
Аргонная сварка нержавеющей стали (нержавейки) методом TIG
0
На сумму: 0 р.
Желаете освоить технологию сварки нержавейки аргоном? Каким образом это сделать, и на что именно обратить внимание в процессе TIG сварки? Какое оборудование понадобится? В чем нюансы работы с нержавейкой? Рекомендуем прочитать нашу статью и узнать ответы на эти и другие вопросы по теме. Теоретические знания и практические советы помогут выполнять сварочные работы с большей эффективностью.
Содержание
- Что представляет собой метод сварки нержавейки аргоном (TIG)
- Где чаще всего применяется аргонная сварка нержавейки
- Какие плюсы и минусы есть у данного метода в отличие от MMA и MIG/MAG
- Какие типы металлов (стали) можно сваривать вместе с нержавейкой инвертором TIG
- Какое оборудование и материалы нужны для того, чтобы сваривать нержавейку аргонодуговым способом
- Какие модели инверторов TIG лучше всего подойдут для сварки нержавейки
- Особенности процесса сварки
- Обработка нержавейки после сварки аргонодуговым способом
Что представляет собой аргоновая сварка нержавейки (TIG)
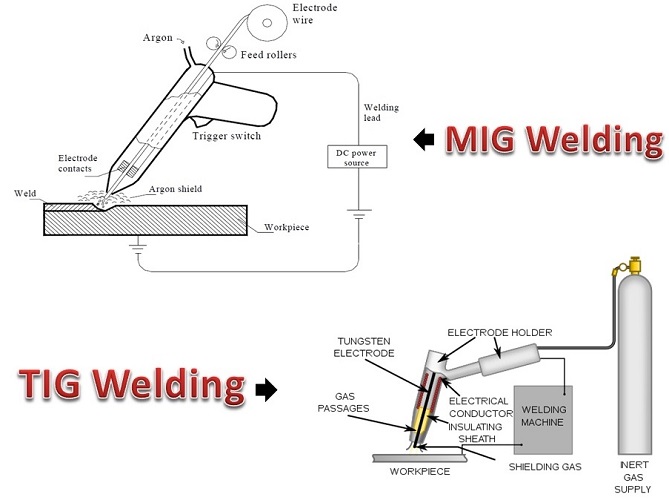
TIG – это способ сварки неплавящимися вольфрамовыми электродами в среде защитного газа — аргона. Сварку ведут переменным или постоянным током прямой полярности. В качестве присадочного материала используется проволока, желательно имеющая более высокую степень легирования, чем основной металл.
Сварку ведут переменным или постоянным током прямой полярности. В качестве присадочного материала используется проволока, желательно имеющая более высокую степень легирования, чем основной металл.
Где чаще всего применяется аргонная сварка нержавейки
Этот способ нашел частое применение на профессиональном производстве:
- пищевой;
- авиационно-космической;
- теплоэнергетической;
- в химической;
- нефтеперерабатывающей;
- автомобилестроительной и других отраслях промышленности.
Так, например, для сварки нержавеющих труб, применяемых с целью перевозки газообразных веществ или жидкостей под давлением, подходит именно аргонодуговая сварка нержавейки TIG.
Вывод: Большая популярность метода на крупных производствах обусловлена высоким качеством сварного соединения.
Какие плюсы и минусы есть у данного метода в отличие от MMA и MIG/MAG
Если сравнивать с другими способами сварки (МИГ/МАГ, ММА, сварка под флюсом) аргонодуговая сварка нержавеющей стали (ТИГ) отличается следующими преимущественными характеристиками:
- получаются сварные швы высокого качества;
- возможен отличный визуальный контроль сварочной ванны и дуги;
- за счет отсутствия переноса металла через дугу не происходит разбрызгивания металла;
- ТИГ сварку можно выполнять во всех пространственных положениях;
- в процессе сварки не образуется шлака, а значит, не бывает шлаковых включений в металл шва.

К недочетам этого метода относят то, что TIG сварка нержавейки, как правило, медленнее, чем другие процессы дуговой сварки (MMA или MIG), и используется там, где качество является приоритетным над временем, затраченным на сварочный процесс. Кроме того, ТИГ сварка отличается сложностью, требующей практических навыков исполнителя.
Вывод: Подготовленный опытный исполнитель в большинстве случаев отдает предпочтение этому методу сварки из-за высокого качества сварочного шва.
Какие типы металлов (стали) можно сваривать вместе с нержавейкой инвертором TIG
Сварку нержавеющей стали аргоном осуществляют тогда, когда необходимо сварить тонкий стальной лист либо к сварочному шву предъявляются особые требования по качеству.
ТИГ сваркой нержавейку можно соединять практически со всеми металлами и сплавами: углеродистыми, конструкционными и нержавеющими сталями, алюминием, титаном, никелем, медью, латунью, бронзой, а также выполнять наплавку одних металлов на другие.
Какое оборудование и материалы подойдут для сварки
- Инвертор TIG.
- Газовый баллон. Наиболее часто для аргонодуговой TIG сварки нержавейки в качестве защитного газа используется чистый аргон.
- Горелка, представляющая собой устройство пистолетной формы, которое фиксируется к газовому шлангу. В держатель горелки вставляется электрод, конец которого на 3-4 мм выступает за пределы корпуса горелки. Посредством шланга газ поступает в сопло на конце инструмента. На рукоятке имеются кнопки для подачи газа и тока. Горелки обычно соответствуют конкретным аппаратам TIG, но в продаже есть и универсальные китайские горелки, подходящие к агрегатам китайского производства.
- Вольфрамовый электрод (WL-15, WL-20 и другие). Они различаются по размеру и составу. Выбор диаметра электрода обусловлен толщиной свариваемого металла (табл. 1). Международные марки электродов и рекомендации по их выбору можно найти на нашем сайте по ссылке.
- Присадочный пруток (BRIMA ER-308L, БАРС ER-308LSi, Lincoln Electric T 308LSi, ESAB OK Tigrod 385 d2,0 и другие) Представляет собой пруток из металла идентичного свариваемому.
 Толщина прутка должна соответствовать толщине заготовки.
Толщина прутка должна соответствовать толщине заготовки.
Таблица 1
|
Толщина металла, мм |
Диаметр электрода, мм |
|
0,5 |
1 |
| 1 | 1,6 |
| 2 | 2 |
| 3 | 3 |
| 4 | 4 |
| 5 и более | 6 |
Какие модели инверторов TIG лучше всего подойдут для сварки нержавейки
В Тиберис представлен расширенный ассортимент сварочников для сварки нержавейки аргоновым способом TIG. Модели сварочников различаются по типу используемого напряжения.
- Если вам нужен аргоно-дуговой инвертор под напряжение сети в 220В, то из недорогих моделей бюджетной ценовой категории рекомендуем остановиться на таких агрегатах как MARS TIG 160 SH, Сварог PRO TIG 200 P DSP, ESAB Buddy Tig 160, обеспечивающих эффективную сварку при компактных размерах и небольшом весе.
 Среди моделей премиум класса прекрасно себя показали такие инверторы как EWM Picotig 200, EWM Tetrix 200, KEMPPI MinarcTIG EVO 200, KEMPPI MinarcTIG EVO 200MLP, которые характеризуются интуитивно понятным управлением, многофункциональностью, высокими результатами сварки и значительной продолжительностью включения.
Среди моделей премиум класса прекрасно себя показали такие инверторы как EWM Picotig 200, EWM Tetrix 200, KEMPPI MinarcTIG EVO 200, KEMPPI MinarcTIG EVO 200MLP, которые характеризуются интуитивно понятным управлением, многофункциональностью, высокими результатами сварки и значительной продолжительностью включения. - Если вы ищите аппарат, функционирующий при напряжении 380В, обратите внимание на бюджетные модели Сварог TIG 250 (R22), FOXWELD FoxTIG 3000DC Pulse, и на установки, которые могут использоваться в профессиональной сварке: EWM Tetrix 270, а также KEMPPI MinarcTig 250MLP, аппарат, совместимый со всеми дополнительными пультами дистанционного управления данного производителя: ножным R11F, ручным R10, или дистанционными пультами управления горелками RTC20 и RTC10.
Особенности процесса сварки
Задаваясь вопросом, как варить нержавейку аргоном, первым делом стоит обратить внимание на расположение горелки. Ее необходимо располагать таким образом, чтобы угол между осью мундштука и плоскостью свариваемой детали равнялся примерно 75-80°, а горелка находилась под наклоном в сторону, которая является противоположной направлению сварки.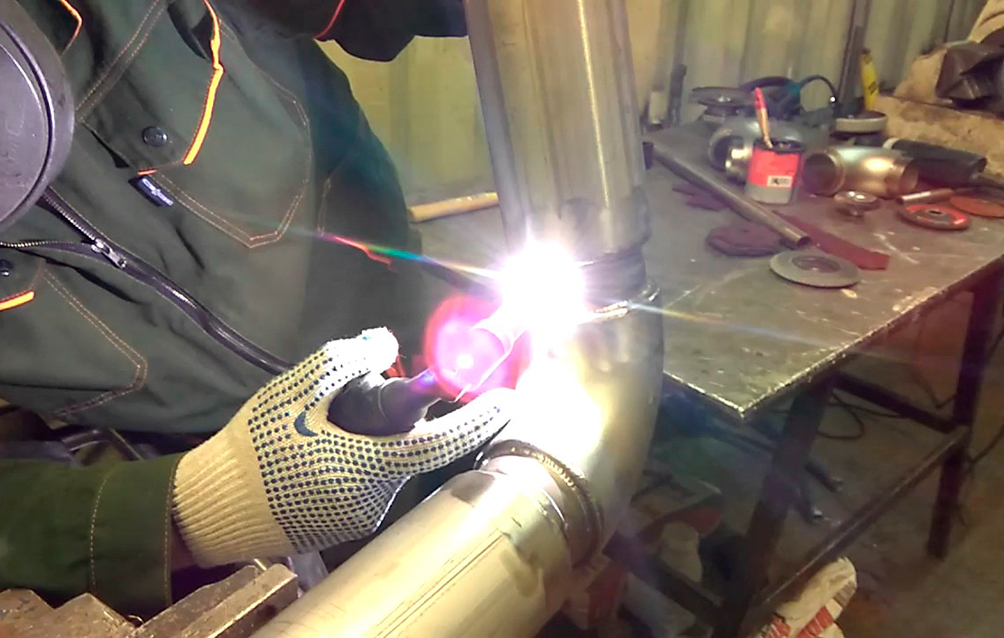
Процесс сварки важно производить без колебательных движений электродом, иначе защита зоны сварки может быть нарушена, что приведет к окислению металла шва.
Присадочный пруток должен располагаться под углом 90° к оси мундштука горелки, при этом угол между ним и поверхностью свариваемого изделия составляет 15-20°. При этом наибольшая эффективность достигается тогда, когда пруток укладывается на поверхность свариваемого металла. При этом минимизируется капельный перенос присадочного металла в сварочную ванну.
Присадочный металл нужно вводить в ванну равномерно, двигая пруток впереди дуги. Поперечные перемещения присадки при методе ТИГ недопустимы, поскольку нарушают спокойная подача струи защитного газа из сопла горелки, способствуя, таким образом, попаданию воздуха в зону сваривания.
Чтобы уменьшить расход вольфрамового электрода, по завершении процесса сварки защитный газ желательно не выключать сразу, а сделать это через 10-15 сек. Это исключит интенсивное окисление нагретого электрода и продлит срок его работы.
Вывод: соблюдение подобных нюансов в ходе сварочного процесса напрямую влияет на прочность и качество сварочного шва.
Обработка нержавейки после сварки аргонодуговым способом
Для обеспечения изделию законченного вида проводятся дополнительные работы. Поверхность сварного шва при работе покрывается оксидной пленкой. Это негативно воздействует на прочностные характеристики металла к коррозии. Чтобы подобного избежать, проводится обработка готовой детали.
Надеемся, что наша статья поспособствует успешному освоению аргонодуговой сварки. Регулярные практические занятия и терпение уже в скором времени принесут свои результаты. Современный аппарат для TIG-сварки от зарекомендовавшего себя производителя вы можете купить в нашем интернет-магазине Тиберис, а все оставшиеся вопросы задать нашим специалистам, позвонив по представленным на сайте телефонам.
Спасибо за подписку!
Сварка тиг что это
Главная » Статьи » Сварка тиг что это
В чем заключается превосходство сварки tig
После открытия Хэмфри Дэвидом электрической дуги в 1800 году развитие дуговой сварки долго оставалось на месте. И только вначале XX века ученые догадались поместить электрическую дугу в инертный газ – родилась tig-сварка. После внедрения разработки стало возможным сваривать сложные металлы – алюминий и магний. Дело в том, что во время классической сварки, поверхность алюминия быстро вступает в реакцию с воздухом. Под воздействием кислорода сварной шов становится пористым и покрывается шлаком. Благодаря tig-сварке произошла революция в авиационной промышленности: появилась возможность сваривать магний.
И только вначале XX века ученые догадались поместить электрическую дугу в инертный газ – родилась tig-сварка. После внедрения разработки стало возможным сваривать сложные металлы – алюминий и магний. Дело в том, что во время классической сварки, поверхность алюминия быстро вступает в реакцию с воздухом. Под воздействием кислорода сварной шов становится пористым и покрывается шлаком. Благодаря tig-сварке произошла революция в авиационной промышленности: появилась возможность сваривать магний.
Качественный шов это визитка сварщика
TIG — (аргонодуговая сварка) – это дуговая ручная сварка с использованием вольфрамового неплавящегося электрода в среде инертного газа, который защищает свариваемые поверхности. В Германии аргонодуговая сварка называется WIG (Wolfram Inert Gas), по другой маркировке встречается обозначение GTA (Gas Tungsten Arc). Во время процесса сварки подается присадочная проволока, причем используется автоматический или ручной режим подачи. Так как чаще всего в виде защиты используется инертный аргон, то за tig ac/dc-сваркой закрепилось название аргонно-дуговая сварка. Но надо признать, что такой термин не является правильным, потому что с одинаковым успехом могут применяться азот, гелий или даже газовые смеси.
Но надо признать, что такой термин не является правильным, потому что с одинаковым успехом могут применяться азот, гелий или даже газовые смеси.
Смысл применения в tig-сварке газовой смеси заключается в том, что аргон тяжелее воздуха, не образует с ним взрывоопасной смеси и гораздо удобней в использовании, чем легкий гелий. Однако, при одинаковых значениях тока в электроде дуга в гелии выделяет в 1,5-2 раза больше энергии, чем в аргоне. Поэтому целесообразно использовать газовую смесь с составом: 35-40% аргона и 60-65% гелия. Так в полной мере используются преимущества обоих газов: аргон стабилизирует дугу, а гелий – хорошо сплавляет металл.
Область применения
Аппарат TIG ac/dc легко соединяет углеродистые, конструкционные, нержавеющие стали, детали алюминия и его сплавы с титаном, никелем, медью, латунью, кремнистых бронз, сплавы нержавейки и других самых разнообразных металлов. Практически в любой области промышленности в каком-либо виде встречается аргонно-дуговая сварка. В то время как аэрокосмическая промышленность является основным пользователем tig-сварки, технологию используют и в ряде других областей.
В то время как аэрокосмическая промышленность является основным пользователем tig-сварки, технологию используют и в ряде других областей.
Промышленность использует tig для сварки тонких деталей из алюминия, особенно из цветных металлов. Без нее не обойтись при создании космического аппарата и обычного велосипеда из алюминия. Тонкостенные трубки в современных велосипедах превращаются в практически невесомые конструкции с помощью tig-сварки. Кроме того, аргонно-дуговую сварку часто используют для создания перехода между трубами разного диаметра. На самом деле не существует такого вида сварки, который позволял бы работать с таким количество конфигураций металлов, как режим аргонно-дуговой сварки с инвертором TIG ac/dc
Сварка требует концентрации на процессе
Так, существуют редкие сплавы, как сплав алюминия и хрома, которые невозможно соединить простым сварочным процессом, из-за улетучивания алюминия. Режим аргонно-дуговой сварки не позволяет теряться металлу, поэтому швы в результате обладают одинаковую химическую целостность. Сварочные швы алюминия после tig-сварки обладают устойчивостью к коррозии и образованию трещин в течение длительного периода. Именно это позволяет использовать режим аргонно-дуговой сварки для герметизации бочек с ядерными отходами перед их утилизацией.
Аргонно-дуговая сварка алюминия проста в применении, поэтому ее можно использовать в быту. Бывает, что нужно приспособить нестандартный кондиционер в машину или заделать радиатор, поврежденный камушком с дороги. Вот тут и приходит на помощь аргонодуговая сварка с использованием домашних инверторов TIG ac/dc. Сегодня можно найти достаточно много видео в Интернете, где доступно объясняется, как использовать сварочный аппарат в быту. Дуговая сварка возможна и для нержавейки. Многие, посмотрев видео, задают вопрос: “Насколько надежна дуговая сварка?”. Она надежна, как надежен алюминий, потому что сварной шов представляется собой единой целое из металла.
Технология соединения металла
Сварочный аппарат содержит аргоновую горелку, у которой в центре находится неплавящийся вольфрамовый электрод. Как известно, горелка из вольфрама очень тугоплавкая. Именно вольфрам применяют для получения нити накаливания, которая используется в электрических лампочках. Горелка и аппарат окружены керамическим соплом, из которого дует защитный газ. Если взглянуть на видео процесса сварки без инертного газа, то видно, что алюминий начинает трещать и покрываться шлаковой пленкой. Поэтому аргон важный компонент: горелка и зона сварки, защищены от воздуха.
Как известно, горелка из вольфрама очень тугоплавкая. Именно вольфрам применяют для получения нити накаливания, которая используется в электрических лампочках. Горелка и аппарат окружены керамическим соплом, из которого дует защитный газ. Если взглянуть на видео процесса сварки без инертного газа, то видно, что алюминий начинает трещать и покрываться шлаковой пленкой. Поэтому аргон важный компонент: горелка и зона сварки, защищены от воздуха.
Дуговая сварка начинается с подачи “массы” на деталь, как при обычной электросварке. Горелка Tig ac/dc включается с помощью автоматической кнопки и начинает подаваться инертный газ. Сварочный аппарат выпускает дугу и от ее тепла расплавляется основной металл, а потом в сварочной ванне образуется расплавленный металл, который кристаллизуясь, образует сварочный шов. Образование шва происходит за счет расплавления основного металла детали и присадочной проволоки.
В качестве оборудования для tig-сварки применяют инверторы ac/dc. Это сварочный аппарат с возможностью использования переменного и постоянного тока. Режим переменного тока (dc) более эффективен для процесса сварки. Надо заметить, что в середине XX века была возможность сваривать только с помощью постоянного тока – ac. Это вызывало некоторые сложности, если горелка имела полярность, то постоянный ток (ас) переносил частицы вольфрамового стержня на поверхность металла, загрязняя его таким образом. Задача была решена с появлением переменного тока (dc).
Это сварочный аппарат с возможностью использования переменного и постоянного тока. Режим переменного тока (dc) более эффективен для процесса сварки. Надо заметить, что в середине XX века была возможность сваривать только с помощью постоянного тока – ac. Это вызывало некоторые сложности, если горелка имела полярность, то постоянный ток (ас) переносил частицы вольфрамового стержня на поверхность металла, загрязняя его таким образом. Задача была решена с появлением переменного тока (dc).
Защитный газ может подаваться центрально или сбоку электрода. Режим боковой подачи нужен при больших скоростях сварки плавящимся электродом, чтобы не совершалось обдувание неподвижным воздухом. На видео видно, что воздух сбивает газ с дуги. В некоторых случаях, например для получения специфических технологических свойств дуги, особенно если применяют аппарат tig ac/dc, используют защиту из двух концентрических потоков газа.
Сварка Tig, способна заварить практически все
Сварочные процессы в промышленных масштабах
При сварке активных и тугоплавких металлов при помощи вольфрамового электрода необходимо защитить металл от подсоса в зону сварки воздуха. Для этого используется горелка в контролируемой атмосфере. Металлические детали помещают в камеры, из которых откачены воздух до состояния вакуума до 10-14 мм рт.ст., и закачивают туда инертный газ высокой чистоты. После чего включается автоматический режим и аргонодуговая сварка происходит на дистанционном управлении.
Для этого используется горелка в контролируемой атмосфере. Металлические детали помещают в камеры, из которых откачены воздух до состояния вакуума до 10-14 мм рт.ст., и закачивают туда инертный газ высокой чистоты. После чего включается автоматический режим и аргонодуговая сварка происходит на дистанционном управлении.
В контролируемой атмосфере производят сварку крупногабаритных изделий из нержавейки и алюминия. Для этого создают обитаемые камеры объемом до 450 кубическим метров. При этом сварщик находится прямо внутри камеры в специальном защитном скафандре с системой дыхания. Аргонодуговая сварка происходит с регулярной заменой инертного газа. Сварщик помещается в комнату через специальную систему шлюзов. При помощи видео можно наблюдать режим сварки в комнате.
Физические свойства инертных газов влияют на технологические свойства дуги и форму, получаемого шва. Если сравнивать аргон с гелием, то второй обладает большим потенциалом ионизации, а также большую теплопроводность. В результате на видео видно, что у гелия получается “мягкая” дуга. Режим работы аргонодуговой сварки с гелием идеально подходит для сварки тонколистового металла. Гелий легче, чем аргон. Поэтому требуется повышенный расход (в 1,5 – 3 раза), чтобы горелка и зона сварки была защищена.
В результате на видео видно, что у гелия получается “мягкая” дуга. Режим работы аргонодуговой сварки с гелием идеально подходит для сварки тонколистового металла. Гелий легче, чем аргон. Поэтому требуется повышенный расход (в 1,5 – 3 раза), чтобы горелка и зона сварки была защищена.
Большое разнообразие инертных газов, возможность использовать газовые смеси и разные свойства газов, обуславливают большие технологические возможности для металлов. Аппарат аргонной сварки позволяет сварить практически любой металл любой толщины (от 0,1 до десятков миллиметров). На видео в сети Интернет можно посмотреть на уникальные сварочные работы.
Аргонно-дуговая сварка по сравнению с другими классическими способами сварки имеет ряд преимуществ: высококачественные сварные соединения на самых различных металлах и сплавах с различной толщиной, возможность производить сварку в различных пространственных положениях, возможность непосредственного визуального наблюдения за качеством сварки, что особенно важно во время полуавтоматической сварке. Дуговая горелка имеет высокую производительность, легкость автоматизации, не нужно убирать шлак с металлов после завершения работы. Горелка и аппарат TIG ac/dc позволяют экономично и производительно использовать аргонодуговую сварку.
Дуговая горелка имеет высокую производительность, легкость автоматизации, не нужно убирать шлак с металлов после завершения работы. Горелка и аппарат TIG ac/dc позволяют экономично и производительно использовать аргонодуговую сварку.
zavarimne.ru
TIG сварка: что это такое?
Главная » Сварочные работы на даче.
ТИГ – сварка неплавящимся электродом в среде аргона с использованием присадочной проволоки. Назначение – изготовление изделий и конструкций из легированных и цветных металлов. Также этот способ позволяет сваривать металл малой толщины (менее 1 мм), применение присадочной проволоки при этом необязательно.
Технологические особенности ТИГ сварки
Основная особенность дуговой сварки в среде аргона – использование неплавящегося электрода, изготовленного из вольфрама или графита. Температура его плавления гораздо выше температуры, до которой он прогревается в процессе сварки. В качестве защитного газа используется аргон, обеспечивающий не только надежную защиту сварочной ванны от воздействия воздуха, но и стабильность горения дуги.
Присадочный материал может иметь вид проволоки, прутка или полос. При сварке в электрическую часть не включается, подается в зону дуги отдельно со стороны.
Техника TIG сварки:
- Длина дуги влияет на глубину проплавления. При уменьшении расстояния от электрода к поверхности свариваемой детали соединение получается наиболее качественным. При увеличении длины дуги – глубина проплавления уменьшается, а ширина шва увеличивается.
- Как правило, электрод ведется без поперечных колебаний вдоль оси соединения. Шов получается узким и эстетичным по внешнему виду.
- Присадочный материал в зону плавления подается очень плавно. В противном случае происходит разбрызгивание металла. В процессе сварки удерживается под небольшим углом впереди горелки.
- Заваривание кратера при окончании процесса не рекомендуется производить с помощью резкого отвода горелки. Это ведет к уменьшению количества подаваемого газа и ухудшению защиты сварочной ванны.
- Подача аргона включается за 15-20 секунд перед началом ТИГ сварки, а прекращается через 7-10 после окончания процесса.

- Перед началом сварки детали тщательно очищаются от окислов, масла и других загрязнений. Поверхность желательно обезжирить.
Плюсы и минусы аргонодуговой сварки
Основные преимущества процесса:
- Аргон является инертным газом, который на 38 % тяжелее воздуха. Благодаря этому он полностью вытесняет воздух из зоны сварки, что исключает контакт сварочной ванны с атмосферой. Это обеспечивает получение идеально чистого шва без шлаковой корки и различных дефектов (поры, оксидные и другие включения).
- Возможность соединения заготовок из различных сплавов алюминия, титана, меди, а также нержавейки и других металлов.
- Качественное формирование шва.
- Точное поддержание глубины проплавления, что особенно актуально при сварке тонколистового металла при условии одностороннего доступа к поверхности свариваемых деталей.
- Небольшой нагрев свариваемых деталей – исключает их деформацию.
- Минимальная зона термического влияния.
К недостаткам относится невысокая производительность ручного способа TIG сварки. Но с учетом повышенного качества сварных соединений, потери в скорости – допустимый ущерб.
Но с учетом повышенного качества сварных соединений, потери в скорости – допустимый ущерб.
samanka.ru
Аргонно-дуговая сварка
Здравствуйте дорогие читатели!
В этой статье понятным языком рассмотрим устройство и процесс сварки TIG.
Когда речь идёт о кузовном ремонте, сварка TIG в основном ассоциируется с ремонтом алюминиевых кузовов транспортных средств. Кроме алюминия такой сваркой можно сваривать любой другой металл, в том числе разные виды металлов можно сварить в одну деталь. Рассмотрим устройство, принцип действия и некоторые подробности применения этого вида сварки.
Сварка TIG представляет собой ручной процесс, который требует от сварщика задействовать обе руки. Что отличает сварку TIG от других видов сварки, так это то, как создаётся дуга и как подаётся присадочный материал. Одной рукой сварщик держит горелку, которая создаёт дугу, а другой подаёт присадочный металл к месту сварочного соединения. Из-за того, что приходится использовать обе руки, эта сварка считается наиболее сложной в усвоении, но также, считается наиболее универсальной, так как может применяться даже при сварке разных металлов. Процесс получается достаточно медленный, но при правильном применении, получается сварочный шов высокого качества. Обычно сварку TIG применяют, если требуется сварить что-то необычное, отличающееся от стали и там, где нужен аккуратный, тонкий шов.
Из-за того, что приходится использовать обе руки, эта сварка считается наиболее сложной в усвоении, но также, считается наиболее универсальной, так как может применяться даже при сварке разных металлов. Процесс получается достаточно медленный, но при правильном применении, получается сварочный шов высокого качества. Обычно сварку TIG применяют, если требуется сварить что-то необычное, отличающееся от стали и там, где нужен аккуратный, тонкий шов.
Сварка TIG (Tungsten Inert Gas Welding) переводится как Сварка Вольфрамовым электродом в среде Инертного Газа. Полное и более правильное название сварки TIG – Gas Tungsten Arc Welding (GTAW, Дуговая Сварка Вольфрамовым электродом в среде защитного газа).
Впервые сварка TIG была представлена в 1940-х годах и применялась с Гелием в качестве защитного газа.
Почему используется Вольфрам для сварки?
Вольфрам очень твёрдый, слабо радиактивный и хрупкий металл. Его применение ограниченно, в сравнении с другими металлами. В сварке TIG Вольфрам применяется в виде неплавящегося электрода, который используется, чтобы создавать дугу. Электрод накаляется до 6000 градусов по Цельсию. Высокая точка плавления и хорошая электрическая проводимость позволяет не сгорать при сварке.
Его применение ограниченно, в сравнении с другими металлами. В сварке TIG Вольфрам применяется в виде неплавящегося электрода, который используется, чтобы создавать дугу. Электрод накаляется до 6000 градусов по Цельсию. Высокая точка плавления и хорошая электрическая проводимость позволяет не сгорать при сварке.
Как работает сварка TIG?
Для сварки TIG требуется три вещи: высокая температура, защитный газ и присадочный металл. Высокая температура достигается за счёт электричества, проходящего через Вольфрамовый электрод и создаёт дугу с металлом. Газ поступает из баллона и течёт к месту сварки, чтобы защитить сварочный шов от воздействия воздуха. Присадочный металл – это проволока, которая подаётся сварщиком в дугу и плавится. Процесс происходит в следующей последовательности: сначала сварщик открывает газ, далее электрод подносится к соединению свариваемых деталей на достаточном расстоянии, чтобы не касаться металла, потом нажимается педаль и образуется сварочная дуга. Начинает происходит плавление металла свариваемых деталей, а сварщик второй рукой начинает просовывать присадочную проволоку в зону сварочной дуги, которая плавится и заполняет сварочное соединение.
Начинает происходит плавление металла свариваемых деталей, а сварщик второй рукой начинает просовывать присадочную проволоку в зону сварочной дуги, которая плавится и заполняет сварочное соединение.
Сварка TIG похожа на электродугавую сварку электродами. Рукав с держателем электрода от сварки TIG может быть установлен на сварочный аппарат для электродуговой сварки, и такая конструкция будет работать как сварка TIG.
Сварочная дуга в сварке TIG может образовываться также, как и в электродуговой сварке электродами, но чаще аппараты TIG имеют функцию «высокочастотный старт» (high frequency start). Это позволяет не касаться металла, чтобы создать сварочную дугу. Как только подано электропитание на электрод, сварочная дуга образуется на расстоянии до 2.5 см от металла. Это осуществляется за счёт короткого момента подачи высокого напряжения, которое помогает преодолеть расстояние до металла и создать электрическую дугу. Сразу после образования дуги напряжение падает до значения, которое выставлено на сварочном аппарате. Таким образом, Вольфрамовый электрод не получает физического воздействия и не изнашивается.
Сразу после образования дуги напряжение падает до значения, которое выставлено на сварочном аппарате. Таким образом, Вольфрамовый электрод не получает физического воздействия и не изнашивается.
Защитный газ для сварки TIG
Защитный газ защищает место сварки от воздуха. Могут применяться Аргон/Ar и Гелий/He. Чаще всего применяется аргон. Так как эти газы являются инертными, они не изменяют характеристики сварочного шва. Реже используются три типа смеси газов. Первая – Аргон и Гидроген, вторая – Аргон и Нитроген, третья – Аргон и Гелий. Аргон, смешанный с Гелием применяется при сварке толстых металлов для лучшего проникновения сварочного шва. Для большинства сварочных работ хорошо подходит чистый Аргон.
Типы Вольфрамовых электродов
Вольфрам является главным ингредиентом, из которого изготовлен электрод для сварки TIG. Иногда добавляют незначительный процент других металлов, для улучшения характеристик сварочной дуги, создаваемой электродом. Добавляются Церий, Лантан, Цирконий.
Добавляются Церий, Лантан, Цирконий.
Электроды бывают разных диаметров и имеют разные формы концов. От формы конца электрода зависят характеристики создаваемой сварочной дуги. Форму концу электрода нужно придавать вручную.
Острый «наконечник» применяется для сварки стали. Такую форму концу электрода можно придать на мелкозернистом точильном круге или специальном заточном приспособлении для Вольфрамовых электродов.
Электрод с закруглённым «наконечником» обычно применяют для сварки алюминия и магния. Чтобы получить такую форму, нужно создать сварочную дугу, по возможности над медью (но можно и другой металл). В качестве защитного газа должен быть Аргон. Сварочный аппарат настраивается определённым образом, так чтобы Вольфрамовый электрод начал плавиться и образовалась капля на его конце. Когда капля сформируется в виде небольшого шара, нужно остановить сварочную дугу.
Подготовка металла для сварки TIG
Подготовка металла особенно важна, когда производится сварка TIG. На металле не должно быть ржавчины, окисления, окалины, остатков краски, масла и прочих загрязнений. Должен быть только чистый металл. Металл должен быть очищен физическими способами, либо химическими кислотными очистителями, в случае сварки алюминия.
Настройка сварочного аппарата TIG
Существует две главных настройки аппарата TIG – изменение силы тока и регулировка потока защитного газа. Настройка величины силы тока зависит от типа металла и его толщины. Поток защитного газа регулируют в зависимости от условий окружающей среды, типа металла и раструба держателя электрода.
Сварка алюминия
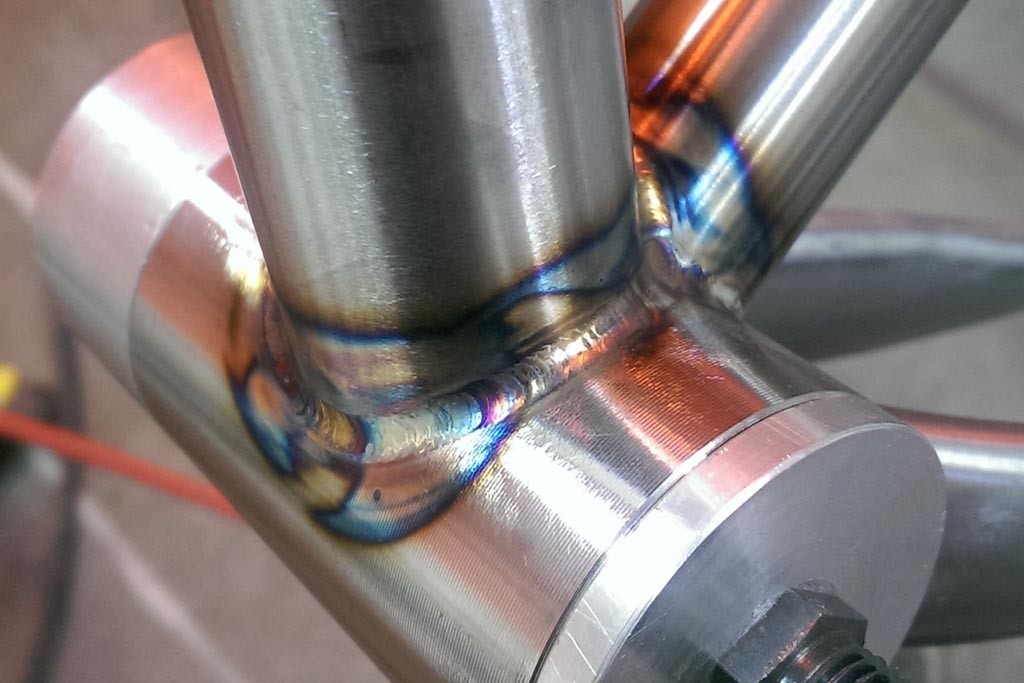
Для сварки алюминия применяется электрод из чистого Вольфрама или Вольфрама с добавкой Церкония. Требуется, чтобы наконечник электрода был подготовлен в форме небольшого шара (см. выше). Аппарат должен быть настроен на A/C (переменный ток). Требуется, чтобы сварочная дуга создавалась дистанционно (функция «high frequency start»). В качестве защитного газа применяется 100%-ый Аргон. При правильной настройке сварочного аппарата и выборе подходящего электрода можно сваривать листы алюминия любой толщины. Как видно на фото ниже шов получается с высокими декоративными и прочностными характеристиками.
Требуется, чтобы сварочная дуга создавалась дистанционно (функция «high frequency start»). В качестве защитного газа применяется 100%-ый Аргон. При правильной настройке сварочного аппарата и выборе подходящего электрода можно сваривать листы алюминия любой толщины. Как видно на фото ниже шов получается с высокими декоративными и прочностными характеристиками.
Процесс сварки TIG
Новичкам лучше учиться варить сваркой TIG, начиная с 2 — 3 мм стали. При сварке TIG необходимо контролировать дистанцию между электродом и привариваемым металлом. Для этого нужно занять устойчивое положение. Электрод располагается примерно на 20 градусах от вертикальной позиции. Расстояние между электродом и металлом должно составлять от 1 до 1.5 диаметра электрода. Если , к примеру, используется электрод диаметром 1.6 мм, то расстояние будет примерно 2 мм. Перед началом сварки нужно медленно провести рукой над поверхностью, контролирую угол положения электрода и расстояние, чтобы понять, что ничего не мешает.
Начните с образования сварочной дуги. Длина сварочной дуги влияет на нагрев в области сварки. Чем больше дуга, тем больше нагрев. Прочувствуйте, как она действует на металл, расплавляя его. Пробуйте сначала варить без присадочного металла. После понимания всего процесса, начинайте добавлять присадочную проволоку в область сварки. Присадочный металл должен правильно подаваться, и плавится под воздействием свариваемого металла, а не сварочной дугой. Он должен подаваться рядом со сварочной дугой и попадать в область действия защитного газа.
В заключение можно сказать, что сварка TIG, не смотря на первоначальную сложность освоения, считается одним из самых универсальных видов сварки, дающая сварной шов высокого качества.
kuzov.info
Tig-сварка: особенности применения
Аргонодуговая сварка tig (Tungsten Inert Gas), или же сварка неплавящимся электродом — это когда дуга загорается между электродом из вольфрама и свариваемыми деталями. Таким образом, в дуговом промежутке не происходит перенос расплавленного металла. Это позволяет облегчить горение электрической дуги и значительно увеличить ее стабильность. Кроме того, tig-сварка позволяет уменьшить потери на испарение, исключает возможное разбрызгивание металла и ограничивает воздействие газа из столба дуги на расплавленным металл. Вследствие этого качество сварного шва поднимается на новый, более совершенный уровень.
Таким образом, в дуговом промежутке не происходит перенос расплавленного металла. Это позволяет облегчить горение электрической дуги и значительно увеличить ее стабильность. Кроме того, tig-сварка позволяет уменьшить потери на испарение, исключает возможное разбрызгивание металла и ограничивает воздействие газа из столба дуги на расплавленным металл. Вследствие этого качество сварного шва поднимается на новый, более совершенный уровень.
Tig-сварка бывает на переменном или на постоянном токе, причем, в случае последней используется только прямая полярность, то есть когда на клемму «плюс» подключаются свариваемые детали, а на клемму «минус» — неплавящийся электрод. Необходимость подключения именно таким способом обусловлена тем, что если поменять клеммы местами, то появляется вероятность перегрева тугоплавкого металла вольфрама и, следовательно, значительно снизится его стойкость. Помимо этого, может произойти выкрашивание или оплавление электрода, что приведет к неизбежным дефектам сварного шва.
Сварка tig подразумевает наличие следующих основных элементов в конструкции установки: источник питания переменного либо постоянного тока, стабилизатор дугового разряда, осциллятор, устройство регулирования величины тока, генератор токовых импульсов, газовый электромагнитный клапан, а также устройство для подавления составляющих тока.
Tig-сварка является наиболее универсальным видом соединения металлов, поскольку позволяет производить сварку самых различных материалов при любом положении в пространстве.
Высококачественный процесс сваривания деталей достигается за счет того, что на него затрачивается чуть больше времени, чем на любой другой вид сварки. В связи с этим tig-сварка используется лишь в том случае, когда качественные характеристики получаемого сварного шва имеют определяющее значение.
Отличительной особенностью этого вида сварки является и то, что чистый аргон применяется для соединения абсолютно любых материалов, в то время как при остальных типах сварки необходимо подбирать газ в соответствии со свариваемыми металлами.
Tig-сварка представляет собой достаточно сложный и кропотливый процесс. Поэтому для его проведения необходим специально обученный квалифицированный сварщик. Технологический процесс потребует от него достаточной сноровки, поскольку необходимо одной рукой обеспечивать достаточную и своевременную подачу присадочного материала, в то время как в другой руке будет находиться сварочная горелка.
При выборе сварочного аппарата подобного рода необходимо руководствоваться следующими соображениями:
Нужно определить мощность источника питания сварочного аппарата.
Оценить сложность и объем предстоящей работы.
Учитывать род потребляемого тока: постоянный или переменный.
Необходимо также знать, что некоторые сварочные аппараты могут использовать сразу и постоянный, и переменный ток. Это необходимо для сваривания разных материалов, например, алюминия и стали. Сварочные агрегаты обладают достаточно широким диапазоном величин тока от 3 до 500 А.
fb.ru
Что такое сварка TIG? — Штаб-квартира сварщиков
Сварка — сложная задача, и неспециалист, вероятно, не поймет всей науки, стоящей за ней. Это также опасное и рискованное занятие, хотя и имеющее большой карьерный потенциал. Сварщики обычно проходят различные сертификаты и практическое обучение в сварочных школах и стажировках, чтобы полностью стать способными выполнять это самостоятельно.
Если вы думаете, что сварка — это тяжелая работа, сварка TIG — это гораздо сложнее. Вы когда-нибудь видели сварщика, который часами стоял на одной ноге со всем защитным снаряжением, пытаясь соединить детали? Сварка TIG — это тяжелая работа, но результат приносит столько же удовольствия, сколько и сама работа. Внешний вид и качество сварных швов на сегодняшний день являются лучшими, независимо от того, какой вид сварки принимается во внимание.
Вы когда-нибудь видели сварщика, который часами стоял на одной ноге со всем защитным снаряжением, пытаясь соединить детали? Сварка TIG — это тяжелая работа, но результат приносит столько же удовольствия, сколько и сама работа. Внешний вид и качество сварных швов на сегодняшний день являются лучшими, независимо от того, какой вид сварки принимается во внимание.
Существует много путаницы, когда дело доходит до различий между различными видами сварки. И это нормально, потому что технические подробности о каждом типе трудно понять неспециалисту, но здесь мы попытаемся немного прояснить это для вас.
Существует три основных типа сварки:
- Сварка ВИГ : Также называемая дуговой сваркой вольфрамовым электродом (GTAW). В сварке ВИГ используется вольфрамовый электрод, который подает ток на сварочную дугу. Вольфрам и сварочная ванна защищены смесью инертных газов.
- Сварка MIG : Дуговая сварка металлическим газом (GMAW) — другое название этой формы сварки.
 При сварке MIG используется металлическая проволока, которая нагревается и плавится, создавая электрическую дугу. Эта дуга плавится и соединяет заготовки вместе.
При сварке MIG используется металлическая проволока, которая нагревается и плавится, создавая электрическую дугу. Эта дуга плавится и соединяет заготовки вместе. - Сварка электродом : Сварка электродом — это неофициальное название дуговой сварки защищенным металлом (SMAW), при которой расходуемый электрод, покрытый флюсом, используется для расплавления металлической заготовки и соединения ее вместе.
Существуют и другие виды сварки, но эти наиболее распространены. В этой статье мы собираемся изучить сварку TIG, что это такое, как она работает и почему это лучший тип сварки.
Что такое сварка TIG?
Два термина (сварка вольфрамовым электродом в среде инертного газа и дуговая сварка вольфрамовым электродом) являются одним и тем же и могут использоваться взаимозаменяемо. Сварка TIG приобрела популярность благодаря своей способности идеально сваривать алюминий и магний, но она также может сваривать все другие виды металлов, включая медь, медные сплавы и нержавеющую сталь. Он не только способен сваривать все металлы, но и делает это с большой точностью и аккуратностью, делая сварные швы чрезвычайно высокого качества и чистоты.
Он не только способен сваривать все металлы, но и делает это с большой точностью и аккуратностью, делая сварные швы чрезвычайно высокого качества и чистоты.
Сварка ВИГ создает электрическую дугу, когда вольфрамовый электрод и основной металл приближаются друг к другу. В качестве неплавящегося электрода выбран вольфрам или вольфрамовый сплав (с другими элементами и оксидами), потому что вольфрам имеет самую высокую температуру плавления среди всех металлов, т. е. 3410 градусов Цельсия.
В то время как сварка TIG изменила мир сварки и заменила газовую и ручную дуговую сварку металлом, которые раньше были традиционно единственными вариантами, она также является причиной того, что алюминий теперь широко используется для строительства промышленных конструкций. Сварка TIG широко используется во многих отраслях промышленности, но это также и самая сложная технология сварки. Это может быть выполнено только опытными сварщиками и требует соответствующей подготовки.
Применение сварки ВИГ
Сварка ВИГ совместима со многими металлами и поэтому может использоваться практически для всех видов работ и ремонтов во всех отраслях промышленности. Сварные швы TIG также очень прочные и долговечные, что делает их идеальными для промышленных сварных швов. Сварка TIG очень распространена в таких отраслях, как аэрокосмическая, ремонтная, автомобильная, крепежная и скульпторская по металлу.
Сварные швы TIG также очень прочные и долговечные, что делает их идеальными для промышленных сварных швов. Сварка TIG очень распространена в таких отраслях, как аэрокосмическая, ремонтная, автомобильная, крепежная и скульпторская по металлу.
- Аэрокосмическая – Самолеты и космическое оборудование должны быть изготовлены из самых прочных материалов и должны быть сконструированы с максимальной точностью, что делает TIG подходящим вариантом для таких строительных проектов. Аэрокосмическая промышленность, известная прочными и точными сварными швами, которые создает TIG, широко использует эту технику. На Международной космической станции также была выполнена сварка TIG.
- Автомобилестроение – Крайне важно производить прочные автомобили, которые могут служить годами и ломаться в результате регулярного износа. Таким образом, сварка TIG является идеальным методом для использования в таких ситуациях. Сварка TIG делает автомобиль более безопасным и долговечным для путешествий и даже помогает уменьшить ржавчину в кузове автомобиля.
- Ремонт — TIG — хороший метод для выполнения ремонтных работ, поскольку он помогает продлить срок службы отремонтированного изделия. Методы TIG используются при ремонте автомобилей, алюминиевых инструментов и многих других вещей.
- Арт – Одной из основных причин, по которой сварка ВИГ предпочтительнее, является ее аккуратный внешний вид. В произведениях искусства или декоративных приспособлениях и конструкциях внешний вид имеет первостепенное значение, поэтому сварка TIG также выбирается для художественных и декоративных изделий.
Когда использовать сварку ВИГ
Принимая во внимание свойства сварки ВИГ, мы можем сказать, что сварка ВИГ идеально подходит для использования в ситуациях и проектах, где:
- Сварные швы должны быть очень прочными
- Сварочные швы должны быть эстетически привлекательными и красивыми
- Свариваемый металл тонкий
Как сваривать ВИГ
Хотя сварке ВИГ можно научиться и усовершенствовать ее только на основе опыта и практики, вот Основные этапы сварки вольфрамовым электродом в среде инертного газа.
Выберите электрод
Выбор правильного электрода имеет первостепенное значение. Хотя название предполагает, что электрод должен быть вольфрамовым, вам нужно решить, какой электрод выбрать: чистый вольфрам или вольфрамовый сплав. Некоторые из распространенных одобренных сплавов включают:
Cereated
Оксид церия, также известный как церий, представляет собой легирующий агент, который, как считается, повышает стабильность дуги. Он нерадиоактивен.
Lanthnated
Другим нерадиоактивным сплавом, который улучшает стабильность дуги и производительность, является сплав оксида лантана или лантана.
Торированный
Заявленный как идеальный для общего применения, оксид тория (также называемый торием) обеспечивает хорошие характеристики дуги. Однако он радиоактивен и может представлять некоторую опасность для здоровья.
Цирконий
Повышенная стабильность дуги и увеличенный срок службы электрода — это преимущества использования оксида циркония (или циркония) в ваших электродах. Это поможет вам сократить расходы на замену электродов.
Это поможет вам сократить расходы на замену электродов.
Отшлифовать электрод
После того, как вы определились с материалом электрода, вам нужно решить, скатать ли вольфрам в шарики или заточить его до острия. Заостренный наконечник обеспечивает более стабильную дугу, но следует ли вам притачивать электрод к одному из них, зависит от материала, который вы свариваете, и типа тока, который вы будете использовать.
Вставьте электрод в цангу
Поместите подготовленный электрод в электрододержатель.
Настройка параметров
Установки TIG обычно имеют три основных варианта электропитания — AC, DCEP и DCEN, которые следует выбирать и настраивать в соответствии с вашими требованиями и потребностями.
- AC для алюминия — выберите «AC».
- DCEP означает «постоянный ток, положительный электрод». Эта настройка используется для скругления вольфрамового наконечника или для сварки электродом.
- DCEN означает «постоянный ток, отрицательный электрод» и используется для сварки стали.

Включите газ
Обычно для защиты вольфрамового электрода от износа используется чистый аргон или смесь аргона и гелия или двуокиси углерода. Вольфрам достигает невероятно высоких температур, и если его нечем защитить, он очень быстро заржавеет или подвергнется коррозии. Для этой цели используются инертные газы, поскольку они ни с чем не реагируют даже при таких высоких температурах. Газы, которые вы используете, также различаются в зависимости от металла, с которым вы работаете.
- Для алюминия можно использовать чистый аргон.
- Для стали следует использовать смесь аргона и углекислого газа.
Подготовка сварочного стола и сварочного стола
Вы можете купить специальный сварочный стол для работы или положить большой плоский металлический лист и начать работу. Это необходимо для того, чтобы электричество проходило через ваш металл. Если вы хотите, чтобы швы получились очень прочными и красивыми, протрите стол и электроды ацетоном.
Наденьте защитную одежду
Когда все будет готово, наденьте защитную одежду. Наденьте защитный костюм, сварочные перчатки и затемняющий шлем, чтобы защитить себя от яркого света, искр и горячего металла.
Сварка
После того, как ваша рабочая станция будет подготовлена, держите электрод на расстоянии одного дюйма от металла и нажмите на педаль, регулируя ток по мере продвижения.
TIG и MIG: сравнение
Если вы не можете отличить вольфрамовый и металлический инертные газы, вы не единственный. Многие люди путаются между ними, и похожие по звучанию имена тоже мало помогают. Сварка вольфрамовым электродом в среде инертного газа и сварка металлическим инертным газом — это два разных метода сварки, в которых используются разные рабочие механизмы и которые используются для разных ситуаций и металлов. Здесь мы даем общее сравнение между двумя видами сварки на разных фронтах, чтобы прояснить путаницу между сваркой TIG и сваркой MIG.
Косметическое качество
В то время как оба процесса дают высококачественные результаты, сварка TIG имеет гораздо более высокое качество. Они аккуратнее и эстетичнее, чем сварка MIG.
Они аккуратнее и эстетичнее, чем сварка MIG.
Механизм
Для сварки вольфрамовым электродом в среде инертного газа требуется неплавящийся вольфрамовый электрод с аргоном или смесью аргона и гелия для создания дуги, в то время как для сварки в среде инертного газа сплошная проволока подается в сварочную ванну для соединения кусочки вместе.
Цена
Сварка MIG относительно дешевле, чем сварка TIG, поскольку сварка TIG требует больше навыков и точности, чем сварка MIG.
Требуемые навыки
Для выполнения сварки MIG не требуется большого опыта сварки. Сварка MIG проще и может быть выполнена сварщиком начинающего уровня, в то время как сварка TIG обычно выполняется опытными сварщиками.
Требуемое время
Сварка ВИГ занимает больше времени по сравнению со сваркой МИГ.
Сварка ВИГ: преимущества и недостатки
В то время как все сварщики скажут вам, что сварка ВИГ является лучшей из всех возможных благодаря их высококачественным результатам и возможности адаптации ко всем видам металлов, у сварки ВИГ также есть определенные недостатки. То, что работает лучше всего в одной ситуации, может не работать в другой. Лучше всего знать недостатки и преимущества сварки TIG, чтобы вы могли принять обоснованное решение в следующий раз, когда вам нужно будет выбрать, какой тип сварки использовать в вашем проекте. Ниже перечислены некоторые из наиболее распространенных преимуществ и проблем, связанных со сваркой TIG.
То, что работает лучше всего в одной ситуации, может не работать в другой. Лучше всего знать недостатки и преимущества сварки TIG, чтобы вы могли принять обоснованное решение в следующий раз, когда вам нужно будет выбрать, какой тип сварки использовать в вашем проекте. Ниже перечислены некоторые из наиболее распространенных преимуществ и проблем, связанных со сваркой TIG.
Преимущества
- Сварка ВИГ дает очень аккуратный результат и используется в ситуациях, когда требуется очень точная сварка. Косметический вид сварного шва лучше при сварке TIG, чем при сварке MIG.
- Сварка ВИГ совместима с различными металлами.
- Сварные швы ВИГ высшего качества; они прочнее, долговечны и дают сварные швы высокой чистоты, в то время как другие виды сварных швов не такого качества.
- Оборудование, необходимое для сварки TIG, довольно доступно по цене, что делает услугу доступной по цене.
Недостатки
- Несмотря на то, что при сварке ВИГ получаются прочные сварные швы, необходимо убедиться, что вы работаете с чистым металлом, так как примеси и загрязнения могут привести к ослаблению сварных швов.

- Процесс сварки TIG имеет низкую скорость наплавки; это можно делать только в определенном темпе и нельзя торопиться.
- В то время как все сварочные работы должны выполняться только при наличии определенного уровня образования и знаний о процессе сварки, сварка TIG особенно не является детской игрой. Из всех других видов сварки TIG требует наибольшего мастерства, ловкости и ловкости. У сварщика часто заняты три из четырех конечностей при выполнении сварки TIG!
- Сварка ВИГ требует умения и ловкости, и только опытный сварщик может эффективно ее выполнить. Вот почему трудозатраты на сварку TIG, как правило, выше, несмотря на то, что оборудование не является дорогим.
- Поскольку сварка методом ВИГ является прочной и долговечной, детали, сваренные методом ВИГ, очень трудно разобрать. Это возможно, и профессиональный сварщик справится, но зачастую детали остаются поврежденными и непригодными для дальнейшего использования.
Теперь, когда вы знаете все на свете о сварке TIG, вы должны лучше понять, является ли это правильным выбором для вас. Независимо от того, пытаетесь ли вы научиться сварке TIG, решаете, лучше ли сварка TIG подходит для вашего проекта, или хотите сделать на этом карьеру, эта информация охватывает почти все, что вам следует знать о сварке TIG. Удачной сварки!
Независимо от того, пытаетесь ли вы научиться сварке TIG, решаете, лучше ли сварка TIG подходит для вашего проекта, или хотите сделать на этом карьеру, эта информация охватывает почти все, что вам следует знать о сварке TIG. Удачной сварки!
Часто задаваемые вопросы
Можно ли сваривать без газа?
Без защитного газа вы сожжете вольфрам, так как он может нагреваться до очень высоких температур и ржаветь или подвергаться коррозии. Это также приведет к загрязнению сварного шва и не приведет к проникновению в заготовку.
Можно ли использовать любой газ для сварки TIG?
Нет, можно использовать только инертные газы. Аргон является основным защитным газом, используемым для сварки TIG, а также для сварки MIG и алюминия. CO2 дает более холодную, грубую дугу и немного более твердый сварной шов. Другим обычно используемым газом является гелий. Обычно предпочтительна смесь гелия и аргона.
Какая оптимальная температура для сварки TIG?
При сварке TIG свойства вольфрама позволяют поддерживать температуру дуги почти на уровне 11 000 градусов по Фаренгейту. Высокая температура плавления и отличная электропроводность не дают вольфрамовому электроду сгореть!
Высокая температура плавления и отличная электропроводность не дают вольфрамовому электроду сгореть!
Что предпочтительнее, ТИГ или МИГ?
Сварка ВИГ очень аккуратная и точная, поэтому, если заготовка должна быть эстетически привлекательной, сварка ВИГ будет предпочтительнее. Сварка TIG также лучше, если вы планируете работать с более тонкими материалами. Для более толстых металлов сварка MIG является лучшим вариантом, поскольку она выполняется значительно быстрее, чем сварка TIG.
Когда была изобретена и усовершенствована технология сварки TIG?
Рассел Мередит, работавший в компании Northrop Aircraft, впервые изобрел и усовершенствовал этот процесс в 1941 году. Он назвал этот процесс «Heliarc», так как в нем использовался гелий в качестве защитного газа и дуга с вольфрамовым электродом.
Как выбрать сварочный аппарат TIG — Baker’s Gas & Welding Supplies, Inc.
Ассортимент сварочных аппаратов TIG варьируется от портативных аппаратов стоимостью 1700 долл. США, которые могут сваривать тонкие металлы, до мощных промышленных машин, способных справиться практически с любыми задачами. Единственная загвоздка в том, что одна из этих единиц будет стоить более 5000 долларов. Если вы ищете дешевый и простой способ соединения металла, обратите внимание на сварочный аппарат. Если вы хотите сваривать TIG, а иногда и приклеивать, есть сварочные аппараты TIG с возможностью сварки прихватками.
США, которые могут сваривать тонкие металлы, до мощных промышленных машин, способных справиться практически с любыми задачами. Единственная загвоздка в том, что одна из этих единиц будет стоить более 5000 долларов. Если вы ищете дешевый и простой способ соединения металла, обратите внимание на сварочный аппарат. Если вы хотите сваривать TIG, а иногда и приклеивать, есть сварочные аппараты TIG с возможностью сварки прихватками.
Сварка ВИГ является довольно специализированным процессом по сравнению с возможностями сварки МИГ методом «наведи и снимай», но хороший аппарат ВИГ позволяет получать красивые сварные швы. Машины средней ценовой категории, выпускаемые ведущими брендами, такими как Lincoln Electric и Miller Electric, регулярно хвалят за простой и доступный пользовательский интерфейс, с которым любой может разобраться в кратчайшие сроки. Конечно, машины с большим количеством функций также будут иметь множество кнопок, которые представляют варианты, которые вы захотите выяснить, прежде чем попробовать их в проекте для вашего лучшего клиента!
Особенности сварочного аппарата TIG, которые необходимо учитывать
Импульсная сварка
Сварка TIG заключается в контроле количества тепла, подаваемого на металл.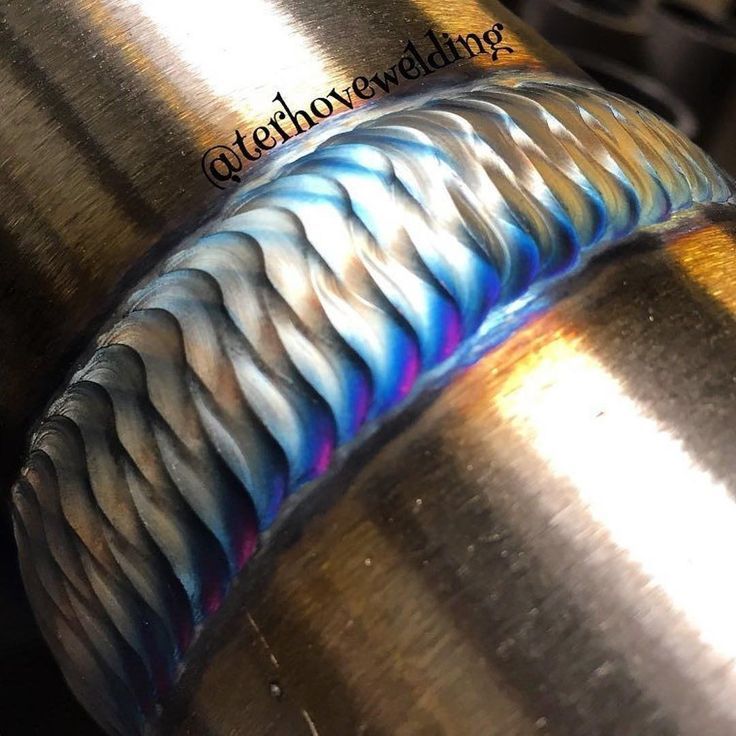
Чем выше частота импульсов, тем прочнее будет сварной шов благодаря вашему контролю над сварочной ванной. Более высокая степень пульсации фокусирует и сужает дугу, ограничивая количество тепла, подаваемого на сварной шов. Сварщики смогут быстрее перемещаться по металлу и будут удалять меньше лишнего материала, что приведет к более чистому сварному шву. Когда внешний вид важен для сварного шва или вы свариваете много тонкого металла, лучшая импульсная технология сэкономит время и материал, а также поможет вам создать отличные сварные швы.
Портативность
Небольшие аппараты для сварки TIG весят около 40-50 фунтов, и их относительно легко перемещать. Тем не менее, более крупные устройства весят 100 фунтов и выше. Единственный способ перемещать эти юниты — использовать тележку в вашем магазине. Меньшие сварочные аппараты TIG по-прежнему предлагают большую гибкость и достаточную мощность для выполнения небольших работ, не требующих более длительного рабочего цикла. Портативность часто является одним из самых важных факторов, о которых должны думать сварщики после рассмотрения рабочего цикла и выходной мощности.
Тем не менее, более крупные устройства весят 100 фунтов и выше. Единственный способ перемещать эти юниты — использовать тележку в вашем магазине. Меньшие сварочные аппараты TIG по-прежнему предлагают большую гибкость и достаточную мощность для выполнения небольших работ, не требующих более длительного рабочего цикла. Портативность часто является одним из самых важных факторов, о которых должны думать сварщики после рассмотрения рабочего цикла и выходной мощности.
Педаль
Надежная педаль крайне важна для сварки TIG. Проекты TIG иногда выполняются в неудобных положениях, а сам процесс TIG требует двух рук — одной для горелки, а другой для присадочной проволоки. Педали позволяют сварщикам управлять количеством используемого тепла, чтобы сварочная ванна не становилась слишком большой.
Лучшая педаль не наклоняется под слишком большим углом, что может вызвать усталость ног. Кроме того, ножная педаль должна быть чрезвычайно отзывчивой, когда вы регулируете подачу тепла ногой. Некоторые сварщики упомянули в обзорах сварочного аппарата TIG Miller 165 (перечислены ниже), что ножная педаль иногда заедает, но представители Miller прокомментировали обзор, что педаль была известной проблемой, которую можно было легко исправить. Тем не менее, сварщик дал Миллеру восторженный отзыв и просто заменил педаль. Некоторые сварщики предпочитают выбрать лучший аппарат, а затем добавить к нему топовую педаль.
Некоторые сварщики упомянули в обзорах сварочного аппарата TIG Miller 165 (перечислены ниже), что ножная педаль иногда заедает, но представители Miller прокомментировали обзор, что педаль была известной проблемой, которую можно было легко исправить. Тем не менее, сварщик дал Миллеру восторженный отзыв и просто заменил педаль. Некоторые сварщики предпочитают выбрать лучший аппарат, а затем добавить к нему топовую педаль.
Настройки высокой частоты
Сварочный аппарат TIG, работающий на более высоких настройках частоты, упрощает управление дугой, что крайне важно для сварки TIG.
Простые элементы управления
Если вы передвигаетесь по цеху во время сварки и опасаетесь, что случайно не наткнетесь на элементы управления сварочным аппаратом в процессе выполнения проекта и не испортите проект, проверьте органы управления вашего сварщика, чтобы убедиться, что они надежно защелкнулись. Это вопрос личных предпочтений. Тем не менее, иногда небольшие особенности сварочного аппарата могут облегчить выбор между известными брендами, которые в остальном похожи.
Плазменный резак и опции для сварки электродом
Если вам нужны дополнительные функции и большая универсальность в вашем магазине, подумайте о приобретении сварочного аппарата TIG с возможностью как сварки электродом, так и плазменной резки. Вы сэкономите время на проектах по резке металла, а спектр ваших потенциальных проектов будет значительно расширен, поскольку возможности сварки TIG и стержня гарантируют, что вы сможете делать практически все, что встретится вам на пути.
Горелка с воздушным охлаждением и горелка с водяным охлаждением
Обычно можно обойтись горелкой с воздушным охлаждением, но бывают случаи, когда вам может понадобиться горелка с водяным охлаждением. При более высокой выходной мощности горелка нагревается, но большинство сварщиков с этим справляются. Горелка с водяным охлаждением имеет меньшую головку и может выполнять более точную работу в труднодоступных местах. Многие сварщики, использующие горелки с водяным охлаждением, упоминают в обзорах, что им нравится избавляться от сильного нагрева при определенных работах, когда горелка с воздушным охлаждением не справляется.