
Газовая смесь для сварки полуавтоматом в Самаре: 47-товаров: бесплатная доставка [перейти]
Партнерская программаПомощь
Самара
Каталог
Каталог Товаров
Одежда и обувьОдежда и обувь
СтройматериалыСтройматериалы
Текстиль и кожаТекстиль и кожа
Здоровье и красотаЗдоровье и красота
Детские товарыДетские товары
Продукты и напиткиПродукты и напитки
ЭлектротехникаЭлектротехника
Дом и садДом и сад
ПромышленностьПромышленность
Мебель и интерьерМебель и интерьер
Вода, газ и теплоВода, газ и тепло
Все категории
ВходИзбранное
22 179
Комплект 10 шт, ELITECH 0606.013100 Редуктор газовый для углекислого газа (сварка MIG/MAG), 177956
ПОДРОБНЕЕ11 490
Комплект 5 шт, ELITECH 0606.013100 Редуктор газовый для углекислого газа (сварка MIG/MAG), 177956
ПОДРОБНЕЕЗаправка сварочной смесью (Ar+CO2)
ПОДРОБНЕЕРегулятор расхода/давления газа аргон/углекислота Тип: регулятор, Тип газа: аргон, углекислота
ПОДРОБНЕЕЗаправка сварочной смесью 5 л Тип: баллон
ПОДРОБНЕЕРегулятор расхода/давления газа аргон/углекислота Тип: регулятор, Тип газа: аргон, углекислота
ПОДРОБНЕЕРегулятор расхода/давления газа аргон/углекислота Тип: регулятор, Тип газа: аргон, углекислота
ПОДРОБНЕЕ20 920
Горелка сварочная для полуавтомата PARKER MULTI-MIG 501W (4м, 500А CO2, 450А в газовой смеси, ж/о)
ПОДРОБНЕЕПодогреватель газовый ПЭГ-3 (СО2, Ar, А, сварочные смеси) ВРТ Вид сварки: аргонная
ПОДРОБНЕЕСварочный пост Providus Сварочный пост на смеси газов Providus OXYGEN-GASEX
ПОДРОБНЕЕСварочная смесь 80А20У 2. 5кг/10л
5кг/10л
Сварочная смесь 20 литров Вид сварки: аргонная, электродуговая
ПОДРОБНЕЕГаз сварочный (80% Ar + 20% СО2) \(98% Ar + 2% CO2) 40 л Тип: баллон
ПОДРОБНЕЕГазовые редукторы ПТК У-30/АР-40-2Р Тип: регулятор, Производитель: ПТК, Тип газа: аргон
ПОДРОБНЕЕ21 180
Регуляторы расхода газа GCE Group Одиночный сетевой блок для аргона и сварочной смеси Dinset 32 л/мин GCE 14096152
ПОДРОБНЕЕРегулятор расхода/давления газа аргон/углекислота Тип: регулятор, Тип газа: аргон, углекислота
ПОДРОБНЕЕ29 040
Регуляторы расхода газа GCE Group Двойной сетевой регулятор расхода газа для аргона и сварочной смеси Uniset TwinFlow 30 л/мин GCE 0768105
ПОДРОБНЕЕЗаправка сварочной смесью 10л Тип: баллон
ПОДРОБНЕЕГазовая смесь для сварки полуавтоматом
Газовые смеси по низкой цене в Екатеринбурге
Компания «УралСпецГаз» специализируется на поставках воздушно – газовых смесей, которые наряду с однокомпонентными газами используются в производстве, металлообработке и других отраслях.
Мы осуществляем поставки газовых смесей аргона К18 (аргон 82%, диоксид углерода 18%). В нашем ассортименте также всегда в наличии сварочные смеси газов 40 литров К10, К18, К20, К25.
Такие баллоны чаще всего используются как сварочные смеси для полуавтомата. Их использование помогает увеличить производительность труда и улучшить товарный вид металлоизделий.
Кроме того в компании «УралСпецГаз» вы можете воспользоваться услугой заправки баллонов сварочной смесью, или купить баллон для сварочной смеси. Также мы осуществляем продажи поверочных газовых смесей.
Приобрести сварочные смеси аргона, вы можете прямо сейчас, связавшись с нашим менеджером:
Позвоните нам по телефонам:
+7 (343) 221-00-14
+7 (912) 045-81-22
Оставьте заявку на почте:
Или заполните форму обратной связи ниже.
Наш менеджер проконсультирует вас и поможет оформить заказ и доставку. Купить сварочные смеси в баллонах или заказать заправку вы можете ежедневно с 8:00 до 17:00.
Сварочные смеси – цена в «УралСпецГаз»
Цена газовых смесей
| Наименование продукции | Баллоны оборотные | Цена с НДС, в рублях. |
| Газовая смесь, К18 К10 К18 К20 К25 (10% СО2+Ar), ТУ 2114-004-00204760-99, объем 40л. (6,1м³) | 10 000 | 1200 |
| Газовая смесь, К18 объем 25 л | 8500 | 800 |
| Газовая смесь, К18 объем 10 л | 4500 | 600 |
От чего зависит стоимость сварочных смесей?
В первую очередь, цена газовой смеси определяется исходя из объёма газа. Мы осуществляем продажу баллонов сварочной смеси 10 литров и 40 литров. Кроме того, у нас вы можете приобрести баллоны для газовой смеси 40 литров и 10 литров и в дальнейшем пользоваться услугой заправки газом, имеющихся у вас в наличии баллонов.
Кроме того, у нас вы можете приобрести баллоны для газовой смеси 40 литров и 10 литров и в дальнейшем пользоваться услугой заправки газом, имеющихся у вас в наличии баллонов.
Преимущества покупки газовых смесей для сварки в компании «УралСпецГаз»
- У нас вы можете купить сварочные газовые смеси, а также специальное оборудование для сварочных работ;
- Мы работаем в выходные и праздничные дни;
- Возможна доставка день в день;
- Соответствие ГОСТу;
- Заправка баллонов сварочными смесями осуществляется квалифицированным персоналом;
- Широкий ассортимент газовых баллонов всегда в наличии;
- Скидки для постоянных покупателей.
Применение воздушно-газовых смесей
Чаще всего используется газовая смесь для полуавтомата и при других видах сварочных работ, а также при газовой резке углеродистых конструкционных и некоторых легированных сталей.
Сварка сварочной смесью применяется как для мелких металлических изделий, так и при возведении сложных и больших металлоконструкций.
Сварочная смесь Ar CO2 улучшает текучесть, увеличивает стабильность дуги и нагнетание металла в сварочную ванну, что позволяет сократить временные издержки на сварку и повышает надёжность сварочного шва.
Покупаем и вывозим баллоны б/уМы покупаем и вывозим старые баллоны.
Утилизация б/у баллонов ответственное мероприятие. Мы как раз можем утилизировать старые баллоны и владеем технологиями по их безопасной утилизации. И имеем для этого все соответствующие разрешения. Для заявки позвоните нам по телефону или свяжитесь по электронной почте.
Правила безопасности при использовании и хранении баллонов со сварочными смесями
Баллон под сварочную смесь представляет собой сосуд чёрного цвета с указанием газов, которые в нём содержатся – «Газ. Смесь Ar + CO2».
Хранить баллон сварочной смеси надлежит строго в вертикальном положении. Также необходимо исключить попадание прямых солнечных лучей на баллон, и сократить до минимума вероятность его нагревания.
В процессе сварки необходимо использовать редуктор сварочной смеси, который позволит контролировать давление газа в баллоне.
Купить сварочные смеси в Екатеринбурге с доставкой вы можете прямо сейчас по телефонам:
+7 (343) 221-00-14
+7 (912) 045-81-22
Защита сварного шва — Alleima
Основной задачей защитного газа является защита сварочной ванны от воздействия атмосферы, т. е. от окисления и поглощения азота, а также стабилизация электрической дуги. Выбор защитного газа также может влиять на характеристики профиля провара.
Защита защитным газом
Защитные газы для сварки MIG/GMAW
Основным газом для сварки MIG/MAG является аргон (Ar). Гелий (He) может быть добавлен для увеличения проплавления и текучести сварочной ванны. Аргон или смеси аргона и гелия можно использовать для сварки всех марок стали. Однако небольшие добавки кислорода (O2) или углекислого газа (CO2) обычно необходимы для стабилизации дуги, улучшения текучести и качества наплавленного металла.
В таблице указан правильный выбор защитного газа для сварки MIG/MAG с учетом различных типов нержавеющей стали и типов дуги.
| Основной металл (тип материала) | ||||||
|---|---|---|---|---|---|---|
| Аустенитная нержавеющая сталь | Дуплекс нержавеющая сталь | Супердуплекс нержавеющая сталь | Ферритный нержавеющий стальной | Высоколегированный аустенитная нержавеющая сталь | Никель сплавы | |
| Ар | — | — | ● и | — | ● и | ● и |
| Ar + He | — | — | ● и | — | ● и | ● и |
| Ar + (1-2)% O 2 | ● б | ● б | (●) | ● б | ● | — |
| Ar + (1-2)% CO 2 c | ● д | ● д | (●) | ● д | ● | — |
| Ar + 30% He + (1-2)% O 2 | ● и | ● и | ● и | ● и | ● | — |
| Ar + 30% He + (1-2)% CO 2 c | ● и | ● и | ● и | ● и | ● | — |
| Ar + 30% He + (1-2)% N 2 | — | — | ● | — | ● f | — |
а) Предпочтительно при импульсной сварке МИГ.
b) Более высокая текучесть ванны расплава, чем при добавлении CO 2 .
c) Не использовать при дуговой сварке со струйным распылением, где требуется сверхнизкое содержание углерода.
d) Лучше сварка короткой дугой и позиционная сварка, чем с Ar + (1-2)% O 2 .
e) Более высокая текучесть ванны расплава, чем с Ar. Лучшие характеристики сварки короткой дугой, чем с Ar + (1-2)% CO 2 .
f) Для марок, легированных азотом.
Защитные газы для сварки TIG/GTAW
Обычным газом для сварки TIG является аргон (Ar). Гелий (He) может быть добавлен для увеличения проплавления и текучести сварочной ванны. Аргон или смеси аргона и гелия можно использовать для сварки всех марок стали. В некоторых случаях для достижения особых свойств можно добавлять азот (N 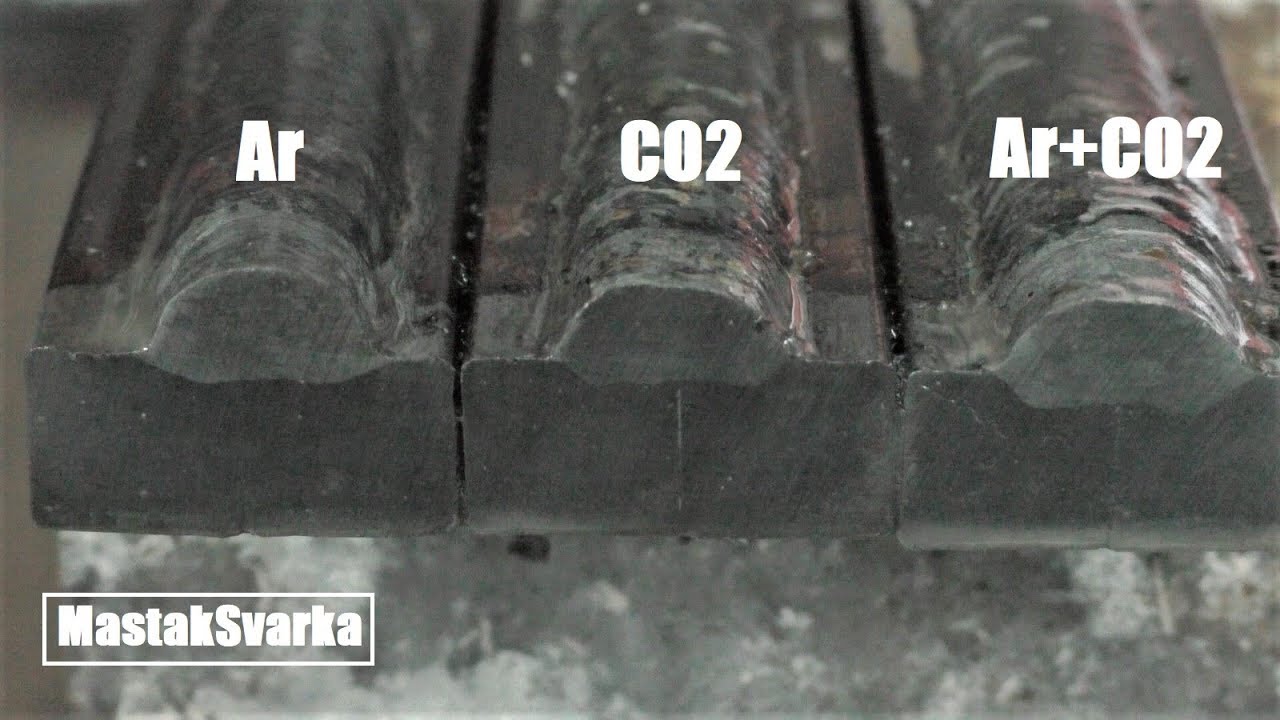
В качестве альтернативы, если добавить азот, можно улучшить свойства наплавленного металла, легированного азотом. Окислительные добавки не используются, поскольку они разрушают вольфрамовый электрод.
Рекомендации по защитным газам, используемым при сварке ВИГ различных нержавеющих сталей, приведены в таблице. Для плазменно-дуговой сварки в качестве плазмообразующего газа в основном используются типы газа с добавками водорода, указанные в таблице, а в качестве защитного газа – чистый аргон.
| Основной металл (тип материала) | ||||||
|---|---|---|---|---|---|---|
| Аустенитная нержавеющая сталь | Дуплекс нержавеющая сталь | Супердуплекс нержавеющая сталь | Ферритный нержавеющий стальной | Высоколегированная аустенитная нержавеющая сталь | Никелевые сплавы | |
| Ар | ● | ● | ● | ● | ● | |
| Ar + He a | ● | ● | ● | ● | ● | ● и |
| Ar + (2-5)% H 2 а,б | ● б | — | — | — | ● | ● б |
| Ar + (1-2)% N 2 | — | ● | ● | — | — | — |
| Ar + 30% He + (1-2)% N 2 | — | ● | ● | — | — | — |
а) Улучшает текучесть по сравнению с чистым аргоном.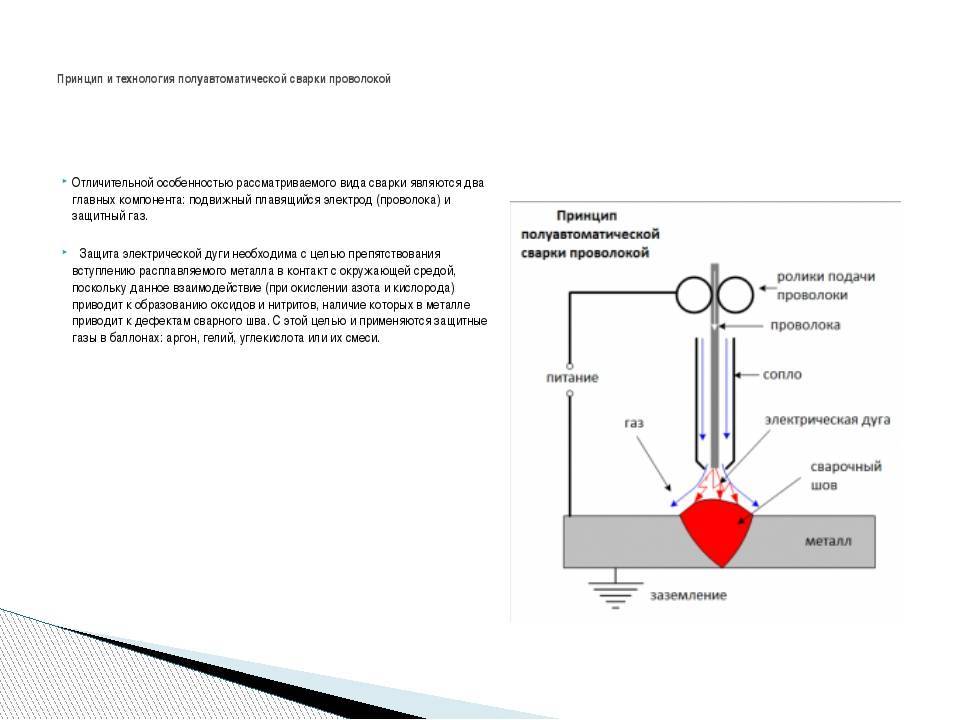
б) Предпочтительно для автоматической сварки. Высокая скорость сварки. Риск пористости многопроходных сварных швов.
Корневая защита
Идеальный результат сварки без ухудшения коррозионной стойкости и механических свойств может быть получен только при использовании защитного газа с очень низким содержанием кислорода. Для достижения наилучших результатов не более 20 частей на миллион O 2 со стороны корня допустимо.
Это может быть достигнуто с помощью установки продувки и может контролироваться с помощью современного кислородомера. Чистый аргон на сегодняшний день является наиболее распространенным газом для защиты корней нержавеющих сталей. Газ формье (N 2 + 5 — 12% H 2 ) является отличной альтернативой для обычных аустенитных сталей. Газ содержит активный компонент H 2 , который снижает уровень кислорода в зоне сварки.
Азот можно использовать для дуплексных сталей, чтобы избежать потерь азота в металле сварного шва. Чистота газа, используемого для защиты корней, должна быть не ниже 99,995%. Когда продувка газом нецелесообразна, альтернативой может быть корневой флюс.
Чистота газа, используемого для защиты корней, должна быть не ниже 99,995%. Когда продувка газом нецелесообразна, альтернативой может быть корневой флюс.
Защита от расплавленного шлака
При дуговой сварке под флюсом (SAW) и электрошлаковой сварке (ESW) защита обеспечивается сварочным флюсом, полностью покрывающим расходуемый материал, дугу и расплавленную ванну. Флюс также стабилизирует электрическую дугу. Флюс плавится под действием тепла процесса, создавая слой расплавленного шлака, который эффективно защищает сварочную ванну от окружающей атмосферы.
Что использовать (с диаграммой)
Наиболее распространенный газ, используемый для сварки MIG, представляет собой смесь 75 % аргона и 25 % CO 2 . Но это не единственный газ, который вам может понадобиться. Несколько других газов также важны. Например, вы можете увидеть гелиевые смеси, используемые для сварки толстого алюминия.
Выбор защитного газа существенно влияет на качество сварки, поведение дуги, производительность и затраты. Таким образом, очень важно выбрать правильный газ для работы.
Таким образом, очень важно выбрать правильный газ для работы.
Но не волнуйтесь. Защитные газы для сварки MIG просты, и наш гид ответит на все ваши вопросы.
Читайте также : Обзор процесса GMAW
Наиболее распространенные газы, используемые при сварке MIG
При сварке MIG обычно используются четыре защитных газа. Два реактивных: кислород (O 2 ) и углекислый газ (CO 2 ). Два из них инертны: аргон (Ar) и гелий (He). Эти газы имеют разные характеристики, и еще больше различий обнаруживается, когда эти газы смешиваются.
Аргон при сварке MIG
Аргон плотнее воздуха и оседает над сварным швом, защищая расплавленную ванну от загрязнения атмосферными газами. Кроме того, аргон легко ионизируется, поэтому он хорошо выдерживает длинную дугу при низких напряжениях.
Но использование чистого аргона для сварки стали (включая нержавеющую) не идеально…
Внешние края дуги остаются слишком холодными, и вы получаете узкий, уменьшенный провар с меньшим проплавлением. Кроме того, присадочный материал остается поверх стали, в результате чего получается «высокий» борт. Поэтому вместо этого сварщики обычно используют смесь Ar и CO 2 или смесь Ar и O 2 , которую мы вскоре рассмотрим.
Кроме того, присадочный материал остается поверх стали, в результате чего получается «высокий» борт. Поэтому вместо этого сварщики обычно используют смесь Ar и CO 2 или смесь Ar и O 2 , которую мы вскоре рассмотрим.
С другой стороны, 100% аргон создает благоприятные условия в сварочной ванне для сварки цветных металлов, таких как алюминий, магний, титан, медь и никель. Катодное очищающее действие аргона удаляет поверхностные оксиды с полярностью DCEP, что делает его незаменимым при сварке алюминия.
CO
2 для сварки MIGУглекислый газ является единственным реактивным газом, который можно использовать без добавления инертного газа. Однако 100% CO 2 создает менее стабильную дугу и больше брызг. Но это самый доступный газ и часто выбирают любители.
Невозможно сваривать цветной металл с СО 2 или смесями с СО 2 , поэтому используйте его только со сталью. Чистый углекислый газ — идеальный выбор для сварки толстых профилей, поскольку он улучшает проплавление. Однако работа со 100% CO 2 ограничивается режимом короткого замыкания, сварки с переносом металла.
Однако работа со 100% CO 2 ограничивается режимом короткого замыкания, сварки с переносом металла.
Кислород при сварке MIG
В зависимости от свариваемого металла кислород может быть смешан с CO 2 или Ar. Небольшая добавка кислорода резко влияет на сварной шов, а максимальное содержание кислорода составляет 9% от смеси защитного газа.
Поскольку оксид железа притягивает дугу при использовании 100% Ar, при сварке стали чистым аргоном могут возникать неровности дуги. Так, небольшое добавление кислорода значительно улучшает стабильность дуги.
Кислород также улучшает проплавление, текучесть сварочной ванны и стабильность дуги при сварке низколегированных, низкоуглеродистых и нержавеющих сталей. Но, поскольку кислород вызывает окисление металлов, его ни в коем случае нельзя использовать с алюминием, медью и магнием.
Гелий для сварки MIG
Гелий — инертный газ, подобный аргону, но он намного легче и обладает более высоким потенциалом ионизации. Благодаря небольшому весу он легко уплывает из сварочной ванны.
Благодаря небольшому весу он легко уплывает из сварочной ванны.
Поэтому при его использовании необходимо удвоить расход защитного газа. Это не самый экономичный вариант, так как гелий дорог, а поток надо крутить.
Читайте также : Каким должно быть давление газа при сварке MIG?
Однако благодаря лучшей ионизации гелий дает значительно более горячую дугу. Это улучшает проплавление сварного шва и полезно при сварке толстого алюминия или магния. Смешивание гелия с аргоном может сделать сварку с использованием этого легкого инертного газа более доступной.
Хотя гелий обычно используется для сварки цветных металлов, иногда в него добавляют аргон и CO 2 для сварки нержавеющей стали.
Смеси
Хотя полный список смесей, используемых при сварке MIG, может быть очень длинным, вам следует знать некоторые из них.
- 75% Ar + 25% CO 2 – Обеспечивает наилучший баланс стабильности дуги, уменьшения разбрызгивания, контроля сварочной ванны и провара при сварке углеродистой и нержавеющей стали.

- Ar + 1 %, 2 % или 3 % O 2 – Оптимальное управление дугой, но встречается реже, чем 75/25 Ar/CO 2 . Как правило, 2-3% кислорода стабилизирует дугу при сварке углеродистой и низколегированной стали, а 0,5-1% необходимо для нержавеющей стали, чтобы предотвратить образование тугоплавкой окалины оксида хрома.
- 10 % Ar + 85–90 % He + 2–5 % CO 2 – Часто лучшая трехкомпонентная смесь защитного газа для сварки MIG нержавеющей стали.
- Ar + 25 %, 50 % или 75 % He – лучшая смесь для сварки толстых слоев алюминия, магния, меди и никеля. Чем выше содержание гелия, тем горячее дуга и тем толще можно сваривать.
- Ar + CO 2 + O

Выбор идеального защитного газа для сварки MIG для работы
Теперь, когда мы рассмотрели основы, давайте посмотрим, как тип металла, толщина и стоимость влияют на выбор защитного газа.
Сварной металл
Давайте углубимся в передовой опыт использования защитного газа и обсудим подводные камни, которых следует избегать при сварке металлов.
Углеродистая сталь
Ранее я отмечал, что для углеродистой стали не следует использовать 100%-ный газ Ar. Это связано с тем, что катодное действие газообразного аргона заставляет оксид железа, присутствующий в стали, притягивать дугу. Оксид железа испускает электроны, заставляя дугу следовать за ними.
Но поскольку оксиды железа распределены по поверхности стали неравномерно, дуга движется по неравномерному пути, что приводит к неравномерному наплавлению.
Добавление небольшого количества кислорода или углекислого газа повышает стабильность дуги. Эти смеси аргона создают равномерную пленку оксида железа на поверхности стального соединения и обеспечивают легкий путь для дуги.
Кислород требует небольших добавок, поскольку он является более сильным окислителем, чем углекислый газ. Но вы также должны использовать сварочную проволоку MIG с большим количеством раскислителей, чтобы улавливать свободный кислород и предотвращать пористость.
Использование смеси углекислого газа и аргона обеспечивает более глубокое проникновение. Лучшее сочетание 75% Ar и 25% CO 2 . Поскольку CO 2 обладает высокой теплопроводностью, для поддержания стабильной дуги требуется большее напряжение, улучшающее провар.
Но если вам нужно меньшее проникновение, вы должны уменьшить CO 2 Содержание в смеси. Для стабильной дуги требуется минимум 5% CO 2 .
A 100% CO 2 Защитный газ не обеспечивает хорошей стабильности дуги. Но он обеспечивает максимальное проплавление и позволяет работать на высоких скоростях сварки. Для некоторых это хороший выбор.
Однако не следует использовать чистую двуокись углерода в качестве защитного газа для сварки MIG тонкого металла. Светильник легко прожечь и исказить лист.
Светильник легко прожечь и исказить лист.
Для сварки толстых стальных профилей можно использовать 100% углекислый газ. Если ваш сварочный аппарат MIG имеет индукционную настройку, хорошо включить ее. Более высокая индуктивность с чистым CO 2 обеспечивает более мягкую дугу и улучшает смачивание кромок сварного шва.
Алюминий
Для сварки алюминия методом MIG необходимо использовать 100% аргон или смесь Ar/He. Не используйте смеси с CO 2 или O 2 . это разрушительно для алюминия и создает катастрофические соединения. Любой химически активный газ является большим запретом для сварки алюминия.
Гелий действует на алюминий так же, как углекислый газ на сталь. Добавление гелия улучшает проплавление и скорость сварки. Но гелий немного снижает стабильность дуги. Если вы свариваете алюминий толщиной более 1/4 дюйма, рассмотрите возможность использования смесей Ar/He для улучшения провара. В противном случае придерживайтесь чистого аргона.
Также хорошо добавить немного гелия в аргон, если ваш сварочный аппарат не рассчитан на большую силу тока. Вы можете максимизировать потенциал проплавления вашего сварочного аппарата MIG, используя смесь He/Ar. Но имейте в виду, что процесс сварки MIG становится все более шаровидным по мере увеличения содержания гелия. Таким образом, держите гелий ниже 50%, если вы не хотите переноса шаровой дуги.
Однако большинству людей для сварки алюминия методом MIG не требуется ничего, кроме баллона с чистым аргоном. Если алюминиевая деталь толстая, вы можете предварительно нагреть ее максимум до 250°F, чтобы не покупать гелиевую смесь только для одной работы. Но профессионалам выгодно использовать смеси Ar/He для создания наилучших алюминиевых сварных швов на более толстых деталях.
Подробнее : Как сваривать алюминий MIG
Подача проволоки и защитный газ
Существует три способа подачи алюминиевой проволоки для сварки MIG:
- Система подачи проволоки аппарата и стандартная горелка MIG (скорее причиной вложенности проводов)
- Пистолет для катушки
- Пистолет двухтактный
Независимо от способа подачи проволоки в качестве защитного газа вам потребуется чистый аргон или смесь Ar/He.
Но имейте в виду, что шпульные пистолеты обычно предназначены для любительского применения и имеют ограниченный рабочий цикл для высокой выходной мощности. Таким образом, увеличив теплоту дуги за счет добавления гелия, вы можете быстрее перегреть шпульный пистолет. Для работы в тяжелых условиях лучше всего приобрести шпульный пистолет с высоким рейтингом, такой как тот, который поставляется с Hobart Ironman 240, или двухтактный пистолет.
Нержавеющая сталь
Нержавеющая сталь — сложный металл для сварки, и выбор защитного газа непрост. Но, чтобы сделать это как можно проще, давайте обсудим выбор газа, который подходит большинству людей, особенно домашним любителям.
Смесь двух газов
Вы можете сваривать нержавеющую сталь («нержавеющая сталь») с типичным газом 75/25 Ar/CO 2 , и он подходит для большинства людей. Однако это далеко не идеальный защитный газ для СС. Использование 25% углекислого газа в смеси приводит к слишком большому количеству углерода в суставе. В результате нержавеющая сталь может потерять некоторую коррозионную стойкость.
В результате нержавеющая сталь может потерять некоторую коррозионную стойкость.
Если вы хотите придерживаться смеси Ar/CO 2 , поддерживайте содержание CO 2 ниже 5%, чтобы сохранить коррозионную стойкость нержавеющей стали. Но, если вы работаете с любителем, работающим над некритическим соединением, смесь 75/25 приемлема. Вам не придется приобретать еще один бензобак только для того, чтобы снизить процентное содержание углекислого газа в смеси. Но риск коррозии будет выше.
Используйте смесь аргона с 2% максимум 2% кислорода для поддержания коррозионной стойкости нержавеющей стали. Эта смесь также повышает скорость перемещения, позволяя сваривать быстрее, чем с 5% CO 9.0094 2 мы упоминали выше.
Смеси Tri-Mix
Наконец, смесь трех газов He/Ar/CO 2 является лучшим защитным газом для сварки нержавеющей стали. Использование 10 % аргона с 85–90 % гелия и 2–5 % двуокиси углерода обеспечивает значительно более высокую скорость перемещения, чем любые двухкомпонентные смеси. С этим тройным миксом вы можете добиться отличного проплавления, формы валика, стабильности дуги и контроля деформации тонкого металла. Однако эта газовая смесь не всегда может быть лучшим выбором.
С этим тройным миксом вы можете добиться отличного проплавления, формы валика, стабильности дуги и контроля деформации тонкого металла. Однако эта газовая смесь не всегда может быть лучшим выбором.
Как мы упоминали ранее, выбор защитного газа для SS непрост. Существует множество марок нержавеющей стали и множество типов (аустенитная, ферритная, мартенситная и дуплексная). Для разных сплавов требуются разные защитные газы, и выбор газа влияет на конечные характеристики соединения. Таким образом, для профессионального применения вам может понадобиться другая формула тримикс.
Подробнее : Сварка нержавеющей стали MIG
Толщина металла
Толщина металла также может играть роль при выборе защитного газа. Тем не менее, зачастую наиболее рентабельно получить защитный газ, который подходит для многих толщин.
Например, можно использовать 75/25 Ar/CO 2 для сварки малоуглеродистой стали почти любой толщины.
Получение специальной смеси экономически целесообразно только в том случае, если вы часто свариваете детали определенной толщины или вам требуется наилучший сварной шов.
Бюджет
Выбор защитного газа влияет на эффективность и стоимость сварочного цеха. Но домашние мастера также не должны тратить больше денег, чем необходимо, на защитный газ и бак.
Есть два способа приобрести газовые баллоны: купить или взять напрокат газовый баллон. При покупке резервуара вы можете выбрать между одноразовыми и многоразовыми бутылками. Итак, давайте посмотрим, какой вариант для вас лучший.
Покупка одноразовых или многоразовых баллонов
Одноразовые газовые баллоны более распространены в Великобритании, но их также можно купить в США. Тем не менее, мы бы не рекомендовали одноразовые баллоны с защитным газом, если только вам не нужно сделать несколько мелких сварных швов или сварить на ходу.
Гораздо выгоднее купить многоразовый газовый баллон.
Многоразовые газовые баллоны бывают разных размеров, но чаще всего продаются три: 40, 80 и 125 кубических футов («CF»). Если вы любитель и свариваете только изредка, лучше всего купить бензобак на 40 или 80CF. Однако, если вы часто свариваете или управляете сварочным цехом, баки 125CF — это норма.
Однако, если вы часто свариваете или управляете сварочным цехом, баки 125CF — это норма.
Чтобы узнать больше, прочтите наше полное руководство по размерам газовых баллонов для сварки.
Имейте в виду, что заправлять больший бак дешевле. Кроме того, если вы купите слишком маленький для ваших нужд баллон, вы будете совершать частые поездки в центр газоснабжения, что еще больше увеличит затраты и время простоя.
Если он слишком большой, вы потратите больше денег на бак и потеряете больше места для хранения. Кроме того, перемещение большого танка — это боль. Хотя это звучит очевидно, в идеале у вас должен быть не слишком маленький и не слишком большой бензобак.
Аренда многоразовых баллонов
Сварочные мастерские и требовательные сварщики часто сдают в аренду большие газовые баллоны. Эти бутылки обычно выше 125 CF, но также можно арендовать меньшие размеры.
Условия аренды многоразовых газовых баллонов сильно различаются в зависимости от региона, и часто это не самый рентабельный способ приобретения газового баллона. Я бы не рекомендовал его, если только вам не нужно много бутылок для крупномасштабной операции и вы не пытаетесь сэкономить деньги заранее. Хотя покупка бензобака немного дороже, в долгосрочной перспективе это дешевле.
Я бы не рекомендовал его, если только вам не нужно много бутылок для крупномасштабной операции и вы не пытаетесь сэкономить деньги заранее. Хотя покупка бензобака немного дороже, в долгосрочной перспективе это дешевле.
Стоимость
Первоначальная стоимость баллона с защитным газом и цена заправки во многом зависят от вашего местного поставщика газа. Тем не менее, мы составили таблицу ниже, чтобы обеспечить некоторое базовое сравнение.
Аргон обычно дороже двуокиси углерода, а стандартная смесь 75/25 Ar/CO 2 по цене аналогична 100% Ar.
Что касается 100% CO 2 , убедитесь, что вы получаете углекислый газ промышленного, а не пищевого качества, потому что он не нужен и стоит дороже.
100% Стоимость баллона с аргоном
| Размер | Начальная стоимость (полная) | Заправка |
|---|---|---|
| 4 0CF | от 230 до 260 долларов (пример) | от 45 до 60 долларов |
| 80CF | от 290 до 320 долларов (пример) | от 55 до 65 долларов |
| 125CF | от 350 до 390 долларов (пример) | от 70 долларов 85 долл. США США |
75 % аргона / 25 % CO
2 Стоимость резервуара| Размер | Начальная стоимость (полная) | Пополнение |
|---|---|---|
| 40CF | от 240 до 28 долларов 0 (пример) | от 45 до 60 долларов |
| 80CF | от 290 до 330 долларов (пример ) | от 55 до 65 долларов |
| 125CF | от 350 до 390 долларов (пример) | 70 – 85 долларов |
