
Можно ли варить алюминий в углекислоте
Не так давно я заинтересовался сваркой алюминия, как же все таки его можно сварить надёжно и качественно. Почитал литературы и решил описать все как есть чтоб вам было проще в будущем.
Первая мысль которая пришла мне в голову это: можно ли произвести сварку обычным полуавтоматом с применением углекислоты, так как в наличии имеется полуавтомат с углекислотой.
Варил я этим аппаратом только как правило обычную сталь, профильные трубы и прочие мелочи, а вот сталкиваться с цветными металлами не приходилось. И так начал я выяснять варят все же или нет с применением углекислого газа алюминий, как еще привыкли говорить углекислотная сварка.
Ответ могу дать прямо сейчас, но все же не буду торопить события и расскажу так как есть, по порядку. При сварке алюминия проблема всегда заключается в том что она покрыта невидимым слоем защиты Температура плавления этой самой невидимой оксидной пленки составляет 2055 градусов по Цельсию, а температура самого алюминия составляет 660 градусов.
Температура плавления этой самой невидимой оксидной пленки составляет 2055 градусов по Цельсию, а температура самого алюминия составляет 660 градусов.
Слово оксидная образовалось от слова окисление или оксид . Например ржавчина на металле образуется в процессе окисления, а у алюминия образуется не ржавчина, а просто невидимая пленка.
Оксидная пленка образуется сразу как только будет контакт с кислородом, а в углекислоте есть кислород так что сварить не получится. Пленка эта будет мешать постоянно. Еще нужно учесть то что алюминий такой материал который при воздействии температурой из твердого состояния сразу переходит в жидкий. Даже если купить проволоку алюминевую для полуавтомата все равно углекислотой варить не получится. Углекислый газ состоит из одной части углерода и двух частей кислорода, отсюда и формула которую пишут на баллонах co2. c — это углерод , o — это кислород. 2 — говорит о том что кислорода две части.
Еще углекислота, диоксид углерода, двуокись углерода, это все одно и тоже.
А как вы понимаете при контакте с кислородом алюминий моментально пытаясь защититься образует оксидную невидимую пленку. Из за того что алюминий реагирует с этим газом его называют активным отсюда и название маг(mag) . Слышали говорят «маг миг»(mag/mig) сварка?! Так вот «маг» с английского переводится как » метал актив газ » проще говоря сварка металла в активном газе. А «миг»: металл инерт газ — сварка металлов в инертном газе. Инертный газ не реагируют с алюминием и не содержит кислорода тем самым защищает сварочную ванну.
И тут назревает вопрос, а что если баллон с углекислотой заменить на аргоновый и купить проволоку алюминевую. Да об этом можно почитать на данном форуме по ссылке: http://www.chipmaker.ru/topic/46424/
Сварка алюминия полуавтоматом в среде углекислого газа
Сегодня для сварки металлов применяют различные сварочные аппараты. При их выборе учитывают свойства и поведение металлов во время выполнения сварочных работ. Особый подход требует алюминий и его сплавы. Как и стальные сплавы, этот металл широко используется во многих сферах, поэтому вопрос соединения алюминиевых конструкций и отдельных изделий из него совсем не праздный. Чаще других для этих целей применяется сварка алюминия полуавтоматом.
Особый подход требует алюминий и его сплавы. Как и стальные сплавы, этот металл широко используется во многих сферах, поэтому вопрос соединения алюминиевых конструкций и отдельных изделий из него совсем не праздный. Чаще других для этих целей применяется сварка алюминия полуавтоматом.
Особые свойства алюминия
Широкое использование алюминия объясняется его небольшим удельным весом, достаточно стабильной прочностью и коррозионной устойчивостью. Но его поведение при тепловой обработке создает сложности при соединении алюминиевых конструкций и деталей с помощью сварки. Это объясняется спецификой физико-химических свойств алюминия:
- он не изменяет свой цвет при сильном нагревании, поэтому трудно понять по цвету о степени прогрева металла;
- имеет широкий температурный диапазон плавления в отличие от стальных сплавов и начинает плавиться при низком температурном пороге, теряя при этом свою прочность;
- не проявляет склонности к намагничиванию;
- обладает высокой теплопроводностью (в среднем в 5 раз больше, чем стальные сплавы), поэтому при нагреве зоны соединения тепло интенсивно распространяется по всей свариваемой детали.
 Чтобы его не терять, перед проведением сварочных работ, особенно больших алюминиевых изделий, предварительно проводят их нагрев;
Чтобы его не терять, перед проведением сварочных работ, особенно больших алюминиевых изделий, предварительно проводят их нагрев;
Из-за активного взаимодействия алюминия с кислородом воздуха на его поверхности образуется окисная пленка. При достижении определенной толщины она затем начинает служить защитой алюминия от дальнейшего окисления. В то же время, окисная пленка создает сложности при сварке, т. к. плавится при температуре 2050-2200 о С, в отличие от самого металла, имеющего точку плавления в районе 660 о С.
Задачи сварщика при работе с алюминием
Учитывая особенности поведения алюминиевых сплавов при сварке, вы должны решить в процессе работы основные задачи: избавиться от оксидной пленки, обеспечить стабильную дугу во время сварки и своевременную подачу сварной проволоки, чтобы сварочный процесс алюминия был непрерывным, в противном случае его придется начать заново.
- избавиться от окисной пленки в месте шва: пробить ее электрическим импульсом или провести механическую очистку поверхности с помощью металлической щетки или путем химического травления.
 Для пробивания пленки используют специальный импульсный режим работы оборудования;
Для пробивания пленки используют специальный импульсный режим работы оборудования; - при выборе режима сварки не допустить прожогов металла из-за повышенной теплопроводности и низкого порога плавления алюминия, приводящего к быстрой потере прочности при нагревании. Для этого он должен обеспечить нужную температуру процесса и дугу от 12 до 15 мм длиной, выбрать правильные электроды и размер присадочной проволоки, подходящий для толщины соединяемых алюминиевых деталей и сопла горелки;
- учитывать склонность алюминия к значительной линейной усадке (почти вдвое больше, чем у сталей) при быстром остывании после нагрева, т. к. это ведет к созданию внутреннего напряжения с образованием деформационных трещин или кратеров в области шва. Для предотвращения этого начинать сварочный процесс нужно при большом сварочном токе, чтобы пробить оксидную пленку, а заканчивать — постепенно снижая его к концу процесса, это смягчит резкую смену температуры и не даст образоваться кратеру.
Технологические особенности сварки
Полуавтоматическая сварка алюминия должна выполняться под защитой инертного газа. В основном для этого используют аргон. Иногда к нему добавляется гелий.
В основном для этого используют аргон. Иногда к нему добавляется гелий.
Разбавление аргона углекислым газом при сварке алюминия, как это делают при соединении стальных конструкций аргонодуговым способом, недопустимо.
Допускается выполнение сварного шва полуавтоматом без применения нейтрального газа при условии использования порошковой расходной проволоки. При нагреве она начинает распылять железосодержащий порошок, который образует облако и служит диэлектриком, выполняющим защитную роль также, как инертный газ.
Использование порошковой проволоки в качестве защитного флюса при сварке алюминия стоит применять только в исключительных случаях, т. к. при таком методе сварной шов не будет отличаться высоким качеством.
Задачи, которые стоят перед сварщиком при работе с алюминием, успешно можно решить с помощью сварочного полуавтомата с использованием TIG и MIG технологий.
При TIG технологии используются неплавящиеся электроды на основе вольфрама и присадочная проволока, автоматически заполняющая стык между деталями. При использовании этой технологии необходимо наличие в полуавтоматическом устройстве режима переменного тока, а также высокочастотного розжига дуги.
При использовании этой технологии необходимо наличие в полуавтоматическом устройстве режима переменного тока, а также высокочастотного розжига дуги.
В этом случае окисная пленка пробивается путем «катодного» распыления ее поверхности в моменты тока с обратной полярностью.
При MIG методе в качестве присадки используют сами электроды, т. к. они являются плавящимися. Такой электрод равномерно подается в сварную зону с помощью устройства автоматической подачи проволоки.
Сварка алюминиевых сплавов полуавтоматическим аппаратом MIG способом проводится с использованием постоянного тока, имеющего обратный характер полярности. Рассмотрим его подробно.
Сварка постоянным током обратной полярности
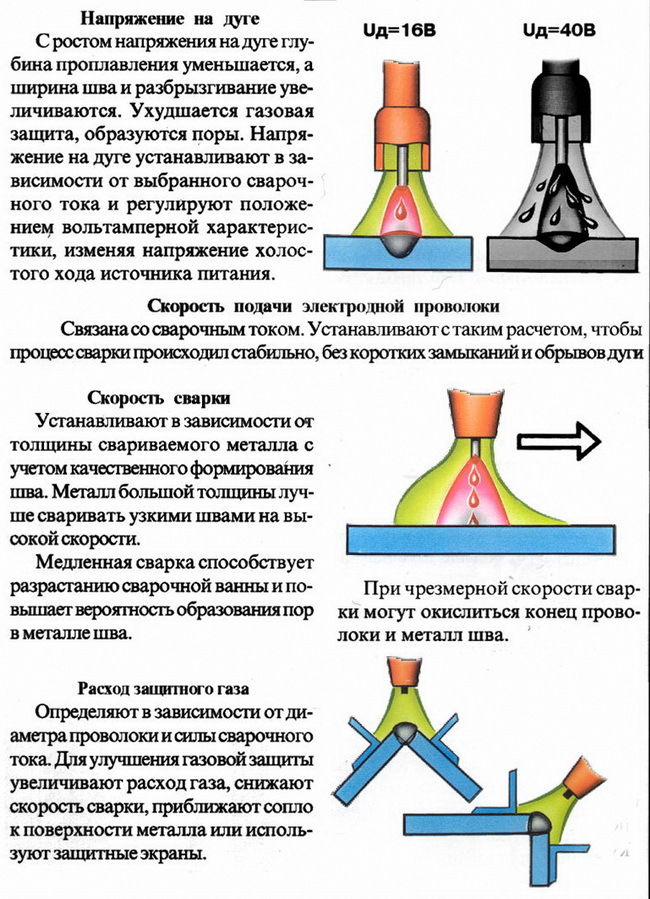
Процесс выполнения такой сварки изображен на рисунке:
При ее проведении сварочная дуга окружена парами металлического расплава электродной проволоки. Капли жидкого алюминия при постоянной подаче проволоки в виде ионов притягиваются «катодной» поверхностью сварной ванны. При этом происходит их нейтрализация с образованием дополнительного тепла.
При этом происходит их нейтрализация с образованием дополнительного тепла.
В результате такого процесса поверхностная оксидная пленка разрушается. Если окисный слой значительный, то перед проведением сварки его нужно удалить с помощью механической чистки или травлением.
Плавящийся электродный металл заполняет каплями область между стыками деталей, образуя при застывании прочный шов.
Как использовать полуавтомат при сварке алюминия
Любой аппарат, работающий в полуавтоматическом режиме, должен обеспечить стабильную подачу присадочной проволоки, достаточный импульс для разрушения окисного слоя и дальнейшего поддержания дуги или работу с использованием переменного тока. Для этого нужно выполнять следующие правила:
- Подача мягкой алюминиевой проволоки осуществляется специальным прижимным механизмом, который вращается с помощью четырех роликов, имеющих U–форму поверхностной канавки. Для обеспечения стабильной подачи проволоки необходимо отрегулировать давление на прижимной вращающийся механизм.
 Это поможет избежать зажимания проволочного алюминия во время проведения сварки.
Это поможет избежать зажимания проволочного алюминия во время проведения сварки. - Расплавление присадочной проволоки происходит способом струйного переноса. Такой режим может быть обеспечен применением переменного тока в 270 ампер или импульсного тока в 100 ампер. Поэтому сварочный аппарат должен иметь возможность настроек таких режимов с помощью блока генерации, т. е. представлять инверторный тип аппарата.
- Аппарат при сварке алюминия должен работать в режиме обратной полярности сварного тока, когда «–» подается на клемму, закрепленную на детали, а электрод подсоединяется к «+». Это обеспечивает создание наивысшей температуры в сварной области.
- Т. к. алюминиевые сплавы при нагревании расширяются больше, чем стальные, то при их сварке для полуавтоматической подачи проволоки в горелках должны использоваться контактные наконечники с диаметром отверстия заведомо с припуском на величину расширения, при этом должен соблюдаться хороший контакт для поддержания электрической искры.

- Для меньшего контактного трения при прохождении проволоки внутри горелки нужно использовать специальный кабельный канал, рассчитанный на алюминий. Обычно он изготавливается из тефлонового материала или на основе графита.
- Важным для успешного выполнения сварного шва является подбор подходящего диаметра сварной проволоки из алюминия. Т. к. этот металл является мягким, то использование тонкой проволоки до 8 мм в диаметре затруднительно ввиду сложности ее прохождения через горелку (она может запутываться с образованием петель и изгибов). Выходом является использование горелок с небольшим размером длины или применения дополнительного приспособления подачи проволоки внутри корпуса горелки.
При использовании толстой проволоки (от 1,2 до 1,6 мм в диаметре) нужно применять высокий сварной ток.
Плюсы и минусы сварки алюминия полуавтоматом
Любой полуавтомат для выполнения сварки имеет в своем устройстве источник получения сварочной дуги, горелки с защитным рукавом для проволоки, кабеля с зажимом на конце для подключения к детали, двигателя и редуктора.
Плюсы полуавтомата:
- Такое устройство аппарата позволяет использовать его в широком диапазоне с разными настройками, помогающими выбрать нужный режим проведения сварочного процесса.
- Контроль дуги можно проводить при любом положении горелки.
- Можно проводить сварку деталей любого размера. При необходимости соединения конструкций больших размеров проводить работу можно без использования защитного аргона.
- Аппарат обеспечивает высокую точность сварного шва.
- Обеспечивается экономный расход расходных материалов и электроэнергии с большой эффективностью.
- Аппараты полуавтоматического типа могут иметь небольшой вес и размеры, а также мобильность, позволяющую устанавливать их в нужном месте.
- Имеют высокий КПД, достигающий 95%.
- Основным недостатком полуавтомата инверторного типа является его высокая стоимость по сравнению с трансформаторными устройствами.
- Такие аппараты боятся пыли, которой в производственных условиях или на стройке достаточно.
 Поэтому, в отличие от других устройств, они нуждаются в регулярной чистке с продувкой инвертора.
Поэтому, в отличие от других устройств, они нуждаются в регулярной чистке с продувкой инвертора. - Электронные схемы управления регулировкой плохо реагируют на минусовые температуры, а перепады температур могут вызвать конденсат и вывести из строя систему.
Ознакомившись с процессом сварки алюминия с помощью полуавтоматического аппарата и его тонкостями, вы можете самостоятельно приступать к работе. Соблюдение всех рекомендаций статьи и правильного проведения технологического процесса позволит добиться качественного надежного соединения изделия из алюминия.
Алюминий считают одним из самых сложно свариваемых металлов, которые применяются в современной промышленности, так как здесь может возникнуть множество проблем, которые мешают образованию ровного шва. Для увеличения качества применяются различные дополнительные средства, который нейтрализуют негативные свойства. Таким образом, сварка алюминия полуавтоматом не обходится без дополнительного оснащения, которое предназначено для защиты сварочной ванны. Для каждого случая может потребоваться свой набор средств и особые режимы оборудования.
Сварка алюминия полуавтоматом осложняется еще тем фактором, что сварочная ванна является не вязкой, как это происходит со сталями, а жидкой, как это происходит при сварке нержавейки. Из-за этого возникают сложности у мастеров, которые не встречались с такого рода материалом. Одной из главных проблем свариваемости металла является образование на его поверхности оксидной пленки, причем это делается достаточно быстро. Из-за широкой распространенности в промышленной сфере мастерам часто приходится заниматься такого рода сваркой. Благодаря этому, постоянно идет улучшение этой отрасли.
Преимущества
- Сварка алюминия полуавтоматом получается относительно дешевой, так как ее себестоимость ниже сварки аргоном и других способов;
- Полуавтомат применяется для многих процедур сваривания, так что это универсальная техника, с которой многие сварщики имеют опыт работы;
- Процесс сваривания происходит достаточно просто, благодаря автоматической подаче присадочного материала;
- Сварочная проволока, используемая для данного метода, всегда является доступной;
- Не требуется много времени, чтобы подготовить технику, а также потом убрать все после работы.

Недостатки
- Сварка алюминия полуавтоматом теряет надежность, если не используется газ, и швы получаются не самого лучшего качества;
- Использование флюса является обязательным, если нет аргона или другого защитного газа;
- Если неизвестен состав сплава, то трудно подобрать сварочную проволоку;
- Высокая скорость электрической сварки усложняет процесс формирования нормального валика шва.
Характерные сложности проведения работ
Свара алюминия полуавтоматом без аргона осложняется тем, что сварочная ванна данного металла очень подвержена влиянию внешних негативных факторов. Другой газ, или же его отсутствие, не дают должного уровня защиты, поэтому, после проведения операции может возникнуть трещина. Внутри шва появляются поры и раковины. Самой большой проблемой, которой осложняется сварка алюминия полуавтоматом, является оксидная пленка, которая плавится только при температуре выше 2 тысяч градусов, тогда как у алюминия этот показатель более чем в три раза ниже. Расплавленные капли металла просто оборачиваются в нее и не могут нормально свариться с остальной массой металла.
Расплавленные капли металла просто оборачиваются в нее и не могут нормально свариться с остальной массой металла.
Технология сварки алюминия полуавтоматом предполагает учет усадки этого металла, так как коэффициент расширения у него заметно выше у других видов материала, поэтому, может возникнуть проблемы деформации, так как в месте соединения шов будет расширяться и это приведет к искажению поверхности заготовки. Также стоит отметить повышенную жидкотекучесть металла, из-за которой осложняется проведение процедур соединения во многих положениях. Сварка алюминия полуавтоматом требует точного выставления параметров, в том числе и скорости подачи присадочного материала.
Способы сварки полуавтоматом
Одним из самых надежных способов является сварка алюминия полуавтоматом в аргоне. Данный газ представляет собой инертную среду, которая надежно обволакивает сварочную ванну и создает непроницаемый слой, который ограждает от попадания кислорода из атмосферы и других негативных факторов. Использование аргона оказывается дорогостоящим мероприятием, так что его применяют только в самых ответственных ситуациях, когда идет соединение сложных металлов.
Использование аргона оказывается дорогостоящим мероприятием, так что его применяют только в самых ответственных ситуациях, когда идет соединение сложных металлов.
Сварка алюминия полуавтоматом без газа куда более простой и дешевый способ. Здесь используется электрод или сварочная проволока, а в качестве защиты выступает флюс или обмазка электрода. Именно в данном случае может наблюдаться наибольшее количество брака, но все проводится достаточно быстро и не требует длительной подготовки, поэтому данный метод пользуется популярностью, особенно в частной сфере.
Сварка алюминия полуавтоматом в среде углекислого газа является промежуточным процессом, между двумя предыдущими крайностями. Использование другого газа дает лучший эффект сваривания, позволяет подогревать металл перед соединением и в то же время его себестоимость является не столь высокой, как в случае использования аргона. Таким образом, сварка алюминия обычным полуавтоматом имеет несколько часто используемых различных разновидностей
Подбор полуавтомата
Благодаря тому, что полуавтоматическая сварка алюминия проводится удачно только тогда, когда соблюдены все параметры, при выборе техники стоит обращать внимание на диапазон и плавность регулировки данных параметров. Чем ниже минимальный ток, который может подавать техника, тем с более тонкими присадочными материалами может работать полуавтомат. Нормальной считается работа с электродами от 1,6 мм, но если будет более низкий параметр, то это к лучшему. Массивные и мощные аппараты могут работать и с материалами выше 5 мм толщиною, но зачастую они оказываются слишком массивными.
При работе в закрытых помещения стоит обращать внимание на наличие режима автоматического отключения. Он сможет прекратить работу техники, когда она будет работать в опасном для себя режиме. Также важным моментом является принудительная вентиляция, которая обеспечит более длительное время беспрерывной работы. Режимы подачи присадочного материала являются делом индивидуального выбора, так как многие мастера обходятся и без них. Так что если заняться вопросом, какой полуавтомат лучше для сварки алюминия, то следует сначала определиться с толщиной и типов деталей.
Режимы подачи присадочного материала являются делом индивидуального выбора, так как многие мастера обходятся и без них. Так что если заняться вопросом, какой полуавтомат лучше для сварки алюминия, то следует сначала определиться с толщиной и типов деталей.
Чем больше делений на технике, тем более точно можно будет подстроить режим ее работы.»
Сварка алюминия полуавтоматом своими руками предполагает передерживание следующих режимов сваривания металла:
| Толщина детали, мм | Сила тока, А | Скорость сварки, м/час |
| 0,6 | 70 | 73 |
| 1,3 | 125 | 153 |
| 1,6 | 130 | 73 |
| 2,3 | 235 | 73 |
| 3 | 315 | 73 |
Подготовка алюминия к сварке
Перед началом соединения имеющиеся заготовки стоит тщательно подготовить, чтобы они лучше сваривались. Обработка состоит из нескольких этапов, без которых возникает риск образования трещин и неровного образования шва. Первой процедурой является зачистка. Следует очистить металл от грязи, налета, масла, жира и прочих лишних вещей. Это делается механическим путем при помощи щетки по металлу. Если толщина заготовки относительно небольшая, то можно обработать и при помощи наждачной бумаги.
Первой процедурой является зачистка. Следует очистить металл от грязи, налета, масла, жира и прочих лишних вещей. Это делается механическим путем при помощи щетки по металлу. Если толщина заготовки относительно небольшая, то можно обработать и при помощи наждачной бумаги.
На второй стадии происходит обработка растворителями. Это требуется для уничтожения налета и оксидной пленки, которые могли остаться после механической обработки. В качестве растворителя можно использовать ацетон и прочие подобные вещи. Жидкостью нужно протереть место будущего соединения. Если толщина заготовки составляет от 4 мм и выше, то во время подготовки нужно еще обработать кромки. В ином случае металл не сможет провариться на нужную глубину. Угол скоса может составлять от 30 до 45 градусов.
Инструкция
Технология сварки алюминия полуавтоматом предполагает следованию следующим шагам:
- Подготовительная процедура, которая помогает ликвидировать все налеты и прочие негативные явления, которые будут мешать свариванию;
- Выставление заданных параметров для работы техники с конкретной заготовкой;
- Нанесение флюса на место сваривания;
- Проведение самого процесса сваривания, с учетом нестабильного поведения металла, а также коэффициента его расширения, который правятся уже во время остывания;
- После окончания сварки нужно подождать, пока металл остынет и проверить качество соединения при помощи керосина или другим способом;
- Путем обработки придать шву красивый эстетический вид.

Благодаря высокой текучести металла в расплавленном состоянии все процедуры проводятся в нижнем положении.»
Техника безопасности
Во время работы нужно соблюдать меры предосторожности. Необходимо использовать сварочную маску, одежду, которая бы защитила от попадания расплавленного металла и искр и так далее. Запрещает варить на открытом воздухе во время осадков. При использовании газа нужно отодвигать баллоны на расстояние от 5 метров и больше от открытого огня. Перед каждым запуском техники нужно убедиться в ее работоспособности, чтобы во время работы не возникло непредвиденных опасных ситуаций. Это касается соединения электрических проводов и целостности газовых шлангов, которые могут стать причиной несчастного случая.
Алюминий без преувеличения является одним из наиболее часто используемых человеком металлов. Но, проводить над ним сварочные работы из-за особых химических свойств намного сложнее, чем с обыкновенной сталью, особенно если вы не являетесь специалистом сварочного дела. И все же, для этого существует весьма удобный способ, требующий меньше навыков– сварка алюминия полуавтоматом (MIG/MAG), позволяющая легко преодолеть сопротивление тончайшей оксидной пленки металла и в результате получить отличное соединение. Подробнее об этом способе вы узнаете из нашей статьи.
И все же, для этого существует весьма удобный способ, требующий меньше навыков– сварка алюминия полуавтоматом (MIG/MAG), позволяющая легко преодолеть сопротивление тончайшей оксидной пленки металла и в результате получить отличное соединение. Подробнее об этом способе вы узнаете из нашей статьи.
Содержание
Что представляет собой сварка алюминия полуавтоматом
Сварка алюминия и его сплавов полуавтоматом (MIG/MAG-сварка) производится сварочной проволокой (некоторые сварщики употребляют название – плавящийся электрод) для алюминия и сплавов в среде газа или самозащитной проволокой. При этом для защиты алюминия от окисления используется инертный газ, чаще всего аргон. Подача присадочной проволоки происходит автоматически, а перемещение горелки сварщик осуществляет вручную.
Сварка алюминия полуавтоматом без газа не рекомендуется к применению и встречается гораздо реже, так как в этом случае:
- значительно повышается пористость шва и уменьшается его прочность;
- застывший шлак плохо отделяется;
- присутствует сильное разбрызгивание металла.
Единственной серьезной причиной, благодаря которой такой способ сварки все же используется, является его очевидная дешевизна. Поэтому сварка алюминия полуавтоматом без аргона распространена среди кустарей-одиночек, экономящих на качестве сварного шва.
В отличие от стали алюминий обладает гораздо большей теплопроводностью, поэтому при работе с ним скорость подачи проволоки увеличивается, а поверхность массивных свариваемых изделий необходимо дополнительно прогревать.
Чаще всего сварку алюминия полуавтоматом используют для сварочных работ в промышленных масштабах, в том числе в авиационной и судостроительной промышленности. Тем более, что в этом случае используются:
- высококачественный инертный газ и присадочная проволока;
- труд профессиональных сварщиков;
- дорогостоящее профессиональное оборудование.
Вместе, эти три важнейших фактора обеспечивают первоклассный результат.
Чем отличается сварка алюминия полуавтоматом от аргонодугового (TIG) метода
Основных отличий всего несколько:
- Главное отличие этих двух методов заключается в типе используемого электрода.
 Для аргонодуговой сварки используются электроды из тугоплавкого вольфрама, а при MIG-сварке применяется алюминиевая проволока.
Для аргонодуговой сварки используются электроды из тугоплавкого вольфрама, а при MIG-сварке применяется алюминиевая проволока. - Кроме того, аргонодуговой метод предназначен лишь для ручной сварки.
- Аргонодуговой сваркой завариваются более ответственные участки из-за более высокой прочности соединения.
- Сварка вольфрамовым электродом (TIG) требует больше денежных затрат на расходные материалы (комплектующие).
Аргонодуговой метод является весьма распространенным на производстве и в бытовых условиях, поэтому заслуживает более подробного описания, которое вы можете изучить по ссылке.
Сварочный полуавтомат для сварки алюминия может быть оснащен стандартными функциями и с импульсным режимом. Использование последнего дает больший эффект, так как под воздействием мощного импульса происходит моментальное пробивание оксидной пленки на поверхности свариваемого изделия. Каждая капля расплавленного алюминия из проволоки в момент действия импульса высокого напряжения вдавливается в поверхность. В результате значительно повышается качество сварного шва при значительном уменьшении разбрызгивания металла.
В результате значительно повышается качество сварного шва при значительном уменьшении разбрызгивания металла.
Особенности и преимущества сварки алюминия полуавтоматом
У сварки алюминия полуавтоматом есть несомненные преимущества, а также некоторые особенности. К ним относятся:
- Высокая производительность. По сравнению с аргонодуговой сваркой скорость возрастает в три раза.
- Простота. Этот метод значительно проще, чем аргонодуговой, им легко может овладеть даже любитель. Поэтому сварка алюминия полуавтоматом своими руками представляется вполне обыденным делом.
- Важность наличия импульсного режима в полуавтомате. Так как в этом случае эффективность выполнения сварочных работ и качество шва на выходе значительно возрастают.
- Необходимость использования высококачественной сварочной проволоки (присадки). В противном случае стабильность и эффективность процесса сварки может серьезно пострадать.
- Для алюминия чаще всего выставляют подачу проволоки на 15-20% выше, чем для той же толщины черного металла (стали) и приблизительно на 30 процентов больше напряжения.
Требования к оборудованию и расходным материалам
Чтобы окончательно разобраться с вопросом, можно ли полуавтоматом варить алюминий, необходимо четко уяснить дополнительные требования к используемому оборудованию и расходным материалам:
- Ток должен иметь обязательно обратную полярность, потому что в таком случае оксидная пленка не разрушается.
- Механизм подачи проволоки должен иметь четыре ролика, так как мягкий алюминий легко сминается при возникновении сопротивления в момент подачи. Важно, чтобы ролик был U-образный, гладкий и без насечек. На картинке справа хоть и правильной формы, но с насечками- такой не подойдет.
- Диаметр проволоки должен быть меньше, чем у наконечника, так как при нагреве алюминий расширяется сильнее, чем сталь. Для сварки рекомендуем использовать проволоку – AlMg5 по ссылке или её аналоги.
- Желательно использовать чистый аргон в качестве инертного газа, так как в этом случае обеспечивается максимальное качество сварного шва
- Сварочная горелка должна иметь специальный тефлоновый рукав для того, чтобы уменьшить трение алюминиевой проволоки.
- Сварка МИГ-МАГ алюминиевых сплавов рекомендуется на толщинах более 3мм и важно использовать формирующую подкладку с канавкой.
Как правильно выбрать полуавтомат для сварки алюминия
Выше вы уже узнали, как сваривать алюминий полуавтоматом. Теперь пора определиться с тем, как сориентироваться среди многообразия моделей и приобрести наиболее подходящий вариант полуавтомата.
Выбор действительно имеется очень обширный. Все варианты можно условно разбить на такие основные группы:
Бюджетные полуавтоматы
Эти модели прекрасно подходят для использования в быту. Они отличаются компактными размерами, небольшим весом и способны работать от обычной сети напряжением в 220 Вольт.
Если вы намерены заниматься сварочными работами периодически, для собственных нужд, их возможностей будет вполне достаточно.
Примерами моделей этой группы могут служить Сварог EASY MIG 160 или Сварог PRO MIG 160. Вторая модель может работать в двух- и четырех тактовом режиме и обеспечивает форсаж дуги.
Полуавтоматы среднего класса
Обладают более выдающимися техническими характеристиками (большим током, плавностью регулирования тока и скорости подачи проволоки). Но они, как и бюджетные модели, нуждаются в некоторых корректировках – настройке горелки и замене роликов.
Среди прочих моделей можно отметить финский KEMMPI MinarcMIG EVO 200 и американский Lincoln Electric Speedtec 200C
Полуавтоматы среднего класса с импульсным режимом
Представляют собой многофункциональные устройства со множеством встроенных программ сварки. Наличие импульсного режима обеспечивает высочайшее качество сварного шва, а надежные комплектующие гарантируют длительность использования.
Прекрасными образцами моделей этой группы являются Helvi TP 220 и EWM Picomig 180 Puls.
Промышленные модели с импульсным режимом
Работают от напряжения 380 В, оснащены системой жидкостного охлаждения. Обеспечивают максимальную производительность труда во время сварки при высоком качестве шва. Просты в управлении и разработаны на основе новейших технологий.
Просты в управлении и разработаны на основе новейших технологий.
Достойными представителями этой группы являются EWM Phoenix 501 Puls и EWM Phoenix 401.
Использование полуавтоматов для сварки алюминия – это весьма продуманное и правильное решение, которое приняли многие практичные люди. В компании Тиберис эти устройства вы всегда приобретаете на выгодных условиях.
Видео сварки алюминия сварочным полуавтоматом
Видео-материал для наглядного ознакомления, который показывает процесс сварки алюминия аппаратом МИГ/МАГ. Это не учебный ролик.
Можно ли варить алюминий полуавтоматом с углекислотой
Чтобы процесс соединения деталей в единое целое не составлял труда и все получалось с первого раза, перед практическими работами нужно разобраться в теории, как производится сварка полуавтоматом в среде углекислого газа для начинающих. Рассмотрим основные аспекты и сущность данного метода.
Понятие сварки полуавтоматом в среде СО2
Принцип действия для полуавтоматической сварки в режиме углекислоты очень схож с методом газовой сварки с газом и без. То есть, варить можно двумя способами – использую защитный газ или нет. Подробнее прочесть про этот метод можно здесь.
Сущность рассматриваемого способа заключается в элементарной химии. В сварочную зону под давлением подается углекислый газ (СО2). Сварочная дуга обеспечивает высокую температуру, за счет чего происходит реакция разложения и газ распадается на кислород (О2) и угарный газ (2СО). Процесс распада происходит по формуле:
В результате этой реакции сварочная ванна защищена тремя газами – начальным углекислым газом и конечными продуктами реакции – кислородом и угарным газом
Углекислый газ имеет свойство к окислению с железом и углеродом, находящимся в металле. Чтобы защитить металл изделия от этого процесса, рекомендуется для сварочного аппарата применять проволоку с повышенным уровнем марганца и кремния. Эти компоненты химически активнее, чем железо, поэтому сначала окисляются они, тем самым принимая на себя «удар» и защищают изделие. Пока в сварочной зоне присутствуют эти два элемента, железо и углерод не будут окисляться. Отходы, то есть оксиды марганца и кремния, которые образуются при воздействии высокой температуры и окислительной реакции представляют собой легкоплавкое соединение, которое всплывает на поверхность сварочной ванны и кристаллизируется в виде шлака. Этот компонент никак не влияет на качество шва.
Эти компоненты химически активнее, чем железо, поэтому сначала окисляются они, тем самым принимая на себя «удар» и защищают изделие. Пока в сварочной зоне присутствуют эти два элемента, железо и углерод не будут окисляться. Отходы, то есть оксиды марганца и кремния, которые образуются при воздействии высокой температуры и окислительной реакции представляют собой легкоплавкое соединение, которое всплывает на поверхность сварочной ванны и кристаллизируется в виде шлака. Этот компонент никак не влияет на качество шва.
Для сварки в среде углекислого газа одного стандартного баллона на 25 кг углекислоты хватает на 15 сварочных часов. С учетом реакции из одного килограмма получается почти 500 литров готового газа. При полноценной работе затраты в среднем считаются от 10 до 50 литров в минуту. Но расход зависит от многих факторов – давления, типа сварки, типа шва, применяемого аппарата, погодных условий и так далее.
Такой метод называется сварка tig, то есть, это работы это соединение металлов с помощью электродов в среде защитного газа. Электрод может быть вольфрамовым или графитовым.
Электрод может быть вольфрамовым или графитовым.
Особенности и режимы данного вида соединений
Полуавтоматическая сварка в среде углекислого газа отлично подходит для новичков. Основной особенностью данного метода является применение обратной полярности постоянного тока. Это позволяет удерживать дугу. Если же наоборот, применить прямую полярность, то увеличивается риск потери дуги, что негативно отразится на качестве спаивания.Работая на обратной полярности, можно избежать разбрызгивания электрода. Если же нужно наплавить металл, тогда лучше применить прямую, так и КПД будет в 1,5-почти 2 раза выше.
Режимы сварки, которые выставляются в настройках аппарата, зависят от многих факторов. Рассмотрим таблицу, где подробно расписаны возможные варианты настроек, отталкиваясь от толщины металла, из которого сделаны заготовки для сваривания.
Изучая данные из таблицы, можно заметить, что напряжение дуги напрямую зависит от диаметра проволоки и от толщины металла.
Характеристика углекислотной сварки
Углекислый газ не имеет никакого вкуса и запаха, также он является бесцветным. В умеренных количествах он не составляет опасности для здоровья и жизни человека, не взрывоопасен. Его плотность 1,98кг/м3, что говорит о том, что он намного тяжелее воздуха (с плотностью 1,2 кг/м3).
В продажу он поступает в железных баллонах по 10, 20 или 40 литров в жидком состоянии и под давлением. Перед сварочным процессом необходимо установить баллон на некоторое время вертикальное положение, чтобы вся влага, которая там есть стекла. После этого газ подается в сварочную зону. Установленный редуктор с регулятором контролирует давление и подачу газа.
Важно: перед приобретением баллона важно уточнить возможность дозаправки.
Сварка в углекислом газе может производиться несколькими видами оборудования для сварки:
- Выпрямитель это такой полуавтомат для сварки, внутри которого ток преобразуется из переменного в постоянный. Они применяются для любых видов дуговой сварки полуавтоматом с применением разных электродов и для соединения различных металлов, кроме алюминия.
2. Инвертор – это источник питания для сварочной дуги. Это аппарат, который может преобразовывать электроэнергию из сети 220В в постоянный ток для создания и удержания дуги. Подробнее ознакомиться с принципом действия и преимуществами инвертора можно здесь.
Технология сварки СО2
Когда все готово и настроено для полуавтоматической сварки в газовой среде, можно приступать. Для начала необходимо подготовить металлические детали, которые подлежат спаиванию. Залог качественного шва – это предварительная подготовка. Чтобы материал идеально сплавился, нужно заготовки очистить от масла, грязи и остатков лакокрасочных изделий.
Полуавтоматическую сварку в газовой среде можно выполнять следующими методиками:
- углом вперед (справа налево) используется для тонколистового металла;
- углом назад (слева направо) обеспечивает глубокий провар, но шов при этом не будет широким.
Когда шов полностью готов, нельзя сразу отключать подачу газа, так как это чревато окислением. Сначала останавливается подача проводной проволоки, потом подача тока, а затем уже подача газа. Как раз за это время шов успевает кристаллизоваться. По завершению работы нужно сбить шлак со шва.
Преимущества и недостатки сварки в среде СО2
Сварка тиг углекислым газом широко применяется как в домашних условиях, так и в различных производственных отраслях. Это не удивительно, ведь данный вид соединений имеет ряд преимуществ:
Это не удивительно, ведь данный вид соединений имеет ряд преимуществ:
- есть возможность соединять тонколистовой металл;
- можно сваривать разные типы металлов, с разными характеристиками и температурой плавления;
- электрическая дуга отличается высокой стабильностью;
- сварная ванна находится под надежной защитой от окисления и воздействия негативных факторов внешней среды;
- шов в результате получается очень качественным;
- технология полуавтоматической сварки в среде углекислого газа считается самой безопасной, в сравнении с другими тиг методами;
Кроме преимуществ, можно и отметить несколько недостатков:
- по качеству углекислота немного уступает другим смесям;
- аппарат немного сложнее и дольше чистить, чем после гелий, аргона или азота;
- затраты на материалы постоянно возрастают.

Алюминий является одним из сложных металлов для сваривания в нынешней промышленности, поскольку в процессе сварки возникает довольно много ситуаций, которые мешают правильному формированию шва. Что бы этого не произошло, для данного процесса используют разные дополнительные материалы, которые удаляют негативные свойства. В связи с этим сваривание алюминия полуавтоматом не выйдет без дополнительных приспособлений защищающих сварную ванну. Здесь потребуется необходимые средства и режимы для сваривания, в зависимости от сложившейся ситуации.
Сварка алюминия полуавтоматом без газа
При сваривании алюминия полуавтоматом, сварная ванна появляется не вязкая, например как со сталью, она становиться жидкой, как в работе с нержавейкой. Впоследствии у многих мастеров не выходит работать с подобного рода металлом. Основной проблемой является появление пленки из оксида на поверхности металла, причем весьма быстрого ее появления. Данный процесс очень популярный в производственной сфере, где мастера часто сталкиваться с подобным занятием, благодаря чему такая отрасль улучшается.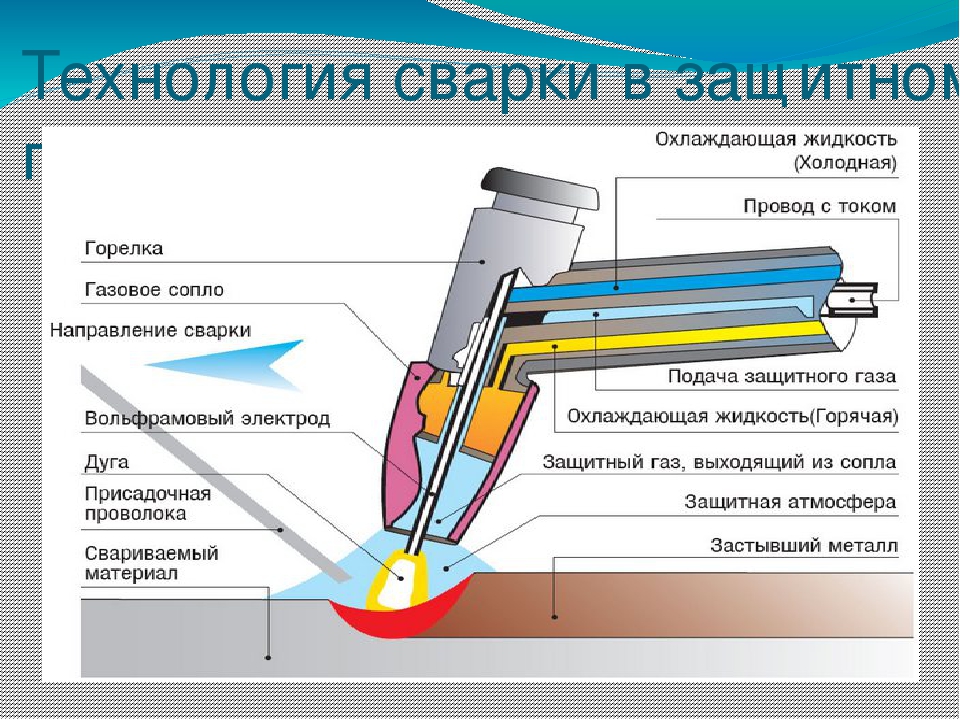
Преимущества
- Сваривание алюминия полуавтоматом выходит не таким уж дорогим, в отличие от цен на сваривание аргоном;
- Сваривание полуавтоматом используется для множества различных применений, поэтому считается универсальной техникой, является легко приобретаемой;
- Занимает минимум времени на подготовку оборудования, и на уборку в завершении процесса;
Недостатки
- Выполняя сваривание алюминия полуавтоматом без газа, формирование шва будет некачественным;
- Обязательное применение флюса, если защищающие газы отсутствуют;
- Сложный подбор сварочной проволоки, если не изучен состав металла;
- Из-за высокой скорости сплава, появляются затруднения в образовании требуемого валика шва.
Характерные сложности в проведении работ
Если сваривать алюминий полуавтоматов без применения аргона, то сварная ванна будет подвергаться различным внешним факторам. Замена или отсутствие газа повлекут за собой низкий уровень защиты, после чего могут образоваться микротрещины, поры и раковины. Главная проблема в том, что оксидная пленка плавиться при разогреве около 2 тысяч градусов, в то время как алюминий в три раза быстрее. Раскаленные капли металла заворачиваются в оксидную пленку, и сваривание с основной массой изделия нормально не выходит.
Главная проблема в том, что оксидная пленка плавиться при разогреве около 2 тысяч градусов, в то время как алюминий в три раза быстрее. Раскаленные капли металла заворачиваются в оксидную пленку, и сваривание с основной массой изделия нормально не выходит.
Технология сваривания алюминия полуавтоматом требует учет усадки данного металла, поскольку коэффициент расширения у него немного больше в отличие от остальных сплавов, и часто возникают различные деформации, из-за расширения на месте сваривания шва, что приведет к искажению на поверхности металла. Еще следует помнить, что из-за повышенной текучести металла, процесс сварки в некоторых положениях становится сложнее. Для сварки алюминия полуавтоматом нужны четкие соблюдения параметров, и скорость подачи проволоки.
Методы сваривания полуавтоматом
Одним из наилучших методов сваривания алюминия полуавтоматом осуществляется в аргоне. Этот газ является защитной средой, которая покрывает сварную ванну, создавая непреодолимый барьер, защищающий от попадания различного мусора, грязи, и атмосферного кислорода. Применение аргона является довольно дорогостоящим, поэтому его используют только в необходимых ситуациях в сваривании трудных металлов.
Применение аргона является довольно дорогостоящим, поэтому его используют только в необходимых ситуациях в сваривании трудных металлов.
Сваривание алюминия полуавтоматом без газа, метод гораздо дешевле. Тут применяют сварочную проволоку или электрод, а защитой является флюс или обмазка электрода. В этом случае наибольшее число брака, однако, процесс довольно быстрый и не требует долгой подготовки, поэтому считается более востребованным, особенно в частных сферах.
Сваривание алюминия полуавтоматом с помощью углекислого газа, считается средним процессом между двумя предыдущими. Применение такого газа делает эффект соединения лучше, поскольку есть возможность разогрева металла перед сваркой, а в плане финансов он не дорогой в отличие от аргона. В связи с этим, сваривание алюминия простым полуавтоматом, имеет более частое использование и больше видов.
Выбор полуавтомата
При полуавтоматическом сваривании алюминия требуется четко настраивать параметры на оборудовании, поэтому при выборе техники следует обратить внимание на чувствительность регулировки. При работе на полуавтомате возможность выбора тонких присадочных материалов, зависит от того, насколько низко выставляется ток. Стандартной работой электродом начинается от 1.6мм, но если существует более низкий параметр, то будет проще. Большое и мощное оборудование может работать с металлами более 5мм толщиной, но часто оно оказывается чересчур большим.
При работе на полуавтомате возможность выбора тонких присадочных материалов, зависит от того, насколько низко выставляется ток. Стандартной работой электродом начинается от 1.6мм, но если существует более низкий параметр, то будет проще. Большое и мощное оборудование может работать с металлами более 5мм толщиной, но часто оно оказывается чересчур большим.
Когда работы проводятся в закрытых помещениях, следует обращать внимание, имеется ли режим автоматического отключения. Тем самым будет возможность прекращения работы, когда аппарат начнет действовать в опасном для себя режиме. Тут вентиляция сыграет важную роль в обеспечении длительной непрерывной работы. Для подачи проволоки требуется выставлять режим удобный для вас. Перед тем как делать выбор полуавтомата для сваривания алюминия, сначала стоит разобраться с толщиной металла и типом деталей.
Подготовка алюминия к сварке
Обработка заготовки для сваривания имеет несколько этапов, благодаря которым шов сформируется ровнее, и будет отсутствовать появление микротрещин в нем. Вначале требуется, почистить заготовку от различной грязи, жировых пленок и прочих вещей. Осуществляется щеткой по металлу или наждачной бумагой, в зависимости от толщины металла.
После, обработать все растворителем, который удалит налет и оксидную пленку. Для этого потребуется протереть ацетоном или другими химическими веществами место для предстоящего соединения. Когда толщина металла составляет от 4мм и больше, требуется скосить кромки, угол скоса которых от 30 до 45 градусов. В противном случае не будет необходимого провара на требуемую глубину.
Инструкция
Технология сваривания алюминия состоит из нескольких шагов:
- Подготовительные процедуры, благодаря которым жировой пленки и прочих негативных образований не будет;
- Четко поставленные параметры для оборудования, в соответствии с металлом;
- Нанесение флюса на место сваривания;
- Сварка с учетом поведения металла, а еще коэффициент его расширения, которые исправляются только в период охлаждения заготовки;
- В конце сваривания дать остыть металлу, затем совершить проверку сваривания при помощи керосина или других методов;
- Обработать шов до красивого эстетического вида.

Меры осторожности
Во время процесса следует соблюдать технику безопасности. Для личной защиты нужна спецодежда и маска для сваривания, которые обеспечат защитой от раскаленного металла.Баллон следуют поставить на необходимое расстояние от сварочных работ, не менее 5 метров. Перед началом процесса требуется убедиться в исправности оборудования, в основном проверить целостность шлангов. И не стоит забывать об элементарной электробезопасности.
При ответственном ремонте алюминиевых деталей, монтаже каркасов из профиля электродами не сделать надежных соединений. При сварке алюминия полуавтоматом швы получаются качественные. Можно варить легкий металл электродуговой сваркой в среде аргона или углекислого газа с использованием специальных тугоплавких электродов и присадочной проволоки, но сварка полуавтоматом – наиболее эффективный и надежный метод обработки алюминиевых сплавов.
Если проводят сварку алюминия полуавтоматом без газа, применяют защитные флюсы или используют специальную многокомпонентную порошковую проволоку, которая при нагревании создает газовое облако, препятствующее окислению.
Особенности сварки алюминия полуавтоматом
Легкий металл относится к плохо свариваемым из-за оксида, образующегося на поверхности под воздействием воздуха. С деталей необходимо предварительно счищать оксидную пленку, она, в зависимости от сплава, прогорает при +2050 – +2200°С, а температура плавления алюминия всего +660°С.
У алюминиевых сплавов высокая теплопроводность: детали быстро прогреваются при нагреве и сразу остывают, как только исчезает источник тепла. При термообработке в алюминиевых заготовках возникают внутренние напряжения, из-за них на шве появляются трещины.
Решая, как заварить алюминий полуавтоматом, необходимо предусмотреть предварительный прогрев заготовок газовой горелкой до +150 – +190°С. Специалисты используют подкладки, отводящие тепло, они не дают алюминию сильно прогреваться и быстро остывать. Важно придерживаться режима сварки, чтобы не прожечь тонкие детали.
Какой полуавтомат подойдет для сварки алюминия
Производители предлагают бытовое и сварочное оборудование в большом ассортименте. Есть компактные модели, генерирующие ток различных параметров.
Есть компактные модели, генерирующие ток различных параметров.
Функционал
При выборе сварочного полуавтомата для сварки алюминия в частную мастерскую, автосервис, лучше выбирать устройства с функцией TIG, вырабатывающие импульсный ток высокой частоты. Они оснащены режимом «PULSE». Работа на них снижает риск прожогов, поддерживается стабильная короткая дуга. С инверторами TIG без импульсного блока работа идет в три раза медленнее, но качество соединения тоже будет высоким.
Простенькие инверторы с функциями MIG/MAG применяют для бытовых целей, к ним можно подключать аргон и углекислый газ. С такими инверторами сложно сделать качественное соединение, они рассчитаны на невысокие токи. За дополнительные функции платить не стоит. Чем сложнее будет оборудование, тем больше риск поломки.
Мощность
Толстый алюминий варят на высоких токах, поэтому для профессиональной работы лучше выбирать трехфазный сварочный аппарат на 380 В. Бытовые подключаются к стандартной сети 220 В, удобны полуавтоматы с двумя входами.
Технические характеристики
Длина шланга для подачи присадочной проволоки не должна превышать 3 метра, мягкая присадка в длинном шланге будет перегибаться, металл легко поддается деформации. Силу трения минимизирует тефлон, обычный канал меняют на тефлоновый. Для сварки алюминия лучше выбирать полуавтоматы с 4-х роликовым механизмом подачи проволоки, канавки должны быть U-образными. Такой блок полуавтомата не будет заминать проволоку во время подачи. Двухроликовые устройства не такие надежные. Диаметр наконечника должен превышать размер проволоки, нужно учитывать коэффициент расширения металла, увеличение толщины присадки в рабочей зоне.
Настройка сварочного полуавтомата
Для работы полуавтомата по алюминию не существует универсальных настроек. Сварщики ориентируются на толщину заготовки. В быту чаще варят 2-мм алюминий, для этого выставляют рабочее напряжение 15 В, ток в зависимости от состава легирующих добавок, регулируют в диапазоне от 100 до 150 ампер. Скорость подачи проволоки регулируют, исходя из личного опыта сварки. Это усредненные настройки, они корректируются по ходу работы. MIG сварка алюминия проводится с обратной полярностью: на заготовку выводят минусовую клемму, на подающий мундштук – плюсовую.
Скорость подачи проволоки регулируют, исходя из личного опыта сварки. Это усредненные настройки, они корректируются по ходу работы. MIG сварка алюминия проводится с обратной полярностью: на заготовку выводят минусовую клемму, на подающий мундштук – плюсовую.
Что еще нужно для сварки алюминия полуавтоматом
Для TIG сварки используют вольфрамовый неплавящийся электрод. В качестве защитного газа используют баллоны с углекислотой или инертный защитный газ (аргон или смесь аргона и гелия). При выборе присадочного материала учитывают марку свариваемого сплава. Проволока должна соответствовать размеру заготовки. Для толстостенных деталей используют присадку диаметром от 1,2 до 1,6 мм, для тонких – от 0,8 до 1,2 мм.
Технология сварки
В домашних условиях заготовки варят бытовым полуавтоматом постоянным током обратной полярности. Своими руками можно сделать вполне приличный шов, если соблюдать технологию:
- Сначала нужно подготовить оборудование.
 Подбирают наконечник под полуавтомат для сварки алюминия. Он должен быть на несколько мм больше размера проволоки.
Подбирают наконечник под полуавтомат для сварки алюминия. Он должен быть на несколько мм больше размера проволоки. - Детали в рабочей зоне зачищают до блеска, используя шлифовальную машинку или металлическую щетку.
- Выбирают режим работы с учетом толщины заготовки, сплава. Можно использовать настроечные таблицы, оговоренные ГОСТ.
- Подачу защитного газа включают за несколько секунд до розжига дуги, чтобы образовалось защитное облако газа.
- Разжигают дугу, поддерживая расстояние между ванной расплава и насадкой не более 15 мм, минимальный зазор – 1 см.
- Скорость подачи присадки регулируют постепенно, сразу на максимум не устанавливают, следят, чтобы металл хорошо проваривался.
- Дугу ведут ровно, формируя равномерный наплавочный валик.
- В конце работы дугу сначала плавно отводят в сторону, только после этого отключают ток. Подачу защитного газа не прекращают в течение 10-20 секунд, пока остывает рабочая зона. Она предохраняет расплавленный металл от воздействия кислорода.

Полезные советы
Чтобы качественно заварить металл полуавтоматом, стоит прислушаться к профессионалам:
- Для очистки алюминия нежелательно использовать металлические щетки, которыми чистили другие металлы, лучше вязать новую, без посторонних включений. Лучше использовать химическую обработку металла кислотой с последующей промывкой.
- При сварке алюминия полуавтоматом в аргоне на четырехтактном импульсном токе металл прогревается быстрее, в зоне расплава создается высокая температура. Снижается вероятность попадания остаточного слоя оксида в шов.
- Снизить внутренние линейные напряжения можно, убавляя ток к финальному этапу сварки. Начинают работу, наоборот, на максимальном режиме, чтобы пробить оксидированный слой.
- Работая полуавтоматом в среде углекислого газа, резких движений не делают, насадка должна расплавляться равномерно.
- Когда используют защитную атмосферу, рабочую зону ограждают от сквозняков, чтобы порывы ветра не сносили в сторону газовое облако.

- При работе необходимо соблюдать технику безопасности, использовать спецодежду, индивидуальные средства защиты, в том числе для органов дыхания, некоторые легирующие добавки оказывают на организм токсическое действие.
Полуавтоматическая сварка алюминия в домашних условиях требует определенных навыков. Новички могут сварить металл некачественно, тогда его будет корежить, шов растрескается. Перед тем, как браться за ответственные соединения, нужно «набить руку», научиться выдерживать оптимальное расстояние, выработать скоростной режим.
Сварка алюминия полуавтоматом — особенности технологии
Залогом высокого качества сварки алюминиевых сплавов методами MIG и TIG являются:
- правильный выбор сварочного оборудования;
- подготовка свариваемых поверхностей;
- соответствующие навыки сварщика;
- визуальный контроль сварных соединений.
Даже сварщики с богатым опытом сварки стали, не всегда готовы качественно сварить алюминий. Сложности заключаются в его высокой теплопроводности, и при перегреве детали происходит прожог. Другие особенности этого “крылатого” металла также оказывают трудности при сварочном процессе.
Сложности заключаются в его высокой теплопроводности, и при перегреве детали происходит прожог. Другие особенности этого “крылатого” металла также оказывают трудности при сварочном процессе.
Полуавтоматическая сварка алюминия имеет свои особенности по выбору и настройке оборудования, а также режимам и методам сварки. Возможно, правильная подготовка оборудования и свариваемого металла займет у вас больше времени, нежели сам процесс сварки . Но обо всем по порядку.
Подготовка свариваемых поверхностей
Чистка алюминия перед сваркой является залогом успешного соединения деталей. Для того, чтобы удалить окислы алюминия, можно пользоваться щетками из нержавеющей стали или растворителями и реактивами для травления.
Правила очистки металла:
- Не пользоваться щеткой, которая использовалась для очистки каких-либо сталей, например нержавеющей или углеродистой.
- Не следует сильно надавливать на щетку — при сильном надавливании окислы проникают в заготовку.

- Очистка металлической щеткой из нержавеющей стали осуществляется только в одном направлении;
- При использовании травящих жидкостей следует позаботиться об их удалении с поверхности заготовки перед сваркой с помощью ацетона или растворителя.
Зачистка алюминия перед сваркой
Предварительный подогрев
Предварительный прогрев алюминиевых заготовок позволяет избежать растрескивания сварного шва, при этом :
- температура не должна превышать 110°C, контроль-датчиками температуры;
- прихваточные швы по краям свариваемой зоны облегчают предварительный подогрев;
- разные по толщине свариваемые детали нуждаются в прогреве.
Следующим этапом будет определение необходимых материалов и оборудования
Выбор и настройка оборудования
Сварочный полуавтомат для алюминия
Сварка алюминия стандартными MIG- аппаратами носит условный характер, т.е. сварить с ним можно, но ожидать хорошего результата не стоит.
Оптимальным решением в выборе является полуавтомат для сварки алюминия с импульсным режимом. Импульсы пробивают оксидную пленку, уменьшают перегрев алюминия и снижают вероятность прожога.
Импульсная сварка алюминия на постоянном токе
Синергетические импульсно-дуговые аппараты, снабженные специальной программой, еще больше облегчают задачу. Сварщику необходимо определиться с выбором свариваемых сплавов и подобрать соответствующую программу. Далее выставить значение силы тока кнопочным регулятором. Подбор остальным параметров осуществляется микроконтроллером автоматически.
Хочется отметить, что данные полуавтоматы не дешевое удовольствие и оправданы в профессиональном применении. В домашних условиях вполне можно обойтись оборудованием без навороченных программ, однако и качество сварочного шва будет несопоставимым.
При покупке универсального сварочного полуавтомата в ценовом диапазоне до 40 т.р., рассчитанного на сварку цветных металлов, в т.ч. алюминия, можно присмотреться к следующим моделям:
- Сварог REAL MIG 200 (N24002)
- Сварог PRO MIG 160 SYNERGY (N227)
- Сварог PRO MIG 200 SYNERGY (N229)
- Grovers MULTIMIG 200 SYN
- Aurora PRO OVERMAN 180
Проволока для полуавтомата
При сварке алюминия полуавтоматом накладываются определенные требования при выборе сварочной проволоки. Важные моменты, на которые нужно обращать внимание:
Важные моменты, на которые нужно обращать внимание:
- температура плавления проволоки должна быть сопоставима с температурой свариваемого металла. Меньше разброс – процесс сварки легче;
- оптимальный диаметр проволоки 1,2- 1,6 мм;
- больше диаметр-легче подача в зону сварки.
Распространенными типами алюминиевой сварочной проволоки являются ER4043 и ER5356. Предназначены для сварки и ремонта изделий из алюминия и его сплавов с содежанием кремния не более 5%.
Режимы сварки для проволок ER4043 и ER5356
| Диаметр проволоки, мм | Напряжение, В | Ток, А | Расход газа, л/мин |
| 0,8 | 13-24 | 60-170 | 15 |
| 0,9 | 13-24 | 60-170 | 15 |
| 1,0 | 15-26 | 90-210 | 16 |
| 1,2 | 20-29 | 140-260 | 19 |
| 1,6 | 25-30 | 190-350 | 25 |
Проволока для сварки алюминия ER 4043
Сварочная горелка
Для сварочной горелки применяется тефлоновая направляющая для уменьшения трения проволоки. Желательно чтобы рукав для сварки алюминия предназначался только для сварки алюминия и не был слишком длинным -3 м самое то.
Желательно чтобы рукав для сварки алюминия предназначался только для сварки алюминия и не был слишком длинным -3 м самое то.
Чем прямее в канале проволока, тем беспрепятственней она подается поэтому старайтесь держать рукав без перегибов и петель.
Push-pul- горелка
Контактный наконечник должен быть предназначен для сварки алюминия (на них помимо диаметра проволоки выбита маркировка AL) простые, используемые для сварки черных металлов и нержавеек не подходят. Связано это с сильным расширением алюминия во время нагрева. Диаметр отверстия должен быть больше диаметра проволоки примерно на 0,4 мм, и в тоже время не сильно большим, чтобы обеспечить хороший электрический контакт.
Использовать алюминиевую проволоку диаметром 0,8 мм затруднительно ввиду пластичности металла и сложностью протяжки. Решением данной проблемы может быть применение сварочной горелки Push Pull (пуш пул). Специальный встроенный механизм улучшит подачу проволоки и позволит увеличить длину горелки.
Если сварка ведется на токах свыше 200 А, стоит позаботиться о снижении тепловыделения и уменьшении проблем с подачей проволоки использованием горелки с водяным охлаждением.
Механизм подачи проволоки
Ввиду повышенной пластичности и мягкости алюминиевой проволоки по сравнению со стальной, подающий механизм должен иметь ряд особенностей, таких как :
- четырехроликовое подающее устройство. Необходимо для равномерного прижатия каждой пары роликов;
- подающие ролики с U- образными бороздками, созданные специально для работы с алюминиевой проволокой.
Четырехроликовый механизм подачи проволоки
Защитный газ
В качестве защитного газа наиболее часто используется аргон, обладающий хорошим очищающим эффектом и хорошим проникновением в сварочную ванну. При сварке алюминиевых сплавов с высоким содержанием магния в качестве защитного газа используются смеси аргона с гелием( до 75 % гелия в смеси). Такие смеси препятствуют образованию оксидов магния.
Здесь может возникнуть вопрос, как варить алюминий в среде углекислого газа или вообще без газа, ведь аргон достаточно дорогой?
Более дешевый углекислый газ, применяемый для сварки низкоуглеродистых сталей, в данном случае не подойдет. СО2- активный газ, он будет защищать сварочную ванну от воздуха, но при этом будет вступать в реакцию в алюминием, препятствуя образованию прочного соединения. Поэтому в данном случае применяется именно инертный газ.
Сварка полуавтоматом без газа возможна с применением специальной флюсовой проволоки, защищающей сварочную ванну.
Правильные режимы сварки
Настройка оборудования
Сварка алюминия полуавтоматом в условиях гаражного применения, на аппаратах, не оснащенных дополнительными функциями: горячий старт, плавный подъем и опускание сварочного тока и т.д., подбор оптимальных режимов можно осуществить только опытным путем, путем проб и ошибок.
Оптимальные значения напряжения и сварочного тока могут быть различны в зависимости от толщины металла и степени. К примеру, для сварочного полуавтомата OVERMAN 180 AuroraPRO для сварки алюминия толщиной 2 мм настройки выглядят следующим образом:
К примеру, для сварочного полуавтомата OVERMAN 180 AuroraPRO для сварки алюминия толщиной 2 мм настройки выглядят следующим образом:
- напряжение в районе 15 в;
- ток в пределах 130-150 А на медленной подаче;
- индуктивность устанавливается в положении 3.
Настройка “индуктивности” позволяет не повышать температуру сварочной ванны
В более продвинутых моделях сварку алюминия ведут в 4-х тактном режиме. При нажатии на кнопку горелки запускается сварочный процесс, дальше ее можно опустить и контролировать наложение сварочного шва. По завершении кнопка нажимается повторно, процесс сварки в аргоне прекращается. При нажатии и опускании кнопки могут подключаться различные функции, облегчающие сварку алюминия. Применение 4- х тактного метода наиболее оправдано на длинных швах при продолжительной сварке.
Натяжение проволоки должно обеспечивать ее равномерную подачу. Избыточное и недостаточное натяжение снижает стабильность дуги и является причиной пористости сварного шва.

Положение газовой горелки
Положение горелки следует располагать под углом 10–20° к вертикали. Оптимальным расстоянием между соплом и свариваемыми деталями будет 10-15 мм, его увеличение значительно повышает расход газа.
Варить алюминий полуавтоматом нужно справа налево, так называемая сварка “от себя”. Движение горелки от сварочной ванны приводит к лучшей очистке сварного шва, снижению загрязнения и улучшения защитного действия аргона.
Скорость ведения шва
Сварку следует производить быстро, активной горячей дугой. Высокая теплопроводность алюминия диктует правила на высокие занчения токов и напряжений и более высокие поступательные скорости движения горелки во избежание прожогов.
Выпуклые швы
При сварке алюминия наиболее распространенным видом брака является растрескивание, возникающее в результате значительного расширения алюминия при нагреве и, соответственно, значительного сжатия при остывании сварного соединения. Наиболее существенная угроза растрескивания возникает в кратерах, так как кратер сжимается при охлаждении, что приводит к появлению в нем разрывов.
Наиболее существенная угроза растрескивания возникает в кратерах, так как кратер сжимается при охлаждении, что приводит к появлению в нем разрывов.
Кратеры следует наваривать до образования куполообразной поверхности. При охлаждении сварного соединения выпуклая поверхность будет препятствовать действию сил сжатия.
Один из распространенных приемов заварки кратеров — проход в обратном направлении без выключения дуги.
Техника безопасности
Использование средств защиты является необходимым условием проведения сварочных работ. Обязательно использование респиратора для органов дыхания, защитной маски, специальной одежды и обуви для защиты от свечения сварочной дуги и брызг расплавленного металла. Едкий белый дым, выделяющийся при сварке алюминия провоцирует кашель и головные боли.
Особое внимание следует уделить защите открытых участков тела от влияния УФ-излучения, т. к. при сварке алюминия оно гораздо интенсивнее, чем при сварке других металлов. При попытке сварки в ” шортах” и в “майке” эффект солярия вам обеспечен уже спустя 30 мин.
к. при сварке алюминия оно гораздо интенсивнее, чем при сварке других металлов. При попытке сварки в ” шортах” и в “майке” эффект солярия вам обеспечен уже спустя 30 мин.
Сварка полуавтоматом алюминия не сопоставима по качеству с применением TIGа, однако с лихвой компенсируется значительной производительностью. Она является прекрасным решением в случае наплавки или заполнения больших зазоров. В условиях промышленного производства применение полуавтоматов наиболее целесообразно ввиду объемов и высоких требований к скорости. Применение промышленных аппаратов и высокая квалификация сварщика позволяют добиваться отличных результатов.
Технология сварки алюминия полуавтоматом своими руками
Алюминий считают одним из самых сложно свариваемых металлов, которые применяются в современной промышленности, так как здесь может возникнуть множество проблем, которые мешают образованию ровного шва. Для увеличения качества применяются различные дополнительные средства, который нейтрализуют негативные свойства. Таким образом, сварка алюминия полуавтоматом не обходится без дополнительного оснащения, которое предназначено для защиты сварочной ванны. Для каждого случая может потребоваться свой набор средств и особые режимы оборудования.
Таким образом, сварка алюминия полуавтоматом не обходится без дополнительного оснащения, которое предназначено для защиты сварочной ванны. Для каждого случая может потребоваться свой набор средств и особые режимы оборудования.
Сварка алюминия полуавтоматом без газа
Сварка алюминия полуавтоматом осложняется еще тем фактором, что сварочная ванна является не вязкой, как это происходит со сталями, а жидкой, как это происходит при сварке нержавейки. Из-за этого возникают сложности у мастеров, которые не встречались с такого рода материалом. Одной из главных проблем свариваемости металла является образование на его поверхности оксидной пленки, причем это делается достаточно быстро. Из-за широкой распространенности в промышленной сфере мастерам часто приходится заниматься такого рода сваркой. Благодаря этому, постоянно идет улучшение этой отрасли.
Преимущества
- Сварка алюминия полуавтоматом получается относительно дешевой, так как ее себестоимость ниже сварки аргоном и других способов;
- Полуавтомат применяется для многих процедур сваривания, так что это универсальная техника, с которой многие сварщики имеют опыт работы;
- Процесс сваривания происходит достаточно просто, благодаря автоматической подаче присадочного материала;
- Сварочная проволока, используемая для данного метода, всегда является доступной;
- Не требуется много времени, чтобы подготовить технику, а также потом убрать все после работы.

Недостатки
- Сварка алюминия полуавтоматом теряет надежность, если не используется газ, и швы получаются не самого лучшего качества;
- Использование флюса является обязательным, если нет аргона или другого защитного газа;
- Если неизвестен состав сплава, то трудно подобрать сварочную проволоку;
- Высокая скорость электрической сварки усложняет процесс формирования нормального валика шва.
Характерные сложности проведения работ
Свара алюминия полуавтоматом без аргона осложняется тем, что сварочная ванна данного металла очень подвержена влиянию внешних негативных факторов. Другой газ, или же его отсутствие, не дают должного уровня защиты, поэтому, после проведения операции может возникнуть трещина. Внутри шва появляются поры и раковины. Самой большой проблемой, которой осложняется сварка алюминия полуавтоматом, является оксидная пленка, которая плавится только при температуре выше 2 тысяч градусов, тогда как у алюминия этот показатель более чем в три раза ниже. Расплавленные капли металла просто оборачиваются в нее и не могут нормально свариться с остальной массой металла.
Расплавленные капли металла просто оборачиваются в нее и не могут нормально свариться с остальной массой металла.
Сварка алюминия полуавтоматом без аргона
Технология сварки алюминия полуавтоматом предполагает учет усадки этого металла, так как коэффициент расширения у него заметно выше у других видов материала, поэтому, может возникнуть проблемы деформации, так как в месте соединения шов будет расширяться и это приведет к искажению поверхности заготовки. Также стоит отметить повышенную жидкотекучесть металла, из-за которой осложняется проведение процедур соединения во многих положениях. Сварка алюминия полуавтоматом требует точного выставления параметров, в том числе и скорости подачи присадочного материала.
Способы сварки полуавтоматом
Одним из самых надежных способов является сварка алюминия полуавтоматом в аргоне. Данный газ представляет собой инертную среду, которая надежно обволакивает сварочную ванну и создает непроницаемый слой, который ограждает от попадания кислорода из атмосферы и других негативных факторов. Использование аргона оказывается дорогостоящим мероприятием, так что его применяют только в самых ответственных ситуациях, когда идет соединение сложных металлов.
Использование аргона оказывается дорогостоящим мероприятием, так что его применяют только в самых ответственных ситуациях, когда идет соединение сложных металлов.
Сварка алюминия полуавтоматом без газа куда более простой и дешевый способ. Здесь используется электрод или сварочная проволока, а в качестве защиты выступает флюс или обмазка электрода. Именно в данном случае может наблюдаться наибольшее количество брака, но все проводится достаточно быстро и не требует длительной подготовки, поэтому данный метод пользуется популярностью, особенно в частной сфере.
Сварка алюминия полуавтоматом в среде углекислого газа является промежуточным процессом, между двумя предыдущими крайностями. Использование другого газа дает лучший эффект сваривания, позволяет подогревать металл перед соединением и в то же время его себестоимость является не столь высокой, как в случае использования аргона. Таким образом, сварка алюминия обычным полуавтоматом имеет несколько часто используемых различных разновидностей
Подбор полуавтомата
Благодаря тому, что полуавтоматическая сварка алюминия проводится удачно только тогда, когда соблюдены все параметры, при выборе техники стоит обращать внимание на диапазон и плавность регулировки данных параметров. Чем ниже минимальный ток, который может подавать техника, тем с более тонкими присадочными материалами может работать полуавтомат. Нормальной считается работа с электродами от 1,6 мм, но если будет более низкий параметр, то это к лучшему. Массивные и мощные аппараты могут работать и с материалами выше 5 мм толщиною, но зачастую они оказываются слишком массивными.
При работе в закрытых помещения стоит обращать внимание на наличие режима автоматического отключения. Он сможет прекратить работу техники, когда она будет работать в опасном для себя режиме. Также важным моментом является принудительная вентиляция, которая обеспечит более длительное время беспрерывной работы. Режимы подачи присадочного материала являются делом индивидуального выбора, так как многие мастера обходятся и без них. Так что если заняться вопросом, какой полуавтомат лучше для сварки алюминия, то следует сначала определиться с толщиной и типов деталей.
Также важным моментом является принудительная вентиляция, которая обеспечит более длительное время беспрерывной работы. Режимы подачи присадочного материала являются делом индивидуального выбора, так как многие мастера обходятся и без них. Так что если заняться вопросом, какой полуавтомат лучше для сварки алюминия, то следует сначала определиться с толщиной и типов деталей.
«Важно!
Чем больше делений на технике, тем более точно можно будет подстроить режим ее работы.»
Сварка алюминия полуавтоматом своими руками предполагает передерживание следующих режимов сваривания металла:
| Толщина детали, мм | Сила тока, А | Скорость сварки, м/час |
| 0,6 | 70 | 73 |
| 1,3 | 125 | 153 |
| 1,6 | 130 | 73 |
| 2,3 | 235 | 73 |
| 3 | 315 | 73 |
Подготовка алюминия к сварке
Перед началом соединения имеющиеся заготовки стоит тщательно подготовить, чтобы они лучше сваривались. Обработка состоит из нескольких этапов, без которых возникает риск образования трещин и неровного образования шва. Первой процедурой является зачистка. Следует очистить металл от грязи, налета, масла, жира и прочих лишних вещей. Это делается механическим путем при помощи щетки по металлу. Если толщина заготовки относительно небольшая, то можно обработать и при помощи наждачной бумаги.
Обработка состоит из нескольких этапов, без которых возникает риск образования трещин и неровного образования шва. Первой процедурой является зачистка. Следует очистить металл от грязи, налета, масла, жира и прочих лишних вещей. Это делается механическим путем при помощи щетки по металлу. Если толщина заготовки относительно небольшая, то можно обработать и при помощи наждачной бумаги.
Зачистка алюминия перед сваркой полуавтоматом
На второй стадии происходит обработка растворителями. Это требуется для уничтожения налета и оксидной пленки, которые могли остаться после механической обработки. В качестве растворителя можно использовать ацетон и прочие подобные вещи. Жидкостью нужно протереть место будущего соединения. Если толщина заготовки составляет от 4 мм и выше, то во время подготовки нужно еще обработать кромки. В ином случае металл не сможет провариться на нужную глубину. Угол скоса может составлять от 30 до 45 градусов.
Инструкция
Технология сварки алюминия полуавтоматом предполагает следованию следующим шагам:
- Подготовительная процедура, которая помогает ликвидировать все налеты и прочие негативные явления, которые будут мешать свариванию;
- Выставление заданных параметров для работы техники с конкретной заготовкой;
- Нанесение флюса на место сваривания;
- Проведение самого процесса сваривания, с учетом нестабильного поведения металла, а также коэффициента его расширения, который правятся уже во время остывания;
- После окончания сварки нужно подождать, пока металл остынет и проверить качество соединения при помощи керосина или другим способом;
- Путем обработки придать шву красивый эстетический вид.

«Важно!
Благодаря высокой текучести металла в расплавленном состоянии все процедуры проводятся в нижнем положении.»
Техника безопасности
Во время работы нужно соблюдать меры предосторожности. Необходимо использовать сварочную маску, одежду, которая бы защитила от попадания расплавленного металла и искр и так далее. Запрещает варить на открытом воздухе во время осадков. При использовании газа нужно отодвигать баллоны на расстояние от 5 метров и больше от открытого огня. Перед каждым запуском техники нужно убедиться в ее работоспособности, чтобы во время работы не возникло непредвиденных опасных ситуаций. Это касается соединения электрических проводов и целостности газовых шлангов, которые могут стать причиной несчастного случая.
как варить в среде углекислого газа и аргона? Настройка сварочного аппарата, важные моменты
Одна из особенностей алюминия во время сварки – он не меняет цвет, пока не разогревается выше точки плавления. Именно потому, что у него небольшая температура плавления, работы по сварке обладают некоторыми особенностями.
Именно потому, что у него небольшая температура плавления, работы по сварке обладают некоторыми особенностями.
Особенности и сложности
При полуавтоматической пайке алюминия с помощью горелки используется флюс. Флюс будет плавиться по мере увеличения температуры основного материала.
Сварка алюминия полуавтоматом с оксиацетиленом или кислородом подразумевает, что поверхность основного метала сначала расплавится и примет характерный вид.
Алюминий обладает рядом свойств, которые отличают его сварочные работы от тех, что применяются при сваривании листов из стали. Среди них:
- поверхностное покрытие из оксида алюминия;
- высокая теплопроводность;
- высокий коэффициент теплового расширения;
- низкая температура плавления;
- отсутствие изменения цвета по мере приближения к температуре плавления.

Алюминий – это активный металл, который взаимодействует с кислородом в воздухе, в результате получается твердая тонкая пленка оксида алюминия на поверхности. Температура плавления оксида алюминия составляет приблизительно 3600 F (1982 градуса), что почти в три раза выше температуры плавления чистого алюминия. Кроме того, эта пленка поглощает влагу из воздуха, в частности когда становится толще.
Влага, в свою очередь, является источником водорода, он вызывает пористость в алюминиевых сварных швах. Водород может также выступать из масла, краски и грязи в зоне сварки. Он выходит из окиси и чужеродных материалов на проводе электрода или заполнителя.
Водород отбрасывается в процессе затвердевания. С быстрым охлаждением свободный водород сохраняется внутри шва, что тоже приводит к пористости. Она, в свою очередь, уменьшает прочность.
При подготовке алюминия к сварке требуется соскребать пленку острым инструментом, проволочной щеткой, наждачной бумагой или аналогичными средствами. Использование инертных газов или нанесение флюса предотвращает образование оксидов в процессе образования сварного шва.
Химическое удаление может быть сделано двумя способами. Один из них – использование чистящих растворов. Время нахождения в растворе необходимо контролировать.
Химическая очистка включает использование сварочных флюсов. Они используются для газовой сварки. Всякий раз, когда используется такой метод, флюс впоследствии стоит полностью удалить из зоны сварки. Только так можно избежать образования коррозии в будущем.
Электрическая система удаления окиси предполагает использование катодной бомбардировки. Она позволяет полностью очистить поверхность, поэтому технология так востребована. После проведенной очистки сварной шов необходимо сделать в течение восьми часов. Чем больше проходит времени, тем меньше прочность соединения.
После проведенной очистки сварной шов необходимо сделать в течение восьми часов. Чем больше проходит времени, тем меньше прочность соединения.
Методы
MIG – быстрый процесс с использованием обратной полярности и инертного газа. Это может быть работа в среде аргона, который создает необходимую защитную оболочку для формирования качественного шва. Метод подходит для того, чтобы сварить толстые алюминиевые пластины в любом положении.
Нередко работа проводится в среде углекислого газа. С углекислотой предпочитают работать профессионалы.
Для сварки алюминия используется аргон, гелий или смесь этих газов. Аргон производит более ровную и более стабилизированную дугу, чем гелий. При определенном токе и длине дуги гелий обеспечивает более глубокое проникновение и более горячую дугу, чем аргон.
Напряжение дуги с гелием выше, и данное изменение приводит к большему изменению напряжения. Смесь из приблизительно 75% гелия и 25% аргона дает преимущества обоих защитных газов без каких-либо нежелательных последствий.
В этом случае стабильность дуги сравнима с аргоном. Угол наклона пистолета или горелки более критичен при сварке алюминия с инертным защитным газом. Рекомендован ведущий угол перемещения в 30 градусов. Наконечник электродной проволоки должен быть небольшим для алюминия.
Алюминиевый сварной шов, выполненный с использованием GMAW, предполагает, что сварщик «закладывает шарик» из расплавленного металла, который потом и становится бесшлаковым сварным швом.
Электродная проволока должна быть чистой и выступать приблизительно на 12,7 мм. Часто используемый метод состоит в том, чтобы ударить по дуге примерно на расстоянии 25,4 мм, а затем быстро довести ее до начальной необходимой точки для сварки и изменить направление движения.
При завершении или прекращении сварки такая практика может допускать одновременное увеличение скорости наложения шва для сужения его ширины до разрыва дуги. Это помогает предотвратить образование кратеров и трещин.
Установив дугу, сварщик перемещает электрод вдоль стыка, сохраняя при этом угол наклона рабочей стороны от 70 до 85 градусов по отношению к заготовке. Обычно предпочтительна техника струнного бисера. Необходимо следить за тем, чтобы угол наклона передней части не менялся и не увеличивался по мере приближения конца шва. Скорость перемещения дуги контролирует размер шарика.
Необходимо следить за тем, чтобы угол наклона передней части не менялся и не увеличивался по мере приближения конца шва. Скорость перемещения дуги контролирует размер шарика.
Оборудование подачи проволоки для сварки алюминия должно быть хорошо отрегулировано. Профессионалы советуют использовать вкладыши нейлонового типа. Гораздо сложнее проталкивать алюминиевую проволоку чрезвычайно малого диаметра.
Кромки могут быть подготовлены для сварки. Их требуется распилить и обработать.
Дуговая сварка вольфрамом используется для сваривания более тонких листов чистого алюминия и сплавов. Существует несколько мер предосторожности, которых следует придерживаться.
- Переменный ток рекомендуется применять для общецелевых работ. Сварка обычно с частотой коротковолнового диапазона активно применяется в ручных и автоматических установками.
 Особое внимание уделяется типу вольфрамового электрода, размеру сварочной насадки, типу и расходу газа. При ручной сварке длина дуги должна быть короткой и равной диаметру электрода. Вольфрамовый электрод не должен выступать слишком далеко за конец сопла и обязательно должен содержаться в чистоте.
Особое внимание уделяется типу вольфрамового электрода, размеру сварочной насадки, типу и расходу газа. При ручной сварке длина дуги должна быть короткой и равной диаметру электрода. Вольфрамовый электрод не должен выступать слишком далеко за конец сопла и обязательно должен содержаться в чистоте. - Обязательно должны использоваться сварочные установки, предназначенные для газовой вольфрамовой дуговой сварки. Новое современное оборудование предусматривает программирование, пре- и постпоток защитного газа, а также пульсирование.
- Очистка должна быть чрезвычайно эффективной. Если использовать отрицательный электрод постоянного тока, можно получить чрезвычайно глубокое проникновение и высокую скорость создания качественного шва.
Оборудование и материалы
Можно воспользоваться обычным агрегатом, а можно с импульсным режимом. Такой сварочный аппарат лучше, но и стоит он дороже на рынке. В ассортименте современных производителей имеются небольшие модели, которые способны генерировать ток различной мощности. Чтобы правильно выбрать сварочную установку, стоит обратить внимание на технические характеристики оборудования и его наконечник. Если изделие приобретается в мастерскую или автосервис, тогда желательно приобрести агрегат с TIG-функцией.
Такой сварочный аппарат лучше, но и стоит он дороже на рынке. В ассортименте современных производителей имеются небольшие модели, которые способны генерировать ток различной мощности. Чтобы правильно выбрать сварочную установку, стоит обратить внимание на технические характеристики оборудования и его наконечник. Если изделие приобретается в мастерскую или автосервис, тогда желательно приобрести агрегат с TIG-функцией.
Встроенный импульсный режим позволяет избежать прожогов, поскольку в процессе работы формируется стабильная дуга. Качество сварочного шва у таких установок тоже выше.
Недорогие простые модели поддерживают MIG/MAG-функции. Можно подсоединить как углекислый газ, так и аргон. Если планируется соединять толстые алюминиевые пластины, тогда потребуется сварочный аппарат с мощностью не ниже 380 В. Бытовые модели можно подключать к стандартной сети.
Вольфрамовый электрод, который не плавится, используют для TIG-сварки. В качестве защитного газа лучше применять смесь аргона с гелием. При покупке посадочного материала потребуется принимать во внимание марку алюминия. Обязательно, чтобы проволока соответствовала габаритам заготовки. Для толстых заготовок идеальным решением станет диаметр присадочной проволоки 1,2-1,6 мм, для тонких можно использовать 0,8-1,2 мм.
В качестве защитного газа лучше применять смесь аргона с гелием. При покупке посадочного материала потребуется принимать во внимание марку алюминия. Обязательно, чтобы проволока соответствовала габаритам заготовки. Для толстых заготовок идеальным решением станет диаметр присадочной проволоки 1,2-1,6 мм, для тонких можно использовать 0,8-1,2 мм.
Настройка сварочного аппарата
Даже сварщик не скажет, какие настройки можно считать универсальными для работы полуавтомата по алюминию. Каждый сварщик ориентируется главным образом на толщину заготовок.
Если это бытовые работы, то чаще используются алюминиевые детали толщиной 2 мм. Для этого потребуется напряжение установки в 15 В. Ток регулируют индивидуально, принимая во внимание легирующие добавки. Этот показатель может находиться в пределах 100–150 А.
А вот скорость наложения сварочного шва регулируется, опираясь на опыт мастера.
Технология
Если знать технологию сварки по алюминию, то можно заварить правильно изделие и в домашних условиях.
Подготовка
Сварка своими руками не представляет ничего сложного даже для начинающих. Можно начинать сваривать с тонкого металла. Настройки тока и полярности будут варьироваться в зависимости от типа электродов. Полярность должна быть определена пробой на небольших соединениях. Ее обязательно стоит сделать. В целом конструкция сварных соединений для алюминия вполне соответствует таковой для стальных. Однако из-за более высокой текучести алюминия под сварочной дугой имеются некоторые отличия.
Однако из-за более высокой текучести алюминия под сварочной дугой имеются некоторые отличия.
Первостепенным действием является подготовка. Обязательно зачищают поверхность механическим или химическим методом. Делают подходящую кромку. Лучше использовать V-образную, которая должна быть довольно широкой, чтобы полностью вместить корневой канал. Такая конструкция требует добавления относительно большого количества присадочного сплава для заполнения канавки.
Процесс
Если работа выполняется в домашних условиях, то для сварки используют агрегаты-полуавтоматы с обратной полярностью. Каждый может сделать красивый шов, если станет действовать в определенном порядке.
- Для установки подбирается правильно наконечник. Его диаметр должен быть чуть больше диаметра используемой проволоки.

- Рабочую зону потребуется зачистить до металлического блеска. Иначе шов получится рыхлым.
- Принимая во внимание толщину заготовки, подбирают режим.
- До того как будет произведен розжиг, включается подача газа. Благодаря ему образуется защитное облако.
- Дуга разжигается на расстоянии до 15 мм, но это расстояние не может быть менее сантиметра.
- Скорость стоит регулировать постепенно в момент создания шва.
- Получить желаемый результат можно, если вести дугу плавно.
- Перед тем как закончить шов, дугу отводят в сторону и потом выключают аппарат.
Так можно варить любые алюминиевые детали.
Важные моменты
Алюминий и алюминиевые сплавы можно сварить углеродной сваркой или другим методом. Чистый материал можно легировать другими металлами для получения широкого спектра физико-механических свойств. Главным преимуществом использования полуавтоматической сварки является то, что с помощью дуги получается высококонцентрированная зона нагрева. По этой причине чрезмерное расширение и искажение металла исключены.
Главным преимуществом использования полуавтоматической сварки является то, что с помощью дуги получается высококонцентрированная зона нагрева. По этой причине чрезмерное расширение и искажение металла исключены.
При сварке в горизонтальном положении наилучшие результаты достигаются при наведении установки немного вверх. При работе с толстыми пластинами полезно направлять дугу в сторону более тяжелого участка.
В следующем видео рассказывается о сварке алюминия полуавтоматом.
Сварка алюминия полуавтоматом — как правильно варить?
Сварка алюминия с помощью полуавтомата предполагает применение специального электрода в виде мягкой проволоки, которая должна подаваться к месту сваривания через специальный рукав, это происходит за счет особой системы роликов. Если имеется некоторый опыт в области сварочных работ, а также при наличии полуавтомата можно несколько изменить подход к данной технологии.
Если имеется некоторый опыт в области сварочных работ, а также при наличии полуавтомата можно несколько изменить подход к данной технологии.
Прежде чем начать варить алюминий полуавтоматом, следует принимать во внимание, что этот металл значительно мягче по сравнению со сталью, поэтому подавать электродную проволоку нужно гораздо быстрее, нежели при работе с другими металлами.
Еще одним свойством алюминиевых изделий является очень высокая теплопроводность, что вынуждает применять большие токи. Лишь в этом случае удастся получить хороший и герметичный шов, нормально проварить металл. Если работы продолжаются достаточно долго, импульсы могут несколько снижаться. При сварке алюминия применение значительной силы тока позволяет уменьшить прилагаемые усилия и сократить время использования оборудования, соответственно, продлить срок его службы.
Каким аппаратом лучше пользоваться?
Чтобы сваривать алюминиевые изделия значительной толщины, понадобиться взять достаточно мощный аппарат. Если работы будут производиться регулярно, то необходимо приобрести оборудование, мощность которого должна быть не менее 200 А. Сварку алюминия специальным полуавтоматом производить гораздо комфортнее, если аппарат оборудован режимом пульсации. Она будет с легкостью пробивать оксидную пленку, которая образуется на поверхности металла при непосредственном контакте с воздухом.
Если работы будут производиться регулярно, то необходимо приобрести оборудование, мощность которого должна быть не менее 200 А. Сварку алюминия специальным полуавтоматом производить гораздо комфортнее, если аппарат оборудован режимом пульсации. Она будет с легкостью пробивать оксидную пленку, которая образуется на поверхности металла при непосредственном контакте с воздухом.
Режим выдачи импульсов не допускает перегрева как самих заготовок, так и аппарата, соответственно, прожечь металл будет довольно проблематично. Также это влияет на создание качественного сварного соединения. Для надежного шва желательно использовать технологию сварки в аргоне, причем можно брать как чистый газ, так и с небольшим добавлением гелия. Этот факт сильно отличает работы от сварки стали, которая нуждается в создании среды углекислого газа. Если в аппарате стоят редуктор и регулятор, рассчитанные именно на углекислоту, их нужно будет заменить.
В качестве электрода лучше всего использовать проволоку, сделанную из алюминия. Если ее диаметр будет составлять 0,8 мм, сопло должно быть не менее 1 мм – это связано с тем, что при сильном нагревании алюминий серьезно расширяется.
Если ее диаметр будет составлять 0,8 мм, сопло должно быть не менее 1 мм – это связано с тем, что при сильном нагревании алюминий серьезно расширяется.
Полуавтомат для сварки алюминия должен иметь подающий механизм с канавками, выполненными в форме буквы U. Стандартные канавки имеют вид буквы V – они не подойдут для данного материала. Оптимальным будет использование аппарата, в механизме которого предусмотрено сразу четыре ролика. Если это не предусмотреть, то заготовки в процессе проведения сварочных работ своими руками можно сильно повредить.
Кабельный канал, по которому будет подаваться сварочная алюминиевая проволока, должен быть сделан из графита или тефлона – это позволяет свести трение к минимуму. Кабель сварочной горелки должен быть не более трех метров.
Особенности проведения работ
Сварка алюминия полуавтоматом без аргона подразумевает постоянное поддерживание горящей дуги, причем ее длина значительно больше, чем при работе со сталью, – порядка полутора сантиметров. Если делать ее короче, то возникает опасность прожечь заготовку и не сплавить кромки. Основные технологические особенности сваривания алюминия своими руками заключаются в следующем.
Если делать ее короче, то возникает опасность прожечь заготовку и не сплавить кромки. Основные технологические особенности сваривания алюминия своими руками заключаются в следующем.
- В автомат подачи проволоки вставляется алюминиевый электрод, сразу протягивается к горелке.
- На передней панели аппарата нужно настроить все необходимые показатели, связанные с силой тока, напряжением, мощностью и так далее.
- В систему включается баллон с аргоном.
- Заготовки нужно зачистить, сняв оксидную пленку, удалив все загрязнения.
- Приступают к проплавлению кратера в районе соединения заготовок, постепенно его заполняют жидким металлом.
- Образовавшееся углубление заливается алюминием вплоть до того, пока не будет полностью сформирован шов.
Полярность настраивают так, чтобы она была обратной, то есть отрицательный заряд будет подаваться на саму заготовку, плюсовая часть станет подаваться на электрод. Сварочный полуавтомат для сваривания толстого алюминия желательно подключать к баллону, который должен содержать смесь аргона и гелия. Если заготовка довольно тонкая, то можно применять газ в чистом виде.
Если заготовка довольно тонкая, то можно применять газ в чистом виде.
Подразумевается, что заготовки должны быть подготовлены к проведению сварочных работ. Если спросить об этом этапе опытного сварщика, то он скажет, что поверхность деталей в районе формирования шва должна быть очищена и обезжирена. Когда во время непосредственной сварки образовывается достаточно сильное загрязнение, в аргон можно добавить не более 3 % кислорода. Это будет выжигать всю грязь, появляющуюся в районе формирующегося шва.
Осуществлять проварку кратера желательно на будущем стыке. Его пробить можно с помощью импульсной технологии подачи напряжения на электрод. Когда работы подходят к концу, шов должен быть полностью закрыт расплавленным металлом. В дальнейшем ему нужно будет дать остыть до 400 градусов в аргоновой среде. Если упустить из виду данный момент, то это приведет к тому, что на поверхности сварного соединения образуется оксидная пленка. Это станет причиной снижения прочности шва.
Если упустить из виду данный момент, то это приведет к тому, что на поверхности сварного соединения образуется оксидная пленка. Это станет причиной снижения прочности шва.
Сварка алюминия полуавтоматом: положительные моменты
Относительно того, как варить алюминий, имеется несколько рекомендаций, позволяющих облегчить проведение работ.
- Полуавтоматическая технология сваривания алюминия является не слишком дорогой, ее цена в плане себестоимости меньше по сравнению с аргоновой и другими технологиями.
- Полуавтоматическая сварка может применяться для различных материалов. Она является универсальной техникой, с которой работает большинство профессиональных сварщиков.
- Сама сварка осуществляется довольно быстро во многом за счет того, что присадочный материал или электродная проволока подается самостоятельно при помощи особого механизма.
- Сварочная проволока, необходимая для работ с алюминием, не является дефицитом – ее можно приобрести по невысокой цене.

- Оборудование и заготовки подготавливаются довольно быстро, к тому же все убирается за короткое время.
Однако стоит учитывать, что при сварке шов получится не слишком прочным, если не применять газ типа аргона. Без использования аргона обязательно нужно брать флюс. Зачастую приходится сваривать не алюминий, а его сплавы. Если не знать точно, из каких металлов состоит заготовка, а также их соотношение в сплаве, то подобрать наиболее подходящую проволоку весьма проблематично. Электрод нужно вести довольно быстро, из-за чего сформировать нормальный валик довольно сложно.
Стоит отметить, что даже при использовании газовой среды нет стопроцентной вероятности, что при остывании шов не даст трещину. При чересчур быстром проходе электрода по свариваемым заготовкам образуются раковины или поры, которые будут очень заметно снижать качество соединения.
Однако главной сложностью, которая возникает при необходимости сваривания алюминия, является наличие на поверхности заготовок особой оксидной пленки, расплавить которую можно только при температуре более 2 тысяч градусов, причем сам алюминий плавится при меньшей температуре. Из-за слишком большого расширения при нагревании детали будут сильно сжиматься в размерах при остывании, что в конечном счете приведет к тому, что шов запросто может лопнуть либо заготовки будут претерпевать определенную деформацию. Все эти факторы нужно принимать во внимание перед началом работ.
Основы техники безопасности
Обязательно следует использовать различные средства защиты дыхания, кожи и зрения. В частности, перед началом работ нужно надевать респиратор, защитную маску, специальную уплотненную одежду, которая будет предохранять поверхность кожи от попадания брызг расплавленного металла. В процессе проведения работ выделяется весьма едкий белый дым, который при попадании в органы дыхания становится причиной сильного кашля и головных болей.
Еще одним немаловажным фактором является сильное ультрафиолетовое излучение, которое возникает при проведении работ. Если не защитить от излучения кожу, буквально через несколько минут будет явно заметен так называемый эффект солярия.
Данная технология представляет собой идеальное решение в случае, если имеется необходимость наплавить металл либо заполнить значительный зазор. В промышленном производстве такая методика проведения сварки с использованием алюминия встречается чаще всего во многом благодаря тому, что она позволяет получить в конечном итоге очень большой объем выполненной работы, так как выполняется очень быстро. Если сварщик квалифицированный, то он будет выдавать превосходную продукцию.
Разница между сваркой MIG и сваркой TIG
Современная сварка была разработана в конце девятнадцатого века и часто использовалась в вооруженных силах. В настоящее время существует множество видов сварки, и она используется во многих областях, в том числе в автомобильной промышленности. Каждый вид сварки имеет свои преимущества и предназначение. Сварка MIG и сварка TIG — это два типа сварки, в которых используется газ для блокировки газов, которые могут повредить сварочную ванну.
В настоящее время существует множество видов сварки, и она используется во многих областях, в том числе в автомобильной промышленности. Каждый вид сварки имеет свои преимущества и предназначение. Сварка MIG и сварка TIG — это два типа сварки, в которых используется газ для блокировки газов, которые могут повредить сварочную ванну.
MIG
Сварка металла в среде инертного газа (MIG), также известная как газовая дуговая сварка (GMAW), была разработана во время Второй мировой войны как способ более быстрого производства оружия и оборудования.Сварка MIG использует электрическую дугу, которая создает короткое замыкание между постоянным анодом и катодом. Короткое замыкание выделяет тепло и инертный газ. Это плавит металл, позволяя смешивать его. После того, как тепло снимается, металл остывает, а затем затвердевает, образуя новый расплавленный металл. Этот вид сварки может выполняться в полуавтоматическом или автоматическом режиме. Автоматическая сварка MIG может выполняться с помощью роботизированного манипулятора, а во время полуавтоматической сварки требуется человек, который будет направлять пистолет.
TIG
При сварке вольфрамовым инертным газом (TIG) используется неплавящийся вольфрамовый электрод, который создает электрическую дугу для сварки. В отличие от сварки MIG, сварка TIG не требует добавления дополнительного металла. Однако его можно добавить через отдельный наполнитель. Сварка TIG выполняется с помощью электрического тока, который проходит через металлический наконечник электрода. Сварка TIG может выполняться вручную или автоматически.
Преимущества
Плюсы и минусы сварки TIG по сравнению с MIG — часто обсуждаемая тема.Хотя сварка TIG используется чаще, у обоих типов сварки есть свои преимущества. Сварка MIG позволяет сваривать самые разные металлы. Этот вид сварки также позволяет сваривать тонкий металл со средним / толстым металлом. Сварка TIG создает более аккуратный вид, чем сварка MIG. Однако сварке MIG легче научиться, потому что она добавляет электроды к сварному шву. Сварка TIG требует, чтобы вы держали два предмета. Однако это дает чистый сварной шов. По данным Miller Electric Mfg. Co., TIG используется для сварки большего количества металлов, чем любой другой сварочный процесс.Кроме того, TIG не дает искр или брызг. Аргон, используемый при сварке TIG, также защищает сварочную ванну, поэтому вам не нужно закрывать обзор шлаком.
Однако это дает чистый сварной шов. По данным Miller Electric Mfg. Co., TIG используется для сварки большего количества металлов, чем любой другой сварочный процесс.Кроме того, TIG не дает искр или брызг. Аргон, используемый при сварке TIG, также защищает сварочную ванну, поэтому вам не нужно закрывать обзор шлаком.
Использует
Хотя сварка TIG и MIG имеет свои преимущества, они не являются взаимозаменяемыми. Эти два метода используются в разных обстоятельствах. Сварка TIG хорошо подходит для небольших проектов. Это включает изготовление оружия или сварку рамы велосипеда, газонокосилки или крыла. Сварка TIG также лучше работает с экзотическими металлами, включая сплавы, никель, латунь и золото.Сварка MIG лучше всего подходит для крупных проектов, таких как исправление пятен на автомобилях. Фактически, он лучше всего подходит для большинства кузовов автомобилей. Это особенно верно, потому что TIG — более медленный и сложный процесс.
Чем опасны газы при сварке и резке?
Введение
При сварке и резке могут выделяться газы, опасные для здоровья. Образующийся газ или газы и их концентрация зависят от используемого процесса и механизмов газообразования.Газы, некоторые из которых могут быть опасными, присущи некоторым процессам либо в качестве защитного газа для защиты расплавленной сварочной ванны от атмосферного загрязнения, либо, для процессов с пламенем, в качестве сжигаемого материала.
Образующийся газ или газы и их концентрация зависят от используемого процесса и механизмов газообразования.Газы, некоторые из которых могут быть опасными, присущи некоторым процессам либо в качестве защитного газа для защиты расплавленной сварочной ванны от атмосферного загрязнения, либо, для процессов с пламенем, в качестве сжигаемого материала.
Многие из этих газов подпадают под действие Правил по контролю за веществами, опасными для здоровья (COSHH) 2002 (Поправка) 2004, которые требуют, чтобы их воздействие поддерживалось ниже концентраций, известных как Пределы воздействия на рабочем месте (WEL). Значения WEL приведены в Руководстве Eh50 от Управления по охране труда и технике безопасности (HSE), которое обычно обновляется ежегодно.
Воздействие газов можно измерить в соответствии с методологией, определенной в BS EN ISO 10882-2: 2000. Здоровье и безопасность при сварке и родственных процессах — Отбор проб содержащихся в воздухе частиц и газов в зоне дыхания оператора — Часть 2: Отбор проб газов. Измерение воздействия может использоваться для проверки соблюдения нормативных требований, выявления потребности в контроле воздействия или выявления неисправностей в существующих системах контроля.
Измерение воздействия может использоваться для проверки соблюдения нормативных требований, выявления потребности в контроле воздействия или выявления неисправностей в существующих системах контроля.
Информация о выделяемых газах, их происхождении, воздействии на здоровье и их ожидаемых концентрациях относительно пределов воздействия приведена в этом документе.
Рекомендации по образующимся газам и их ожидаемым концентрациям относительно пределов воздействия приведены в Руководящей записке EH54 Управления по охране труда и технике безопасности, Оценка воздействия дыма от сварки и связанных с ними процессов. Более подробная информация представлена в этом документе.
Опасности, последствия для здоровья и риски
Защитные газы
Для процессов сварки в среде защитных газов, таких как TIG, MIG / MAG, FCAW, защитными газами могут быть инертные газы, такие как аргон, гелий и азот, или смеси на основе аргона, содержащие диоксид углерода, кислород или и то, и другое. Гелий можно добавлять в смеси аргон / диоксид углерода для повышения производительности. Двуокись углерода (CO 2 ) может использоваться сама по себе в MAG и FCAW. За исключением CO 2 , эти газы не определены как опасные для здоровья согласно правилам COSHH, но являются удушающими средствами. CO 2 имеет предел долгосрочного воздействия 5000 ppm (контрольный период TWA 8 часов) и предел краткосрочного воздействия 15000 ppm (контрольный период 15 минут). Ни один из газов не виден, и ни один из них не имеет запаха, поэтому их присутствие в опасных концентрациях трудно обнаружить без предварительных знаний или измерительного оборудования.
Гелий можно добавлять в смеси аргон / диоксид углерода для повышения производительности. Двуокись углерода (CO 2 ) может использоваться сама по себе в MAG и FCAW. За исключением CO 2 , эти газы не определены как опасные для здоровья согласно правилам COSHH, но являются удушающими средствами. CO 2 имеет предел долгосрочного воздействия 5000 ppm (контрольный период TWA 8 часов) и предел краткосрочного воздействия 15000 ppm (контрольный период 15 минут). Ни один из газов не виден, и ни один из них не имеет запаха, поэтому их присутствие в опасных концентрациях трудно обнаружить без предварительных знаний или измерительного оборудования.
Основной опасностью, связанной с воздействием защитных газов, является удушье, обычно возникающее из-за скопления газов в замкнутых пространствах. При сварке в среде защитного газа защитные газы подают со скоростью около 15 л / мин, и газы могут вытекать из соединений в линиях подачи газа, если они не затянуты должным образом.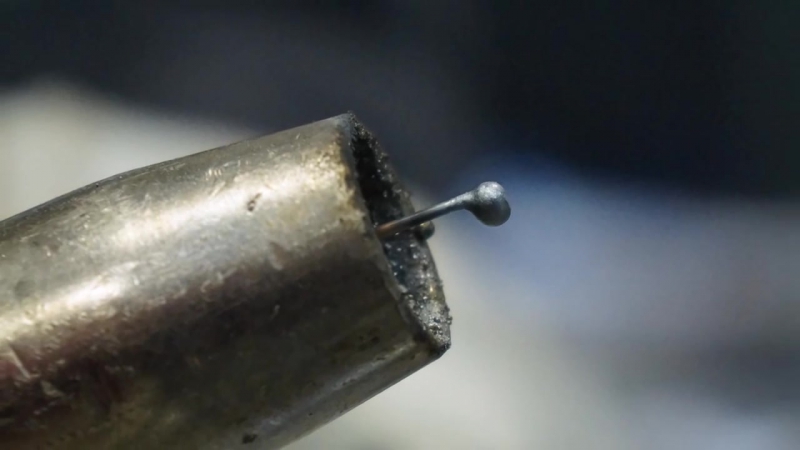 Аргон тяжелее воздуха, поэтому аргон и газы, состоящие в основном из аргона, имеют тенденцию собираться в низких местах, таких как ямы. Вдыхание газа, например чистого аргона, не содержащего кислорода, может вызвать потерю сознания за секунды.Рабочие не должны входить в атмосферу, содержащую менее 18% кислорода.
Аргон тяжелее воздуха, поэтому аргон и газы, состоящие в основном из аргона, имеют тенденцию собираться в низких местах, таких как ямы. Вдыхание газа, например чистого аргона, не содержащего кислорода, может вызвать потерю сознания за секунды.Рабочие не должны входить в атмосферу, содержащую менее 18% кислорода.
Газы, образующиеся в процессе
Окись углерода и двуокись углерода
Окись углерода (CO) и CO 2 могут образовываться в процессах сварки под флюсом под действием тепла на флюсовые материалы, такие как карбонаты и целлюлоза. При сварке MAG они оба могут происходить из CO 2 в защитном газе, CO 2 вступает в реакцию вблизи дуги с образованием CO.В процессах с пламенем также образуются CO и CO 2 . Относительные количества зависят от того, является ли пламя окисляющим или восстанавливающим, при этом CO присутствует в более высоких концентрациях, когда пламя уменьшается.
CO является гораздо более опасным из двух газов. Это может вызвать снижение кислородной способности крови, что может быть фатальным. В более низких концентрациях вызывает головную боль и головокружение, тошноту и слабость. CO 2 действует в основном как удушающее средство, как указано выше.CO имеет предел краткосрочного воздействия (15-минутный контрольный период) 200 ppm и долгосрочное ограничение (8-часовой контрольный период) 30 ppm. Сверху значения для CO 2 составляют 15000 и 5000 частей на миллион для краткосрочного и долгосрочного базисных периодов соответственно.
Это может вызвать снижение кислородной способности крови, что может быть фатальным. В более низких концентрациях вызывает головную боль и головокружение, тошноту и слабость. CO 2 действует в основном как удушающее средство, как указано выше.CO имеет предел краткосрочного воздействия (15-минутный контрольный период) 200 ppm и долгосрочное ограничение (8-часовой контрольный период) 30 ppm. Сверху значения для CO 2 составляют 15000 и 5000 частей на миллион для краткосрочного и долгосрочного базисных периодов соответственно.
Количество CO и CO 2 , образующееся в процессе флюсования, невелико и, как правило, не представляет проблемы воздействия. Количество CO и CO 2 , генерируемых пламенем, также невелико, поэтому риск чрезмерного воздействия обычно невелик.В особых случаях, таких как высокоскоростная газокислородная резка, когда большое количество газа потребляется за короткий период времени, риск чрезмерного воздействия CO может быть проблемой.
MAG-сварка в среде защитного газа двуокиси углерода или защитного газа с высоким содержанием двуокиси углерода, например 80% Ar / 20% CO 2 обычно не представляет проблемы воздействия CO или любого CO 2 , образующегося в процессе. Однако проблема удушья CO 2 могла возникнуть, как указано выше.Аналогичное замечание можно сделать и по поводу FCAW с газовой защитой.
Окись азота и двуокись азота
Оксид азота (NO) и диоксид азота (NO 2 ) вместе известны как азотные газы (NO x ). Они могут возникать при окислении азота в воздухе под действием тепла дуги или пламени. Уведомления о химической опасности (CHAN) были выпущены в Великобритании в 2003 году, в них были отменены пределы воздействия NO и NO 2 , поскольку они не считались адекватными для защиты профессионального здоровья.Для каждого газа рекомендованы новые пределы воздействия в размере 1 ppm за 8 часов TWA.
Оксид азота является сильным раздражителем глаз, кожи и слизистых оболочек.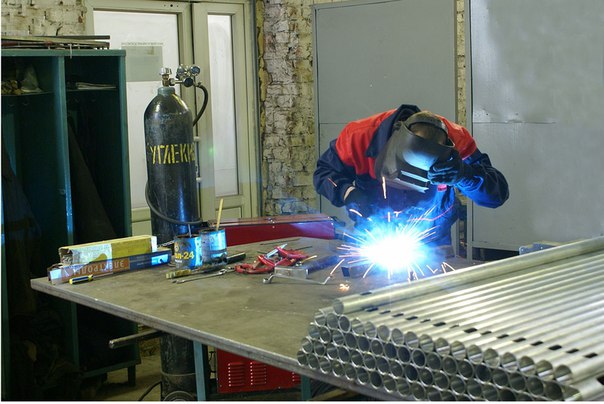 Двуокись азота — очень токсичный, раздражающий газ. После вдыхания азотные газы действуют больше на более глубокие, чем на верхние (нос, трахею, большие бронхи) дыхательные пути. Следующие симптомы указывают на первичную стадию отравления азотными газами:
Двуокись азота — очень токсичный, раздражающий газ. После вдыхания азотные газы действуют больше на более глубокие, чем на верхние (нос, трахею, большие бронхи) дыхательные пути. Следующие симптомы указывают на первичную стадию отравления азотными газами:
- Раздражение глаз, носа и трахеи
- Сильный кашель
- Сужение дыхания
- Головокружения и головная боль
- Болезнь и утомляемость
Симптомы чрезмерного воздействия могут не проявляться в течение нескольких часов после прекращения резки.Сильное чрезмерное воздействие может привести к накоплению воды в легких, что ухудшает снабжение крови кислородом и может привести к смерти.
При сварке выделяется лишь небольшое количество азотистых газов, поэтому их воздействие во время сварки не представляет проблемы. Проблемы воздействия могут возникнуть во время резки, особенно если резка выполняется вручную, поскольку это приближает оператора к выбросам. Более горячее пламя создает более высокую концентрацию азотистых газов, поэтому при использовании ацетилена образуется больше азота, чем при использовании пропана или природного газа.
Риск чрезмерного воздействия нитрозных газов считается низким для газокислородной резки, если только условия работы не являются неблагоприятными, например: ручная резка в ограниченном пространстве с высоким рабочим циклом.
При плазменной резке воздухом или азотом образуется более высокий уровень азота, чем при газокислородной резке, и существует значительный риск чрезмерного воздействия.
Свободное пламя генерирует самые высокие концентрации NO и NO2, и риск чрезмерного воздействия также является самым высоким.Следует проявлять осторожность во время таких действий, как нагрев пламенем, выпрямление пламенем, пайка пламенем, напыление пламенем и т. Д., Особенно потому, что выбросы в результате этих процессов трудно контролировать. Когда пламя не используется, его следует погасить.
Озон
Озон может образовываться в результате реакции между ультрафиолетовым излучением дуги и кислородом воздуха. Предел воздействия озона составляет 0,2 ppm в течение 15-минутного контрольного периода.
При уровнях воздействия озона, обнаруживаемых при сварке, основной проблемой является раздражение верхних дыхательных путей, характеризующееся кашлем и стеснением в груди, но неконтролируемое воздействие может привести к более серьезным последствиям, включая повреждение легких.
MIG-сварка алюминиевых сплавов с присадочной проволокой алюминий / кремний генерирует самые высокие концентрации озона. Использование алюминиевой присадочной проволоки генерирует значительно меньше озона, а использование алюминиево-магниевой присадочной проволоки генерирует наименьшее количество озона при сварке алюминиевых сплавов методом MIG. Другими комбинациями процесса / материала, которые могут создавать гигиенически значимые концентрации озона, являются MAG / мягкая сталь, MAG / нержавеющая сталь и TIG / нержавеющая сталь.
Озон образуется только во время горения дуги и быстро затухает при гашении дуги.Следовательно, воздействие озона очень зависит от используемого рабочего цикла. Хотя исследования в лаборатории показали, что концентрация озона в точках вокруг сварочной дуги может превышать 0,2 ppm, редко можно обнаружить, что среднее воздействие озона в реальной рабочей ситуации превышает предел воздействия озона. Исключением из этого утверждения является воздействие озона во время сварки MIG с алюминиево-кремниевым расходным материалом.
Хотя исследования в лаборатории показали, что концентрация озона в точках вокруг сварочной дуги может превышать 0,2 ppm, редко можно обнаружить, что среднее воздействие озона в реальной рабочей ситуации превышает предел воздействия озона. Исключением из этого утверждения является воздействие озона во время сварки MIG с алюминиево-кремниевым расходным материалом.
Органические газы
Становится все более распространенным, особенно при контактной сварке в автомобильной и бытовой промышленности, сваривать через или рядом с органическими материалами, такими как заводские грунтовки, органические покрытия, клеи, герметики, масла и т. Д.Вывод установки из эксплуатации может включать в себя разрезание многих материалов покрытия, включая краску.
Во время сварки или резки может образовываться широкий спектр продуктов разложения, состав которых трудно предсказать, даже зная состав свариваемого или прорезанного продукта. Кроме того, редко можно найти информацию о продуктах разложения в паспортах безопасности материалов. Исследования показали, что может образовываться широкий спектр токсичных продуктов разложения, но их концентрации обычно низкие.Многие продукты разложения не имеют предписанных пределов воздействия, но это не означает, что они безопасны. Необходимо осуществлять контроль до уровней, допускающих воздействие без вреда для здоровья.
Исследования показали, что может образовываться широкий спектр токсичных продуктов разложения, но их концентрации обычно низкие.Многие продукты разложения не имеют предписанных пределов воздействия, но это не означает, что они безопасны. Необходимо осуществлять контроль до уровней, допускающих воздействие без вреда для здоровья.
Обезжиривающие газы-растворители
Для обезжиривания можно использовать хлорированные углеводороды, такие как трихлорэтилен. Излучение сварочной дуги вызывает разложение паров трихлорэтилена с образованием продуктов, которые легко обнаруживаются по запаху. Первичные продукты разложения — это дихлорацетилхлорид и хлористый водород, но фосген, у которого очень низкие пределы воздействия (долгосрочный предел 0.02ppm, краткосрочный предел 0,06ppm), также формируется. К счастью, запаха и слезоточивости исходных продуктов разрушения достаточно, чтобы предупредить сварщика о проблеме, и сварка, скорее всего, будет остановлена до того, как будут достигнуты опасные уровни любого продукта.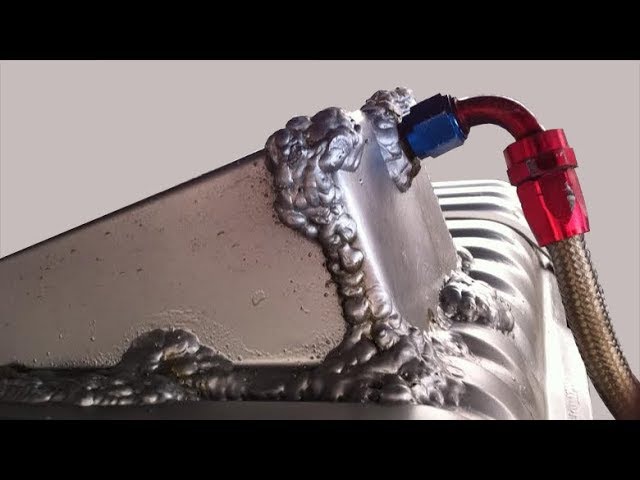
Что такое сварка MIG | AP Precision Metals Inc.
Многие из наших клиентов хотят знать: «Что такое сварка MIG и чем она отличается от других видов сварки?»
Сварка МИГ — это сокращение от «Сварка металла в инертном газе».Как следует из названия, в сварке MIG используются инертные газы, а также проволочный электрод для соединения двух или более металлов. Во время процесса техник использует сварочный пистолет, который контролирует проволоку и газ, создавая дугу между двумя соединяемыми кусками металла. Дуга создает тепло, которое плавит сварочную проволоку и нагревает поверхность соединяемых объектов. Во время этого процесса производитель подает инертный газ в область, который выталкивает окружающий кислород, предотвращая пористость сварного шва.
Для чего используется сварка MIG?
Сварка MIG может быть чрезвычайно универсальным инструментом для различных промышленных и коммерческих применений. Поскольку он быстрый, надежный и простой в управлении в условиях магазина, мы используем его как для небольших заказов, так и для крупных производственных партий. Мы обслуживаем клиентов из различных отраслей, в том числе:
Мы обслуживаем клиентов из различных отраслей, в том числе:
- Архитектура и дизайн (мебель, двери, перила)
- Ограды и ворота (внутренние и внешние)
- Конструкционная сварка
- Ремонт оборудования
- Клетки и защитные перегородки
- Кузовной ремонт
- Сельскохозяйственная техника
Взгляните на некоторые из наших недавних проектов для вдохновения или свяжитесь с нашей опытной командой сегодня, если у вас возникнут какие-либо вопросы.
С чем совместима сварка MIG?
СваркуMIG можно использовать для различных цветных металлов, таких как алюминий и сталь. Как правило, наши клиенты запрашивают сварку MIG для проектов с такими материалами, как:
- Углеродистая сталь
- Нержавеющая сталь
- Алюминий
- Core-ten (атмосферостойкая сталь)
- Никель
В чем преимущество выбора сварки MIG?
Сварка MIG — это универсальный и экономичный процесс. Поскольку его можно использовать для самых разных металлов, мы считаем, что это популярный вариант во многих отраслях. Сварка MIG может быть быстрее, чем другие методы (например, дуговая сварка защищенным металлом или TIG), но может быть слабее из-за ограниченной глубины проникновения. Сварка MIG — это очень чистый процесс; Поскольку инертные газы защищают легирующие элементы, возникают лишь незначительные брызги и загрязнения. Его можно использовать для соединения очень длинных участков металла, причем процесс может быть как автоматическим, так и полуавтоматическим.
Поскольку его можно использовать для самых разных металлов, мы считаем, что это популярный вариант во многих отраслях. Сварка MIG может быть быстрее, чем другие методы (например, дуговая сварка защищенным металлом или TIG), но может быть слабее из-за ограниченной глубины проникновения. Сварка MIG — это очень чистый процесс; Поскольку инертные газы защищают легирующие элементы, возникают лишь незначительные брызги и загрязнения. Его можно использовать для соединения очень длинных участков металла, причем процесс может быть как автоматическим, так и полуавтоматическим.
Какие сварочные газы MIG используются в процессе?
Выбор и скорость инертных газов, используемых при сварке MIG, важны для контроля качества сварки. Инертный газ подается на зону сварки, предотвращая попадание атмосферного кислорода и азота на электрод и зону сварки. Если сварной шов подвергается воздействию атмосферных газов, окончательный проект может быть ослаблен и загрязнен. Мы выбираем инертный газ в зависимости от типа используемого металла.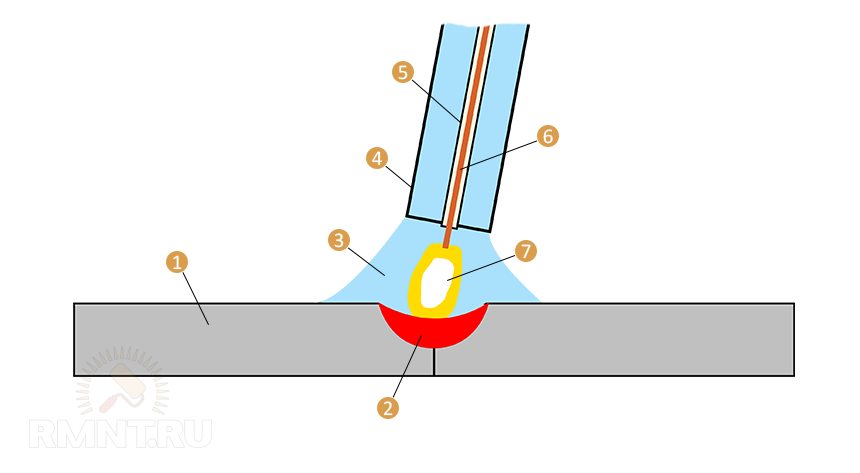 Обычно при сварке MIG используется комбинация газов двуокиси углерода, аргона, гелия, водорода и азота.Эта смесь обеспечивает хороший сварной шов, снижая при этом вероятность образования оксидов и брызг. Другими факторами, влияющими на этот выбор, являются размер и форма сварного шва, текстура сварочной поверхности, а также скорость и сила тока сварочной горелки.
Обычно при сварке MIG используется комбинация газов двуокиси углерода, аргона, гелия, водорода и азота.Эта смесь обеспечивает хороший сварной шов, снижая при этом вероятность образования оксидов и брызг. Другими факторами, влияющими на этот выбор, являются размер и форма сварного шва, текстура сварочной поверхности, а также скорость и сила тока сварочной горелки.
Есть вопросы о предстоящем сварочном проекте? Свяжитесь с нашей командой сегодня, чтобы получить информацию о наших услугах, предложениях и многом другом.
| Таблица 1 Источник и влияние сварочного дыма на здоровье | ||
|---|---|---|
| Тип дыма | Источник | Влияние на здоровье |
| Алюминий | Алюминий из некоторых сплавов, например.г., инконели, медь, цинк, сталь, магний, латунь и присадочные материалы. | Раздражитель дыхательных путей. |
| Бериллий | Отвердитель, содержащийся в сплавах меди, магния, алюминия и электрических контактах. | «Металлическая лихорадка». Канцероген. Другие хронические эффекты включают повреждение дыхательных путей. |
| Оксиды кадмия | Нержавеющая сталь, содержащая кадмий или материалы с гальваническим покрытием, цинковый сплав. | Раздражение дыхательной системы, боль и сухость в горле, боль в груди и затрудненное дыхание.Хронические эффекты включают повреждение почек и эмфизему. Подозрение на канцероген. |
| Хром | Большинство нержавеющих и высоколегированных материалов, сварочные стержни. Также используется в качестве материала покрытия. | Повышенный риск рака легких. У некоторых людей может развиться раздражение кожи. Некоторые формы являются канцерогенами (шестивалентный хром). У некоторых людей может развиться раздражение кожи. Некоторые формы являются канцерогенами (шестивалентный хром). |
| Медь | Сплавы, такие как монель, латунь, бронза. Также несколько сварочных стержней. | Острые эффекты включают раздражение глаз, носа и горла, тошноту и «лихорадку от металлического дыма».» |
| Фториды | Обычное электродное покрытие и флюс для низколегированных и высоколегированных сталей. | Острый эффект — раздражение глаз, носа и горла. Длительное воздействие может привести к проблемам с костями и суставами. Хронические эффекты также включают избыток жидкости в легких. |
| Оксиды железа | Основное загрязняющее вещество во всех процессах сварки чугуна или стали. | Сидероз — доброкачественная форма заболевания легких, вызванная отложением частиц в легких. Острые симптомы включают раздражение носа и легких. Как правило, исчезает при прекращении воздействия. Острые симптомы включают раздражение носа и легких. Как правило, исчезает при прекращении воздействия. |
| Свинец | Припой, латунные и бронзовые сплавы, грунтовка / покрытие для стали. | Хронические воздействия на нервную систему, почки, пищеварительную систему и умственные способности. Может вызвать отравление свинцом. |
| Марганец | Большинство сварочных процессов, особенно высокопрочных сталей. | «Металлическая лихорадка». Хронические эффекты могут включать проблемы с центральной нервной системой. |
| Молибден | Стальные сплавы, железо, нержавеющая сталь, никелевые сплавы. | Острые эффекты включают раздражение глаз, носа и горла, а также одышку. |
| Никель | Нержавеющая сталь, инконель, монель, хастеллой и другие высоколегированные материалы, сварочные стержни и гальваническая сталь. | Острый эффект — раздражение глаз, носа и горла. Повышенный риск рака отмечен и в других профессиях, кроме сварки. Также связано с дерматитом и проблемами с легкими. |
| Ванадий | Некоторые стальные сплавы, железо, нержавеющая сталь, никелевые сплавы. | Острое действие — раздражение глаз, кожи и дыхательных путей. Хронические эффекты включают бронхит, ретинит, жидкость в легких и пневмонию. |
| Цинк | Оцинкованный и окрашенный металл. | Metal Fume Fever. |
| Таблица 2 Источник и влияние сварочных газов на здоровье | ||
| Тип газа | Источник | Влияние на здоровье |
| Окись углерода | Образуется в дуге. | Легко всасывается в кровоток, вызывая головные боли, головокружение или мышечную слабость. Высокие концентрации могут привести к потере сознания и смерти. |
| Фтористый водород | Разложение покрытия стержня. | Раздражает глаза и дыхательные пути. Передозировка может вызвать повреждение легких, почек, костей и печени. Хроническое воздействие может привести к хроническому раздражению носа, горла и бронхов. |
| Оксиды азота | Образуются в дуге. | Раздражение глаз, носа и горла в низких концентрациях. Ненормальная жидкость в легких и другие серьезные последствия при более высоких концентрациях. Хронические эффекты включают проблемы с легкими, такие как эмфизема. |
| Дефицит кислорода | Сварка в ограниченном пространстве и вытеснение воздуха защитным газом. | Головокружение, спутанность сознания, удушье и смерть. |
| Озон | Образуется в сварочной дуге, особенно во время процессов плазменной дуги, MIG и TIG. | Острые эффекты включают жидкость в легких и кровотечение. Очень низкие концентрации (например, одна часть на миллион) вызывают головные боли и сухость глаз. Хронические эффекты включают значительные изменения функции легких. |
| Таблица 3 Источник и влияние на здоровье органических паров в результате сварки | ||
| Тип газа | Источник | Влияние на здоровье |
| Альдегиды (например, формальдегид) | Металлические покрытия со связующими .Растворители для обезжиривания | Раздражает глаза и дыхательные пути. |
| Диизоцианаты | Металл с полиуретановой краской. | Раздражение глаз, носа и горла. Высокая вероятность сенсибилизации, вызывающей астматические или другие аллергические симптомы, даже при очень низких воздействиях. |
| Фосген | Металл с остатками обезжиривающих растворителей. (Фосген образуется в результате реакции растворителя и сварочного излучения.) | Сильно раздражает глаза, нос и дыхательную систему.Симптомы могут проявиться позже. |
| Фосфин | Металл, покрытый ингибиторами ржавчины. (Фосфин образуется в результате реакции ингибитора ржавчины со сварочным излучением.) | Раздражает глаза и дыхательную систему, может повредить почки и другие органы. |

Различные типы сварочных процессов [2021]
Если вы думаете о карьере сварщика сварщик, важно определить область, в которой вы хотели бы специализироваться.Существует более 30 различных типов сварочных процессов, от кислородно-топливной до более сложных методов лазерной сварки. Хотя эти разновидности обычно делятся на четыре основные группы.
4 Основные типы сварочных процессов
Наиболее распространенными категориями сварочных процессов являются следующие: дуговая сварка металлическим электродом в среде защитного газа (GMAW / MIG), дуговая сварка вольфрамовым электродом (GTAW / TIG), дуговая сварка в среде защитного металла (SMAW) и флюс. порошковая дуговая сварка (FCAW).
В этом посте мы подробно расскажем о специфике каждого процесса и подчеркнем различия между ними.Продолжайте читать, чтобы узнать все, что вам нужно знать о четырех основных типах сварки и о том, для чего они используются.
Газовая дуговая сварка металла (GMAW / MIG)
Этот процесс, также известный как сварка в среде инертного газа или MIG, использует тонкую проволоку в качестве электрода. Проволока нагревается по мере продвижения через сварочный инструмент к месту сварки. Необходимо использовать защитный газ для защиты сварного шва от загрязнений в воздухе.
Проволока нагревается по мере продвижения через сварочный инструмент к месту сварки. Необходимо использовать защитный газ для защиты сварного шва от загрязнений в воздухе.
Обычно это двуокись углерода, кислород, аргон или гелий.Этот метод часто используется для обработки металлов, таких как нержавеющая сталь, медь, никель, углеродистая сталь, алюминий и др. Из всех сварочных процессов этот наиболее популярен в строительной и автомобильной отраслях.
Газовая дуговая сварка металлическим электродом считается одним из наиболее простых в освоении методов сварки, что делает ее отличным направлением для начинающих сварщиков. Он также требует минимальной очистки, обеспечивает высокую скорость сварки и лучший контроль над более тонкими материалами.
Некоторые недостатки, связанные с этим типом сварочного процесса, связаны с затратами на получение защитного газа и невозможностью сваривать более толстые металлы или выполнять вертикальную или потолочную сварку.
Газовая дуговая сварка вольфрамом (GTAW / TIG)
Этот тип процесса сварки, также известный как сварка вольфрамовым инертным газом или TIG, обычно используется для сварки тонких и цветных материалов, таких как алюминий, медь, свинец или никель. Обычно он применяется в производстве велосипедов или самолетов.
В отличие от других типов сварочных процессов, при сварке TIG для сварки используется неплавящийся вольфрамовый электрод. Вам по-прежнему потребуется внешний источник газа, обычно аргон или смесь аргона и гелия.
Этот метод сварки считается одним из самых сложных для освоения и обеспечивает получение наиболее качественных сварных швов.
Поскольку между дугой и свариваемой областью есть лишь крошечный участок, для выполнения этой операции требуются огромная точность и навыки. Известно, что сварные швы, полученные с помощью этого метода, очень прочны.
Дуговая сварка экранированного металла (SMAW)
Этот тип сварочного процесса основан на ручной технике с использованием плавящегося электрода, покрытого флюсом. Этот метод, как правило, наиболее популярен среди домашних сварщиков. Этот процесс также более неофициально известен как сварка стержнем.
Этот метод, как правило, наиболее популярен среди домашних сварщиков. Этот процесс также более неофициально известен как сварка стержнем.
Это прозвище относится к электроду, который используется для сварки металла, который имеет форму «стержня». Поскольку для дуговой сварки в экранированном металле требуется минимальное оборудование, это один из самых недорогих процессов.
Этот вид сварки не требует использования защитного газа и может выполняться на улице при ветре или дожде. Он также хорошо работает с грязью и ржавыми материалами.Тем не менее, есть и недостатки.
Ручная сварка обычно не позволяет получить продукцию самого высокого качества. Они склонны к пористости, трещинам и мелкому проникновению. Как правило, сварные швы менее долговечны, чем сварочные швы других типов.
Дуговая сварка порошковой проволокой (FCAW)
Подобно сварке MIG, дуговая сварка порошковой проволокой основана на непрерывной подаче проволоки. Есть два отдельных процесса, связанных с дуговой сваркой порошковой проволокой.
Один из них предполагает использование защитного газа, а другой — самозащитные агенты, образующиеся при разложении флюсов внутри проволоки.
Этот вид сварки известен тем, что он недорог и прост в освоении. Подобно процессу сварки MIG, это отличный способ для начинающих сварщиков начать свою карьеру в поле.
Также позволяет сварщикам выполнять свою работу на открытом воздухе (ветер не повлияет на сварку). Полуавтоматическая дуга обеспечивает высокую скорость сварки и портативность, что делает ее популярным процессом для строительных проектов.
Начните свою сварочную карьеру в Технологическом институте Новой Англии
Диплом специалиста в области сварочных технологий в NEIT, одной из лучших сварочных школ в стране, дает интенсивный практический опыт, необходимый для начала карьера сварщика.
Программа разработана, чтобы помочь студентам овладеть навыками сварки и монтажа трубопроводов, познакомить их с CAD, строительным проектированием и научить читать чертежи. Дополнительная теория и практика также включены в учебный план.
Дополнительная теория и практика также включены в учебный план.
Выпускники будут подготовлены к ряду различных отраслевых должностей, включая техника-сварщика, сварщика на производстве, техника-технолога, инженера по контролю качества, проектировщика CADD, техника CADD, продавца сварочной отрасли и специалиста по испытанию материалов.
Студенты также будут подготовлены к будущей сертификации посредством имитации квалификационных тестов сварщика.
Вы можете заполнить форму ниже, чтобы запросить дополнительную информацию о выборе нашей программы, или позвоните нам по телефону 866-253-8458, чтобы поговорить с кем-нибудь из нашей команды сегодня!
Сварка, резка, пайка Безопасность: техническое обслуживание и промышленное оборудование: Охрана труда: Окружающая среда, здоровье и безопасность: Protect IU: Indiana University
Идентификация и предотвращение опасностей
Сварка, резка и аналогичные процессы приводят к образованию расплавленного металла, искр, шлака и горячих рабочих поверхностей, которые могут вызвать пожар или взрыв, если не соблюдать меры предосторожности. Летящие искры — основная причина пожаров и взрывов при сварке и резке.
Летящие искры — основная причина пожаров и взрывов при сварке и резке.
Политика и процедуры выдачи разрешений на выполнение огневых работ
Университет Индианы по страхованию, контролю за потерями и претензиями (INLOCC) и IUEHS разработали Процедуры управления огневыми работами и сваркой для предотвращения случайных пожаров, гибели людей и травм в результате работ, связанных с огнем (воздействие искр, тепла или пламени и / или имущества, которое может возникнуть в результате сварочных работ, резки и / или пайки).
Любой, кто выполняет огневые работы, должен соблюдать Процедуры управления огневыми работами и сваркой и получить разрешение на выполнение огневых работ.
Исключения: процессы, выполняемые в специально отведенных местах, как определено INLOCC, или во время немедленной чрезвычайной ситуации.
Опасность поражения электрическим током и меры предосторожности
Поражение электрическим током от электросварочного и режущего оборудования может привести к смерти или тяжелым ожогам. Кроме того, может возникнуть серьезная травма, если сварщик упадет в результате удара. Эта угроза безопасности связана с операциями, в которых для выработки тепла используется электричество, такими как дуговая сварка и контактная сварка и резка.
Кроме того, может возникнуть серьезная травма, если сварщик упадет в результате удара. Эта угроза безопасности связана с операциями, в которых для выработки тепла используется электричество, такими как дуговая сварка и контактная сварка и резка.
Сотрудники должны всегда использовать надлежащие меры предосторожности и рекомендуемые меры безопасности, чтобы избежать поражения электрическим током (см. Программу электробезопасности IU). Персонал, использующий электросварочное и режущее оборудование, должен быть обучен безопасным методам работы и процедурам перед использованием этого оборудования. Некоторые меры по предотвращению поражения электрическим током включают:
- Никогда не используйте для замены электродов голыми руками или мокрыми перчатками.
- Не прикасайтесь к электроду под напряжением, пока вы контактируете с рабочей цепью.
- Никогда не стойте на влажной или заземленной поверхности при смене электродов.
- Не допускайте контакта держателя электрода или электрода с другими людьми или заземленными предметами.

- Заземлите рамы сварочных агрегатов.
- Изолируйте себя от обрабатываемой детали и заземлите, используя сухие изоляционные маты или покрытия, достаточно большие, чтобы предотвратить любой физический контакт с работой или землей, или наденьте надлежащим образом разработанные и одобренные сапоги на резиновой подошве в хорошем состоянии.
- При использовании длинных кабелей по возможности подвешивайте их над головой.
- При движении по полу убедитесь, что они не создают опасности споткнуться, не повредятся или не запутаются.
Дополнительные меры безопасности требуются, когда сварка выполняется в любом из следующих условий поражения электрическим током:
- В сырых местах или в мокрой одежде;
- На металлических полах, решетках, строительных лесах или других металлических конструкциях;
- В тесноте, например сидя, на коленях или лежа; и
- Когда существует высокий риск неизбежного или случайного контакта с заготовкой и землей.
При наличии этих условий используйте один из следующих типов оборудования, представленных в порядке предпочтения:
- Полуавтомат для сварки металлических электродов (проволоки) постоянного напряжения;
- Ручной сварочный аппарат покрытого электрода (стержня) постоянного тока; или
- Сварочный аппарат переменного тока с пониженным напряжением холостого хода.
В большинстве случаев рекомендуется использовать сварочный аппарат постоянного напряжения постоянного напряжения.
Не работайте в одиночку!
Дымовые и газы
При сварке, резке или пайке из металлов, флюсов и наполнителей, используемых в дополнение к покрытиям, краскам, гальванике и гальванике, образуются различные пары, газы и пары.Для защиты рабочих от них рекомендуется использовать соответствующие средства индивидуальной защиты (СИЗ) в виде респиратора и / или вентиляции. Опасности, связанные с паром и газом, которые необходимо учитывать перед проведением WCB:
- Пары (металлы) — Алюминий, Сурьма, Мышьяк, Бериллий, Кадмий, Хром, Кобальт, Медь, Железо, Свинец, Марганец, Молибден, Никель, Серебро, Олово, Титан, Ванадий и Цинк;
- Защитные газы — аргон, гелий, азот, двуокись углерода; и
- Технологические газы — Оксид азота, диоксид азота, монооксид углерода, озон, фосген, водород, фторид и диоксид углерода.

Средства индивидуальной защиты (СИЗ)
Сотрудники, подверженные опасностям, связанным с операциями сварки, резки или пайки, должны быть защищены СИЗ. Соответствующая защитная одежда, необходимая для любой сварочной операции, будет зависеть от размера, характера и местоположения выполняемых работ. СИЗ должны защищать от опасностей, таких как ожоги, искры, брызги, поражение электрическим током, оптическое излучение и опасность вдыхания, как указано ниже.
Средства общей защиты
Ниже приведены минимальные требования к надлежащим средствам индивидуальной защиты, необходимым для сварочных работ:
- Защита глаз и лица;
- Одежда, полностью закрывающая тело;
- Кожаная защита багажника;
- Защита рук; и
- Дополнительные средства индивидуальной защиты могут включать использование средств защиты органов дыхания.
Защита глаз и лица
- Все фильтрующие линзы и пластины должны соответствовать тесту на пропускание лучистой энергии, предписанному стандартом ANSI Z87.
 2010, Персональные устройства защиты глаз и лица (см. Приложение B).
2010, Персональные устройства защиты глаз и лица (см. Приложение B). - Шлемы и щитки для рук должны защищать лицо, лоб, шею и уши до вертикальной линии позади ушей от прямой лучистой энергии дуги и брызг сварочного шва.
- Сварочные маски с фильтрующими пластинами предназначены для защиты пользователей от дуговых лучей, а также от сварочных искр и брызг, которые ударяются непосредственно о шлем.Они не предназначены для защиты от шлаковой стружки, осколков шлифования, щетины проволочного круга и других подобных опасностей, которые могут рикошетить под шлемом. Очки, защитные очки или другие соответствующие средства защиты глаз также необходимо использовать для защиты от этих опасностей удара.
- OSHA требует, чтобы при дуговой резке и дуговой сварке с открытой дугой операторы и находящийся поблизости персонал, наблюдающий за дугой, использовали шлемы или щитки для рук с фильтрующими линзами и закрывающими пластинами, также при условии надлежащей защиты.Очки с линзами с затемнением 2 рекомендуются для общей защиты зрителей.
 При контактной сварке или пайке; Операторы контактной сварки должны использовать защитные маски для лица, очки или защитные очки в зависимости от конкретной работы, чтобы защитить лицо и глаза от опасностей, связанных с сваркой.
При контактной сварке или пайке; Операторы контактной сварки должны использовать защитные маски для лица, очки или защитные очки в зависимости от конкретной работы, чтобы защитить лицо и глаза от опасностей, связанных с сваркой.
Защитная одежда
- Соответствующая защитная одежда для любых операций сварки и резки будет зависеть от размера, характера и местоположения выполняемых работ.Одежда должна обеспечивать достаточную защиту и быть изготовлена из подходящих материалов, чтобы минимизировать ожоги кожи, вызванные искрами, брызгами или излучением. Рекомендуется закрывать все части тела для защиты от ожогов ультрафиолетом и инфракрасными лучами.
- Темная одежда лучше всего подходит для уменьшения бликов под лицевой маской. Предпочтительны более тяжелые материалы, такие как шерстяная одежда, плотный хлопок или кожа, поскольку они сопротивляются износу. Использование материалов, которые могут плавиться или вызвать сильные ожоги из-за искр, которые могут застрять в закатанных рукавах, карманах одежды или манжетах брюк, не рекомендуется.

- Другая защитная одежда включает прочные, огнестойкие фартуки из кожи или других подходящих материалов для защиты передней части тела, когда требуется дополнительная защита от искр и лучистой энергии.
Перчатки
Стандарт требует, чтобы все сварщики и резчики носили защитные огнестойкие перчатки, такие как кожаные перчатки сварщика, которые обеспечивают термостойкость, необходимую для сварки. Манжета с перчаткой обеспечивает дополнительную защиту руки, а для защиты участков, подверженных воздействию высокой энергии излучения, должны использоваться изолированные подкладки.
Защита органов дыхания
Защита органов дыхания рекомендуется для всех операций сварки, резки или пайки независимо от вентиляции из-за изменчивого характера потенциального токсичного воздействия паров, которые являются канцерогенными или токсичными при очень низких уровнях, как в случае марганца или шестивалентного хрома. В качестве меры предосторожности следует предполагать, что уровень выбросов паров будет выше допустимого уровня риска во время всех мероприятий WCB. Дальнейшие инструкции можно найти в Программе защиты органов дыхания IU.
В качестве меры предосторожности следует предполагать, что уровень выбросов паров будет выше допустимого уровня риска во время всех мероприятий WCB. Дальнейшие инструкции можно найти в Программе защиты органов дыхания IU.
Респираторы необходимы, когда «адекватная вентиляция», как определено в 3.3.1, отсутствует или недостаточна для контроля дыма.
Сварка алюминия в полуавтоматическом режиме от поставщика Evek GmbH / Evek
.Вас интересует сварка алюминия на полуавтомате? Поставщик Evek GmbH предлагает купить сварной алюминий по доступной цене в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная.
Технические характеристики
Спрос на алюминиевые изделия в промышленности и быту связан с положительными характеристиками этого металла. Однако его сварка сопряжена с рядом трудностей. Минимальные временные затраты — это метод импульсной электросварки (MIG / MAG) с использованием сварочного полуавтомата. Этот метод позволяет исключить влияние тонкой поверхностной пленки оксида металла и, как следствие, получить надежное соединение.
Сварочная проволока и защитный газ
При сварке алюминиевых сплавов методом MIG / MAG необходимо использовать сварочную проволоку с защитным покрытием поверхности.В этом случае сама сварка, чтобы предотвратить окисление металла, проводится в среде защитного газа. С увеличением плотности такого газа повышается надежность защиты, поэтому на практике используется аргон, а не азот или оксид углерода. Присадочная проволока подается автоматически от специального агрегата, а сварщик вручную перемещает горелку.
Срочность аргона
Необходима защитная атмосфера, иначе сварной шов получится пористым и гораздо менее прочным, а образующиеся при сварке шлаки трудно отделить от металла; Кроме того, без защитной атмосферы происходит сильное разбрызгивание алюминия.Поставщик Evek GmbH предлагает купить алюминий отечественного и зарубежного производства по доступной цене в широком ассортименте. Обеспечим доставку продукции в любую точку континента. Цена оптимальная.
Актуальность сварочной проволоки
Сварка методом MIG / MAG особенно широко применяется в таких отраслях, как авиастроение и судостроение. Проволока, используемая для этого способа сварки алюминия, имеет следующий состав (основа-алюминий):
| Химический элемент | Кремний | Утюг | Медь | Марганец | Магний | Хром | Цинк | Титан |
| Содержание,% | 0.08 | 0,11 | 0,02 | 0,12 | 4,95 | 0,13 | 0,006 | 0,13 |
Механические характеристики проволоки должны соответствовать следующим требованиям:
- Предел временного сопротивления, МПа — 260… 270;
- Предел текучести, МПа — 120… 125;
- Относительное удлинение,% — 27… 25.
Москва. Цена от поставщика
Вас интересует сварка алюминия на полуавтомате? Поставщик Evek GmbH предлагает купить сварной алюминий по цене производителя.