
ГОСТы и технология полуавтоматической сварки газом
Трудно себе представить качественное производство металлических изделий без применения сварочных работ. – это один из самых распространенных методов, применяемых для варки черных и цветных металлов различной толщины.
Применение специальных технологий при сварке полуавтоматом позволяет значительно повысить качество сварного шва и ускорить процесс. Подобный вид сварки активно используется на многих станциях технического обслуживания автомобилей для выполнения кузовного ремонта.
Что такое полуавтоматическая сварка?
Прежде чем начать осваивать технологию полуавтоматической сварки следует узнать устройство аппаратуры.
Электромеханический инструмент, называемый , в конструкции включает:
- основной блок, отвечающий за подачу питания и электродной проволоки;
- сварочный рукав или шланг;
- горелку, внутри которой расположена проволока;
- токопроводящий наконечник;
- систему подачи защитного газа.
Некоторые крупные предприятия используют полуавтоматические стационарные модели, обеспечивающие быструю скорость сварки, равномерный шов и низкое потребление электрической энергии.
Аппарат полуавтоматической сварки.
Все виды полуавтоматических автоматов по способу работы делятся на:
- аппаратуру для сварки в среде инертных газов;
- устройство, использующие для основы флюс;
- аппараты, использующие порошковую проволоку;
- универсальные полуавтоматы.
Все виды сварочных полуавтоматов идеально подходят для выполнения работ по соединению изделий из цветного или черного металла.
По методу подачи электродной проволоки сварочные автоматы полуавтоматического типа делятся на:
- Стационарные.
Аппаратура жестко закреплена на подставке или специальной консоли. - Переносные.
Устройство выполнено в виде переносимой тумбы. - Передвижные.
Специальная тележка, приспособленная к передвижению по одному помещению.
По расположению подающих роликов полуавтоматы можно условно разделить на:
- толкающие;
- тянущие;
- толкающе-тянущие.
Особенности технологии
Полуавтоматическая сварка позволяет качественно сваривать даже ржавый или оцинкованный металл. Соединяя изделия из сложно свариваемых материалов лучше всего использовать медную или алюминиевую проволоку, поскольку данные металлы позволяют получить крепкий и равномерный шов.
В целом, технология сварки в защитном газе или с использованием флюса включает такие подготовительные шаги:
- очистка и обезжиривание свариваемых поверхностей при помощи популярных растворителей;
- проверка газового оборудования;
- выполнение пробного шва, для корректировки настроек сварочной аппаратуры;
- тонкий подбор силы тока и напряжения.
Сварка в среде защитного газа – это наиболее простой вариант использования аппаратуры. Газ для полуавтоматической сварки подойдет любой: углекислый, гелий, азот или аргон. Техника выполнения сварочных работ одинакова для всех газов.
Чаще всего начинающие сварщики выбирают для сварки углекислый газ, ввиду его дешевизны и достаточно хороших параметров.
Преимущества полуавтоматической сварки в углекислой среде:
- сохранение внешнего вида изделия;
- возможность обработки даже самых тяжело доступных участков;
- минимальное количество отходов;
- прочный и тонкий сварной шов;
- быстрая скорость выполнения работы.
Сварка в среде углекислого газа является одним из самых простых методов соединения металлических изделий.

Выбор тока для сварки полуавтоматом.
Качество сварного шва может зависит от следующих тонкостей:
- метод ведения проволоки;
- соблюдение нужного интервала между соединяемыми деталями;
- несоблюдение норм выполнения работ.
Сварка полуавтоматической аппаратурой без газа – это альтернативный вариант соединения металлов, позволяющий предотвратить возникновение окислов и проконтролировать получение высококачественного шва.
Метод безгазовой сварки подразумевает использование прямой подачи тока и применения порошковой или флюсовой проволоки. В процессе сварки при сгорании проволоки образуется газовая среда достаточная для качественного выполнения работ.
Соединение стальных изделий при помощи безгазовой полуавтоматической сварки делятся на этапы:
- приобретение сварочной стальной проволоки с флюсом;
- включение подачи проволоки;
- поворот переключателя в положение включение;
- закладка флюса внутрь воронки;
- открытие защитной заслонки для выпуска флюса;
- запуск прибора кнопкой пуск;
- ожидание появление электрической дуги;
- непосредственное выполнение работ.
Важно отметить, что полуавтоматические сварочные устройства позволяют сваривать даже алюминиевые детали, обладающие нестандартными характеристиками. Для соединения изделий из алюминия необходимо использовать аргон в качестве защитного газа.
Благодаря наличию инертной атмосферы оксидная алюминиевая пленка, после ее разрушения, не сможет появиться снова и ничто не помешает спокойно выполнять работу.
Настройка сварочного аппарата
Качественная сварка полуавтоматом для начинающих не может обойтись без тонкой настройки аппаратуры.
Перед использованием устройства сварщик должен установить:
- силу тока;
- скорость подачи проволоки;
- необходимое давление защитного газа.
Большинство полуавтоматов для сварки поставляется вместе с сопроводительной документацией, содержащей оптимальные настройки для тех или иных режимов работы. Там указаны параметры, от которых следует отталкиваться при тонкой настройке аппаратуры.
Проверить правильность настройки параметров можно на отдельных ненужных кусках металла. Для выставления правильных параметров при работе в среде защитных газов необходимо следить, чтобы сварной шов был гладки и равномерный, без потеков и прерываний.
Оптимальное давление рабочего газа, как правило, должно находиться в пределах между 1-2 атмосферами.
Подготовка полуавтомата к работе включает следующие шаги:
- Выбор оптимального радиуса проволоки.
Большинство данных расходников идут с радиусом от 0.03 до 0.06 сантиметров. Наиболее оптимальным выбором для большинства материалов является проволочный радиус 0.04 сантиметра. - Протяжка проволоки до выхода из горелки и настройка степени ее прижатия.
- Подготовка оптимального защитного газа.
Чаще всего используется два вида газа: углекислый и аргон. Первый вариант дешев, распространен и отлично подходит для сваривания стальных деталей. Аргон более дорогой защитный газ, обеспечивающий высокую стабильность электрической дуги и уменьшающий количество металлических брызг при проведении работ. - к аппаратуре.

Сварка полуавтоматом в среде защитного газа.
При настройке аппаратуры необходимо придерживаться определенных правил, позволяющих, при наличии определенных умений, получить ровный и качественный шов:
- обеспечение равномерного горения дуги;
- установка электродной проволоки направление вперед;
- проведение очистки швов от накопившегося шлака.
Наиболее оптимальные настройки аппаратуры указаны в сопроводительной документации к сварочной установке. Однако, не всегда стоит полностью доверять заводским параметрам.
Так, на рабочие свойства устройства могут влиять:
- различные режимы работы;
- качество электрической сети;
- состав соединяемого сплава;
- температура окружающей среды;
- толщина и состав присадочной проволоки;
- пространственные положения работ;
- состав защитного газа.
Самыми часто возникающими ошибками при настройке аппаратуры для сварки являются:
- Громкие посторонние звуки, напоминающие треск.
Подобные симптомы могут быть при недостаточной скорости подачи припоя. Дабы избежать таких недоразумений следует увеличить скорость подачи присадочных материалов. - Сильные разбрызгивание металлических капель.
Неисправность возникает при недостатке защитного газа. Устранить проблему можно проверив редуктор или увеличив мощность газового потока. - Плохой провар и низкое качество шва.
Неисправность, связанная с неправильной настройкой напряжения и индуктивности. - Неравномерная ширина валика.
Дефект может возникать из-за неверного выбора скорости движения горелки.
Виды сварочных швов при полуавтоматической сварке
Технология сварки полуавтоматом позволяет получать различные типы швов, в зависимости от настроек аппаратуры.
По виду соединения швы, полученные полуавтоматом, делятся на:
- стыковые;
- тавровые;
- нахлестовые;
- угловые.

Особенности сварки полуавтоматом.
По пространственному положению сварные швы принято разделять на:
- горизонтальные;
- вертикальные;
- потолочные;
- нижние.
Выполнение популярных потолочных швов, как правило, производится в два этапа:
- Проваривание коренного шва.
Подготовительный шов обычно выполняется трехмиллиметровыми электродами с небольшой силой тока. - Полное завершение шва.
Второй сварочный этап выполнения потолочного шва может выполняться двумя способами:
- Сваривание при помощи коротких отрывистых швов или точечной проварки.
Такой метод сварки не дает каплям расплавленного металла падать на оператора. При выполнении подобной процедуры может потребоваться дополнительные проваривание в начале и конце шва. - Варка при максимально короткой дуге.
Подобный подход позволит дать металлу быстро застыть, сразу после отвода электрического пламени.
Нижние соединения, выполняемые при помощи полуавтомата или ручной дуговой сварки, часто используются на заводах и производствах. Такие швы обеспечивают высокие механические характеристики, благодаря равномерному распределению расплавленного металла.
Режимы сварки полуавтоматом при выполнении угловых соединений могут быть различными.
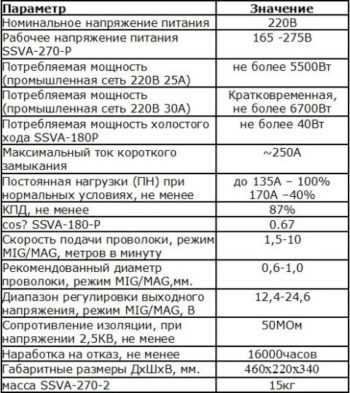
Таблица характеристик сварочного полуавтомата.
Сварка полуавтоматом с газом угловых металлических конструкций может производится:
- С перпендикулярным расположением двух заготовок.
Подобная техника позволяет проварить лишь внутренний стык. Варка перпендикулярно расположенных трубок должна включать выполнение концентрического шва по окружности. - С углом менее 60 градусов между свариваемыми деталями.
Лучший вариант выполнения углового . В таком случае заготовки полностью провариваются.
Стыковой шов – это наиболее популярный метод соединения трубопроводов или стальных листов.
Подобный вариант сварки делятся на:
- одностороннюю проварку;
- одностороннюю проварку и обработку;
- двухстороннюю проварку.
Односторонняя сварка в защитных газах применяется при толщине изделий не более 4 миллиметров. Если детали имеют толщину более 8 миллиметров, необходимо выполнять двухстороннюю сварку.
Лучшим методом обеспечения высокой прочности толстого изделия при односторонней сварке является разделка кромок. Выполнение разделки проводится при помощи болгарки или напильника. В процессе обработки соединяемых торцов образуется скос под 45 градусов.
Соединение внахлест, как правило, выполняется для обеспечения высокой сопротивляемости изделия на разрыв. Шов следует выполнить по обе сторону соприкасаемых поверхностей, дабы избежать скопление влаги.
Тавровое соединение в большинстве случаев используется для закрепления основания металлической конструкции. При толщине металла более 4 миллиметров, рекомендуется использовать двухсторонний вариант шва.
Вертикальный
Технология сварки полуавтоматом вертикального шва имеет несколько важных принципов:
- Расплавленные капли металла должны застывать быстрее, чем при обычной сварке.
Такое условие необходимо из-за постепенного стекания расплавленного метала вниз под действием сил всемирного тяготения. Обеспечить необходимый размер капель можно лишь уменьшением размера сварочной дуги. - Вертикальная сварка производится снизу-вверх.
Способ сварки обеспечивает отсутствие наплывов и неровностей при выполнении вертикального шва.
Существует несколько правил, выполнение которых может гарантировать получение качественного вертикального соединения при выполнении варки сверху-вниз:
- использование короткой дуги;
- перпендикулярное расположение электрода в начале сварки;
- расположение электрода под острым углом, относительно сварочного шва.
Устройство подачи сварочной проволоки.
Подобные шаги хотя и позволяют получить вертикальный шов путем проварки полуавтоматом сверху вниз, но как показывает полученные опытными сварщиками уроки, такие соединение обладают куда более скудными характеристиками.
Существует три технологии сварки вертикальных швов полуавтоматом:
- Треугольник.
Применяется при соединении деталей толщиной менее 2 миллиметров. Суть метода заключается в следующем: во время работы сварочной дуги снизу-вверх жидкий металл натекает на уже застывший. При этом стекающий шлак двигается под определенным углом, изображая треугольник. - Елочка.
Метод, используемый для соединения 2-3 миллиметровых зазоров. Сварка начинается от плоскости одной из кромок. Затем при помощи электрода плавится металл во всей толщине заготовки, после чего дуга ведется до самой глубины зазора. - Лестница.
Лучший вариант для устранения больших зазоров между деталями. Метод предусматривает выполнение сварочных работ при помощи зигзагообразного перемещения электродов от кромки к кромке.
Горизонтальный
Сварки полуавтомат позволяет выполнять высококачественные горизонтальные швы. Выполнение подобных операций мало чем отличается от создания вертикальных соединений. Выполнение сварочного процесса можно выполнять как справа-налево, так и слева-направо.
Получить качественный горизонтальный шов можно, учтя данные тонкости:
- сила горения дуги должна быть равноценна силе тяжести металлических капель;
- скорость перемещения необходимо подбирать отдельно для горизонтального шва;
- сварочные работы следует проводить непрерывно, дабы удержать под контролем расплав.
Дуговая сварка иногда не позволяет завершить шов за один подход. В таком случае можно использовать технику сваривания с периодическим гашением дуги. При толщине металла до 4 миллиметров допускается применение различных сварных рисунков.
В остальном, качество выполнения горизонтального соединения полуавтоматом или ручной аппаратурой полностью зависит от мастерства сварщика.

Полуавтоматический сварочный аппарат.
Процесс создания сварочного горизонтального шва можно условно разделить на четыре этапа:
- Создание корневого валика.
Корневой сварочный валик делается короткой электрической дугой. Угол наклона электрода к поверхности должен составлять порядка 80 градусов. Первичный валик, как правило, создается с максимально допустимой для аппаратуры силой тока. - Формирование вторичного валика.
Процесс начинается с выставления средней силы тока. Вторичный валик изготавливается в один проход, при котором желательно использовать электрод с большим диаметром. Второй сварочный валик следует формировать по технологии углом вперед. - Получение третьего валика.
Третичный валик может создаваться двумя способами в зависимости от успешности предыдущего этапа. Если вторичный валик имеет большую площадь, то третий должен лечь ровно по центру. Если второй валик получился стандартным, то третий этап выполняется в два подхода. - Окончательная проварка деталей.
В процессе выполнения работ следует внимательно следить за верхней частью формируемого шва, поскольку именно в этой области проявляются различные сварочные дефекты.
Сварка тонкого и толстого металла
Характер сварочных работ полуавтоматом зависит от вида свариваемого изделия.
Соединение тонкого металла в зависимости от вида изделия, производится двумя способами:
- Обычный листовой металл может быть сварен любыми методами.
- Заклепочный тонкий металл следует соединять внахлест и проваривать через подготовленные заранее отверстия в верхнем листе.

Электрическая схема полуавтомата.
Сваривая тонкие металлические изделия нужно не забывать такие тонкости:
- силу тока, напряжение и скорость выхода проволоки необходимо отрегулировать в меньшую сторону;
- запрещается задерживать электрическую дугу на одном месте, поскольку эту может повлечь за собой прожег изделия или наплыв сварочного валика;
- тонкий заклепочный металл важно сваривать, начиная с центра нижней заготовки, дабы избежать залития подготовленных отверстий.
Если сварной шов не обязательно должен быть герметичным, можно выполнить точечные сварочные работы с промежутком от 1 до 5 сантиметров.
Толстый металл с толщиной стенок более 4 миллиметров соединяется при помощи снятия фасок со свариваемых поверхностей. Подобная подготовка позволяет получить ровный шов и качественно проварить заготовки.
Выполнение сварочных работ с толстыми металлами следует проводить с использованием небольших колебательных движений горелки. Таблица режимов сварки, идущая к каждому полуавтомату, содержит обширные сведения о оптимальных параметрах для сварки толстых металлических изделий.
Основные правила соединения толстых металлических изделий:
- зазор между деталями должен составлять не более 2 миллиметров;
- ширина должны быть равна толщине заготовки;
- выбор сварочных материалов следует проводить в зависимости от соединяемых металлов.
Если стоит задача хорошо проварить металлические изделия с шириной более 5 миллиметров, то следует выполнять работу в несколько подходов. Вначале необходимо создать сварное соединение по центру заготовки, а во второй и третий подход можно проварить детали сверху и снизу.
Сварочные работы рекомендуется выполнять на улице или в хорошо вентилируемом помещении.
Особенности сварки с проволокой
Особенности сварки с проволокой полуавтоматической аппаратурой заключаются в следующем:
- присадочный материал должен соответствовать химическому составу свариваемого изделия;
- проволока должна отвечать государственным стандартам и быть изготовлена из правильных компонентов;
- сроки и условия хранения присадочной проволоки должны четко соблюдаться.
Обзор особенностей работ с использованием присадочной проволоки следует начать со сварочных азов. Большинство металлов, свариваемых на или в домашних условиях – это сталь и марганец. Проволока для соединения таких изделий является наиболее востребованной.
Сварка черных металлов, как правило, производится при помощи таких видов присадочного материала:
- Проволока Св-08ГС для соединения низкоуглеродистых и легированных сталей.
- Проволока Св-08Г2с для сваривания высокоуглеродистой стали.
Нередко для сварки изделий из черного металла используется порошковая проволока. Такой присадочный материал позволяет проводить сварочные работы без дополнительной подачи газа в зону варки.
Самофлюсующаяся проволока – это трубка из низкоуглеродистой стали с сердечником из порошка. При плавлении металла освобождается порошок, формирующий газовую среду для защиты сварного шва. Как правило, в состав флюсующего порошка входит рутил и металлическая пыль.
Нержавеющая сталь сваривается проволокой марок Св.-06Х19Н9Т, Св.-04Х18Н9 или Св.-01Х19Н9. Данная присадочная проволока обеспечивает хорошие механические и физические свойства сварного шва.
Соединение алюминиевых деталей осуществляется при помощи проволоки СВ-АК5. Характерной особенностью данного присадочного материала служит уникальный цвет шва. Непосредственно перед соединением алюминиевых изделий следует выполнить подготовку.

Сварка полуавтоматом при помощи порошковой проволоки.
Подобная процедура делится на шаги:
- Создание скосов или фасок.
- Механическая очистка поверхностей.
- Промывка едкими веществами для замедления возникновения тугоплавкой оксидной пленки на поверхности алюминиевого изделия.
- Подготовка тефлонового канала для уменьшения трения присадочной проволоки о стенки полуавтоматического сварочного устройства.
Пошаговая инструкция по использованию углекислотой сварки для новичков включает следующие подпункты:
- уборка всех посторонних предметов с рабочего места;
- включение максимального освещения;
- подготовка материала и инструментов;
- проверка соединения кабелей и работоспособности удлинителей.
После выполнения вышеназванных пунктов следует переходить к подготовке аппарата электродуговой сварки.
Для этого нужно:
- раскрутить сварочный рукав;
- подключить газовый баллон;
- проверить сопло горелки;
- удобно разместить все соединяемые детали и надежно их закрепить;
- одеться в рабочую одежду сварщика;
- включить полуавтоматическую аппаратуру в сеть;
- поднести горелку к месту предполагаемого соединения.
По завершении сварочных работ с использованием проволоки следует:
- убрать пальцы с кнопок подачи проволоки;
- перекрыть подачу газа;
- выключить питание аппаратуры;
- дать шву остыть в течение нескольких минут;
- при обнаружении дефектов повторить сваривание.
Сварочный полуавтомат позволяет пользоваться всеми видами присадочной проволоки.
При выполнении работ важно не забывать о средствах защиты.

Полуавтомат сварочный с тиристорным управлением.
Наиболее полная экипировка сварщика состоит из:
- Защиты глаз.
Идеальной экипировкой для защиты зрения сварщика служит маска, защитные щитки и очки. - Защиты дыхательных органов.
Специальные фильтрующие маски помогут мастеру существенно сократить воздействие вредных испарений на внутренние органы. - Защиты от брызг.
Полная защита тела должна включать огнезащитную куртку и брюки. Можно использовать комбинезон.
Техника безопасности при выполнении сварочных работ предусматривает выполнение таких правил:
- Проведение работ с деревянных подмостей.
Запрещается использование металлических защитных масок и шлемов. - Обеспечение светового потока от источника с питанием 12 вольт.
- Обеспечение страховки сварщика при помощи бечевки, закрепленной на поясе.
Размер веревки должен быть не менее 2 метров. - Обеспечение рабочего места специальной вытяжкой, обеспечивающей удаление вредных испарений из рабочей зоны.
В случаях, когда невозможно обеспечить вытяжку, сварщик должен работать в шланговом противогазе или респираторе. - Запрещается дотрагиваться голыми руками до свариваемой заготовки.
- Запрещается проведение работ на открытой территории при атмосферных осадках.
Заключение
Каждый из современных специалистов хорошо знает, что такое сварочный полуавтомат. Развитие новых технологий позволило начинающим мастерам быстро усвоить как работать на сварочном инструменте.
Современные полуавтоматические устройства поставляются с исчерпывающими инструкциями, в которых указано как варить сваркой и какое расстояние при сварке следует соблюдать.
Благодаря простоте устройств, даже домашние мастера в совершенстве освоили как правильно варить сварочным аппаратом полуавтоматического типа и каким образом следует держать горелку.
tutsvarka.ru
как пользоваться полуавтоматом, технология, видео
Производство качественных металлических конструкций всегда сопряжено применением сварочных технологий. Они создают разнообразные сооружения, приборы, важное оборудование и другие элементы с особым значением. Но вот сварка полуавтоматом считается одним из популярных методов сваривания, который применяется в разных областях промышленности.
Его используют для сваривания изделий из черных и цветных металлов с разной толщиной. А применение специальных технологий позволяет улучшить качество и прочность сварного шва. Но все же чтобы проведение процесса было правильным стоит рассмотреть основные особенности и нюансы этого метода сваривания.

Что такое полуавтоматическая сварка
Полуавтоматическая сварка относится к подвиду дугового сварочного процесса, во время которого присадка подается в сварочную зону механизированным способом. А вот перемещение горелки производится вручную оператором, при этом применяется защита сварочной ванны газовой смесью.
В соответствии с газом технология сварки полуавтоматом разделяется на основные виды, которые часто используется в производстве: MIG (Metal Inert Gas) — инертный газ и MAG (Metal Active Gas) — активный газ. В редких случаях применяется сваривание с использованием флюсовой проволоки без защитного газа.
Устройство полуавтомата
Полуавтоматическая дуговая сварка осуществляет качественное сваривание изделий из черного и цветного металла. Она подходит даже для ржавого и оцинкованного металла. А вот при сваривании компонентов из сложно свариваемых материалов рекомендуется использовать медную и алюминиевую проволоку. Применение данных элементов обеспечивает образование прочного и крепкого шва.

Для сварки требуется полуавтоматическое сварное оборудование. И перед тем как приступать к процессу стоит рассмотреть важные особенности устройства аппарата.
Чтобы понять, какой нужен сварочный полуавтомат, необходимо изучить его устройство. Конструкция прибора включает следующие компоненты:
- основной блок. Это важный элемент устройства оборудования, он отвечает за подачу питания к электродной проволоке;
- сварочный рукав или шланг;
- горелку, внутри которой имеется проволока;
- наконечник токопроводящего вида;
- систему для подачи защитного газа.
Для проведения работ используется механический агрегат, в устройстве которого предусмотрена катушка с проволокой, именно она выполняет функции плавящегося электрода. Дополнительно предусмотрен механизм, который осуществляет автоматическую подачу катушки. Силу тока и скоростные показатели для подачи электрода сварщик подбирает на оборудовании самостоятельно, данные параметры зависят от вида сплавляемого металла, от скорости передвижения горелки.
Имеется много видов аппаратов, которые используются для сварочного процесса. Для их упорядочивания применяются различные классификации. В зависимости от способа защиты материала при сварочных работах выделяют следующие типы:
- сварка металла полуавтоматом под слоем флюсов. Флюс является порошкообразным составом, который присутствует в сердцевине рабочей проволоки. По химическим качествам он похода на обмазывающий состав для электрода;
- сварка на полуавтомате с использованием инертных и активных газовых смесей.
В зависимости от способа подачи электродной проволоки сварочное оборудование разделяют на:
- Стационарное. Приборы зафиксированы на подставке или специальной консоли.
- Переносное. Оборудование имеет вид переносимой тумбы.
- Передвижное. Это специальная тележка, которая предназначена для перемещения в пределах помещения.
Как работает полуавтомат
Чтобы понять, как работает полуавтоматическая сварка стоит рассмотреть принцип работы оборудования. Во время обработки на область свариваемого участка непрерывно подается электродная проволока. По этой причине сварщик не должен постоянно устанавливать новые электроды.
Во время сварки производится нагревание и деформирование свариваемых изделий. Между металлическим элементом и электродом, который находится под напряжением, в газовой смеси образуется электрический разряд. Качественные характеристики соединения повышаются благодаря применению инертного газа, именно он предотвращает появление окислов.
Стоит отметить! Технология полуавтоматической сварки получила это название, потому что подача проволоки производится автоматически, а контроль подачи и сварочный процесс производится сварщиком вручную.
Среди основных особенностей работы полуавтомата можно выделить:
- У полуавтоматического оборудования предусмотрено два полюса — с положительным и отрицательным зарядом. Полярность подключения подбирается в соответствии с металлом, который сваривается. Один зажим прикрепляется к свариваемому изделию, другой подается к скользящему контакту горелки.
- Параметры силы тока выбирается согласно характеристикам материала, который применяется для сваривания.
- Для подбора оптимальных показателей силы тока сварщики применяют специальные таблицы, следуют рекомендациям изготовителя сварочного оборудования.
- Скоростные показатели подачи задаются с помощью коробки передач или шестерни.
- Газовое полуавтоматическое оборудование предназначено для работы с инертным или углекислым газом. Для проведения сварочных работ подается сварочная проволока для полуавтоматического прибора, которая имеет в составе магний и кремний. Постепенно происходит ее расплавление и последующая подача на свариваемую область.
- Вместе с проволокой подается газ, который обеспечивает защиту металлическому изделию и электроду от отрицательного влияния кислорода.
- При применении аппаратуры для флюсовой проволоки газ не требуется. При проведении сварки полуавтоматом без газа происходит сгорание флюса и образование газа, именно он нейтрализует отрицательное воздействие воздуха.
Технология сваривания в среде защитного газа
Существуют разные способы сварки полуавтоматом, но метод с использованием газа считается самым востребованным. Для работ могут использоваться разные газовые смеси, но чаще применяют аргон, углекислоту, гелий. Углекислота и гелий обладают небольшим расходом, они считаются недорогими. По этой причине данные газовые смеси применяются достаточно часто.

Важно! Главное предназначение газа состоит в защите свариваемого участка от окисления, которое может происходить при взаимодействии с кислородом. Именно это отражается на прочности и качестве шва.
При применении углекислоты области, которые будут свариваться, предварительно зачищаются от ржавчины, загрязнений, краски. Для этого используется щетка по металлу и наждачная бумага.
Выделяют следующие виды полуавтоматической сварки, во время которых применяются газовые смеси:
- без отрыва от тела металл. Сваривание шва происходит непрерывно, слой наносится от начала до намеченного конца;
- точечное сваривание. Соединение изделий производится при помощи сварочных точек, через заданные промежутки, по всей длине свариваемой области;
- сварка с использованием короткого замыкания. Данный тип сваривания обычно производится в автоматическом режиме, его используют для соединения тонких металлических листов. Во время него используются электрические импульсы, которые генерируют оборудование. Замыкание расплавляет металл и соединяет изделия друг с другом.
Полуавтоматическое сваривание с применением углекислого газа часто осуществляется в режиме переменного тока. Перед тем как начинать процесс требуется настроить полуавтомат для последующего сваривания изделий. Регулирование параметров осуществляется в соответствии с типом металла.
После подготовки и настройки аппарата можно приступать к работам. Как варить сваркой полуавтомат:
- Для начала откручивается вентиль подачи газа, а уже потом поджигается дуга.
- Проволокой нужно коснуться металлического изделия и запустить процесс. Проволока будет подаваться автоматически при каждом нажатии на кнопку «Пуск».
- При проведении сварочного процесса проволока удерживается в перпендикулярном отношении к заготовке, но при этом не нужно перекрывать обзор к заливаемой ванночке-соединения.
- Между изделиями, которые свариваются, требуется выдерживать нужный зазор.
- Если показатель толщины изделия составляет не больше 1 см, то зазор должен быть не больше 1 мм. Если же обрабатываемые изделия толще 1 см, то зазор берется 10 % от их толщины.
- Удобно сваривать изделия в положении лежа или на железной подкладке, которая размещается снизу вплотную к основному металлу.
Особенности сваривания алюминия
Обязательно нужно знать, как нужно правильно сваривать этот металл полуавтоматом. Стоит учитывать, что алюминий обладает характерными особенностями, поэтому при проведении его сваривания стоит соблюдать некоторые нюансы. На поверхности этого металла имеется тонкий слой из амальгамы. Ее температура расплавления составляет больше 2 тысяч градусов Цельсия, а вот основное тело расплавляется уже при температуре 6500 °С. По этой причине во время сварки применяется инертный газ — аргон.
При работе с алюминием обязательно должна применяться специальная подложка — она предотвратит растекание металла. При сварке используется сварочный ток для полуавтомата, который имеет обратную полярность. На изделие прикрепляется катода, а вот горелка выполняет функции анода. Этот прием улучшает качество плавления, способствует быстрому разрушению амальгамы.
Сварка без инертного газа
Полуавтоматическая сварка без газа обладает отличительными особенностями. Процесс можно проводиться с использованием газа или выполняться без газа с применением обычной проволоки. Востребованным методом соединения изделий является соединение с покрытием из флюса. Но часто он применяется в промышленности, потому что флюс является дорогостоящим материалом.

При проведении сварки без газа применяется высокая температура. Она расплавляет порошок, что приводит к появлению облака из газа, оно предотвращает окисление сварочной ванны. А кран на баллоне с инертным газом в это время перекрыт. Главное преимущество порошковой проволоки состоит в том, что она позволяет провести сварку даже при сильном ветре. А в случае с подачей газа сильный ветер может стать главным препятствием.
Стоит отметить! Порошковая проволока имеет некоторые ограничения по применению. Она не подходит для работы с тонким листовым металлом и среднеуглеродистой сталью. В этих случаях наблюдается высокая вероятность появления больших горячих трещин.
Особенности механизма подачи проволоки
Чтобы понять, как пользоваться сварочным полуавтоматом стоит внимательно рассмотреть его устройство. Но все же особое внимание обращается на свойства механизма подачи проволоки. Его устройство может быть нескольких типов:
- толкающее;
- тянущее;
- комбинированное.
Подбор вида зависит от показателей длины рукава, который соединяет корпус полуавтоматического аппарата и горелку. При показателе длины рукава до 3 метров используется механизм с толкающим устройством. При превышении 3 метров стоит применять привод тянущего или комбинированного типа.
Толкающий привод находится внутри корпусной части оборудования. Привод с тянущим устройством располагается в ручке горелки. Устройство механизма проволоки в полуавтоматическом оборудовании достаточно простое. Главными элементами являются ролики. Один из них является ведущим, а другой прижимным.
Основные дефекты шва
Обязательно нужно знать, как правильно пользоваться сваркой и полуавтоматом, это поможет в дальнейшем избежать неприятных проблем и ухудшения качества сварного соединения. Если технология будет проводиться неправильно с нарушением ряда правил, то в этом случае не избежать появления трещин, пор в металле шва, прожогов, наплывов. Также может отмечаться неравномерность соединения по длине и ширине.

Качество сварки полуавтоматом зависит от следующих факторов:
- диаметр проволоки. С меньшим ширина соединения будет недостаточной, а с большим — увеличится, это отразится на глубине провара;
- сила тока. Отражается также на глубине провара: чем больше показатель силы тока, тем глубже соединение. Это в итоге моет привести к появлению прожогов, особенно если будет свариваться металл с тонкими стенками;
- напряжение дуги приводит к увеличению ширины соединения;
- скорость сварки. При большом показателе скорости уменьшается глубина проваривания, соединение становится узким. При недостаточной скорости проявляются прожоги, структура шва становится неравномерной. Иногда это приводит к короблению изделия.
В любом случае чтобы правильно провести полуавтоматическую сварную технологию необходимо знать ее главные особенности и нюансы, а от сварщика требуется опыт и навыки. Не стоит браться за работу, если вы ни разу не сталкивались с этим способом сварки. Кроме этого необходимо знать, что нужно для сварки полуавтоматом, а именно какое оборудование и материалы требуются для проведения процесса. Все тонкости и характеристики помогут провести все правильно и без ошибок.
Интересное видео
osvarka.com
Устройство сварочного полуавтомата, принцип работы
Как только человечество научилось получать металлы, назрела необходимость создания оборудования для производства изделий из данного материала. В различных отраслях промышленности сварка полуавтоматом используется для скрепления металлических конструкций. Полуавтомат сварочный подходит для варения черных и цветных металлов различной толщины. Специальное оборудование для сварки позволяет ускорить производственный процесс и повысить качество швов. Для проведения сварочных работ нужно обладать достаточными знаниями, иметь арсенал оборудования и соблюдать технику безопасности.
Интересная информация. Полуавтомат сварка применяется на многих СТО. С его помощью производится кузовной ремонт авто.
Что представляет собой полуавтомат
Человек, желающий освоить технику сварки, должен в первую очередь понять, что такое сварочный полуавтомат и изучить его устройство. Говоря простыми словами, он представляет собой электромеханический прибор, в котором в качестве плавящегося электрода выступает сварочная проволока, подающаяся в зону сварки.
Комплект работающего агрегата состоит из нескольких узлов:
- основной блок, состоящий из трансформатор для подачи питания и механизма, подающего проволоку;
- шланг или сварочный рукав для полуавтомата
- горелка полуавтоматической сварки, внутрь которой помещается проволока
- токопроводящий наконечник для полуавтомата – его обычно называют соплом для полуавтоматов
- система подачи инертного газа

Комплект полуавтоматического оборудования
На крупных предприятиях задействуют производительные стационарные модели. Они подходят для серийного производства по ГОСТу, встречаются на фабриках или заводах. Также, используются мобильные модификации, которые можно перемещать по шасси. Они способны работать безотказно в суровых полевых условиях. Для личных нужд и небольших ремонтных работ используют переносные устройства, отличающиеся скромными габаритами и небольшой массой.
Как работает полуавтомат
Понять принцип работы сварочного полуавтомата несложно. В процессе обработки на свариваемый участок подается непрерывно электродная проволока. Поэтому мастеру не нужно постоянно ставить новые электроды. В процессе сварки происходит нагрев и деформация обрабатываемых поверхностей. Между находящимся под напряжением электродом и металлом, в смеси газов и паров образуется электрический разряд. Качество шва улучшается за счет инертного газа, предотвращающего образование окислов. Не всегда используются газовые баллоны. Иногда применяется техника варения без аргона. Выбор той или иной методики зависит от возможностей рабочего оборудования.
Важно. Полуавтоматическим метод сварки называется потому, что проволока подается автоматически, а контроль подачи и, собственно, процесс сваривания осуществляется сварщиком вручную.
Так же как и в ручной дуговой сварке, полуавтоматический аппарат имеет два полюса: положительный и отрицательный. Выбор полярности подключения зависит от свариваемого металла. Один зажим крепится к детали, другой подается к скользящему контакту сварочной горелки.
Важно. В роли сварочного контакта выступает наконечник, к которому подается питание от основного блока
Силу тока подбирают в соответствии с характеристиками обрабатываемого материала. Обычно профессионалы пользуются специальными таблицами для расчета или следуют рекомендациям производителя агрегата. Скорость подачи задается при помощи коробки передач или шестерни.
Газовые полуавтоматы работают с инертным или углекислым газом. Загружается сварочная проволока для полуавтомата с содержанием магния и кремния, которая расплавляется и попадает на свариваемый участок. Одновременно подается газ, защищающий металлическую деталь и электрод от негативного воздействия кислорода.
В случае с аппаратурой для флюсовой проволоки, газ не нужен. Флюс – это особый порошкообразный состав, находящийся в сердцевине проволоки. По своему составу он близок к обмазке электродов. В процессе сварки полуавтомат флюс сгорает и образуется газ, который нейтрализует вредное воздействие воздуха. Использоваться могут различные виды проволоки.
Закрепить полученные знания поможет просмотр данного видео
Режимы полуавтоматической сварки – теория и практика
Полуавтоматическая сварка предполагает возможность самостоятельно выставить настройки. Человек может менять 4 основных параметра – скорость плавления, высоту шва и подачи проволоки, направление движения электрода. Также, мастера должны уметь регулировать сварочные горелки для полуавтомата. Подбирается режим с учетом толщины металлического листа и ГОСТа. За счет использования газа зона теплового воздействия уменьшается. Поэтому возможно наложение нескольких швов без деформации металла.
Сварщик должен помнить все рабочие параметры наизусть. Выделяют следующие режимы сварки полуавтоматом:
- цикличный – используют короткую дугу
- импульсный
- точечный
- постоянное круговое перемещение металлического листа
- струйное перемещение заготовки
Полезная информация. Если толщина детали более 5 миллиметров, придется производить обработку в несколько шагов.
Для работы в соответствии с требованиями ГОСТ необходим инертный газ – аргон или гелий. Иногда применяются смеси этих двух газов. В противном случае не только снижается качество сварного шва, но и возрастает вероятность получения травм и ожогов работником. Сварка низколегированных сталей осуществляется в среде углекислого газа. Поэтому важно правильно определить необходимый объем баллона и постоянно контролировать поступление газа.
Механизм подачи
Для протяжки проволоки предназначен специальный подающий механизм для полуавтомата. Он снижает расход сварочной проволоки. Современные модели оснащаются электронным управлением, поэтому пользоваться ими несложно. В некоторых имеется возможность записывать более пяти программ сварочных режимов. Дорогостоящие модели обычно имеют несколько дополнительных регуляторов. Через канал горелки проволоку протягивают ролики для сварочных полуавтоматов. При этом, расходник подается с заданной сварщиком скоростью. На выбор представлено 3 модификации подающих механизмов:
- Толкающий – используется довольно часто, но имеет ограничения по длине шланга. Неудобен, если нужно сварить детали, расположенные на удалении от источника тока.
- Тянущего действия – возможно подключение длинного шланга.
- Комбинированный – объединяет преимущества предыдущих двух разновидностей.
После выставления режимов полуавтоматической сварки можно переходить к пробному запуску. На небольшой заготовке производится варка. Если качество шва устраивает, можно приступать к работе. Когда результат не удовлетворяет, прибор повторно настраивают. Очень важно произвести правильную настройку, чтобы дуга не рвалась, а шов был ровным.
О тонкостях настройки механизма смотрите в видео:
Основы сварки полуавтоматом
Используя полуавтомат, удобно сваривать даже заржавевший или оцинкованный металл. Поверхность при обработке не будет повреждаться. Главное – знать, какую проволоку выбрать для полуавтомата в соответствии с ГОСТом, чтобы шов был крепким. использовать и медную, и алюминиевую проволоку. Выбрав подходящие расходные материалы, такие как горелка для полуавтомата с необходимой мощностью, можно переходить непосредственно к процессу сварки. Сначала производится настройка оборудования и выполнение защитных мер. Работать нужно в маске и специальной одежде. Тип шва выбирают, отталкиваясь от ГОСТов.
- Порядок проведения подготовительных операций:
- Очистить и обезжирить свариваемые детали. Для этого потребуются растворители.
- Убедиться в исправности газового оборудования.
- Сделать шов на пробу, чтобы определить точность настроек.
- Подобрать силу тока и напряжение.
Углекислый газ – сварка для начинающих
Автомобильные запчасти часто имеют хрупкие элементы, которые нужно время от времени подваривать. Сотрудники СТО обычно используют аппараты с углекислым газом. В процессе обработки детали сохраняют безупречный внешний вид, не покрывается трещинами краска. Поэтому можно сэкономить на дальнейшей грунтовке и окраске. Есть возможность обработать даже небольшой труднодоступный участок. Образуется минимум отходов, шов получается прочный и при этом, достаточно тонкий. Проволока сварочная быстро расплавляется, но сварщику не нужно тратить время на установку электродов. Поэтому скорость работы увеличивается в разы.
Технологию сварки полуавтоматом инверторным с углекислым газом сможет освоить даже начинающий. С его помощью можно обрабатывать в том числе, нержавеющую сталь. Даже если движения будут не очень аккуратными, шов получится ровный. Детали, разнящиеся по толщине, надежно соединятся.
Профессионалы обычно применяют сварку тиг аргоном, когда углекислый газ не подходит. Ответственный момент – выбор давления. Оно должно быть достаточно высоким, чтобы сварная ванна не растекалась. Но если задать слишком сильно увеличить давление, начнет закачиваться воздух.
Сварка без газа – альтернативный вариант
Используя инертный газ можно предотвратить образование окислов и сделать шов высокого качества. Но работать с газовыми баллонами многие любители не решаются. Тем более, стоимость аргона достаточно высока, и аппарат в хозяйстве использоваться будет не так уж часто. На дачном участке или в гараже удобнее производить сварку без газа с подачей прямого тока. Для этого нужно приобрести порошковую или флюсовую проволоку. Газ образуется в процессе сгорания проволоки, как при использовании стандартного электрода. Образующиеся пары защищают обрабатываемую область.
Как сварить стальное изделие полуавтоматом без газа
Сначала необходимо приобрести катушку стальной проволоки с флюсом. После включается подача подача проволоки для полуавтомата. Для этого поворачивается переключатель на корпусе аппарата. Затем производится закладка флюса внутрь воронки. Необходимо следить за положением держателя, чтобы флюс попадал только в рабочую зону. Затем следует аккуратно открыть защитную заслонку, чтобы выпустить флюс. Теперь можно запустить прибор, нажав на кнопку «Пуск» и начинать водить электродом. Как только образуется электрическая дуга, мастер приступает к варению.
На полуавтомат возлагаются большие надежды. Не нужно затрачивать много времени и сил, как в случае с ручными приборами. Научиться варить может любой желающий. Но для начала придется посвятить время изучению устройства полуавтомата и техник варения. Прежде чем браться за ответственные операции, стоит попрактиковаться. Без тренировки стать сварщиком просто невозможно. Также, следует учитывать повышенный риск травматизма. Поэтому следует в первую очередь соблюдать технику безопасности.
svarkagid.ru
как работает, техника, теория, видео
Прогрессивным методом соединения металлических изделий является сварка полуавтоматом. Этот способ облегчает работу, повышает производительность процесса, позволяет получить качественное соединение, уменьшает вероятность появления дефектов. Для его применения необходимо приобретение специального оборудования — полуавтомата.
Это не является особо затратным, но работа на сварочном полуавтомате для начинающих возможна только после овладения ими теоретических знаний. Для начала необходимо ознакомиться с принципом действия прибора, различными режимами, технологией процесса. Овладеть этим можно самостоятельно или под руководством более опытного наставника. Также имеются специальные курсы, на которых проводится теоретическое и практическое обучение.

Классификация полуавтоматов
Разделение полуавтоматических приборов для сварки осуществляется по различным признакам.
Тип прибора
Это в основном относится к корпусу прибора. Если все составные части находятся в одном корпусе, то это будет однокорпусной вид. В двухкорпусных моделях в одном блоке находится сварочная горелка, механизм подачи проволоки, пульт управления. Во втором блоке расположен источник тока, имеющий аппаратуру для регулирования пуска.
Вид проволоки
В полуавтомате могут применяться два вида проволоки: алюминиевая или стальная. Имеются универсальные приборы, обеспечивающие работу с любым из этих видов.
Защита шва
Происходит тремя способами: слоем флюса, в защитных газах, с помощью порошковой проволоки. Наиболее распространенным способом является использование защитных газов. Нюансом служит то, что порошковую проволоку можно также использовать в газовой среде.
Характер перемещения
Для серийного производства используются стационарные аппараты. В быту и для проведения выездных работ более удобными будут переносные полуавтоматы. Передвижные приборы перемещаются на шасси с колесами.
Подключение к электросети
Однофазные полуавтоматы, имеющие небольшую мощность, можно включать в обычную розетку. Трехфазные требуют наличия специальных разъемов.
Подача проволоки
При толкающем типе привод подталкивает проволоку в сварочную горелку. В конструкции с тянущим типом привод располагается в ручке горелки и вытягивает проволоку с катушки, на которую она намотана. К гибриду относится тянуще-толкающий вид.
Устройство полуавтомата
Чтобы лучше понять, как сваривать полуавтоматом, необходимо изучить его устройство.

Основные составные части аппарата:
- Корпус.
- Источник питания.
- Блок управления.
- Горелка.
- Бобина с проволокой.
- Механизм подачи проволоки.
- Кабель, с помощью которого происходит подсоединение к «массе».
- Шланг, предназначенный для подачи газа.
- Инертный газ в емкости.
Можно приобрести дополнительные приспособления, например, защитный экран или стойку для рукава.
Источниками питания для полуавтоматических аппаратов, работающих, как правило, на постоянном токе, применяют инверторы или выпрямители. Предпочтительными являются инверторы, но стоимость их гораздо выше.
Сварочный рукав — это шланг, с помощью которого на место проведения работы подаются газ, проволока и жидкость для охлаждения. Один его конец подсоединен к аппарату, а второй — к газовой горелке. Внутри сварочного рукава по центру располагается узел, с помощью которого подается проволока. Охлаждающая жидкость имеется только в некоторых моделях. Чем длиннее шланг, тем больше возможность сварки в местах, доступ куда затруднен. Для подключения шланга используется унифицированный разъем по евро стандарту.

Большой штуцер в центре служит для выхода проволоки. Маленький рядом — для подачи газа. Два контакта вверху необходимы для того, чтобы переключать режимы. Внизу подключены провода, с помощью которых подается ток.
К шлангу подсоединена горелка, куда и выводятся все провода, а также трубки. Главные составляющие горелки — рукоятка и выходящая из нее направляющая трубка.

На рукоятке имеется переключатель режимов. На трубке закреплены рассеиватель газа, контактный наконечник, сопло. Контактный наконечник является сменной деталью, поскольку он бывает разным при каждом диаметре проволоки. Сопло зависит от размеров наконечника.
Проволока для сварки намотана на катушку, которая может иметь различные размеры. Устройство, подающее проволоку, включает в себя механизм с роликовой подачей. На роликах сделаны канавки для разных диаметров проволоки. Роль электродвигателя — осуществление вращения. Регулирование натяжения проволоки осуществляется вручную.

Ролики используются для порошковых проволок. Их может быть два или четыре. Вот, в основном, все, что нужно для полуавтоматической сварки.
Принцип работы
Теория сварки полуавтоматом заключается в следующем. Главная особенность состоит в том, что вместо электродов находит применение сварочная проволока, поступающая в зону сварки непрерывно.

Сваривание полуавтоматами может осуществляться в углекислом газе (MAG) или в инертном (MIG). Технология сварки полуавтоматом с углекислотой и инертными газами предполагает установку величины расхода проволоки на аппарате. На выходе проволоке предстоит пройти через отверстие в контактном наконечнике. Между проволокой и свариваемой деталью возникает дуга, металл от действия высокой температуры начинает плавиться, что приводит к образованию сварочной ванны. Она начинает перемещаться вслед за горелкой. Сзади остается сварочный шов, который постепенно начинает остывать.
Для формирования облака газа, имеющего конкретную форму и плотность, служит сопло. Газ в него поступает через рассеиватель, который расположен на месте крепления контактного наконечника.
Понятно, как работает сварочный полуавтомат с газом. Однако, имеется вариант без его использования. В этом случае находит применение особая проволока, которая представляет собой тонкую трубочку с флюсом внутри.
Поскольку флюс обладает порошковой структурой, то и проволоку называют порошковой. При сварке флюс, сгорая, выделяет газ, создающий защитную среду. Для начинающих сварка полуавтоматом без газа является хорошим и более простым способом получить общие сведения об особенностях процесса. Для ответственных конструкций предпочтительной является сварка с газом.
Сварочная проволока
Вслед за широкой востребованностью полусварочных автоматов промышленность начала создавать различные виды проволок для них. Правильный ее выбор повышает производительность сварочного процесса, улучшает качество шва. Немаловажным аспектом является повышение безопасности. ГОСТ 2246 содержит требования к составу и качеству проволоки. Среди большого количества видов марок находят постоянное применение лишь некоторые из них. Остальные являются узкопрофильными.

Тип, диаметр и марка проволоки зависят от химического состава и толщины свариваемых металлов. Состав проволоки должен соответствовать аналогичной характеристике материала. Поэтому проволоки разделяют на три крупных вида: низкоуглеродистую, легированную и высоколегированную.
Вид марки обозначен на маркировке. Буквы и цифры указывают на состав и процентное соотношение входящих элементов. Проволока, в которой уменьшено содержание вредных веществ, таких, как сера и фосфор, в конце маркировки имеют букву «А». Две буквы «АА» свидетельствуют о металле высокой очистки.

Диаметры проволоки для сварки полуавтоматом находятся в диапазоне от 0,3 до 12 мм. Выбор диаметра зависит от толщины деталей. Так, например, если предстоит сварка деталей, имеющих толщину 3-5 мм, то диаметр проволоки должен быть не больше 2 мм. На выбор проволоки также оказывает влияние выбранная сила тока. Для экономии при процессе сварки ведут контроль расхода присадочного материала. На него оказывают влияние состав свариваемого металла, диаметр проволоки, ее качество.
Подготовка
Перед тем, как варить сварочным полуавтоматом, необходимо провести подготовительные работы. Они начинаются с регулировки сварочного полуавтомата. Для этого следует выбрать правильное значение силы тока, и выставить его на аппарате.

Затем регулируются скорость подачи проволоки и расход газа, который устанавливается с помощью вентиля на редукторе баллона. Оценить правильность настроек можно на небольшом куске металла. При грамотной настройке должен получиться плотный ровный шов.
После этого выставляют оптимальное значение расхода газа. Если оно будет недостаточным, в сварочном шве появятся поры. Границы верхнего значения не существует, но при неоправданно большом газ будет уходить в атмосферу бесполезно, что увеличит расходы. При недостаточно качественном шве следует произвести перенастройку.
Затем надо проверить, достаточное ли количество газа для создания рабочего давления находится в баллоне. Рабочее — давление, позволяющее осуществлять надежную защиту ванны в зоне проведения работ. Потом надо определиться с полярностью.

После выбора полярности необходимо подключиться к соответствующей клемме. Прямую полярность обеспечит подключение сварочного кабеля к положительной клемме. Обратную полярность используют для проведения очень точных работ.
Технология процесса
Особенности сварки полуавтоматом заключаются в том, что вместо электродов применяется проволока и процесс происходит под защитой газа. Техника сварки полуавтоматом заключается в поддержании постоянной температуры. При недостаточном нагреве не осуществится нормальное расплавление кромок и не произойдет хорошего перемешивания их с присадочным материалом. При чрезмерно большом повышении температуры начнется кипение металла и его испарение.
Приемы сварки полуавтоматом бывают двух видов. Первый заключается в том, что от начала до конца делается непрерывный шов. При втором методе применяется точечная сварка. Сварочные точки располагают через одинаковые промежутки.
Технология сваривания имеет особенности в зависимости от толщины металлических деталей, видов соединений и их расположения в пространстве. Тонкие детали легче сваривать полуавтоматом, если они расположены в вертикальной плоскости. Если толщина металлических деталей не превышает 4 мм, то можно не проводить разделку кромок. Толстые детали лучше сваривать в среде гелия или аргона. При этом необходимо следить, чтобы не происходило отклонение оси горелки от вертикали.
При сварке полуавтоматическим прибором угловых и тавровых соединений детали следует устанавливать «в лодочку». Тонкие нахлесточные соединения выполняют за один проход, используя медную или стальную подкладку. Детали, толщина которых превышает 1,5 мм, можно сваривать на весу, осуществляя несколько проходов.
Правила сварки полуавтоматом:
- Сварку следует осуществлять таким образом, чтобы сварочная ванна была видна исполнителю. Это возможно, когда проволоку держат прямо или под маленьким углом.
- Зазор между свариваемыми элементами при их толщине 1 см должен быть не менее 1 мм. Затем его рассчитывают, исходя из формулы — 10% от их толщины. Во время всего процесса сварки зазор должен быть постоянным.
- Если применяется подкладка, то ее помещают снизу на свариваемые детали, обеспечивая плотность.
- Необходимо контролировать значение тока и величину дуги. Это уменьшит разбрызгивание раскаленного металла.
- Тонкую проволоку следует вести вдоль шва. При большом диаметре желательно совершать колебательные движения, которые способствуют разогреву кромок.
Настройка зависит от конкретной модели оборудования. Перед началом работы следует внимательно ознакомиться с инструкцией по эксплуатации.
Сварка в общем и сварка полуавтоматом в частности является сложным искусством, требующим терпения. Не следует сразу стремиться поставить рекорд. Техника сварки полуавтоматом для начинающих заключается в том, чтобы потренироваться вначале на простых деталях.
Преимущества
К достоинствам полуавтоматической сварки относятся:
- легкость применения;
- высокая производительность;
- возможность сваривания во всех пространственных положениях;
- деформации шва являются минимальными;
- возможность сварки тонких соединений;
- небольшая чувствительность по отношению к загрязнениям и ржавчине;
- цинковые покрытия не повреждаются при сварке с медной проволокой;
- получение шва высокого качества.
Недостатком является улетучивание газовой защиты на сквозняке. Относительная легкость управления процессом делает возможной сварку полуавтоматом для начинающих.
Отличие от автоматической сварки
Автоматическая и полуавтоматическая сварка имеют много общего и сильно отличаются от ручного способа. Основное, чем отличается автоматическая сварка от полуавтоматической, — это то, что полуавтомат осуществляет механическую подачу проволоки, выполняющей роль электрода, на место проведения работы, но затем ее перемещают вручную. Это позволяет правильно формировать шов и следить за его качеством.
Автоматическую сварку целесообразно применять при массовом или крупносерийном производстве. На форумах по сварке иногда задают вопрос: как варить полуавтоматом электродами. Опытные сварщики отвечают, что для этого придется кардинально переделать аппарат, но и это не дает гарантии получения качественного шва.
Обучение
Обучение на полуавтоматическую сварку можно пройти на специальных курсах. Программа включает в себя теоретические и практические занятия. Можно выбрать индивидуальное обучение по удобному для ученика расписанию и также узнать все о сварке полуавтоматом. После окончания необходимо сдать экзамен и доказать, что все знания усвоены.
Выдается удостоверение установленного образца, в котором перечисляются прослушанные предметы, практические занятия и указывается, что присвоено звание «Электрогазосварщик». Возможно получение диплома международного образца, что дает возможность применить полученные знания в других странах.
Обучение сварки полуавтоматом дает представление о видах аппаратов полуавтоматов, выборе режима сварки и диаметра проволоки, технологии процесса сварки. Прослушанные уроки по теории «сварочные полуавтоматы» позволят разбираться в обозначениях используемых материалов и маркировки проволоки. Основы сварки полуавтоматом включают в себя сведения об устройстве приборов полуавтоматов, принципе их работы, обеспечении безопасности сварщика, проведении подготовительных работ, выборе режимов сварки.
На курсах можно не только узнать все для сварки полуавтоматом, но и применить полученные знания на практике. Они проводятся под руководством наставника, который укажет на ошибки и разъяснит методы их устранения. Групповые занятия имеют то преимущество, что на них можно услышать вопросы других учеников и узнать правильные ответы. На практических занятиях следует прислушиваться к разбору всех ситуаций, из которых можно узнать много полезного.
Уроки сварки полуавтоматом проводят профессионалы, обладающие большим опытом. Приобретенная профессия является востребованной и высокооплачиваемой. На курсы могут также записаться уже имеющие профессию сварщика, но желающие повысить свою квалификацию. Разобраться, что такое сварка на полуавтомате поможет обучение на специализированом курсе. Полученные знания помогут с легкостью читать чертежи и разбираться в технологических материалах.
Интересное видео
osvarka.com
дуговая или полуавтомат? Сравнение, плюсы и минусы, сферы и особенности применения
Что собой представляют ручная дуговая и полуавтоматическая сварка, и каковы их основные отличия друг от друга?
При ручной дуговой сварке используются как плавящиеся, так неплавящиеся электроды. Во время работы сварщик плавит металл электрической дугой. Этот процесс обеспечивает смешивание расплавленного материала, из которого состоит заготовка, и электродного. Качество полученного шва определяет химический состав соединения и показатель свариваемости. Также важно учитывать диаметр, химический состав и вид используемого электрода. Ручная сварка предполагает еще и выбор оптимального режима, который зависит от длины сварочной дуги и плотности тока и его силы.
Способ ручной сварки определяется толщиной металла и предполагаемой длиной шва. Толстые металлические листы сваривают за несколько подходов, а тонкие заготовки можно соединить внахлест. Разделяют ручную верхнюю и нижнюю сварки.
Главное отличие полуавтоматической сварки от ручной – использование не электродов, а порошковой проволоки, подаваемой во время процесса сваривания автоматически при помощи катушки. Сам процесс сваривания осуществляется работником вручную. Это позволяет получить все преимущества ручного способа и увеличить при этом эффективность труда.
Во время работы полуавтоматом нет нужды делать перерывы для замены электрода. Полуавтоматическая сварка может происходить в среде защитных газов. Также можно использовать самозащитную проволоку.
Какая сварка лучше
Утверждать, что полуавтомат лучше, чем электродуговая сварка или наоборот, неправильно. Каждый вариант имеет свои преимущества и недостатки, которые нужно учитывать, прежде чем выбирать определенный вид сварки.
Плюсы и минусы ручной дуговой сварки
Преимущества:
- Простота эксплуатации и обслуживания оборудования. Освоить азы дуговой сварки под силу практически каждому человеку.
- Такая сварка может осуществляться в разном положении: как снизу и сверху, так и под углом и сбоку.
- Благодаря возможности использования согнутого электрода, шов может быть проложен на труднодоступных участках изделия.
- Метод ручной сварки позволяет работать с большим количеством металлов.
Недостатки:
- Электромагнитное излучение, которое исходит во время работы, наносит вред здоровью работника.
- Качество швов зависит, в первую очередь, от умений сварщика.
- По сравнению с другими вариантами у дуговой сварки нет такого же коэффициента полезного действия и производительности.
Плюсы и минусы полуавтоматической сварки
Преимущества:
- Можно работать даже с теми металлическими изделиями, которые незначительно подверглись коррозии.
- Процесс соединения не требует значительных затрат на расходные материалы.
- Спектр применения полуавтоматов достаточно высок, их можно использовать для сварки тонких стальных листов толщиной до 0,5 мм.
- Можно использовать проволоку из медного сплава.
- В процессе работы жидкий металл надежно защищен от воздействия воздуха.
- На швах не появляется окись и шлак.
- Соединение создается быстрее, чем при ручной сварке.
Недостатки:
- Если нет защитной газовой струи, металл из сварочной ванны может сильно разбрызгиваться.
- Сварка полуавтоматом создает более яркую электрическую дугу, поэтому к вопросу о защите глаз нужно подойти серьезно.
Сферы и особенности применения
Ручной электродуговой способ преимущественно находит применение для следующих видов деятельности:
- Соединение деталей и арматурных сеток.
- Строительство прочных арматурных каркасов и сеток.
- Соединение стержней и монтаж железобетонных конструкций.
- Подготовка арматуры, если нет специальной стыковочной аппаратуры.
Сварка полуавтоматом применяется:
- В машиностроении, авиационной, нефтеперерабатывающей промышленностях.
- Для соединения цветных металлов.
- При работе с металлами, обладающими высокой температурой плавления.
- При производстве труб как с прямыми, так и спиральными швами.
- Для соединения высоколегированных сплавов по типу нержавеющих сталей.
Чаще всего полуавтомат применяют при необходимости сварки черной стали и алюминия. В качестве защитной струи используется углекислый газ, так как он достаточно дешевый. Также можно применять гелий и аргон.
elsvarkin.ru
Сварочный полуавтомат инверторного типа: какой выбрать для дома
Можно с уверенностью сказать, что в сварочном деле проходит ползучая промышленная революция. Прежде всего, сварочное оборудование стало доступным для самых широких масс потребителей – во многом благодаря китайским производителям. Дополнительным стимулом стали технологии с применением инверторов в качестве источника электрического питания.
Этот фактор привел в профессию сварщика множество новичков: варить стало легче и комфортнее, что само по себе является абсолютно позитивным явлением. Вместе с тем наблюдаются кое-какие проблемы, связанные с промышленным сварочным бумом. Это неприятное сочетание двух факторов: колоссальное число разных моделей сварочных аппаратов на рынке и недостаточная квалификация мастеров нового поколения, чтобы хорошо разбираться в этих аппаратах.
Далеко не все понимают, какой сварочный полуавтомат выбрать. Результатом являются нередкие ошибки в выборе аппарата, либо, что еще хуже, покупка поддельных марок сварочных приборов, которые на рынке тоже встречаются. Поэтому умение выбирать лучшие модели аппаратов является обязательным профессиональным навыком. Сварочный аппарат полуавтомат инверторного типа – этот тип агрегатов получает все большее распространение и среди любителей, и среди профессионалов.
Чем отличаются сварочные полуавтоматы от других аппаратов
Схема сварочного аппарата с тиристорным управлением.
В отличие от ручных дуговых аппаратов полуавтоматах кроме преобразователя тока имеется еще один элемент – механизм для автоматической подачи присадочной проволоки во время сварки. В результате дуга получается стабильной и ровной, а сварочный шов – чрезвычайно высокого качества. По сути полуавтоматические инверторные аппараты выполняют такие же функции, как и ручные дуговые РДГ. Принципиальное отличие сварочного полуавтомата в том, что он состоит ровно из двух частей:
- Преобразователя тока, который меняет качество сварочного тока так же, как в ручных дуговых инверторах.
- Специальной кассеты для проволоки, чтобы подавать ее автоматическим способом в зону сварки.
Зачем нужна автоматическая подача проволоки? Для высокого качества шва, конечно. Технология сварки полуавтоматом гениальна по своей простоте: сварочная дуга аккуратно располагается между заготовками и проволокой, которая идеально ровно подается автоматом. Металл заготовок и проволоки плавится, перемешивается в сварочной ванне и по ходу движения электрода твердеет, превращаясь в качественный шов. Во время плавления в ее зону подается инертный газ в виде аргона для защиты от ненужных окислительных процессов.
Режимы работы полуавтоматов MIG, MAG, MMA, TIG
Разберемся с аббревиатурами MIG/MAG или МИГ и МАГ, которые часто встречаются в названиях в моделях сварочных . Эти аббревиатуры различаются в зависимости от того, какой газ применяется в качестве защиты металла от окисления во время сварки.
МАГ обозначает Металл Активный Газ, при этой технологии используется углекислый газ. МИГ – Металл Инертный Газ обозначает использование аргона. Технологией МИГ можно варить цветные металлы, алюминий и нержавеющую сталь – самые капризные виды металлов в сварочном деле.

Как устроен наконечник сварочной горелки.
MMA Manual Metal Arc или РДГ – ручная дуговая сварка плавящимся электродом рассматривается как дополнительная функция полуавтомата. Ну и наконец TIG – сварка-полуавтомат неплавящимся электродом в аргоновой среде – тоже может быть дополнительной функцией в полуавтоматах высокой ценовой категории.
По каким критериям выбирать подходящий аппарат для себя
Критерии выбора сварочного аппарата:
- По функциям. Что и где вы собираетесь варить? Поилку для индюшат на даче, кузов автомобиля в мастерской или у вас впереди серьезные промышленные объекты?
- По качеству, виду и толщине сварочного шва. Вам важнее эстетика, как, например, для декоративных решеток или деталей автомобиля, или прочность и надежность на ответственных объектах типа газопровода?
- По виду металлов, с которыми вы собираетесь работать. Нержавейка? Алюминий? Цветные металлы и их сплавы? Есть в вашем наборе металлов присутствует алюминий и его сплавы, нужно разворачиваться в сторону аппаратов, где присутствует аббревиатура TIG с баллонами инертного газа в придачу.
- По характеристике электрической сети. Если вы живете и собираетесь работать в сельской местности, в вашей сети, скорее всего, будет прыгать напряжение. Тогда нужно искать аппараты с широким диапазоном скачков напряжения – такие есть, их специально выпускают для российских регионов.
- По личному опыту мастера. Если вы начали заниматься сваркой недавно, вряд ли будет целесообразно покупать дорогой навороченный полуавтомат, где половина функций вам не нужна будет и в помине.
Очень важный момент в выборе – универсальность аппарата. Она зависит от вида ваши планируемых работ: вам нужен только полуавтомат с автоматической подачей проволоки? Или вы собираетесь работать с электродами тоже? Если да, идем выбирать универсальное оборудование.
Классификация сварочных полуавтоматов
Это три условных группы:
- бытовые сварочные полуавтоматы;
- профессиональные полуавтоматы;
- промышленные полуавтоматы.
Бытовые: речь о выборе сварочного полуавтомата для дома. Подходят, если продолжительность работ не будет превышать нескольких часов в день. Выбирать нужно те аппараты, которые позволяют работать с проволоками разного диаметра и их разных металлов, то есть, с высокой степенью универсальности.
Устройство подачи проволоки в сварочном полуавтомате.
Профессиональные: таких моделей предлагается на рынке больше всего с самыми разными модификациями – с самым широким набором режимов или чисто «проволочные», не боящиеся скачков сетевого напряжения или позволяющие работать на морозе. Эти аппараты нужно выбирать буквально по пунктам технических характеристик: их много, но всех их нужно учитывать.
Промышленные: это мощные аппараты для сварки массивных деталей с неограниченным временем работы для круглосуточного пользования. В данном рейтинге они не рассматриваются.
Важные технические характеристики для выбора
Характеристики сварочных полуавтоматов:
- или сварочный ток. Это сила тока, при которой на аппарате можно работать без перерывов на остывание. Оптимальными параметрами считаются 160 – 200 А.
- Продолжительность нагрузки ПН – это процент времени от общего времени работы, которое потребуется на перерыв для остывания аппарата. Хорошим показателем является уровень 60%.
- Диапазон скачков напряжения в процентах показывает, при каких изменениях напряжения аппарат будет продолжать работать. Важно для сельской местности. Если вы выбираете профессиональный полуавтомат, важно, сколько фаз сети подведено к вашей мастерской. Однофазный агрегат нужно выбирать, если подведена одна фаза. Если у вас три фазы, можно покупать оба варианта – хоть однофазный, хоть трехфазный. Но если есть возможность выбирать, лучше остановиться на трехфазном варианте: с ним качество шва получается выше, а риск перегрузки на одну фазу ниже.
- Диаметр электродов или присадочной проволоки, который зависит от мощности тока и продолжительности нагрузки. Толщина свариваемых заготовок также влияет на выбор диаметра проволоки.
- Параметры питающего кабеля, он должен быть достаточного диаметра сечения – больше 2,5 мм и оптимальной длины. Если длина кабеля больше 15 метров, мощность аппарата при скачке сетевого напряжения обязательно будет теряться. А это напрямую определяет силу сварочного тока и в итоге качество сварочного шва.
Полуавтомат инверторный или классический?

Комплектация сварочного полуавтомата.
Иными словами, что лучше – трансформатор или инвертор? Учитывая факт, что до сих пор 90% сварочных работ в России производятся на трансформаторных типах оборудования, вопрос совсем не праздный и нуждается в разъяснениях.
В чем принципиальные различия трансформатора и инвертора? И тот, и другой являются источниками сварочного тока. Но генерируют его они по совершенно разным механизмам действия. Но для выбора того или другого важнее не механизм преобразования тока, а различия в применении и, главное, в качестве получаемых сварочных швов.
Трансформаторные модели громоздкие, их нужно перемещать на тележке, а лучше использовать в стационарных условиях, без перемещений. Инверторные полуавтоматы легче и меньше, швы с их помощью получаются более качественными. Но и стоят они значительно дороже трансформаторных опций.
Если денежный вопрос стоит остро, трансформаторы могут быть выбраны для домашних работ на даче или в частном доме. В личном гараже они также подойдут. Если же вы планируете заниматься сваркой ответственных участков типа отопления, водопровода, емкостей или труб из нержавейки, вам следует остановиться на инверторах.
10 моделей выбора инверторных полуавтоматов
Представляем десять моделей сварочных полуавтоматов, которые вполне могут бороться за право быть выбранными вами, исходя из ваших сварочных планов, квалификации и свойств вашей электросети. Следует отметить, что нумерация моделей никак не отражает их рейтинга внутри списка.
Определение – «лучший сварочный полуавтомат инверторного типа» в корне неверное. Модели настолько разные, что не могут конкурировать друг с другом, их нельзя сравнивать. Сам список – уже рейтинг с полноправными аппаратами для вашего выбора. Итак, определяем самый подходящий сварочный полуавтомат инверторного типа для себя – здесь и сейчас.
Сварог ПРО MIG 200
 Данный многими экспертами оценивается как пример отличного баланса цены и качества. Аппарат самый дорогой из всех приборов такой же модификации. Он универсальный, на нем можно работать со всеми видами проволоки, с обычными электродами в режиме MMA, c аргоновой горелкой в режиме TIG DC, легко менять полярность сварочного тока.
Данный многими экспертами оценивается как пример отличного баланса цены и качества. Аппарат самый дорогой из всех приборов такой же модификации. Он универсальный, на нем можно работать со всеми видами проволоки, с обычными электродами в режиме MMA, c аргоновой горелкой в режиме TIG DC, легко менять полярность сварочного тока.
Ценнейшим свойством аппарат является его ПН – продолжительность нагрузки. При токе не больше 160А и электродах с диаметром не больше 4 мм, его ПН составляет 100%. Это означает, что на нем можно работать без перерывов для остывания. Имеется специальный режим VRD – снижение напряжения холостого хода, форсаж дуги, принципиально новая схема контроля дуги.
Главные плюсы:
- универсальность, гибкость настроек;
- компактность и небольшой вес;
- новая система управления дугой;
Главные минусы:
- нельзя варить алюминий и его сплавы;
- высокая цена.
Кедр 175 GD
Сварочные полуавтоматы занимают в линейке российской компании Кедр не самое главное место. Основная специализация Кедра – промышленное сварочное оборудование для решения самых непростых производственных задач. Для нас с вами этот факт имеет только положительное значение: компания серьезная с продвинутыми технологиями и, что самое главное для нас, жесткими рамками производственных стандартов.
Аппарат также универсальный – и для полуавтоматической, и для ручной сварки. Программное управление с широкими возможностями, которое не очень удобно переключается: сначала выставляется кнопка режима и только затем настраиваются функции. Отлично адаптирован под разную толщину свариваемых заготовок. Мощность сварочного тока тоже неплохая – на максимуме 175А, а вот ПН не самая сильная.
 На это Кедре можно варить без остановок на остывание лишь при использовании электродов с диаметром не больше 3 мм. Иными словами, сварка в режиме MMA будет оптимальной с электродами в 2 – 3 мм в диаметре. Режим VRD также имеется. В принципе, Кедр ничем не уступает аппарату пунктом выше Сварог. Вот только он раза в полтора дешевле, чем Сварог. Выбирайте!
На это Кедре можно варить без остановок на остывание лишь при использовании электродов с диаметром не больше 3 мм. Иными словами, сварка в режиме MMA будет оптимальной с электродами в 2 – 3 мм в диаметре. Режим VRD также имеется. В принципе, Кедр ничем не уступает аппарату пунктом выше Сварог. Вот только он раза в полтора дешевле, чем Сварог. Выбирайте!
Главные плюсы:
- настоящая многофункциональность;
- очень удобен для новичков;
- хорошая ремонтная база;
- отличная цена;
Главные минусы:
- система управления не нравится опытным мастерам.
Aurora PRO 200
Китайский сварочный полуавтомат больше всех подходит если у вас запланированы большие по объему работы. Да и по своим размерам он самый большой среди остальных аппаратов в рейтинге.
Он популярен в мастерских по производству металлоконструкций и в автосервисах. Для работы с ним можно хорошо запастись проволокой – Аврора укомплектована массивными катушками. Отлично выдерживает скачки напряжения в сети – работает как миленький при минимуме 140В. Диаметр электродов лимитирован, максимально допустимый размер 5 мм, ПН средний – 60%.
 Главные плюсы:
Главные плюсы:
- большие катушки для проволоки с экономией ресурсов;
- отличная натяжка проволоки;
- можно работать с проволокой диаметра 1,2 мм;
Главные минусы:
- громоздкий, тяжелый.
Fubag Irmig 200
Профессиональные сварочные полуавтоматы бывают самой разной направленности. Перед вами «чистокровный немец» с очень узкой направленностью. Самый лучший выбор из всех возможных для «автомобильной жестянки»: если варить с проволокой диаметром 0,8 мм, прибор практически не перегревается и позволяет работать без перерывов для остывания.
Полуавтоматическая сварка листового железа – вот основное назначение аппарата, где ему равных нет. Ручной дуговой режим тоже возможен, но с остановками: ПН при мощности тока в 170А очень скромный – всего 20%. Это мощный и простой в управлении аппарата, обладающий всеми преимуществами немецкой техники, где на первом месте стоит надежность.
Главные плюсы:
- надежность, практически не ломается;
- простые настройки, удобное управление;
Главные минусы:
- узкая направленность работы, неполноценная MMA;
- цена высоковата, как у всех «чистых немцев».
Aurora PRO Overman 200
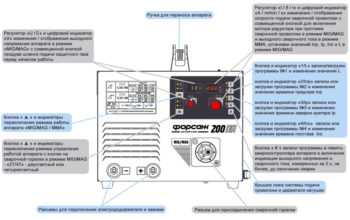
Функциональные особенности полуавтоматического инвертора.
Еще один отличный аппарат, но снова с узкой направленностью: он сконструирован для работы с проволокой и только проволокой. Не боится низких скачков напряжения в сети, не ограничивает выбор присадочной проволоки – можно варить даже с алюминиевой. Хорошо адаптируется под разную толщину металлических заготовок благодаря регуляции вольтамперной характеристики. В этой Авроре можно регулировать не только напряжение, но и ток, что встречается очень нечасто.
Странным выглядит переключатель скорости подачи проволоки: эта скорость представлена всего в двух режимах – быстро и медленно, без промежуточных показателей. Из-за своих спецификаций узкой направленности этот аппарат вряд ли можно рассматривать как сварочный полуавтомат для дома, но, если вы планируете сварку только с проволокой, его можно выбирать с уверенностью.
Главные плюсы:
- не боится сетевых скачков напряжения;
- хорошо адаптируется под разные размеры заготовок;
- отличная цена;
Главные минусы:
- тяжелый, громоздкий;
- скорость подачи проволоки только быстрая и медленная.
Сварог MIG 200Y
Еще один узкий специалист в деле профессиональной сварки – полуавтомат, который рассчитан на работу только с проволокой – никаких других режимов нет. У него очень неплохой ПН в 60% при мощности сварочного тока 200А, с такими показателями можно варить проволокой с диаметром 1 мм без остановок.
Как и положено «проволочному» аппарату, этот Сварог снабжен массивными катушками. Можно регулировать напряжение, ток и индуктивность, а вот скорость подачи проволоки – нельзя. Это выполняется автоматически с помощью электроники. Еще одно ценное и редкое техническое дополнение: при работе на морозе к инвертору подключается специальный обогрев.
Главные плюсы:
- гибкость настроек тока, напряжения и индукции;
- массивные катушки для проволоки до 15 кг;
- не боится морозов;
Главные минусы:
- высокая цена;
- нельзя самостоятельно регулировать скорость подачи проволоки.
Fubag INMIG 200 Plus
 А в этой модели вы найдете все возможные режимы сварки полуавтомат MAG/MIG, TIG и ручной MMA. Это многофункциональный аппарат с модным синергическим управлением. Очень неплохая мощность тока с максимальным значение в 200А, но при этом неважный ПН, который ограничивает диаметр проволоки не выше 0,8 мм и электроды не больше 2,0 мм.
А в этой модели вы найдете все возможные режимы сварки полуавтомат MAG/MIG, TIG и ручной MMA. Это многофункциональный аппарат с модным синергическим управлением. Очень неплохая мощность тока с максимальным значение в 200А, но при этом неважный ПН, который ограничивает диаметр проволоки не выше 0,8 мм и электроды не больше 2,0 мм.
Скорость подачи проволоки также регулируется автоматически, равно как и горение дуги. Есть специальный режим короткими швами SPOT для сварки поверхностей, где не нужна герметичность: подача проволоки автоматически останавливается через равные временные интервалы. Аппарат очень не любит низких скачков сетевого напряжения: в сети много жалоб от мастеров на его остановки в таких ситуациях.
Главные плюсы:
- настоящая многофункциональность;
- отличная цена;
- режим SPOT;
Главные минусы:
- боится скачков сетевого напряжения;
- низкий ПН, лимит диаметром проволоки и электродов.
Elitech ИС 220П
Типичный бюджетный китайский сварочный полуавтомат, подходящий для сварочных работ, например, в гараже. Один из лучших в своем ценовом сегменте. Ведет себя прилично при скачках напряжения – без проблем выдерживает снижение до 160 В. Его можно отнести к энергосберегающему оборудованию: мощность потребления всего 5,4 кВт. Максимальная мощность тока 180 А с ПН в 80%.
Такие показатели дают возможность работать с проволокой диаметром до 1,0 мм. Скорость подачи проволоки и напряжения можно регулировать самостоятельно. В сети множество позитивных отзывов по поводу надежности этой техники. Так что не боимся в данном случае китайского происхождения аппарата.
Главные плюсы:
- очень экономичен по расходу энергии;
- компактный;
- отличная цена;
Главные минусы:
- минимальный набор настроек.
Foxweld Invermig160 combi

Устройство современного сварочного полуавтомата.
Универсальный бюджетник – инверторный сварочный полуавтомат с максимальной мощностью сварочного тока в 160А и ПН 60%. Его отличает удобное управление, потребляет экономно электроэнергию, не боится скачков напряжения. С ним можно работать на морозах и в неотапливаемых помещениях: он снабжен редуктором для обогрева инвертора. Еще одно достоинство – длинный рукав горелки.
Главные плюсы:
- экономичен по потреблению электроэнергии;
- невысокая цена;
Главные минусы:
- малоизвестная марка;
- небольшой запас по току.
Ресанта САИПА 200
Ресанта является одной из самых раскрученных марок на российском рынке, а ее модель САИПА 200 – самая популярный полуавтомат в линейке Ресанты. Максимальная мощность сварочного тока 200 А с ПН 70%: можно варить с проволокой с диаметром 1,0 мм без перерывов. Имеются регуляторы напряжения и скорости протяжки проволоки. В сети много жалоб на частые поломки как данной модели, так и другой продукции этой фирмы.
Главные плюсы:
- неплохой запас по току;
Главные минусы:
- боится пыли;
- часто ломается;
- завышенная цена.
Советы вдогонку

Как выглядит газовая горелка для сварочного аппарата?
Несколько советов от экспертов, чтобы понять, как выбрать сварочный полуавтомат для конкретных нужд: в некоторых аппаратах на горелках поставлены евро-разъёмы, которые подойдут для работы далеко не везде. Их можно сразу же сменить.
- Проверяйте механизм протаскивания проволоки. Если в нем стоит двигатель малой мощности, механизм быстро сломается. Да и ролики ля проволоки должны быть нормальных размеров – не меньше 30 х 22 х 10 мм.
- Есть модели, в которых индуктивность регулируется жестко и автоматически: или «сильно» или «слабо». Такие аппараты лучше избегать, потому что регулировка должна быть мягкой и плавной – от этого зависит качество сварочного шва.
- Регулировка индуктивности лучше не ручная, а цифровая. В этом случае намного легче и правильнее настраиваются остальные параметры.
- Дополнительным плюсом всегда выступает автоматическое отключение прибора во время перегрузки.
Выводы
Сварочные полуавтоматы хороши и для непрофессиональных домашних работ, и для профессиональной сварки в мастерских и автосервисах. Если решать, какой сварочный полуавтомат выбрать для ремонта автомобиля, то предпочтительнее инверторный тип полуавтоматов.
Можно обсуждать и покупку полуавтомата «старого» трансформаторного типа, чтобы он работал в гараже в режиме стационара из-за веса и больших габаритов. Но, несмотря на разницу в цене в пользу трансформаторов, целесообразнее остановить выбор на инверторном типе. Речь о качестве швов: с инвертором их высокого качества добиться легче.
Решить в итоге, какой сварочный полуавтомат лучше для вас здесь и сейчас не так уж сложно. Главное – хорошо понимать, с какими материалами вы собираетесь работать, в каких условиях вы будете это делать. В качестве третьего критерия – какие требования будут предъявляться к качеству сварочных швов.
tutsvarka.ru
зачем он нужен и как его использовать?
Время чтения: 8 минут
Полуавтоматическая сварка — одна из самых часто используемых в профессиональной и полупрофессиональной среде. Полуавтомат можно найти как в гараже у дачного умельца, так и на станции технического обслуживания или в цеху. Сварка полуавтоматом чуть сложнее, чем сварка обычным инвертором. Но полуавтомат все равно гораздо проще и понятнее в применении, чем тот же трансформатор.

Для сварки полуавтоматом вам понадобится электродная проволока, газовый баллон и ваши навыки. Этого достаточно для формирования качественных и долговечных швов. В этой статье мы подробно объясним, что такое сварочный полуавтомат и как он функционирует, а также для чего нужен такой сварочный аппарат. Вы узнаете принцип работы полуавтомата, его разновидности и особенности применения.
Содержание статьи
Сварочный полуавтомат: устройство и принцип работы
Полуавтомат — это инверторный сварочный аппарат, применяемый для TIG сварки и MIG/MAG сварки. Также может иметь встроенный режим ММА сварки. От обычного инвертора отличается возможностями. Инвертор используется в паре с электродом и применяется для ручной дуговой сварки. А полуавтомат используется с электродом, проволокой, газом. Соответственно, его возможности куда шире, и такой аппарат можно использовать для сварки в среде защитного газа. Получаемые швы отличаются высоким качеством и надежностью. Ниже показано, из чего состоит комплект оборудования для полуавтоматической сварки. Исходя из этого несложно понять устройство сварочного полуавтомата.

Полуавтомат получил свое название из-за механизма, подающего сварочную проволоку в зону сварки. Механизм работает в полуавтоматическом режиме, отсюда и многочисленные словосочетания «сварка полуавтоматом», «полуавтоматическая сварка» и т.д.
Принцип работы полуавтоматической сварки прост. В подающий механизм устанавливается бобина с проволокой, которая во время сварки подается в сварочную зону, так что нет необходимости часто сменять электроды, как при ручной дуговой сварке. Одновременно с подачей электродной проволоки подается защитный газ. Электрод и свариваемый металл находятся под напряжением, и в газовом облаке происходит разряд. Возбуждается дуга. Она и плавит металл, благодаря чему можно сформировать шов.
Некоторые преимущества полуавтоматической сварки:
- Высокое качество сварных швов
- Высокая производительность сварки
- Технология проста и понятна в эксплуатации
- Широкая сфера применения
Разновидности
Сварочное оборудование полуавтоматического типа может быть бытовым, профессиональным и промышленным.
Аппараты для бытовой сварки можно использовать для несложного ремонта кузова авто или забора. Их стоимость редко превышает 300$. Профессиональному полуавтомату под силу сварка профильной трубы и сложных металлоконструкций. Если вы выбираете полуавтомат для сварки трубопроводов, то присмотритесь именно к профессиональным и полупрофессиональным моделям. В этой статье мы подробно рассказываем, как сварить газовые трубы полуавтоматом. Стоимость профессионального полуавтомата может начинаться от 300-500$ и доходить до нескольких тысяч (а порой и десятков) долларов.

Промышленные полуавтоматы редко можно встретить в прямой продаже. Они очень дорого стоят и применяются на крупномасштабных производствах.
Новички часто интересуются, можно ли покупать китайский полуавтомат? Или стоит переплатить за оборудование от более именитого производителя? На наш взгляд, покупка недорого китайского полуавтомата оправдана, если вы стеснены в средствах. Не обязательно сразу покупать дорогой аппарат, если вы не планируете использовать его на все 100%. Приобретите более бюджетную модель и обучитесь азам полуавтоматической сварки. К тому же, большинство полуавтоматов ценой до 1000$ все равно собираются в Китае. И порой один завод изготавливает одинаковое оборудование сразу для нескольких брендов. Так можно найти два идентичных полуавтомата с разными логотипами, где один аппарат будет стоить существенно дороже другого просто из-за популярности бренда.
Читайте также: Сварочный полуавтомат Электроприбор ПДГ Искра 200
Применение
Работа сварочным полуавтоматом не составит труда, если правильно выполнить все подготовительные работы. Далее мы расскажем, как подключить полуавтомат к газовому баллону и выбрать режим сварки.
Перед началом сварки полуавтоматом необходимо провести полную регулировку всем компонентов подающего механизма. Отрегулируйте натяжение электродной проволоки, это можно сделать с помощью гайки на оси катушки с проволокой. Затем найдите прижимной ролик в подающем механизме и отрегулируйте его усилие. Наконец отрегулируйте расход сварочного газа. Для этого установите на баллон газовый редуктор.
Не забудьте установить силу сварочного тока. Мы рекомендуем задать небольшое значение силы тока и постепенно увеличивать ее в ходе работ. Так вы сможете избежать прожогов и непроваров. Чтобы подобрать оптимальную силу тока для вашей детали воспользуйтесь специальными таблицами. Их легко найти в интернете.
Газ и проволока
Как вы теперь уже знаете, полуавтоматы работают в паре с газовым баллоном. Газовый баллон соединяется с полуавтоматом с помощью специального шланга. Газ подается в сварочную зону и защищает металл от окисления, тем самым улучшая качество швов. В качестве защитного газа можно использовать аргон, углекислоту, гелий, водород и азот. А также смеси из этих газов.

Помимо газа используется металлическая проволока, выступающая в роли электрода. Проволока может быть плавящейся и неплавящейся. В первом случае проволока участвует в образовании шва, смешиваясь с основным металлом. Во втором случае проволока лишь проводить ток к сварочной зоне и плавит металл. Также существует порошковая проволока. Она представляет собой полую трубку, внутри которой находится флюс. При сварке внешняя металлическая оболочка плавится, высвобождая пары флюса, которые по своим свойствам похожи на защитный газ. По этой причине при сварке порошковой проволокой газ можно не использовать.
Но учтите, что порошковая проволока не способна в полной мере заменить защитный газ. Получаемые швы будут худшего качества, поскольку порошковая проволока просто не обладает теми же свойствами, что и газ. Данный тип проволоки используют для сварки в труднодоступных местах. Например, на высоте. Если у вас есть возможность транспортировки сварочного баллона, то лучше выбрать сварку с применением газа.
Техническое обслуживание и хранение
Полуавтомат — это технически сложный электроприбор. И чем дороже ваша модель полуавтомата, тем она сложнее. А мы все прекрасно знаем, что количество поломок и ремонтопригодность во многом связаны именно с простотой электроприбора.
Классический трансформаторный сварочный аппарат очень прост и потому надежен. Его можно без проблем перебрать в гараже, а детали не будут стоить дорого. Все это нельзя сказать про полуавтомат. В основе полуавтомата современные микросхемы с транзисторами, которые плохо переносят пыль, грязь и повышенную влажность. Исходя из этого несложно понять, что от правильного хранения и обслуживания полуавтомата во многом зависит срок его службы.
Два раза в год отдавайте ваш полуавтомат в сервисный центр для технического обслуживания. Там специалисты очистят корпус (в том числе изнутри) с помощью сжатого воздуха, проверят работоспособность аппарата и приведут в порядок все винты, гайки и разъемы.
Храните полуавтомат в картонной коробке, предварительно обмотав его полиэтиленовой пленкой. Не оставляйте аппарат на зиму в неотапливаемом гараже или на даче. Если у вас есть возможность заберите полуавтомат к себе в квартиру и храните его там.
Вместо заключения
Сварочный аппарат полуавтомат — это технологичный и современный тип сварочного оборудования. В этой статье мы постарались подробно и понятно объяснить, как работает полуавтомат и в целом каков принцип работы сварочного инверторного оборудования.
Сварка полуавтомат пригодится вам на даче, если вы хотите выполнять более сложный ремонт, на СТО, если важно качество швов при работе с кузовом, и в цеху при сварке сложных металлоконструкций.
Современные полуавтоматы представлены в большом ассортименте и позволяют выполнять как любительскую, так и профессиональную сварку. При выборе сварочного аппарата обращайте внимание не только на цену, но и на технические характеристики, качество сборки наличие гарантии. Не приобретайте самый дешевый полуавтомат. Скорее всего, он не оправдает ваших надежд, и быстро выйдет из строя. Желаем удачи в работе!
svarkaed.ru