
Сварочная дуга. Характеристика сварочной дуги
Сварочной дугой называют мощный, длительно существующий электрический разряд между находящимися под напряжением электродами в смеси газов и паров. Дуга характеризуется высокой температурой и большой плотностью тока. Сварочная дуга как потребитель энергии и источник питания дуги (сварочный трансформатор, генератор или выпрямитель) образует взаимно связанную энергетическую систему.
Различают два режима работы этой системы: 1) статический, когда величины напряжения и тока в системе в течение достаточно длительного времени не изменяются; 2) переходной (динамический), когда величины напряжения и тока в системе непрерывно изменяются. Однако во всех случаях режим горения сварочной дуги определяется током (IД), напряжением (UД), величиной промежутка между электродами (так называемым дуговым промежутком) и связью между ними.
В дуговом промежутке IД (рис.
Устойчивость сварочной дуги определяется соотношением между током и напряжением. Графическое изображение этой зависимости (рис. 2) при постоянной длине дуги называется статической вольт-амперной характеристикой дуги. На графике отчетливо видны три основных участка: увеличение тока на участке I сопровождается понижением напряжения на дуге; на участке II напряжение на дуге изменяется мало; на участке III напряжение возрастает. Режимы горения сварочной дуги, соответствующие первому участку, неустойчивы при напряжениях существующих источников питания. Практически сварочная дуга будет устойчивой на втором и третьем участках вольт-амперной характеристики.
Рис. 1. Сварочная дуга, горящая между неплавящимися электродами:а — схема дуги, б — зависимость напряжения дуги (Уд) от величины дугового промежутка (/д): 1 — анодная область, 2 — катодная область, 3 — столб дуги
Рис.2 Вольт-амперная характеристика дуги (ВАХ)
Показанная на рис. 2 вольт-амперная характеристика дуги снята при постоянной длине сварочной дуги. При сварке плавящимся электродом непрерывно меняется длина дугового промежутка. В этих случаях следует пользоваться характеристиками, определяющими зависимость между напряжением и током дуги при постоянной скорости подачи электродной проволоки (рис. 3, кривые 1 и 2). Каждой скорости подачи соответствует определенный диапазон токов, при котором устойчиво горит сварочная дуга и плавится электрод.
Эти закономерности справедливы для постоянного и переменного тока, так как род тока не влияет на форму вольт-амперных характеристик электрической дуги. На форму характеристики влияют геометрия и материал электродов, условия охлаждения столба дуги и характер среды, в которой происходит разряд.
Устойчивость сварочной дуги и режима сварки зависят от условий существования дугового разряда и свойств, параметров источников питания и электрической цепи. Внешней характеристикой источника питания (кривая 3 на рис. 3) называется зависимость напряжения на его зажимах от тока нагрузки. Различаются следующие внешние характеристики источников питания (рис. 4): падающая 1, полого-падающая 6, жесткая 5, возрастающая 3 и вертикальная 2.
Рис.3 Вольт-амперная характеристика сварочной дуги (ВАХ) 1,2 при постоянной скорости подачи проволоки (характеристика устойчивой работы) и внешние характеристики источников питания 3, 4 и 5
Рис.4 Внешние характеристики источников питания 1, 2, 3, 5, 6 и вольт-амперные характеристики сварочной дуги 4, 7
Процесс сварки будет устойчив, если в течение длительного времени дуговой разряд существует непрерывно при заданных значениях напряжения и тока. Как видно из рис. 4, в точках А и В пересечения внешних характеристик дуги 7 и источника питания будет иметь место равновесие по току и напряжению. Если по какой-либо причине ток в сварочной дуге, соответствующий точке А, уменьшится, напряжение ее окажется меньше установившейся величины напряжения источника питания; это приведет к увеличению тока, т. е. к возврату в точку А. Наоборот, при случайном увеличении тока установившиеся напряжения источника питания оказываются меньше напряжения дуги; это приведет к уменьшению тока и, следовательно, к восстановлению режима горения сварочной дуги. Из аналогичных рассуждений ясно, что в точке Б сварочная дуга горит неустойчиво. Всякие случайные изменения тока развиваются до тех пор, пока он не достигнет величины, соответствующей точке устойчивого равновесия А или до обрыва дуги. При пологопадающей внешней характеристике (кривая 6) устойчивое горение дуги будет также происходить в точке А.
Если по какой-либо причине ток в сварочной дуге, соответствующий точке А, уменьшится, напряжение ее окажется меньше установившейся величины напряжения источника питания; это приведет к увеличению тока, т. е. к возврату в точку А. Наоборот, при случайном увеличении тока установившиеся напряжения источника питания оказываются меньше напряжения дуги; это приведет к уменьшению тока и, следовательно, к восстановлению режима горения сварочной дуги. Из аналогичных рассуждений ясно, что в точке Б сварочная дуга горит неустойчиво. Всякие случайные изменения тока развиваются до тех пор, пока он не достигнет величины, соответствующей точке устойчивого равновесия А или до обрыва дуги. При пологопадающей внешней характеристике (кривая 6) устойчивое горение дуги будет также происходить в точке А.
При работе на падающем участке вольт-амперной характеристики дуги внешняя характеристика источника в рабочей точке должна быть более крутопадающей, чем статическая характеристика сварочной дуги. При возрастающих характеристиках дуги внешние характеристики источника могут быть жесткими 5 или даже возрастающими 3.
При возрастающих характеристиках дуги внешние характеристики источника могут быть жесткими 5 или даже возрастающими 3.
При ручной сварке, когда возможны изменения длины дуги, она должна обладать достаточным запасом устойчивости.
При прочих равных условиях запас устойчивости возрастает с ростом крутизны внешней характеристики источника питания. Поэтому для ручной сварки применяют источники с крутопадающими характеристиками: сварщик может удлинить дугу, не опасаясь, что она оборвется, или укоротить ее, не боясь чрезмерного увеличения тока.
Саморегулирование сварочной дуги. При автоматической или полуавтоматической сварке плавящимся электродом скорость подачи его (va) равна скорости плавления. При случайном уменьшении дугового промежутка (кривая 4 на рис. 4) ток увеличивается и проволока начнет плавиться быстрее. В итоге дуговой промежуток постепенно увеличится и сварочная дуга достигнет первоначальной длины. То же произойдет при случайном удлинении дуги. Это явление называется саморегулированием сварочной дуги, так как восстановление исходного режима происходит без воздействия какого-либо регулятора. Саморегулирование происходит тем активнее, чем положе внешняя характеристика источника питания и больше скорость подачи электрода. Поэтому для механизированной сварки плавящимся электродом следует выбирать источники питания с пологопадающими внешними характеристиками. При сварке на постоянном токе в защитных газах, когда статическая характеристика сварочной дуги приобретает возрастающую форму, для систем саморегулирования рационально применять источники с жесткой характеристикой. Однако их напряжение холостого хода невелико и может быть даже меньше рабочего напряжения дуги, что затрудняет ее первоначальное возбуждение. В этих случаях желательно применение источников питания, у которых внешняя характеристика в рабочей части жесткая или пологовозрастающая вольт-амперная характеристика, а напряжение холостого хода несколько повышенное, как это показано пунктиром на рис.
Это явление называется саморегулированием сварочной дуги, так как восстановление исходного режима происходит без воздействия какого-либо регулятора. Саморегулирование происходит тем активнее, чем положе внешняя характеристика источника питания и больше скорость подачи электрода. Поэтому для механизированной сварки плавящимся электродом следует выбирать источники питания с пологопадающими внешними характеристиками. При сварке на постоянном токе в защитных газах, когда статическая характеристика сварочной дуги приобретает возрастающую форму, для систем саморегулирования рационально применять источники с жесткой характеристикой. Однако их напряжение холостого хода невелико и может быть даже меньше рабочего напряжения дуги, что затрудняет ее первоначальное возбуждение. В этих случаях желательно применение источников питания, у которых внешняя характеристика в рабочей части жесткая или пологовозрастающая вольт-амперная характеристика, а напряжение холостого хода несколько повышенное, как это показано пунктиром на рис.
Сварочная дуга переменного тока требует от источников питания надежного повторного возбуждения сварочной дуги. Это достигается правильным выбором соотношений между напряжениями холостого хода, зажигания и горения дуги и параметрами сварочной цепи. Наиболее простой способ получения устойчивой сварочной дуги — включение в сварочную цепь реактивного сопротивления. Благодаря этому, в момент повторного возбуждения дуги напряжение на дуге может резко увеличиться (рис. 5) до значения напряжения зажигания (U3). Пунктирная кривая t/xx изображает напряжение источника питания при холостом ходе. При нагрузке, в связи с наличием реактивного сопротивления, сварочный ток отстает по времени от напряжения.
При обрыве дуги напряжение на дуговом промежутке должно подняться до величины, соответствующей мгновенному значению напряжения холостого хода источника питания. Благодаря отставанию тока от напряжения, такое напряжение оказывается достаточным для повторного возбуждения сварочной дуги (Un).
Перенос металла в сварочной дуге и требования к динамическим свойствам источников питания. Различают следующие виды переноса металла электрода в сварочную ванну: крупнокапельный, характерный для малых плотностей тока; мелкокапельный, струйный, когда металл стекает с электрода очень мелкими каплями. Капли расплавленного металла периодически замыкают дуговой промежуток, либо если не происходят короткие замыкания, периодически изменяют длину дуги. При большой плотности тока в электроде наблюдается мелкокапельный перенос металла, без заметных колебаний длины и напряжения сварочной дуги.
Напряжение, ток и длина дуги претерпевают периодические изменения от холостого хода к короткому замыканию; в рабочем режиме происходит горение дуги, образование и рост капли. В дальнейшем при коротком замыкании между каплей и ванной ток резко увеличивается. Это приводит к сжатию капли и к разрушению мостика между каплей и электродом. Напряжение почти мгновенно возрастает и сварочная дуга снова возбуждается, т.
Рис. 5 Осциллограмма тока и напряжения дуги при сварке переменным током.
При малой скорости нарастания тока в ванну поступает нерасплавленная проволока. Она сравнительно медленно разогревается па большом участке, которым затем разрушается. Если ток возрастает слишком быстро, мостик между ванной и каплей электродного металла быстро перегревается и разрушается со взрывом. Часть расплавленного металла разбрызгивается и не попадает в шов.
Чтобы избежать разбрызгивания, необходимо повысить электромагнитную инерцию источника питания путем увеличения индуктивности сварочной цепи.
Обзор линейки сварочных аппаратов «Дуга»
Популярные сварочные выпрямители ДУГА выпускает ЗАО «Электроприбор». Основу выпускаемой этой компанией продукции составляет электросварочная техника, созданная на базе собственных изобретений. Технические решения, воплощенные в изготавливаемой продукции, позволили, с одной стороны, существенно расширить возможности электросварки, с другой — производить аппараты, работающие с минимальными потерями электроэнергии. Благодаря этому обеспечивается значительное сокращение расходов таких дорогих материалов, как медь, алюминий, электротехническая сталь. В итоге, значительно снижается цена аппарата, и повышаются эксплуатационные возможности изделия в целом.
Основу выпускаемой этой компанией продукции составляет электросварочная техника, созданная на базе собственных изобретений. Технические решения, воплощенные в изготавливаемой продукции, позволили, с одной стороны, существенно расширить возможности электросварки, с другой — производить аппараты, работающие с минимальными потерями электроэнергии. Благодаря этому обеспечивается значительное сокращение расходов таких дорогих материалов, как медь, алюминий, электротехническая сталь. В итоге, значительно снижается цена аппарата, и повышаются эксплуатационные возможности изделия в целом.
Вся продукция ЗАО «Электроприбор» сертифицирована ГОССТАНДАРТОМ РФ №РОСС RU.АЯ04.В01314. По многочисленным отзывам ведущих специалистов, аппараты ДУГА признаются техникой нового поколения. Это объективно подтверждаются постоянно растущим спросом, как в России, так и за рубежом, расширяющейся сбытовой и сервисной сетью.
Небольшой вес и габариты аппаратов ДУГА, их экономичность при достаточной мощности и высоком качестве сварных швов, неоднократно отмечались профессионалами во время проведения сварочных работ на сложных объектах (необходимость частых и, особенно, вертикальных перемещений аппарата, ограничение электрической мощности сети, стесненность условий работы и т. д.). Сварочные выпрямители ДУГА использовались на восстановлении Останкинской Телебашни, реконструкции Кремля и Дома Правительства, строительстве мемориала Победы на Поклонной Горе и Храма Христа Спасителя, ремонте офисов ЦБ РФ.
д.). Сварочные выпрямители ДУГА использовались на восстановлении Останкинской Телебашни, реконструкции Кремля и Дома Правительства, строительстве мемориала Победы на Поклонной Горе и Храма Христа Спасителя, ремонте офисов ЦБ РФ.
Благодаря тому, что эти аппараты во время работы не создают сколько-нибудь заметных помех в электрической сети, ими производятся сварочные работы в одном помещении с работающими компьютерами, не вызывая сбоев в их работе. Это особенно важно при работе в банках и других аналогичных учреждениях с особым режимом функционирования.
На сегодняшний день производится три категории электросварочных выпрямителей ДУГА.
- К первой категории отнесены аппараты, предназначенные для достижения приемлемого качества сварочных соединений даже теми, кто не владеет профессиональными навыками электросварщика. В большинстве случаев, оказывается достаточным элементарное представление о приемах выполнения сварочных работ. Высокое энергосбережение, возможность работы от простой осветительной сети 220В, мобильность, малый вес и габариты, длительная непрерывная работа, а — главное — низкая цена и высокая надежность — отличительные особенности модели ДУГА 318 МА.


| Напряжение питающей сети | 220 В |
| Род сварочного тока | постоянный |
| Максимальный сварочный ток | 170 А |
| Пределы регулирования тока | 30-160 А |
| Номинальный режим работы (ПН) | 60% |
| Число ступеней регулировки | 12 |
| Потребляемая мощность из сети | 4,5 кВА |
| Габаритные размеры не более, мм | 400х200х360 |
| Масса, не более | 25 кг |
Сварочный аппарат постоянного тока ДУГА 318 МА предназначен для ручной дуговой сварки различных металлов и сплавов на постоянном токе любой полярности всеми видами электродов. Используется главным образом в не больших мастерских и для бытовых целей. По заказу также изготовляется модификация этого аппарата — ДУГА 318 МАЕ используемая для сетей 220-240В.
- Ко второй категории относятся универсальные аппараты ДУГА с индексом 318 М1, которые предназначены для качественной ручной дуговой электросварки прямого и сложного профиля различных металлов и сплавов на постоянном токе любой полярности, штучными электродами всех видов, а также, для сварочных работ в среде защитных газов. Их можно использовать в производственных цехах, полевых условиях, передвижных мастерских, для строительно-монтажных работ, коммунальном хозяйстве и т.п. Они удачно сочетают в себе: высокое энергосбережение, мобильность, длительный режим непрерывной работы, надежность. Кроме того, выгодно отличается от аналогов низкой ценой. В этой серии выпускаются следующие модификации аппаратов: ДУГА 318 М1 220В, ДУГА 318 М1 380В, и самая популярная универсальная модель ДУГА 318 М1 220/380В.
 Их можно использовать в производственных цехах, полевых условиях, передвижных мастерских, для строительно-монтажных работ, коммунальном хозяйстве и т.п. Они удачно сочетают в себе: высокое энергосбережение, мобильность, длительный режим непрерывной работы, надежность. Кроме того, выгодно отличается от аналогов низкой ценой. В этой серии выпускаются следующие модификации аппаратов: ДУГА 318 М1 220В, ДУГА 318 М1 380В, и самая популярная универсальная модель ДУГА 318 М1 220/380В.
Их можно использовать в производственных цехах, полевых условиях, передвижных мастерских, для строительно-монтажных работ, коммунальном хозяйстве и т.п. Они удачно сочетают в себе: высокое энергосбережение, мобильность, длительный режим непрерывной работы, надежность. Кроме того, выгодно отличается от аналогов низкой ценой. В этой серии выпускаются следующие модификации аппаратов: ДУГА 318 М1 220В, ДУГА 318 М1 380В, и самая популярная универсальная модель ДУГА 318 М1 220/380В.| Напряжение питающей сети | 220/380 В |
| Род сварочного тока | постоянный |
| Максимальный сварочный ток | 300 А |
| Пределы регулирования тока | 50-300 А |
| Номинальный режим работы (ПН) | 60% |
| Число ступеней регулировки | 12 |
| Потребляемая мощность из сети | 8,3 кВА |
| Габаритные размеры не более, мм | 400х280х360 |
| Масса, не более | 43 кг |
Сварочный выпрямитель ДУГА — 318 М1 предназначен для ручной дуговой сварки прямого и сложного профиля различных металлов и сплавов на постоянном токе любой полярности всеми видами электродов. Используется во всех сферах деятельности.
Используется во всех сферах деятельности.
К третьей категории относятся аппараты, предназначенные для выполнения наиболее ответственных работ в строительстве, машиностроении, на газо- и нефтепроводах, особенно там, где высокое качество швов должно проверяться рентгеном. Отличается практически отсутствием разбрызгивания металла при сварке. Сюда относятся модели ДУГА 338М, ДУГА 318М-ПРОФ и двухпостовой источник ДУГА 408, которая содержит автоматический регулятор крутизны сварочной характеристики, а также источники питания для полуавтоматов (модели с индексами ИП. Поставляются под заказ). Низкая цена, также является их характерной особенностью.
| Напряжение питающей сети | 220/380 В |
| Род сварочного тока | постоянный |
| Максимальный сварочный ток | 300 А |
| Пределы регулирования тока | 50-300 А |
| Номинальный режим работы (ПН) | 60% |
| Число ступеней регулировки | 12 |
| Потребляемая мощность из сети | 8,3 кВА |
| Габаритные размеры не более, мм | 470х280х500 |
| Масса, не более | 44 кг |
Сварочный аппарат постоянного тока ДУГА 318М1Проф предназначен для ручной дуговой сварки прямого и сложного профиля различных металлов и сплавов на постоянном токе любой полярности всеми видами электродов. Используется для ответственных конструкций.
Используется для ответственных конструкций.
| Напряжение питающей сети | 380 В |
| Род сварочного тока | постоянный |
| Максимальный сварочный ток | 520 А |
| Пределы регулирования тока | 2х(5-260) А |
| Номинальный режим работы (ПН) | 60% |
| Число сварочных постов | 2 |
| Потребляемая мощность из сети | 35 кВА |
| Габаритные размеры не более, мм | 400х300х620 |
| Масса, не более | 80 кг |
Сварочный аппарат постоянного тока ДУГА 408 2х-постовой предназначен для ручной дуговой сварки прямого и сложного профиля различных металлов и сплавов на постоянном токе любой полярности всеми видами электродов. Используется для одновременной работы двух сварочных постах.
Сравнение технических характеристик выпрямителя ДУГА 318 М1 с наиболее известными аппаратами других производителей:
| Аппарат | ВД — 306 | ВДУ — 305 | Dallex G-250 | ESAB LHF 250 | Дуга 318М1 |
| (Россия) | (Россия) | (Германия) | (Швеция) | (Россия) | |
Потребл. мощность, кВт мощность, кВт | 21 | 23 | 20 | 14 | 8,3 |
| Сварочный ток, А | 315 | 315 | 250 | 250 | 300 |
| Экономичность* | 15 | 13,7 | 12,5 | 17,86 | 36,14 |
| Габаритные размеры, мм | 785х780х795 | 975х634х760 | 630х430х500 | 1310х765х705 | 400х280х360 |
| Вес, кг | 164 | 230 | 98 | 195 | 42 |
Отклонение сварочной дуги
Отклонение дуги во время сварки может вызывать множество проблем, в том числе чрезмерное разбрызгивание, недостаточную глубину проплавления, пористость и низкое качество сварных швов. Что это такое и как его можно избежать? В этой статье мы рассмотрим явление отклонения сварочной дуги и несколько способов его устранения для повышения качества сварки.
Отклонение дуги возникает при сварке на постоянном токе, когда дуга следует не кратчайшему пути от электрода к рабочему изделию, а отклоняется вперед, назад или, реже, в сторону по отношению к направлению сварки.
Сначала давайте дадим определения некоторым понятиям, связанным с отклонением дуги. Обратное отклонение происходит при сварке по направлению к рабочему соединению, в конце шва или при угловой сварке. Переднее отклонение происходит при сварке по направлению от рабочего соединения или в начале шва. Переднее отклонение может вызвать особенно много проблем при сварке защищенной дугой металлопрошковыми или другими типами электродов с обильным образованием шлака, когда тяжелый шлак или кратер приходится перемещать вперед под дугу.
Магнитное отклонение дуги
Магнитное отклонение происходит из-за искажений магнитного поля вокруг сварочной дуги. Эти искажения возникают из-за того, что в большинстве случаев дуга оказывается на большем расстоянии от одного конца соединения, чем от другого, и непостоянного расстояния от рабочей клеммы. Дисбаланс также может быть вызван постоянными изменениями направления тока в цепи между электродом, дугой и рабочим изделием.
Визуализация магнитного поля
Чтобы понять, почему происходит отклонение дуги, нужно представить себе магнитное поле. На Рисунке 3-37 показан проводник (который может представлять собой электрод или поток плазмы между электродом и сварным соединением), через который проходит постоянный ток. Проводник при этом окружает магнитное поле, которое можно изобразить в виде концентрических силовых линий на плоскости под прямым углом к направлению тока. Интенсивность магнитного поля уменьшается по мере удаления от проводника.
На Рисунке 3-37 показан проводник (который может представлять собой электрод или поток плазмы между электродом и сварным соединением), через который проходит постоянный ток. Проводник при этом окружает магнитное поле, которое можно изобразить в виде концентрических силовых линий на плоскости под прямым углом к направлению тока. Интенсивность магнитного поля уменьшается по мере удаления от проводника.
Концентрические линии магнитного поля будут сохранять форму круга только в том случае, если среда вокруг них достаточно велика для того, чтобы вместить все эти линии, пока их интенсивность не станет равна практически нулю. Но если эта среда неоднородна, например, если линии переходят из стальной пластины в воздух, они исказятся и окажутся более сконцентрированы в металле, где им приходится преодолевать меньшее сопротивление. На границе между стальной пластиной и воздухом магнитные силовые линии сужаются и теряют свою круглую форму. Такое сужение приводит к повышению интенсивности магнитного поля позади или перед сварочной дугой./20140801163243.jpg) Из-за этого дуга смещается в направлении, которое уменьшило бы концентрацию и восстановило баланс магнитного поля. Другими словами, дуга смещается в сторону, противоположную зоне повышенной концентрации магнитного поля. Это смещение и называется отклонением дуги.
Из-за этого дуга смещается в направлении, которое уменьшило бы концентрацию и восстановило баланс магнитного поля. Другими словами, дуга смещается в сторону, противоположную зоне повышенной концентрации магнитного поля. Это смещение и называется отклонением дуги.
На Рисунке 3-38 изображено вытягивание и искажение магнитного поля в начале и конце сварного соединения. В начале сварки силовые линии магнитного поля оказываются сконцентрированы позади электрода. Дуга пытается скомпенсировать этот дисбаланс и смещается вперед. По мере приближения электрода к концу шва повышенная концентрация перемещается в пространство перед дугой, из-за чего дуга смещается назад. В середине шва, на одинаковом расстоянии от концов соединения, магнитное поле симметрично и переднего или обратного смещения дуги обычно не возникает. Однако, если материал с одной стороны соединения шире, а с другой – уже, даже в середине шва возникнет боковое смещение.
Однако, если материал с одной стороны соединения шире, а с другой – уже, даже в середине шва возникнет боковое смещение.
Влияние тока в рабочем изделии
«»Вытягивание» » также может возникать из-за электрического тока внутри рабочего изделия. Как показано на Рисунке 3-39, этот ток, который проходит через все изделие к клемме, также образует магнитное поле. Жирная линия означает путь сварочного тока, тонкая – созданное этим током магнитное поле. Так как ток меняет направление, то есть делает поворот в точке между дугой и рабочим изделием, в точке X возникает повышенная концентрация магнитного поля, которая вызывает смещение сварочной дуги в сторону от рабочего изделия, как это показано на рисунке.
Смещение дуги из-за этого эффекта накладывается на смещение, вызванное вышеописанным воздействием сконцентрированного магнитного поля. Таким образом влияние тока в изделии может снизить или еще больше увеличить смещение дуги из-за магнитного поля. Но если обратный ток научиться контролировать, его можно использовать как способ регулировать смещение дуги, который особенно хорошо подходит для автоматических процессов сварки.
Но если обратный ток научиться контролировать, его можно использовать как способ регулировать смещение дуги, который особенно хорошо подходит для автоматических процессов сварки.
На Рисунке 3-40(a), рабочий кабель подключен к начальной точке шва, а магнитное поле, вызванное током внутри изделия, направлено назад от дуги. При этом возникает переднее смещение дуги. Однако у конца шва общее смещение будет минимальным, так как это переднее смещение компенсирует обратное смещение, вызванное высокой концентрацией магнитного поля при приближении дуги к краю рабочего изделия – см. Рисунок 3-41(a). На Рисунке 3-40(b), рабочий кабель подключен к конечной точке шва, что приводит к обратному смещению. В таком случае в конце сварного шва это приводит к еще большему обратному смещению из-за магнитного поля дуги.
Подобное «»наложение»» магнитных полей показано на Рисунке 3-41(b). Однако рабочее соединение со стороны конца шва может помочь снизить переднее смещение дуги в начале сварки.
Однако рабочее соединение со стороны конца шва может помочь снизить переднее смещение дуги в начале сварки.
Так как воздействие тока в рабочем изделии менее заметно, чем сконцентрированного магнитного поля вокруг дуги, расположение рабочего соединения позволяет регулировать смещение дуги лишь в какой-то степени. Для полного устранения смещения дуги во время сварки также нужно использовать и другие способы.
Другие проблемные зоны
Угловые и стыковые соединения с глубоким V-образным зазором
В каких еще случаях может происходить смещение дуги? Оно часто наблюдается при угловой сварке и в сварных соединениях, для которых требуется глубокий сварной шов. Причина этому точно такая же, как и в предыдущем случае – высокая концентрация силовых линий магнитного поля и смещение дуги для снижения этой концентрации. На Рисунках 3-42 и 3-43 показаны ситуации, в которых при использовании постоянного тока высока вероятность отклонения дуги./20140801164247.jpg)
Высокая сила тока
При низкой силе тока отклонение дуги ниже, чем при высокой. Почему? Потому что интенсивность магнитного поля на заданном расстоянии от проводника электрического тока пропорциональна квадрату силы сварочного тока. При ручной сварке на постоянном токе серьезные проблемы с отклонением дуги обычно возникают только при силе тока выше 250 ампер (это не точная цифра, так как на отклонение дуги также сильно влияют тип и геометрия соединения).
Постоянный ток
Переход на переменный ток часто приводит к значительному снижению отклонения дуги. Из-за постоянных смен полярности ток в металле основы начинает двигаться в форме вихрей. Для таких вихревых потоков характерно довольно слабое магнитное поле, которое не оказывает на дугу значительного влияния.
Чувствительные к магнитному воздействию материалы
Некоторые материалы, например, 9-процентные никелевые сплавы, очень чувствительны к магнитному воздействию и очень легко намагничиваются внешними магнитными полями, например, от кабелей питания и т. п. При сварке таких материалов могут возникнуть большие сложности в связи с отклонением дуги из-за намагниченного материала. Такие поля можно легко выявить и измерить недорогими ручными измерителями магнитной индукции. Интенсивности поля более 20 Гс обычно достаточно для того, чтобы оно могло вызвать сложности со сваркой.
п. При сварке таких материалов могут возникнуть большие сложности в связи с отклонением дуги из-за намагниченного материала. Такие поля можно легко выявить и измерить недорогими ручными измерителями магнитной индукции. Интенсивности поля более 20 Гс обычно достаточно для того, чтобы оно могло вызвать сложности со сваркой.
Термическое отклонение дуги
Мы уже рассмотрели самый распространенный тип отклонения сварочной дуги – магнитный, но с чем еще может столкнуться сварщик? Второй тип – это термическое отклонение дуги. По законам физики ток между электродом и рабочей пластиной проходит между самыми горячими точками на их поверхности. Во время перемещения электрода дуга обычно от него несколько отстает. Это отставание вызвано «нежеланием» дуги сдвигаться на более холодное место. Пространство между кончиком электрода и горячей поверхностью расплавленного металла ионизируется и поэтому имеет более высокую электропроводимость, чем возле более холодных участков пластины. При ручной сварке небольшое термическое обратное отклонение из-за отставания дуги не принесет большого вреда, но оно может стать серьезной проблемой при высокоскоростной автоматической сварке или если термическое обратное отклонение накладывается на магнитное обратное отклонение.»»
При ручной сварке небольшое термическое обратное отклонение из-за отставания дуги не принесет большого вреда, но оно может стать серьезной проблемой при высокоскоростной автоматической сварке или если термическое обратное отклонение накладывается на магнитное обратное отклонение.»»
Отклонение при многодуговой сварке
В новейших системах сварки для повышения производительности применяется метод многодуговой сварки. Такой процесс тоже может приводить к отклонению дуг. В частности, когда две дуги работают в непосредственной близости друг от друга, их магнитные поля начинают взаимодействовать, что приводит к отклонению обеих дуг.
Если рядом находятся две дуги разной полярности, как показано на Рисунке 3-44(a), магнитные поля между дугами заставят их отклониться друг от друга. Если дуги имеют одну полярность, как показано на Рисунке 3-44(b), магнитные поля будут ослаблять друг друга, из-за чего дуги станут притягиваться.
Обычно при использовании двух дуг для одной дуги рекомендуется использовать постоянный ток, а другой – переменный, как это показано на Рисунке 3-44(c). В таком случае магнитное поле дуги с переменным током каждый цикл будет меняться на противоположное и благодаря этому оказывать минимальное воздействие на поле постоянного тока. В результате взаимодействие дуг станет пренебрежимо малым.
Также часто используется конфигурация с двумя дугами на переменном токе. В таком случае помехи между дугами большей частью минимизируются сдвигом фазы тока в одной из дуг на 80-90 градусов по отношению к другой. Для этого используется так называемое автоматическое соединение «»Scott»». Благодаря сдвигу фазы ток и магнитное поле одной дуги достигают максимума в тот момент, когда ток и магнитное поле другой дуги находятся практически в минимуме. Это позволяет свести отклонение к минимуму.
Способы снижения отклонения дуги
Отклонение дуги – не всегда неблагоприятное явление. Более того, в разумных пределах оно помогает создавать швы правильной формы, лучше контролировать расплавленный шлак и глубину проплавления. Но если отклонение дуги вызывает или усиливает такие дефекты, как подрезание, непостоянную глубину проплавления, неровность швов, неравномерную глубину швов, пористость, волнистые швы и избыточное разбрызгивание, с ним нужно бороться.
Более того, в разумных пределах оно помогает создавать швы правильной формы, лучше контролировать расплавленный шлак и глубину проплавления. Но если отклонение дуги вызывает или усиливает такие дефекты, как подрезание, непостоянную глубину проплавления, неровность швов, неравномерную глубину швов, пористость, волнистые швы и избыточное разбрызгивание, с ним нужно бороться.
Возможные способы решения:
Если для сварки в защитных газах используется постоянный ток – особенно силой более 250 ампер – возможно, проблемы можно устранить переходом на переменный ток
Сохраняйте минимальную длину дуги, чтобы ее давление компенсировало отклонение
Уменьшите силу сварочного тока – что может потребовать снижения скорости сварки
Наклоняйте электрод в противоположном направлении от отклонения дуги, как это показано на Рисунке 3-45
С обоих концов шва сделайте широкие прихваточные швы и создавайте прихваточные швы вдоль всей длины шва – особенно при некачественной подготовке соединения
Ведите сварку по направлению к широкому прихваточному шву или уже завершенному сварному шву
Используйте обратно-ступенчатую технику сварки, как показано на Рисунке 3-46
Для снижения обратного отклонения ведите сварку по направлению от рабочего соединения, для снижения переднего отклонения – по направлению к рабочему соединению
В случае процессов с обильным образованием шлака может понадобиться умеренное обратное отклонение дуги. Для этого сварку нужно вести по направлению к рабочему соединению
Для этого сварку нужно вести по направлению к рабочему соединению
Оберните рабочий кабель вокруг рабочего изделия, чтобы магнитное поле тока, поступающего обратно в источник питания,
компенсировало магнитное поле, вызывающее отклонение дуги
Отклонение дуги хорошо заметно при сварке открытой дугой, но в случае сварки под флюсом его выявление может оказаться достаточно сложным. В таком случае оно диагностируется по дефектам сварки.
Для обратного отклонения характерны:
Сильное разбрызгивание
Подрезание, будь то постоянное или перемежающееся
Узкие, высокие сварные швы, часто с подрезанием
Большая глубина проплавления
Пористость поверхности в конце сварного шва на листовом металле
Для переднего отклонения характерны:
Широкий сварной шов с неравномерной шириной
Волнообразная форма шва
Подрезание, обычно перемежающееся
Меньшая глубина проплавления
Влияние креплений на отклонение дуги Стальные крепления для рабочих изделий могут оказывать определенное воздействие на магнитное поле вокруг дуги и, соответственно, ее отклонение. Кроме того, со временем они могут намагнититься. Обычно крепления не вызывают никаких проблем при ручной сварке с силой тока меньше 250 ампер. Крепления для применения при более высокой силе тока должны иметь такую конструкцию, которая не способствовала бы отклонению дуги. Для каждой системы фиксации может потребоваться специальное исследование, которое выявило бы лучший способ устранить помехи для дуги.
Стальные крепления для рабочих изделий могут оказывать определенное воздействие на магнитное поле вокруг дуги и, соответственно, ее отклонение. Кроме того, со временем они могут намагнититься. Обычно крепления не вызывают никаких проблем при ручной сварке с силой тока меньше 250 ампер. Крепления для применения при более высокой силе тока должны иметь такую конструкцию, которая не способствовала бы отклонению дуги. Для каждой системы фиксации может потребоваться специальное исследование, которое выявило бы лучший способ устранить помехи для дуги.
При этом нужно учесть следующее:
Конструкция креплений для сварки продольных швов цилиндров (см. Рисунок 3-47) должна предполагать расстояние между опорной балкой и рабочим изделием как минимум 2,5 см.
Зажимы, которые удерживают рабочее изделие, должны быть немагнитными. Рабочий кабель нельзя подключать к медной подкладке –
по возможности соединение должно быть расположено на рабочем изделии.
Крепление должно быть изготовлено из низкоуглеродистой стали. Это позволит избежать накапливания постоянных магнитных свойств.
Сварка по направлению к закрытому концу «»рогообразных»» креплений также помогает снизить обратное отклонение дуги.
Крепление должно быть достаточно длинным для того, чтобы при необходимости можно было использовать конечные опоры.
Не используйте в качестве подкладки медные полосы на стальных балках, как показано на Рисунке 3-48. Стальная часть подкладки лишь усилит отклонение дуги.
Расстояние между зажимами должно быть минимальным. Большие промежутки могут привести к
образованию зазоров и отклонению дуги.
Не используйте системы фиксации с крупными стальными деталями только с одной стороны шва. Сбалансируйте их аналогичной конструкцией с другой стороны.
Понимание причин отклонения дуги и способов его диагностики позволит операторам полностью его контролировать и создавать сварные швы без связанных с ним дефектов.
Электрическая дуга, способы сварки и сварные соединения
Природа сварочной дуги
Электрическая дуга представляет собой один из видов электрических разрядов в газах, при котором наблюдается прохождение электрического тока через газовый промежуток под воздействием электрического поля. Электрическую дугу, используемую для сварки металлов, называют сварочной дугой. Дуга является частью электрической сварочной цепи, и на ней происходит падение напряжения. При сварке на постоянном токе электрод, подсоединенный к положительному полюсу источника питания дуги, называют анодом, а к отрицательному — катодом. Если сварка ведется на переменном токе, каждый из электродов является попеременно то анодом, то катодом.
Промежуток между электродами называют областью дугового разряда или дуговым промежутком. Длину дугового промежутка называют длиной дуги. В обычных условиях при низких температурах газы состоят из нейтральных атомов и молекул и не обладают электрической проводимостью. Прохождение электрического тока через газ возможно только при наличии в нем заряженных частиц — электронов и ионов. Процесс образования заряженных частиц газа называют ионизацией, а сам газ — ионизованным. Возникновение заряженных частиц в дуговом промежутке обусловливается эмиссией (испусканием) электронов с поверхности отрицательного электрода (катода) и ионизацией находящихся в промежутке газов и паров. Дуга, горящая между электродом и объектом сварки, является дугой прямого действия. Такую дугу принято называть свободной дугой в отличие от сжатой, поперечное сечение которой принудительно уменьшено за счет сопла горелки, потока газа, электромагнитного поля. Возбуждение дуги происходит следующим образом. При коротком замыкании электрода и детали в местах касания их поверхности разогреваются. При размыкании электродов с нагретой поверхности катода происходит испускание электронов — электронная эмиссия. Выход электронов в первую очередь связывают с термическим эффектом (термоэлектронная эмиссия) и наличием у катода электрического поля высокой напряженности (автоэлектронная эмиссия).
Прохождение электрического тока через газ возможно только при наличии в нем заряженных частиц — электронов и ионов. Процесс образования заряженных частиц газа называют ионизацией, а сам газ — ионизованным. Возникновение заряженных частиц в дуговом промежутке обусловливается эмиссией (испусканием) электронов с поверхности отрицательного электрода (катода) и ионизацией находящихся в промежутке газов и паров. Дуга, горящая между электродом и объектом сварки, является дугой прямого действия. Такую дугу принято называть свободной дугой в отличие от сжатой, поперечное сечение которой принудительно уменьшено за счет сопла горелки, потока газа, электромагнитного поля. Возбуждение дуги происходит следующим образом. При коротком замыкании электрода и детали в местах касания их поверхности разогреваются. При размыкании электродов с нагретой поверхности катода происходит испускание электронов — электронная эмиссия. Выход электронов в первую очередь связывают с термическим эффектом (термоэлектронная эмиссия) и наличием у катода электрического поля высокой напряженности (автоэлектронная эмиссия). Наличие электронной эмиссии с поверхности катода является непременным условием существования дугового разряда.
Наличие электронной эмиссии с поверхности катода является непременным условием существования дугового разряда.
По длине дугового промежутка дуга разделяется на три области (рис. 1): катодную, анодную и находящийся между ними столб дуги. Катодная область включает в себя нагретую поверхность катода, называемую катодным пятном, и часть дугового промежутка, примыкающую к ней.
Протяженность катодной области мала, но она характеризуется повышенной напряженностью и протекающими в ней процессами получения электронов, являющимися необходимым условием для существования дугового разряда. Температура катодного пятна для стальных электродов достигает 2400 — 2700°С. На нем выделяется до 38% общей теплоты дуги. Основным физическим процессом в этой области является электронная эмиссия и разгон электронов. Падение напряжения в катодной области UK составляет порядка 12 — 17 В.
Анодная область состоит из анодного пятна на поверхности анода и части дугового промежутка, примыкающего к нему. Ток в анодной области определяется потоком электронов, идущих из столба дуги. Анодное пятно является местом входа и нейтрализации свободных электронов в материале анода. Оно имеет примерно такую же температуру, как и катодное пятно, но в результате бомбардировки электронами на нем выделяется больше теплоты, чем на катоде. Анодная область также характеризуется повышенной напряженностью. Падение напряжения в ней Uк составляет порядка 2 — 11 В. Протяженность этой области также мала.
Ток в анодной области определяется потоком электронов, идущих из столба дуги. Анодное пятно является местом входа и нейтрализации свободных электронов в материале анода. Оно имеет примерно такую же температуру, как и катодное пятно, но в результате бомбардировки электронами на нем выделяется больше теплоты, чем на катоде. Анодная область также характеризуется повышенной напряженностью. Падение напряжения в ней Uк составляет порядка 2 — 11 В. Протяженность этой области также мала.
Столб дуги занимает наибольшую протяженность дугового промежутка, расположенную между катодной и анодной областями. Основным процессом образования заряженных частиц здесь является ионизация газа. Этот процесс происходит в результате соударения заряженных (в первую очередь электронов) и нейтральных частиц газа. При достаточной энергии соударения из частиц газа происходит выбивание электронов и образование положительных ионов. Такую ионизацию называют ионизацией соударением. Соударение может произойти и без ионизации, тогда энергия соударения выделяется в виде теплоты и идет на повышение температуры дугового столба. Образующиеся в столбе дуги заряженные частицы движутся к электродам: электроны — к аноду, ионы — к катоду. Часть положительных ионов достигает катодного пятна, другая же часть не достигает и, присоединяя к себе отрицательно заряженные электроны, становятся нейтральными атомами. Такой процесс нейтрализации частиц называют рекомбинацией. В столбе дуги при всех условиях горения ее наблюдается устойчивое равновесие между процессами ионизации и рекомбинации. В целом столб дуги не имеет заряда. Он нейтрален, так как в каждом сечении его одновременно находятся равные количества противоположно заряженных частиц. Температура столба дуги достигает 6000 — 8000°С и более. Падение напряжения в нем Uc изменяется практически линейно по длине, увеличиваясь с увеличением длины столба. Падение напряжения зависит от состава газовой среды и уменьшается с введением в нее легко ионизующихся компонентов. Такими компонентами являются щелочные и щелочно-земельные элементы (Са, Na, К и др.). Общее падение напряжения в дуге Uд = Uк + Uа + Uс.
Образующиеся в столбе дуги заряженные частицы движутся к электродам: электроны — к аноду, ионы — к катоду. Часть положительных ионов достигает катодного пятна, другая же часть не достигает и, присоединяя к себе отрицательно заряженные электроны, становятся нейтральными атомами. Такой процесс нейтрализации частиц называют рекомбинацией. В столбе дуги при всех условиях горения ее наблюдается устойчивое равновесие между процессами ионизации и рекомбинации. В целом столб дуги не имеет заряда. Он нейтрален, так как в каждом сечении его одновременно находятся равные количества противоположно заряженных частиц. Температура столба дуги достигает 6000 — 8000°С и более. Падение напряжения в нем Uc изменяется практически линейно по длине, увеличиваясь с увеличением длины столба. Падение напряжения зависит от состава газовой среды и уменьшается с введением в нее легко ионизующихся компонентов. Такими компонентами являются щелочные и щелочно-земельные элементы (Са, Na, К и др.). Общее падение напряжения в дуге Uд = Uк + Uа + Uс. Принимая падение напряжения в столбе дуги в виде линейной зависимости, его можно представить формулой Uс = Еlс, где Е — напряженность по длине, lс — длина столба. Значения Uк, Uа, Е практически зависят лишь от материала электродов и состава среды дугового промежутка и при их неизменности остаются постоянными при разных условиях сварки. В связи с малой протяженностью катодной и анодной областей можно считать практически lс = lд. Тогда получается выражение Uд = a + blд показывающее, что напряжение дуги прямым образом зависит от ее длины, где а = Uк + Uа; b = Е.
Принимая падение напряжения в столбе дуги в виде линейной зависимости, его можно представить формулой Uс = Еlс, где Е — напряженность по длине, lс — длина столба. Значения Uк, Uа, Е практически зависят лишь от материала электродов и состава среды дугового промежутка и при их неизменности остаются постоянными при разных условиях сварки. В связи с малой протяженностью катодной и анодной областей можно считать практически lс = lд. Тогда получается выражение Uд = a + blд показывающее, что напряжение дуги прямым образом зависит от ее длины, где а = Uк + Uа; b = Е.
Непременным условием получения качественного сварного соединения является устойчивое горение дуги (ее стабильность). Под этим понимают такой режим ее существования, при котором дуга длительное время горит при заданных значениях силы тока и напряжения, не прерываясь и не переходя в другие виды разрядов. При устойчивом горении сварочной дуги основные ее параметры- сила тока и напряжение- находятся в определенной взаимозависимости. Поэтому одной из основных характеристик дугового разряда является зависимость ее напряжения от силы тока при постоянной длине дуги. Графическое изображение этой зависимости при работе в статическом режиме (в состоянии устойчивого горения дуги)называют статической вольтамперной характеристики дуги (рис. 2).
Поэтому одной из основных характеристик дугового разряда является зависимость ее напряжения от силы тока при постоянной длине дуги. Графическое изображение этой зависимости при работе в статическом режиме (в состоянии устойчивого горения дуги)называют статической вольтамперной характеристики дуги (рис. 2).
С увеличением длины дуги ее напряжение возрастает и кривая статической вольтамперной характеристики поднимается выше, с уменьшением длины дуги опускается ниже, качественно сохраняя при этом свою форму. Кривую статической характеристики можно разделить на три области: падающую, жесткую и возрастающую. В первой области увеличение тока приводит к резкому падению напряжения дуги.
Это обусловлено тем, что с увеличением силы тока увеличиваются площадь сечения столба дуги и его электропроводность. Горение дуги на режимах в этой области отличается малой устойчивостью. Во второй области увеличение силы тока не связано с изменением напряжения дуга. Это объясняется тем, что площадь сечения столба дуги и активных пятен изменяется пропорционально силе тока, в связи с чем плотность тока и падение напряжения в дуге сохраняются постоянными.
Сварка дугой с жесткой статической характеристикой находит широкое применение в сварочной технологии, особенно при ручной сварке. В третьей области с увеличением силы тока напряжение возрастает. Это связано с тем, что диаметр катодного пятна становится равным диаметру электрода и увеличиваться далее не может, при этом в дуге возрастает плотность тока и падает напряжение. Дуга с возрастающей статической характеристикой широко используется при автоматической и механизированной сварке под флюсом и в защитных газах с применением тонкой сварочной проволоки. При механизированной сварке плавящимся электродом иногда применяют статическую вольтамперную характеристику дуги, снятую не при постоянной ее длине, а при постоянной скорости подачи электродной проволоки (рис. 3).
Как видно из рисунка, каждой скорости подачи электродной проволоки соответствует узкий диапазон токов с устойчивым горением дуга. Слишком малый сварочный ток может привести к короткому замыканию электрода с изделием, а слишком большой- к резкому возрастанию напряжения и ее обрыву.
Слишком малый сварочный ток может привести к короткому замыканию электрода с изделием, а слишком большой- к резкому возрастанию напряжения и ее обрыву.
Особенности дуги на переменном токе
При сварке на постоянном токе в установившемся режиме все процессы в дуге протекают с определенной скоростью и горение дуги отличается высокой стабильностью.
При питании дуга переменным током полярность электрода и изделия, а также условия существования дугового разряда периодически изменяются. Так, дуга переменного тока промышленной частоты 50 Гц погасает и вновь возбуждается 100 раз в секунду, или дважды за каждый период. Поэтому особо возникает вопрос об устойчивости горения дуги переменного тока. В первую очередь устойчивость горения такой дуги зависит от того, насколько легко происходит повторное возбуждение дуги в каждом полупериоде. Это определяется ходом физических и электрических процессов в дуговом промежутке и на электродах в отрезки времени между каждым погасанием и новым зажиганием дуги. Снижение тока сопровождается соответствующим уменьшением температуры в столбе дуги и степени ионизации дугового промежутка. При переходе тока через нуль и перемене полярности в начале и конце каждого полупериода дуга гаснет. Одновременно падает и температура активных пятен на аноде и катоде. Падение температуры несколько отстает по фазе при переходе тока через нуль, что связано с тепловой инерционностью процесса. Особенно интенсивно падает температура активного пятна, расположенного на поверхности сварочной ванны, в связи с интенсивным отводом теплоты в массу детали. В следующий за погасанием дуги момент меняется полярность напряжения на дуговом промежутке (рис. 4).
Снижение тока сопровождается соответствующим уменьшением температуры в столбе дуги и степени ионизации дугового промежутка. При переходе тока через нуль и перемене полярности в начале и конце каждого полупериода дуга гаснет. Одновременно падает и температура активных пятен на аноде и катоде. Падение температуры несколько отстает по фазе при переходе тока через нуль, что связано с тепловой инерционностью процесса. Особенно интенсивно падает температура активного пятна, расположенного на поверхности сварочной ванны, в связи с интенсивным отводом теплоты в массу детали. В следующий за погасанием дуги момент меняется полярность напряжения на дуговом промежутке (рис. 4).
Одновременно изменяется и направление движения заряженных частиц в дуговом промежутке. В условиях пониженной температуры активных пятен и степени ионизации в дуговом промежутке повторное зажигание дуги в начале каждого полупериода происходит только при повышенном напряжении между электродами, именуемым пиком зажигания или напряжением повторного зажигания дуги. Пик зажигания всегда выше напряжения дуги, соответствующего стабильному режиму ее горения. При этом величина пика зажигания несколько выше в тех случаях, когда катодное пятно находится на основном металле. Величина пика зажигания существенно влияет на устойчивость горения дуги переменного тока. Деионизация и охлаждение дугового промежутка возрастают с увеличением длины дуги, что приводит к необходимости дополнительного повышения пика зажигания и влечет снижение устойчивости дуги. Поэтому затухание и обрыв дуги переменного тока при прочих равных условиях всегда происходят при меньшей ее длине, чем для постоянного тока. При наличии в дуговом промежутке паров легко-ионизующихся элементов пик зажигания уменьшается и устойчивость горения дуга переменного тока повышается.
С увеличением силы тока физические условия горения дуги улучшаются, что также приводит к снижению пика зажигания и повышению устойчивости дугового разряда. Таким образом, величина пика зажигания является важной характеристикой -дуги переменного тока и оказывает существенное влияние на ее устойчивость. Чем хуже условия для повторного возбуждения дуги, тем больше разница между пиком зажигания и напряжением дуги. Чем выше пик зажигания, тем выше должно быть напряжение холостого хода источника питания дуги током. При сварке на переменном токе неплавящимся электродом, когда материал его и изделия резко различаются по своим теплофизическим свойствам, проявляется выпрямляющее действие дуги. Это характеризуется протеканием в цепи переменного тока некоторой составляющей постоянного тока, сдвигающей в определенном направлении кривые напряжения и тока от горизонтальной оси (рис. 5). Наличие в сварочной цепи составляющей постоянного тока отрицательно сказывается на качестве сварного соединения и условиях процесса: уменьшается глубина проплавления, увеличивается напряжение дуги, значительно повышается температура электрода и увеличивается его расход. Поэтому приходится применять специальные меры для подавления действия постоянной составляющей.
Чем хуже условия для повторного возбуждения дуги, тем больше разница между пиком зажигания и напряжением дуги. Чем выше пик зажигания, тем выше должно быть напряжение холостого хода источника питания дуги током. При сварке на переменном токе неплавящимся электродом, когда материал его и изделия резко различаются по своим теплофизическим свойствам, проявляется выпрямляющее действие дуги. Это характеризуется протеканием в цепи переменного тока некоторой составляющей постоянного тока, сдвигающей в определенном направлении кривые напряжения и тока от горизонтальной оси (рис. 5). Наличие в сварочной цепи составляющей постоянного тока отрицательно сказывается на качестве сварного соединения и условиях процесса: уменьшается глубина проплавления, увеличивается напряжение дуги, значительно повышается температура электрода и увеличивается его расход. Поэтому приходится применять специальные меры для подавления действия постоянной составляющей.
При сварке плавящимся электродом, близким по составу к основному металлу, на режимах, обеспечивающих устойчивое горение дуги, выпрямляющее действие дуги незначительно и кривые тока и напряжения располагаются практически симметрично относительно оси абсцисс.
Технологические свойства дуги
Под технологическими свойствами сварочной дуги понимают совокупность ее теплового, механического и физико-химического воздействия на электроды, определяющие интенсивность плавления электрода, характер его переноса, проплавление основного металла, формирование и качество шва. К технологическим свойствам дуги относятся также ее пространственная устойчивость и эластичность. Технологические свойства дуги взаимосвязаны и определяются параметрами режима сварки.
Важными технологическими характеристиками дуги являются зажигание и стабильность горения дуги. Условия зажигания и горения дуги зависят от рода тока, полярности, химического состава электродов, межэлектродного промежутка и его длины. Для надежного обеспечения процесса зажигания дуй? необходимо подведение к электродам достаточного напряжения холостого хода источника питания дуги, но в то же время безопасного для работающего. Для сварочных источников напряжение холостого хода не превышает 80 В на переменном токе и 90 В на постоянном. Обычно напряжение зажигания дуги больше напряжения горения дуги на переменном токе в 1,2 — 2,5 раза, а на постоянном токе — в 1,2 — 1,4 раза. Дуга зажигается от нагрева электродов; возникающего при их соприкосновении. В момент отрыва электрода от изделия с нагретого катода происходит электронная эмиссия. Электронный ток ионизует газы и пары металла межэлектродного промежутка, и с этого момента в дуге появляются электронный и ионный токи. Время установления дугового разряда составляет 10-5 – 10-4 с. Поддержание непрерывного горения дуги будет осуществляться, если приток энергии в дугу компенсирует ее потери. Таким образом, условием для зажигания и устойчивого горения дуги является наличие специального источника питания электрическим током.
Для сварочных источников напряжение холостого хода не превышает 80 В на переменном токе и 90 В на постоянном. Обычно напряжение зажигания дуги больше напряжения горения дуги на переменном токе в 1,2 — 2,5 раза, а на постоянном токе — в 1,2 — 1,4 раза. Дуга зажигается от нагрева электродов; возникающего при их соприкосновении. В момент отрыва электрода от изделия с нагретого катода происходит электронная эмиссия. Электронный ток ионизует газы и пары металла межэлектродного промежутка, и с этого момента в дуге появляются электронный и ионный токи. Время установления дугового разряда составляет 10-5 – 10-4 с. Поддержание непрерывного горения дуги будет осуществляться, если приток энергии в дугу компенсирует ее потери. Таким образом, условием для зажигания и устойчивого горения дуги является наличие специального источника питания электрическим током.
Вторым условием является наличие ионизации в дуговом промежутке. Степень протекания этого процесса зависит от химического состава электродов и газовой среды в дуговом промежутке. Степень ионизации выше при наличии в дуговом промежутке легкоионизующихся элементов. Горящая дуга может быть растянута до определенной длины, после чего она гаснет. Чем выше степень ионизации в дуговом промежутке, тем длиннее может быть дуга. Максимальная длина горящей без обрыва дуги характеризует важнейшее технологическое свойство ее — стабильность. Стабильность дуги зависит от целого ряда факторов: температуры катода, его эмиссионной способности, степени ионизации среды, длины дуги и др.
Степень ионизации выше при наличии в дуговом промежутке легкоионизующихся элементов. Горящая дуга может быть растянута до определенной длины, после чего она гаснет. Чем выше степень ионизации в дуговом промежутке, тем длиннее может быть дуга. Максимальная длина горящей без обрыва дуги характеризует важнейшее технологическое свойство ее — стабильность. Стабильность дуги зависит от целого ряда факторов: температуры катода, его эмиссионной способности, степени ионизации среды, длины дуги и др.
К технологическим характеристикам дуги относятся также пространственная устойчивость и эластичность. Под этим понимают способность сохранения дугой неизменности пространственного положения относительно электродов в режиме устойчивого горения и возможность отклонения и перемещения без затухания под воздействием внешних факторов. Такими факторами могут быть магнитные поля и ферромагнитные массы, с которыми дуга может взаимодействовать. При этом взаимодействии наблюдается отклонение дуги от естественного положения в пространстве. Отклонение столба дуги под действием магнитного поля, наблюдаемое в основном при сварке постоянным током, называют магнитным дутьем (рис. 6).
Отклонение столба дуги под действием магнитного поля, наблюдаемое в основном при сварке постоянным током, называют магнитным дутьем (рис. 6).
Возникновение его объясняется тем, что в местах изменения направления тока создаются напряженности магнитного поля. Дуга является своеобразной газовой вставкой между электродами и как любой проводник взаимодействует с магнитными полями. При этом столб сварочной дуги можно рассматривать в качестве гибкого проводника, который под воздействием магнитного поля может перемещаться, как любой проводник, деформироваться и удлиняться. Это приводит к отклонению дуги в сторону, противоположную большей напряженности. При сварке переменным током в связи с тем, что полярность меняется с частотой тока, это явление проявляется значительно слабее. Отклонение дуги также имеет место при сварке вблизи ферромагнитных масс (железо, сталь). Это объясняется тем, что магнитные силовые линии проходят через ферромагнитные массы, обладающие хорошей магнитной проницаемостью, значительно легче, чем через воздух. Дуга в этом случае отклонится в сторону таких масс.
Дуга в этом случае отклонится в сторону таких масс.
Возникновение магнитного дутья вызывает непровары и ухудшение формирования швов. Устранить его можно за счет изменения места токоподвода к изделию или угла наклона электрода, временным размещением балластных ферромагнитных масс у сварного соединения, позволяющих выравнивать несимметричность магнитных полей, а также заменой постоянного тока переменным.
Понятие о сварке и ее сущность
Сложные конструкции, как правило, получают в результате объединения между собой отдельных элементов (деталей, агрегатов, узлов). Такие объединения могут выполняться с помощью разъемных или неразъемных соединений.
В соответствии с ГОСТ 2601-74 сварка определяется как процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве или пластическом деформировании или совместным действием того и другого.
Неразъемные соединения, выполненные с помощью сварки, называют сварными соединениями. Чаще всего с помощью сварки соединяют детали из металлов. Однако сварные соединения применяют и для деталей из неметаллов — пластмасс, керамик или их сочетаний.
Для получения сварных соединений не требуется применения каких-либо специальных соединительных элементов (заклепок, накладок и т. п.). Образование неразъемного соединения в них обеспечивается за счет проявления действия внутренних сил системы. При этом происходит образование связей между атомами металла соединяемых деталей. Для сварных соединений характерно возникновение металлической связи, обусловленной взаимодействием ионов и обобществленных электронов.
Для получения сварного соединения совершенно недостаточно простого соприкосновения поверхностей соединяемых деталей. Межатомные связи могут установиться только тогда, когда соединяемые атомы получат некоторую дополнительную энергию, необходимую для преодоления существующего между ними определенного энергетического барьера.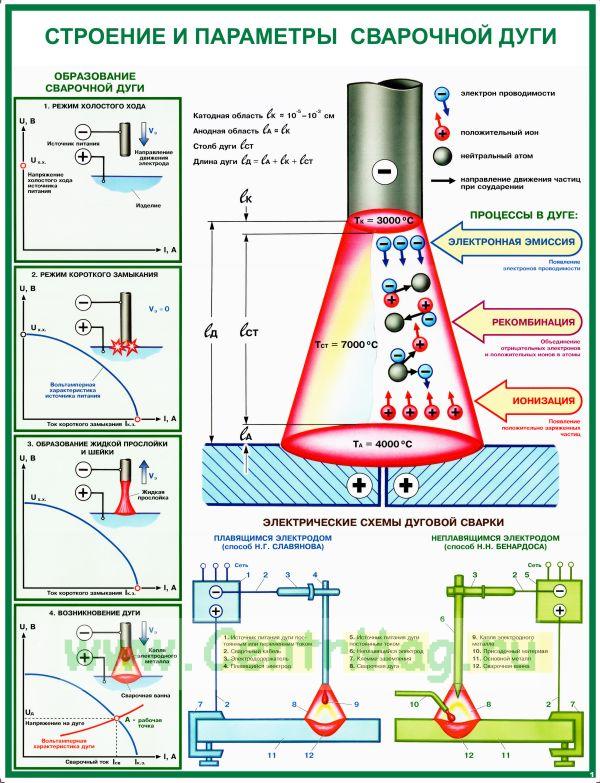 При этом атомы достигают состояния равновесия в. действии сил напряжения и отталкивания. Эту энергию называют энергией активации. При сварке ее вводят извне путем нагрева (термическая активация) или пластического деформирования (механическая активация).
При этом атомы достигают состояния равновесия в. действии сил напряжения и отталкивания. Эту энергию называют энергией активации. При сварке ее вводят извне путем нагрева (термическая активация) или пластического деформирования (механическая активация).
Сближение свариваемых частей и приложение энергии активации — необходимые условия для образования неразъемных сварных соединений.
В зависимости от вида активации при выполнении соединений различают два вида сварки: плавлением и давлением. При сварке плавлением детали по соединяемым кромкам оплавляют под действием источника нагрева. Оплавленные поверхности кромок покрываются расплавленным металлом, который, сливаясь в общий объем, образует жидкую сварочную ванну. При охлаждении сварочной ванны жидкий металл затвердевает и образует сварной шов. Шов может быть образован или только за счет расплавления металла свариваемых кромок, или за счет их и дополнительного введения в сварочную ванну расплавляемой присадки.
Сущность сварки давлением состоит в непрерывном или прерывистом совместном пластическом деформировании материала по кромкам свариваемых деталей. Благодаря пластической деформации и течению металла облегчается установление межатомных связей соединяемых частей. Для ускорения процесса применяют сварку давлением с нагревом. В некоторых способах сварки давлением нагрев может производиться до оплавления металла свариваемых поверхностей.
Классификация видов сварки
В настоящее время различают более 150 видов сварочных процессов. ГОСТ 19521-74 устанавливает классификацию сварочных процессов по основным физическим, техническим и технологическим признакам.
Основой физических признаков классификации является форма энергии, используемой для получения сварного соединения. По физическим признакам все виды сварки относят к одному из трех классов: термическому, термомеханическому и механическому.
К термическому классу относят все виды сварки плавлением, осуществляемые с использованием тепловой энергии, — газовую, дуговую, электрошлаковую, электронно-лучевую, лазерную и др.
К термомеханическому классу относят все виды сварки, осуществляемые с использованием тепловой энергии и давления,— контактную, диффузионную, газо- и дугопрессовую, кузнечную и др.
К механическому классу относят все виды сварки давлением, осуществляемые с использованием механической энергии, — холодная, трением, ультразвуковая, взрывом и др.
К техническим признакам классификации сварочных процессов относят способы защиты металла в зоне сварки, непрерывность процесса и степень его механизации (рис. 7).
Технологические признаки классификации устанавливаются для каждого вида сварки отдельно. Например, вид дуговой сварки может быть классифицирован по следующим признакам: виду электрода, характеру защиты, уровню автоматизации и т.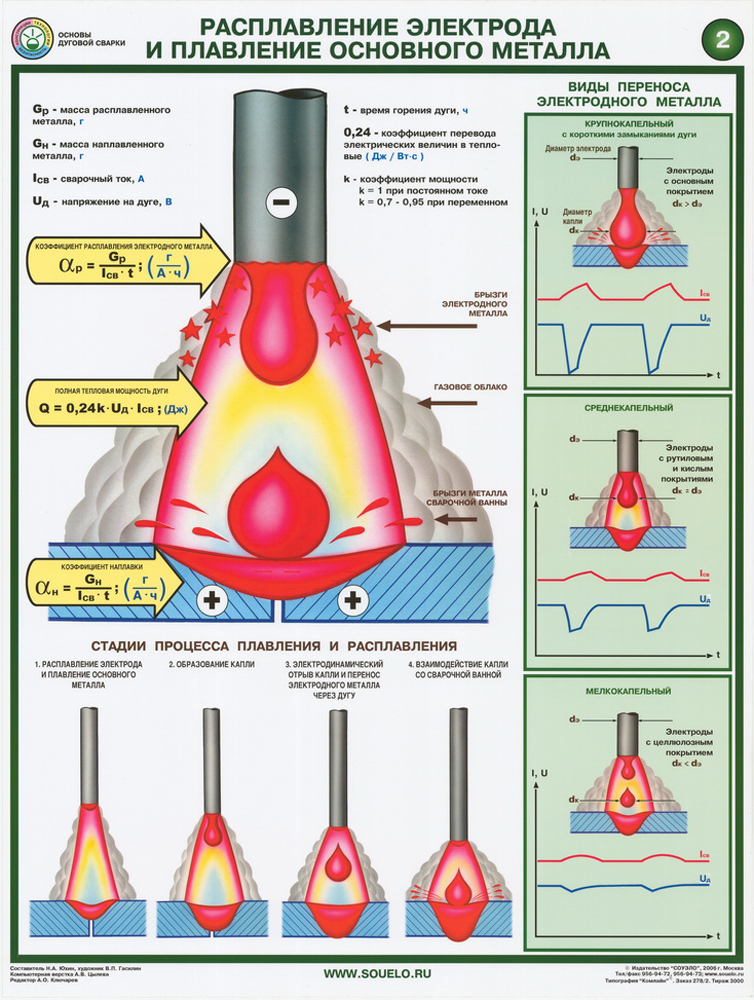 п.
п.
Основные разновидности дуговой сварки
Источником нагрева при дуговых способах сварки является сварочная дуга, представляющая собой устойчивый электрический разряд, происходящий в газовой среде между двумя электродами или электродом и деталью. Для поддержания такого разряда нужной продолжительности необходимо применение специальных источников питания дуги (ИПД). Для питания дуги переменным током применяют сварочные трансформаторы, при постоянном токе- сварочные генераторы или сварочные выпрямители. На рис. 8 показана схема электрической цепи дуговой сварки.
Разработка дуговой сварки обусловлена открытием электрической дуги в 1802 г. русским физиком В.В. Петровым. Впервые для соединения металлических частей с помощью электрической дуги, горящей между неплавящимся угольным электродом и свариваемым изделием, было осуществлено Н.Н. Бенардосом в 1882 г. При необходимости в сварочную ванну дополнительно подавался присадочный материал.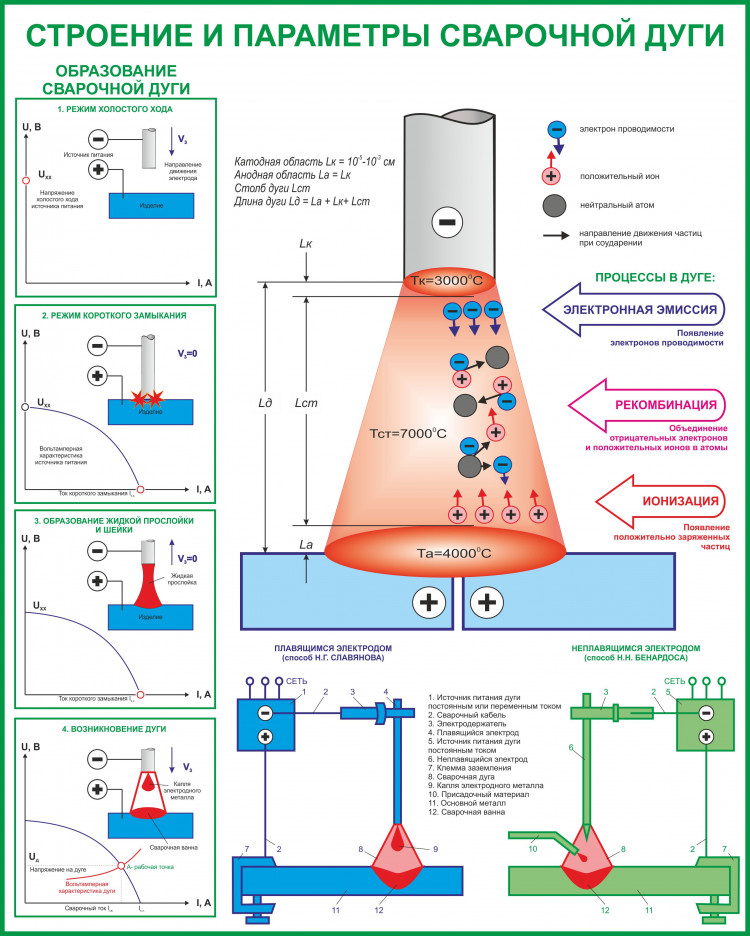 В 1888 г. русский инженер Н.Г. Славянов усовершенствовал процесс, заменив неплавящийся угольный электрод на плавящийся металлический. Тем самым было достигнуто объединение функций электрода для существования дугового разряда и присадочного металла для образования ванны. Предложенные Н.Н. Бенардосом и Н.Г. Славяновым способы дуговой сварки неплавящимся и плавящимся электродами легли в основу разработки наиболее распространенных современных способов дуговой сварки.
В 1888 г. русский инженер Н.Г. Славянов усовершенствовал процесс, заменив неплавящийся угольный электрод на плавящийся металлический. Тем самым было достигнуто объединение функций электрода для существования дугового разряда и присадочного металла для образования ванны. Предложенные Н.Н. Бенардосом и Н.Г. Славяновым способы дуговой сварки неплавящимся и плавящимся электродами легли в основу разработки наиболее распространенных современных способов дуговой сварки.
Дальнейшее совершенствование дуговой сварки шло по двум направлениям: 1) изыскание средств защиты и обработки расплавленного металла сварочной ванны; 2) автоматизация процесса. По характеру защиты свариваемого металла и сварочной ванны от окружающей среды могут быть выделены способы дуговой сварки с шлаковой, газошлаковой и газовой защитой. По степени автоматизации процесса способы разделяют на ручную, механизированную и автоматическую сварку. Ниже приводятся характеристики и описание основных разновидностей дуговой сварки.
Дуговая сварка покрытыми электродами (рис. 9). При этом способе процесс выполняется вручную. Сварочные электроды могут быть плавящиеся — стальные, медные, алюминиевые и др. — и неплавящиеся — угольные, графитовые, вольфрамовые.
Наиболее широко применяют сварку стальными электродами, имеющими на поверхности электродное покрытие. Покрытие электродов готовится из порошкообразной смеси различных компонентов и наносится на поверхность стального стержня в виде затвердевающей пасты. Его назначение — повысить устойчивость горения дуги, провести металлургическую обработку сварочной ванны, и улучшить качество сварки. Сварной шов образуют за счет расплавления металла свариваемых кромок и плавления стержня сварочного электрода. При этом сварщик вручную осуществляет два основных технологических движения: подачу покрытого электрода в зону сварки по мере его расплавления и перемещение дуги вдоль свариваемого шва. Ручная дуговая сварка покрытыми электродами — один из наиболее распространенных способов, используемых при изготовлении сварных конструкций. Она отличается простотой и универсальностью, возможностью выполнения соединений в различных пространственных положениях и труднодоступных местах. Существенный недостаток ее — малая производительность процесса и зависимость качества сварки от квалификации сварщика.
Ручная дуговая сварка покрытыми электродами — один из наиболее распространенных способов, используемых при изготовлении сварных конструкций. Она отличается простотой и универсальностью, возможностью выполнения соединений в различных пространственных положениях и труднодоступных местах. Существенный недостаток ее — малая производительность процесса и зависимость качества сварки от квалификации сварщика.
Дуговая сварка под флюсом (рис. 10). Электрическая дуга горит между плавящимся электродом и деталью под слоем сварочного флюса, полностью закрывающего дугу и сварочную ванну от взаимодействия с воздухом. Сварочный электрод выполнен в виде проволоки, свернутой в кассету и автоматически подаваемой в зону сварки. Перемещение дуги вдоль свариваемых кромок может выполняться или вручную, или с помощью специального привода. В первом случае процесс ведется с помощью сварочных полуавтоматов, во втором — сварочных автоматов. Дуговая сварка под флюсом отличается высокой производительностью и качеством получаемых соединений. К недостаткам процесса следует отнести трудность сварки деталей небольших толщин, коротких швов и выполнение швов в основных положениях, отличных от нижних. Подробную информацию о дуговой сварке под флюсом читайте в
К недостаткам процесса следует отнести трудность сварки деталей небольших толщин, коротких швов и выполнение швов в основных положениях, отличных от нижних. Подробную информацию о дуговой сварке под флюсом читайте в
Дуговая сварка в защитных газах (рис. 11). Электрическая дуга горит в среде специально подаваемых в зону сварки защитных газов. При этом можно использовать как неплавящийся, так и плавящийся электроды, а выполнять процесс ручным, механизированным или автоматическим способом. При сварке неплавящимся электродом применяют присадочную проволоку, при плавящемся электроде присадки не требуется. Сварка в защитных газах отличается широким разнообразием и применяется для широкого круга металлов и сплавов.
Электрошлаковая сварка (рис. 12). Процесс сварки является бездуговым. В отличие от дуговой сварки для расплавления основного и присадочного металлов используется теплота, выделяющаяся при прохождении сварочного тока через расплавленный электропроводный шлак (флюс). После затвердевания расплава образуется сварной шов. Сварку выполняют чаще всего при вертикальном положении свариваемых деталей с зазором между ними. Для формирования шва по обе стороны зазора устанавливают медные ползуны-кристаллизаторы, охлаждаемые водой. Электрошлаковую сварку применяют для соединения деталей больших толщин (от 20 до 1000 мм и более).
После затвердевания расплава образуется сварной шов. Сварку выполняют чаще всего при вертикальном положении свариваемых деталей с зазором между ними. Для формирования шва по обе стороны зазора устанавливают медные ползуны-кристаллизаторы, охлаждаемые водой. Электрошлаковую сварку применяют для соединения деталей больших толщин (от 20 до 1000 мм и более).
Сварные соединения и швы
Согласно ГОСТ 2601-84 устанавливается ряд терминов и определений связанных со сварными соединениями и швами.
Сварное соединение — это неразъемное соединение нескольких деталей, выполненное сваркой. Конструктивный тип сварного соединения определяется взаиморасположением свариваемых частей. При сварке плавлением различают следующие типы сварных соединений: стыковое, угловое, тавровое, нахлесточное и торцовое. Применяется также соединение нахлесточное с точечным сварным швом, выполненное дуговой сваркой.
Металлическую конструкцию, изготовленную сваркой из отдельных деталей, называют сварной конструкцией. Часть такой конструкции называют сварным узлом.
Часть такой конструкции называют сварным узлом.
Стыковое соединение представляет собой сварное соединение двух деталей, расположенных в одной плоскости и примыкающих друг к другу торцовыми поверхностями (рис. 13, а). Оно наиболее распространено в сварных конструкциях, поскольку имеет ряд преимуществ перед другими видами соединений. Условные обозначения стыковых соединений: С1 — С48.
Угловое соединение представляет собой сварное соединение двух элементов, расположенных под углом друг к другу и сваренных в месте приложения их кромок (рис.13, б). Условные обозначения угловых соединений: У1 — У10.
Тавровое соединение — это соединение, в котором к боковой поверхности одного элемента примыкает под углом и приварен торцом другой элемент. Как правило, угол между элементами прямой (рис. 13, в). Условные обозначения тавровых соединений: Т1 — Т8.
Нахлесточное соединение представляет собой сварное соединение, в котором соединяемые элементы расположены параллельно и частично перекрывают друг друга (рис. 13, г). Условные обозначения: h2 — Н9.
13, г). Условные обозначения: h2 — Н9.
Торцовое соединение — это соединение, в котором боковые поверхности элементов примыкают друг к другу (рис. 13, д). Условных обозначений в стандарте пока нет.
Сварной шов представляет собой участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла сварочной ванны.
Сварочная ванна — это часть металла сварного шва, находящаяся в момент сварки в расплавленном состоянии. Углубление, образующееся в сварочной ванне под действием дуги, называют кратером. Металл соединяемых частей, подвергающихся сварке, называют основным металлом. Металл, предназначенный для введения в сварочную ванну в дополнение к расплавленному основному, называют присадочным металлом. Переплавленный присадочный металл, введенный в сварочную ванну или наплавленный на основной металл, называют наплавленным металлом. Сплав, образованный переплавленным основным или переплавленным основным и наплавленным металлами, называют металлом шва. В зависимости от параметров и формы подготовки свариваемых кромок деталей доли участия основного и наплавленного металлов в формировании шва могут существенно изменяться (рис. 14):
В зависимости от параметров и формы подготовки свариваемых кромок деталей доли участия основного и наплавленного металлов в формировании шва могут существенно изменяться (рис. 14):
В зависимости от доли участия основного и присадочного металлов в формировании шва его состав может изменяться. Торцовые поверхности деталей, подлежащие нагреву и расплавлению при сварке, называют свариваемыми кромками. Для обеспечения равномерного проплавления свариваемых кромок в зависимости от толщины основного металла и способа сварки им придают наиболее оптимальную форму, выполняя предварительно подготовку кромок. На рис. 15 приведены применяемые формы подготовки кромок для различных типов сварных соединений. Основными параметрами формы подготовленных кромок и собранных под сварку соединений являются е, R, b, a, с — высота отбортовки, радиус закруглений, зазор, угол скоса, притупление кромок.
Отбортовку кромок применяют при сварке тонкостенных деталей. Для толстостенных деталей применяют разделку кромок за счет их скоса, т.е. выполнение прямолинейного или криволинейного наклонного скоса кромки, подлежащей сварке. Нескошенная часть кромки с носит название притупления кромки, а расстояние b между кромками при сборке — зазором. Острый угол b между плоскостью скоса кромки и плоскостью торца называют углом скоса кромки, угол a между скошенными кромками — углом разделки кромок.
Для толстостенных деталей применяют разделку кромок за счет их скоса, т.е. выполнение прямолинейного или криволинейного наклонного скоса кромки, подлежащей сварке. Нескошенная часть кромки с носит название притупления кромки, а расстояние b между кромками при сборке — зазором. Острый угол b между плоскостью скоса кромки и плоскостью торца называют углом скоса кромки, угол a между скошенными кромками — углом разделки кромок.
Значения параметров формы подготовки кромок и их сборки регламентируются ГОСТ 5264-80. В зависимости от типов сварных соединений различают стыковые и угловые сварные швы. Первый вид швов используется при получении стыковых сварных соединений. Второй вид швов используется в угловых, тавровых и нахлесточных соединениях.
Сварка Дуга в Украине. Цены на сварка Дуга на Prom.ua
Работает
Сварочный аппарат Vitals Master MIG 1800 ALU (форсаж дуги, горячий старт, антизалипание, сварка алюминия)
На складе в г. Киев
Доставка по Украине
13 015 грн
Купить
benzodom. com.ua
com.ua
Работает
Комплект сварочный аппарат Vitals MMA-1400 LCD mini + Маска сварщика Vitals 1500 (1+1)
Доставка по Украине
4 190 грн
3 738 грн
Купить
🛠KWAT🛠
Работает
Сварочный инвертор Vitals B 1600 (36 мес гарантии)
На складе в г. Киев
Доставка по Украине
3 513.9 — 4 134 грн
от 2 продавцов
4 134 грн
3 513.90 грн
Купить
benzodom.com.ua
Работает
Сварочный инвертор СВ-300НMK Кентавр, 24 мес гарантии
На складе в г. Киев
Доставка по Украине
2 599.2 — 2 888 грн
от 3 продавцов
2 888 грн
2 599.20 грн
Купить
benzodom.com.ua
Работает
Сварка Vitals B 1600 + Маска сварщика Vitals 1500 (3 года гарантии)
На складе в г. Киев
Доставка по Украине
4 178.6 — 4 916 грн
от 3 продавцов
4 916 грн
4 178.60 грн
Купить
benzodom. com.ua
com.ua
Работает
Сварочный аппарат Кентавр СВ-255НM Инвертор постоянного тока ММА форсаж дуги компактный для дома 10 кВт 220 В
Доставка по Украине
5 146 грн
2 573 грн
Купить
Interflow
Работает
Услуги по обработке металла
Услуга
от 5 грн/кв.м
Первый производитель изделий из металла «GIB Group»
Работает
Изготовление изделий по чертежам заказчика
Услуга
Цену уточняйте
Первый производитель изделий из металла «GIB Group»
Работает
Лазерная порезка и раскрой металла
Услуга
от 5 грн/кв.м
Первый производитель изделий из металла «GIB Group»
Работает
Услуги перфорации листового металла
Услуга
от 5 грн/м
Первый производитель изделий из металла «GIB Group»
Работает
Лист- стандартная перфорация
Услуга
от 5 грн/м
Первый производитель изделий из металла «GIB Group»
Работает
Сварочный аппарат Кентавр СВ-255НM Инвертор постоянного тока ММА форсаж дуги компактный для дома 10 кВт 220 В
Доставка по Украине
по 2 573 грн
от 2 продавцов
5 146 грн
2 573 грн
Купить
Работает
Сварочный инвертор Vitals B 1600 (36 мес гарантии)
Доставка по Украине
4 134 грн
Купить
БЕНЗОДОМ | садовая техника и электроинструмент
Работает
Трафарет для маркировки изделий любой под заказ 45 х 45 см
На складе в г. Винница
Винница
Доставка по Украине
от 220 грн
Купить
Все для уюта вашего дома
Работает
Сварочный аппарат Кентавр СВ-255НM Инвертор постоянного тока ММА форсаж дуги компактный для дома 10 кВт 220 В
Доставка по Украине
по 2 573 грн
от 2 продавцов
5 146 грн
2 573 грн
Купить
Смотрите также
Работает
Сварочный инверторный аппарат Луч профи ММА-350
Доставка по Украине
2 300 грн
Купить
СВАРМАСТЕР
Работает
Зварювальний трансформатор Kaiser -TURBO-250M
Доставка по Украине
1 560 грн
Купить
Puh_Shop
Работает
Оренда зварювального аппарата
Услуга
от 150 грн/день
АРЕНДА-СТРОЙ
Работает
Лист-декоративная перфорация
Услуга
2 099 грн/кв.м
Первый производитель изделий из металла «GIB Group»
Работает
Трафарет для маркировки изделий любой под заказ 45 х 45 см
Доставка по Украине
по 220 грн
от 4 продавцов
220 грн
Купить
Посуд Шеф — посуда, бытовая техника, текстиль
Работает
Лист-декоративная перфорация
Услуга
2 099 грн/кв. м
м
Первый производитель изделий из металла «GIB Group»
Работает
Лист-декоративная перфорация
Услуга
2 099 грн/кв.м
Первый производитель изделий из металла «GIB Group»
Работает
Лист-декоративная перфорация
Услуга
2 099 грн/кв.м
Первый производитель изделий из металла «GIB Group»
Работает
Лист-декоративная перфорация
Услуга
2 099 грн/кв.м
Первый производитель изделий из металла «GIB Group»
Работает
Лист-декоративная перфорация
Услуга
2 099 грн/кв.м
Первый производитель изделий из металла «GIB Group»
Работает
Предоставляем полный спектр услуг по сварке металла
Услуга
от 10 грн
Первый производитель изделий из металла «GIB Group»
Работает
Сварочный аппарат Vitals Master MIG 1800 ALU (форсаж дуги, горячий старт, антизалипание, сварка алюминия)
На складе
Доставка по Украине
по 13 015 грн
от 2 продавцов
13 015 грн
Купить
БЕНЗОДОМ | садовая техника и электроинструмент
Работает
Лазерная гравировка и маркировка изделий
Услуга
от 150 грн
Первый производитель изделий из металла «GIB Group»
Работает
Лазерная гравировка и маркировка изделий
Услуга
от 150 грн
Первый производитель изделий из металла «GIB Group»
Уголок сварщика | Термины и определения | Сварочное оборудование Форсаж
-
Аргонодуговая сварка
Аргонодуговая сварка — дуговая сварка в защитном газе, при которой в качестве защитного газа используется аргон -
Полуавтоматическая дуговая сварка
Полуавтоматическая дуговая сварка — дуговая сварка, при которой механизирована только подача электродной проволоки -
Ручная дуговая сварка
Ручная дуговая сварка — сварка штучными электродами, при которой подача электрода и перемещение дуги вдоль свариваемых кромок производится вручную -
Сварочная дуга
Сварочная дуга — мощный, длительно существующий электрический разряд в смеси газов и паров между находящимися под напряжением электродом и изделием (либо между электродами). -
TIG-DC/AC
TIG-DC/AC(Tungsten Inert Gas Direct Current/Alternating Current) — сварка вольфрамовым электродом на постоянном / переменном токе соответсвенно -
MMA(ММА)
MMA — (Manual Metal Arc) — ручная дуговая сварка покрытым плавящимся электродом -
MIG(МИГ)
MIG(Metal Inert Gas) — полуавтоматическая сварка электродной проволокой в среде инертного газа (аргона) -
MAG(МАГ)
MAG(Metal Active Gas) — полуавтоматическая сварка электродной проволокой в среде активного газа(углекислого) -
TIG(ТИГ)
TIG(ТИГ) — ручная сварка неплавящимися вольфрамовыми электродами в среде инертного защитного газа — аргона. -
WIG(ВИГ)
WIG — (Wolfram Inert Gas) — сварка вольфрамовым электродом в среде инертного газа. -
GTA(ГТА)
GTA — (Gas Tungsten Arc) — сварка неплавящимся электродом в среде защитного газа. -
Плазма
Плазмой называют ионизированный газ, т.е. содержащий электрически заряженные частицы и способный проводить электрический ток. Свойства плазмы настолько разнообразны что ее часто принимают за особое, четвертое состояние вещества, дополнение к общеизвестном твердому, жидкому и газообразному. -
Сварной шов
Сварной шов — участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации. -
Форсаж дуги
Данная функция означает повышение величины тока сварки, по сравнению с установленной величиной, в тот момент, когда при выполнении сварки дуга оказывается очень короткой – это предотвращает прилипание электрода к свариваемой детали. -
Hotstart (горячий старт)
Hotstart (горячий старт) обеспечивает надежное зажигание электрода за счет кратковременного повышения сварочного тока в начале сварки. Повышенный ток гарантирует отличное расплавление и наилучшее качество шва даже в начале сварки. Как правило, при использовании функции Hotstart отсутствуют непровары и высота шва в значительной степени уменьшается. -
ANTISTICK
ANTISTICK – антиприлипание. Обеспечивает отключение сварочного тока при коротком замыкании
(К. З.) и его восстановление при снятии К.З. -
PILOT ARC
PILOT ARC – дежурная дуга. Зажигание дуги на минимальном значении сварочного тока. Способствует увеличению срока службы вольфрамового электрода и улучшает контроль за началом сварочного процесса. -
Продолжительность нагрузки (ПН)
Продолжительность нагрузки (ПН) или продолжительность включения (ПВ) —соотношение времени работы под нагрузкой и отдыха от перегрева. Описывается данный показатель при помощи процентов. -
Сварочный флюс
Сварочный флюс- материал, используемый при сварке для химической очистки соединяемых поверхностей и улучшении качества шва. -
Шлак
Всплывшие на поверхность металла расплавленная обмазка электродов и загрязнения, которые затвердевая, образуют на поверхности шва корку. -
Электрод покрытый
Плавящийся электрод для дуговой сварки, имеющий на поверхности покрытие, адгезионно связанное с металлом электрода. -
Легирующий элемент
Элемент, вводимый в состав сплава, для получения требуемых свойств. -
Держак
Инструмент электросварщика для зажима электрода и подвода к нему тока. -
Окалина
Продукт окисления железа, образующийся на его поверхности преимущественно при нагреве. -
Сварка
Получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании.

: что это такое и как это работает?
Немногие осознают множество существующих процессов дуговой сварки, и еще меньше понимают лежащий в их основе принцип дуговой сварки.
Однако дуговая сварка является базовой концепцией, которую должен знать и понимать каждый сварщик, и знание всех форм дуговой сварки является обязательным.
В этой статье дается определение дуговой сварки, что она включает в себя, основные концепции и механизмы ее работы, плюсы и минусы.
Что такое дуговая сварка?
Дуговая сварка представляет собой процесс соединения металлических деталей с помощью высокой температуры дуги, которая генерируется и поддерживается электрическим током. Источником питания может быть переменный ток («AC») или постоянный ток («DC»).
Довольно широко. Поэтому неудивительно, что дуговая сварка включает в себя такие популярные процессы сварки, как электродуговая сварка, сварка MIG, TIG и сварка с флюсовой проволокой. Все используют электрическую дугу для сварки.
Обратите внимание, это больше, чем просто сварка. Некоторые используют дуговую сварку как сленг для обозначения сварки стержнем. Хотя это форма дуговой сварки, она не единственная.
Как работает дуговая сварка?
На самом базовом уровне все аппараты для дуговой сварки состоят из пяти компонентов:
- Электрод и электродный кабель
- A Кабель заземления и зажим (иногда называемый рабочим кабелем)
- Источник питания
- Металлические заготовки
- Дуга
Источник питания обеспечивает переменный или постоянный ток для создания и поддержания дуги, а электрод механически или вручную перемещается вдоль стыка для создания сварного шва.
Итак, насколько горяча сварочная дуга, которая плавит и сплавляет металл? Около 6500°F. Это делает работу по плавлению и сплавлению металлических частей, но также создает другую проблему.
При таких высоких температурах расплавленный металл может реагировать с газами в воздухе. Это вызывает такие проблемы, как пористые и слабые сварные швы, чрезмерное разбрызгивание и снижение производительности.
Чтобы устранить эти дефекты сварки, при дуговой сварке обычно в ванне с расплавом предусмотрена какая-либо защита. Обычно это происходит в двух формах.
Одним из вариантов является подача специального защитного газа на горячий сварной шов. Тип газа и скорость потока должны соответствовать защитному газу, чтобы атмосферный воздух не попадал на расплавленный металл.
Вторым выбором является флюс, который создает свой собственный защитный газ и шлак при воздействии высокой температуры дуговой сварки. Инертный газ и шлак флюса «запечатывают» сварной шов и удерживают газы в воздухе.
Переменный ток и постоянный ток
Постоянный ток обеспечивает ток, который течет в одном направлении, а переменный ток меняет направление тока несколько раз в секунду. Например, источник переменного тока с частотой 60 Гц будет менять направление потока 120 раз в секунду.
Текущие различия важны. Например, при постоянном токе могут образовываться магнитные поля, индуцируемые постоянным протеканием электрического тока в одном направлении.
Магнитные поля могут перемещать дугу так, что она не проходит кратчайший зазор между электродом и металлом. Это может привести к разбрызгиванию, пористости и неполному сплавлению и часто происходит на внутренних углах или в конце сварных швов. Это называется дуговым разрядом.
Итак, проблема с DC. Но переменный ток колеблется в токе, а магнитные поля постоянно нарушаются и никогда не организуются достаточно, чтобы дуговой разряд стал проблемой.
Кроме того, сварочные аппараты постоянного тока стоят немного дороже. Таким образом, разряд дуги и первоначальные затраты являются двумя основными недостатками постоянного тока. Вы можете даже сказать, что просто используйте дуговые сварщики переменного тока. Но для некоторых процессов, таких как сварка MIG, преимущества постоянного тока намного перевешивают эти недостатки.
Аппараты для дуговой сварки постоянным током обеспечивают плавную дугу, которую легко контролировать, и они лучше работают с тонкими материалами. Вы также получаете меньше брызг, и в целом шарики DC «красивее». По этим причинам вы видите, что постоянный ток часто используется в дуговых сварочных аппаратах, и многие пользователи предпочитают его переменному току.
Дуговые сварочные аппараты переменного тока часто недороги и не позволяют создавать магнитные поля. Таким образом, его можно использовать в ситуациях, предрасположенных к дуговому разряду. Сварочные аппараты на переменном токе также хорошо проникают и используются в таких местах, как верфи, которые регулярно имеют дело с толстыми деталями.
Еще одно преимущество переменного тока заключается в том, что он работает с металлами с проблемными оксидными слоями на поверхности, такими как алюминий. Когда ток колеблется, он эффективно удаляет оксидный слой, который может мешать и препятствовать сплавлению металлических частей.
Узнайте больше о различиях между сваркой на переменном и постоянном токе здесь.
Для чего используется дуговая сварка?
Процесс с сердечником из флюса используется за пределамиНаиболее распространенной и простой формой сварки является дуговая сварка. Таким образом, он используется во всех отраслях промышленности, таких как автомобильная, аэрокосмическая, нефтегазовая, обрабатывающая, энергетическая, строительная и многие другие.
Применения включают сосуды, сосуды под давлением, трубы, резервуары, корабли, мосты, железные дороги, автомобили, сельскохозяйственное оборудование, скульптуры из металла, трейлеры и т. д.
Короче говоря, благодаря быстрому и экономичному характеру соединения металлов дуговая сварка используется практически в любое время, когда необходимо соединить два куска металла. Но сильное выделение тепла может быть проблемой для некоторых работ. Таким образом, дуговая сварка подходит не для каждого проекта.
Преимущества и недостатки дуговой сварки
Как и все в жизни, дуговая сварка имеет свои сильные стороны и недостатки. Они приведены ниже:
Плюсы
- Хорошая ударопрочность
- Высокая производительность (снижает стоимость единицы сварного шва)
- Прочные бесшовные швы без воздушных зазоров
- Простота в освоении и использовании
- Портативное оборудование, удобное для хранения
- Универсальный, работает со многими типами металла
- Доступный
- Высококачественные прочные сварные швы
- Доступно (лицензия или специальное обучение не требуются)
Минусы
- Токсичные пары требуют вентиляции или респираторов
- Больше отходов, чем при других процессах
- Требуется практика для достижения высокого уровня мастерства
- Прожог тонких материалов
Типы дуговой сварки
Электрод представляет собой проводник сварщика, по которому ток течет к металлической заготовке или от нее через дугу. Также электроды можно разделить на плавящиеся и неплавящиеся.
Хотя дуговая сварка включает множество процессов, электроды, используемые для поддержки дуги, сильно различаются.
Типы плавящихся электродов
Плавящиеся электроды плавятся и становятся частью сварного шва. Их также можно назвать сварочной проволокой в зависимости от используемого процесса.
Дуговая сварка защищенным металлом («SMAW»)
Сварка стержнем, или SMAW, также называется дуговой сваркой. Хотя верно то, что все сварщики дуговой сварки являются дуговыми сварщиками, не все сварщики электродуговой сварки являются сварщиками электродуговой сварки (что подтверждается этим списком, который вы читаете прямо сейчас!).
Это очень простой процесс, в котором используются стержневые электроды, покрытые снаружи флюсом. Флюс вступает в реакцию с высокой температурой сварки и защищает расплавленную ванну.
Подобно электродам MIG или электродам с флюсовым сердечником, стержень расходуется в процессе и выступает в качестве наполнителя. Но в отличие от GMAW или FCAW здесь нет автоматической подачи электродов. Таким образом, стержневые электроды должны быть заменены вручную, когда они израсходованы.
Сварка металлов в среде инертного газа («MIG»)
Сварка MIG также называется дуговой сваркой металлическим газом («GMAW»). Он использует моток проволоки, который подается к сварочному пистолету, выступающему в качестве его электрода.
Эта проволока расходуется в процессе сварки, что позволяет ей также выступать в качестве присадочного материала для сварного шва. Так, сплав проволоки обычно подбирается под свариваемый металл.
При сварке MIG также используется защитный газ, подаваемый в сварочную горелку. Это означает, что у вас также должен быть баллон с газом, а также сварочный аппарат, чтобы использовать процесс GMAW.
Связанный : Дуговая сварка и сварка МИГ – объяснение различий
Дуговая сварка порошковой проволокой («FCAW»)
Дуговая сварка порошковой проволокой очень похожа на сварку МИГ. В качестве электрода выступает проволока, которая непрерывно подается к пистолету машиной. Проволока расходуется во время сварки, но это также позволяет ей служить присадочным материалом.
Однако, в отличие от сплошной проволоки MIG, сердечник этого электрода полый и заполнен флюсом и другими добавками. Это позволяет флюсу при нагревании образовывать защитный газ и шлак, которые защищают сварной шов. Это избавляет от необходимости использовать газ в баллонах, как при сварке MIG.
Дуговая сварка под флюсом («SAW»)
Подобно GMAW и FCAW, при дуговой сварке под флюсом используется проволочный электрод с непрерывной подачей, который расходуется при сварке. Но сварочная ванна погружена в слой порошкообразного флюса.
Этот слой плавкого флюса становится проводящим в расплавленном состоянии, обеспечивая надежное электрическое соединение между металлом и электродом. Флюс также предотвращает брызги и искры. Кроме того, слой порошкообразного флюса подавляет испарения и ультрафиолетовое излучение.
Дуговая сварка шпилек («SW»)
Этот специальный процесс предназначен для приварки крепежных деталей («шпилек») на месте. Он использует специально разработанную застежку, которая также действует как электрод.
Шпилька помещается в специальный пистолет, который создает дугу у основания крепежа, а затем вдавливает шпильку в расплавленную ванну. В результате крепёж прочно приваривается к металлическому основанию.
Для применения может потребоваться защитный газ, а может и не потребоваться. Вокруг сварного шва размещается специальный наконечник для концентрации тепла и удерживания расплавленного металла. После того, как сварка завершена, феррула снимается и выбрасывается.
Электрошлаковая сварка («ЭШС»)
ЭШС используется только в вертикальных соединениях для сварки двух деталей толщиной не менее 1 дюйма. Зазор в деталях заполняется флюсом, а автоматически подаваемый проволочный электрод заливается флюсом внутри зазора.
Затем проходит ток и возникает дуга. Но как только флюс расплавится, электрическое сопротивление расплавляющего флюса выделяет тепло сварного шва, около 3500°F.
Требование сначала заполнить соединение флюсом и удерживать расплавленный флюс во время сварки является причиной того, что это приложение предназначено только для вертикального соединения. Вам также необходимо установить опору или стартовую пластину в нижней части соединения, чтобы удерживать флюс на месте до зажигания дуги.
Типы неплавящихся электродов
Неплавящиеся электроды сохраняют свою структуру и используются в сочетании с присадочным металлом или используют основной металл для сплавления соединения.
Сварка вольфрамовым электродом в среде инертного газа («TIG»)
Сварку TIG иногда называют дуговой сваркой вольфрамовым электродом («GTAW»). Используемый вольфрамовый электрод не расходуется при сварке. Таким образом, отдельная присадочная проволока должна подаваться второй рукой, что делает сварку TIG двуручным процессом.
Химический состав вольфрамового электрода или сплава зависит от того, что вы свариваете. Кроме того, этому процессу не так легко научиться, как некоторым другим формам сварки, и для его освоения требуется некоторая практика.
Плазменная дуговая сварка (PAW)
Внутри плазменной сварочной горелки электрод расположен внутри медного сопла с точечным отверстием на конце. Между неплавящимся вольфрамовым электродом и медным наконечником зажигается дежурная дуга. Это нагревает защитный газ до очень высоких температур, что создает плазму.
При сварке плазма выбрасывается через точечное отверстие и «выстреливает» в сварной шов. Плазма является электропроводной, и тогда между вольфрамовым электродом и металлической заготовкой образуется дуга.
Пропуская плазму через суженное отверстие, горелка обеспечивает высокую концентрацию тепла на небольшой площади. Благодаря высокопроизводительному сварочному оборудованию плазменный процесс обеспечивает исключительные сварные швы.
Поскольку электрод не расходуется, для достижения желаемых результатов может понадобиться дополнительный присадочный стержень.
Подведение итогов
Надеемся, что эта статья дала вам некоторое представление о том, что такое дуговая сварка, как она работает, а также о плюсах и минусах.
Для возбуждения дуги при дуговой сварке можно использовать переменный или постоянный ток. Каждый ток имеет свои преимущества, и пользователи должны знать, когда использовать каждый из них.
И последнее, но не менее важное: мы рассмотрели различные формы дуговой сварки и различия между этими процессами. В каждой форме дуговой сварки используются разные электроды, и выбор правильного электрода имеет важное значение для получения хороших результатов.
Что такое дуговая сварка? Определения и процессы дуговой сварки
Содержание
- 1 Определение дуговой сварки и типы процессов
- 2 Как это работает?
- 3 Какие существуют типы дуговой сварки?
- 4 Методы плавящимся электродом
- 4. 1 Газовая сварка с металлической вставкой (MIG) и сварка в активном газе (MAG)
- 4.2 Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
- 4.3 Дуговая сварка флюсовой проволокой (FCAW) 4.0023 Дуговая сварка под флюсом Сварка (под флюсом)
- 4.
- 4.5 Electro-Slag Welding (ESW)
- 4.6 Arc Stud Welding (SW)
- 5.1 Tungsten Inert Gas Welding (TIG)
- 5.2 Plasma Arc Welding (PAW)
Определение дуговой сварки и типы процессов
Дуговая сварка является одним из многих процессов сварки плавлением, используемых для соединения металлов. Он использует электрическую дугу для создания интенсивного тепла для плавления и соединения металлов. Источник питания создает электрическую дугу между плавящимся или неплавящимся электродом и основным металлом. Дуговые сварщики могут использовать как постоянный ток (DC), так и переменный ток (AC).
Как это работает?
Дуговая сварка работает с использованием электрической дуги от источника питания переменного или постоянного тока для создания ошеломляющего тепла около 6500 градусов по Фаренгейту на конце, для расплавления основных металлов и создания ванны расплавленного металла и соединения двух частей.
Дуга образуется между заготовкой и электродом, который перемещается по линии стыка механическим или ручным способом. Электрод может быть либо стержнем, по которому проходит ток между наконечником и заготовкой, либо стержнем или проволокой, которая проводит ток, а также плавится и подает присадочный металл к соединению.
Металл склонен вступать в химическую реакцию с элементами воздуха, такими как кислород и азот, при нагревании дугой до экстремальных температур. Это создает оксиды и нитриды, которые разрушают прочность сварного шва. Следовательно, необходимо использовать защитный защитный газ, шлак или пар, чтобы уменьшить контакт расплавленного металла с воздухом. После того, как деталь остынет, расплавленный металл может затвердеть, чтобы создать металлургическую связь.
Какие существуют типы дуговой сварки?
Дуговая сварка может быть разделена на две различные формы:
Методы плавящегося электрода
Газовая сварка с металлической вставкой (MIG) и сварка металлическим активным газом (MAG)
Эта форма дуговой сварки также известна как дуговая сварка металлическим электродом в газе ( ГМАВ). MIG использует защитный газ, такой как аргон, двуокись углерода или гелий, для защиты основных металлов от разрушения из-за загрязнения.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
Этот вид сварки также известен как электродуговая сварка или ручная дуговая сварка металлическим электродом. В этом процессе дуга помещается между металлическим стержнем, покрытым электродным флюсом, и рабочим сегментом, чтобы расплавить его и сформировать сварочную ванну. Флюсовое покрытие электрода на металлическом стержне расплавляется с образованием газа, который защищает сварочную ванну от воздуха. В этом процессе не используется давление, и присадочный металл формируется электродом. Этот процесс лучше всего подходит для черных металлов, поскольку их можно сваривать во всех положениях. Черные металлы — это сплавы, состоящие в основном из железа и содержащие углерод.
Дуговая сварка порошковой проволокой (FCAW)
Этот вид сварки можно использовать вместо SMAW. FCAW использует газ, образованный флюсом, для защиты заготовки от загрязнения. Это позволяет оператору сваривать на открытом воздухе, даже в ветреную погоду. Он работает за счет использования постоянно подаваемого расходуемого порошкового электрода и источника постоянного напряжения для создания дуги постоянной длины. Эта форма сварки отлично подходит для общего ремонта и судостроения, потому что она хорошо работает с более толстыми соединениями.
Дуговая сварка под флюсом (SAW)
SAW предполагает образование дуги между постоянно подаваемым плавящимся электродом или проволокой и заготовкой. Этот процесс создает покрытие из плавкого флюса, который создает защитный газ для защиты рабочей зоны. Процесс становится проводящим при расплавлении и создает путь тока между электродом и заготовкой. Поток велик, потому что он предотвращает брызги и искры, одновременно подавляя пары и ультрафиолетовое излучение.
Электрошлаковая сварка (ЭШС)
ЭШС — это процесс сварки, в котором используется тепло, выделяемое электрическим током, протекающим между плавящимся электродом и заготовкой. Это создает расплавленный шлак, который покрывает поверхность сварного шва. Сопротивление расплавленного шлака прохождению электрического тока создает тепло для расплавления проволоки и кромок пластин. Металл затвердевает при контакте с водой. Это вертикальный процесс, который используется для сварки толстых листов толщиной более 25 мм за один проход.
Дуговая сварка шпилек (SW)
SW соединяет металлическую шпильку, такую как гайка или крепеж, с металлической заготовкой путем нагревания обеих частей электрической дугой.
Методы с неплавящимся электродом
Сварка вольфрамовым электродом в среде инертного газа (TIG)
Этот процесс также называется дуговой сваркой вольфрамовым электродом (GTAW). TIG использует нерасходуемый вольфрамовый электрод для создания электрической дуги. Дуга также действует как газовый щит, защищающий сварной шов от воздуха, который может вызвать окисление. Это предпочтительный метод сварки алюминия.
Плазменно-дуговая сварка (PAW)
В этом методе используется электрическая дуга между неплавящимся электродом и основным металлом. Электрод помещается в горелку, и плазмообразующий газ отделяется от защитного газа, в результате чего получаются узкие и глубокие швы.
Где используется?
Дуговая сварка обычно используется для соединения материалов во многих отраслях промышленности.
В аэрокосмической промышленности дуговая сварка используется для производства и ремонта самолетов, соединения листов и для точных работ. В автомобильной промышленности дуговая сварка используется для соединения выхлопных систем и гидравлических линий. Дуговая сварка может обеспечить чрезвычайно прочное соединение даже между тонкими металлами.
В строительной отрасли дуговая сварка используется для обеспечения прочных и надежных соединений внутри зданий, мостов и других объектов инфраструктуры. Другими отраслями, использующими дуговую сварку, являются нефтегазовая промышленность и энергетика.
Типы стержней
Для дуговой сварки используется широкий спектр стержней, которые имеют различные сильные и слабые стороны и области применения. Все эти факторы влияют на качество сварки. Стержень прикреплен к сварочному аппарату, и ток проходит через него для соединения заготовок. Стержень может либо расплавиться, чтобы стать частью сварного шва, известным как плавящиеся электроды, либо не плавиться, известными как неплавящиеся электроды.
Обычно используемые стержни имеют покрытие. Реже можно использовать стержни без покрытия, но они создают больше брызг и затрудняют контроль дуги. Стержни с покрытием лучше подходят для снижения содержания загрязняющих оксидов и серы из-за химических веществ, которые они выделяют. Покрытие стержня может быть целлюлозным, минеральным или их смесью. Неважно, с покрытием или без покрытия стержень, пользователь должен выбрать правильный стержень для своей заготовки, чтобы создать прочные, незагрязненные сварные швы.
Преимущества дуговой сварки
Дуговая сварка имеет множество преимуществ по сравнению с другими видами сварки. К этим преимуществам относятся:
- Низкая стоимость. Это доступная техника, поскольку стоимость оборудования невысока. Также требуется меньше оборудования из-за отсутствия газа.
- Портативность. Материалы в этой технике легко транспортировать.
- Используется для очистки нечистых металлов . Дуговая сварка может выполняться на грязных металлах.
- Работа в любых условиях. Во многих дуговых процессах используется защитный газ, поэтому работа может выполняться только в одном месте. При дуговой сварке нет необходимости в защитном газе, поэтому работа может выполняться независимо от погодных условий.
Недостатки дуговой сварки
Несмотря на то, что у дуговой сварки есть много преимуществ, у нее есть и некоторые недостатки. К этим недостаткам относятся:
- Стоимость. Хотя стоимость считается преимуществом, она также является и недостатком, поскольку приводит к увеличению количества отходов металла , чем другие методы, что приводит к более высокой стоимости проекта.
- Требуется высокий уровень навыков и подготовки. Не все операторы имеют высокий уровень подготовки и навыков.
- Тонкий металл. Дуговая сварка плохо работает с некоторыми тонкими металлами.
Различные типы дуговой сварки: процессы и преимущества
Перейти к содержимомуПредыдущая Следующая
- Просмотреть увеличенное изображение
Какие существуют типы дуговой сварки?
- Дуговая сварка металлическим электродом в среде защитного газа (сварка электродом)
- Дуговая сварка металлическим газом (сварка MIG или MAG)
- Дуговая сварка порошковой проволокой
- Дуговая сварка вольфрамовым электродом в среде защитного газа (сварка TIG)
- Дуговая сварка углеродом 90 07
- Дуговая сварка под флюсом
- Сварка атомным водородом
- Электрошлаковая сварка
- Сварка стержней вытянутой дугой (DA)
Дуговая сварка — это вид сварки, используемый в различных отраслях промышленности, включая автомобильную, судостроительную, строительную и аэрокосмическую. Процесс влечет за собой использование концентрированного тепла, генерируемого электрической дугой, для сварки металлов.
Дуга возникает от основного материала к электроду, сварочному стержню или проволоке и расплавляет металл. Затем сварщик может расплавить расплавленный металл и создать из него сварной шов.
В большинстве процессов дуговой сварки используются либо плавящиеся, либо неплавящиеся электроды, что определяет роль электрода и то, плавится ли он, чтобы стать частью сварного шва, или действует только как проводник дуги, не плавясь.
В то время как во многих других процессах сварки используется газ, в дуговой сварке используется электричество, причем для некоторых типов требуется либо постоянный ток (DC), либо переменный ток (AC). Хотя некоторые виды дуговой сварки требуют газовой защиты для защиты дуги от загрязнений.
Компания Taylor Studwelding составила руководство по различным типам дуговой сварки, чтобы помочь вам определить, какой процесс наиболее подходит для вашего применения.
Электрическая дуга генерируется переменным или постоянным током между покрытым флюсом расходуемым электродом и обрабатываемым материалом. Затем присадочные материалы плавятся в расплавленной ванне и сплавляют металлы. Флюсовое покрытие электрода при нагреве распадается на защитный газ.
Этот процесс популярен, так как он недорогой и простой, но может быть медленнее.
Дуговая сварка металлическим газом (сварка MIG или MAG)В этом процессе образуется электрическая дуга постоянного тока (DC) между расходуемым проволочным электродом и материалами заготовки, которая расплавляет их вместе и вызывает их предохранитель. Защитный газ подается через сварочную горелку для защиты дуги.
Сварка MIG относится к использованию инертного газа металла в качестве защитного газа, тогда как метод сварки MAG использует активный газ металла.
Первоначально этот процесс был разработан для цветных металлов, таких как алюминий, но затем стал широко использоваться для сварки различных материалов, включая тонкие листы. Процесс прост, экономичен, универсален и легко автоматизируется.
Процесс аналогичен сварке MIG, но вместо защитного газа часто используется полая электродная проволока, заполненная флюсом. Однако для неэмиссионных флюсов может потребоваться защитный газ.
Существует два типа дуговой сварки с флюсовой проволокой:
- Самозащитная — основанная на газовой защите от порошковой проволоки и шлаковой системы для защиты расплавленного металла от атмосферы.
- Газозащитный – использует внешний защитный газ и шлаковую систему для защиты дуги от окисления.
Этот метод идеально подходит для более толстых соединений благодаря высокой скорости наплавки металла, сильному проплавлению и постоянному напряжению сварочного тока.
Дуговая сварка с флюсовой проволокой обычно используется на производственных предприятиях, при строительстве мостов, ремонте тяжелого оборудования, промышленных трубопроводов и железных дорог.
Он имеет гибкое движение и ориентацию резака, что упрощает работу пользователей. Тем не менее, сварной шов обычно визуально не приятен. Это может привести к включению шлака (результат попадания расплавленного флюса внутрь сварного шва) и является более дорогостоящим из-за необходимого оборудования.
Газовая вольфрамовая дуговая сварка (сварка ВИГ)В этом методе используется нерасходуемый вольфрамовый электрод и источник питания постоянного тока для создания плазменной дуги между металлами, и его можно проводить с присадочным материалом или без него. Инертный защитный газ защищает зону сварки и электрод от атмосферы.
Сварка ВИГ может быть трудной для обучения и технически сложной. Он требует большего контроля со стороны оператора, чем аналогичные процессы, но доступны как ручные, так и автоматические методы.
Этот процесс обеспечивает высококачественные, чистые и прочные сварные швы, но может занять много времени. Он в первую очередь подходит для сварки тонких материалов и цветных металлов, но не идеален для соединений более толстых металлов.
В этом типе сварки используются ионизированные газы и электроды для формирования струй горячей плазмы. Это похоже на сварку TIG, но плазменная дуга отделена от оболочки защитного газа из-за расположения электрода внутри корпуса сварочной горелки.
Плазменная дуговая сварка идеально подходит для узких и глубоких швов, поскольку струи особенно горячие, что позволяет увеличить скорость сварки.
Электрическая дуга образуется между неплавящимся угольным электродом и заготовкой, соединяя металлы и создавая прочную связь. Этот метод был первым обнаруженным типом дуговой сварки и ранее широко использовался. Однако с тех пор этот процесс сократился из-за повышенной безопасности и удобства современных методов.
Этот метод создает электрическую дугу между заготовкой и постоянно подаваемым электродом. Слой флюсового порошка покрывает дугу и обеспечивает защитные защитные газы и шлак, которые могут добавлять легирующие элементы в сварочную ванну. Слой флюса также предотвращает искры и брызги и снижает потери тепла.
После сварки воронка для флюса может перерабатывать неиспользованный флюс и удалять слои шлака.
Этот процесс, который сварщик может использовать как автоматический или полуавтоматический, обеспечивает более глубокое проникновение тепла, но ограничен сталью и горизонтальными сварными швами.
Дуга возникает между двумя вольфрамовыми электродами с водородом, используемым в качестве защитного газа, и проходит через газообразный водород, вызывая его диссоциацию на атомарный водород.
Требуется квалифицированный оператор для управления выделяемым теплом, потоком газообразного водорода и дугой. Этот процесс дает быстрые результаты, но редко используется, поскольку он дорог, включает легковоспламеняющиеся газы и ограничен плоскими положениями. Обычно предпочтительнее сварка MIG.
Этот метод представляет собой комбинацию дуговой и контактной сварки. В зону сварки подается проволока, а в электрическую дугу добавляется флюс до тех пор, пока расплавленный шлак, покрывающий поверхность сварного шва, не достигнет электрода и не зажжет дугу. Электрическое сопротивление расплавленного шлака расплавляет присадочный металл и создает ванну расплава на поверхности соединения.
Электрошлаковая сварка идеально подходит для сварки толстых материалов, таких как низкоуглеродистая сталь, из-за большого количества тепла. Сварщик выполняет этот процесс в вертикальном или близком к вертикальному положении.
Этот метод обычно считается формой приварки шпилек из-за используемого оборудования, но процесс включает в себя создание электрической дуги.
Используя инструмент или пистолет для дуговой сварки, сварщик прикладывает шпильку к основному металлу, который запускает вспомогательную дугу и поднимает шпильку на заданную высоту. Нарисованная дуга расплавляет основание шипа и исходный материал, создавая расплавленную ванну. Возвратное давление вдавливает шпильку в расплавленную ванну, а керамическая втулка удерживает расплавленный металл и закрепляет сварной шов.
Этот процесс обеспечивает чрезвычайно прочные сварные швы, что делает его наиболее подходящим для толстых основных материалов. Он также подходит для использования на неровных и дефектных поверхностях. По сравнению с приваркой шпилек с конденсаторным разрядом (CD), DA является более дорогим и трудоемким из-за необходимости использования наконечников. Тем не менее, приварка шпилек часто считается более выгодной, чем дуговая сварка, поскольку она, как правило, более рентабельна и дает более быстрые результаты.
Каждый тип дуговой сварки имеет различные преимущества, недостатки и требования, что делает их пригодными для конкретных целей. Для получения дополнительных рекомендаций относительно того, какой процесс сварки наиболее подходит для вашего применения, обратитесь к специалисту по сварке.
Если вы не уверены, что лучше всего подходит для вашей предполагаемой функции – дуговая сварка или приварка шпилек, обратитесь за консультацией в Taylor Studwelding. Компания является ведущим производителем и поставщиком машин для приварки шпилек, в том числе оборудования для приварки шпилек Drawn Arc, которые обеспечивают превосходную прочность сварных швов на различных металлах.
Как работает дуговая сварка? Дуговая сварка использует электрическую дугу для выработки тепла и соединения двух металлов. Электропитание, подаваемое на электрическую дугу, может быть переменным током (AC) или постоянным током (DC). Сварочные аппараты для дуговой сварки на переменном токе часто недороги, в то время как аппараты для дуговой сварки на постоянном токе предлагают более плавную дугу, которая лучше подходит для тонких материалов, однако они дороже.
Все процессы дуговой сварки используют электрическую дугу для сварки и имеют, по крайней мере, следующее:
- Электрод
- Электродный кабель
- Рабочий кабель и зажим
- Источник питания
- Металлы для соединения
- Дуга4
- Дуга4
Итак, насколько горяча сварочная дуга? Сварочная дуга при любом виде дуговой сварки будет иметь температуру около 3500°С.
В процессе дуговой сварки сварщик работает с двумя типами металла.
Исходный материал: Это металлические детали, которые соединяются вместе в процессе сварки.
Расходные материалы Материал: Это дополнительные материалы, которые нагреваются в дуге и наносятся на стыки для создания более прочного соединения.
В основном процессе дуговой сварки источник питания включается, и электрод подносится к основному материалу. Затем выделяется сильное тепло для создания электрической дуги. Затем тепло расплавляет основной металл, сердечник электрода и флюсовое покрытие. Затем флюсовое покрытие создает защитную среду для сварки. Расплавленный металл осаждается между двумя металлическими заготовками, чтобы соединить их вместе. Как только он затвердевает, он образует прочную связь между двумя материалами. Затем металлические детали оставляют остывать.
Ищете услуги дуговой сварки? Каждый тип дуговой сварки имеет различные преимущества, недостатки и требования, что делает их пригодными для конкретных целей. Для получения дополнительных рекомендаций относительно того, какой процесс сварки наиболее подходит для вашего применения, обратитесь к специалисту по сварке.
Если вы не уверены, что лучше всего подходит для вашей предполагаемой функции — дуговая сварка или приварка шпилек, обратитесь за консультацией в Taylor Studwelding. Мы являемся ведущим производителем и поставщиком машин для приварки шпилек, в том числе оборудования для приварки шпилек Drawn Arc, которые обеспечивают превосходную прочность сварных швов на различных металлах.
Часто задаваемые вопросы Какие существуют 4 типа дуговой сварки?Существует четыре основных типа дуговой сварки: дуговая сварка металлическим электродом в среде защитного газа (GMAW), дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), дуговая сварка металлическим электродом в среде защитного газа (SMAW) и дуговая сварка с флюсовым покрытием (FCAW).
Сколько существует типов дуг? Всего существует десять типов дуговой сварки: сварка электродом, сварка MIG или MAG, дуговая сварка порошковой проволокой, сварка TIG, дуговая плазменная сварка, дуговая сварка углеродом, дуговая сварка под флюсом, сварка атомным водородом, электрошлаковая сварка и сварка волочением Дуговая (DA) сварка шпилек.
SMAW известен как дуговая сварка защищенным металлом, также называемая дуговой сваркой.
Для чего используется дуговая сварка?Дуговая сварка используется для соединения материалов, требующих прочного соединения, особенно для точных работ.
Какой тип электрода используется при дуговой сварке?Требуемый тип электрода зависит от типа используемой дуговой сварки, например, при сварке электродом обычно используются электроды E7018. Если вы не уверены в том, какой тип электрода лучше всего использовать, свяжитесь с нами в Taylor Studwelding.
Для чего используется дуговая сварка?Дуговая сварка используется для соединения двух металлов. Он используется в различных отраслях промышленности, в том числе в автомобильной и аэрокосмической промышленности.
Что означает дуга в сварке? Дуга в сварке представляет собой электрический ток, используемый для создания тепла и соединения двух металлов. Дуга возникает от основного материала к электроду.
Об авторе: Стефани Армстронг
Как директор по продажам компании Taylor Studwelding Systems Limited, в мои обязанности входит развитие продаж на новых рынках и управление отделом продаж внутри компании. Моя роль также заключается в поддержании и улучшении экспортных продаж и продаж нашего сварочного оборудования в Великобритании, от приварных шпилек до сложных систем ЧПУ.
Перейти к началу страницы
Что такое дуговая сварка? — Виды и принципы работы
Что такое дуговая сварка? Дуговая сварка — это процесс сварки, используемый для соединения металла с металлом с использованием электричества для выработки достаточного количества тепла для плавления металла и расплавленных металлов при охлаждении, что приводит к соединению металлов. Это тип сварки, при котором используется сварочный источник питания для создания дуги между металлическим стержнем («электродом») и основным материалом для расплавления металлов в точке контакта. Дуговые сварщики могут использовать либо постоянный ток (DC), либо переменный ток (AC), а также плавящиеся или неплавящиеся электроды.
Зона сварки обычно защищена защитным газом, паром или шлаком. Процессы дуговой сварки могут быть ручными, полуавтоматическими или полностью автоматическими. Дуговая сварка была разработана в конце 19 века и приобрела коммерческое значение в судостроении во время Второй мировой войны. Сегодня это остается важным процессом для изготовления стальных конструкций и транспортных средств.
Связанный: Что такое сварка?
Дуговая сварка Как работает дуговая сварка?Дуговая сварка использует электрическую дугу для расплавления рабочего материала. Сначала к материалу крепится заземляющий провод. Затем сварщик прикладывает провод электрода к рабочему материалу.
Когда сварщик отрывает электрод от материала, возникает дуга, также известная как непрерывный плазменный разряд, из-за электрического пробоя газа. Дуговые сварщики используют либо переменный, либо постоянный ток и используются для создания очень концентрированного узкого точечного сварного шва.
Дуговая сварка – это процесс сварки плавлением, используемый для соединения металлов. Электрическая дуга от источника питания переменного или постоянного тока создает сильное тепло около 6500°F, которое расплавляет металл в месте соединения двух заготовок.
Дуга может направляться вручную или с помощью машины вдоль линии соединения, при этом электрод либо только проводит ток, либо проводит ток и в то же время вплавляется в сварочную ванну, чтобы подавать присадочный материал к стыку.
Поскольку металлы химически реагируют с кислородом и азотом воздуха при их нагреве дугой слишком высоких температур, для минимизации контакта расплавленного металла с воздухом используют защитный газ или шлак. После охлаждения расплавленные металлы затвердевают, образуя металлическую связь.
Постоянный ток в сравнении с переменным током Источником электроэнергии для дуговой сварки может быть постоянный (DC) или переменный (AC) ток.
Дуговая сварка постоянным током (DC) часто используется при сварке электродом и при низком напряжении и, как правило, предпочтительнее, чем переменный ток. Это связано с тем, что в постоянном токе используются электроны, которые постоянно движутся в одном направлении, создавая более плавную и стабильную дугу.
Дуговая сварка на переменном токе (AC) имеет большую нестабильность электронов, поскольку они постоянно меняют направление.
Переменный ток обычно является второстепенным выбором при сварке, но может быть полезен в некоторых случаях, например, когда требуется более сильный ток для предотвращения гашения дуги или для передачи электричества на большие расстояния.
Типы дуговой сваркиРазличные типы дуговой сварки условно делятся на неплавящиеся и плавящиеся электроды, а также по принципу генерации дуги и принципам сварки.
Плавящиеся и неплавящиеся электроды Дуговая сварка Электроды (или «стержни» или «стержни»), используемые при дуговой сварке, могут быть как плавящимися, так и неплавящимися.
Расходуемый электрод не только проводит ток, но и подает присадочный металл в соединение. Это означает, что электрод изготовлен из металла, который плавится вместе со свариваемыми металлами. Этот вид сварки часто используется при изготовлении изделий из стали.
Неплавящийся электрод, с другой стороны, изготовлен из материала, который не плавится во время сварки, такого как вольфрам, который имеет чрезвычайно высокую температуру плавления.
Связанный: Что такое сварочный электрод?
Дуговую сварку можно разделить на два разных типа;
Различные типы процесса дуговой сварки
Существуют различные типы дуговой сварки. Какой метод дуговой сварки вы используете, зависит в основном от металла. Ниже приводится обзор различных методов дуговой сварки:
1. Дуговая сварка с флюсовой проволокой (FCAW)
В этом типе дуговой сварки используются трубчатые электроды, заполненные флюсом. В то время как эмиссионный поток защищает дугу от воздуха, никакие эмиссионные потоки не нуждаются в защитных газах.
Он идеально подходит для сварки плотных профилей толщиной от одного дюйма, поскольку FCAW обеспечивает более высокую скорость наплавки металла шва.
Связанный: Что такое дуговая сварка порошковой проволокой?
2. Дуговая сварка металлическим газом (GMAW)
Сварка GMAW или MIG защищает дугу с помощью газа, такого как аргон или гелий, или газовой смеси. Электроды имеют раскислители, предотвращающие окисление, поэтому можно сваривать несколько слоев.
Этот метод имеет ряд преимуществ: простой, универсальный, экономичный, низкотемпературный и легко автоматизируемый. Это популярный метод сварки тонких листов и профилей.
Связанный: Что такое дуговая сварка металлическим газом?
3. Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
Сварка GTAW или TIG часто считается самой сложной. Вольфрамовые электроды создают дугу. Для защиты экрана используются инертные газы, такие как аргон, гелий или их смесь.
Присадочная проволока при необходимости добавляет расплавленный материал. Этот метод намного «чище», так как не образует шлака, что делает его идеальным для сварочных работ, где важен внешний вид, а также тонкие материалы.
Связанный: Что такое газовая вольфрамовая дуговая сварка?
4. Плазменно-дуговая сварка (PAW)
В этом методе дуговой сварки используются ионизированные газы и электроды, которые создают струи горячей плазмы, направленные на зону сварки.
Поскольку струи очень горячие, этот метод подходит для узких и глубоких швов. Плазменно-дуговая сварка (PAW) также хороша для увеличения скорости сварки.
Связанный: Что такое плазменная дуговая сварка?
5. Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
SMAW — один из самых простых, старых и наиболее адаптируемых методов дуговой сварки, что делает его очень популярным. Дуга возникает, когда кончик электрода с покрытием касается области сварки, а затем отводится для поддержания дуги.
Тепло плавит наконечник, покрытие и металл, так что после затвердевания сплава образуется сварной шов. Этот метод обычно используется в трубопроводных работах, судостроении и строительстве.
Связанный: Что такое дуговая сварка защитным металлом?
6. Дуговая сварка под флюсом (SAW)
SAW работает с гранулированным флюсом, создающим при сварке толстый слой, полностью покрывающий расплавленный металл и предотвращающий искры и брызги.
Этот метод обеспечивает более глубокое проникновение тепла, поскольку действует как теплоизолятор. SAW применяется для высокоскоростной сварки листовой или толстолистовой стали. Он может быть полуавтоматическим или автоматическим. Однако он ограничен горизонтальными сварными швами.
Связанный: Что такое дуговая сварка под флюсом?
7. Электрошлаковая сварка (ЭШС)
Вертикальный процесс используется для сварки толстых листов (более 25 мм) за один проход. ESW полагается на электрическую дугу, которая начинается до того, как добавление флюса погасит дугу. Флюс плавится по мере того, как расходуемая проволока подается в ванну расплава, в результате чего на поверхности ванны образуется расплавленный шлак.
Тепло для расплавления кромок проволоки и пластин вырабатывается за счет сопротивления расплавленного шлака прохождению электрического тока. Два медных башмака с водяным охлаждением следят за ходом процесса и предотвращают вытекание расплавленного шлака.
Связанный: Что такое электрошлаковая сварка?
Где используется дуговая сварка?Дуговая сварка обычно используется для соединения материалов во многих отраслях промышленности.
В аэрокосмической промышленности дуговая сварка используется для производства и ремонта самолетов, соединения листов и для точных работ. В автомобильной промышленности дуговая сварка используется для соединения выхлопных систем и гидравлических линий. Дуговая сварка может обеспечить чрезвычайно прочное соединение даже между тонкими металлами.
В строительной отрасли дуговая сварка используется для обеспечения прочных и надежных соединений внутри зданий, мостов и других объектов инфраструктуры. Другими отраслями, использующими дуговую сварку, являются нефтегазовая промышленность и энергетика.
Типы стержней
В дуговом процессе используются различные стержни, которые имеют различную прочность, недостатки и способы применения, которые могут повлиять на качество сварки. Стержень подключается к сварочному аппарату, и через него проходит ток для соединения заготовок.
В некоторых случаях, например, при SMAW, стержни расплавляются и становятся частью сварного шва — это плавящиеся электроды. В других случаях, например, при TIG, стержни не плавятся — это неплавящиеся электроды.
Стержни обычно имеют покрытие, хотя точный тип покрытия варьируется. Хотя доступны стержни без покрытия, они встречаются гораздо реже, создают больше брызг и могут затруднить управление дугой.
Стержни с покрытием лучше подходят для уменьшения или устранения загрязняющих оксидов или серы. Три типа покрытия включают целлюлозу, минералы. или их комбинация.
С покрытием или без покрытия, необходимо выбрать правильный стержень для создания чистых, прочных сварных швов с надлежащим качеством валика.
Применение дуговой сваркиПрименение дуговой сварки включает следующее.
- Применяется при сварке листового металла
- Для сварки тонких, черных и цветных металлов
- Применяется для проектирования сосудов под давлением
- Разработки трубопроводов в промышленности
- Используется в автомобильной промышленности и производстве предметов домашнего обихода
- В судостроении
- Используется в производстве самолетов и аэрокосмической техники, при ремонте автомобильных кузовов, на железных дорогах. Сварка используется в аэрокосмической промышленности для соединения многих областей, таких как листовой металл.
- Эта сварка используется для ремонта штампов, инструментов и, в основном, металлов, изготовленных из магния и алюминия.
- Большинство производственных предприятий используют GTAW для сварки тонких деталей, особенно цветных металлов.
- Сварка GTAW используется там, где требуется исключительная устойчивость к коррозии, а также к растрескиванию в течение длительного периода времени.
- Используется в производстве космических аппаратов.
- Используется для сварки деталей малого диаметра, тонкостенных труб, что делает его применимым в велосипедной промышленности.
Дуговая сварка имеет ряд преимуществ по сравнению со многими другими форматами:
- Подходит для высокоскоростной сварки.
- Это простой сварочный аппарат.
- Может работать от переменного или постоянного тока.
- Превосходные температуры.
- Меньше дыма и искр.
- Мобильность благодаря простоте оборудования.
- Это более быстрый процесс сварки по сравнению с другими.
- Обеспечивает прочное соединение.
- Очень мало искажений.
- Высокая коррозионная стойкость.
- Может сваривать пористый и грязный металл.
- Это недорогое оборудование.
- Может работать во время ветра или дождя.
- Его блок питания можно использовать там, где есть электричество, а в качестве альтернативы можно использовать, если нет электричества, кроме генераторов.
- Достигнута гладкая сварка.
- Обладает хорошей ударной вязкостью.
- Шарики для дуговой сварки можно использовать для создания рисунков на тонких металлах.
- Можно проводить в любой атмосфере.
Есть несколько причин, по которым некоторые люди ищут другие варианты, помимо дуговой сварки, для определенных видов проектов. Эти недостатки могут включать:
- Требуются квалифицированные сварщики.
- Нельзя использовать для реактивных металлов, таких как AI или Ti.
- Не подходит для сварки тонких металлов.
- Не все тонкие металлы можно сваривать дуговой сваркой.
- Для работы требуется хорошо обученный и опытный оператор.
- Увеличение стоимости проекта, так как потери в процессе неизбежны.
Часто задаваемые вопросы.
Что такое дуговая сварка?
Дуговая сварка представляет собой процесс сварки, используемый для соединения металла с металлом с использованием электричества для выработки достаточного количества тепла для плавления металла и расплавленных металлов при охлаждении, что приводит к соединению металлов. Это тип сварки, при котором используется сварочный источник питания для создания дуги между металлическим стержнем («электродом») и основным материалом для расплавления металлов в точке контакта. Дуговые сварщики могут использовать либо постоянный ток (DC), либо переменный ток (AC), а также плавящиеся или неплавящиеся электроды.
Как работает дуговая сварка?
Дуговая сварка использует электрическую дугу для расплавления рабочего материала. Затем сварщик прикладывает провод электрода к рабочему материалу. Когда сварщик отводит электрод от материала, возникает электрическая дуга, также известная как непрерывный плазменный разряд в результате электрического пробоя газа.
Какие существуют виды дуговой сварки?
Различные виды дуговой сварки:
- Дуговая сварка порошковой проволокой (FCAW)
- Дуговая сварка металлическим электродом в среде защитного газа (GMAW)
- Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
- Дуговая плазменная сварка (PAW)
- Дуговая сварка металлическим электродом в среде защитного газа (SMAW)
- Дуговая сварка под флюсом (SAW)
- Электрогазовая дуговая сварка ( EGW)
Для чего применяется дуговая сварка?
Применение дуговой сварки включает следующее:
- Используется при сварке листового металла.
- Для сварки тонких, черных и цветных металлов.
- Используется для проектирования сосудов под давлением.
- Разработки по трубопроводам в промышленности.
- Используется в области автомобилестроения и домашнего обихода.
- Отрасли судостроения.
Каковы преимущества дуговой сварки?
Преимущества дуговой сварки:
- Высокая скорость сварки.
- Дает очень меньше искажений.
- Меньше дыма и искр.
- Гладкая сварка достигнута.
- Можно проводить в любой атмосфере.
- Низкая стоимость.
- Хорошая ударопрочность.
- Повышенная коррозионная стойкость.
Какие существуют 4 типа дуговой сварки?
Существует четыре основных типа сварки. MIG – дуговая сварка металлическим электродом в среде защитного газа (GMAW), TIG – дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), электродуговая сварка металлическим электродом (SMAW) и дуговая сварка с флюсовой проволокой (FCAW). Здесь мы углубимся в каждый тип сварки.
Что понимается под дуговой сваркой?
Дуговая сварка — это тип сварочного процесса, в котором электрическая дуга создает тепло для расплавления и соединения металлов. Источник питания создает электрическую дугу между плавящимся или неплавящимся электродом и основным материалом с помощью постоянного (DC) или переменного (AC) тока.
Для чего лучше всего подходит дуговая сварка?
Дуговая сварка лучше всего подходит для тяжелых металлов размером от 4 мм и используется при ремонте тяжелого оборудования, монтаже металлоконструкций и сварке трубопроводов, а также в производственной и строительной промышленности.
Дуговая сварка прочнее, чем MIG?
Некоторые утверждают, что сварка электродами прочнее, чем сварка MIG, поскольку она обеспечивает лучшее проплавление более толстых материалов. Тем не менее, сварка MIG может обеспечить хорошие сварные швы, несмотря на то, что она не так эффективна для более толстых металлов, и лучше подходит для соединения более тонких металлов с хорошей отделкой и меньшим риском прожога.
Какая сварка самая прочная?
Сварка ВИГ обеспечивает более чистые и точные сварные швы, чем сварка МИГ или другие методы дуговой сварки, что делает ее самой прочной. Тем не менее, для разных сварочных работ могут потребоваться разные методы, в то время как TIG, как правило, сильнее и качественнее, вам следует использовать MIG или другой метод, если это требуется для работы.
Является ли дуговая сварка такой же, как MIG?
MIG (также называемая дуговой сваркой металлическим газом или GMAW) и электродуговая сварка электродуговым электродом (SMAW) являются двумя наиболее часто используемыми процессами дуговой сварки, наряду с TIG. И хотя они имеют некоторое сходство, один из них может дать гораздо лучшие результаты, чем другой, для определенных приложений.
Легко ли дуговая сварка?
Дуга, создаваемая электрическим током между основным металлом и проволокой, расплавляет проволоку и соединяет ее с основой, образуя высокопрочный сварной шов с великолепным внешним видом, который практически не требует очистки. Сварка MIG — это простой в освоении процесс, который можно использовать как для тонких, так и для толстых металлов.
Является ли дуговая сварка такой же, как сварка электродом?
Дуговая сварка также известна как дуговая сварка металлическим электродом в среде защитного газа (SMAW), ручная дуговая сварка металлическим электродом (MMAW) или электродуговая сварка. Сварка вольфрамовым электродом в среде инертного газа (TIG) также называется дуговой сваркой вольфрамовым электродом (GTAW).
Чему проще всего научиться сварке?
Сварочные аппараты MIG являются одними из лучших типов для начинающих, поскольку они разработаны с проволочным сварочным электродом на катушке, которая подается с предварительно выбранной скоростью через сварочный пистолет. Как полуавтоматический или автоматический процесс, дуговая сварка металлическим газом (GMAW или MIG) является самой простой в освоении.
Прочна ли дуговая сварка?
Дуга создается с помощью электрического тока, протекающего между основным металлом и проволокой. Высокозаряженный ток расплавляет проволоку и металлическую основу, образуя соединение между ними. Сварной шов, созданный с помощью этой технологии, довольно прочный и практически не требует очистки.
Какой металл нельзя сваривать?
Некоторыми примерами комбинаций материалов, которые не могут быть успешно сварены плавлением, являются алюминий и сталь (углеродистая или нержавеющая сталь), алюминий и медь, а также титан и сталь. Ничего нельзя сделать, чтобы изменить их металлургические свойства. Эти листья меняют ваш процесс.
Каковы недостатки дуговой сварки?
Недостатки:
- Более низкая эффективность – при дуговой сварке обычно образуется больше отходов, чем при многих других видах сварки, что в некоторых случаях может увеличить стоимость проекта.
- Высокий уровень квалификации – операторы проектов дуговой сварки нуждаются в высоком уровне навыков и обучении, и не все профессионалы имеют это.
Сколько существует типов дуг?
Дуговая сварка, включая дуговую сварку в среде защитного газа, в целом делится на два типа: плавящийся (плавкий) электрод и неплавящийся (неплавкий) электрод в зависимости от того, плавится ли сварочный стержень/проволока в процессе или нет. Приведенные выше классификации являются лишь примером.
Почему мой сварочный аппарат заедает?
Стержень для стержневой сварки залипает, потому что температура дуги недостаточно высока, чтобы предотвратить сплавление расплавленного стержня и ванны. Основными причинами являются низкие настройки силы тока или слишком короткая длина дуги.
В чем разница между дуговой сваркой на переменном и постоянном токе?
По сравнению со сваркой на переменном токе, сварка на постоянном токе обеспечивает более плавную сварку, меньшее разбрызгивание и более стабильную дугу. Он также лучше проникает в металл сварного шва, что в большинстве случаев обеспечивает более прочную связь, чем сварка на переменном токе. К сожалению, сварка постоянным током не подходит для сварки алюминия, потому что она не может производить нужное количество тепла.
5 процессов, которые вам нужно знать – ДаСварщик
перейти к содержаниюДуговая сварка — это процесс сплавления двух металлов. Он использует электричество для создания сильного тепла, которое плавит два металла вместе в расплавленной ванне, фактически превращая их в один материал. Это называется сваркой плавлением и является причиной того, что сварные конструкции такие прочные.
Дуговая сварка использует электричество для создания цепи между двумя металлами: основным металлом и электродом, прикрепленным к сварочному пистолету. Когда цепь размыкается путем удаления электрода из основного металла, создается чрезвычайно горячая электрическая дуга — температура может достигать 11 000 градусов по Фаренгейту!
Этот расплавленный металл создает сварной шов, но на него могут воздействовать газы и другие загрязняющие вещества в воздухе. Сварочный щит из инертного газа используется для защиты сварного шва во время его выполнения. В зависимости от типа процесса дуговой сварки, который вы используете, этот газ будет подаваться либо извне (через сварочный аппарат), либо через электрод (через флюсовое покрытие).
Существует несколько способов дуговой сварки, и наиболее распространенными способами являются:
- Сварка металлов в среде инертного газа (MIG)
- Сварка вольфрамовым электродом в среде инертного газа (TIG)
- Дуговая сварка флюсовой проволокой (FCAW)
- Дуговая сварка металлическим электродом с защитным экраном (SMAW)
- Плазменно-дуговая сварка
Основы дуговой сварки
В дуговой сварке есть несколько вещей, которые не меняются, независимо от используемого процесса:
- Свариваемые материалы должны иметь одинаковую температуру плавления, иначе плавятся раньше других, что приводит к неудачному сварному шву.
- Питание обычно может подаваться переменным (AC) или постоянным (DC) током. Тип источника питания может повлиять на параметры сварки, поэтому всегда проверяйте их перед началом.
- Чем больше мощность, тем выше температура дуги. Производители обычно предоставляют стандартные настройки для оборудования, но напряжения должны быть изменены в соответствии с выполняемой работой.
- Выбор электрода может существенно повлиять на результат сварки.
- Всегда очищайте основной металл металлической щеткой или шлифовальной машиной перед началом сварки, даже если вы используете процесс сварки, совместимый с загрязненными основными металлами.
- Безопасность важна! Вы имеете дело с очень мощным электричеством и чрезвычайно высокими температурами. Защити себя. Наденьте защитное снаряжение и держите поблизости подходящий огнетушитель.
Ниже представлена основная схема работы дуговой сварки.
Изображение предоставлено: https://www.cromweld.com/welding-guide
Терминология дуговой сварки
Если вы новичок в сварке, вам необходимо знать несколько технических терминов.
Электрод — материал, передающий дугу на основной металл и контролирующий сварной шов
Дуга — электрическая дуга между основным металлом и электродом, создающая тепло, необходимое для сварки
Газовый щит — экран из инертного газа, окружающего сварной шов, обычно двуокиси углерода, аргона, гелия или их комбинации
Сварочная ванна — ванна расплавленного металла, образованная из основного металла и электрода, и присадочного материала, если он используется
Основной металл — металл, который обрабатывается
Сварка MIG
- Высокая универсальность
- Легко учиться
- Полуавтоматический процесс
- Не подходит для использования вне помещений
- Может использоваться на металлах различной толщины
Сварка МИГ, пожалуй, самый распространенный вид сварки и самый простой для изучения. MIG означает металлический инертный газ, хотя его иногда называют дуговой сваркой металлическим газом (GMAW). Сварка MIG — это полуавтоматический процесс, который лучше всего подходит для внутренних работ, защищенных от ветра.
Процесс сварки MIG
Сварочная горелка MIG использует сплошной проволочный электрод с непрерывной подачей для создания электрической дуги для сплавления двух металлов вместе. Электрический ток подается на электрод, который при сварке MIG также действует как присадочный материал для улучшения сварного шва. Электрод управляет дугой, которая производит тепло для расплавления электрода, наполнителя и основного металла. Защитный газ подается извне через сварочный аппарат для защиты процесса.
Сварка MIG подходит для ряда металлов различной толщины, включая сталь, алюминий, никель и различные сплавы. Защитный газ также может быть изменен в зависимости от используемых металлов. Как правило, защитный газ MIG представляет собой смесь CO2, кислорода и углерода. Напряжение также может быть задано с помощью сварочного аппарата MIG в соответствии с применением.
Для чего используется сварка MIG?
Сварка MIG — это очень универсальный процесс, который можно использовать для различных применений. Это наиболее часто используемые проекты, такие как ремонт автомобилей, стальные конструкции и производство различных предметов, таких как мебель, компьютерные компоненты и машины для сельского хозяйства или горнодобывающей промышленности.
Сварка ВИГ
- Для точности используется остроконечный электрод
- Обеспечивает высококачественные привлекательные сварные швы
- Медленный процесс
- Требуется минимальная очистка
- Наполнитель опционально
- Лучше всего работает в помещении
- Сложнее учиться
- Подходит для сварки круглых предметов
Сварка ВИГ, также известная как дуговая сварка вольфрамовым электродом (GTAW). В нем используется нерасходуемый заостренный вольфрамовый электрод, обеспечивающий превосходную точность. При правильном выполнении сварка TIG дает высококачественные сварные швы, но овладеть этим навыком довольно сложно. Сварке TIG не так просто научиться, но результаты того стоят!
Процесс сварки ВИГ
Сварочная горелка ВИГ оснащена заостренным вольфрамовым электродом, разъемом и защитным газом. Дуга создается, когда электрод прикладывается к основному металлу, а затем удаляется. Это небольшая интенсивная дуга, что делает ее идеальной для высококачественной и точной сварки.
Сварка ВИГ — один из немногих процессов, для которого не требуется присадочный металл, но при необходимости его можно использовать. Отсутствие наполнителя делает сварку TIG чистой, практически не требуя очистки после завершения сварки. Если вы используете наполнитель, вам придется кормить его вручную вручную.
Доступны различные вольфрамовые электроды для различных типов сварных швов. Электроды из чистого вольфрама являются наиболее распространенными и применимы для таких металлов, как алюминий. Защитный газ также следует менять в зависимости от используемых металлов — наиболее распространенным является аргон. Как и при сварке MIG, внешняя подача газа при сварке TIG означает, что ее лучше всего проводить в помещении, защищенном от ветра и сквозняков.
Где применяется сварка ВИГ?
Благодаря высокой точности и минимальному количеству беспорядка сварка TIG идеально подходит для тонколистового металла и проектов, которые будут представлены на выставке. Он обычно используется в скульптурах из металла.
Ручная сварка
- Электрод фиксированной длины
- Может использоваться на грязных, окрашенных и ржавых поверхностях
- Трудно освоить
- Требуется некоторая очистка
Сварка электродом является наиболее широко используемой формой дуговой сварки. Он также известен как дуговая сварка защитным металлом (SMAW) и подходит как для внутренних, так и для наружных условий. Сварку электродом можно использовать для большинства распространенных металлов и сплавов, включая сталь, алюминий и железо. Его также можно использовать на грязных и ржавых поверхностях, что делает его невероятно популярным в сфере ремонта и технического обслуживания.
Однако научиться сварке стержнем нелегко. Это высококвалифицированный процесс — умение зажечь дугу может быть трудным, а процесс обучения, как правило, долгим, но оно того стоит!
Процесс сварки стержнемСварка стержнем представляет собой электрод фиксированной длины, покрытый флюсом из порошкообразных металлов. При электрическом нагреве флюс создает защитный газ, а плавящийся электрод производит присадочный материал для создания сварного шва с основным металлом. Таким образом, нет необходимости во внешнем источнике газа, поэтому электродуговая сварка обычно является предпочтительным процессом для удаленных и сложных условий.
Сварка стержнем может быть немного грязной и производить брызги, поэтому обычно после этого требуется некоторая уборка. Конечный результат зависит от навыков сварщика, но следует сказать, что сварка электродами обычно не дает наиболее привлекательных сварных швов.
Характеристики сварного шва можно изменить, выбрав другое покрытие флюса и изменив угол сварки.
Сварочное оборудование легко транспортируется, поэтому его можно использовать практически в любом месте. Поскольку нет необходимости во внешнем подводе газа, электродуговая сварка идеально подходит для использования вне помещений и в труднодоступных местах. Сварить можно даже на ветру и в дождь.
Дуговая сварка порошковой проволокой (FCAW)
- Высокая производительность
- Внешний источник газа не требуется
- Легко транспортируется
- Не рекомендуется для тонких металлов
- Может использоваться на грязных недрагоценных металлах
- Требуется некоторая очистка
Процесс сварки порошковой проволокой похож на комбинацию MIG и сварки электродом. Это быстро, как MIG, и не требует защитного газа, как сварка электродом.
Процесс дуговой сварки порошковой проволокой
Как следует из названия, электрод FCAW имеет флюсовую сердцевину, состоящую из различных соединений и металлических порошков. Электричество передается через электрод на основной металл, образуя дугу. При нагреве дугой флюс создает газовую защиту вокруг расплавленного электрода, присадочного металла и основного металла в сварочной ванне. Сварной шов будет покрыт остаточным шлаком, который также обеспечивает защиту, и его можно будет легко удалить при необходимости.
Сварка порошковой проволокой обычно выполняется методом протаскивания, когда сварочная горелка направлена назад в сварочную ванну и отрывается от завершенного сварного шва.
Где используется сварка порошковой проволокой?
Дуговая сварка с сердечником под флюсом обычно используется в тяжелых промышленных условиях и в производственных процессах. Как правило, это не рекомендуется для начинающих и тех, у кого мало опыта, так как техника может быть трудной для освоения.
Поскольку нет необходимости в защитном газе, дуговую сварку с флюсовой проволокой можно использовать на открытом воздухе.
Плазменно-дуговая сварка
- Может использоваться для невероятно тонких и толстых основных металлов
- Использует нерасходуемый заостренный вольфрамовый электрод
- Высокая производительность
- Точный и точный
- Обеспечивает высококачественные привлекательные сварные швы
- Трудно освоить
Плазменно-дуговая сварка (PAW) аналогична сварке TIG тем, что в ней используется заостренный вольфрамовый электрод и не требуется присадочный материал. В отличие от сварки TIG электрод располагается внутри горелки. Это позволяет отделить плазму от защитного газа, окружающего дугу и сварной шов.
Плазменная дуга невероятно мощная, она вырывается из электрода почти со скоростью звука! Плазменная сварочная дуга может достигать температуры более 55 000 градусов по Фаренгейту, что более чем в 5 раз превышает температуру обычной сварочной дуги!
Сварочная горелка PAW использует сжатый газ для создания плазмы, которая создает невероятно точные и прочные сварные швы, которые также великолепно выглядят. Плазменная дуговая сварка также обеспечивает высокую производительность.
Процесс плазменной дуговой сварки
Внутри сопла PAW газ находится под давлением для создания плазмы. Затем эта плазма ионизируется, поэтому она может проводить электричество, которое создает дугу от нерасходуемого вольфрамового электрода, предназначенного для повышения точности. Производимая дуга маленькая и невероятно мощная. Мощность дуги можно регулировать, изменяя напряжение на аппарате. Защитный газ — обычно аргон или водород — окружает сварной шов.
Где используется дуговая плазменная сварка?
Плазменно-дуговая сварка может использоваться в различных областях, хотя чаще всего она используется для электронных устройств. Аэрокосмическая, морская и медицинская отрасли также используют PAW из-за его высокой точности.
Приступаем к сварке
Только начинаете заниматься сваркой? YesWelder поможет вам. Ознакомьтесь с нашим руководством по началу работы со сваркой, в котором более подробно рассматривается процесс сварки и оборудование, необходимое для успешной и безопасной сварки. Вы также можете узнать больше о карьерных возможностях, которые предлагает сварщик — вы можете работать где угодно, от морских глубин до Международной космической станции.
Если вам нужно оборудование, мы предлагаем фантастический выбор сварочных аппаратов по самым низким ценам, так что если вы хотите попробовать свои силы в сварке, это не будет стоить вам целое состояние. Вы также можете запастись сварочным оборудованием, таким как пистолеты, горелки, каски и аксессуары.
В YesWelder мы создаем наше оборудование на основе отзывов наших клиентов. А если вы хотите выделиться, ознакомьтесь с нашим потрясающим ассортиментом привлекательных сварочных масок.
2 комментария
Назад к YesWelder
Сварка MIG и MAG – есть ли разница?
Как сварить нержавеющую сталь TIG
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Нет уровень xt:»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,» select_rewards»:»Выберите награду»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:»Введите правильную дату дня рождения»,» warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть {{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено полностью!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен)»,»activity_refund_earn_point»:»-{ { points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:» +{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message «:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу», «referral_no_activity»:»Нет активности»,»referral_history_c ustomer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})», «discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired»: «Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!»,»your_discount_code»:»Ваш код скидки:», «verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
«,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено, , пожалуйста, проверьте свой почтовый ящик.»,»verify_account_button»:»Подтвердить аккаунт»,»spending_card»:»Карта правил расходов»,»minimum_purchase»:»Требуется минимальная покупка {{ Discount_amount }}»,»tier_info»:»Информация об уровне» ,»completed_rule»:»Выполненное правило»,»earning_rule»:»Правило заработка»,»reward_popup»:»Всплывающее окно вознаграждения»,»birthday_field»:»Поле дня рождения»,»shop_it»:»КУПИТЬ»,»назад»: «Назад»,»click_for_sound_on»:»Нажмите, чтобы включить звук»,»click_for_sound_off»:»Нажмите, чтобы отключить звук»,»view_on_instagram»:»Посмотреть в Instagram»,»view_on_tiktok»:»Посмотреть в Tiktok»,»instagram_gallery»: «Галерея Инстаграм»}
NASD — Безопасность дуговой сварки
ВВЕДЕНИЕ
электродуговой сварщик остается одним из самых полезных и экономящих время сварочных аппаратов.
единиц торгового оборудования. Почти на каждой ферме, ранчо и профессиональном
Сельскохозяйственный цех оборудован одним или несколькими сварочными аппаратами, которые
используются для изготовления, ремонта и/или образовательных программ.
Большинство этих сварочных аппаратов обычно имеют трансформатор переменного / постоянного тока на 240 вольт.
типы, использующие электричество в качестве источника энергии. Портативные сварочные аппараты
относятся к типу двигателей с дизельным/бензиновым двигателем. Правильно установлен
и используемый дуговой сварщик очень безопасен, но при неправильном использовании
оператор может подвергаться ряду опасностей, включая
токсичные пары, пыль, ожоги, пожары, взрывы, поражение электрическим током,
радиация, шум и тепловая нагрузка. Любая из этих опасностей может
привести к травме или смерти. Следуя предложениям и рекомендациям
в этой брошюре риски могут быть значительно сведены к минимуму.
ВЫБОР ДУГИ СВАРЩИК
Когда приобретая дуговой сварочный аппарат, вы можете быть уверены в безопасности конструкции если устройство соответствует требованиям Национальной ассоциации производителей электроэнергии (NEMA) или стандарты безопасности для дуговых сварщиков, как определяется Underwriters Laboratories (UL). Будьте уверены, что приобретаемый вами сварочный аппарат имеет печать одобрения одного этих организаций.
УСТАНОВКА ДУГОВАЯ СВАРОЧНАЯ МАШИНА
Перед установкой дугового сварочного аппарата вы должны определить,
Существующая электрическая система адекватна повышенному
нагрузка, необходимая сварщику. Ваш местный поставщик электроэнергии или
квалифицированный электрик может помочь вам определить это. Для вашей безопасности очень важно устанавливать сварочный аппарат в
соответствие штату Аризона, безопасности и гигиене труда
Правила Администрации (AOSHA) и National Electric
Код (NEC) квалифицированным электриком. Несоблюдение этого может
привести к пожару, замыканию на землю или отказу оборудования. Следующее
правила не являются полным списком, но являются особенно важными рекомендациями, которые
следует придерживаться:
- рама или корпус сварочного аппарата должны быть должным образом заземлены.
- А предохранительный разъединитель или контроллер должны быть рядом с машиной (см. рис. 1).
- сварщик или сварщики должны быть защищены
плавкий предохранитель или автоматический выключатель на независимой цепи.
ВЕНТИЛЯЦИЯ
сварочный аппарат должен находиться в помещении с достаточной вентиляцией.
Как правило, при сварке металлов не учитывают
опасная, система вентиляции, которая будет перемещать как минимум
2000 кубических футов воздуха в минуту (CFM) на одного сварщика является удовлетворительным.
Однако многие материалы считаются очень опасными и должны
производить сварку только в хорошо проветриваемых помещениях, чтобы предотвратить
накопление токсичных материалов или для устранения возможного кислорода
недостаток не только для оператора, но и для других в непосредственной близости
окрестности. Такая вентиляция должна обеспечиваться вытяжкой.
система расположена как можно ближе к рабочему месту (см. рис.
2). При сварке или резке металлов с опасными покрытиями, такими как
в качестве оцинкованного металла оператор должен использовать тип с подачей воздуха
респиратор или респиратор, специально предназначенный для фильтрации
специфический металлический дым. Материалы, отнесенные к особо опасным
категория — флюсы для сварочных прутков, покрытия или другие материалы.
содержащие соединения фтора, цинка, свинца, бериллия, адмия,
и ртуть. Некоторые чистящие и обезжиривающие составы, а также
поскольку металлы, которыми они были очищены, также опасны. Всегда
соблюдайте меры предосторожности производителя перед сваркой или резкой
при наличии этих материалов.
ПРОТИВОПОЖАРНАЯ
дуговая сварка способна создавать температуры, превышающие
10 000 градусов по Фаренгейту, поэтому важно, чтобы рабочее место
сделать пожаробезопасным. Этого можно добиться, используя металлические листы.
или огнеупорные шторы в качестве противопожарных барьеров. Пол должен
быть бетоном или другим огнеупорным материалом. Трещины в
пол должен быть заполнен, чтобы предотвратить искры и горячий металл от
вход. Когда работа не может быть перемещена в пожаробезопасную зону, тогда
область должна быть сделана безопасной путем удаления или защиты горючих материалов
от источников возгорания. В определенных сварочных ситуациях это может
необходимо попросить кого-нибудь следить за пожарами, которые могут
незамеченными, пока сварщик не закончит работу.
Подходит
средства пожаротушения, такие как ведра с песком или
сухой химический огнетушитель типа АВС должен быть легко
доступный. Огнетушитель должен быть достаточно большим для
ситуация с размером 10 #, подходящим для большинства ферм и школ
магазины.
СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ
Очень важно, чтобы оператор и помощники были должным образом одеты.
и защищены от жары, ультрафиолетовых лучей и искр,
производится дуговой сваркой (см. рис. 3). Для защиты тела
пара огнезащитных комбинезонов с длинными рукавами без манжет
хороший выбор. Всегда избегайте одежды с прорехами, зацепками, прорехами,
или изношенные места, так как они легко воспламеняются от искр. Рукава
и воротники должны быть застегнуты. Руки должны быть защищены
в кожаных перчатках. Пара высоких кожаных ботинок,
желательно защитную обувь, это хорошая защита для ног. Если
надеты низкие туфли, лодыжки должны быть защищены огнестойкими
леггинсы. Глаза должны быть защищены прозрачными очками, если
человек носит очки по рецепту или защитные очки, если нет. Сварочный шлем или защитный щиток с фильтрующей пластиной и крышкой
пластина обязательна для защиты глаз от вредных лучей
дуги. Фильтрующая пластина должна иметь оттенок не ниже #10 для
общая сварка до 200 ампер. Однако некоторые операции
такие как угольно-дуговая сварка и сварочные операции с более высоким током
требуют более темных оттенков. Никогда не используйте шлем, если фильтрующая пластина
или защитная линза треснула или сломалась. Огнеупорная тюбетейка
для защиты волос и головы, а также для защиты слуха в
рекомендуется шумные ситуации.
Пластик
одноразовые зажигалки очень опасны при жаре
и пламя. Очень важно, чтобы они не попали в
карманы во время сварки. Всегда обеспечивайте защиту окружающих
или других рабочих путем сварки внутри должным образом экранированной зоны,
если возможно. Если невозможно работать внутри экранированной зоны,
защиту окружающих должен обеспечивать переносной экран
или щитом, или тем, что на них надеты защитные очки.
БЕЗОПАСНАЯ ЭКСПЛУАТАЦИЯ СВАРЩИКА
Он Важно, чтобы каждый, кто работает с дуговой сваркой, был проинструктирован по безопасному использованию квалифицированным учителем или сварщиком.
Потому что из-за их потенциально взрывоопасной природы, мы настоятельно рекомендуем запрещается производить сварку, резку или горячую обработку использованных бочки, бочки, цистерны или другие емкости ни при каких обстоятельствах.
Если возможно,
свариваемые изделия должны располагаться на поверхности из огнеупорного кирпича
на удобной высоте. Сварка никогда не должна выполняться напрямую
на бетонном полу. Тепло от дуги может привести к тому, что пар
скопления на полу, которые могут привести к взрыву.
кабели сварочного аппарата должны располагаться так, чтобы искры и расплавленный
металл на них не упадет. Их также следует держать свободными.
смазки и масла и расположены там, где они не будут перемещаться
над.
Электрический сварщики могут умереть от удара током. Если операция сварки должно быть сделано на стали или другом проводящем материале изоляционном мат должен использоваться под оператором. Если зона сварки мокрый или влажный или оператор сильно потеет, то он/она под сварочные перчатки следует надевать резиновые перчатки.
Это
легче и безопаснее установить дугу на чистой поверхности, чем
грязный или ржавый. Поэтому металл всегда должен быть тщательно
очищают проволочной щеткой или другим способом перед сваркой.
При измельчении шлака или зачистке готового борта проволочной щеткой
оператор всегда должен быть уверен, что защищает свои глаза и тело
от летящих шлаков и стружки. Неиспользованные электроды и электрод
заглушки нельзя оставлять на полу, так как они создают скольжение
опасность. С горячим металлом следует обращаться с помощью металлических щипцов или плоскогубцев. При закалке горячего металла в воде следует соблюдать осторожность.
для предотвращения болезненных ожогов от выходящего пара. Любой металл
оставленный остывать, должен быть тщательно помечен мыльным камнем «ГОРЯЧИЙ».
Когда сварка закончена на день или приостановлена на какой-либо
время, на которое электроды должны быть удалены из держателя. Держатель должен быть размещен так, чтобы исключить возможность случайного контакта.
произойти, и сварщик должен быть отключен от питания
источник.
- Всегда работайте в открытом хорошо проветриваемом помещении или проветривайте двигатель выхлоп прямо на улицу.
- Никогда заправляйте двигатель во время работы или при наличии открытого пламя.
- Протирка немедленно вылить пролитое топливо и дождаться рассеивания паров перед запуском двигателя. *Никогда не сбрасывайте давление в радиаторе крышка от двигателей с жидкостным охлаждением, пока они горячие, чтобы предотвратить обварить себя.
- Стоп
двигатель перед выполнением любого обслуживания или неисправности
стрельба. Система зажигания должна быть отключена, чтобы предотвратить
случайный запуск двигателя.
- Хранить все охранники и щиты на месте.
- Хранить руки, волосы и одежду вдали от движущихся частей.
СКОРАЯ ПОМОЩЬ
место сварки всегда должно быть оборудовано противопожарным покрывалом и хорошо укомплектованная аптечка. Желательно, чтобы один человек пройти обучение по оказанию первой помощи при легких травмах, которые могут происходить. Все травмы, какими бы незначительными они ни казались, могут стать более серьезными, если их не лечит должным образом обученный медицинский персонал.
- Быть
Убедитесь, что сварочный аппарат правильно установлен и заземлен.
- Никогда сварка без надлежащей вентиляции.
- Взять надлежащие меры предосторожности для предотвращения пожаров.
- Защита все ваше тело с огнезащитной одеждой, обувью и перчатки.
- Износ защита глаз в любое время.
- Сварка только в пожаробезопасной зоне.
- Никогда выполнять любые сварочные, режущие или огневые работы на бывших в употреблении барабанах, бочках, резервуары или другие емкости.
- Знак металл «ГОРЯЧИЙ» с мыльным камнем.
- Сохранить под рукой хорошо укомплектованная аптечка.
Номер публикации: 8818
Этот документ
находится отдельно от
серия из Cooperative Extension, Университет
Аризона, Тусон, AZ 85719.