом. Обычно используется для промышленности и производства в таких отраслях, как пищевое и спортивное оборудование. Рама вашего велосипеда, скорее всего, сварена методом TIG.
Высокоточные сварные швы, выполненные с помощью сварочного аппарата TIG, практически не требуют очистки.
Сварные швы чистые и чистые, так как в процессе сварки не используется флюс.Сварка TIG представляет собой электрическую версию газовой сварки в ее простейшей форме, при которой основные металлы нагреваются до точки плавления, а для завершения сварки вводится присадочный стержень из того же материала.
Преимущества
- Сварные швы практически не требуют очистки, очень чистые
- Сварные швы могут быть очень маленькими и хрупкими
- Отлично подходит для сварки тонких металлов и листового металла
- Прочные высококачественные сварные швы
- Нагрев, подаваемый на сварной шов, можно контролировать с помощью педали управления
- Может сваривать сталь, сплавы и нержавеющую сталь
Недостатки
- Требуется защитный газ
- Процесс сварки требует определенных навыков
- Не подходит для сварки более толстых сталей
Какой тип сварки лучше всего подходит для домашнего использования
Для тех, кому нужен универсальный сварочный аппарат общего назначения, лучше всего подойдет сварочный аппарат Mig.
Если вы просто свариваете более тяжелые стальные профили, такие как конструкционные прямоугольные и толстые листы толщиной около 1/4 дюйма, вам может понадобиться сварочный аппарат. Ручные сварщики — более дешевый вариант, и с практикой их можно легко освоить.
Какой сварочный аппарат лучше всего подходит для начинающих
Лучшим сварочным аппаратом для начинающих несомненно является сварочный аппарат MIG. Легко учиться и легко использовать. Варианты покупки включают
- Стандартный сварочный аппарат MIG, который может сваривать мягкую сталь, нержавеющую сталь и, возможно, алюминий, если позволяет бюджет.
- Автономный сварочный аппарат FCI (только для порошковой проволоки) с подачей проволоки. Они работают так же, как MIG, но не требуют газового баллона. Сварщики с флюсовой проволокой обычно сваривают только мягкую сталь.
- В начале работы ищите сварочный аппарат MIG с номинальной мощностью (измеряемой в амперах) от 100 до 250. Чем выше значение силы тока на сварочных аппаратах MIG или любом другом сварочном аппарате, тем большую мощность и тем толще материал вы сможете сварить.