
Сварочная флюсовая проволока для полуавтомата
Содержание
При выполнении сварки полуавтоматом без газа широко применяется флюсовая проволока.
Флюсовая проволока сварочная
Это позволяет увеличить производительность работы, уменьшить время, необходимое для формирования шва и в результате сварки получить надежное и качественное соединение.
Особенности флюсовой сварки полуавтоматом без газа
При варке изделий из нержавейки флюсовой проволокой, соединение производится без разбрызгивания капель металла, а корка, полученная в процессе работы полуавтомата, надежно защищает как дугу, так и металл от вредоносного воздействия атмосферы.
Для того, чтобы варить изделия из нержавейки полуавтоматом без использования газа, пользуются флюсовой проволокой следующих диаметров:
Читайте также: как и на чем производят стеклопластиковую арматуру?
Варить детали из нержавейки можно без преждевременного смазывания кромок соединяемых изделий.
Сварка без газа проволокой с флюсом позволяет получить соединение, отличающееся высокой плотностью и однородностью.
Кроме того производительность наплавки полуавтоматом увеличивается в 2-4 раза и не возникает необходимости в тяжелой и трудоемкой процедуре удаления металлических брызг. Процесс сварки полуавтоматом без использования газа имеет ряд особенностей.
Флюсовая проволока подается в автоматическом режиме по мере того, как происходит ее сгорание. Механизм подачи соединяется со специальной катушкой.
Сварочный процесс протекает следующим образом: полуавтомат создает дугу, под воздействием которой флюсовая проволока и металлическая деталь начинают плавиться.
Сварка полуавтоматом
В результате формируется сварочная ванна, вся поверхность которой покрывается защитным слоем шлака. После того, как дуга удаляется от кромок, металл подвергается кристаллизации и формируется соединение, покрытое шлаковой коркой, которую без труда можно удалить.
При соединении деталей полуавтоматом без использования газа варьируя силу тока и пользуясь проволокой различных диаметров можно регулировать параметр глубины проплавления.
Если варить шов со скоростью более 40 м/ч, то его высота значительно увеличится. При этом глубина и ширина провара уменьшаться.
Читайте также: как строится теплица из стеклопластиковой арматуры?
Производительность процесса можно значительно увеличить, если применять расходный материал с небольшим диаметром (2-5 мм) и подавать ток в 65-149 А/мм2.
к меню ↑
Классификация и маркировка проволоки
На сегодняшний день выделяют несколько разновидностей флюса, которые применяются для сварки полуавтоматом без использования газа. Классифицируются представленные изделия по таким особенностям, как:
- Тип сердечника;
- Возможность выполнения работ в различных положениях электрода;
- Назначение;
- Механические характеристики;
- Вариант применяемого защитного покрытия.
При выборе изделия особенно важно обращать внимание на такие показатели металла, как ударная вязкость и сопротивление разрыву.
Маркировка изделий основывается на пространственном положении, в котором проходит сварочный процесс:
- «Т» – работа может проводиться в любом положении;
- «Ву» – для создания вертикальных швов;
- «Вх» – для создания горизонтальных швов;
- «В» – при работе нижнем горизонтальном положении;
- «Н»- для соединения в нижней вертикальной плоскости.
Читайте также: как правильно пользоваться ножницами для резки арматуры?
Флюсовая проволока может использоваться для соединения стали следующих видов:
- низкоуглеродистой и низколегированной;
- высоколегированной и легированной;
- для цветных металлов и их сплавов.
Сварочный шов флюсовой проволокой
Любая разновидность представленного расходного материала должна обеспечивать устойчивость процесса соединения деталей и предотвращать возникновение трещин и пор в шве.
data-ad-client=»ca-pub-8514915293567855″
data-ad-slot=»1955705077″>
Шов при этом должен создаваться с нужным химическим составом, а корка из шлаков – легко отделяться.
Немаловажное значение имеет минимальное количество элементов, при нагревании выделяющих токсичные газы.
к меню ↑
Основные характеристики сварочной проволоки
Представленные электроды хорошо проплавляют металл и наиболее подходят для создания нахлесточного, стыкового или углового соединения за один подход.
Изделие отличается высокой степенью сопротивляемости к появлению шлаковых образований и пористости на металле.
Проволока обеспечивает стабильный перенос струи и позволяет производить соединение из любого положения. Электрод состоит из специального наполнителя (сердечника) и оболочки.
Читайте также: о правильном выборе пластиковых фиксаторов для арматуры.
Оболочка представляет собой холоднокатную ленту, изготовленную с применением неполированной стали с небольшим содержанием углерода. Ширина и толщина защитной ленты колеблется в пределах от 0,2 до 0,8 мм.
Флюсовая проволока в разрезе
В состав сердечника электрода входят ферросплавы, руды, минералы и металлы. Они способствуют формированию шва с необходимыми эксплуатационными характеристиками.
Они способствуют формированию шва с необходимыми эксплуатационными характеристиками.
Читайте также: какую арматуру для радиаторов нужно использовать при прокладке сетей отопления?
Элементы, входящие в сердечник, могут быть:
- раскисляющими – порошки и ферросплавы;
- стабилизирующими – обеспечивающими устойчивую электродугу;
- легирующими – для придания нужных соединительных характеристик;
- специальными – оказывающими дополнительное влияние на процесс сварки.
Читайте также: чем хороша порошковая проволока для сварки полуавтоматом?
Основные достоинства таких электродов заключаются в том, что соединение деталей можно производить в любых положениях и под любым углом, а химический состав полученного шва будет иметь заранее заданные характеристики плотности, прочности и долговечности.
Кроме того изделие надежно защищено от механической нагрузки подающих роликов катушки полуавтомата, а варить деталь можно визуально контролирую открытую сварочную дугу.
Еще одно преимущество – это компактность оборудования, применяемого для соединения, нет нужды в громоздких газовых баллонах и приспособлениях, обеспечивающих подачу газа.
Читайте также: какой сортамент арматуры применяется для армирования железобетонных конструкций?
Существенный недостаток выражается в том, что открытая дуга имеет достаточно сильное излучение, потому работы рекомендуется проводить в специальной защитной маске.
к меню ↑
Сварка флюсовой проволокой без газа (видео)
к меню ↑
Как выполнять сварку полуавтоматом без применения газа?
Перед началом работ подбирается нужная сила тока и скорость, с которой будет подаваться гибкий электрод.
Для этого шестерни, входящие в комплект аппарата могут быть заменены. Если эти параметры настроены правильно, то агрегат генерирует устойчивую и мощную дугу.
Процесс сварки
Перед тем как начать варить, следует учесть, что тепло от вертикального соединения всегда будет подниматься снизу вверх. Потому вести соединение опытные специалисты рекомендуют в направлении сверху вниз. Особенно актуально это при варке тонких металлических листов.
Читайте также: сколько весит арматура в зависимости от класса?
Рабочая горелка должна держаться с небольшим наклоном вверх. Это позволит так называемой сварочной ванне удерживаться и не растекаться по сторонам. Передвижение горелки нужно проводить с достаточно высокой скоростью, для того, чтобы сверху соединения не оставались капли расплавленного металла.
Важно помнить о том, чтобы гибкий электрод всегда находился на переднем крае сварочной ванны. Следуя этим несложным рекомендациям, можно формировать шов со средней скоростью 2 см/сек.
Быстрота процесса достигается благодаря автоматической подаче проволоки. В ходе работ накопившиеся шлаки могут попадать в ванну, это приводит к тому, что сверху одного шва возникает еще один.
Чтобы избежать таких последствий рекомендуется предварительно производить очистку предыдущего соединения.
Детали для стыковки могут обладать при этом достаточно малой толщиной – до 0,5 мм. Полученный шов будет практически невосприимчив к ржавчине, коррозии и всевозможным загрязнениям.
Статьи по теме:
Портал об арматуре » Преимущества флюсовой проволоки для сварки полуавтоматом
Сварка полуавтоматом без газа обычной проволокой
Сварка полуавтоматом без газа обычной проволокой аппаратами типа MIG и MAG практически невозможна. Но и в этом случае технический прогресс нашел выход.
При изготовлении металлоконструкций применяют электродуговую сварку плавлением. Наиболее распространенными ее видами является ручная сварка плавящимся электродом в специальной обмазке типа ММА и полуавтоматическая сварка плавящейся проволокой в среде защитных инертных и активных газов MIG или MAG.
Сварка полуавтоматом без газа обычной проволокой сварочными аппаратами типа MIG и MAG практически невозможна, так как либо расплавленный металл будет почти полностью разбрызгиваться при большой силе сварочного тока, либо будет постоянно залипать при слабом значении тока. Но и в этом случае технический прогресс нашел выход и предложил для таких сварочных полуавтоматов специальную проволоку с порошком флюса внутри, которой можно вполне полноценно сваривать стальные изделия полностью обходясь без защитного газа.
Сварка проволокой без защитного газа
Сварка без защитного газа
Сам по себе полуавтоматический сварочный процесс по технологии MIG и MAG с механической подачей проволоки в среде защитных газов позволяет получить более качественное соединение и с большей производительностью, чем при ручной сварке плавящимся электродом в специальной обмазке типа ММА. Так же, как и сварочные полуавтоматы, работающие по технологии MIG и MAG, уже давно не являются новинкой, которая доступна только лишь для профессионального применения. Теперь в специализированных магазинах можно приобрести недорогой и качественный сварочный полуавтоматический аппарат для собственных нужд.
Теперь в специализированных магазинах можно приобрести недорогой и качественный сварочный полуавтоматический аппарат для собственных нужд.
Популярность сварочных полуавтоматов MIG и MAG объясняется простотой процесса сварки, отменным качеством сварного шва и высокой производительностью, причем все это достижимо даже при не очень больших навыках сварщика.
Но при всех своих весомых достоинствах сварочный процесс по технологии MIG и MAG требует значительных затрат для создания среды защитных газов, а это и влечет ряд существенных неудобств таких, как:
- постоянное наличие заправленного баллона с инертными или активными газами, необходимыми для процесса сварки;
- необходимость в периодической заправке газовых баллонов на специальной станции;
- отсутствие достаточной мобильности из-за наличия газового баллона и дополнительного оборудования.
И дело даже не в том, что газобаллонное оборудование достаточно громоздко, а в том, что при не очень частом применении, к примеру, для 5-10 см сварного шва в сутки, заряжать газовый баллон становиться слишком дорого и накладно.
В случае отсутствия баллона с защитным газом сварка полуавтоматом MIG или MAG без газа обычной проволокой возможна, но очень проблематична и крайне неэффективна, а полученное таким образом сварное соединение не будет отличаться прочностью. Разве что можно сделать небольшие точечные прихватки двух листов тонкой жести. А обусловлено это тем, что при больших значениях сварочного тока непростая проволока будет гореть в атмосферном воздухе и разбрызгиваться, а при слабых токах кончик проволоки просто будет прилипать к свариваемой поверхности без должного эффекта.
Но если во время сварки защитить расплавляемый металл от кислородного воздействия путем одновременной подачи сварочной проволоки и флюса в гранулах в район образования сварного шва, то можно вполне обойтись и без защитной среды в виде инертного или активного газа. Отсюда, единственным условием получения качественной сварки при отказе от использования среды защитного газа является наличие специальной проволоки с флюсом, которую можно использовать в сварочных полуавтоматах для стандартного механизма подачи, как для обычной сварочной проволоки.
Как производится сварка порошковой самозащитной проволокой без газа на сварочном полуавтомате MIG или MAG вы можете посмотреть на данном видео:
В свою очередь, при небольших объемах работ, что весьма актуально при индивидуальном использовании, на том же сварочном оборудовании MIG или MAG гораздо выгоднее применять специальную порошковую проволоку. При сварке с использованием такой специальной проволоки защита сварочной ванны осуществляется не потоками инертных или активных газов, а образуемой газообразной средой при испарении флюса, который содержится внутри полой проволочной конструкции.
При сварке с использованием такой специальной проволоки защита сварочной ванны осуществляется не потоками инертных или активных газов, а образуемой газообразной средой при испарении флюса, который содержится внутри полой проволочной конструкции.
Таким образом, сварочный полуавтомат проволочный без газа будет способен при работе обходиться без дополнительного газобаллонного оборудования, что сделает такой аппарат абсолютно мобильным, как инверторные аппараты ММА сварки, при этом сохранив все достоинства технологии MIG и MAG.
Плюсы и минусы сварки проволокой без газа
Отказ от газобаллонного оборудования на сварочных полуавтоматах MIG и MAG или сварка порошковой проволокой дает ряд существенных преимуществ:
- полная мобильность сварочного процесса, так как отпадает необходимость в газовом баллоне, редукторе и резиновых шлангах;
- возможность использования присадочной проволоки с определенным химическим составом для формирования заданных параметров сварного соединения;
- более простой сварочный процесс, который значительно эффективней, чем у ММА сварки, при этом не требуется переустановка очередного электрода и обрыва дуги;
- постоянная доступность непосредственного наблюдения через защитную маску за формированием сварочной ванны, в отличие от сварки MIG и MAG в среде инертных или активных газов, где сварочная дуга постоянно закрыта соплом горелки.
Но стоит понимать, что сварочный аппарат проволочный без газа при всех видимых достоинствах обладает и определенными недостатками, которые выражаются в виде:
- высокой стоимости порошковой проволоки, если здесь понимать качественный товар, а не дешевые аналоги;
- повышенных требований к выбору типа и состава сварочной проволоки;
- необходимости сварочного полуавтомата MIG и MAG с возможностью изменения с обратной полярности на прямое включение;
- сложностей в правильном подборе сварочных режимов, которые очень чувствительны к составу порошковой проволоки и толщине свариваемого металла;
- плохой видимости сварного шва под слоем шлаковых отложений, отсюда необходимость в зачистке полученного соединения от шлака, как при обычной сварке ММА;
- трудностей при сваривании металлических листов толщиной менее 1,5 мм;
- бережного отношения к порошковой проволоке из-за слабой жесткости ее тонкостенной конструкции, не позволяющей производить большие сжатия и резкие повороты рукавом полуавтомата.

Применяемое оборудование
Единственным существенным требованием к сварочным полуавтоматам типа MIG и MAG для того, чтобы они могли варить сварочной порошковой проволокой без защитного газа — это обязательная возможность переключения полярности с обратной на прямую.
То есть для сварки в среде защитных газов по технологии MIG или MAG требуется подключение на горелку «плюса», а на свариваемое изделие — «минуса» или массы, что называется обратной полярностью. А вот при сварке с помощью порошковой проволоки требуется так называемая прямая полярность, где на держак подключают массу или «минус», а на заготовку «плюс», как при обычной ММА сварке, что обусловливается необходимостью достижения более высокой температуры при подаче порошковой проволоки при распылении флюса для создания защитной газовой среды.
Порошковую проволоку применяют для использования в полуавтоматических сварочных аппаратах MIG и MAG без необходимости в газовых баллонах. А также ее еще могут называть флюсовой или самозащитной, в зависимости от особенностей конструктивного исполнения.
Порошковую проволоку для полуавтоматов производят несколько видов, причем конструктивно она представляет собой различного вида полую поверхность, заполненную флюсом с присадками. Итак, различают формы порошковой проволоки, в виде:
Формы порошковой проволоки
- простой трубчатой,
- с одним загибом и двумя полостями,
- с двумя загибами и двумя полостями,
- трубчатой двухслойной.
Порошковую проволоку изготавливают в виде полой стальной оболочки, которую заполняют специальным составом. В состав флюса, в основном, входят деоксидирующие и шлакообразующие вещества. Например, рутил с концентратами флюорита с общим содержанием до 60%.
А также в состав флюса входят различные по содержанию присадки, важным компонентом которых являются различные по составу металлические порошки. В зависимости от назначения и области использования в состав присадок могут входить железо, никель, молибден, марганец и другие легирующие вещества.
Вывод
Сварка полуавтоматом без газа обычной проволокой возможна, но крайне неэффективна и ее стоит применять лишь только при абсолютной безысходности. Хорошей альтернативой технологии сварки MIG или MAG является сварка порошковой проволокой без использования среды защитных газов и дополнительного газобаллонного оборудования. Она гораздо лучше обычной ручной сварки ММА простым электродом, но немного по качеству сварного шва уступает полноценной сварке MIG или MAG.
Хорошей альтернативой технологии сварки MIG или MAG является сварка порошковой проволокой без использования среды защитных газов и дополнительного газобаллонного оборудования. Она гораздо лучше обычной ручной сварки ММА простым электродом, но немного по качеству сварного шва уступает полноценной сварке MIG или MAG.
Если же у вас есть свой особый опыт по сварке полуавтоматом без газа обычной проволокой, то поделитесь им в блоке комментариев.
можно ли варить порошковой флюсовой проволокой – Виды сварочных аппаратов на Svarka.guru
Сварка полуавтоматом без газа обычной проволокой – это один из типов классической дуговой сварки. В качестве электрода выступает обыкновенная проволока, которая непрерывно подается в сварочную головку с установленной скоростью механическим приводом. Даже при использовании материала малого диаметра (0,8-2 миллиметра) сварочные флюсы предоставляют возможность обеспечивать низкими токами расплавление металла на значительную глубину непосредственно на участке соединения.
Применение для сваривания деталей полуавтомата позволяет существенно повысить качество швов и производительность труда. Полуавтоматическим сварочным инструментом квалифицированные сварщики выполняют в течение одного часа порядка 20-40 метров сварных швов. Многих начинающих мастеров интересует вопрос: как варить полуавтоматом без газа?
Особенности метода
Флюс, необходимый для создания защитной газовой среды, включен в состав сварочной проволоки. Сгорая в пламени электродуги, порошковый наполнитель выделяет необходимые газы, защищая сварочную ванну от контакта с кислородом, азотом и водяными парами.
Проволока подается роликовым механизмом с бобины с постоянной скоростью через отверстие в горелке. По том же шлангу проходит и электрический провод. Второй провод закрепляется на зачищенном месте заготовки.
Флюсосодержащая сварочная проволока для сварки без газа — основная особенность метода. Ее изготовление — сложный технологический процесс, и обходится она в несколько раз дороже обычной. Обращаться с ней также следует с осторожностью- оболочка, заключающая в себя флюсовый порошок, хрупка и при неосторожном резком движении повреждается.
Ее изготовление — сложный технологический процесс, и обходится она в несколько раз дороже обычной. Обращаться с ней также следует с осторожностью- оболочка, заключающая в себя флюсовый порошок, хрупка и при неосторожном резком движении повреждается.
Сварка на полуавтомате без газа применяется в тех случаях, когда работа с газом по тем или иным причинам неудобна: на деталях сложной пространственной конфигурации с большим количеством сквозных отверстий, в стесненных условиях и т.п.
Процесс сварки алюминия полуавтоматом
Полуавтоматическое сварочное оборудование в стандартных условиях применяется для сварки алюминия, нержавейки, черных металлов. Соединение изделий осуществляется в инертном газе, в качестве обычно выступает аргон, углекислый газ, реже гелий, смеси данных газов.
Постоянный ток для сварки алюминия – это источник питания. К алюминиевому образцу подсоединяется минусовая клемма. Основным рабочим элементом является сварочная горелка, которая имеет конструктивные особенности. Она подает на сварочный участок проволоку с газом (флюсом).
Она подает на сварочный участок проволоку с газом (флюсом).
Настройка оборудования перед началом работ:
- Первоначально нужно выбрать силу тока.
- Далее установить оптимальную скорость подачи проволоки: нужно установить одну из шестеренок, которые входят в комплектацию полуавтомата без газа.
- После этого устройство нужно опробовать непосредственно в деле. Если параметры полуавтомата были настроены правильно, сварочная дуга должна работать устойчиво с достаточной мощностью.
Основной принцип работы
Основной принцип работы базируется на сварочном материале: флюсосодержащей проволоке.
При изготовлении такого материала внутрь упругой металлической оболочки запрессовывают флюсосодержащий порошок, по составу напоминающий обмазку стержневых электродов.
Оболочка служит в качестве присадочного материала.
Часто встречаются следующие конструкции порошковой проволоки, служащей для сварки без газа:
- цилиндрическая оболочка;
- двухполостная с загибом,
- двухполостная с двумя загибами,
- коаксиальная двухслойная
В состав флюса входит рутил, восстановители и вещества для образования шлака. Кроме того, в порошок добавляют легирующие присадки, необходимые для придания материалу шва требуемых физико-химических свойств: Ni, Mb Mn, Fe и другие.
Кроме того, в порошок добавляют легирующие присадки, необходимые для придания материалу шва требуемых физико-химических свойств: Ni, Mb Mn, Fe и другие.
Виды профилей поперечного сечения порошковой проволоки.
В этом случае именно оболочка используется в качестве присадочного материала. При сгорании флюсового порошка в пламени электродуги выделяется углекислый газ СО2. Это облако вытесняет воздух в области сварочной ванны и надежно защищает расплав от контакта с кислородом и азотов воздуха, а также от содержащихся в нем водяных паров.
При продвижении горелки вдоль по шву облако перемещается вслед за дугой, защищая ванну до момента остывания и кристаллизации материала шва.
Конструкция, принцип работы полуавтоматического сварочного оборудования
Сварка – это электрический агрегат, который преобразовывает в тепловую энергию электрическую посредством электрической дуги. Процедура осуществляется плавящимся электродом, в качестве которого выступает обычная проволока. Она непрерывно подается на свариваемый участок, механическим приводом, является омедненной, откалибрована и имеет установленную толщину. Такое покрытие делается для того, чтобы она имела хорошее скольжение, качественный электрический контакт с материалом. Проволока для сварки размещается на специализированной катушке, которая обеспечивает ее равномерное разматывание и подачу в процессе выполнения сварочных работ.
Она непрерывно подается на свариваемый участок, механическим приводом, является омедненной, откалибрована и имеет установленную толщину. Такое покрытие делается для того, чтобы она имела хорошее скольжение, качественный электрический контакт с материалом. Проволока для сварки размещается на специализированной катушке, которая обеспечивает ее равномерное разматывание и подачу в процессе выполнения сварочных работ.
Сварка осуществляется вручную с применением следующих инструментов:
- источника тока;
- механического привода для подачи проволоки;
- пистолета для наложения шва;
- гибких шлангов.
Сварочный полуавтомат может использоваться:
- с применением защитных газов;
- при сварочных соединениях под флюсом;
- при проведении сваривания металлических образцов порошковой проволокой.
Полуавтомат. сварочное оборудование чаще используется с использованием защитной газовой среды. Оно применяется для соединения изделий из легированных, углеродистых сталей, образцов из цветных металлов. В данном случае в качестве защитного газа выступает углекислота, которая находится под высоким давлением в специальных баллонах, из каких она непосредственно подается на сварочный пистолет по гибким шлангам. На баллонах установлен газовый редуктор, который стабилизирует газ перед подачей его в сварную зону.
Оно применяется для соединения изделий из легированных, углеродистых сталей, образцов из цветных металлов. В данном случае в качестве защитного газа выступает углекислота, которая находится под высоким давлением в специальных баллонах, из каких она непосредственно подается на сварочный пистолет по гибким шлангам. На баллонах установлен газовый редуктор, который стабилизирует газ перед подачей его в сварную зону.
Плюсы и минусы
Основные достоинства использования безгазового сварочного метода следующие:
- повышается мобильность, поскольку нет нужды перетаскивать тяжелые баллоны, арматуру и громоздкие шланги;
- широкий выбор составов сварочных материалов для каждого сочетания свариваемых сплавов, их толщины и пространственной конфигурации;
- возможность сваривать более длинные непрерывные швы по сравнению с традиционным ММА-процессом ручной сварки с дискретными электродами;
- лучшие условия визуального контроля дуги и шва по сравнению с процессами с подачей газа, рабочая зона не закрывается газовой форсункой.

Присущи данному методу и недостатки:
- высокая разница в цене порошковой проволоки повышает себестоимость погонного метра шва;
- необходимость точной настройки режимов;
- потребность в полуавтоматическом инверторе с опцией работы прямой и обратной полярностью.
- толстый слой образующегося шлака повышает трудоемкость зачистки шва после сварки.
- сложности при работе с тонколистовым металлом (тоньше 1,5 мм).
Опытные мастера, знающие, можно ли варить полуавтоматом без углекислоты, говорят, что необходима также повышенная осторожность при манипуляциях с порошковой проволокой: в отличие от обычной, она очень хрупкая и склонна к заломам.
Достоинства и недостатки порошковой проволоки
Сварка без газа характеризуется непрерывной подачей самозащитной проволоки. Такой способ отличается следующими достоинствами:
Сварка порошковой проволокой — плюсы и минусы
- отсутствие необходимости использовать громоздкие газовые баллоны;
- удобство транспортировки к месту работы легкого сварочного аппарата;
- скорость сварочных операций выше, чем при использовании покрытых электродов;
- возможность сваривать конструкции, детали на труднодоступных участках;
- обеспечение стабильного горения дуги независимо от ветра, сквозняков;
- контроль формирования сварочной ванны через защитную маску работника;
- экономия времени на переустановку электродов и прерывание дуги.

Учет недостатков позволит оптимизировать сварочный процесс и повысить его эффективность. Высокая стоимость проволоки частично компенсируется за счет экономии средств на газовых баллонах. Полученные в результате сварки порошковой проволокой швы ниже по качеству, чем при применении инертного газа. Хрупкое строение расходного материала требует осторожного обращения.
Применяемое оборудование
Для сварки без газа подходит любой полуавтомат MIG/MAG с возможностью переключения с прямой на обратную полярность. Обычный режим при работе с подачей газа — это обратная полярность. На заготовку подключается плюс, а на горелку — минус. Для работы с флюсовой проволокой правильным режимом является прямая полярность, как при сварке электродами. При этом повышается энергия дуги и развиваемая ею температура.
Подающий механизм проволочного сварочного аппарата, работающего без газа, должен быть идеально отрегулирован во избежание перекосов и заломов. То, что подходит для обычной проволоки, выведет флюсовую из строя.
Технология сварки порошковой проволокой
Для получения ожидаемого результата необходимо учитывать специфику сварки самозащитной проволокой:
Параметры сварки самозащитной порошковой проволокой
- Работа выполняется при минимальном напряжении, с низкой скоростью подачи присадочного материала.
- Швы накладываются прерывистой дугой, с движением горелки углом вперед.
- На полуавтомате ставится прямая полярность с подключением провода от массы к клемме горелки.
- Ролики и наконечник устанавливаются в соответствии с диаметром проволоки, избегая перетягивания прижимного ролика.
- Наконечник обрабатывается специальным раствором для предотвращения налипания брызг.
- Поскольку пары флюса направлены вверх, работа начинается с верхнего участка детали.
- Перемещение горелки не должно быть замедленным, чтобы избежать образования капель свариваемого металла.
- Подача проволоки производится к переднему краю сварочной ванны.
Рекомендуется начать работу с пробного образца, это позволит правильно подобрать оптимальные режимы сварки.
Характеристики аппарата
Для того, чтобы правильно выбрать сварочный полуавтомат для работы без углекислоты, следует учитывать следующие нюансы:
- аппарат должен быть легким и малогабаритным, чтобы в полной мере проявилось отсутствие необходимости в газовом баллоне;
- устройство должно быть доступным по цене;
- инверторный аппарат должен иметь широкие возможности по настройке параметров электродуги;
- агрегат должен допускать применение разных видов сварочных материалов.
При выборе технологии для сварки необходимо также учитывать то, что углекислый газ тяжелее воздуха и опускается вниз. Поэтому метод малопригоден для работы в верхнем положении и при больших уклонах наклонных швов: сварочная ванна не будет достаточно защищена. Только самые квалифицированные и опытные сварщики смогут заварить потолочные швы с использованием флюсовой проволоки, для начинающих это слишком непросто.
Подготовка к рабочему процессу
В первую очередь осматривается рабочее оборудование. Необходимо проверить его работоспособность, состояние электротехнической начинки, функции защитных устройств и т. д. Далее оценивается состояние электросети. Необходимо, чтобы в инфраструктуре подключения предусматривались средства заземления. Работа с проволокой для полуавтомата без газа может осуществляться в широком диапазоне напряжений, но в любом случае ограничительные рамки следует проверять изначально. Особенно это касается подключения к сетям, в которых регулярно наблюдаются перепады напряжения. Заранее определяется и режим, в котором будет производиться сварка. Исходя из него подбирается тип проволоки, характеристики флюса и других расходников, которые будут задействоваться в рабочей операции. Отдельное внимание отводится приспособлениям и агрегатам, отвечающим за удержание и подачу проволоки. Это могут быть и механические средства, и ручные держатели. В любом случае их состояние должно испытываться перед сваркой.
Необходимо проверить его работоспособность, состояние электротехнической начинки, функции защитных устройств и т. д. Далее оценивается состояние электросети. Необходимо, чтобы в инфраструктуре подключения предусматривались средства заземления. Работа с проволокой для полуавтомата без газа может осуществляться в широком диапазоне напряжений, но в любом случае ограничительные рамки следует проверять изначально. Особенно это касается подключения к сетям, в которых регулярно наблюдаются перепады напряжения. Заранее определяется и режим, в котором будет производиться сварка. Исходя из него подбирается тип проволоки, характеристики флюса и других расходников, которые будут задействоваться в рабочей операции. Отдельное внимание отводится приспособлениям и агрегатам, отвечающим за удержание и подачу проволоки. Это могут быть и механические средства, и ручные держатели. В любом случае их состояние должно испытываться перед сваркой.
Настройка
От корректной настройки параметров аппарата напрямую зависит качество шва. До начала сварки требуется:
- определить силу сварочного тока, исходя из материала заготовки, толщины проволоки, толщины деталей;
- настроить скорость подающего механизма, поставив один из наборов шестерней;
- проверить работу дуги на пробном участке;
- если дуга стабильная, а качество шва хорошее, можно варить основной шов.
Если же сила тока слишком большая или слишком маленькая, следует настроить параметры, прежде чем начинать рабочую сварку.
Техника сваривания
Техника имеет много общего как с работой методом ММА с дискретными электродами, так и с работой газовым полуавтоматом MIG/MAG.
Перед началом сварки следует провести зачистку зоны шва с помощью угловой шлифмашины, чтобы очистить заготовку от механических загрязнений, следов ржавчины, остатков старых лакокрасочных покрытий. Далее необходимо тщательно обезжирить зону шва и околошовную область не уже 10 см, чтобы смыть все масложировые загрязнения.
Разделка кромок шва проводится без каких-либо особенностей.
Горелку нужно вести вдоль шва плавно, без рывков. Отрывать электрод и гасить дугу в конце шва следует плавно, чтобы не разогнать защитное облако углекислого газа на остывающей сварочной ванной.
Сварщики, знающие, как варить детали флюсовой проволокой без газа обращают внимание на следующий нюанс. Во время сварки сохраняется риск того, что шлак от сгорающего флюсового порошка неожиданно затечет в сварочную ванну. При этом может пострадать как прочность, так и долговечность шва на данном участке.
В этом случает следует прервать работу, очистить участок шва от шлака и проварить его повторно.
Возможна ли сварка без газа?
Для сварки полуавтоматом нужны инертные (или углекислый) газы, плавящаяся присадочная проволока и флюс. Такая технология называется MIG/MAG.
С её помощью работающие сварщики получают прочные соединения, на качество которых жаловаться не приходится. Ручная электродуговая сварка (ММА) такой эффект выдаёт с трудом.
Но первый вариант включает в себя много деталей: газовую среду, сам полуавтомат и проволоку. Последние два элемента исключить нельзя, но без первого шов может получиться.
Последние два элемента исключить нельзя, но без первого шов может получиться.
Основной недостаток MIG/MAG — это газ. Баллоны с ним большие, переносить их сложно. В местах, где места мало, или нет устойчивой площадки для работы, негде поставить систему подачи газа.
Если материала для пайки много, баллоны нужно менять или заправлять, но в труднодоступных местах это нелегко из-за того, что заправку не получится носить с собой вместе со всем остальным оборудованием. Можно ли отказаться от газовой среды в этих случаях?
Сварщики считают, что можно делать работу так же, как и с газом, но без последнего. Они решают, что полуавтомат с присадочной проволокой выполнит неплохие швы без влияния газа.
Но будут ли они такими же плотными и аккуратными, как полученные в газовой среде? Расскажем дальше.
Работа с инвертором
Для работы с порошковой проволокой потребуется сварочный инвертор-полуавтомат с возможностью переключения режимов прямой и обратной полярности — ответ на вопрос: «как называется вид аппаратов для подобных работ?». Контакт «минус» подключается к горелке, а «плюс» — к зачищенному и обезжиренному месту на заготовке.
Контакт «минус» подключается к горелке, а «плюс» — к зачищенному и обезжиренному месту на заготовке.
При сварке без газа применяется прямая полярность
Если доступен подающий механизм с мягкими роликами ил сниженным усилием прижима- лучше использовать его. Он существенно снижает риск повреждения и залома проволоки во время подачи.
Важно! В ходе сварки нужно также избегать резких поворотов руки с горелкой, изгибов, а тем более заломов сварочного шланга — это также может повредить хрупкую проволоку.
Можно ли варить без газа на полуавтомате? Сварка полуавтоматом без газа широко применяется там, где необходимо повысить мобильность сварщика и неудобно таскать громоздкий аппарат с газовыми баллонами. Широкий ассортимент сварочной флюсосодержащей проволоки, которая образует в пламени электродуги защитное облако углекислого газа, позволяет успешно варить детали разных конфигураций из различных сплавов.
Вывод
Сварка полуавтоматом без газа обычной проволокой возможна, но крайне неэффективна и ее стоит применять лишь только при абсолютной безысходности. Хорошей альтернативой технологии сварки MIG или MAG является сварка порошковой проволокой без использования среды защитных газов и дополнительного газобаллонного оборудования. Она гораздо лучше обычной ручной сварки ММА простым электродом, но немного по качеству сварного шва уступает полноценной сварке MIG или MAG.
Если же у вас есть свой особый опыт по сварке полуавтоматом без газа обычной проволокой, то поделитесь им в блоке комментариев.
Сварка полуавтоматом без газа проволокой: инструкция, плюсы и минусы
Полуавтоматическая сварка является оптимальным способом соединения металлических деталей, обеспечивая и физическое удобство для пользователя, и высокое качество результата.
Как правило, в использовании данного метода задействуются аргоновые и углекислотные смеси в целях защиты от негативного влияния воздушной среды. Но также имеет свои преимущества и технология сварки с проволокой для полуавтомата без газа, при которой может подключаться и флюс.
Общие сведения о технологии
Потребность в использовании газовой среды возникает в силу необходимости защиты сварочной ванны от кислорода. Исключение того же аргона понижает защитные свойства шва, но этот недостаток можно компенсировать и другими средствами. На базовом же уровне и оборудование, и расходные материалы используются те же, что и при сварке в газовых средах. Наиболее распространены аппараты для методов термического воздействия MIG-MAG и TAG. Обязательным функциональным органом является и оснастка для подачи проволоки. Без газа полуавтомат чаще всего используют в сочетании с выпрямителями и трансформаторными установками, позволяющими точнее выполнять настройки по силе тока и мощности. Тонкая коррекция параметров рабочего процесса во многом компенсирует негативные факторы соединения заготовок без защитных сред.
Преимущества сварки без газа
Использование технологии полуавтоматической сварки без углекислотных и аргоновых смесей дает немало положительных эффектов, в числе которых следующие:
1. С точки зрения технологической организации выгоден отказ от газобаллонного оборудования с сопутствующей оснасткой. Массивные конструкции требуют создания специальных условий в плане безопасности, поэтому можно рассчитывать на снижение финансовых ресурсов и сокращение эксплуатационных хлопот.
С точки зрения технологической организации выгоден отказ от газобаллонного оборудования с сопутствующей оснасткой. Массивные конструкции требуют создания специальных условий в плане безопасности, поэтому можно рассчитывать на снижение финансовых ресурсов и сокращение эксплуатационных хлопот.
2. Применение сварки полуавтоматом с обычной проволокой без газа расширяет возможности обработки разного рода материалов. У многих газовых смесей есть ограничения по совместимости с определенными покрытиями проволоки, поэтому можно говорить о повышении универсальности метода.
3. Оператор может визуально контролировать место подачи в разделку сварки через маску. При использовании инертных газов рабочая дуга закрывается горелкой.
4. Повышение уровня безопасности. Обработка под термическим воздействием сама по себе несет немало рисков, но отсутствие газа их значительно снижает.
Недостатки сварки без газа
Очевидно, что исключение защитной среды влечет и целый ряд отрицательных моментов при выполнении операции. К ним можно отнести следующие:
К ним можно отнести следующие:
Применение порошковой проволоки – не самое лучшее решение в плане финансовой экономии, хотя в большинстве случаев это единственно возможная альтернатива. Повышаются требования к качеству расходных материалов. В целях минимизации вреда для газовой ванны от воздушной смеси стоит применять мощно оборудование и соответствующую оснастку. Использование проволоки для сварки полуавтоматом без газа допускается только в сочетании с аппаратами, позволяющими изменять обратную полярность в условиях прямого включения. Имеют место и свои ограничения по совместимости режимов с порошковой проволокой. Также учитывается и чувствительность материала заготовки к покрытию стержня с модифицирующим расплавом. На практике наблюдаются сложности при работе с металлическими листами толщиной до 1,5 мм.
Подготовка к рабочему процессу
В первую очередь осматривается рабочее оборудование. Необходимо проверить его работоспособность, состояние электротехнической начинки, функции защитных устройств и т. д. Далее оценивается состояние электросети. Необходимо, чтобы в инфраструктуре подключения предусматривались средства заземления. Работа с проволокой для полуавтомата без газа может осуществляться в широком диапазоне напряжений, но в любом случае ограничительные рамки следует проверять изначально. Особенно это касается подключения к сетям, в которых регулярно наблюдаются перепады напряжения. Заранее определяется и режим, в котором будет производиться сварка. Исходя из него подбирается тип проволоки, характеристики флюса и других расходников, которые будут задействоваться в рабочей операции. Отдельное внимание отводится приспособлениям и агрегатам, отвечающим за удержание и подачу проволоки. Это могут быть и механические средства, и ручные держатели. В любом случае их состояние должно испытываться перед сваркой.
д. Далее оценивается состояние электросети. Необходимо, чтобы в инфраструктуре подключения предусматривались средства заземления. Работа с проволокой для полуавтомата без газа может осуществляться в широком диапазоне напряжений, но в любом случае ограничительные рамки следует проверять изначально. Особенно это касается подключения к сетям, в которых регулярно наблюдаются перепады напряжения. Заранее определяется и режим, в котором будет производиться сварка. Исходя из него подбирается тип проволоки, характеристики флюса и других расходников, которые будут задействоваться в рабочей операции. Отдельное внимание отводится приспособлениям и агрегатам, отвечающим за удержание и подачу проволоки. Это могут быть и механические средства, и ручные держатели. В любом случае их состояние должно испытываться перед сваркой.
Какая проволока используется?
Рекомендуется применять порошковую проволоку на стальной основе в виде трубки. Средний диаметр у нее составляет 0,8-1 мм. Непосредственно активная порошковая смесь представляет собой подобие обмазки обычных электродов, которая в процессе нагрева формирует защитное облако. В частности, состав может формироваться из шлакообразующих и деоксидирующих присадок, обеспечивающих также стабильность горения дуги. Использование порошковой проволоки для полуавтомата без газа избавляет от необходимости применения редукторов и емкостей с защитными средами, при этом скорость рабочего образования шва остается достаточно высокой. В выборе конкретного состава порошка важно иметь в виду, что некоторые эксплуатационные свойства могут противоречить друг другу. Речь идет о том же поддержании стабильности дуги, разбрызгивании расплава и формировании изоляционного облака. Как правило, предпочтение отдается одной из перечисленных функций в соответствии с конкретным режимом работы.
В частности, состав может формироваться из шлакообразующих и деоксидирующих присадок, обеспечивающих также стабильность горения дуги. Использование порошковой проволоки для полуавтомата без газа избавляет от необходимости применения редукторов и емкостей с защитными средами, при этом скорость рабочего образования шва остается достаточно высокой. В выборе конкретного состава порошка важно иметь в виду, что некоторые эксплуатационные свойства могут противоречить друг другу. Речь идет о том же поддержании стабильности дуги, разбрызгивании расплава и формировании изоляционного облака. Как правило, предпочтение отдается одной из перечисленных функций в соответствии с конкретным режимом работы.
Техника выполнения сварки
Метод сварки без защитных смесей во многом схож с обычной технологией термического воздействия в средах аргона или углекислоты. После подготовки оборудования и расходников производится розжиг дуги, а затем начинается подача проволоки с образованием сварочной ванны. Порошковый состав как таковой может выполнить ту же функцию, что и газовая изоляция, но есть один нюанс – попадание шлака неизбежно приводит к образованию дефектов. Прочностные характеристики могут соответствовать нормативным требованиям, но сама структура будет искаженной и деформированной. По этой причине проволока для полуавтомата без газа часто используется с расчетом на формирование двойного шва. Первый слой будет конструкционным, а второй – финишным технологическим. Внешнее покрытие позволит скорректировать структуру поверхности стыка и при необходимости сделать ее более прочной.
Порошковый состав как таковой может выполнить ту же функцию, что и газовая изоляция, но есть один нюанс – попадание шлака неизбежно приводит к образованию дефектов. Прочностные характеристики могут соответствовать нормативным требованиям, но сама структура будет искаженной и деформированной. По этой причине проволока для полуавтомата без газа часто используется с расчетом на формирование двойного шва. Первый слой будет конструкционным, а второй – финишным технологическим. Внешнее покрытие позволит скорректировать структуру поверхности стыка и при необходимости сделать ее более прочной.
Сварка полуавтоматом без газа проволокой с флюсом
В отличие от проволочных расходников, флюсовый наполнитель представляет собой не формовочную порошковую смесь. Хотя по составу он может соответствовать и вышеупомянутым материалам для защиты сварочной зоны. В целом технология сварки выполняется по стандартной схеме посредством полуавтомата, но имеют место особенности подачи флюса. При дуговой тактике работы, в принципе, возможно и автоматическое направление через выпрямитель. Это касается работы со сварочным полуавтоматом без газа на флюсовой проволоке, причем современные производства задействуют для таких целей и многофункциональные роботизированные комплексы. В бытовых же условиях техника подачи скорее напоминает ручной способ. Порошковым составом путем перемещения головки полуавтомата накрывается сварочная ванна до оптимального состояния изоляции.
Это касается работы со сварочным полуавтоматом без газа на флюсовой проволоке, причем современные производства задействуют для таких целей и многофункциональные роботизированные комплексы. В бытовых же условиях техника подачи скорее напоминает ручной способ. Порошковым составом путем перемещения головки полуавтомата накрывается сварочная ванна до оптимального состояния изоляции.
Заключение
Отказ от газовой защиты при сварке накладывает большую ответственность на оператора, поскольку качество соединения в большей степени будет зависеть от его опыта и сноровки при обращении с расходниками. Облегчить данную задачу новичку можно правильным выбором рабочих материалов. Оптимальным решением будет самозащитная сварочная проволока для полуавтомата без газа, которой можно соединять низколегированные и углеродистые стали. Дает свои преимущества и флюс, однако перед его использованием следует детально определить свойства соединения через расплав порошка. Малейшая ошибка в выборе состава активных элементов расходника может привести к образованию критических дефектов при формировании шва.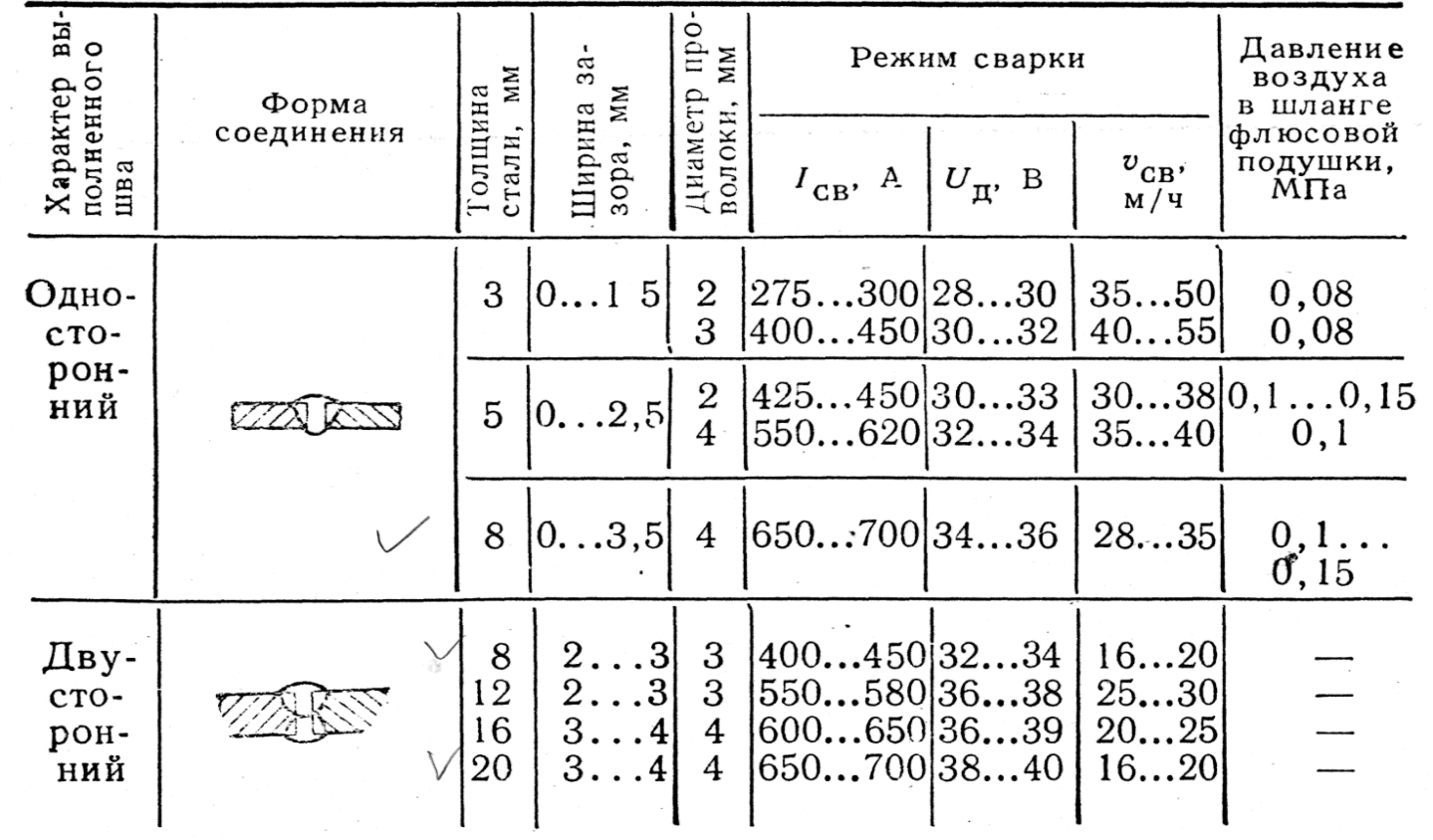
Проволока сварочная флюсовая для полуавтомата
Для проведения сварочных работ полуавтоматом без использования защитного газа применяется проволока сварочная флюсовая для полуавтомата. Применения такой проволоки
Когда же используется проволока сварочная флюсовая для полуавтомата, то использование полуавтомата для дома заметно упрощается. К тому же, сама стоимость сварки выходит гораздо ниже, чем с применением защитного газа.
Специальная флюсовая проволока, либо порошковая сварочная проволока служит заменителем защитного газа. Если посмотреть на такую проволоку в разрезе, то можно увидеть тонкостенную стальную трубку, которая заполнена флюсом. По своему составу флюс очень похож на обмазку обычных электродов для сварки. Флюс в процессе сварки сгорая создает небольшое облачко защитного газа, по сути выделяя тот-же углекислый газ, именно в точке свариваемых элементов.
По своему составу флюс очень похож на обмазку обычных электродов для сварки. Флюс в процессе сварки сгорая создает небольшое облачко защитного газа, по сути выделяя тот-же углекислый газ, именно в точке свариваемых элементов.
Проволока может иметь в своем составе сразу компоненты флюса, которые включены в металл из которого она изготовлена.
Каковы преимущества имеет сварочный полуавтомат без газа на флюсовой проволоке и надежный ли это заменитель полуавтомату с использованием защитного газа?
В процессе разряда электрической дуги проволока начинает плавиться из-за действия высокой температуры. В ванне сварки при этом обязательно появляется облачко, в состав которого входят именно те вещества, которые находятся в составе проволоки. Именно это облачко и заменяет защитный газ, применяемый в обычных условиях, полностью изолируя зону сварки от атмосферного воздуха.
Аппарат для сварки флюсовой проволоке гораздо компактнее, чем модели для работы с газом, так как проволока занимает гораздо меньший объем, чем баллон с углекислым газом или аргоном.
Рабочие параметры сварочных полуавтоматов для работы на флюсовой проволоке:
- Проволока 0.5 — 3 мм;
- Сварочный ток от 35 до 100 Ампер и выше;
- Мощность от 1.5 кВт и выше.
Регулировка силы сварочного тока выполняется с помощью реостата в управляющем блоке.
Особенности работы при сварке флюсовой проволокой
При этом методе сварки без защитного газа, плюсовой вывод питания подается на свариваемое изделие.Нужно учитывать, что сварочная проволока для полуавтомата без газа достаточно хрупкая по структуре, с достаточно тонкими стенками и при работе не допускаются резкие изгибы или повороты шланга, по которому она подается к месту сварки.
Нельзя заменять порошковую проволоку обычной при работе без газа, так как сварочный шов будет неровным и иметь внутренние пустоты, а значит и минимальную надежность.
Выполняя, например, вертикальный шов необходимо учесть, что тепло идет всегда снизу вверх. Исходя из этого, нужно всегда вести шов в сверху вниз. Особенно это важно учитывать при работе с тонким листовым металлом. При этом горелку нужно держать с некоторым наклоном вверх, чтобы лучше можно было удерживать саму сварочную ванну, как раз ту зону сварки, где образуется защитное облачко газа от сгораемого флюса.
Исходя из этого, нужно всегда вести шов в сверху вниз. Особенно это важно учитывать при работе с тонким листовым металлом. При этом горелку нужно держать с некоторым наклоном вверх, чтобы лучше можно было удерживать саму сварочную ванну, как раз ту зону сварки, где образуется защитное облачко газа от сгораемого флюса.
Вдоль шва горелку нужно передвигать достаточно быстро, опережая появления сверху капли расплавленного металла. При этом сварочная проволока для полуавтомата без газа должна всегда быть на переднем крае сварочной ванны.
Опытный сварщик может вести сварной шов со скоростью до 2 см в секунду, благодаря подаче проволоки (0.5- 3мм) в автоматическом режиме.
Недостатком работы с флюсовой сварочной проволокой является невозможность выполнения потолочного шва. Это связано с тем, что образовавшаяся углекислота в облачке благодаря силе тяжести просто выпадает из сварочной ванны.
Используя для работы сварочный полуавтомат без газа на флюсовой проволоке нужно представлять, что сварка без газа похожа на сварку обычным электродом, когда шлак может попадать в ванну сварки.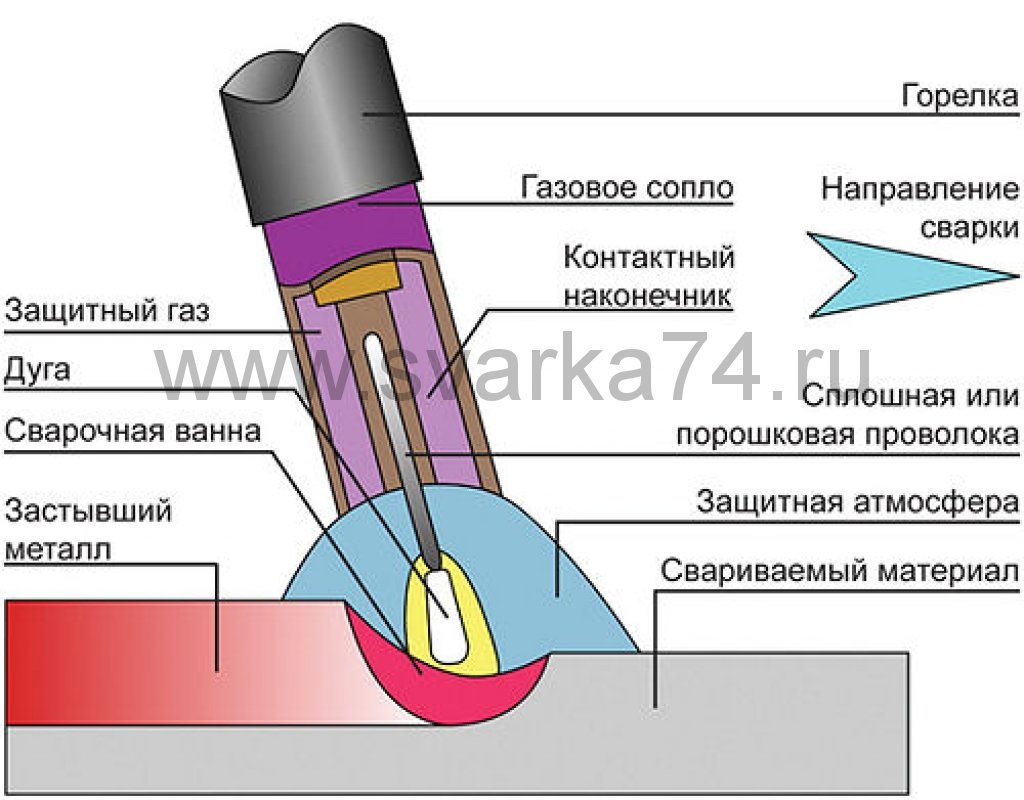 В связи с этим приходится ложить дополнительный сварной шов поверх получившегося шва, предварительно очистив предыдущий от шлака.
В связи с этим приходится ложить дополнительный сварной шов поверх получившегося шва, предварительно очистив предыдущий от шлака.
Как в случае с применением углекислого газа, либо его смеси с аргоном, газ препятствует горению, а значит метал будет меньше нагреваться и выгорать. Флюс выполняет ту же функцию, защищая металл от нагрева и выгорания.
Читайте также
Сварочный полуавтомат без газа — цена и характеристики
Чем отличается сварка проволокой без газа от сварки полуавтоматом в газовой среде, что такое сварка полуавтоматическим методом, рассмотрено в этой статье.
Подготовительные работы перед сваркой
Перед началом проведения работ сварочные полуавтоматы должны пройти такие подготовительные процедуры:
- Проверка наличия заземления устройства. Это требование относится к одному из важных условий при работе с любым типом сварочного оборудования.
- Определение напряжения в сети требуется потому, что большинство приборов очень чувствительно к низкому или высокому напряжению.

- Требуется заранее определиться с режимом сварки. Настройки будут индивидуальными в зависимости от назначения устройства, типа металла, типа проволоки и способа сварки.
- Следует проверить диаметр наконечника, который должен соответствовать размеру проволоки.
- Также перед проведением работ необходимо проверить настройки горелки и подающего механизма.
- И на последнем этапе следует проверить качество проволоки — чтобы она не имела вмятин, повреждений и прочих дефектов.
Сварка полуавтоматом с газом и без газа
Сварка полуавтоматом представляет собой один из методов традиционной дуговой сварки. Сварочная проволока в этом случае выполняет роль сварного электрода. Проволока без остановки подается специальным механическим приводом с предварительно заданной скоростью к месту сварки.
Использование сварочных флюсов позволяет даже при использовании проволоки с небольшим диаметром обеспечить хорошее и глубокое распускание металла в сварочной ванне. За счет этого удается получить надежные швы при сварке как толстого, так и тонкого металла.
За счет этого удается получить надежные швы при сварке как толстого, так и тонкого металла.
Применение полуавтомата позволяет существенно улучшить качество шва и производительность выполняемых работ. Благодаря полуавтоматической сварке специалисты могут создать около 30 метров шва в час.
С использованием газа
Сварку полуавтоматом можно выполнять с газом или без него. Если используется сварка с газом, то исключается попадание кислорода в зону работы с целью исключить переизбыток углерода или его недостачу. В противном случае шов может оказаться очень хрупким либо слишком мягким.
Такой способ достаточно трудоемок, ведь приходится носить газовые баллоны и заряжать их достаточно дорого. Кроме того, на сварочный полуавтомат без газа цена значительно меньше, в отличие от этого способа сварки с применением газа.
Без использования газа
Для использования сварки без газа может применяться порошковая проволока и флюсовая проволока. Порошковая проволока представляет собой стальную трубку, внутри которой содержится порошок для сварки — флюс. В процессе сгорания образуется защитная газовая среда в области сварочной ванны. Сварка порошковой проволокой без газа более проста в применении, чем сварка обычной проволокой в газовой среде.
Порошковая проволока представляет собой стальную трубку, внутри которой содержится порошок для сварки — флюс. В процессе сгорания образуется защитная газовая среда в области сварочной ванны. Сварка порошковой проволокой без газа более проста в применении, чем сварка обычной проволокой в газовой среде.
Применение метода сварки без газа имеет определенные преимущества:
- нет необходимости использовать газовую аппаратуру;
- не нужно тратить средства на наполнение баллонов газом, так как при использовании способа сварочный полуавтомат без газа, цена затрат выгодно отличается в лучшую сторону;
- имеется возможность менять химический состав шва путем применения различных типов проволоки.
Таким образом, безгазовый способ сварки выгоден не только потому, что более доступен для реализации, но еще и потому, что он более выгоден с экономической точки зрения, так как на сварочный полуавтомат без газа цена расходов значительно меньше.
Рекомендации при сварке полуавтоматом без газа
Сварка полуавтоматическим методом схожа со сваркой обычными электродами, поэтому при использовании этого способа есть риск попадания шлака в сварочную ванну от сгоревшей проволоки с наполнением. Для предотвращения этого явления, рекомендуется поверх базового шва делать еще один. Первый шов при этом нужно предварительно зачистить.
Для предотвращения этого явления, рекомендуется поверх базового шва делать еще один. Первый шов при этом нужно предварительно зачистить.
Сварка порошковой проволокой без газа требует использования специальных механизмов, предотвращающих сжатие проволоки и ее поломку. Также недопустимо грубое обращение с проволокой, резкие повороты.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Как варить сталь и алюминий полуавтоматом без газа — moyakovka.ru
Сварка полуавтоматом удобна тем, что проволоку не надо подавать вручную.Сварка — это всем известный процесс соединения металлических деталей в условиях высоких температур.
Для создания таких условий существуют специальные сварочные агрегаты и приспособления, способные работать в ручном, автоматическом и полуавтоматическом режиме. Сварочный полуавтомат выгодно отличается от обычного агрегата ручной сварки тем, что подача сварочной проволоки, выполняющей функции электрода, производится любым полуавтоматом самостоятельно, без участия человека.
Промышленность выпускает много видов различных полуавтоматов, которые предназначены для выполнения сварочных работ алюминиевых и стальных деталей, а также некоторых других металлов и сплавов. Все аппараты классифицируются по разным показателям: по типу применяемой проволоки, по способу защиты сварного шва. Сварочная проволока может применяться стальная или алюминиевая. Защита шва может производиться слоем флюса, средой некоторых защитных инертных газов, особой порошковой проволокой.
Преимущества и недостатки сварки полуавтоматом
К положительным качествам полуавтомата следует отнести:
Недостатком сварки является сильное разбрызгивание металла.- Полуавтоматом можно сваривать металлические листы, толщина которых достигает 0,5 мм.
- Аппарат малочувствителен к различным загрязнениям поверхности металла и к следам ржавчины на нем.
- Сварка полуавтоматом обходится дешевле всех других известных видов сваривания металлов.
- С помощью сварочного полуавтомата можно паять различные детали из оцинкованного металла проволокой, состоящей из сплавов на основе меди, не повреждая цинкового покрытия.
Недостатки:
- При отсутствии слоя защитного газа происходит усиленное разбрызгивание металла.
- Открытая дуга имеет очень интенсивное излучение.
Других недостатков не имеется.
Вернуться к оглавлению
Процесс сварки с применением полуавтомата
Процесс сварки полуавтоматом.В обычных условиях этим аппаратом варят черные металлы, нержавеющую сталь, алюминий. Сварка происходит под слоем инертного защитного газа. Для этого используется чаще всего углекислый газ, аргон, иногда гелий и смеси этих газов. Источником питания полуавтоматического сварочного аппарата является постоянный ток. Минусовая клемма подключается к изделию. Главный рабочий орган установки — сварочная горелка особой конструкции, подающая в зону сварки специальную сварочную проволоку с флюсом или с защитным газом.
Перед работой аппарат нужно настроить:
- Подобрать необходимую рабочую силу тока.
- Настроить нужную скорость подачи сварочной проволоки методом замены шестерен, которые входят в комплект поставки полуавтомата.
- Попробовать аппарат в работе. Если все параметры настройки были подобраны правильно, агрегат даст устойчивую и мощную сварную дугу, а также нужное количество защитного газа или флюса.
Если аппарат настроен, сварщик приступает к работе, соблюдая все основные принципы и тонкости сварного дела.
Вернуться к оглавлению
Сварка полуавтоматом без применения газа
Таблица режимов сварки полуавтоматом.А как варить полуавтоматом без использования защитного газа, возможно ли это? Если полуавтомат куплен для домашнего использования, то не всегда бывает выгодно приобретать к нему баллон, наполненный газом. Можно использовать вместо него специальную флюсовую или порошковую сварочную проволоку. В разрезе флюсовая проволока представляет собой тонкостенную стальную трубку, заполненную флюсом, который в процессе сварки сгорает, образуя небольшое облачко защитного газа, непосредственно в зоне сваривания деталей. При работе с применением такой проволоки на свариваемое изделие подается плюсовой вывод электропитания.
Проволока может включать компоненты флюса непосредственно в металл, из которого она выполнена. Чем хорош такой вариант? Чтобы ответить на этот вопрос, нужно вспомнить школьный курс физики: когда в результате электродугового разряда проволока начнет плавиться под действием высокой температуры, в сварной ванне обязательно образуется облачко, состоящее из тех веществ, которые входят в состав проволоки. Это облачко почти полностью заменяет инертный газ, который применяется в обычных условиях работы.
Дуговая сварка с защитным газом.При выполнении вертикальных швов нужно учитывать, что тепло поднимается всегда снизу вверх. Поэтому шов рекомендуется вести в направлении сверху вниз, особенно при сварке тонкого листового металла. Рабочую горелку следует держать с небольшим наклоном вверх, так лучше будет удерживаться так называемая сварочная ванна — зона сварки с защитным облачком газа от сгоревшего флюса. Передвигать горелку вдоль шва нужно достаточно быстро, чтобы несколько опередить появление капли расплавленного металла сверху. Сварочная проволока всегда должна находиться на переднем крае сварочной ванны.
Квалифицированный сварщик способен накладывать сварной шов со скоростью до 2 см в секунду. Достигается это благодаря автоматической подаче проволоки толщиной 0,5-3 мм. Сварка без использования газа немного напоминает обычную сварку сварочным электродом, в процессе которой шлак может затекать в сварочную ванну. Это приводит к тому, что приходится поверх получившегося шва накладывать дополнительный сварной шов, очистив предварительно от шлаков предыдущий.
Порошковая проволока, предназначенная для сварки без использования газа, имеет довольно низкую степень жесткости. Она имеет очень тонкие стенки, поэтому при работе с ней недопустимы резкие повороты и изгибы шланга, по которому она поступает к месту сварки. Использовать обычную проволоку без газа категорически не рекомендуется, так как это приведет к неровному шву с внутренними пустотами, к перерасходу проволоки вследствие ее бесполезного испарения.
А можно ли варить потолочные швы? Следует помнить, что варить потолочные швы без газа не получится, так как получившаяся в процессе сгорания флюса углекислота под действием силы тяжести просто покидает сварочную ванну.
https://moyakovka.ru/youtu.be/aDFeNxxTtYg
Преимущества сварки полуавтоматом без использования газа:
- Нет необходимости покупать дорогостоящую и громоздкую газовую аппаратуру и периодически заряжать баллоны.
- Подготовка к сварке занимает минимум времени.
- Стоимость сварки получается гораздо ниже, чем с использованием газа.
Перед тем как варить полуавтоматом металлические детали, требуется правильно организовать свое рабочее место и неукоснительно соблюдать правила техники безопасности. При выполнении работ нужно создать десятиметровую зону вокруг места проведения сварки. В противном случае люди, случайно оказавшиеся в этой зоне, могут получить ожог сетчатки глаза. Сварщик должен использовать индивидуальные средства защиты. В зоне сварки не должно быть горючих материалов.
Сварка сердечником под флюсом: процесс и советы
При дуговой сварке сердечником под флюсом (FCAW) используется трубчатая проволока, заполненная флюсом.
Дуга возникает между непрерывным проволочным электродом и заготовкой.
Флюс, содержащийся в сердечнике трубчатого электрода, плавится во время сварки и защищает сварочную ванну от атмосферы. Постоянный ток с положительным электродом (DCEP) обычно используется, как и в процессе FCAW.
Есть два основных варианта процесса; самозащитный FCAW (без защитного газа) и газовый FCAW (с защитным газом).Различие между ними связано с разными флюсующими добавками в расходных материалах, которые обеспечивают различные преимущества для пользователя. Обычно самозащитный FCAW используется на открытом воздухе, когда ветер уносит защитный газ.
Флюсирующие агенты в самоэкранированной FCAW предназначены не только для раскисления сварочной ванны, но и для защиты сварочной ванны и металлических капель от атмосферы.
Флюс в FCAW с газовой защитой обеспечивает раскисление сварочной ванны и в меньшей степени, чем в самозащитной FCAW, обеспечивает вторичную защиту от атмосферы.Флюс предназначен для поддержки сварочной ванны при сварных швах в неправильном положении. Этот вариант процесса используется для увеличения производительности сварных швов вне положения и для более глубокого проплавления.
Видео: основы самозащиты порошковой сваркой
Процесс сварки сердечником под флюсом
Сварка сердечником под флюсом или сварка трубчатым электродом произошла от процесса сварки MIG для улучшения действия дуги, переноса металла, свойств металла сварного шва и внешнего вида сварного шва.Это процесс дуговой сварки, при котором тепло для сварки обеспечивается дугой между непрерывно подаваемой трубчатой электродной проволокой и заготовкой.
Экранирование достигается за счет флюса внутри трубчатой электродной проволоки или за счет флюса и защитного газа, подаваемого извне. Схема процесса показана на рисунке 10-55 ниже.
Порошковая сварочная проволока или электрод представляет собой полую трубку, заполненную смесью раскислителей, флюсов, металлических порошков и ферросплавов.Закрывающий шов, который выглядит как тонкая линия, является единственным видимым различием между порошковой проволокой и сплошной холоднотянутой проволокой.
Сварку порошковым электродомможно выполнять двумя способами:
- Углекислый газ может использоваться с флюсом для обеспечения дополнительной защиты.
- Один только сердечник из флюса может обеспечить весь защитный газ и шлаковые материалы.
Экран из углекислого газа создает глубоко проникающую дугу и обычно обеспечивает лучшую сварку, чем это возможно без внешней газовой защиты.Хотя дуговая сварка порошковой проволокой может применяться полуавтоматически, машинным способом или автоматически, этот процесс обычно выполняется полуавтоматически.
При полуавтоматической сварке механизм подачи проволоки подает электродную проволоку, а источник питания поддерживает длину дуги. Сварщик манипулирует сварочным пистолетом и регулирует параметры сварки.
Дуговая сварка порошковой проволокой также используется при машинной сварке, где, помимо подачи проволоки и поддержания длины дуги, оборудование также обеспечивает перемещение соединения.
Оператор-сварщик постоянно контролирует сварку и корректирует параметры сварки. Автоматическая сварка используется в высокопроизводительных приложениях.
Схема процесса порошковой сваркиСоветы по сварке
- Не используйте гладкие приводные ролики для проволоки, используйте приводные ролики с накаткой
- Измените полярность на отрицательный электрод (уточните у производителя, MIG обычно электрод положительный)
- Используйте соответствующую вентиляцию
- Вылет проволоки от 1/2 ″ до 3/4 ″
- Перетаскивание пистолета (сварка с обратной стороны)
- Для плоского шва приваривайте под углом 90 градусов и назад на 10 градусов.Тройник под углом 45 градусов. Соединение внахлест под углом от 60 до 70 градусов одним прямым сварным швом.
- Для горизонтального угла наклона пистолета вверх примерно на 10 градусов, уменьшите параметры сварки примерно на 10-15%.
- Для вертикального шва (можно использовать верхний или нижний шов, вертикальный нижний лучше подходит для более тонких металлов, используется вертикальный верх на 1/4 дюйма и выше, также уменьшите параметры на аппарате на 10-15%.
- Для потолочных работ старайтесь поддерживать высокую скорость перемещения, а также уменьшите параметры сварки на 10–15% (по сравнению с плоским или горизонтальным швом).
- Приваривайте из стороны в сторону, чтобы избежать подрезов
- Тщательно счищать шлак после каждого прохода
FCAW в сравнении с GMAW и SMAW
Процесс сердечника флюса FCAW сочетает в себе лучшие характеристики SMAW и GMAW.
В нем используется флюс для защиты сварочной ванны, хотя может использоваться дополнительный защитный газ. Сплошной проволочный электрод обеспечивает высокую производительность наплавки.
FCAW против GMAW
Дуговая сварка порошковой проволокой во многом схожа с дуговой сваркой металлическим электродом в газе (GMAW или MIG).Порошковая проволока, используемая для этого процесса, придает ему разные характеристики. Дуговая сварка порошковой проволокой широко используется для сварки черных металлов и особенно хороша для применений, в которых требуются высокие скорости наплавки. При высоких сварочных токах дуга получается плавной и управляемой по сравнению с использованием электродов для газовой сварки металла большого диаметра с диоксидом углерода.
Сварщик хорошо видит дугу и сварочную ванну. На поверхности сварного шва остается шлаковый налет, который необходимо удалить.Поскольку присадочный металл перемещается по дуге, образуются брызги и дым.
Флюс для расходных материалов FCAW может быть спроектирован для поддержки больших сварочных ванн в нерабочем положении и обеспечения более высокого проплавления по сравнению с использованием сплошной проволоки MIG (GMAW). Сварные швы большего диаметра могут быть выполнены за один проход с использованием электродов большего диаметра, тогда как GMAW и SMAW потребуют нескольких проходов для сварки эквивалентных размеров. Это повышает производительность и снижает деформацию сварного изделия.
FCAW против SMAW
Как и в случае SMAW, шлак необходимо удалять между проходами многопроходных сварных швов.Это может снизить производительность применения и привести к возможным нарушениям сплошности включения шлака. Для FCAW с газовой защитой пористость может возникнуть в результате недостаточного газового покрытия.
Большое количество дыма образуется в процессе FCAW из-за высоких токов, напряжений и магнитного потока, присущих процессу. Увеличение затрат может быть вызвано необходимостью в вентиляционном оборудовании для обеспечения надлежащего здоровья и безопасности.
FCAW сложнее и дороже, чем SMAW, потому что для него требуется механизм подачи проволоки и сварочная горелка.Сложность оборудования также делает процесс менее портативным, чем SMAW.
Оборудование для порошковой сварки
Универсальный сварочный аппарат / генератор Miller Trailblazer 302 с приводом от двигателя, газ, 1-фазный, 30 — 225 переменного тока, 10 — 325 постоянного тока Тип: (KOHLER). Поддерживает сварку Stick (SMAW), MIG (GMAW, Flux Cored (FCAW), DC TIG (DC GTAW), AC TIG (AC GTAW), Air Carbon Arc (CAC-A) резку и строжку)Оборудование, используемое для сварки сердечником флюса: аналогично тому, что используется для газовой дуговой сварки.
В состав основного оборудования для дуговой сварки входят:
- Источник питания
- Органы управления
- Механизм подачи проволоки
- Сварочный пистолет
- Кабели сварочные
Основное различие между газозащитными электродами и самозащитными электродами заключается в том, что для газозащитных проводов также требуется система газовой защиты.
Это также может повлиять на тип используемого сварочного пистолета. В этом процессе часто используются экстракторы дыма.
Для машин и автоматической сварки к базовому оборудованию добавлены несколько элементов, например, толкатели шва и устройства перемещения.
Схема полуавтомата для дуговой сварки порошковым электродомИсточник питания
Источник питания, или сварочный аппарат, вырабатывает электроэнергию соответствующего напряжения и силы тока для поддержания сварочной дуги. Большинство источников питания работают от входной мощности 230 или 460 вольт, но также доступны машины, которые работают от входной мощности 200 или 575 вольт.Источники питания могут работать как от однофазного, так и от трехфазного тока с частотой от 50 до 60 герц.
Большинство источников питания, используемых для дуговой сварки порошковой проволокой, имеют рабочий цикл 100 процентов, что означает, что они могут использоваться для непрерывной сварки. Некоторые машины, используемые для этого процесса, имеют рабочий цикл 60 процентов, что означает, что они могут использоваться для сварки 6 из каждых 10 минут.
Источники питания, обычно рекомендуемые для дуговой сварки порошковой проволокой, относятся к источникам постоянного тока с постоянным напряжением.Используются как вращающиеся (генераторные), так и статические (одно- или трехфазные трансформаторы-выпрямители). Те же источники питания, что и при дуговой сварке металлическим электродом в газе, используются при дуговой сварке порошковой проволокой.
При дуговой сварке порошковой проволокой обычно используются более высокие сварочные токи, чем при дуговой сварке металлическим газом, для которой иногда требуется более мощный источник питания. Важно использовать источник питания, способный производить максимальный уровень тока, необходимый для приложения.
Процесс постоянного тока
Для дуговой сварки порошковой проволокой используется постоянный ток.Постоянный ток может быть как обратной, так и прямой полярности. Порошковые электродные проволоки предназначены для работы как с DCEP, так и с DCEN. Провода, предназначенные для использования с внешней системой газовой защиты, обычно предназначены для использования с DCEP. Некоторые самозащитные порошковые стяжки используются с DCEP, а другие разработаны для использования с DCEN.
Положительный ток электрода обеспечивает лучшее проникновение в сварное соединение. Отрицательный ток электрода дает меньшее проникновение и используется для сварки более тонких металлов или металлов с плохой подгонкой.Сварной шов, создаваемый DCEN, шире и мельче, чем сварной шов, произведенный DCEP.
Генераторные сварочные аппараты, используемые для процесса сердечника из флюса, могут приводиться в действие электрическим ротором для использования в цехах или от двигателя внутреннего сгорания для полевых применений. Сварочные аппараты с бензиновым или дизельным двигателем имеют двигатели с жидкостным или воздушным охлаждением.
Генераторы с приводом от двигателя вырабатывают очень стабильную дугу, но они более шумные, более дорогие, потребляют больше энергии и требуют большего обслуживания, чем трансформаторно-выпрямительные машины.
Двигатель подачи проволоки
Электродвигатель механизма подачи проволоки обеспечивает питание электрода через кабель и горелку к работе. Доступно несколько различных систем подачи проволоки. Выбор системы зависит от приложения. Большинство систем подачи проволоки, используемых для дуговой сварки порошковой проволокой, являются системами с постоянной скоростью, которые используются с источниками питания постоянного напряжения. В механизме подачи проволоки с регулируемой скоростью используется цепь измерения напряжения для поддержания требуемой длины дуги за счет изменения скорости подачи проволоки.
Изменения длины дуги увеличивают или уменьшают скорость подачи проволоки. Механизм подачи проволоки состоит из электрического ротора, соединенного с редуктором, содержащим приводные ролики. Коробка передач и двигатель подачи проволоки, показанные на рис. 10-57, имеют ролики подачи формы в коробке передач.
Узел подачи проволоки FCAWСварочные пистолеты с воздушным и водяным охлаждением
Для дуговой сварки порошковой проволокой используются пистолеты с воздушным и водяным охлаждением. Пушки с флюсовым сердечником с воздушным охлаждением охлаждаются в основном окружающим воздухом, но при использовании защитного газа обеспечивается дополнительный охлаждающий эффект.Пистолет с водяным охлаждением имеет каналы, позволяющие воде циркулировать вокруг контактной трубки и сопла.
Пушки с водяным охлаждением сердечника для флюса обеспечивают более эффективное охлаждение пушки. Пистолеты с водяным охлаждением рекомендуются для использования при сварочных токах более 600 ампер и предпочтительны для многих применений, использующих 500 ампер. Сварочные пистолеты рассчитаны на максимальный ток для непрерывной работы.
Пистолеты с воздушным охлаждением предпочтительны для большинства применений с током менее 500 ампер, хотя можно также использовать пистолеты с водяным охлаждением.Пистолеты с воздушным охлаждением легче и проще в обращении.
Защитные газы
Оборудование для подачи защитного газа, используемое для порошковой проволоки с защитным газом, состоит из шланга подачи газа, газового регулятора, регулирующих клапанов и шланга подачи к сварочному пистолету. (как указано выше, сердечник из флюса может использоваться без защитного газа в зависимости от применения)
Защитные газы поставляются в жидкой форме, когда они находятся в резервуарах для хранения с испарителями, или в газовой форме в баллонах высокого давления.Исключением является углекислый газ. При помещении в баллоны высокого давления он существует как в жидкой, так и в газовой форме.
Основное назначение защитного газа — защита дуги и сварочной ванны от загрязняющего воздействия атмосферы. Азот и кислород атмосферы, если они вступают в контакт с расплавленным металлом сварного шва, вызывают пористость и хрупкость.
При дуговой сварке порошковой проволокой экранирование достигается за счет разложения сердечника электрода или комбинации этого и окружения дуги защитным газом, подаваемым из внешнего источника.Защитный газ вытесняет воздух в зоне дуги. Сварка производится под защитным газом. Для дуговой сварки порошковой проволокой можно использовать как инертные, так и активные газы.
Активные газы, такие как диоксид углерода, смесь аргона с кислородом и смеси аргон с диоксидом углерода, используются почти во всех областях применения. Двуокись углерода является наиболее распространенной. Выбор подходящего защитного газа для конкретного применения зависит от типа свариваемого металла, характеристик дуги и переноса металла, доступности, стоимости газа, требований к механическим свойствам, а также глубины проплавления и формы сварного шва.Ниже приводится краткое описание различных защитных газов.
Двуокись углерода
Двуокись углерода производится из топливных газов, выделяемых при сжигании природного газа, мазута или кокса. Его также получают в качестве побочного продукта при кальцинировании в печах для обжига извести, при производстве аммиака и при ферментации спирта, который имеет почти 100-процентную чистоту.
Углекислый газ доступен пользователю в баллонах или контейнерах для массовых грузов. Цилиндр встречается чаще.В системе наливного газа углекислый газ обычно отводится в виде жидкости и нагревается до газообразного состояния перед подачей на сварочную горелку. Основная система обычно используется только при поставке большого количества сварочных станций.
В цилиндре диоксид углерода находится как в жидкой, так и в парообразной форме, причем жидкий диоксид углерода занимает приблизительно две трети пространства в цилиндре. По весу это примерно 90 процентов содержимого цилиндра. Над жидкостью он существует в виде парообразного газа.По мере того как диоксид углерода забирается из цилиндра, он заменяется диоксидом углерода, который испаряется из жидкости в цилиндре, и, следовательно, общее давление будет отображаться манометром.
Когда давление в цилиндре упадет до 200 фунтов на кв. Дюйм (1379 кПа), цилиндр следует заменить новым. В цилиндре всегда должно оставаться положительное давление, чтобы предотвратить попадание влаги и других загрязнений в цилиндр. Нормальная скорость выброса баллона с CO2 составляет от 10 до 50 куб. Футов в час (4.От 7 до 24 литров в минуту). Однако максимальная скорость нагнетания составляет 25 куб. Футов в час (при сварке с использованием одного цилиндра рекомендуется 12 литров в минуту.
Когда давление пара падает от давления в баллоне до давления нагнетания через регулятор CO2, он поглощает большое количество тепла. Если установлен слишком высокий расход, это поглощение тепла может привести к замерзанию регулятора и расходомера, что приведет к прерыванию подачи защитного газа. Когда требуется расход выше 25 куб. Футов в час (12 литров в минуту), обычной практикой является соединение двух баллонов с CO2 параллельно или установка нагревателя между баллоном и газовым регулятором, регулятором давления и расходомером.
Чрезмерный расход также может привести к откачке жидкости из цилиндра. Двуокись углерода — наиболее широко используемый защитный газ для дуговой сварки порошковой проволокой. Большинство активных газов нельзя использовать для защиты, но диоксид углерода дает несколько преимуществ при сварке стали. Это глубокое проникновение и низкая стоимость. Углекислый газ способствует глобулярному переносу. Защитный газ из диоксида углерода распадается на такие компоненты, как оксид углерода и кислород. Поскольку диоксид углерода является окисляющим газом, раскисляющие элементы добавляются в сердечник электродной проволоки для удаления кислорода.Оксиды, образованные раскисляющими элементами, всплывают на поверхность сварного шва и становятся частью шлакового покрытия. Некоторая часть углекислого газа распадается на углерод и кислород. Если содержание углерода в сварочной ванне ниже 0,05 процента, защита от углекислого газа будет иметь тенденцию к увеличению содержания углерода в металле сварного шва. Углерод, который может снизить коррозионную стойкость некоторых нержавеющих сталей, представляет собой проблему для критически важных систем коррозии. Дополнительный углерод может также снизить ударную вязкость и пластичность некоторых низколегированных сталей.Если содержание углерода в металле сварного шва превышает примерно 0,10 процента, экранирование двуокиси углерода будет иметь тенденцию к снижению содержания углерода. Эта потеря углерода может быть связана с образованием монооксида углерода, который может быть захвачен сварным швом в качестве раскисляющих элементов пористости в сердечнике флюса, уменьшая эффект образования монооксида углерода. Смеси аргон-диоксид углерода.
Аргон и диоксид углерода
иногда смешивают для использования при дуговой сварке порошковой проволокой. Высокий процент газообразного аргона в смеси способствует более высокой эффективности осаждения за счет создания меньшего количества брызг.Наиболее часто используемая газовая смесь при дуговой сварке порошковой проволокой представляет собой смесь 75 процентов аргона и 25 процентов двуокиси углерода. Газовая смесь производит мелкозернистый шаровой перенос металла, который приближается к брызгам. Он также снижает степень окисления по сравнению с чистым диоксидом углерода. Сварной шов, нанесенный на экран из аргон-углекислого газа, обычно имеет более высокий предел прочности и предел текучести. Смеси аргона и углекислого газа часто используются для сварки вне положения, что позволяет добиться лучших характеристик дуги. Эти смеси часто используются для обработки низколегированных сталей и нержавеющих сталей.Электроды, предназначенные для использования с CO2, могут вызвать чрезмерное накопление марганца, кремния и других раскисляющих элементов, если они используются со смесями защитного газа, содержащими высокий процент аргона. Это повлияет на механические свойства сварного шва.
Смеси аргон-кислородные
Для некоторых применений используются смеси аргона с кислородом, содержащие 1-2 процента кислорода. Смеси аргона с кислородом имеют тенденцию способствовать переносу распыления, что снижает количество образующихся брызг.Основное применение этих смесей — сварка нержавеющей стали, где диоксид углерода может вызвать коррозию.
Электроды
Поперечное сечение проволоки с флюсовым сердечником — рисунок 10-58Электроды, используемые для дуговой сварки порошковой проволокой, обеспечивают присадочный металл сварочной ванне и экранируют дугу.
Для нормальных типов электродов требуется экранирование. Защитный газ предназначен для защиты дуги и сварочной ванны от атмосферы.
Химический состав электродной проволоки и сердечника из флюса в сочетании с защитным газом будет определять состав металла сварного шва и механические свойства сварного шва.
Электроды для дуговой сварки порошковой проволокой состоят из металлического экрана, окружающего сердцевину из флюсовых и / или легирующих соединений, как показано на рисунке 10-58.
Сердечники из углеродистой стали и низколегированных электродов содержат в основном флюс.
Некоторые сердечники электродов из низколегированной стали содержат большое количество легирующих соединений с низким содержанием флюса.Большинство электродов из низколегированной стали требуют защиты от газа.
Оболочка составляет приблизительно от 75 до 90 процентов веса электрода. Самозащитные электроды содержат больше флюсов, чем электроды с газовой защитой.
Компаунды, содержащиеся в электроде, выполняют в основном те же функции, что и покрытие покрытого электрода, используемого при дуговой сварке защищенным металлом.
Эти функции:
- Для образования шлакового покрытия, плавающего на поверхности металла шва и защищающего его во время затвердевания.
- Предоставление раскислителей и поглотителей, которые помогают очищать и производить твердый металл шва.
- Стабилизаторы дуги, обеспечивающие плавную сварочную дугу и сводящие к минимуму разбрызгивание.
- Для добавления в металл сварного шва легирующих элементов, которые увеличивают прочность и улучшают другие свойства металла шва.
- Для подачи защитного газа. Провода с защитным газом требуют внешней подачи защитного газа в дополнение к газу, производимому сердечником электрода.
Система классификации трубчатых проволочных электродов
Система классификации, используемая для трубчатых проволочных электродов, используемых при сварке сердечником из флюса, была разработана Американским сварочным обществом. Углеродистые и низколегированные стали классифицируются по следующим позициям:
- Механические свойства наплавленного металла.
- Положение при сварке.
- Химический состав наплавленного металла.
- Род сварочного тока.
- Используется ли защитный газ CO2.
Примером классификации электрода из углеродистой стали является E70T-4, где:
- Буква «E» обозначает электрод.
- Вторая цифра или «7» указывает минимальную прочность на разрыв в единицах 10 000 фунтов на квадратный дюйм (69 МПа).
- Третья цифра или «0» указывает положение сварки. «0» указывает на плоское и горизонтальное положение, а «1» указывает на все положения. 4 . «T» обозначает классификацию трубчатой или порошковой проволоки. 5 .Суффикс «4» обозначает производительность и удобство использования, как показано в таблице 10-13. При использовании классификации «G» не указываются конкретные требования к производительности и удобству использования. Эта классификация предназначена для электродов, не подпадающих под другую классификацию. Требования к химическому составу наплавленного металла сварного шва для электродов из углеродистой стали приведены в таблице 10-14. Одноходовые электроды не имеют требований к химическому составу, поскольку проверка химического состава неразбавленного металла шва не дает истинных результатов обычного химического состава однопроходного сварного шва. .
Электроды из углеродистой флюсовой стали
Требования к механическим свойствам порошковых электродов из углеродистой стали — Таблица 10-12 Рабочие характеристики и характеристики использования порошковых электродов из углеродистой стали — Таблица 10-13 Требования к химическому составу порошковых электродов из углеродистой стали — Таблица 10-14Классификация электродов из низколегированной стали Используемый при сварке сердечником флюсом аналогичен классификации электродов из углеродистой стали. Примером классификации низколегированной стали является E81T1-NI2, где:
- Буква «E» обозначает электрод.
- Вторая цифра или «8» указывает минимальную прочность на растяжение в единицах 10 000 фунтов на квадратный дюйм (69 МПа). В данном случае это 80 000 фунтов на квадратный дюйм (552 МПа). Требования к механическим свойствам электродов из низколегированной стали приведены в таблице 10-15. Требования к ударной вязкости приведены в таблице 10-16.
- Третья цифра или «1» указывает возможности сварочного положения электрода. «1» обозначает все положения, а «0» — только плоское и горизонтальное положение.
- Буква «T» обозначает трубчатый или порошковый электрод, используемый при дуговой сварке порошковой проволокой.
- Пятая цифра или «1» описывает удобство использования и рабочие характеристики электрода. Эти цифры такие же, как и в классификации электродов из углеродистой стали, но только EXXT1-X, EXXT4-X, EXXT5-X и EXXT8-X используются для классификации электродов с порошковой сердцевиной из низколегированной стали.
- 6 . Суффикс «Ni2» указывает химический состав наплавленного металла шва, как показано в таблице 10-17 ниже.
а.Единичные значения являются максимальными, если не указано иное
b. Только для самозащитных электродов
c. Чтобы соответствовать требованиям к сплавам группы G, наплавленный металл должен иметь минимум, как указано в таблице, только для одного из элементов
d. Классификация E80TI-W также содержит 0,30 — 0,75% меди
Электроды из нержавеющей стали
Система классификации электродов из нержавеющей стали, используемых при сварке сердечником из флюса, основана на химическом составе металла шва и типе защиты, применяемой во время сварки.Примером классификации электродов из нержавеющей стали является E308T-1, где:
- Буква «E» обозначает электрод.
- Цифры между буквами «E» и «T» обозначают химический состав сварного шва, как показано в таблице 10-18 ниже.
- Буквой «Т» обозначена трубчатая или порошковая электродная проволока.
- Суффикс «1» указывает тип используемого экранирования, как показано в таблице 10-19 ниже.
Сварочные кабели
Сварочные кабели и соединители используются для подключения источника питания к сварочному пистолету и к устройству.Эти кабели обычно изготавливаются из меди. Кабель состоит из сотен проводов, заключенных в изолированный кожух из натурального или синтетического каучука. Кабель, соединяющий источник питания со сварочной горелкой, называется выводом электрода.
При полуавтоматической сварке этот кабель часто является частью кабельной сборки, которая также включает шланг защитного газа и канал, через который проходит электродная проволока. При машинной или автоматической сварке вывод электрода обычно отдельный.Кабель, соединяющий изделие с источником питания, называется рабочим проводом. Рабочие провода обычно подключаются к работе зажимами, зажимами или болтом.
Размер используемых сварочных кабелей зависит от выходной мощности аппарата для сварки сердечником флюса, рабочего цикла аппарата и расстояния между сварочным аппаратом и изделием. Размеры кабелей варьируются от наименьшего AWG № 8 до AWG № 4/0 с номинальной силой тока 75 ампер и выше.
В Таблице 10-20 показаны рекомендуемые сечения кабелей для использования с различными сварочными токами и длинами кабелей.Слишком маленький кабель может сильно нагреться во время сварки.
Рекомендуемые сечения кабелей для различных сварочных токов — Таблица 10-20Плюсы и минусы FCAW
Преимущества: меньшая стоимость и более высокая наплавка
Резюме:
- Высокая производительность наплавки
- Более глубокое проникновение, чем SMAW
- Высокое качество
- Меньше предварительной очистки, чем у GMAW
- Покрытие из шлака помогает при больших сварных швах в смещенном состоянии Самозащищенный FCAW устойчив к сквознякам
Основными преимуществами сварки сердечником из флюса являются меньшая стоимость и более высокая производительность наплавки, чем при сварке методом SMAW или GMAW сплошной проволокой.
Стоимость порошковых электродов ниже, поскольку легирующие добавки находятся во флюсе, а не в стальной присадочной проволоке, как в случае твердотельных электродов.
Порошковая сварка идеальна там, где важен внешний вид валика и не требуется механическая обработка сварного шва. Сварка порошковой проволокой без защиты от углекислого газа может использоваться для большинства конструкций из мягкой стали.
Полученные сварные швы имеют более высокую прочность, но меньшую пластичность, чем те, для которых используется защита от углекислого газа.Имеется меньшая пористость и большее проплавление сварного шва с защитой от двуокиси углерода. Процесс порошковой наплавки имеет повышенную устойчивость к окалине и грязи.
При сварке сердечником из флюса меньше брызг, чем при сварке MIG сплошной проволокой. Он имеет высокую скорость наплавки, и часто используются более высокие скорости движения. Используя электродную проволоку небольшого диаметра, можно производить сварку во всех положениях. Некоторые порошковые проволоки не нуждаются во внешнем подводе защитного газа, что упрощает оборудование.
Электродная проволока подается непрерывно, поэтому на замену электродов уходит очень мало времени. Выпадает более высокий процент присадочного металла по сравнению с дуговой сваркой защитным металлом. Наконец, достигается лучшее проплавление, чем при дуговой сварке защищенным металлом.
Недостатки: чувствительность к условиям сварки
Сводка недостатков сварки сердечником флюсом:
- Шлак необходимо удалить
- Больше дыма и дыма, чем у GMAW и SAW
- Брызги
- Провод FCAW дороже
- Оборудование дороже и сложнее, чем для SMAW
Большинство порошковых электродов из низколегированной или мягкой стали более чувствительны к изменениям условий сварки, чем электроды для сварки SMAW.
Эта чувствительность, называемая допуском по напряжению, может быть уменьшена, если используется защитный газ или если увеличиваются шлакообразующие компоненты материала сердечника.
Для поддержания постоянного напряжения дуги необходимы источник питания с постоянным потенциалом и устройство подачи электродов с постоянной скоростью.
FCAW Устранение неисправностей
При поиске и устранении неисправностей сварных швов с флюсовой сердцевиной обязательно ознакомьтесь с инструкциями производителя (находящимися на панели оборудования) для следующего (подробно описанного ниже):
- Скорость подачи проволоки
- Скорость передвижения
- Расстояние от наконечника до рабочего места
- Полярность фидера
- Рабочий угол и угол перемещения
- Слишком низкая подача проволоки и ток (более высокие скорости = более высокий ток, более низкие скорости, более низкий ток: если скорость слишком низкая, вы не получите полного покрытия, узкий проход и большое количество брызг.
Видео об устранении неисправностей FCAW
Сварка FCAW создается при низкой скорости проволоки
Низкая скорость проволоки для сварки FCAW привела к тому, что шлаки трудно удалить, и появилось много брызг. Если скорость проволоки слишком высока, проволока будет продолжать загибаться. Чтобы исправить это, увеличьте напряжение или уменьшите скорость провода.
Сварной шов FCAW создан при высокой скорости проволокиСлишком низкая скорость перемещения : в результате получается выпуклый широкий сварной шов. Шлак не покрывает должным образом.
Сварка FCAW с низкой скоростью ходаСкорость движения выше рекомендованной : дает узкий выпуклый сварной шов.Сравните со слишком высокой скоростью движения потока вверху и со свободной лужей внизу.
Сварка FCAW с высокой скоростью перемещенияРасстояние между наконечником и рабочей поверхностью : Проверьте правильность расстояния для вашей проволоки. Слишком короткое расстояние приводит к недостаточному покрытию из-за неправильного предварительного нагрева флюса внутри проволоки. Шлак не покрывает весь сварной шов, из-за чего шлак в центре шва выглядит темным.
Если расстояние слишком велико, сварной шов будет немного закорочен. Проволока выглядит так, как будто она охотится за сварным швом, что делает подачу непостоянной, вызывая рябь в сварном шве.
Расстояние от наконечника до рабочего места слишком большое (вверху) и слишком короткое (внизу). Проверьте указания производителя для правильного расстояния (обычно от 1/2 ″ до 5/8 ″)Полярность : каждый провод имеет рекомендованную полярность. Иногда используется отрицательный постоянный ток, когда необходим положительный постоянный ток. Вызывает брызги и небольшой сварной шов.
Брызги из-за неправильной полярности. Убедитесь, что вы используете правильную полярность при сварке сердечника флюсом. Не используйте положительный постоянный ток, если требуется отрицательный постоянный ток. Проверьте схему настройки машины.Проверьте, как питатель подключен к сварочному оборудованию. Убедитесь, что он подключен к правильным полюсам. Обзорная диаграмма внутри панели оборудованияУглы электродов : Для сердечника из флюса помните, что вы перетаскиваете шлак. Убедитесь, что вы перетаскиваете электрод, чтобы шлак мог образоваться за сварным швом. Он легче расплавленной лужи и всплывет наверх. Если нажать на нее, в сварном шве могут появиться включения шлака.
Проверьте рабочий угол и угол хода : При сварке на плоской поверхности угол может составлять 90 градусов.Для соединения внахлест или Т-образного соединения вы должны быть под углом 45 градусов к стыку и от 5 до 10 градусов для сопротивления.
Выбор порошковой проволоки
Если сварка сплошной проволокой удовлетворительна, зачем использовать более дорогую порошковую проволоку? Порошковая проволока оптимизирована для получения характеристик, недоступных для сплошной проволоки. Для многих сварочных работ, таких как сварка вертикально вверх, плоская сварка, сварка поверх гальванизированной стали или сварка трудно свариваемых сталей, порошковая проволока может сделать это лучше и быстрее.Хотя газовая дуговая сварка металлическим электродом (GMAW) сплошной проволокой из низкоуглеродистой стали популярна, проста в использовании и эффективна для многих приложений, у нее есть ограничения и недостатки.Например, GMAW является медленным при сварке вне положения. Он либо ограничен переносом при коротком замыкании, что ограничивается многими стандартами сварки из-за тенденции к неплавлению, либо переносом импульса, требующим специального источника сварочного тока. Также требуется очень чистая сталь.
Возможность добавления различных материалов в сердцевину сварочной проволоки позволяет значительно повысить производительность. Шлакообразователи добавляются для защиты сварочной ванны, придания формы и поддержки сварному шву. Железный порошок используется для увеличения скорости осаждения.Порошковые сплавы добавляются для получения низколегированных отложений или улучшения механических свойств. Поглотители и флюсы используются для очистки металла шва.
Порошковая сварочная проволока с защитным газом (FCAW-G) была представлена на рынке примерно в 1957 году. Самозащитная проволока для дуговой сварки (FCAW-S) была представлена на рынке позже, примерно в 1961 году.
Основные ингредиенты проволоки FCAW-G были разработаны таким образом, чтобы получить характеристики, которые невозможно достичь с помощью сплошной проволоки GMAW.Поскольку вся защита обеспечивается защитным газом, материалы сердцевины могут быть тщательно выбраны, чтобы максимизировать производительность сварки в определенной области, например, для получения плавного переноса распылением со 100% защитным газом из двуокиси углерода, а скорость сварки в два раза выше при сварке. вертикальное положение.
Провода FCAW-S, с другой стороны, материалы сердечника должны обеспечивать полное экранирование. Материалы сердечника создают собственные защитные газы, шлакообразователи и составы для улучшения сварочной ванны.Преимущества самозащитной порошковой проволоки заключаются в ее простоте. Их можно использовать на открытом воздухе при сильном ветре без навесов и дополнительного оборудования, необходимого для защиты от газов.
Существует несколько популярных типов порошковой проволоки и способы повышения производительности сварки:
Для полуавтоматической сварки в нестандартном положении проволока E71T-1 обеспечивает непревзойденные характеристики. Его быстро замерзающий рутиловый шлак обеспечивает высочайшую производительность наплавки в вертикальном положении — до 7 фунтов в час, не имеющую себе равных в любом другом процессе полуавтоматической дуговой сварки.Кроме того, проволока E71T-1 обеспечивает исключительно гладкую сварочную дугу и минимальное разбрызгивание даже при 100% использовании защитного газа из двуокиси углерода. Смеси аргона и углекислого газа используются для получения максимально плавной дуги и наилучших характеристик вне положения. Это причины, по которым E71T-1 является самой популярной в мире порошковой проволокой. Это лучший выбор для судостроения, производства конструкционной стали и стальных конструкций общего назначения.
Для полуавтоматической сварки в нерабочем положении без защитного газа проволока E71T-8 обеспечивает самую высокую производительность наплавки.Lincoln Electric NR®-232 может вносить 4,5 фунта в час. в вертикальном положении вверх на 50% быстрее, чем другие провода E71T-8. Поскольку этот провод является самозащитным, он широко используется на открытом воздухе и при полевом монтаже конструкционной стали.
Для полуавтоматической сварки в плоском положении самый быстрый способ соединения толстых стальных листов — это E70T-4. Он предлагает самую высокую скорость полуавтоматического напыления, до 40 фунтов в час. Эта проволока широко используется для соединения толстых сталей, где нет требований к ударной вязкости по Шарпи.Этот провод также является самозащитным, что позволяет легко использовать его на открытом воздухе.
Самая высокая производительность наплавки для порошковой проволоки с газовой защитой — E70T-1. По сравнению с E70T-4, они предлагают несколько более низкую скорость наплавки — до 30 фунтов в час, но они предлагают более плавную сварочную дугу и свойства ударной вязкости по Шарпи. Он предлагает более высокие скорости осаждения, чем GMAW, обрабатывает более грязные пластины и использует более дешевый 100% защитный газ из двуокиси углерода. E70T-1 широко используются в цехах по производству металлоконструкций.
Для сварки стали с покрытием и оцинкованной листовой стали предпочтительнее использовать проволоку E71T-14. Самоэкранированный провод E71T-14 имеет сердцевину, которая взрывается в дуге, улетучивая стальное покрытие, сводя к минимуму образование трещин и пористость. Результат — более высокое качество сварных швов и высокая скорость сварки. Проволока Э71Т-14 широко используется в автомобильной промышленности для изготовления оцинкованной стали.
Какой самый быстрый способ сваривать трудно свариваемые стали? Экранированная газовая проволока E70T-5 обеспечивает отличную стойкость к растрескиванию на трудно свариваемых сталях, таких как закаленная и отпущенная сталь T-1, износостойкие стали и стали без механической обработки.E70T-5 имеет базовую шлаковую систему, аналогичную стержневому электроду 7018, которая удаляет фосфор и серу из металла шва, что может вызвать растрескивание, пористость и низкую вязкость. E70T-5 имеют самый низкий уровень диффундирующего водорода среди порошковых проволок, что приводит к превосходной стойкости к замедленному водородному растрескиванию, так как. Кроме того, они обладают исключительной ударной вязкостью по Шарпи.
Порошковая проволока обеспечивает более высокую производительность для многих полуавтоматических сварочных работ с низкоуглеродистой сталью:
E71T-1 (FCAW-G): высочайшая производительность наплавки вне рабочего места.
E71T-8 (FCAW-S): высочайшая производительность наплавки вне рабочего места без защитного газа.
E70T-4 (FCAW-S): максимальная производительность наплавки в плоском положении.
E70T-1 (FCAW-G): Наивысшая производительность наплавки на ровной поверхности со свойствами Шарпи.
E71T-14 (FCAW-S): самая высокая скорость движения по оцинкованной стали и стали с покрытием.
E70T-5 (FCAW-G): самый быстрый способ сварки трудновариваемых сталей.
Зачем ограничиваться сплошной проволокой, если порошковая проволока делает это лучше и быстрее? Выберите порошковую проволоку, оптимизированную для вашего сварочного применения.Используйте его, чтобы повысить производительность и снизить затраты на сварку.
Урок 2 — Общие процессы электродуговой сварки
Урок 2 — Общие процессы электродуговой сварки © АВТОРСКИЕ ПРАВА 1998 УРОК ГРУППЫ ЭСАБ, ИНК. II 2.5.3 Текущий Плотность — порошковая дуговая сварка использует те же принципы тока плотность, как описано в разделе 2.4.1, но есть одно существенное различие между флюсом порошковый электрод и твердый электрод.С помощью порошкового электрода ингредиенты гранулированного сердечника являются плохими электрическими проводниками, и поэтому ток передается в основном через внешнюю металлическую обшивку. Когда равный диаметр поперечное сечение двух сравнивается (см. рисунок 19), видно, что порошковый электрод имеет меньшая токопроводящая поверхность, чем у сплошного электрода. Эта большая концентрация тока на меньшей площади увеличивает выгорание ставка.2.5.3.1 Когда все остальные факторы равны, скорость нанесения порошковой проволоки электрод несколько выше, чем твердый электрод. 2.5.4 ОБОРУДОВАНИЕ — Для дуговой сварки порошковой проволокой используется такое же оборудование, как и показано ранее в Разделе 2.3.2.2, Рисунок 12, за исключением того, что метод самоэкранирования не нуждается во внешнем газовом аппарате. 2.5.4.1 Дуговая сварка порошковой проволокой выполняется постоянный ток. Все электроды с защитным газом предназначены для работы в DCEP.В самозащитные электроды либо разработаны специально для DCEN или DCEP. 2.5.5 Мощность Источник — Рекомендуемый Источник питания — постоянный ток постоянного напряжения тип. Тип постоянного тока можно использовать, но с менее удовлетворительными результатами. 2.5.6 Проволока Фидер — Функция механизма подачи проволоки в FCAW такой же, как описано в раздел по GMAW. Поскольку Порошковый электрод трубчатый по конструкции, меры предосторожности следует принимать меры, чтобы электрод не сплющивался.Для облегчения кормления средствами, отличными от давления отдельно, специально разработанные подающие ролики с рифленой или рифленой поверхностью. Некоторые кормушки используйте четыре подающих ролика вместо двух для минимизации удельного давления на электрод. 2.5.7 В Сварочный пистолет — По сравнению с GMAW, основное отличие сварки FCAW оружие есть в тех, которые используются с самим собой процесс экранирования. Пистолет несколько компактнее за счет к отсутствию внешней газовой защиты сопло.Поскольку для процесса самозащиты обычно требуется с более длинным удлинением электрода самозащитный пистолет может иметь изолированную направляющую трубка (Обратитесь назад рис.18), чтобы электрод был устойчивым. Пистолеты с водяным охлаждением доступен для высоких режим полуавтоматической сварки и для автоматической сварки. ФИГУРА 19 ТЕКУЩИЙ ПУТЬ 1/16 «FLUX-CORED ЭЛЕКТРОД 1/16 » ТВЕРДЫЙ ЭЛЕКТРОДсоветов по предотвращению распространенных проблем с порошковой сердцевиной и улучшению сварных швов FCAW
Сварка порошковой проволокой дает много преимуществ при сварке в строительстве, включая высокую производительность и хорошие химические и механические свойства.Самозащитная порошковая сварка (FCAW) уже много лет является жизнеспособным процессом сварки. Он был полезен для монтажа стальных конструкций, ремонта тяжелого оборудования, строительства мостов и других подобных приложений. Это не удивительно, поскольку он обеспечивает высокую скорость наплавки, отличные химические и механические свойства, а также свариваемость, необходимую для этих работ. Тем не менее, это не означает, что в этом процессе нет проблем. К счастью, обладая некоторыми ноу-хау и небольшой практикой, вы можете предотвратить некоторые из распространенных проблем, связанных с процессом, и добиться необходимого качества сварки.
Совет первый: избегайте проблем с подачей проволоки
Остановка подачи проволоки и сбои в ее работе — частые проблемы на многих рабочих площадках. Они могут вызвать значительное время простоя. Два наиболее распространенных типа проблем с подачей проволоки — ожог и скопление птиц — имеют тенденцию преждевременно гасить дугу, что, в свою очередь, может привести к дефектам сварного шва.
Предотвратить возгорание, как показано здесь, за счет соответствующей скорости подачи проволоки и расстояния от горелки MIG до заготовки.Возгорание происходит, когда проволока превращается в шарик на конце контактного наконечника.Чаще всего это результат слишком низкой скорости подачи проволоки и / или слишком близкого расположения сварочного пистолета к заготовке. Чтобы избежать этой проблемы, убедитесь, что скорость подачи соответствует вашему применению. Сохраняйте расстояние от контактного наконечника до рабочей поверхности не более 1 1/4 дюйма.
Во избежание скопления птиц — путаницы проволоки, мешающей подаче проволоки — во время сварки FCAW всегда используйте приводные ролики с рифленой V- или U-образной канавкой в устройстве подачи проволоки. По сравнению со сплошной сварочной проволокой GMAW (в которой используется приводной ролик с гладкой V-образной канавкой) проволока FCAW намного мягче (из-за ее трубчатой конструкции).Если вы используете неподходящий приводной ролик, он может легко сжать проволоку.
Использование правильных приводных роликов и настроек натяжения может предотвратить гнездование птиц.Кроме того, установка правильного натяжения приводного ролика может предотвратить сплющивание и запутывание проволоки. Чтобы установить правильное натяжение, сначала ослабьте натяжение приводных роликов. Увеличьте натяжение, подавая проволоку в ладонь сварочной перчатки, и продолжайте увеличивать натяжение на пол-оборота после проскальзывания проволоки.
Другие причины гнездования птиц включают засорение лайнера, неправильно обрезанные лайнеры или использование неподходящего лайнера. Незамедлительно замените лайнер, если вы обнаружите засор во время плановой проверки сварочного пистолета и кабелей. Всегда обрезайте лайнер (используя подходящие инструменты) в соответствии с рекомендациями производителя. Убедитесь, что на гильзе нет заусенцев или острых краев, и всегда используйте гильзу правильного размера для вашего диаметра сварочной проволоки.
Совет второй: остановите пористость и отслеживание червяков
Пористость и отслеживание червяков — распространенные нарушения сплошности сварных швов, которые могут ослабить целостность сварных швов.Пористость возникает, когда газ попадает в металл шва. Он может появиться в любой конкретной точке сварного шва или по всей его длине. Чтобы предотвратить эту проблему, перед сваркой удалите с основного металла всю ржавчину, жир, краску, покрытия, масло, влагу и грязь. Использование присадочных металлов с добавлением раскислителей также помогает устранить такие загрязнения, но эти продукты никогда не должны заменять надлежащую предварительную очистку. Затем поддерживайте соответствующее удлинение или вылет электрода. Как правило, длина провода не должна превышать 1 1/4 дюйма.за контактным наконечником.
Кроме того, чтобы предотвратить отслеживание червяков — следов на поверхности сварного шва, вызванных газом, который создает флюс в сердечнике проволоки, — избегайте чрезмерного напряжения для данной настройки подачи проволоки и силы тока. Лучше всего соблюдать параметры, рекомендованные производителем присадочного металла для конкретного диаметра сварочной проволоки. Если отслеживание червяков действительно происходит, уменьшайте напряжение с шагом в полвольта, пока не устраните проблему.
Совет третий: исключите включения шлака
Включения шлака возникают, когда шлак, образующийся расплавленным флюсом в сердечнике проволоки, захватывается внутри сварного шва.Существует четыре основных причины появления шлаковых включений, и все они могут быть предотвращены с помощью надлежащих методов сварки.
Во-первых, избегайте неправильного размещения сварных швов, особенно при выполнении нескольких проходов на толстых участках металла, например, необходимых для корневых проходов сварных швов или широких отверстий с V-образной канавкой. Убедитесь, что в сварном шве достаточно места для дополнительных проходов, особенно на стыках, требующих нескольких проходов.
Чтобы предотвратить отслеживание червя, используйте параметры, рекомендованные производителем для данного диаметра проволоки, и при необходимости уменьшите значение напряжения.Во-вторых, поддерживайте правильный угол и скорость движения. В плоском, горизонтальном и верхнем положениях угол перетаскивания должен составлять от 15 до 45 градусов. В вертикальном верхнем положении угол перетаскивания должен составлять от 5 до 15 градусов. Кроме того, если вы видите включения шлака под этими углами, вам следует немного увеличить угол лобового сопротивления. Поддерживайте постоянную скорость движения; если двигаться слишком медленно, сварочная лужа выйдет за дугу и создаст шлаковые включения.
Далее, поддерживайте надлежащую погонную энергию шва, так как слишком низкая погонная энергия сварки также может привести к включению шлака.Всегда используйте параметры, рекомендуемые производителем для данного диаметра проволоки. Если включения шлака все еще появляются, увеличивайте напряжение, пока включения не исчезнут.
Наконец, не забудьте тщательно очистить между проходами сварки, удаляя любой шлак с помощью молотка, проволочной щетки или шлифовки перед началом следующего прохода сварки.
Совет четвертый: предотвращение подрезов и отсутствия проплавления
Как и другие дефекты сварного шва, подрезы и отсутствие плавления могут повлиять на качество сварных швов.Их предотвращение может значительно сократить время простоя и затраты на переделку.
Поднутрение возникает, когда канавка плавится в основном металле рядом с носком сварного шва, но не заполняется металлом сварного шва. Это вызывает более слабую зону у носка сварного шва и часто приводит к растрескиванию. Используйте соответствующий сварочный ток и напряжение. Это ключ к предотвращению подрезов (не забывайте следить за параметрами сварки), как и регулировка правильного угла горелки. Поддерживайте такую скорость движения, которая позволяет металлу шва полностью заполнять расплавленные участки основного металла.Если вы используете технику плетения, сделайте паузу с каждой стороны сварного шва.
Чтобы предотвратить отсутствие плавления, неспособность металла сварного шва полностью сплавиться с основным металлом (или предшествующим сварным швом в многопроходных приложениях), поддерживайте правильный рабочий угол и подвод тепла. Получите правильный угол, поместив борт стрингера в надлежащее место на стыке. При необходимости отрегулируйте рабочий угол или расширив канавку, чтобы получить доступ ко дну во время сварки. Держите дугу на задней кромке сварочной ванны и поддерживайте сопротивление горелки от 15 до 45 градусов.Если используется плетение, при сварке на мгновение удерживайте дугу на боковых стенках канавки. Увеличьте диапазон напряжений и / или отрегулируйте скорость подачи проволоки, если необходимо, чтобы добиться полного сплавления. Кроме того, если вы чувствуете, что проволока опережает рабочую лужу, простые регулировки, такие как увеличение скорости движения или использование более высокого сварочного тока, могут предотвратить проблемы.
Наконец, обязательно очистите поверхность основного металла перед сваркой, чтобы удалить загрязнения, чтобы предотвратить отсутствие плавления.
Совет пятый: избегайте чрезмерного или недостаточного проникновения
Поддержание соответствующего количества тепла во время сварки — ключ к предотвращению таких проблем, как чрезмерное проплавление. Чрезмерное проплавление происходит, когда металл сварного шва плавится через основной металл и зависает под сварным швом. Чаще всего это происходит из-за слишком высокой температуры. В случае возникновения проблемы выберите более низкий диапазон напряжения, уменьшите скорость подачи проволоки и увеличьте скорость движения.
И наоборот, выбор более высокой скорости подачи проволоки, более высокого диапазона напряжений и / или уменьшения скорости движения может предотвратить такие проблемы, как непровар — неглубокое сплавление металла шва и основного металла.Кроме того, подготовьте соединение таким образом, чтобы обеспечить доступ ко дну канавки. Поддерживайте надлежащее удлинение сварочной проволоки и характеристики дуги.
Заключительные подсказки
Самозащитный FCAW — надежный процесс для многих строительных приложений. Получение с его помощью высококачественных сварных швов — не удача. Это результат хорошей техники сварки, правильного выбора параметров и вашей способности предотвращать проблемы или быстро выявлять и устранять их. Помните, что вооружившись некоторой базовой информацией, вы сможете предотвратить наиболее распространенные проблемы, связанные с самозащитной сваркой FCAW, без ущерба для времени или качества.
Статьи по теме
Продукция Hobart Brothers Performance Welding
Как и в случае с любой другой частью сварочного процесса, не существует универсального решения, когда дело доходит до выбора правильного присадочного металла. Тем не менее, каждая сварочная операция преследует одну и ту же цель: использовать присадочный металл, обеспечивающий стабильное качество, производительность и экономию средств.
Порошковая проволока с защитным газом (FCAW) и проволока с металлическим сердечником (MCAW) являются наиболее распространенными вариантами присадочного металла при изготовлении и производстве.В отличие от сварки штучной сваркой, которая требует затратной по времени и потенциально дорогостоящей замены электродов, непрерывный процесс подачи проволоки с использованием этих присадочных металлов помогает сократить время простоя при замене катушки или барабана, а также обеспечивает более высокую скорость перемещения и более высокую скорость наплавки для повышения производительности.
Порошковая проволока с защитным газом (FCAW) и проволока с металлическим сердечником (MCAW) являются наиболее распространенным выбором присадочного металла |
Однако выбор между порошковой или металлической порошковой проволокой может вызвать затруднения. Оба присадочных металла представляют собой трубчатую проволоку, наполненную легирующими элементами, которые обеспечивают благоприятные сварочные характеристики; оба требуют защитного газа и работают от источника постоянного напряжения (CV); и оба доступны в сопоставимых диаметрах и упаковке, среди прочего.Итак, какой из них лучше использовать? Учтите эти факты, чтобы принять решение.
Порошковая проволока в газовой среде
Порошковая проволока в газовой среде — хороший вариант для применений, требующих глубокого проплавления швов на более толстых участках металла, включая мягкие и низколегированные стали, используемые в судостроении, железнодорожном вагоностроении и тяжелом производстве . Они обеспечивают высокую производительность наплавки, а также могут использоваться для сварки нержавеющей стали и специальных легированных металлов, таких как хром-молибден.Эти провода могут работать со смесью аргона и CO 2 или с прямым CO 2 . Однако, поскольку они требуют газа, они лучше всего подходят для магазинов, где переносимость газовых баллонов не является проблемой. Порошковая проволока популярна как для полуавтоматической, так и для роботизированной сварки, и ее преимущество заключается в том, что она разработана для сварки во всех положениях. Для достижения наилучших результатов в этих проволоках используется метод увода для предотвращения включения шлака независимо от процесса.Их эффективность наплавки — вес наплавленного металла по сравнению с общим весом присадочного металла, использованного во время сварки, — находится в диапазоне от 82 до 85 процентов, что помогает поддерживать цели высокой производительности. Потеря веса в этом уравнении может быть в первую очередь связана с дымом, брызгами и / или шлаком. Эти проволоки можно использовать для одно- или многопроходных применений, но поскольку они образуют шлак, сварные швы требуют очистки между проходами.
Для компаний, где требуется низкий уровень водорода, например, при сварке высокопрочной стали, порошковая проволока часто оказывается очень хорошим выбором.Производители присадочных металлов обычно могут создавать порошковые проволоки с содержанием водорода всего 4 мл на 100 г сварного изделия, что помогает снизить риск водородного растрескивания.
Порошковая проволока
Подобно порошковой проволоке, порошковая проволока обеспечивает хорошую производительность наплавки, а также еще более высокую эффективность наплавки — примерно 96 процентов. Они являются хорошим выбором для повышения производительности в однопроходных устройствах длиной более 3 дюймов, в которых в настоящее время используются сплошные проволоки.Проволока с металлическим сердечником обеспечивает более высокую скорость перемещения и легче перекрывает зазоры, чем сплошная проволока, что позволяет увеличить пропускную способность и снизить потенциальные проблемы с качеством, особенно в соединениях с неидеальной подгонкой. Эти проволоки можно сваривать только в плоском и горизонтальном положении, если они не подключены к источнику питания, обеспечивающему импульсный режим. В приложениях, требующих большого количества сварных швов в неправильном положении, вместо этого может быть полезна порошковая проволока, поскольку даже импульсная порошковая проволока не всегда дает столь быстрые результаты.
Одно из самых больших преимуществ металлопорошковой проволоки — это возможность сократить количество операций до и после сварки, таких как шлифовка, пескоструйная очистка или измельчение шлака. Они способны сваривать через прокатную окалину, грязь и мусор, а используемый ими режим распыления практически не дает брызг, что снижает потребность в очистке перед и после сварки. Кроме того, они требуют минимальной очистки межпроходных промежутков, поэтому они хорошо подходят для многопроходных роботизированных сварочных систем, где требуется высокий уровень времени горения дуги.Эти проволоки, как правило, стоят больше, чем порошковые или сплошные проволоки, но многие компании считают, что улучшение качества и производительности сводит на нет более высокие затраты на фунт, когда речь идет о чистой прибыли.
Как и порошковая проволока, порошковая проволока доступна на рынке для сварки мягких, низколегированных и нержавеющих сталей, а также разновидностей с низким содержанием водорода. Они хорошо подходят для применения в обрабатывающей промышленности, особенно в автомобилестроении и производстве тяжелого оборудования, и работают со смесью защитного газа аргон / CO 2 .Очень гладкая и стабильная дуга, создаваемая порошковой проволокой, делает ее привлекательной для многих сварщиков, выполняющих полуавтоматическую сварку, а более широкий конус дуги обеспечивает более широкий профиль проплавления и стабильный сварной шов, особенно по сравнению со сплошной проволокой.
Выбор
При взвешивании этих сходств и различий между порошковой и металлической порошковой проволокой важно взглянуть на существующий процесс, чтобы определить, где компания хочет или нуждается в улучшении.Для приложений вне рабочего места, где требуются высокие скорости наплавки, порошковая проволока может быть хорошим способом повышения производительности, в то время как компании, производящие сплошную проволоку, стремящиеся повысить качество и производительность, скорее всего, получат выгоду от металлопорошковой проволоки. При выборе присадочного металла важно всегда обращать внимание на имеющееся оборудование, набор навыков сварщиков (наряду с возможностью предоставить возможности обучения) и общие производственные цели. Во многих случаях доверенный поставщик сварочных материалов или производитель присадочного металла может помочь в этом.
сварка МАГ | Дуговая сварка | Основы автоматизированной сварки
На этой странице представлена информация о сварке MAG, в которой рассматриваются области, в которых используется сварка MAG, типы используемых защитных газов и сварочной проволоки, а также особенности сварочных аппаратов MAG. Также объясняются различные подкатегории сварки MAG в защитном газе.
Обязательно к прочтению всем, кто занимается сваркой! Это руководство включает в себя базовые знания в области сварки, такие как типы и механизмы сварки, а также подробные сведения об автоматизации сварки и устранении неисправностей.Скачать СваркаMAG (Metal Active Gas) — это тип дуговой сварки, в которой используется активный газ (углекислый газ [CO 2 ] или газовая смесь аргона и CO 2 ). Этот процесс также называется дуговой сваркой CO 2 или сваркой CO 2 . Этот процесс обычно используется для автоматической или полуавтоматической сварки черных металлов. Он не подходит для цветных металлов, таких как алюминий, из-за химической реакции CO 2 .
При автоматической или полуавтоматической сварке MAG в качестве электрода используется сварочная проволока, свернутая в бухты, вместо сварочного стержня, используемого при дуговой сварке защищенным металлом (ручная дуговая сварка).
Спиральная проволока прикрепляется к устройству подачи проволоки и автоматически направляется к наконечнику горелки подающим роликом, который приводится в действие электродвигателем. На провод подается напряжение, когда он проходит через контактный наконечник, удерживающий провод.
Между проволокой и основным материалом зажигается дуга, которая одновременно плавит проволоку и основной материал для их сварки.Во время процесса защитный газ подается через сопло в зону сварного шва и в окрестности, чтобы защитить дугу и сварочную ванну от атмосферы. В качестве защитного газа используется газ CO 2 , газовая смесь аргона и CO 2 или газовая смесь аргона с несколькими процентами кислорода.
По сравнению с дуговой сваркой в среде защитного металла скорость наплавки, при которой электрод становится металлом шва, выше, что дает преимущество высокой эффективности работы за счет глубокого проплавления основного материала.Есть и другие важные преимущества, например, высокое качество металла шва и то, что установка сварочной горелки на роботе позволяет выполнять автоматическую сварку.
- Ar + CO 2 газовая смесь
или CO 2 газ - Сплошной проволочный электрод
Полуавтоматический сварочный аппарат MAG в основном состоит из следующих компонентов:
- Сварочный источник питания
- Устройство подачи проволоки
- Горелка сварочная
- Баллон газовый
Проволока должна подаваться с постоянной скорости от устройства подачи.Следовательно, для источника питания сварки обычно используется источник питания с характеристикой постоянного напряжения. Устройство подачи проволоки представляет собой механизм подачи с постоянной скоростью.
- Баллон газовый
- Регулятор расхода газа
- Источник сварочного тока
- Устройство подачи проволоки
- Блок дистанционного управления
- Горелка сварочная
MAG можно классифицировать по защитному газу или типу сварочной проволоки.
Что касается сварочной проволоки, то сплошная проволока имеет поперечное сечение, полностью состоящее из того же материала.Поверхность проволоки для углеродистой стали покрыта медью для улучшения сопротивления ржавчине и повышения электропроводности. Сплошная проволока без покрытия без медного покрытия дает такие преимущества, как стабильная дуга и простота обслуживания внутренней части сварочной горелки.
Порошковая проволока содержит сердечник из флюса внутри проволоки. Они обеспечивают такие преимущества, как стабильная дуга, меньшее разбрызгивание и хороший внешний вид сварного шва.
Кроме вышеперечисленных, существуют порошковые и металлопорошковые проволоки.Первый характеризуется высокой скоростью осаждения, а второй — меньшим образованием шлака.
Дом
Дуговая сварка сердечником под флюсом — Австралийский институт сварки
Информация и руководство к FCAWДуговая сварка под флюсом (FCAW) была представлена в 1950-х годах как альтернатива дуговой сварке в среде защитного металла (SMAW). Преимущество FCAW перед SMAW состоит в том, что использование стержневых электродов, используемых в SMAW, не требуется. Это помогло FCAW преодолеть многие ограничения, связанные с SMAW.Технически внедрение этого процесса не было новым. Это был просто электрод нового типа, который можно использовать в сварочном аппарате GMAW. Дуговая сварка порошковой проволокой — это процесс, аналогичный сварке GMAW. Оба процесса используют непрерывную подачу проволоки и аналогичное оборудование. Источник питания для FCAW и сварочного аппарата GMAW — это один и тот же аппарат. Оба они считаются полуавтоматическими процессами и имеют очень высокую производительность.
Дуговая сварка порошковой проволокой (FCAW или FCA) — это полуавтоматический или автоматический процесс дуговой сварки.Для FCAW требуется расходуемый трубчатый электрод с непрерывной подачей, содержащий флюс и источник постоянного напряжения или, что реже, сварочный источник постоянного тока. Иногда используется защитный газ, подаваемый извне, но часто сам флюс используется для создания необходимой защиты от атмосферы, обеспечивая как газовую защиту, так и жидкий шлак, защищающий сварной шов. Этот процесс широко используется в строительстве из-за его высокой скорости сварки, портативности и возможности использования в полевых условиях.Основное различие между дуговой сваркой порошковой проволокой и сваркой GMAW заключается в том, как электрод защищен от воздуха. Дуговая сварка порошковой проволокой, как следует из названия, имеет полую проволоку с флюсом в центре, как следует из названия, «сердечник из флюса».
ТипыОдин тип FCAW не требует защитного газа. Это стало возможным благодаря флюсовому сердечнику в трубчатом расходуемом электроде. Однако этот сердечник содержит не только флюс, но и различные ингредиенты, которые при воздействии высоких температур сварки создают защитный газ для защиты дуги.Этот тип FCAW привлекателен, поскольку он портативен и обычно хорошо проникает в основной металл. Также не нужно учитывать ветреную погоду. Некоторые недостатки заключаются в том, что при этом процессе может образовываться чрезмерный ядовитый дым (из-за чего становится трудно увидеть сварочную ванну).
FCAW Изображение электрода в разрезе. 1. Металлическая оболочка электрода 2. Сердечник из флюса 3. Защитный газ, создаваемый флюсом 4. Сварочная ванна, 5. Заготовка 6. Наплавленный металл 7. Покрытие из флюса
Другой тип FCAW использует защитный газ, который должен подаваться от внешнего источника.Это неофициально известно как сварка «двойным экраном». Этот тип FCAW был разработан в первую очередь для сварки конструкционных сталей. Фактически, поскольку в нем используются как порошковый электрод, так и внешний защитный газ, он представляет собой комбинацию газовой сварки (GMAW) и дуговой сварки порошковой проволокой (FCAW). Этот особый стиль FCAW предпочтительнее для сварки толстых металлов и металлов в нестабильном положении. Образовавшийся флюсом шлак также легко удалить. Основные преимущества этого процесса заключаются в том, что в условиях закрытого цеха он обычно дает сварные швы с лучшими и более стабильными механическими свойствами с меньшим количеством дефектов сварного шва, чем процессы SMAW или GMAW.На практике это также позволяет повысить производительность, так как оператору не нужно периодически останавливаться для извлечения нового электрода, как в случае SMAW.
Однако, как и GMAW, его нельзя использовать в ветреную погоду, поскольку потеря защитного газа из воздушного потока приведет к образованию пористости в сварном шве.
Как и во всех сварочных процессах, необходимо выбрать соответствующий электрод для получения требуемых механических свойств. Мастерство оператора является основным фактором, поскольку неправильное обращение с электродом или неправильная настройка станка могут вызвать пористость.
Сравнение FCAW и GMAWFCAW — самый производительный из процессов ручной сварки. Сварщик GMAW обычно может производить 2–3,6 кг сварного шва в час, по сравнению с сварщиком FCAW, который должен иметь возможность уложить 10 кг сварного шва в час. Кроме того, сварка сердечника флюсом позволяет сваривать пластины толщиной 12 мм за один проход с полным проплавлением с обеих сторон. FCAW в основном используется в производстве домов и судостроении.
Переменные процесса- Скорость подачи проволоки (и ток)
- Напряжение дуги
- Удлинитель электрода
- Скорость и угол перемещения
- Уголки электроды и тип проволоки
- Состав защитного газа (при необходимости)
- Обратная полярность (положительный электрод) используется для проводов FCAW с защитным газом, прямая полярность (отрицательный электрод) используется для самозащитных проводов FCAW
- FCAW может быть «всепозиционным» процессом с правильным присадочным металлом (расходуемый электрод)
- Для некоторых проводов не требуется защитный газ, что делает их пригодными для сварки на открытом воздухе и / или в ветреную погоду
- Процесс с высокой скоростью наплавки (скорость нанесения присадочного металла) в 1G / 1F / 2F
- Некоторые «скоростные» (например.г., автомобильная) заявки
- По сравнению с SMAW и GTAW, от операторов требуется меньше навыков.
- Требуется меньше предварительной очистки металла
- Металлургические преимущества от флюса, такие как защита металла шва от внешних факторов до тех пор, пока шлак не будет удален.
- Очень низкий шанс пористости
Используется со следующими сплавами:
- Мягкие и низколегированные стали
- Нержавеющие стали и некоторые сплавы с высоким содержанием никеля
- Некоторые сплавы для наплавки / наплавки
Конечно, все обычные проблемы, которые возникают при сварке, могут возникать при FCAW, такие как неполное сплавление основных металлов, включения шлака (неметаллические включения) и трещины в сварных швах.Но есть несколько проблем, связанных с FCAW, на которые стоит обратить особое внимание:
- Оплавленный контактный наконечник — когда контактный наконечник действительно контактирует с основным металлом, сплавление обоих и расплавление отверстия на конце
- Неравномерная подача проволоки — обычно механическая проблема
- Пористость — газы (особенно из флюсовой сердцевины) не выходят из зоны сварки до того, как металл затвердеет, оставляя отверстия в свариваемом металле.
- Более дорогой присадочный материал / проволока по сравнению с GMAW
- Оборудование менее мобильно и дороже по сравнению с SMAW или GTAW.
- Количество выделяемого дыма может намного превышать количество дыма от SMAW, GMAW или GTAW.
- Замена присадочного металла требует замены всей катушки. Это может быть медленным и трудным по сравнению с заменой присадочного металла для SMAW или GTAW.
- Создает больше дыма, чем SMAW.
FCAW имеет два типа экранирования. Первое отличие заключается в самом электроде, это трубчатая проволока с защитным порошком в центре.Технически это называется самозащитой или иногда фирменным внутренним щитом.
Dual Shield требует наличия газовой крышки в дополнение к защите сердечника из флюса. В случае двойного экранирования у вас есть порошковый флюс в центре электрода и внешний защитный газ, защищающий зону сварного шва.
FCAW Тип напряжения — Полярность сварки — ЭлектропитаниеFCAW и GMAW используют один и тот же источник питания, то есть постоянное напряжение, в результате любое изменение длины дуги (которое напрямую связано с напряжением) приводит к значительному изменению подводимого тепла и тока.Источники питания постоянного напряжения поддерживают напряжение на одном уровне или на том же уровне. Изменение силы тока, необходимой для сварки, достигается за счет скорости подачи проволоки. Чем быстрее подается проволока, тем больше контакт у электрода, что приводит к увеличению силы тока и тепла.
Тип напряжения для FCAW — это постоянный ток постоянного тока, аналогичный типу тока, производимого батареей. Полярность, используемая в промышленной FCAW, обычно является положительной (+) электродом постоянного тока. При сварке электродами меньшего диаметра и листовыми металлами полярность меняется на электрод постоянного тока (-) отрицательный.
Защитные газы для FCAW
В случае использования двойной защиты с порошковым электродом выбор защитных газов ограничен.
Возможны следующие варианты:
- CO 2 — Двуокись углерода
- Ar — Аргон
- CO 2 / Ar — смесь двух
- Ar / O 2 — Смесь двух
CO 2 сам по себе дает самый глубокопроникающий сварной шов, но имеет некоторые ограничения:
- Механические свойства сварного шва не самые достижимые
- Возможно образование большого количества брызг
- Может быть нестабильно.
Газообразный аргон также используется с FCAW, но может иметь те же проблемы, что и с CO 2 . Смесь Ar с CO 2 может дать сварной шов хорошего качества. Наиболее популярным является 25% CO 2 с 75% Ar. Этот защитный газ создает стабильную дугу с меньшим разбрызгиванием и позволяет использовать электрод в режиме распыления.
Другой широко используемой смесью является Ar / O 2. Кислород в небольших количествах стабилизирует сварочную дугу и улучшает механические свойства сварного шва.
В конечном счете, при использовании двойного экрана рекомендуется всегда следовать рекомендациям производителя электродов по сочетанию электродов / газов.
Типы электродов FCAWFCAW бывают стандартных размеров. Некоторые из них такого же размера, как и большая часть сварочной проволоки для GMAW, но другие сопоставимы с толщиной сварочного электрода. Вот некоторые из наиболее популярных типоразмеров для стандартных промышленных применений:
Как и у большинства электродов, на катушке имеется стандартный классификационный код или код обозначения.Чтобы лучше понимать классификации, важно знать некоторые основы того, где различаются коды классификации.
E71T — 1, довольно распространенный сварочный электрод с флюсовой сердцевиной. Как и все электроды, цифры и буквы что-то означают. Идентификационные данные следующие.
- E — Подставки под электрод.
- 7 — Обозначает минимальную прочность на разрыв. В данном случае это 70 000 фунтов прочности на разрыв на квадратный дюйм сварного шва.Это число рассчитывается путем добавления к нему четырех нулей.
- 1– Обозначает положение, в котором можно сваривать этот электрод. Имеется только два обозначения: «0» для плоской и горизонтальной сварки, затем «1» для сварки во всех положениях.
- T — Штатив для трубчатого электрода. Когда используется «Т», всегда предполагается, что это порошковый электрод.
- 1 — Последнее обозначение типа защитного флюса.
Следует отметить, что все электроды с флюсовым сердечником необходимо хранить в соответствии с инструкциями производителя, иначе они могут собирать влагу, что приведет к серьезным дефектам сварки.
Типы переноса порошковой сваркиИспользуются два типа переноса металла. Типы переноса — Распылительный перенос и Шаровидный. Перенос распылением является наиболее часто используемым. Эти два типа передачи разделяют настройки напряжения, скорость подачи проволоки и используемые газы, если таковые имеются.
Подготовка стыков под сварку порошковой проволокойПодготовка стыков для сердечника из флюса не так важна, как при сварке GMAW. FCAW обычно прожигает прокатную окалину и мелкую ржавчину.Во многих случаях, когда металл разрезается горелкой, его можно сваривать как есть, без дополнительной очистки. Для судостроительной отрасли это огромная экономия затрат на рабочую силу. Помимо легкой подготовки шва, скошенные V-образные швы могут быть уже для металлов толщиной 12 мм или меньше, и их можно сваривать за один проход с полным проваром с обеих сторон.
Керамическая подкладочная лентаОбычно во многих отраслях промышленности соединения свариваются с одной стороны с использованием керамической подкладочной ленты.Использование керамической подкладочной ленты обеспечивает полную подготовку шва и превосходное качество сварки. Это, в свою очередь, дает полный контроль над формой и проплавлением корневой стороны сварного шва. После завершения сварки керамическую ленту просто снимают и выбрасывают.
FCAW Настройка станкаОсновы настройки машины для FCAW такие же, как и для сварки GMAW. Настройка напряжения контролирует напряжение, и при их выборе лучше всего использовать электроды, рекомендованные производителем напряжения.При выборе диапазона напряжений его определяют два фактора: размер электрода и толщина металла.
Скорость подачи проволоки, задающая силу тока и, следовательно, тип передачи. Чем быстрее проволока подаётся к стыку, тем больший контакт имеет проволока, что увеличивает силу тока. При использовании FCAW в верхнем положении (4G / 4F) скорость подачи проволоки должна быть настроена так, чтобы обеспечить перенос распылением
Иногда требуется третья настройка для FCAW с двойным экранирующим электродом.Расход газа для защитного газа, который может варьироваться и зависит от размера используемого провода, размера сопла и преобладающих ветровых условий.
Если для FCAW будет использоваться машина GMAW, необходимо изменить приводные ролики на правильный размер. Это важно, иначе трубчатая проволока может раздавиться роликами и вызвать проблемы со сваркой. Настройки натяжения роликов также не должны быть слишком сильными. .
При установке натяжения роликов они должны быть достаточно свободными, чтобы ролики могли легко проскальзывать при остановке проволоки, но должны быть достаточно тугими, чтобы проволока подавалась к контактному наконечнику горелки без нарушения скорости подачи проволоки.Правильная подача проволоки обеспечивает большую стабильность дуги.
Методы сварки FCAWПеред тем как приступить к сварке электродом FCAW, вам необходимо определить обозначение на этикетке. Электроды FCAW имеют два обозначения положения. Первый — 0 и используется ТОЛЬКО для плоской и горизонтальной сварки. Второе обозначение — 1, что соответствует сварке во всех положениях.
FCAW очень похож на сварку GMAW в том, что касается методов сварки, и может использоваться как слева, так и справа, и любой метод может использоваться для любого положения.
Техника наотмашь обычна для FCAW в плоском (1G / 1F) и горизонтальном положениях (2G / 2F). Единственный другой раз, когда вы можете захотеть использовать технику наотмашь, — это сварка в положении 4G. Обратной стороной сварки сзади является то, что сварочную ванну немного труднее увидеть.
Метод переднего хода обычно используется на более тонких металлах, в вертикальном направлении вверх (3G / 3F) и для угловых сварных швов сверху (4F). Метод переднего хода также хорошо работает в плоском (1G / 1F) и горизонтальном положениях (2G / 2F) и позволяет лучше видеть как сварочную ванну, так и сварной шов.Обратной стороной этого метода является то, что разбрызгивание иногда может стать чрезмерным, если угол перемещения неправильный.
FCAW требует большего удлинения или «вылета» электрода по сравнению с GMAW. Как правило, GMAW требует, чтобы удлинение электрода составляло 15-20 мм. FCAW с самозащитным электродом, удлинение должно быть в пределах 20-25 мм, в зависимости от типа и размера электрода. Во многих случаях дополнительный вылет электрода предварительно нагревает электрод, что может способствовать сушке флюса и может предотвратить загрязнение сварного шва любой влагой, которую флюс мог поглотить при хранении.