
краткое описание, особенности и нюансы работы
Фрезеровка ГБЦ: краткое описание, особенности и нюансы работы li { font-size:1.06rem; } }.sidebar .widget { padding-left: 20px; padding-right: 20px; padding-top: 20px; }::selection { background-color: #4f4f4f; } ::-moz-selection { background-color: #4f4f4f; }a,.themeform label .required,#flexslider-featured .flex-direction-nav .flex-next:hover,#flexslider-featured .flex-direction-nav .flex-prev:hover,.post-hover:hover .post-title a,.post-title a:hover,.sidebar.s1 .post-nav li a:hover i,.content .post-nav li a:hover i,.post-related a:hover,.sidebar.s1 .widget_rss ul li a,#footer .widget_rss ul li a,.sidebar.s1 .widget_calendar a,#footer .widget_calendar a,.sidebar.s1 .alx-tab .tab-item-category a,.sidebar.s1 .alx-posts .post-item-category a,.sidebar.s1 .alx-tab li:hover .tab-item-title a,.sidebar.s1 .alx-tab li:hover .tab-item-comment a,.sidebar.s1 .alx-posts li:hover .post-item-title a,#footer .alx-tab .tab-item-category a,#footer .
 sidebar.s1 .alx-tabs-nav li.active a,#footer .alx-tabs-nav li.active a,.comment-tabs li.active a,.wp-pagenavi a:hover,.wp-pagenavi a:active,.wp-pagenavi span.current,.entry.woocommerce div.product .woocommerce-tabs ul.tabs li.active a{ border-bottom-color: #4f4f4f!important; } .search-expand,
#nav-topbar.nav-container { background-color: #282828}@media only screen and (min-width: 720px) {
#nav-topbar .nav ul { background-color: #282828; }
} #header { background-color: #dddddd; }
@media only screen and (min-width: 720px) {
#nav-header .nav ul { background-color: #dddddd; }
]]>
sidebar.s1 .alx-tabs-nav li.active a,#footer .alx-tabs-nav li.active a,.comment-tabs li.active a,.wp-pagenavi a:hover,.wp-pagenavi a:active,.wp-pagenavi span.current,.entry.woocommerce div.product .woocommerce-tabs ul.tabs li.active a{ border-bottom-color: #4f4f4f!important; } .search-expand,
#nav-topbar.nav-container { background-color: #282828}@media only screen and (min-width: 720px) {
#nav-topbar .nav ul { background-color: #282828; }
} #header { background-color: #dddddd; }
@media only screen and (min-width: 720px) {
#nav-header .nav ul { background-color: #dddddd; }
]]>
описание, особенности и нюансы работы
Array
(
[TAGS] =>
[~TAGS] =>
[ID] => 107184
[~ID] => 107184
[NAME] => Фрезеровка ГБЦ: описание, особенности и нюансы работы
[~NAME] => Фрезеровка ГБЦ: описание, особенности и нюансы работы
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>
Головка блока цилиндров в двигателе – это достаточно специфический узел. Неисправности этого механизма могут приводить к полной неработоспособности транспортного средства. К примеру, нарушения сопряжения поверхности ГБЦ и блока цилиндров могут быть вызваны пробоем прокладки. Это влечет за собой и другие неприятности. Так, в масло попадает антифриз. В расширительном бачке и в системе охлаждения тоже будет масло. Если эксплуатировать автомобиль с такой неисправностью, то двигатель погибнет окончательно. Следовательно, проблему необходимо срочно устранять. Восстановить плоскости головки поможет такая операция, как фрезеровка ГБЦ.
Неисправности этого механизма могут приводить к полной неработоспособности транспортного средства. К примеру, нарушения сопряжения поверхности ГБЦ и блока цилиндров могут быть вызваны пробоем прокладки. Это влечет за собой и другие неприятности. Так, в масло попадает антифриз. В расширительном бачке и в системе охлаждения тоже будет масло. Если эксплуатировать автомобиль с такой неисправностью, то двигатель погибнет окончательно. Следовательно, проблему необходимо срочно устранять. Восстановить плоскости головки поможет такая операция, как фрезеровка ГБЦ.
Характеристика ГБЦ
Головка блока цилиндров, как уже было замечено выше, – один из важнейших узлов любых двигателей внутреннего сгорания. В головке установлены все основные детали газораспределительного механизма ДВС.
Это сложный элемент, и чаще всего изготавливается он из алюминиевых сплавов либо из легированного чугуна. Чтобы ГБЦ и блок цилиндров двигателя могли надежно взаимодействовать друг с другом, снизу ГБЦ расширена, а ее привалочная плоскость идеально ровная.
Особенности конструкции
В конструкции имеются самые разные элементы – это свечи зажигания, форсунки, свечи накала, распределительные валы. В головку интегрируются также клапана – впускные и впускные. Рядные двигатели оснащаются одной ГБЦ, а V-образные моторы имеют по отдельной головке на каждый ряд цилиндров. Отверстия на ГБЦ необходимы для монтажа форсунок, свечей зажигания. В верхней нише установлены пружины клапанов, клапанные втулки, опорные шайбы, корпуса подшипников распредвала. Также в корпусе имеются отверстия для установки впускного и выпускного коллектора.
Когда нужна фрезеровка ГБЦ?
Итак, целью фрезеровки является процесс доводки поверхности головки, взаимодействующей с блоком цилиндров, до необходимых критериев привалочных плоскостей.
Данная операция выполняется в двух случаях. Обычно головку фрезеруют, когда делают тюнинг двигателя. Так, нередко уменьшают высоту ГБЦ, чтобы повысить степень сжатия мотора. Это не является актуальным для обычных автолюбителей, ибо обычным водителям вполне хватает штатных характеристик и возможностей ДВС. В случае ремонта без фрезеровки ГБЦ не обойтись. Она делается обязательно. Любой капитальный ремонт двигателя не проводится без этой процедуры. Так или иначе, но любой двигатель хоть один раз, но подвергался перегреву. А перегрев пагубно влияет на привалочную плоскость. Нередко следствием перегрева является деформация головки блока. Что касается ремонта, то это могут быть любые операции. К примеру, от замены уплотнительных прокладок до ремонта или замены распределительных валов. Даже банальная пригоревшая прокладка к головке блока – уже повод для обработки.
Так, нередко уменьшают высоту ГБЦ, чтобы повысить степень сжатия мотора. Это не является актуальным для обычных автолюбителей, ибо обычным водителям вполне хватает штатных характеристик и возможностей ДВС. В случае ремонта без фрезеровки ГБЦ не обойтись. Она делается обязательно. Любой капитальный ремонт двигателя не проводится без этой процедуры. Так или иначе, но любой двигатель хоть один раз, но подвергался перегреву. А перегрев пагубно влияет на привалочную плоскость. Нередко следствием перегрева является деформация головки блока. Что касается ремонта, то это могут быть любые операции. К примеру, от замены уплотнительных прокладок до ремонта или замены распределительных валов. Даже банальная пригоревшая прокладка к головке блока – уже повод для обработки.
Возможно ли фрезеровать своими руками?
Нужно понимать, что фрезеровка ГБЦ невозможна без специального оборудования, а точнее – без фрезерного станка. При наличии такого станка в гараже операция выполнима.
Что касается самого станка, то главное, чтобы он был хоть немного “живой”. Вручную же можно только провести шлифовку поверхности, если пригорела прокладка. Когда головка демонтирована с мотора и установлена на станок, первым делом важна толщина фрезерования. В данном случае нужно узнать максимальную ремонтную глубину фрезеровки. Это указано в сервисной документации к автомобилю. Если этот параметр соблюдать, то никаких проблем с двигателем не возникнет.
Не стоит пытаться выполнить работу самостоятельно. Современные станки для фрезеровки ГБЦ оснащены программной системой, которая имеет высокую точность. На глаз не удастся “снять” слой металла строго необходимой толщины. Гораздо лучше для нервов и бюджета воспользоваться услугами профессионалов.
Как зачистить поверхность от старой прокладки?
Это обязательно нужно выполнить перед шлифовкой фрезеровкой ГБЦ. Понадобится обыкновенный нож или точильный камень от заточных станков.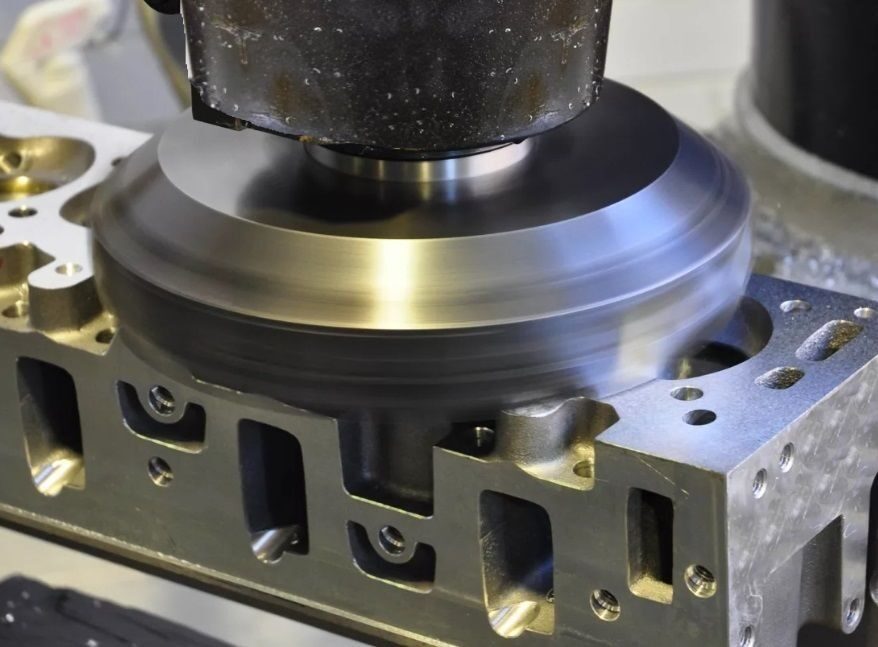
Работая камнем, делают круговые движения или движения в форме восьмерки. Они обязательно должны быть максимально плавными. После удаления остатков прокладки будет видно, как деформирована ГБЦ. Такую обработку следует проводить до тех пор, пока не будут выровнены все неровности. В итоге нужно получить максимально ровную и желательно зеркальную плоскость. Так обеспечивается хорошее уплотнение.
Как правильно подготовить ГБЦ?
Следует помнить, что перед выполнением работ нужно проверить плоскости. Это можно сделать своими руками. Для этого нужен набор щупов и обыкновенная линейка. Последнюю кладут по очереди на каждую диагональ нижней плоскости ГБЦ и далее подбирают щуп, который пройдет между линейкой и привалочной плоскостью. Этот метод измерений не даст особой точности, но можно примерно понять, как деформирован узел. Обычно плоскость сильно деформируется в районе поршней, где имеется нагар, или в месте пробития прокладки.
Также следует учитывать, что фрезеровка ГБЦ ВАЗа должна выполняться только после полной проверки узла на микротрещины и другие дефекты. Перед этой операцией все дефекты должны быть исключены. Для того чтобы найти трещины, понадобится специальная жидкость – она сразу же покажет дефектные места.
Перед этой операцией все дефекты должны быть исключены. Для того чтобы найти трещины, понадобится специальная жидкость – она сразу же покажет дефектные места.
После нанесения жидкости на поверхность ждут пять или более минут, прежде чем смыть ее. Если поверхность ГБЦ имеет дефекты, то красящий пигмент забьется именно в трещины. Но так можно обнаружить лишь внешние огрехи.
Фрезы
Станок важен не так сильно, как набор фрез для фрезеровки ГБЦ. Наиболее распространены торцевые фрезы с пятигранными пластинами. Они производились в СССР по ГОСТ 26595-85. Это мощные режущие инструменты для черновой и получистовой обработки стали и чугуна. Но данная фреза мало подходящая для работ с чистым алюминием. Однако при необходимости качество поверхности можно улучшить. Сменные пластины на таких фрезах не имеют канавки для схода стружки. Пластина получает ударные нагрузки, но качества поверхности нет. Но эти же пластины, оснащенные такой канавкой, позволяют получить поверхность в разы качественней.
Что касается выбора сплавов, то он совсем маленький – в продаже можно найти Т5К10 и Т15К6.
Чтобы выполняемой своими руками фрезеровкой ГБЦ с имеющимися инструментом добиться лучших результатов, из фрезы убирают 6 клиньев и оставляют только две пластины. При работе на станке подача должна быть невысокой, а обороты – большими.
Заключение
Не имея должного опыта работы на фрезерных станках, не стоит пытаться заниматься фрезеровкой такой ответственной детали, как ГБЦ. Лучше всего довериться профессионалам, но выбирать нужно грамотно. Сейчас услуги предоставляют разные мастера, и не все одинаково квалифицированные и опытные.
Источник:
fb.ru
[~DETAIL_TEXT] =>
Головка блока цилиндров в двигателе – это достаточно специфический узел. Неисправности этого механизма могут приводить к полной неработоспособности транспортного средства. К примеру, нарушения сопряжения поверхности ГБЦ и блока цилиндров могут быть вызваны пробоем прокладки. Это влечет за собой и другие неприятности. Так, в масло попадает антифриз. В расширительном бачке и в системе охлаждения тоже будет масло. Если эксплуатировать автомобиль с такой неисправностью, то двигатель погибнет окончательно. Следовательно, проблему необходимо срочно устранять. Восстановить плоскости головки поможет такая операция, как фрезеровка ГБЦ.
К примеру, нарушения сопряжения поверхности ГБЦ и блока цилиндров могут быть вызваны пробоем прокладки. Это влечет за собой и другие неприятности. Так, в масло попадает антифриз. В расширительном бачке и в системе охлаждения тоже будет масло. Если эксплуатировать автомобиль с такой неисправностью, то двигатель погибнет окончательно. Следовательно, проблему необходимо срочно устранять. Восстановить плоскости головки поможет такая операция, как фрезеровка ГБЦ.
Характеристика ГБЦ
Головка блока цилиндров, как уже было замечено выше, – один из важнейших узлов любых двигателей внутреннего сгорания. В головке установлены все основные детали газораспределительного механизма ДВС.
Это сложный элемент, и чаще всего изготавливается он из алюминиевых сплавов либо из легированного чугуна. Чтобы ГБЦ и блок цилиндров двигателя могли надежно взаимодействовать друг с другом, снизу ГБЦ расширена, а ее привалочная плоскость идеально ровная.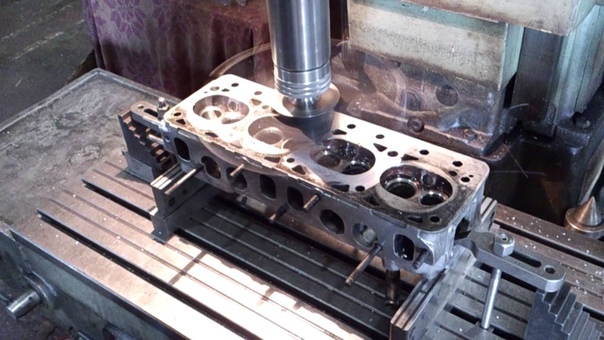
Особенности конструкции
В конструкции имеются самые разные элементы – это свечи зажигания, форсунки, свечи накала, распределительные валы. В головку интегрируются также клапана – впускные и впускные. Рядные двигатели оснащаются одной ГБЦ, а V-образные моторы имеют по отдельной головке на каждый ряд цилиндров. Отверстия на ГБЦ необходимы для монтажа форсунок, свечей зажигания. В верхней нише установлены пружины клапанов, клапанные втулки, опорные шайбы, корпуса подшипников распредвала. Также в корпусе имеются отверстия для установки впускного и выпускного коллектора.
Когда нужна фрезеровка ГБЦ?
Итак, целью фрезеровки является процесс доводки поверхности головки, взаимодействующей с блоком цилиндров, до необходимых критериев привалочных плоскостей.
Данная операция выполняется в двух случаях. Обычно головку фрезеруют, когда делают тюнинг двигателя. Так, нередко уменьшают высоту ГБЦ, чтобы повысить степень сжатия мотора. Это не является актуальным для обычных автолюбителей, ибо обычным водителям вполне хватает штатных характеристик и возможностей ДВС. В случае ремонта без фрезеровки ГБЦ не обойтись. Она делается обязательно. Любой капитальный ремонт двигателя не проводится без этой процедуры. Так или иначе, но любой двигатель хоть один раз, но подвергался перегреву. А перегрев пагубно влияет на привалочную плоскость. Нередко следствием перегрева является деформация головки блока. Что касается ремонта, то это могут быть любые операции. К примеру, от замены уплотнительных прокладок до ремонта или замены распределительных валов. Даже банальная пригоревшая прокладка к головке блока – уже повод для обработки.
Так, нередко уменьшают высоту ГБЦ, чтобы повысить степень сжатия мотора. Это не является актуальным для обычных автолюбителей, ибо обычным водителям вполне хватает штатных характеристик и возможностей ДВС. В случае ремонта без фрезеровки ГБЦ не обойтись. Она делается обязательно. Любой капитальный ремонт двигателя не проводится без этой процедуры. Так или иначе, но любой двигатель хоть один раз, но подвергался перегреву. А перегрев пагубно влияет на привалочную плоскость. Нередко следствием перегрева является деформация головки блока. Что касается ремонта, то это могут быть любые операции. К примеру, от замены уплотнительных прокладок до ремонта или замены распределительных валов. Даже банальная пригоревшая прокладка к головке блока – уже повод для обработки.
Возможно ли фрезеровать своими руками?
Нужно понимать, что фрезеровка ГБЦ невозможна без специального оборудования, а точнее – без фрезерного станка. При наличии такого станка в гараже операция выполнима. Что касается самого станка, то главное, чтобы он был хоть немного “живой”. Вручную же можно только провести шлифовку поверхности, если пригорела прокладка. Когда головка демонтирована с мотора и установлена на станок, первым делом важна толщина фрезерования. В данном случае нужно узнать максимальную ремонтную глубину фрезеровки. Это указано в сервисной документации к автомобилю. Если этот параметр соблюдать, то никаких проблем с двигателем не возникнет.
Не стоит пытаться выполнить работу самостоятельно. Современные станки для фрезеровки ГБЦ оснащены программной системой, которая имеет высокую точность. На глаз не удастся “снять” слой металла строго необходимой толщины. Гораздо лучше для нервов и бюджета воспользоваться услугами профессионалов.
Как зачистить поверхность от старой прокладки?
Это обязательно нужно выполнить перед шлифовкой фрезеровкой ГБЦ. Понадобится обыкновенный нож или точильный камень от заточных станков. Работая камнем, делают круговые движения или движения в форме восьмерки. Они обязательно должны быть максимально плавными. После удаления остатков прокладки будет видно, как деформирована ГБЦ. Такую обработку следует проводить до тех пор, пока не будут выровнены все неровности. В итоге нужно получить максимально ровную и желательно зеркальную плоскость. Так обеспечивается хорошее уплотнение.
Как правильно подготовить ГБЦ?
Следует помнить, что перед выполнением работ нужно проверить плоскости. Это можно сделать своими руками. Для этого нужен набор щупов и обыкновенная линейка. Последнюю кладут по очереди на каждую диагональ нижней плоскости ГБЦ и далее подбирают щуп, который пройдет между линейкой и привалочной плоскостью. Этот метод измерений не даст особой точности, но можно примерно понять, как деформирован узел. Обычно плоскость сильно деформируется в районе поршней, где имеется нагар, или в месте пробития прокладки.
Также следует учитывать, что фрезеровка ГБЦ ВАЗа должна выполняться только после полной проверки узла на микротрещины и другие дефекты. Перед этой операцией все дефекты должны быть исключены. Для того чтобы найти трещины, понадобится специальная жидкость – она сразу же покажет дефектные места.
После нанесения жидкости на поверхность ждут пять или более минут, прежде чем смыть ее. Если поверхность ГБЦ имеет дефекты, то красящий пигмент забьется именно в трещины. Но так можно обнаружить лишь внешние огрехи.
Фрезы
Станок важен не так сильно, как набор фрез для фрезеровки ГБЦ. Наиболее распространены торцевые фрезы с пятигранными пластинами. Они производились в СССР по ГОСТ 26595-85. Это мощные режущие инструменты для черновой и получистовой обработки стали и чугуна. Но данная фреза мало подходящая для работ с чистым алюминием. Однако при необходимости качество поверхности можно улучшить. Сменные пластины на таких фрезах не имеют канавки для схода стружки. Пластина получает ударные нагрузки, но качества поверхности нет. Но эти же пластины, оснащенные такой канавкой, позволяют получить поверхность в разы качественней. Что касается выбора сплавов, то он совсем маленький – в продаже можно найти Т5К10 и Т15К6.
Чтобы выполняемой своими руками фрезеровкой ГБЦ с имеющимися инструментом добиться лучших результатов, из фрезы убирают 6 клиньев и оставляют только две пластины. При работе на станке подача должна быть невысокой, а обороты – большими.
Заключение
Не имея должного опыта работы на фрезерных станках, не стоит пытаться заниматься фрезеровкой такой ответственной детали, как ГБЦ. Лучше всего довериться профессионалам, но выбирать нужно грамотно. Сейчас услуги предоставляют разные мастера, и не все одинаково квалифицированные и опытные.
Источник:
fb.ru
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Головка блока цилиндров в двигателе – это достаточно специфический узел. Неисправности этого механизма могут приводить к полной неработоспособности транспортного средства. Восстановить плоскости головки поможет такая операция, как фрезеровка ГБЦ.
[~PREVIEW_TEXT] => Головка блока цилиндров в двигателе – это достаточно специфический узел. Неисправности этого механизма могут приводить к полной неработоспособности транспортного средства. Восстановить плоскости головки поможет такая операция, как фрезеровка ГБЦ.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 25.03.2020 09:59:43
[~TIMESTAMP_X] => 25.03.2020 09:59:43
[ACTIVE_FROM] => 25.03.2020
[~ACTIVE_FROM] => 25.03.2020
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/107184/
[~DETAIL_PAGE_URL] => /news/115/107184/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => frezerovka_gbts_opisanie_osobennosti_i_nyuansy_raboty
[~CODE] => frezerovka_gbts_opisanie_osobennosti_i_nyuansy_raboty
[EXTERNAL_ID] => 107184
[~EXTERNAL_ID] => 107184
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 25.03.2020
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Фрезеровка ГБЦ: описание, особенности и нюансы работы
[SECTION_META_KEYWORDS] => фрезеровка гбц: описание, особенности и нюансы работы
[SECTION_META_DESCRIPTION] => Головка блока цилиндров в двигателе – это достаточно специфический узел. Неисправности этого механизма могут приводить к полной неработоспособности транспортного средства. Восстановить плоскости головки поможет такая операция, как фрезеровка ГБЦ.
[SECTION_PAGE_TITLE] => Фрезеровка ГБЦ: описание, особенности и нюансы работы
[ELEMENT_META_TITLE] => Фрезеровка ГБЦ: описание, особенности и нюансы работы
[ELEMENT_META_KEYWORDS] => фрезеровка гбц: описание, особенности и нюансы работы
[ELEMENT_META_DESCRIPTION] => Головка блока цилиндров в двигателе – это достаточно специфический узел. Неисправности этого механизма могут приводить к полной неработоспособности транспортного средства. Восстановить плоскости головки поможет такая операция, как фрезеровка ГБЦ.
[ELEMENT_PAGE_TITLE] => Фрезеровка ГБЦ: описание, особенности и нюансы работы
[SECTION_PICTURE_FILE_ALT] => Фрезеровка ГБЦ: описание, особенности и нюансы работы
[SECTION_PICTURE_FILE_TITLE] => Фрезеровка ГБЦ: описание, особенности и нюансы работы
[SECTION_DETAIL_PICTURE_FILE_ALT] => Фрезеровка ГБЦ: описание, особенности и нюансы работы
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Фрезеровка ГБЦ: описание, особенности и нюансы работы
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Фрезеровка ГБЦ: описание, особенности и нюансы работы
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Фрезеровка ГБЦ: описание, особенности и нюансы работы
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Фрезеровка ГБЦ: описание, особенности и нюансы работы
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Фрезеровка ГБЦ: описание, особенности и нюансы работы
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[~TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
Фрезеровка ГБЦ: описание, особенности и нюансы работы25.03.2020
Головка блока цилиндров в двигателе – это достаточно специфический узел. Неисправности этого механизма могут приводить к полной неработоспособности транспортного средства. К примеру, нарушения сопряжения поверхности ГБЦ и блока цилиндров могут быть вызваны пробоем прокладки. Это влечет за собой и другие неприятности. Так, в масло попадает антифриз. В расширительном бачке и в системе охлаждения тоже будет масло. Если эксплуатировать автомобиль с такой неисправностью, то двигатель погибнет окончательно. Следовательно, проблему необходимо срочно устранять. Восстановить плоскости головки поможет такая операция, как фрезеровка ГБЦ.
Характеристика ГБЦ
Головка блока цилиндров, как уже было замечено выше, – один из важнейших узлов любых двигателей внутреннего сгорания. В головке установлены все основные детали газораспределительного механизма ДВС.
Это сложный элемент, и чаще всего изготавливается он из алюминиевых сплавов либо из легированного чугуна. Чтобы ГБЦ и блок цилиндров двигателя могли надежно взаимодействовать друг с другом, снизу ГБЦ расширена, а ее привалочная плоскость идеально ровная.
Особенности конструкции
В конструкции имеются самые разные элементы – это свечи зажигания, форсунки, свечи накала, распределительные валы. В головку интегрируются также клапана – впускные и впускные. Рядные двигатели оснащаются одной ГБЦ, а V-образные моторы имеют по отдельной головке на каждый ряд цилиндров. Отверстия на ГБЦ необходимы для монтажа форсунок, свечей зажигания. В верхней нише установлены пружины клапанов, клапанные втулки, опорные шайбы, корпуса подшипников распредвала. Также в корпусе имеются отверстия для установки впускного и выпускного коллектора.
Когда нужна фрезеровка ГБЦ?
Итак, целью фрезеровки является процесс доводки поверхности головки, взаимодействующей с блоком цилиндров, до необходимых критериев привалочных плоскостей.
Данная операция выполняется в двух случаях. Обычно головку фрезеруют, когда делают тюнинг двигателя. Так, нередко уменьшают высоту ГБЦ, чтобы повысить степень сжатия мотора. Это не является актуальным для обычных автолюбителей, ибо обычным водителям вполне хватает штатных характеристик и возможностей ДВС. В случае ремонта без фрезеровки ГБЦ не обойтись. Она делается обязательно. Любой капитальный ремонт двигателя не проводится без этой процедуры. Так или иначе, но любой двигатель хоть один раз, но подвергался перегреву. А перегрев пагубно влияет на привалочную плоскость. Нередко следствием перегрева является деформация головки блока. Что касается ремонта, то это могут быть любые операции. К примеру, от замены уплотнительных прокладок до ремонта или замены распределительных валов. Даже банальная пригоревшая прокладка к головке блока – уже повод для обработки.
Возможно ли фрезеровать своими руками?
Нужно понимать, что фрезеровка ГБЦ невозможна без специального оборудования, а точнее – без фрезерного станка. При наличии такого станка в гараже операция выполнима. Что касается самого станка, то главное, чтобы он был хоть немного “живой”. Вручную же можно только провести шлифовку поверхности, если пригорела прокладка. Когда головка демонтирована с мотора и установлена на станок, первым делом важна толщина фрезерования. В данном случае нужно узнать максимальную ремонтную глубину фрезеровки. Это указано в сервисной документации к автомобилю. Если этот параметр соблюдать, то никаких проблем с двигателем не возникнет.
Не стоит пытаться выполнить работу самостоятельно. Современные станки для фрезеровки ГБЦ оснащены программной системой, которая имеет высокую точность. На глаз не удастся “снять” слой металла строго необходимой толщины. Гораздо лучше для нервов и бюджета воспользоваться услугами профессионалов.
Как зачистить поверхность от старой прокладки?
Это обязательно нужно выполнить перед шлифовкой фрезеровкой ГБЦ. Понадобится обыкновенный нож или точильный камень от заточных станков. Работая камнем, делают круговые движения или движения в форме восьмерки. Они обязательно должны быть максимально плавными. После удаления остатков прокладки будет видно, как деформирована ГБЦ. Такую обработку следует проводить до тех пор, пока не будут выровнены все неровности. В итоге нужно получить максимально ровную и желательно зеркальную плоскость. Так обеспечивается хорошее уплотнение.
Как правильно подготовить ГБЦ?
Следует помнить, что перед выполнением работ нужно проверить плоскости. Это можно сделать своими руками. Для этого нужен набор щупов и обыкновенная линейка. Последнюю кладут по очереди на каждую диагональ нижней плоскости ГБЦ и далее подбирают щуп, который пройдет между линейкой и привалочной плоскостью. Этот метод измерений не даст особой точности, но можно примерно понять, как деформирован узел. Обычно плоскость сильно деформируется в районе поршней, где имеется нагар, или в месте пробития прокладки.
Также следует учитывать, что фрезеровка ГБЦ ВАЗа должна выполняться только после полной проверки узла на микротрещины и другие дефекты. Перед этой операцией все дефекты должны быть исключены. Для того чтобы найти трещины, понадобится специальная жидкость – она сразу же покажет дефектные места.
После нанесения жидкости на поверхность ждут пять или более минут, прежде чем смыть ее. Если поверхность ГБЦ имеет дефекты, то красящий пигмент забьется именно в трещины. Но так можно обнаружить лишь внешние огрехи.
Фрезы
Станок важен не так сильно, как набор фрез для фрезеровки ГБЦ. Наиболее распространены торцевые фрезы с пятигранными пластинами. Они производились в СССР по ГОСТ 26595-85. Это мощные режущие инструменты для черновой и получистовой обработки стали и чугуна. Но данная фреза мало подходящая для работ с чистым алюминием. Однако при необходимости качество поверхности можно улучшить. Сменные пластины на таких фрезах не имеют канавки для схода стружки. Пластина получает ударные нагрузки, но качества поверхности нет. Но эти же пластины, оснащенные такой канавкой, позволяют получить поверхность в разы качественней. Что касается выбора сплавов, то он совсем маленький – в продаже можно найти Т5К10 и Т15К6.
Чтобы выполняемой своими руками фрезеровкой ГБЦ с имеющимися инструментом добиться лучших результатов, из фрезы убирают 6 клиньев и оставляют только две пластины. При работе на станке подача должна быть невысокой, а обороты – большими.
Заключение
Не имея должного опыта работы на фрезерных станках, не стоит пытаться заниматься фрезеровкой такой ответственной детали, как ГБЦ. Лучше всего довериться профессионалам, но выбирать нужно грамотно. Сейчас услуги предоставляют разные мастера, и не все одинаково квалифицированные и опытные.
Источник: fb.ru
Просмотров: 221
Фрезерная обработка: основные виды фрезерования
При работе с металлом применяется различное оборудование и инструменты. Чтобы эффективно использовать станки и дополнительные приспособления, требуется соблюдать технологии. Одни из видов работы с металлом является фрезерная обработка.
Фрезерная обработкаИзначально токарно-фрезерная обработка металла проводилась вручную. Мастера работали самодельными приспособлениями и обычными инструментами. Из-за этого производительность была низкая, а на выходе получалось множество бракованных деталей. Даже опытным мастерам металлообработки было сложно изготовить деталь точных размеров и формы.
С развитием технологий начали появляться станки, которые работали с помощью электродвигателей. С их помощью можно было точнее и быстрее обрабатывать заготовки. Обработка металла значительно упростилась, а технологии продолжали развиваться. Постепенно обычные токарно-фрезерные станки начали оборудоваться системами ЧПУ. На сегодняшний день профессиональное оборудование работает самостоятельно после настройки программы. Для производства достаточно, чтобы один оператор настраивал программу и контролировал процесс работы станка.
Материалы и виды фрез
Фрезеровка на специальном оборудовании проводится при помощи фрез. Это насадки, которые закрепляются в патроне. На него передаётся вращательное усилие с помощью шпинделя, и фреза начинает крутиться. Существуют различные виды применяемых фрез:
- Дисковые. Используются для разрезания деталей, выборки, обработки фасок.
- Торцевые. С их помощью обрабатываются торцевые зоны.
- Цилиндрические. Используются при обработке узких плоскостей.
- Угловые. Применяется для создания угловых пазов и наклонных поверхностей.
- Концевые. С их помощью изготавливаются пазы на поверхности заготовок.
Также можно выделить фасонные, червячные и кольцевые фрезы. Их выбор зависит от запланированных работ.
Виды фрезК материалам заготовок, подвергающихся обработке, относятся различные виды металлов, мягкие и твердые породы дерева, а также прочный пластик.
Классификация фрезеровки
Из всего разнообразия фрезеровочных работ и используемого оборудования основные виды фрезерования классифицируют в зависимости от трех факторов:
- используемый вид фрезы;
- позиционирование обрабатываемой детали на рабочей поверхности;
- направление вращения рабочей части станка.
Чёткую классификацию фрезеровочных работ встретить невозможно. Связано это со множеством видов проводимых операций.
Технология фрезеровки
Фрезерная обработка металла может производиться на разных станках с разными материалами и фрезами. От этого изменяется технология, которой следует придерживаться в рабочем процессе.
Технология фрезеровки на обычном станке
Механические станки до сих пор считаются наиболее популярными в производстве. Их используют на предприятиях и в личных мастерских. Этапы работы:
- В первую очередь требуется провести подготовку. Для этого заготовка закрепляется на рабочем столе. Запускается вращение режущей части станка.
- Фреза слегка соприкасается с заготовкой и отводится в изначальное положение.
- Выставляется глубина обработки. Снова запускается электродвигатель.
По мере продвижения работы изменяется размер фрез. Таким образом достигается высокая скорость обработки.
Технология фрезеровки на станке с ЧПУ
Фрезерная металлообработка на станках с ЧПУ достаточно популярна на сегодняшний день. Постепенно оборудование, программируемое оператором заранее, вытесняет механические станки. Связано это с тем, что механизмы с ЧПУ обладают большей точностью при работе и ускоряют производственный процесс.
МеталлообработкаТехнология работы на оборудовании с ЧПУ заключается в том, что оператор должен настроить программу, проверить подвижные механизмы, натянуть ремни, закрепить заготовку на рабочем столе и включить двигатели. Дальше человеку нужно только наблюдать за процессом работы механизмов. Двигатели работают за счёт программы и выполняют заданный алгоритм действий. После создания требуемой формы из заготовки оператор должен выключить оборудование, снять готовую деталь и повторить процесс. Если нужно изготовить деталь другой формы, оборудование следует перенастроить.
Технология фрезеровки ГБЦ
Владельцы автомобилей, работающих на бензине, часто сталкиваются с необходимостью в использовании фрезерного оборудования. Со временем изнашиваются головки блока цилиндров (ГБЦ). Связано это с тем, что при работе двигателя возникают постоянные изменения температурного режима. Из-за этого детали мотора изнашиваются и выходят из строя.
Если не исправить проблему, связанную с головками блока цилиндров, вовремя, они могут прогореть. Это приведёт к смешиванию охлаждающей жидкости со смазывающей. Выхлопные газы, в свою очередь, будут попадать в систему охлаждения.
Фрезеровку головок блока цилиндров производят при отказе двигателя и отклонениях головок от плоскости на 0.05 мм. Эту работу лучше доверить автослесарю, который имеет опыт фрезеровочных работ.
Чтобы измерить величину отклонения, используют большую линейку и набор щупов.
Фрезеровка титановых изделий
При обработке титана с помощью фрезерного оборудования, необходимо учитывать тот факт, что этот металл обладает низкой теплопроводностью. Из-за этого процесс его обработки осложняется.
Чтобы было проще работать с титаном и иметь на выходе качественные детали, необходимо учитывать мнение опытных мастеров металлообработки:
- При обработке титана используют высокоскоростные фрезы.
- Сначала снимают большой слой, плавно переходя к тонкому.
- Фрезы должны обладать большим количеством зубьев.
- Во время работы наблюдают за изменением заточки режущей части.
- После каждого прохода, делают фаску под углом в 45 градусов.
- Начинать обработку титана нужно по дуге.
- Диаметр фрезы должен быть на 30% меньше диаметра паза.
Перед началом работы с титаном необходимо убедиться в том, что мощности двигателя достаточно для обработки прочных видов металла. Нужно заранее осмотреть фрезу на наличие дефектов и проверить натяжение ремней на двигателе.
Фрезерная обработка металлов является одним из известнейших процессов в металлообработке. Её можно производить на механических станках и оборудовании с ЧПУ. Однако при работе с программируемыми машинами требуется выбирать опытного оператора. В противном случае, оборудование не будет функционировать в нормальном режиме.
восстановленных головок цилиндров — Capital Reman Exchange
Отделение головок блока цилиндров Capital Reman Exchange оборудовано для обработки всех производителей дизельного топлива и природного газа восстановленных головок блока цилиндров . Наши мощности включают в себя небольшие отремонтированные головки цилиндров до головок серии CAT 3600, которые могут весить более 500 фунтов с диаметром седла более 4 дюймов. В процессе восстановления отремонтированных головок цилиндров мы разбираем головку цилиндров, проводим проверку на магнитные частицы и испытания под давлением с использованием нашего современного тестера Newclear, проверяющего отливку на предмет утечек.
Затем мы предлагаем широкий спектр ремонтных работ, которые включают: замену трубки форсунки, замену седла клапана и направляющей клапана. Мы ремонтируем поврежденные отверстия под штифты моста, а также шлифовку настилов и поверхности выпускного коллектора. Мы можем отремонтировать трещины в отливке, а также отремонтировать поврежденные отверстия втулки кулачка, а также отремонтировать поврежденные отверстия под шпильки выпускного коллектора. После того, как весь ремонт будет выполнен, мы собираем восстановленную головку блока цилиндров и проверяем высоту клапана, а также проверяем герметичность между лицевой стороной клапана и седлом клапана.Полный 13-этапный процесс восстановления головок цилиндров приведен ниже.
Услуги общей механической обработки
Capital Reman Exchange отлично оборудован для обслуживания различных промышленных компонентов. Будь то изготовление инструмента, наплавка, расточка, обнаружение трещин, полировка, шлифование или шлифование валков, мы готовы справиться с этой задачей. Мы предлагаем консультационные решения для механических цехов и понимаем потребности отрасли, а также первостепенное значение срочности и обслуживания.
Наши обрабатывающие центры, токарные станки, сварочные и термообработанные печи позволяют нам ремонтировать компоненты, которые многие другие механические мастерские не попытаются утилизировать.Знания и опыт наших механиков обеспечивают качество и надежность всех наших восстановленных головок цилиндров.
Процесс восстановления 13-ступенчатой головки цилиндров:
Мы тщательно подходим к ремонту головок цилиндров. Наш процесс восстановления головок цилиндров был новаторским и усовершенствованным более 40 лет. Мы разработали 13-этапный процесс для восстановленных головок цилиндров, который гарантирует, что восстановленные головки цилиндров высочайшего качества будут готовы к потребностям наших клиентов.
Шаг 1: Процесс снятия восстановленных головок цилиндров
Первым шагом для восстановленных головок цилиндров является первоначальный процесс демонтажа. Наши специалисты снимают все клапаны, направляющие, седла, пружины и чашки форсунок. Затем мы визуально осматриваем каждую деталь, а также проводим контроль качества и структурные испытания, чтобы увидеть, можно ли использовать какие-либо из этих деталей повторно. Например, с нашими клапанами мы проверяем весь клапан на предмет эрозионных ямок. Позже мы переточим до нужного угла, а затем переточим стебли.
Шаг 2: Начальная очистка и магнафлюкс
Второй этап восстановления головки блока цилиндров — это первичная очистка и магнитная сварка. Очистка восстановленных головок цилиндров является очень важным этапом в процессе восстановления головок цилиндров. Часто бывшие в употреблении головки цилиндров попадают на наш завод с грязью, сажей, маслом и смазочными материалами, въевшимися в чугун. Чтобы правильно определить трещины и оценить структурную целостность, восстановленная головка блока цилиндров должна быть полностью чистой.На этом этапе мы также измеряем толщину поверхности в соответствии со спецификациями OEM. Например, OEM-спецификации для восстановленных головок цилиндров Caterpillar D334 следующие: Новая высота составляет 3,400 дюйма, а минимальная высота составляет 3,3940 дюйма. Это дает нам толерантность к тому, где нам нужно будет шлифовать позже в процессе восстановленной головки блока цилиндров. Если высота восстановленных головок ниже минимальной высоты на момент их получения, мы заменяем всю головку блока цилиндров, поскольку она считается непригодной для восстановления головки блока цилиндров.Мы также проверяем зону коробления, сжатия и уплотнения порта воды.
Шаг 3: Глубокая чистка всех восстановленных головок цилиндров
Третий этап восстановления головки блока цилиндров — это глубокая очистка. После того, как мы удалим первоначальную грязь и сажу с наших восстановленных головок цилиндров, мы используем один из трех способов глубокой очистки. Отремонтированную головку блока цилиндров мы можем поместить в горячий резервуар, резервуар для паровой очистки или в мойку. Бак горячего пара нагревает восстановленные головки цилиндров до температуры более 200 градусов по Фаренгейту и буквально сжигает любой компонент, который не является частью восстановленной головки блока цилиндров.После завершения глубокой очистки мы выбиваем все отверстия для болтов и ремонтируем их по мере необходимости. Мы твердо верим в тщательную очистку наших восстановленных головок цилиндров, потому что даже небольшое количество грязи может затруднить процесс шлифования или ремонта трещин.
Шаг 4: Испытание под давлением отремонтированных головок цилиндров
Четвертым этапом для наших восстановленных головок цилиндров является испытание блока под давлением на предмет дальнейшей структурной целостности. Помещаем отремонтированные головки цилиндров в Newclear Pressure Regulator Machine на 20 минут.Newclear Pressure Regulator Machine будет подвергать модернизированную головку цилиндров давлению 60 фунтов на квадратный дюйм при температуре 200 градусов по Фаренгейту. Он протягивает воду через любые трещины, которые могут присутствовать. Наш менеджер по контролю качества проверит направляющую резьбу внутри и вокруг седел, а также между клапанами. После того, как восстановленная головка блока цилиндров снимается с установки Newclear Pressure Regulator Machine, мы проверяем восстановленную головку блока цилиндров на предмет дополнительного коробления и усадки, которые впоследствии будут удалены во время шлифования.
Шаг 5: Исследование восстановленных деталей головки цилиндров
Пятый шаг при изготовлении восстановленных головок цилиндров — определить, какие детали необходимо заменить. Затем мы проверяем количество и номера деталей. Мы либо используем наши собственные восстановленные детали, сертифицированные OEM, либо заменяем их новыми деталями от любого из наших поставщиков деталей, если этого требует заказчик. Обычно мы заменяем изношенные седла, направляющие и клапаны для всех наших восстановленных головок цилиндров.
Шаг 6: Процесс управления запасами восстановленных головок цилиндров
Шестым шагом в процессе восстановления головки блока цилиндров является заполнение формы заявки на материалы для нашего отдела запчастей.Наша система управления запасами направляет нашу команду по восстановлению головки блока цилиндров для принятия оптимальных решений относительно того, какие детали использовать для процесса восстановления головки блока цилиндров.
Этап 7: Наплавка деки восстановленных головок цилиндров
Седьмой шаг при восстановлении головки блока цилиндров — это обработка поверхности восстановленной головки блока цилиндров по мере необходимости. Мы используем шлифовально-фрезерный станок Berco на всех наших модернизированных головках цилиндров. В измельчителе Berco используется резак для карбоната, который использует технику плоской резки.Мы полностью фрезеруем верхнюю часть наших восстановленных головок цилиндров, что называется «всплытием на поверхность». Мы выполняем как сварку металла, так и методы горячей сварки для устранения трещин в восстановленных головках. Сшивание металла включает в себя просверливание ряда отверстий, полностью устраняющее трещину, продевание отверстий штифтами / заглушками и последующее восстановление выступающей поверхности на восстановленных головках цилиндров.
Горячая сварка включает помещение всей восстановленной головки блока цилиндров в нашу горячую печь, нагрев чугуна до 1100 градусов по Фаренгейту и затем выполнение дуговой сварки, пока вся головка горячая.После дуговой сварки мы помещаем все наши восстановленные головки цилиндров в песочницу на 24-48 часов, чтобы сжатие металла происходило с той же скоростью в изолированной среде. Восстановленные головки цилиндров, восстановленные в горячей печи, необходимо охлаждать в изолированной среде, чтобы различные металлы в отливке удерживали сварной шов.
Шаг 8: Установка трубок форсунок обратно в восстановленные головки цилиндров
Восьмой этап процесса восстановления головки блока цилиндров — установка трубок форсунок.Обычно мы заменяем наши инжекторные трубки в процессе восстановления головки блока цилиндров. Мы используем инжекторные трубки из латуни, меди или нержавеющей стали. Мы используем перфоратор, чтобы правильно вставить трубки инжектора в отверстия инжектора. Форсунки предназначены для герметизации каналов охлаждающей жидкости, а также камеры сгорания. Некоторые отремонтированные головки цилиндров имеют уплотнительные кольца, расположенные вокруг трубки инжектора, а другие нет. Тип используемой форсунки зависит от композитного металла головки блока цилиндров и требований OEM.Мы можем использовать инжекторные трубки OEM или Aftermarket в зависимости от предпочтений клиента.
Шаг 9: Повторное испытание восстановленных головок цилиндров под давлением
Девятый этап процесса восстановления головки блока цилиндров — это повторное испытание восстановленных головок блока цилиндров под давлением с использованием установки Newclear Pressure Regulator Machine. Важно повторно испытать под давлением все восстановленные головки блока цилиндров, чтобы убедиться, что процедура горячей или холодной сварки сохранила свою целостность.Мы проверяем наличие утечек, используя как визуальный осмотр через увеличительное стекло, так и измерения уровня воды под головкой блока цилиндров. Прозрачная прижимная пластина обеспечивает вращение на 360 °, что позволяет регулировать центр тяжести восстановленных головок цилиндров. Система также включает в себя проточную систему нагревателя для проведения как холодных, так и горячих гидравлических испытаний восстановленных головок цилиндров.
Шаг 10: Подготовьте восстановленные головки цилиндров к сборке
Десятый этап восстановленных головок цилиндров — подготовка головки к сборке.После того, как наши восстановленные головки цилиндров будут покрыты поверхностью и испытаны под давлением, пора снова собрать головку цилиндров. Обводим колеса все порты и поверхности. Затем мы шлифуем притирочные клапаны и седла. После этого мы проверяем рецессию клапана. Проверка на предмет рецессии клапана имеет решающее значение. Клапаны должны быть промыты, поскольку поршень поднимается на +,001 ”или -,001”. Наш отдел контроля качества проверяет и при необходимости немедленно устраняет проблемы с рецессией клапанов на всех отремонтированных головках цилиндров.
Шаг 11: Окончательная промывка всех восстановленных головок цилиндров
Одиннадцатый этап процесса реконструкции головки блока цилиндров — это очистка паром или использование промывочного бака.В процессе паровой очистки наши восстановленные головки цилиндров подвергаются предварительной мойке в паровой бане. Паровая баня удаляет дополнительную грязь и растворители, которые могли накопиться в процессе шлифования. После того, как наши восстановленные головки цилиндров будут очищены, мы штампуем серийный номер на восстановленных головках цилиндров, а также оценочный номер и инициалы сотрудников.
Шаг 12: Покраска и упаковать все восстановленные головки цилиндров
Двенадцатый этап восстановления головок цилиндров — это сборка всего пакета.Мы снова собираем держатели сиденья, затем красим или наносим струйную очистку и упаковываем. Все наши восстановленные головки цилиндров окрашены в соответствии со спецификациями OEM с использованием промышленной краски. Краска, которую мы используем, помогает предотвратить ржавчину и достаточно прочна, чтобы противостоять изменениям окружающей среды.
Шаг 13: Меры по предотвращению образования ржавчины и подготовка восстановленных головок цилиндров для транспортировки
Тринадцатый и последний этап восстановления головок цилиндров — это снова нанести масло для предотвращения ржавчины и снова упаковать.Мы поставляем индивидуальные коробки для каждой восстановленной головки блока цилиндров, затем оборачиваем ее в пластик и помещаем всю восстановленную головку блока цилиндров в деревянный ящик для транспортировки.
Программа гарантии на 1 год
ВОССТАНОВЛЕННЫЕ РАСПРЕДВАЛЫЕ ВАЛЫ, ПОДЪЕМНИКИ / ПОДЪЕМНИКИ, СОЕДИНИТЕЛЬНЫЕ ШТОКИ, КОЛЕНЧАТЫЕ ВАЛЫ, ГОЛОВКИ ЦИЛИНДРОВ, БЛОКИ ЦИЛИНДРОВ, ДВИГАТЕЛИ
Capital Reman Exchange, LLC гарантирует неограниченную гарантию на восстановленные продукты, включая 12 месяцев гарантии на восстановленные материалы и отсутствие дефектов в материалах. миль, из которых первые 6 месяцев будут включать запчасти и ремонт.Во вторые 6 месяцев будут включены запасные части или компоненты, новые или восстановленные в соответствии со спецификациями OEM. Ознакомьтесь со всем нашим гарантийным процессом здесь.
Свяжитесь с торговым представителем Capital Reman сегодня для получения дополнительной информации о головках цилиндров дизельных двигателей!
Позвоните в Capital Reman Exchange сегодня по телефону 1-844-239-8101 для немедленного обслуживания продаж или прочтите нашу страницу часто задаваемых вопросов, чтобы узнать больше.
Центр фрезерного станка с ЧПУ, 5 осей для головки цилиндра производителей и поставщиков двигателей — индивидуальное предложение продукции
Фрезерный центр с ЧПУ, 5 осей для головки цилиндра двигателя
MLJ600
Центр фрезерного станка с ЧПУ 5 осей для головки цилиндра двигателя
Деталь | Агрегат | Размер рабочего столамм 2 | φ600 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Ширина прохода | мм | 1200 | 28 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Расстояние от шпинделя до рабочего стола | Макс. | мм | 400 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Путешествие | 9000 2 Долгота (X) | мм | 600 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Боковой (Y) | мм | 600 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| мм | 380 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Головка (A) | | ± 115 ° | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Поворотный стол (C) | | BT50 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Скорость вращения шпинделя | об / мин | 10-4000 3 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Скорость подачи | Долгота (X) | 9013 310-8000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Боковой (Y) | мм / мин | 10-8000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
мм / мин | 10-4000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Напор (A) | об / мин | 0-7 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Поворотный стол 90 (C) 90 (C) 90 / мин | 0-5 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Fast In Feeding | Долгота (X) | мм / мин | 12000 | мм / мин | 12000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Вертикально (Z) | мм / мин | 6000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Головка (A) | об / мин | 0-9 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Поворотный стол (C) | об / мин | 0-8 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 32 Шпиндель КВт | 30 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
In Питание сервопривода подачи | Долгота (X) | Нм | 18.6 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Боковой (Y) | Нм | 11,5 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Вертикальный (Z) | Нм | Нм | )Нм | 4 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Поворотный стол (C) | Нм | 11,5 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Точность повторного позиционирования | мм | 0,02 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Макс.нагрузка рабочего стола | T | Основные характеристики | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Тип машины | LC-20 VSG | LC-20 VGN | LC-20 VGA | LC-20 VHS | LC-20 VHN | LC-20 VHA | |
| Путешествие | |||||||
| Продольный ход | 800 мм (31.5 дюймов) / Опция: 920 мм (36,2 дюйма) | ||||||
| Поперечный ход | 415 мм (16,3 дюйма) | ||||||
| Вертикальное перемещение | 460 мм (18 дюймов) | 435 мм (17,1 дюйма) | |||||
| Стол | |||||||
| Рабочая поверхность | 1300 мм X 260 мм (51 «X 10 дюймов) / Опция: 1420 мм (56 дюймов) | ||||||
| Рабочая поверхность до земли A01 | 910 — 1370 мм (35.8 — 53,9 «) | 925 — 1360 мм (36,4 — 53,5 дюйма) | |||||
| Макс. Загрузка | 200 кг | ||||||
| Т-образный паз (кол-во x ширина x шаг) | 3 X 15,875 мм X 63,5 мм (3 X 0,625 дюйма X 2,5 дюйма) | ||||||
| Размер машины | |||||||
| Длина A02 | 2110 — 2580 мм (83.1 — 101,6 «) | ||||||
| Ширина A03 | 1900 мм (74,8 дюйма) | ||||||
| Высота A04 | 2270 (89,4 дюйма) | ||||||
| Масса | 1800 кг (3960 фунтов) | 2,010 кг (4 422 фунта) | |||||
| Насос охлаждающей жидкости | O | 1/8 л.с. | |||||
| Вертикальный шпиндель | |||||||
| Фрезерная головка | 20 VS | 20 ВН | 2 г | 20 VS | 20 ВН | 2 г | |
| Поворотный пиноль (R и L / 90 °) B01 | В | В | В | В | В | В | |
| Поворотный пиноль (F и B / 45 °) B02 | В | В | В | В | В | В | |
| От конца шпинделя к столу | 80 ~ 540 мм (3.1 «~ 21,3») | 115 ~ 550 мм (4,5 ~ 21,7 дюйма) | |||||
| От конца шпинделя к поверхности колонны B04 | 355 ~ 825 мм (14 ~ 32,5 дюйма) | 255 ~ 725 мм (10 ~ 28,5 дюймов) | 355 ~ 825 мм (14 ~ 32,5 дюйма) | 255 ~ 725 мм (10 ~ 28,5 дюймов) | |||
| Перемещение верхнего рычага B05 | 470 мм (18.5 «) | ||||||
| Вертлюг | 360 ° | ||||||
| Система подачи | |||||||
| продольный | 22 ~ 690 мм (0,8 ~ 27,2 дюйма) / мин | ||||||
| Быстрые продольные подачи | 2100 мм (82,7 дюйма) / мин | ||||||
| Вертикальный | 800 мм (31.5 дюймов) / мин | ||||||
| Двигатель продольный | 1 / 0,5 л.с. 4/8 пол. | ||||||
| Вертикальный мотор | 1,5 л.с. 6P | ||||||
| Горизонтальный шпиндель | |||||||
| Скорость шпинделя | 50 Гц | Х | 45 ~ 980 об / мин (6 ступеней) | ||||
| 60 Гц | Х | 55 ~ 1,180 об / мин (6 ступеней) | |||||
| Двигатель шпинделя | Х | 5 л.с. 4P | |||||
| Конус шпинделя | Х | НСТ 40 | |||||
| От осевой линии шпинделя до стола C01 | Х | -25 ~ 410 мм (-1 ~ 16.1 «) | |||||
| От осевой линии шпинделя до верхней рукоятки C02 | Х | 146 мм (5,7 дюйма) | |||||
| От осевой линии шпинделя до поверхности колонны C03 | Х | 28 мм (1,1 дюйма) | |||||
Планирование качества изготовления деталей машин на основе корпуса фрезерных станков с головками цилиндров
[1] М.Ясюлевич-Качмарек, Устойчивое развитие: ориентация в управлении техническим обслуживанием. Теоретические основы, в: Golinska P. et al. (Ред.), Экологическое производство и логистика. Новые тенденции и методы ведения бизнеса, Springer — Verlag Berlin Heidelber, 2013 г., стр.117-134.
DOI: 10.1007 / 978-3-642-23553-5_8
[2] М.Бутлевски, Эвристические методы, способствующие эргономическому дизайну, Универсальный доступ в человеко-машинном взаимодействии. Методы проектирования, инструменты и методы взаимодействия для включения, конспект лекций по информатике, том 8009, 2013 г., стр. 13-20.
DOI: 10.1007 / 978-3-642-39188-0_2
[3] Дж.Wrzesińska, Человеческий фактор как детерминант несчастных случаев на производстве (на польском языке), в: J. Konieczny (Eds.), Bezpieczeństwo zdrowia publicznego w zagrożeniach środowiskowych. Postępy metodologii badań, Garmond Oficyna Wydawnicza, Познань 2012, стр. 569-581.
[4] Дж.Яворский, Планирование на предприятии (на польском языке), Oficyna Wydawnicza Politechniki Rzeszowskiej, Жешув, (2001).
[5] С.Wawak, Руководство по развертыванию ISO 9000: 2000 (на польском языке), Helion, Гливице (2007).
[6] К.Szatkowski, Подготовка производства (на польском языке), PWN, Warszawa, (2008).
[7] Б.Сойкин, Управление продуктом (на польском языке), PWE, Варшава, (2003).
[8] ISO 10005, Системы менеджмента качества — Руководящие указания по планам качества, Международная организация по стандартизации, Женева (2005).
[9] AQAP 2120 Ed. 2, Требования НАТО к планам качества поставки, Международный штаб НАТО, Брюссель (2009).
[10] П. Барретт, Системы и отношения для обеспечения качества строительства, Международный журнал менеджмента качества и надежности.Vol. 17 Выпуск 4 (2000) 377 — 392.
[11] Р. Вечорек, Проектирование качества (на польском языке), в: М.Fertsch, S. Trzcieliński (ред.), Koncepcje zarządzania systemami wytwórczymi, Wydawnictwo Politechniki Poznańskiej, Познань (2005).
[12] А.Мишталь, Планирование качества в компаниях различных секторов, Труды Международной майской конференции по стратегическому менеджменту, Белградский университет, Бор, Сербия, 2013 г., стр. 778-786.
[13] Н.Белу, А. -Р. Аль Али, Н. Хассауна, Применение плана контроля — инструмент PPAP в производстве автомобильной промышленности, качество — доступ к успеху 10/2013; 14 (136).
[14] К.Падеревский, Vademecum станков (на польском языке), WNT, Warszawa, (1979).
[15] Л.