
TIG сварки | Telwin
A. ВВЕДЕНИЕ
Дуговая сварка инертным газом с неплавящимся вольфрамовым электродом (Tungsten Inert Gas) – это процесс, в котором тепло, необходимое для выполнения сварки, подается электрической дугой, поддерживаемой между не плавящимся электродом и обрабатываемой деталью; электрод, используемый для проведения тока – это вольфрамовый электрод или электрод из вольфрамового сплава. Зона сварки, расплавленный металл и не плавящийся электрод защищены от воздействия атмосферы при помощи инертного газа, подаваемого через горелку, в которой находится электрод. Сварка с применением процесса TIG может вестись с припоем из другого материала (стержень материала припоя) или посредством расплавления материала основы под действием электрической дуги.
B. СВАРОЧНЫЙ КОНТУР
Сварочный контур состоит из следующих основных частей
1. генератор тока
2. горелка, в которой находится вольфрамовый электрод, с пучком кабелей
3. стержень материала припоя
стержень материала припоя
4. газовый баллон с контуром под давлением
5. зажим с кабелем массы
6. узел водяного охлаждения
1. Генератор тока
Генератор – это устройство, чьей задачей является поддержание горящей электрическую дугу, формирующуюся между материалом основы и вольфрамовым электродом, подавая достаточное количество тока для поддержания горящей дуги.
Внутри генератора обычно имеется регулировочное устройство тока сварки механического типа (магнитный шунт) или электронного типа (системы с тиристорами или системы с инвертером).
Можно выделить две категории генераторов:
a) генератор переменного тока AC (alternating current)
Выходной ток/напряжение генератора приобретает типичную форму квадратной волны, меняющей свою полярность через равные интервалы, с частотой 20 или 200 циклов в секунду (Герц) или более, в зависимости от типа используемого генератора. Это достигается при помощи одного или нескольких устройств, которые преобразуют синусоидальный ток/напряжение сети в подходящий для сварки переменный ток/напряжение.
Это достигается при помощи одного или нескольких устройств, которые преобразуют синусоидальный ток/напряжение сети в подходящий для сварки переменный ток/напряжение.
b) генератор постоянного тока DC (direct current)
Выходной ток генератора приобретает форму постоянной волны, получаемую при помощи устройств, которые позволяют преобразование переменного тока/напряжения в постоянный ток.
В том случае, если сварочный контур состоит из генератора постоянного тока (DC), можно ввести дополнительную классификацию, в зависимости от способа соединения полюсов источника сварки со свариваемым материалом или от формы волны тока сварки:
i) постоянный ток с соединением с прямой полярностью
При прямой полярности горелка, с соответствующим кабелем, соединяется с отрицательным полюсом, и свариваемый материал соединяется с положительным полюсом источника; в этом случае электроны переходят от электрода к детали и приводят к плавлению.
Это наиболее часто используемый тип тока с системой TIG. Он гарантирует хорошую сварку почти на всех металлах и обычно свариваемых сплавах, за исключением алюминия. Постоянный ток с прямой полярностью производит узкое и глубокое поле расплава, а также дает более глубокое проникновение по сравнению с получаемым при обратной полярности.
Он гарантирует хорошую сварку почти на всех металлах и обычно свариваемых сплавах, за исключением алюминия. Постоянный ток с прямой полярностью производит узкое и глубокое поле расплава, а также дает более глубокое проникновение по сравнению с получаемым при обратной полярности.
ii) постоянный ток с соединением с обратной полярностью
При обратной полярности горелка, с соответствующим кабелем, соединяется с положительным полюсом, и свариваемый материал соединяется с отрицательным полюсом источника.
Этот тип питания мало используется, поскольку производит плоский расплав с неглубоким проникновением. Обратная полярность приводит к избыточному нагреву электрода; для того, чтобы не вызвать его сгорание, необходимо применять ограниченную силу тока.
С этим связано его незначительное применение. Существует дополнительная группа генераторов, которые определяются как генераторы постоянного тока, независимо от полярности соединений, и точнее генераторы модулированного или импульсного постоянного тока.
Генератор модулированного тока – это генератор постоянного тока, оснащенный особыми устройствами, которые позволяют изменять амплитуду тока сварки. Модулированный или импульсный ток достигается, накладывая на основной постоянный ток другой компонент, обычно квадратные волны, приводя к периодической пульсации дуги. При помощи данной системы достигается сварочный шов, сформированный постоянным наложением друг на друга точек сварки, которые, одна за другой, формируют единый сварочный шов. Обычно этот ток применяется на небольших толщинах, где необходимо контролировать подачу температуры, чтобы избежать прожигания свариваемой детали, не нарушая при этом глубину проникновения сварки.
2. Горелка, в которой устанавливается вольфрамовый электрод с пучком кабелей
Горелка, в которой находится электрод, — это устройство, которое включает вольфрамовый электрод, и соединяется с кабелями, идущими к генератору, которое подает электропитание и направляет защитный газ.
В зависимости от типа использования, существуют горелки с естественным охлаждением, посредством защитного газа, если требуется низкая сила тока, и горелки с водным охлаждением, когда применяется сильный ток (200 — 500 A) и сварка ведется часто.
3. Стержень материала припоя
Толщина материала, тип соединения и необходимые характеристики сварки влияют на решение применять или не применять материал припоя, добавляемый к расплаву. Добавление материала припоя к расплаву при ручной сварке выполняется, погружая стержень материала припоя в зону дуги, рядом с расплавом.
Металл припоя обычно сходен с металлом основы и к нему часто добавляется ограниченное количество раскислителей или других элементов, улучшающих свойства зоны расплава.
4. Газовый баллон с контуром под давлением
Газовый баллон с контуром под давлением состоит из следующих частей:
— баллон с защитным газом
— манометр, прибор, используемый для указания на количество газа внутри баллона
— редуктор давления
— электроклапан, который имеется в том случае, если горелка оборудована кнопкой пуска, управляемой той же кнопкой, которая открывает и закрывает приток газа, в зависимости от потребностей оператора.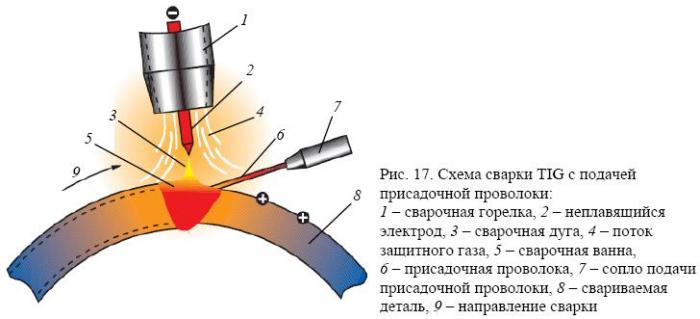
5. Зажим с кабелем массы
Зажим с кабелем массы позволяет осуществлять электрическое соединение между генератором тока и свариваемым материалом основы. Кабель должен иметь сечение и длину, соответствующие максимальной силе тока источника сварки.
6. Узел водного охлаждения
Узел водного охлаждения используется для охлаждения горелки, если она охлаждается водой, когда высокие значения сварочного тока приводят к избыточному перегреву. При помощи насоса, узел обеспечивает постоянную циркуляцию воды в горелке и посредством системы охлаждения управляет защитой от перегрева.
C. Защитные газы
Основной функцией защитного газа является замена воздуха рядом с расплавом, электродом и кончиком стержня с металлом припоя, чтобы избежать риска загрязнения вредными веществами, присутствующими в атмосфере.
Физические и химические характеристики газа могут по-разному влиять на сварку, в зависимости от разных типов металла. Защитные газы, используемые для сварки TIG, следующие: аргон, гелий, смеси аргона и гелия и смеси аргона и водорода.
Защитные газы, используемые для сварки TIG, следующие: аргон, гелий, смеси аргона и гелия и смеси аргона и водорода.
Важно, чтобы эти газы были как можно более чистыми, так как даже незначительное количество примесей может влиять на хорошее качество сварки, делая его неприемлемым.
Во время сварки, используя в качестве защитного газа аргон, дуга остается довольно устойчивой, но расплав менее горячий; поэтому данный газ лучше подходит для сварки небольших толщин.
Следует отметить, что аргон широко применяется из-за своей гораздо более низкой стоимости, по сравнению с гелием; это фактор является особенно значимым при выборе защитного газа.
Дуга с гелием вырабатывает более сильное тепло, по сравнению с аргоном; его использованием рекомендуется для сварки материалов с высокой теплопроводностью, позволяя увеличить скорость сварки.
Поскольку гелий легче воздуха, для создания правильной защиты расплава необходимо его применение в большем количестве, по сравнению с количеством используемого аргона.
Смеси аргона и гелия используются для получения защитного газа с промежуточными характеристиками.
D. Неплавящиеся электроды
В продаже имеются различные типы неплавящихся электродов:
- электроды из чистого вольфрама.
Они используются при более низкой силе тока и при переменном токе, так как дуга является более устойчивой. С точки зрения стоимости, это наименее дорогие электроды. - электроды из торированного (покрытого торием) вольфрама.
Выдерживают высокую силу тока. Дуга легко разжигается и, после розжига, является довольно устойчивой. Применение данных электродов рекомендуется для сварки стали при постоянном токе с прямой полярностью. - электроды из вольфрама с цирконием.
Применение данных электродов рекомендуется для ручной сварки алюминия, магния и его сплавов при средне-низкой силе тока. - электроды с церием.
Они отличаются высоким выделением электронов, позволяя хорошее проникновение и удовлетворительную прочность при износе.
E. Системы розжига дуги
Розжиг электрической дуги происходит благодаря быстрому контакту между вольфрамовым электродом и деталью, или при помощи специального устройства для бесконтактного розжига.
Для того чтобы не загрязнять электрод или чтобы избежать ударов дуги по материалу основы, часто дуга разжигается на чистой пластине (из меди или той же природы, что и материал основы), расположенной рядом со скосом-
Типы розжига дуги, используемые наиболее часто, следующие:
- зажигание HF (высокочастотное). Пилотная искра дается высокочастотным генератором, которая налагает на напряжение сварки импульс высокого напряжения; мощность этого устройства минимальная, но позволяющая на расстоянии произвести розжиг электрической дуги.
Зажигание HF требует использование особой горелки сварки, на которой имеется также кнопка, позволяющая управлять розжигом. - зажигание с пилотной дугой. В этом случае дуга загорается между вольфрамовым электродом и вспомогательным электродом, которым может быть кольцо, помещенное на форсунку самой горелки.

Зажигание пилотной дуги происходит посредством искры высокой частоты, воздействующей на контур самой пилотной дуги; после того, как пилотная дуга загорелась, пилотная искра отключается, так как основная дуга загорается самостоятельно посредством простого разряда вольфрамового электрода, который воспламеняется в атмосфере из ионизированного газа. Это возбуждение дуги чаще всего используется в автоматических установках. - зажигание LIFT. Достигается при помощи устройства, работающего с током низкой величины, чтобы не повредить наконечник вольфрамового электрода, когда он находится в контакте со свариваемым материалом.
В тот момент, когда электрод отдаляется от детали, образуется искра, приводящая к розжигу дуги; генератор увеличивает ток сварки до начальной заданной величины. Запуск LIFT, из-за отсутствия высокой частоты, обладает свойством не создавать электромагнитные помехи; контакт наконечника электрода со свариваемым материалом в любом случае создает загрязнение расплава.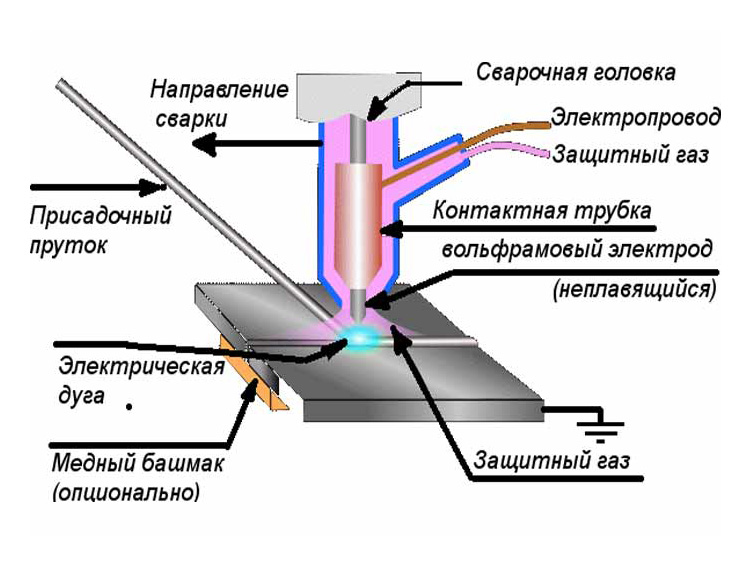
- возбуждение дуги трением (scratch). Этот розжиг получается при помощи трения вольфрамового электрода по свариваемой детали, с последующим возбуждением дуги. Как следствие контакта между электродом и свариваемой деталью, в начале шва имеются вольфрамовые включения, снижающие качество сварки.
F. Сварка TIG различных материалов
Применение данного процесса в основном используется при сварке нержавеющей стали, алюминия и его сплавов, никеля, меди, титана и их сплавов. Нержавеющие стали свариваются при постоянном токе (DC) с прямой полярностью.
Можно варить без материала припоя детали с толщиной до 2,5 мм; свыше указанной толщины с краев следует снимать фаску и нужно использовать стержень материала припоя, который должен соответствовать качеству свариваемой нержавеющей стали. Перед началом сварки рекомендуется тщательно очистить материал щеткой из нержавеющей стали.
Алюминий и его сплавы свариваются при переменном токе (AC) и требуют, для хорошего результата шва, использование высокочастотного генератора с соответствующими характеристиками. Если имеется сильное окисление, его следует удалить при помощи щетки или травления (химический процесс для удаления имеющихся на материале оксидов).
Если имеется сильное окисление, его следует удалить при помощи щетки или травления (химический процесс для удаления имеющихся на материале оксидов).
В таком случае также можно вести сварку без материала припоя на толщинах до 2,5 мм; свыше указанной толщины с краев следует снимать фаску и нужно использовать стержень материала припоя.
Сварка в аргоновой атмосфере, с вольфрамовым электродом, применяется с мягкими и легированными сталями, никелем и его сплавами, медью и ее сплавами, титаном и его сплавами, а также сварку благородных металлов. Для данных металлов и сплавов используется постоянный ток (DC) с прямой полярностью.
для чего нужна, какой металл можно варить
Содержание статьи:
Что такое TIG сварка: для чего нужна, какой металл можно варитьTIG Сварка — это сварка при помощи неплавящегося вольфрамового электрода, которым происходит формирование сварочного шва. Также TIG сварка имеет и другие названия, например, GTAW — газовольфрамовая сварка или сварка в среде инертного газа.
Многие путают думая, что TIG Сварка — это MIG сварка полуавтоматом, однако данное утверждение ошибочно. Помимо различных расходных материалов, отличаются эти два вида сварки и принципом использования сварочной дуги.
В MIG сварке полуавтоматом для инициализации сварочной дуги применяется проволока, а в TIG сварке — неплавящийся вольфрамовый электрод.
Что такое TIG сварка. Что можно варить TIG сваркой
TIG сваркой можно варить намного больше металлов, чем любой другой сваркой. В особенности это касается цветных металлов, таких как медь, алюминий, бронза, латунь и даже золото. Сваривают вольфрамовой сваркой и нержавеющую сталь.
Сварка TIG позволяет варить металлы в труднодоступных местах. Для работы с ней необходим сварочный аппарат аргонодуговой сварки, а также ГБО: баллон с газом (Гелий или Аргон), редуктор. Кроме того, нужен будет и присадочный пруток.
Что понадобится для аргонодуговой TIG сварки
Большое количество сварочных аппаратов TIG варят на постоянном DC токе. Этого вполне достаточно для того, чтобы работать с большинством цветных металлов. Однако если необходимо варить такой металл как алюминий, то потребуется выбрать TIG аппарат переменного тока.
Этого вполне достаточно для того, чтобы работать с большинством цветных металлов. Однако если необходимо варить такой металл как алюминий, то потребуется выбрать TIG аппарат переменного тока.
Сварочным аппаратом для TIG сварки, который выдаёт постоянный ток, нельзя варить алюминий. Алюминий сваривается только аппаратом переменного тока (AC).
TIG сварка позволяет сваривать не только цветные металлы, медь и алюминий, но и сталь, в том числе нержавеющую. Это один из тех видов сварки, в отличие от MMA сварки https://mmasvarka.ru/, который позволяет получить идеальный сварочный шов. К тому же, сварка TIG подходит для работы в труднодоступных местах.
Используя вольфрамовый электрод, сварщик может искусно создавать тонкие, невысокие и очень ровные сварочные швы, которые малозаметны. При наличии определённого опыта, сварщику удастся создавать косметические швы и сваривать тончайшие металлы.
Какой применяется газ для TIG сварки
Для TIG сварки используется два вида газа, это Гелий и Аргон. Однако в большинстве случаев применяется именно Аргон, а не Гелий, который обладает высокой стоимостью. Защитный газ при TIG сварке нужен для того, чтобы закрыть сварочную ванну от попадания кислорода, который способен навредить будущему соединения.
Однако в большинстве случаев применяется именно Аргон, а не Гелий, который обладает высокой стоимостью. Защитный газ при TIG сварке нужен для того, чтобы закрыть сварочную ванну от попадания кислорода, который способен навредить будущему соединения.
Аргон — это безвредный инертный газ. Он не вредит сварщику при вдыхании, и, что не менее важно, Аргон не взрывоопасен.
Кроме всех вышеперечисленных материалов, также для TIG сварки потребуется присадочный пруток. В тот момент, когда сварщик начинает формировать сварочный шов, ему потребуется присадочный пруток. Именно за счёт присадочного прутка и будет происходить формирование сварочного шва.
Какой вольфрамовый электрод нужен для TIG сварки
Ну и не менее значимый инструмент сварщика при TIG сварке, это вольфрамовый электрод. Стоит заметить, что вольфрамовый электрод бывает разным, и он выбирается в зависимости от того, какой металл вы собираетесь сваривать.
Существует также универсальный вольфрамовый электрод WC 20. Перед началом выполнения сварочных работ сварщик обязан правильно заточить его кончик.
Так, например, если будет свариваться алюминий, то кончик вольфрамового электрода нужно затачивать по форме шарика, а если сталь, то по форме острого наконечника.
Поделиться в соцсетях
СваркаMIG и TIG: в чем разница?
Фото: istockphoto.com
Сварка MIG и TIG — это дискуссия, которая продолжается уже несколько десятилетий. Оба типа дуговой сварки широко используются как любителями, так и профессионалами. Оба предлагают универсальность и относительно доступное оборудование. Итак, что лучше?
Несмотря на то, что они звучат одинаково, а сварочные аппараты выглядят одинаково на первый взгляд, они далеко не одинаковы. По правде говоря, вопрос о том, какой тип сварки лучше всего, зависит от того, какой из них наиболее подходит для выполняемой работы.
Понимание различий между сваркой MIG и TIG является ключом к успеху любого проекта, и именно этому могут научиться начинающие сварщики из этой статьи.
Фото: istockphoto.com
MIG расшифровывается как «металлический инертный газ» и также известен как дуговая сварка металлическим газом (GMAW). Сварочные аппараты MIG генерируют мощный электрический ток, который проходит через ручную горелку. Горелка подает сварочный газ и автоматически подает сварочную проволоку MIG. Эта проволока создает электрическую дугу, которая расплавляет соединяемый металл и обеспечивает наполнитель для укрепления соединения. Заземляющий зажим крепится к заготовке для защиты сварщика от ударов.
Сварочный газ Газы для сварки MIG инертны, поэтому они не влияют на химическую реакцию в сварном шве. Наиболее распространена смесь аргона и углекислого газа. Сварочный газ MIG (также называемый защитным газом) предназначен для защиты расплавленного металла (сварочной ванны) от примесей, присутствующих в воздухе. Водород, азот и кислород в воздухе вокруг нас могут вызвать чрезмерное разбрызгивание (расплавленный металл, выбрасываемый из сварного шва) и пористость (пузырьки воздуха внутри сварного шва), последнее из которых создает недостатки в готовой работе.
Не всем сварочным аппаратам MIG требуется отдельная подача газа. При безгазовой сварке MIG (или сварке с флюсовой сердцевиной) сварочная проволока покрывается химическими веществами, которые образуют собственный экран по мере плавления проволоки.
Advertisement
Скорость сваркиСкорость является важным фактором, когда речь идет о сварке TIG или MIG, и последняя намного быстрее. Сварочный аппарат MIG автоматически подает сварочную проволоку через горелку со скоростью, заданной пользователем. Новички могут замедлить проволоку в соответствии со своим уровнем навыков, а профессионалы могут ускорить ее, чтобы максимизировать производительность.
Одним из недостатков сварки MIG является то, что она не обеспечивает такого аккуратного сварного шва, поэтому может потребоваться дополнительное время для очистки деталей перед покраской или гальванопокрытием.
Прочность сварного шва Любой правильно выполненный сварной шов чрезвычайно прочен. Как гласит старая поговорка, сварной шов на самом деле прочнее исходного металла. Это верно для любого хорошего сварного шва MIG, но требуется осторожность. Несмотря на то, что при сварке MIG образуется относительно большая и простая в управлении ванна расплавленного металла, слишком быстрая сварка может привести к неравномерному проплавлению, что приведет к ослаблению.
Как гласит старая поговорка, сварной шов на самом деле прочнее исходного металла. Это верно для любого хорошего сварного шва MIG, но требуется осторожность. Несмотря на то, что при сварке MIG образуется относительно большая и простая в управлении ванна расплавленного металла, слишком быстрая сварка может привести к неравномерному проплавлению, что приведет к ослаблению.
Защита, обеспечиваемая защитным газом, является жизненно важным элементом. Любой ветер может разрушить этот пузырь и пропустить примеси, поэтому стандартная сварка MIG не может выполняться на открытом воздухе. Одним из решений для этого является безгазовая сварка MIG, хотя ее нельзя использовать для сварки MIG алюминия.
Наша рекомендация : Forney Easy Weld 140 FC-i Flux-Core Wire Welder на Amazon за 250,24 долларов США.
Этот популярный высококачественный сварочный аппарат MIG легок, прост в использовании и обеспечивает производительность, необходимую для широкого круга домашних и профессиональных сварочных задач.
Фото: istockphoto.com
TIG означает «вольфрам в инертном газе» и также известен как дуговая сварка вольфрамовым электродом (GTAW). При сварке TIG электрод, передающий электрический заряд, изготовлен из вольфрама и (в отличие от проволоки MIG) является неплавящимся. В результате необходимо использовать дополнительный присадочный стержень, который сварщик держит в другой руке. Их координация требует большей концентрации, чем при работе с MIG.
Реклама
Сварочный газКак и при сварке MIG, при сварке TIG требуется газ для защиты сварного шва от загрязнений. Это также помогает предотвратить перегрев неподвижного электрода TIG. Сварочный газ TIG обычно состоит из аргона или смеси аргона и гелия (еще один инертный газ). Аргон и водород используются при сварке TIG нержавеющей стали.
Аргоновые и аргоно-гелиевые защитные экраны тяжелее, чем смесь аргона и углекислого газа, обычно используемая при сварке MIG, поэтому сварку TIG можно выполнять на открытом воздухе в спокойных условиях.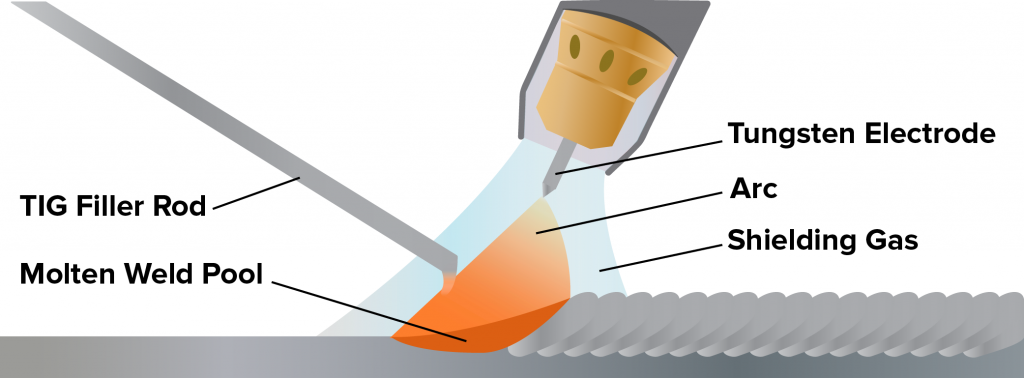 Тем не менее, это все еще может быть проблемой. Одним из широко доступных решений является комбинированный аппарат, предназначенный для использования на открытом воздухе, который включает в себя сварку электродом, еще один вариант среди различных типов сварки.
Тем не менее, это все еще может быть проблемой. Одним из широко доступных решений является комбинированный аппарат, предназначенный для использования на открытом воздухе, который включает в себя сварку электродом, еще один вариант среди различных типов сварки.
Сварка ВИГ — более медленный процесс, чем сварка МИГ. Отчасти это связано с необходимостью сварщиков согласовывать действия обеих рук. Существует также физическое ограничение ручной подачи присадочных стержней в сварочную ванну по одному. По этим причинам сварка TIG невозможна так же быстро, как с автоматической проволокой MIG.
Преимуществом сварки TIG является больший контроль. Сварочная ванна сравнительно мала, что делает TIG лучшим выбором, когда важен внешний вид сварного шва. Этот процесс также позволяет сваривать более тонкие материалы, чем при сварке MIG.
Прочность сварного шва Поскольку при сварке TIG получаются более мелкие и аккуратные сварные швы, чем при сварке MIG, она идеально подходит для сварки более тонких материалов. Кроме того, интенсивность сварных швов проникает в материал глубже, поэтому прочность сварного шва TIG выше.
Кроме того, интенсивность сварных швов проникает в материал глубже, поэтому прочность сварного шва TIG выше.
Это особенно важно при сварке ВИГ легкого алюминия, а также при работе с меньшими размерами. MIG может быть просто слишком мощным и может прожечь материал насквозь, в то время как TIG обеспечивает необходимую точность.
Наша рекомендация: AHP AlphaTIG 203XI на Amazon за 750 долларов.
Эта универсальная машина может производить прецизионные сварные швы стали, нержавеющей стали и алюминия, а также имеет возможность сварки электродом.
Advertisement
Сварка MIG лучше всего подходит для соединения толстых или больших материалов, а сварка TIG лучше подходит для тонких или мелких деталей.Фото: istockphoto.com
И MIG, и TIG могут выполнять различные типы сварки стали, нержавеющей стали и алюминия. Однако в целом скорость и мощность сварки MIG лучше подходят для более крупных проектов. MIG — отличный выбор для сварщиков-любителей, занимающихся ремонтом автомобилей, изготовлением стальной мебели или созданием стальных скульптур для сада.
Хотя сварка MIG нержавеющей стали и алюминия возможна, сварка TIG обычно считается лучшим вариантом для этих материалов. Нержавеющая сталь и алюминий более восприимчивы к колебаниям температуры, и их сложно сваривать. При использовании тонкой заготовки TIG обеспечивает более высокую степень контроля и приводит к получению более мелких и аккуратных сварных швов. После освоения техники сварщики TIG могут добиться чистовой отделки, требующей минимальной или нулевой очистки перед финишной отделкой.
СВЯЗАННЫЕ С: Подход к сварке, удобный для домашних мастеров? Мы протестировали YesWelder MIG-205DS, чтобы понять, стоит ли оно того
Поскольку сварка TIG более технически сложная, новичкам легче освоить MIG. Сварка МИГ неизменно считается лучшим видом сварки для начинающих. Эта техника более проста в освоении и более щадящая. Большинство сварщиков начинают работать с обычной сталью (также известной как мягкая сталь), для которой идеально подходит процесс сварки MIG. Высококачественное сварочное оборудование MIG, подходящее для начинающих, обычно дешевле, чем оборудование для сварки TIG.
Высококачественное сварочное оборудование MIG, подходящее для начинающих, обычно дешевле, чем оборудование для сварки TIG.
Для сварки TIG требуются обе руки, и хотя регулятор мощности может располагаться на основном блоке, многие аппараты используют педаль. Это, конечно, предполагает усиление координации. Наградой за обучение сварке TIG является возможность сваривать более широкий спектр материалов и производить более точную и качественную работу. Однако требуется терпение, и процесс TIG нельзя торопить. Прохождение курса сварки всегда является хорошей идеей для начинающих сварщиков и настоятельно рекомендуется для тех, кто хочет научиться сварке TIG.
Реклама
Сварные швы MIG, как правило, менее прочны и менее эстетичны, чем сварные швы TIG. Относительная прочность и визуальная привлекательность сварных швов часто обсуждаются в дискурсе сварки MIG и TIG. Общее мнение состоит в том, что сварные швы MIG слабее, а сварные швы TIG выглядят лучше, но это может вводить в заблуждение.
Сварка МИГ не слабая; правильно сформированный сварной шов MIG обладает огромной прочностью и долговечностью. Однако важно использовать правильный процесс для каждой конкретной задачи. Сварка ВИГ может быть более надежной при соединении мелких деталей и сварке алюминия, но она редко используется для тяжелых конструкций. Сварка MIG является более подходящей и обеспечивает всю необходимую прочность для таких работ.
Несмотря на то, что сварка TIG, как правило, более эстетична, следует иметь в виду, что изделия, свариваемые TIG, часто имеют небольшой вес, поэтому эти сварные швы, естественно, меньше. Сварные швы MIG часто бывают больше и более выпуклыми, но нет никаких причин, по которым они не могут быть гладкими и аккуратными.
Сварка MIG в целом стоит меньше, чем TIG. Ряд элементов влияет на общую стоимость сварки MIG по сравнению со сваркой TIG, но MIG обычно обходится дешевле как с точки зрения DIY, так и с коммерческой точки зрения.
Несмотря на то, что доступны недорогие сварочные аппараты для сварки TIG, которые обеспечивают доступное введение в процесс, высококачественные аппараты для тех, кто намерен регулярно выполнять сварку TIG, обычно примерно в два раза дороже аналогичного аппарата для сварки MIG. Сварочная проволока для сварки MIG немного дешевле, чем прутки для сварки TIG, хотя обычно это не является существенным фактором.
В коммерческих условиях скорость работы может быть важным фактором. TIG не только медленнее, но и свариваемые детали требуют более тщательной подготовки. В результате стоимость работы возрастает. Также может быть так, что квалифицированный сварщик TIG получает более высокую заработную плату, чем сварщик, работающий только на MIG.
Реклама
СВЯЗАННЫЕ: Лучшие сварочные аппараты, которые вы можете купить прямо сейчас
Когда использовать сварку MIG или TIG Фото: istockphoto.com Аргумент TIG. Хотя эти виды сварки до некоторой степени взаимозаменяемы, каждый из них имеет свои сильные и слабые стороны. Понимание этих плюсов и минусов является ключом к пониманию того, какой процесс сварки даст наилучшие результаты. Хотя иногда бывают исключения, ниже приводится полезный обзор:
Понимание этих плюсов и минусов является ключом к пониманию того, какой процесс сварки даст наилучшие результаты. Хотя иногда бывают исключения, ниже приводится полезный обзор:
- Тяжелые работы : Как стандартная сварка MIG, так и безгазовая сварка (флюсовая проволока) являются лучшим выбором для больших работ. Они могут быстро наносить большое количество наполнителя и сваривать детали значительной толщины за один проход. В то время как сварка TIG позволяет добиться того же за несколько проходов, это редко является практичным решением, а наложение сварного шва с использованием TIG происходит намного медленнее.
- Прецизионные работы : Мягкая сталь, нержавеющая сталь и алюминий могут быть успешно сварены MIG, но контроль может быть затруднен, особенно при тонколистовом металле. Новички нередко прожигают отверстия в заготовке. Сварка TIG обеспечивает более высокую точность как с точки зрения регулировки, предоставляемой сварочным аппаратом, так и с точки зрения лучшего контроля сварщика.

- Долгосрочные и мелкие работы : Каждый электрод для сварки TIG имеет длину около 3 футов, поэтому этот процесс может включать много остановок и запусков. Напротив, сварочная катушка MIG содержит несколько сотен футов проволоки. Учитывая, что проволока MIG автоматически подается через сварочную горелку, сварка MIG почти всегда является лучшим вариантом для продолжительной сварки. Сварка TIG отлично подходит для небольших, детализированных деталей, но может занять очень много времени при выполнении более крупных работ.
- Работа одной-двумя руками : Сварка MIG выполняется одной рукой. Для сварки TIG требуется два. Это может быть не важно в мастерской, хотя работа одной рукой может быть полезна для стабилизации заготовки, способности или комфорта. В неудобных положениях для сварки (более распространенная сварка на строительной площадке) наличие второй руки для баланса может иметь значение между безопасной и небезопасной работой. Вышедшая из-под контроля сварочная горелка может представлять очень опасную опасность.

Здесь следует упомянуть о безопасности при сварке и средствах индивидуальной защиты (СИЗ). Сварочный шлем, сварочная куртка или фартук, а также надлежащие сварочные перчатки жизненно важны для предотвращения ожогов и болезненных травм глаз, известных как «вспышка сварщика» или «дуговой глаз». К счастью, для всех видов сварки можно использовать одни и те же высококачественные средства индивидуальной защиты.
Реклама
Заключительные мыслиХотя оба метода являются отличными способами соединения металлов, споры о сварке MIG и TIG, скорее всего, продолжатся. У них обоих есть свои плюсы и минусы, а это означает, что ни один из них не «лучше», чем другой в целом.
С точки зрения новичка, сварке MIG, несомненно, легче научиться, чем TIG. Он более доступен по цене, может выполнять большинство сварочных работ своими руками и обеспечивает прочные и долговечные сварные швы после небольшой практики.
Квалифицированный профессиональный сварщик всегда сделает более аккуратный шов при сварке TIG, чем при сварке MIG, но такой уровень точности часто не требуется в вашем гараже или во дворе. Большинство людей, которые изучают сварку TIG, в любом случае начинают с MIG и переходят на TIG, когда этого требует работа.
Большинство людей, которые изучают сварку TIG, в любом случае начинают с MIG и переходят на TIG, когда этого требует работа.
СВЯЗАННЫЕ: Лучшие сапоги для сварщиков
Цены, указанные здесь, являются точными на момент публикации 20.12.22.
Реклама
3 Преимущества сварки TIG в производстве
Дуговая сварка вольфрамовым электродом (GTAW), или, чаще, сварка вольфрамовым электродом в среде инертного газа (TIG), представляет собой метод дуговой сварки, названный в честь неплавящегося вольфрамового электрода, используемого в процессе. В некоторых отраслях сварка TIG не лучший вариант, но для нас, как для производителей катушек, она имеет смысл.
Мы используем его почти исключительно из-за того уровня качества, который он нам дает – сварные швы TIG очень прочные и выглядят великолепно при правильном выполнении. В этой части мы сосредоточимся на том, почему мы считаем, что сварка TIG является лучшим методом для того, что мы делаем, а также на некоторых компромиссах, которые мы оценили, прежде чем принять это решение.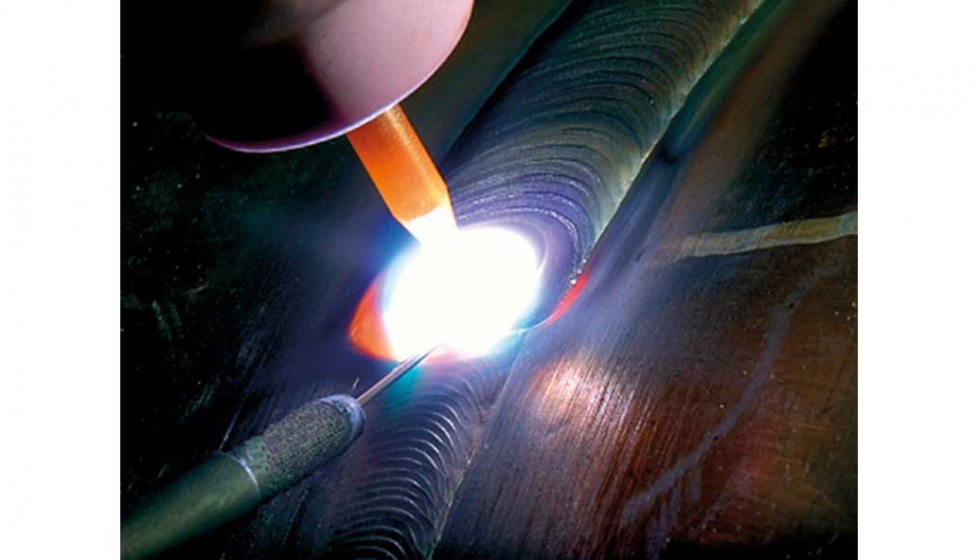
1. Улучшенный контроль
Одной из областей сварки ВИГ, которая помогает улучшить контроль, является вольфрамовый электрод, используемый для создания электрической дуги. Чрезвычайная твердость вольфрама и высокая температура плавления (~3400°C) означают, что вместо использования расходуемого электрода, который вплавляется в сварной шов, как при сварке стержнем или MIG, вольфрамовый электрод нагревает и расплавляет присадочный материал, подаваемый в зону сварки. оператором.
Сила тока, подаваемая на электрод, регулируется ножной педалью, которая отсутствует в других методах сварки, таких как сварка MIG, при которой напряжению дуги присваивается заданное значение, известное как постоянное напряжение. Это одна из основных областей, в которой MIG отличается от сварки TIG, поскольку сила тока в установке для сварки TIG является переменной.
Этот метод нанесения присадочного материала является вторым элементом сварки TIG, который помогает с контролем. Как мы уже говорили, электрод, используемый при сварке TIG, является неплавящимся, что означает, что этап нанесения присадочного металла и этап нагрева разделены, что позволяет оператору лучше контролировать, сколько наносится присадочного стержня. Это отличается от сварки MIG, где пистолет служит как электродом, так и присадочным материалом.
Как мы уже говорили, электрод, используемый при сварке TIG, является неплавящимся, что означает, что этап нанесения присадочного металла и этап нагрева разделены, что позволяет оператору лучше контролировать, сколько наносится присадочного стержня. Это отличается от сварки MIG, где пистолет служит как электродом, так и присадочным материалом.
2. Универсальность
Сварка ВИГ является очень универсальным методом сварки по нескольким причинам. Во-первых, вольфрамовый электрод и защитный газ (аргон), используемые при сварке TIG, можно использовать практически для всех видов сварки, поэтому нет необходимости менять их в зависимости от выполняемой работы.
Сварка ВИГ также универсальна с точки зрения материалов и сплавов, которые она может использовать для соединения. Все, от низкоуглеродистой стали до супераустенитных нержавеющих сплавов, таких как AL-6XN®, можно сваривать с помощью сварочного аппарата TIG. Следует отметить, что стоимость присадочной проволоки будет увеличиваться по мере увеличения стоимости основного металла.
Сварка ВИГ также универсальна в отношении положений, в которых ее можно сваривать. Вертикальные, потолочные, горизонтальные и плоские сварные швы выполняются с помощью процесса TIG, и мы используем все четыре метода каждый день в Super Radiator.
К универсальности сварки TIG добавляется тот факт, что присадочный материал не всегда необходим. Высокие температуры, достигаемые с помощью вольфрамового электрода, означают, что металлы можно сплавлять без добавления какого-либо материала, сохраняя при этом структурные свойства основных металлов.
3. Сварные швы не нуждаются в очистке после сварки
Преимущества очистки сварки TIG по сравнению с другими методами на самом деле шесть из одного, полдюжины другого.
Поскольку сварка ВИГ является очень точной и контролируемой, такие вещи, как брызги и искры, на самом деле не играют роли, а это означает, что сварка ВИГ более или менее готова к работе после завершения сварки. Это значительно снижает или полностью устраняет необходимость в этапах очистки после сварки, присутствующих в других процессах сварки, таких как сварка MIG, показанная ниже.
Недостатки
Недостатки сварки TIG сводятся к соотношению качества и количества. Большинство недостатков, связанных с этим методом, связаны с относительной медлительностью и стоимостью.
1. Недостаток скорости
Бесспорно, TIG является более медленным процессом по сравнению с другими способами сварки.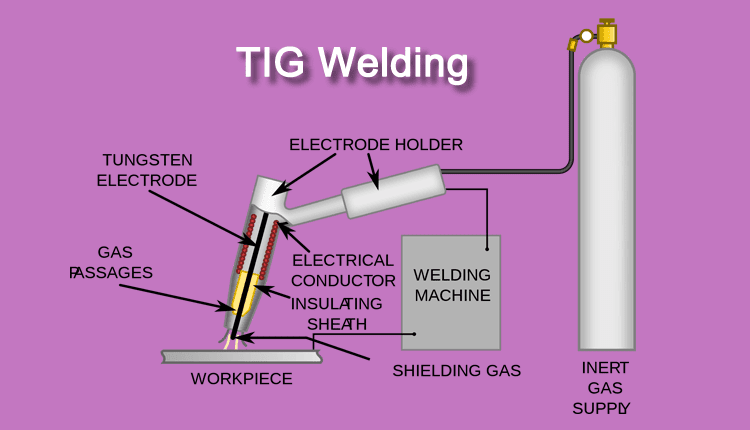 Сварка TIG не является методом, который следует использовать, если ваша цель — как можно быстрее произвести продукт.
Сварка TIG не является методом, который следует использовать, если ваша цель — как можно быстрее произвести продукт.
Использование относительного процесса сварки в производственной среде может показаться нелогичным, но, поскольку мы изготавливаем изделие по индивидуальному заказу, мы считаем, что уровень качества, который сварка TIG позволяет нам достичь смещения, касается скорости — это не быстрый процесс, но это достаточно быстро для того, что мы делаем.
2. Более высокая стоимость, связанная с TIG
Одна часть этого недостатка связана с пунктом № 1, так как существует альтернативная стоимость, связанная с более длительным процессом сварки TIG. Опять же, это соотношение количества и качества — скорость никогда не будет преимуществом сварки TIG.
Другие расходы, связанные со сваркой TIG, связаны с самими операторами. Что касается сварки, TIG является довольно специализированным процессом, что означает более высокую заработную плату оператора или расходы на обучение.