Как правильно варить сварочным полуавтоматом
Сварка в среде защитного газа считается одним из наиболее надежных методов обработки металла. Еще несколько лет назад она была доступна только профессионалам. Но сегодня специальный режим MIG, предназначенный для работы с аргоном и другими газами, есть практически на всех недорогих полуавтоматах бытового назначения. Чтобы вы смогли овладеть этой техникой, разберем, каковы особенности такой сварки, на что нужно обратить внимание при ее выполнении, и как правильно настроить приборы перед началом подобной работы.
Общее описание процесса
Этот метод сварки также предусматривает оплавление железа при воздействии на него высоких температур. Однако он имеет свои особенности. Работа при нем ведется с использованием проволоки и защитного газа.
Проволоку для такого типа работ выпускают в бобинах. Ее размер колеблется от 0,6 мм до 1,2 мм. Обычно для заготовок, толщина которых составляет 4 мм и менее, используют образцы в 0,6-0,8 мм. А вот для более толстых деталей нужна проволока диаметром в 1-1,2 мм.
А вот для более толстых деталей нужна проволока диаметром в 1-1,2 мм.
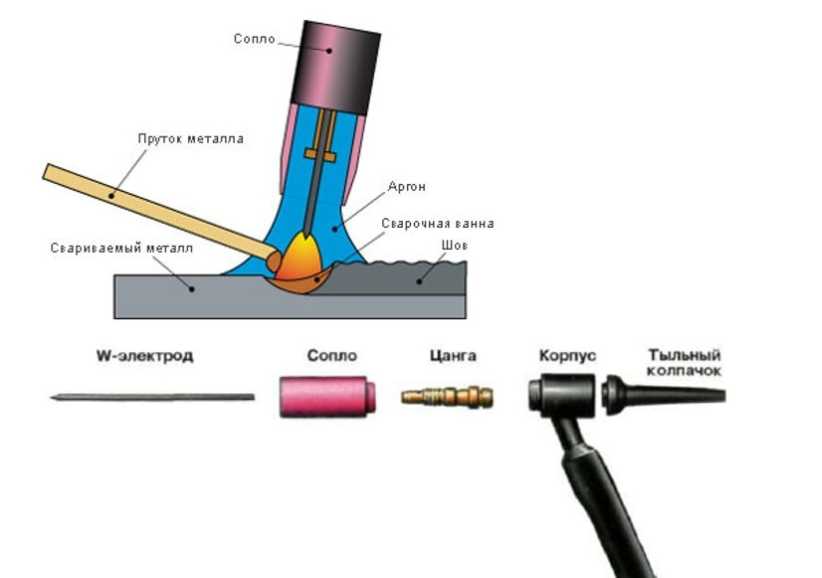
Что касается защитного газа, то в качестве такового используют смесь углекислого газа и аргона. Можно ограничиться чистым углекислым газом. Он дешевле в закупке. Однако швы с ним получаются менее качественными. Этот вариант можно использовать для черновых работ. В остальных случаях лучше брать смесь. Газ для сварки подается на горелку через специальный рукав. Он защищает сварочную ванну от вредоносного воздействия внешних факторов, включая пыль, пониженные температуры, влагу.
Сварка в среде защитного газа имеет ряд особенностей, отличающих ее от классической дуговой. Среди таковых:
- Отсутствие дыма при плавлении железа.
- Возможность работы с любым материалом. Только этот метод годится для обработки изделий толщиной от полмиллиметра.
- Отсутствие шлака на готовом шве.
- Универсальность. Этот метод можно использовать для обработки всевозможных материалов, включая нержавейку, сталь, цветные металлы.

- Высокую скорость обработки материала в сравнении с классическим дуговым методом.
К недостаткам такого типа сварки относят невозможность работы с заготовками на открытой местности (при сильном ветре невозможно контролировать поток защитного газа).
Ключевые особенности работы
Использование полуавтомата для сварки металлических заготовок имеет ряд нюансов:
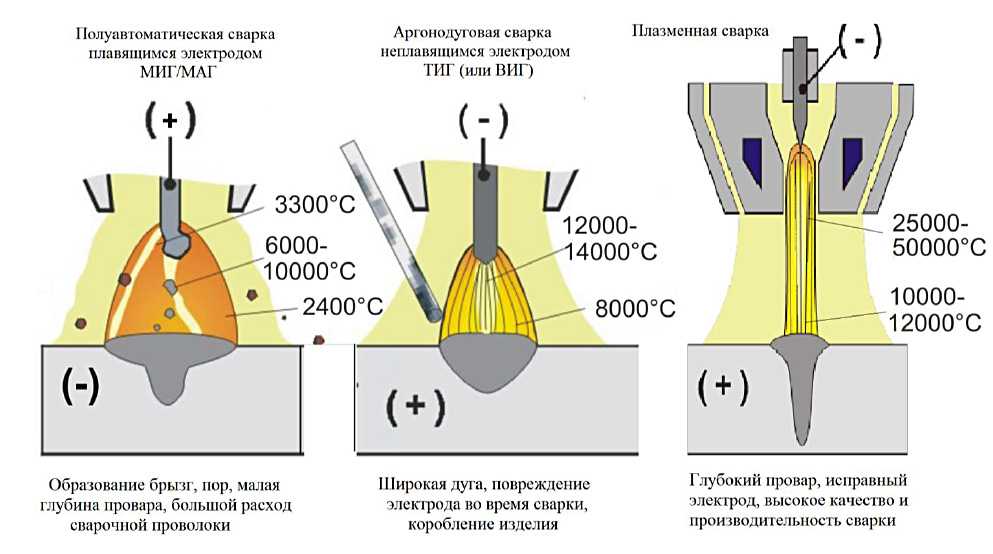
- При работе в среде защитного газа плюсовую клемму нужно подключать к горелке, а минусовую – к заготовке. Только в том случае, если вы работаете без защитного газа, следует подводить заготовку к плюсовой клемме, а для сварки использовать специальный тип проволок.
- Подбор проволоки в соответствии с тем материалом, из которого выполнена заготовка. Так, если вы работаете с алюминием, вам потребуется алюминиевая проволока, если с нержавейкой – нержавеющая.
- Перед началом работы нужно проверить состояние механизма подачи проволоки. Если он будет работать плохо, вам не удастся получить качественные швы.

- При настройке скорости подачи проволоки необходимо учитывать силу тока. Чем выше последняя, тем быстрее должна двигаться проволока.
- Токосъемный наконечник, расположенный на горелке, нужно подбирать с учетом диаметра проволоки. Этот элемент относится к расходным материалам. Его нужно время от времени менять. Кроме того, наконечник и сопло горелки нужно время от времени чистить, так как в нем скапливаются брызги от сварки. Если это не делать, со временем устройство засорится и будет подавать проволоку прерывисто. А это чревато браком.
- При работе в сетях с пониженным напряжением (менее 200 В) желательно использовать более тонкую проволоку. Это позволит получить шов высокого качества.
- При работе с тонкими заготовками сварку осуществляют точечно. Такая техника работы нивелирует риск прожога металла.
- Для подачи проволоки нужно использовать прочный твердый шланг. Гибкие элементы могут перегнуться во время работы. Это остановит подачу проволоки и может испортить шов.
- Перед началом работы необходимо откусить кончик проволоки, показавшийся из горелки. Он обычно плохо проводит электричество и не дает устройству разжечься.
Также перед началом работы важно удостовериться в том, что вы правильно держите горелку. Если вы работаете в нижнем положении, она должна быть наклонена под углом в 60 градусов к заготовке. Расстояние от этого устройства до металлического листа должно составлять не менее 5 мм, но и не более 15 мм.
Общие правила работы
Чтобы получить качественные швы при работе с первыми заготовками, соблюдайте следующие правила сварщика:
- Следите, чтобы шов равномерно направлялся на оба фрагмента металла. Иначе вы получите хлипкое соединение.
- Между крупными заготовками (толщина металла у которых составляет более 3-х мм) обязательно оставлять зазор в 2 мм. Такая особенность работы позволяет получить качественный однородный шов. Если же этого не делать, шов получится поверхностным. Он сломается при первой же механической нагрузке на деталь.

Перед началом работы заготовки «прихватывают» в нескольких местах сверху и снизу. Чем крупнее листы металла, тем больше таких заготовок должно быть. Это позволяет избежать деформации шва, которая может появиться в результате перегрева материала.
Представленные рекомендации распространяются на все типы заготовок, с которыми вам может посчастливиться иметь дело. Чем раньше вы привыкните к таким особенностям работы, тем меньше производственного брака у вас будет получаться.
Как настроить сварочный аппарат для работы
Перед началом работы необходимо правильно настроить инструмент. Следует задать такие параметры сварки:
- силу тока;
- скорость подачи проволоки;
- давление газа (обычно устанавливается в пределах 1-2 атмосфер).
В инструкции к прибору можно найти рекомендуемые значения силы тока и скорости подачи проволоки для работы с теми или иными заготовками. Используйте их исключительно как ориентир.
Совет: чтобы не испортить заготовку, обязательно опробуйте работу автомата с определенными настройками на ненужных образцах металла. Это позволит определить, подойдет ли вам выбранный режим, и по необходимости скорректировать параметры работы прибора.
Виды сварочных швов
Для обработки заготовок в домашних условиях можно использовать различные типы швов. Их классифицируют по типу соединения и пространственному положению.
Тип соединения у шва может быть:
- угловым;
- тавровым;
- в нахлест;
- в стык.
Что касается пространственного положения шва, то оно может быть:
- горизонтальным,
- вертикальным;
- потолочным;
- нижним.
Вертикальный шов
Это один из основных типов швов, которым должен овладеть начинающий сварщик.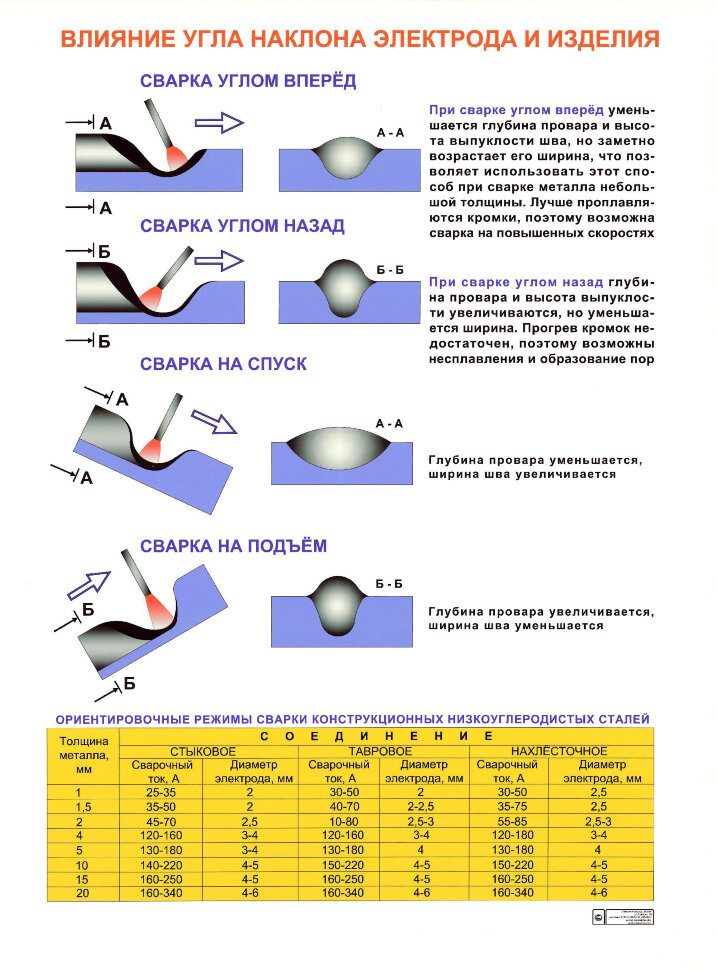 Направление движения горелки в этом случае надо подбирать в зависимости от толщины заготовки. Если она менее 3 мм, двигаться надо сверху вниз, если более указанного значения – снизу-вверх. Во время работы горелку надо расположить под углом в 45 градусов к заготовке. При работе надо соблюдать такие требования:
Направление движения горелки в этом случае надо подбирать в зависимости от толщины заготовки. Если она менее 3 мм, двигаться надо сверху вниз, если более указанного значения – снизу-вверх. Во время работы горелку надо расположить под углом в 45 градусов к заготовке. При работе надо соблюдать такие требования:
- Следить за положением горелки. Она не должна отклоняться от заданного угла.
- Равномерно вести прибор. Если двигаться слишком быстро, шов будет неровным. Если слишком медленно – можно повредить материал.
- Соблюдать рекомендованную дистанцию между горелкой и заготовкой в 5-15 мм.
Вот и весь секрет получения ровного шва. Остальное сделает сварочный полуавтомат (при условии, что вы его правильно настроили).
Тонкости работы с заготовками толщиной менее миллиметра
Работа с листами металла толщиной 1 мм и менее того считается наиболее сложной. Однако такого мнения обычно придерживаются те люди, которые не умеют с ним работать. На самом деле справиться с ним не так тяжело, если соблюдать основные требования к сварочному процессу.
На самом деле справиться с ним не так тяжело, если соблюдать основные требования к сварочному процессу.
Для обработки тонких листов можно использовать один из следующих методов сварки:
- Заклепочный. Для него нужно проделать отверстия в одной из заготовок. Детали нужно складывать внахлест и проваривать металл через отверстия верхнего слоя.
- Обычный. Позволяет использовать любые типы соединений.
При работе с тонкими листами металла важно соблюдать такие рекомендации:
- Горелку надо вести плавно. Если ее задержать на одном месте, вы можете получить наплыв металла или же прожиг заготовки.
- При заклепочном методе начинать обработку материала надо от середины. Если нарушить это правило, можно залить металлом все отверстия. Это не позволит получить качественные швы.
- Силу тока и скорость подачи проволоки надо выставлять на минимальные позиции. В противном случае можно испортить заготовку.
Детали можно варить с небольшими промежутками в 1-5 см. Только в том случае, если вам нужен герметичный шов, следует проваривать материал по всей длине.
Только в том случае, если вам нужен герметичный шов, следует проваривать материал по всей длине.
Провар образцов толщиной более 4 мм
Работа с заготовками толще 4 мм также имеет свои особенности. Для глубокого провара таких деталей с них снимаются фаски, а сама горелка ведется зигзагообразными или спиралевидными движениями. И это не все. Для получения высокого качества шва при работе с толстыми заготовками рекомендуется соблюдать такие правила:
- Заготовки следует располагать на расстоянии 2 мм друг от друга.
- Ширину шва нужно подбирать, исходя из толщины заготовок. Например, если она составляет 6 мм, то шов должен зайти на каждую заготовку как минимум на 3 мм.
Заготовки толщиной более 5 мм рекомендуется варить в несколько подходов. Сначала детали надо соединить по центру, а затем проварить заготовки сверху и снизу от первого шва.
Выводы
Как видим, работать со сварочным полуавтоматом совершенно не сложно. Достаточно изучить технологию сварки в среде защитного газа. Подобрать необходимые расходные материалы и хорошенько попрактиковаться. И тогда вы сможете освоить представленную технологию обработки металла всего за пару дней.
Подобрать необходимые расходные материалы и хорошенько попрактиковаться. И тогда вы сможете освоить представленную технологию обработки металла всего за пару дней.
Уроки сварки полуавтоматом для начинающих видео: как работает, как пользоваться, толстого металла
На чтение 2 мин Просмотров 290 Опубликовано
Если вы думаете о сварке, но не знаете, с чего начать, просмотр нескольких уроков по полуавтоматической сварке может быть именно тем, что вам нужно.
Содержание
- Уроки сварки полуавтоматом для начинающих видео
- Преимущества полуавтоматической сварки:
- Сварка полуавтоматом подробное видео для начинающих
Уроки сварки полуавтоматом для начинающих видео
Существует множество отличных обучающих видео, которые научат вас основам процесса в легкой для понимания форме. Вы узнаете, как безопасно и эффективно использовать аппарат, чтобы сразу же приступить к созданию собственных проектов.
Полуавтоматические машины нагревают металл до нужной температуры, а затем используют подвижный проволочный электрод для сварки.
Преимущества полуавтоматической сварки:
Использование полуавтоматической сварки для производственных линий имеет много преимуществ. Наиболее важным преимуществом ее является то, что ее можно выполнять быстрее и с меньшими потерями материала, чем при ручной.
Этот процесс намного быстрее и проще, чем РДС, требующая большой аккуратности и мастерства.
Кроме того, полуавтоматическая сварка позволяет выполнять процесс при различных температурах (WTD). Это означает, что разные части одного и того же куска металла можно соединять при разных температурах, чтобы получить более прочное соединение.
Наконец, она более экологична, поскольку потребляет меньше энергии, чем ручная дуговая.
Сварка полуавтоматом подробное видео для начинающих
Если вы хотите научиться полуавтоматической сварке, отличный способ начать работу — посмотреть видео о сварке. В Интернете доступно много качественных, и ниже мы собрали некоторые из лучших уроков для начинающих.
Перво-наперво: если вы начинаете работать с MIG, вам понадобится сварочный шлем и защитные очки.
Убедитесь, что ваше рабочее место чистое и хорошо освещенное, и всегда соблюдайте осторожность при сварке вблизи других людей или предметов.
Оцените автора
( 1 оценка, среднее 5 из 5 )
Все, что вам нужно знать о полуавтоматической сварке
Введение. Что такое полуавтоматическая сварка?
Полуавтоматическая сварка — это тип сварки, при котором используется машина для управления дугой и скоростью сварки. Этот тип сварки используется для MIG, TIG, SAW и плазменной дуговой сварки. Это популярный выбор для многих сварочных проектов, поскольку он обеспечивает большую точность и аккуратность, чем ручная сварка. Полуавтоматическая сварка также имеет то преимущество, что она быстрее ручной сварки. Таким образом экономя время и деньги в крупных проектах. Автоматизированная дуговая сварка может использоваться для соединения различных металлов. Например, алюминий, нержавеющая сталь, медные сплавы и чугун.
Полуавтоматическая сварка также имеет то преимущество, что она быстрее ручной сварки. Таким образом экономя время и деньги в крупных проектах. Автоматизированная дуговая сварка может использоваться для соединения различных металлов. Например, алюминий, нержавеющая сталь, медные сплавы и чугун.
Как полуавтоматическая сварка может помочь в различных проектах.
Полуавтоматическая сварка — это процесс, в котором используются машины для соединения двух кусков металла. Это отличный способ для сварщиков сэкономить время и деньги при работе над различными проектами. Полуавтоматические сварочные аппараты используются во многих отраслях промышленности, от автомобильной до аэрокосмической и других. Разработанные, чтобы быть быстрыми и точными, они помогают сварщикам быстро выполнять свои проекты. При этом добиваясь желаемых результатов. Существуют различные типы сварочных полуавтоматов. Каждый подходит для разных типов проектов и приложений. Используя одну из этих машин, сварщики могут быть уверены, что их работа выполняется безопасно и эффективно.
Преимущества использования полуавтоматической сварки по сравнению с ручной сваркой.
Полуавтоматическая сварка — это процесс, который имеет ряд преимуществ по сравнению с ручной сваркой. К ним относятся повышенная скорость и точность. Процесс предполагает использование сварочного полуавтомата. Который способен выполнять те же сварные швы, что и ручной сварочный аппарат, но с большей точностью и скоростью. Этот тип сварки идеально подходит для применений, требующих точности и короткого времени производства. Он также обеспечивает более стабильные результаты по сравнению с ручной сваркой. В результате уменьшается количество дефектов и улучшается качество продукции. Кроме того, полуавтоматические сварочные аппараты просты в эксплуатации, для начала работы требуется минимальное обучение.
Какие бывают полуавтоматические сварочные аппараты?
Полуавтоматическая сварка — это процесс, в котором используются передовые технологии для соединения металлических деталей. Это экономичный способ создания прочных и долговечных сварных швов с меньшим количеством ручного труда. Существует три основных типа сварочных полуавтоматов. Включая аппарат для сварки MIG, аппарат для сварки TIG и аппарат для дуговой сварки с флюсовой проволокой. Каждый тип имеет свои уникальные преимущества и недостатки. Поэтому важно понять, какой из них лучше всего подойдет для вашего проекта, прежде чем совершать покупку. Решения для полуавтоматической сварки включают в себя сварочные тележки, системы круговой сварки и токарные станки. Плюс машины для сварки продольных швов и манипуляторы колонн и стрел.
Это экономичный способ создания прочных и долговечных сварных швов с меньшим количеством ручного труда. Существует три основных типа сварочных полуавтоматов. Включая аппарат для сварки MIG, аппарат для сварки TIG и аппарат для дуговой сварки с флюсовой проволокой. Каждый тип имеет свои уникальные преимущества и недостатки. Поэтому важно понять, какой из них лучше всего подойдет для вашего проекта, прежде чем совершать покупку. Решения для полуавтоматической сварки включают в себя сварочные тележки, системы круговой сварки и токарные станки. Плюс машины для сварки продольных швов и манипуляторы колонн и стрел.
Меры предосторожности при использовании полуавтоматического сварочного аппарата.
При использовании сварочного полуавтомата безопасность имеет первостепенное значение. Важно принять меры предосторожности, чтобы обеспечить безопасное завершение процесса сварки. Некоторые из наиболее важных мер предосторожности включают:
- ношение защитного снаряжения и СИЗ
- проверка надежности всех электрических соединений
- , чтобы в зоне сварки не было горючих материалов.

- установка соответствующих решений для удаления дыма
- прочтите и усвойте руководство пользователя вашего сварочного полуавтомата
Соблюдая эти меры предосторожности, вы можете гарантировать, что ваша сварка будет безопасной и успешной.
Эта запись была размещена в разделе Ресурсы для клиентов, Информация о процессах сварки и резки, Новости Westermans и отмечена сваркой MIG, плазменной сваркой, полуавтоматическим сварочным аппаратом, полуавтоматической сваркой, сваркой TIG, автоматизацией сварки. Добавьте постоянную ссылку в закладки.
Основы сварки MIG — Tregaskiss and Bernard
Обновлено: Опубликовано:
Приблизительное время прочтения: 3 минуты
Когда дело доходит до сварки MIG, начинающим сварщикам важно начинать с основ, чтобы заложить прочный фундамент для успеха. Этот процесс, как правило, щадящий, что делает его более простым в освоении, чем, например, сварка TIG. Он может сваривать большинство металлов и, как процесс с непрерывной подачей, обеспечивает большую скорость и эффективность, чем сварка электродом.
Этот процесс, как правило, щадящий, что делает его более простым в освоении, чем, например, сварка TIG. Он может сваривать большинство металлов и, как процесс с непрерывной подачей, обеспечивает большую скорость и эффективность, чем сварка электродом.
- Кожаные туфли или ботинки.
- Кожаные или огнестойкие сварочные перчатки
- Огнестойкая сварочная куртка или рукава для сварки
Надлежащая вентиляция также является важным фактором безопасности. Сварщики всегда должны держать голову подальше от сварочного шлейфа и следить за тем, чтобы помещение, в котором они проводят сварку, имело достаточную вентиляцию. Может потребоваться некоторый тип удаления дыма. Пистолеты для удаления дыма, которые удаляют выхлопные газы на дуге, также полезны и очень эффективны по сравнению с улавливанием на полу или потолке.
Сварщики всегда должны держать голову подальше от сварочного шлейфа и следить за тем, чтобы помещение, в котором они проводят сварку, имело достаточную вентиляцию. Может потребоваться некоторый тип удаления дыма. Пистолеты для удаления дыма, которые удаляют выхлопные газы на дуге, также полезны и очень эффективны по сравнению с улавливанием на полу или потолке.
В зависимости от основного материала и защитного газа сварщики могут выполнять сварку в различных режимах переноса сварки.
Короткое замыкание характерно для более тонких материалов и работает при более низком сварочном напряжении и скорости подачи проволоки, поэтому происходит медленнее, чем другие процессы. Он также имеет тенденцию к образованию брызг, которые требуют очистки после сварки, но в целом это простой процесс.
Шаровидный перенос работает при более высоких скоростях подачи проволоки и сварочном напряжении, чем короткое замыкание, и работает при сварке порошковой проволокой со 100%-ным содержанием диоксида углерода (CO 2 ) (подробности о CO 2 см. в следующем разделе). Его можно использовать с базовыми материалами толщиной 1/8 дюйма и более. Подобно сварке MIG с коротким замыканием, в этом режиме образуются брызги, но это довольно быстрый процесс.
в следующем разделе). Его можно использовать с базовыми материалами толщиной 1/8 дюйма и более. Подобно сварке MIG с коротким замыканием, в этом режиме образуются брызги, но это довольно быстрый процесс.
Распылительный перенос обеспечивает плавную и стабильную дугу, что делает его привлекательным для многих новых сварщиков. Он работает при высоких сварочных токах и напряжениях, поэтому работает быстро и производительно. Он хорошо работает с базовыми материалами толщиной 1/8 дюйма и более.
Сварочный защитный газПомимо защиты сварочной ванны от атмосферы, тип защитного газа, используемого для сварки MIG, влияет на производительность. Проплавление сварного шва, стабильность дуги и механические свойства зависят от защитного газа.
Прямая двуокись углерода (CO 2 ) обеспечивает глубокое проплавление сварного шва, но имеет менее стабильную дугу и большее количество брызг. Он используется для сварки MIG с коротким замыканием.