
Шлифовка ГБЦ своими руками, как отремонтировать ГБЦ своими руками, шлифовка головки блока цилиндров своими руками
Ваше текущее местоположение Отменить
Ваше текущее местоположение
Искривление головки блока цилиндров довольно частое явление. Поэтому автолюбители часто задаются вопросом, который касается шлифовки ГБЦ. Головка блока цилиндров является составной частью двигателя автомобиля. Именно в ней происходят тепловые процессы. Это крышка, которая закрывает цилиндр, и как правило, закреплена к блоку болтами или шпильками. В системе ГБЦ всё взаимосвязано, и поэтому поломка какой — либо детали может привести к неисправности всей системы. Чтобы избежать подобных проблем, нужно смотреть за двигателем и особенно не допускать его перегрева. В таком случае очень важным остается следить за работой головки блока цилиндров и вовремя проводить ремонт.
Шлифовка является одной из самых востребованных процедур ремонта ГБЦ. Конечно, максимально точная и правильная шлифовка проводится в мастерских, но это не всегда может быть доступно. Специальное оборудование стоит очень дорого. Проблемой для этого может быть и то, что в маленьких сёлах не всегда есть шиномонтаж. Но отчаиваться не стоит, шлифовать ГБЦ можно и самому, тем самым сэкономив деньги на ремонт. Процесс шлифовки своими руками хоть не простой, но вполне реальный.
Причины шлифовкиВажным условием для шлифовки является непригодность прокладки ГБЦ, а именно её прогорание. Перегрев двигателя автомобиля, попадание небольшого количества воды или других механических частиц и деталей могут послужить тому причиной. Сама прокладка это сложная деталь, которая состоит из несколько шаров с каркасом и сделанная с перфорируемой тонколистовой стали. Основной целью её является герметизация стыков. Такие признаки как кипение двигателя, пузыри в радиаторе, масло серого цвета могут сигнализировать неисправность этой прокладки ГБЦ. В таком случае герметичность прокладки и блока цилиндра нарушается, что и приводит ко всем этим проблемам и последствиям. Второй причиной шлифовки ГБЦ является тюнинг двигателя. Также снижение мощности двигателя — признак деформации головки блока. Это можно наблюдать при нажатии акселератора, когда двигатель попросту не тянет. Можно легко заметить утечку масла, которая будет отображаться на визуальной панели. Неисправность прокладки может быть вызвана и некачественным топливом. Если же на головке установлены подшипники распределительного вала, искажение поверхности ГБЦ вполне возможно приведет их к заклиниванию.
Основной целью её является герметизация стыков. Такие признаки как кипение двигателя, пузыри в радиаторе, масло серого цвета могут сигнализировать неисправность этой прокладки ГБЦ. В таком случае герметичность прокладки и блока цилиндра нарушается, что и приводит ко всем этим проблемам и последствиям. Второй причиной шлифовки ГБЦ является тюнинг двигателя. Также снижение мощности двигателя — признак деформации головки блока. Это можно наблюдать при нажатии акселератора, когда двигатель попросту не тянет. Можно легко заметить утечку масла, которая будет отображаться на визуальной панели. Неисправность прокладки может быть вызвана и некачественным топливом. Если же на головке установлены подшипники распределительного вала, искажение поверхности ГБЦ вполне возможно приведет их к заклиниванию.
Набор щупов и лекальная металлическая линейка поможет определить степень неровности поверхности. Линейка размещается на ребре ГБЦ, далее пропускает необходимый щуп, который определяет неровности, замеряет зазор. С помощью этих приспособлений можно обнаружить наиболее глубокие неровности и необходимую степень шлифовки для её выравнивания. Хоть этот метод и не стопроцентный, но определить качество необходимое для нормальной работы безусловно можно. Следует обратить внимание, что именно в месте прогорания прокладки будет наибольшее искривление и неровность. Но это ещё не все. Помимо этого могут быть такие дефекты, как трещины. Есть довольно хороший метод для их определения. Для этого ГБЦ надо покрасить медленно сохнущей краской. Затем через некоторое время вытереть. После этого можно будет увидеть трещины, и если таковых нет, можно приступить к шлифовке. Правда, внутри блока или микротрещины без специального приспособления определить невозможно. В специально предназначенном устройстве нагревается корпус головки, а затем появляются пузырьки в следствии давления, и таким образом показываются трещины. Чтобы продолжить работу нужно устранить эту проблему.
С помощью этих приспособлений можно обнаружить наиболее глубокие неровности и необходимую степень шлифовки для её выравнивания. Хоть этот метод и не стопроцентный, но определить качество необходимое для нормальной работы безусловно можно. Следует обратить внимание, что именно в месте прогорания прокладки будет наибольшее искривление и неровность. Но это ещё не все. Помимо этого могут быть такие дефекты, как трещины. Есть довольно хороший метод для их определения. Для этого ГБЦ надо покрасить медленно сохнущей краской. Затем через некоторое время вытереть. После этого можно будет увидеть трещины, и если таковых нет, можно приступить к шлифовке. Правда, внутри блока или микротрещины без специального приспособления определить невозможно. В специально предназначенном устройстве нагревается корпус головки, а затем появляются пузырьки в следствии давления, и таким образом показываются трещины. Чтобы продолжить работу нужно устранить эту проблему.
Сняв головку с двигателя, первым делом появляется множество вопросов по поводу ровности головки, сколько нужно шлифовать её, каким образом, как проверить результат и тому подобное. Но не всё так страшно как кажется. В реальности всё намного проще. Сделать эту процедуру можно и без специальных средств. Для этого можно взять или точильный камень, или же отрезной диск. Независимо от состояния головки, времени на это дело уйдет не много. Есть конечно другой способ, так сказать, устранить проблему, но на долго такой ремонт не хватит. Можно просто заменить прокладку, но двигатель долго работать не будет при наличии неровностей. Сквозь них будут проходить газы, которые приведут таки опять к прогоранию прокладки. Таким образом, лучше взяться и полностью проделать ремонт, а именно шлифовку ГБЦ. При шлифовке не лишним будет протереть клапаны и заменить сальники клапанов. Лучше сделать это сразу, чтобы потом после проделанной работы не протирать прогоревший клапан. Это позволит возрасти мощности двигателя. Необязательно покупать новые клапаны. Подойдут и старые если они в хорошем состоянии.
Но не всё так страшно как кажется. В реальности всё намного проще. Сделать эту процедуру можно и без специальных средств. Для этого можно взять или точильный камень, или же отрезной диск. Независимо от состояния головки, времени на это дело уйдет не много. Есть конечно другой способ, так сказать, устранить проблему, но на долго такой ремонт не хватит. Можно просто заменить прокладку, но двигатель долго работать не будет при наличии неровностей. Сквозь них будут проходить газы, которые приведут таки опять к прогоранию прокладки. Таким образом, лучше взяться и полностью проделать ремонт, а именно шлифовку ГБЦ. При шлифовке не лишним будет протереть клапаны и заменить сальники клапанов. Лучше сделать это сразу, чтобы потом после проделанной работы не протирать прогоревший клапан. Это позволит возрасти мощности двигателя. Необязательно покупать новые клапаны. Подойдут и старые если они в хорошем состоянии.
Перед началом работы, следует очистить головку от прокладки. Это можно сделать при помощи ножа. Затем надо положить диск на головку и провести по ней несколько раз. Эффект от точильного камня будет тот же, только уйдет больше времени на процедуру. Следует заметить, что завод изготовитель может указать максимально допустимую глубину шлифовки для работы двигателя. Если этого не соблюсти, то степень сжатия увеличится, а межцентровое расстояние изменится и деформируется. В таком случае придется покупать новую деталь. Движения по головке блока цилиндра должны быть плавными в форме восьмерки или ноля. После этого можно будет увидеть искривления головки. Таким образом, нужно протирать её пока не исправятся все неровности. Сам диск также необходимо вращать по кругу. Следует проводить отрезным диском равномерно по всей длине, в противном случае останутся неровные участки, которые сложно будет выровнять с остальными. В результате должна получиться зеркальная поверхность головки, что создаст максимальное необходимое уплотнение. Правильно отшлифованную ГБЦ можно спокойно установить на месте.
Это можно сделать при помощи ножа. Затем надо положить диск на головку и провести по ней несколько раз. Эффект от точильного камня будет тот же, только уйдет больше времени на процедуру. Следует заметить, что завод изготовитель может указать максимально допустимую глубину шлифовки для работы двигателя. Если этого не соблюсти, то степень сжатия увеличится, а межцентровое расстояние изменится и деформируется. В таком случае придется покупать новую деталь. Движения по головке блока цилиндра должны быть плавными в форме восьмерки или ноля. После этого можно будет увидеть искривления головки. Таким образом, нужно протирать её пока не исправятся все неровности. Сам диск также необходимо вращать по кругу. Следует проводить отрезным диском равномерно по всей длине, в противном случае останутся неровные участки, которые сложно будет выровнять с остальными. В результате должна получиться зеркальная поверхность головки, что создаст максимальное необходимое уплотнение. Правильно отшлифованную ГБЦ можно спокойно установить на месте.
Вход или зарегистрируйтесь,
чтобы добавить запись в закладки чтобы добавить компанию в закладки чтобы оставить комментарий
Шлифовка головки блока цилиндров в Санкт-Петербурге, шлифовка ГБЦ
Когда проводится капитальный ремонт силовой установки грузовых машин, специалисты Моторного участка №1 осуществляют шлифовку ГБЦ. Что она из себя представляет?
Это процесс, осуществляемый на особом оборудовании, с целью доведения плоскости ГБЦ до определенных характеристик допустимых компанией-производителем для плотного сопряжения головки с блоком цилиндров.
Что такое ГБЦ?
Мотор грузового транспортного средства содержит в себе большое количество компонентов, и среди них есть головка блока цилиндров — ГБЦ. Расположена она на блоке цилиндров и прилегает к нему через специальную прокладку. В самом корпусе ГБЦ находятся разнообразные элементы с жидкостями:
-
смазка
-
антифриз
Чтобы блок цилиндров работал наилучшим образом, необходимо, чтобы головка прилегала очень плотно. Поэтому и нужна шлифовка головки, чтобы устранить с ее поверхности:
Поэтому и нужна шлифовка головки, чтобы устранить с ее поверхности:
-
заусеницы;
-
неровности;
-
шероховатости.
Как было сказано ранее, чтобы блок цилиндров функционировал без сбоев, нужно, чтобы головка прилегала очень плотно. Если этого нет, тогда силовая установка дает сбой.
Шлифовка ГБЦ: когда ее можно рекомендовать
Очень часто водители грузовых машин решают обратиться в автосервис, когда прокладка ГБЦ деформирована. Причина этого может состоять в том, что двигатель перегревался, потому что система охлаждения неисправна, например, попала влага. Нужно понять, какова причина неисправности, а потом уже осуществить дефектовку, и без шлифовки обойтись не получится.
Нередко водители грузового транспорта забывают о том, что нужно регулярно осуществлять технический осмотр, что приводит к необходимости провести капремонт мотора. В таком случае тоже нужно осуществить шлифовку ГБЦ.
В таком случае тоже нужно осуществить шлифовку ГБЦ.
Иногда бывает и так, что при сварочных работах, что связаны с ремонтом трещин ГБЦ, высокая температура приводит к нагреванию головки, она деформируется. Следует провести шлифовку.
Также она нужна, если охлаждающая жидкость некачественная, тогда формируется на полости коррозия, и чтобы ее устранить должным образом, то, конечно же, проводят шлифовку ГБЦ.
Как происходит шлифовка ГБЦ
Стоит отметить очень важный нюанс. Перед тем, как приступить к самому процессу шлифования, нужно провести дефектовку. Зачем она необходима? Благодаря ей можно измерить степень деформирования, и становится понятно, где именно надо проводить шлифовку. Если же ранее головку шлифовали, и поверхность значительно обточена, тогда смысла осуществлять шлифовку нет. Она просто меняется на новую. Без дефектовки лучше не приступать к процессу шлифования.
Где нужно ее осуществлять? Некоторые водители пытаются провести шлифовку в гаражных боксах, используя подручные средства, но такой вариант весьма чреват неприятными последствиями.
Именно в нем есть все нужное для того, чтобы выполнить шлифовку. Если сказать коротко, то специалист сначала определит плоскость ГБЦ, проведет проверку на присутствие трещин, в том числе и микроскопических. Далее выполнит шлифовку ГБЦ на специальном станке.
Цены на шлифовку ГБЦ
Нередко в технических центрах, предлагающих такую услугу для грузовых автомобилей цены разнятся очень сильно. Что влияет на ценовую составляющую?
На нее может повлиять степень износа головки, профессионализм специалиста, наличие оборудования для таких манипуляций. В тоже время стоимость подобной услуги не настолько велика, чтобы ее не могли бы себе позволить владельцы грузовых машин.
Как выбирать центр, предоставляющий услугу по шлифовке?
В сети можно найти огромное количество техцентров, станций, предлагающих шлифовку. Как выбрать самый профессиональный? Сначала нужно обратить внимание на то, какое оборудование использует персонал центра для выполнения работы, на опыт сотрудников, отзывы. Многие ориентируются на знакомых, которые уже обращались с таким вопросом в тот или иной центр за помощью. Зачастую это единственно верный критерий отбора техцентра.
Как выбрать самый профессиональный? Сначала нужно обратить внимание на то, какое оборудование использует персонал центра для выполнения работы, на опыт сотрудников, отзывы. Многие ориентируются на знакомых, которые уже обращались с таким вопросом в тот или иной центр за помощью. Зачастую это единственно верный критерий отбора техцентра.
Шлифовка ГБЦв Санкт-Петербурге
В городе Санкт-Петербурге также функционирует большое количество сервисных центров, предлагающих провести шлифовку. В тоже время значительное количество водителей грузовых машин, обращаются именно в наш центр — Моторный участок №1. У нас есть все необходимое для того, чтобы провести шлифовку головки блока цилиндра грузовых автомобилей любого класса.
Цены на шлифовку ГБЦ у нас наиболее оптимальные для каждого владельца грузовика. Гарантируем отличное качество выполнения работы, специалисты обладают всеми необходимыми компетенциями. В Санкт-Петербурге только мы отшлифуем гбц на высшем профессиональном уровне и по доступной цене!
ᐈ Шлифовка ГБЦ в Омске — 22 адреса
- ➤ Шлифовка ГБЦ в Омске — 22 адреса на Yell.
,%20%D1%88%D0%BB%D0%B8%D1%84%D0%BE%D0%B2%D0%BA%D0%B0,%20%D1%84%D1%80%D0%B5%D0%B7%D0%B5%D1%80%D0%BE%D0%B2%D0%BA%D0%B0,%20%D0%BE%D0%BF%D1%80%D0%B5%D1%81%D1%81%D0%BE%D0%B2%D0%BA%D0%B0,%20%D0%B7%D0%B0%D0%BC%D0%B5%D0%BD%D0%B0%20%D1%81%D1%82%D0%B0%D0%BA%D0%B0%D0%BD%D1%87%D0%B8%D0%BA%D0%BE%D0%B2%20%D1%84%D0%BE%D1%80%D1%81%D1%83%D0%BD%D0%BA%D0%B8.jpg)
- Удобный поиск организаций рядом с вами. Адреса ближайших компаний на карте Омска, телефоны, фотографии;
- Рейтинг лучших мест на основе 🌟120 отзывов🌟 о шлифовке гбц
Открыто сейчас
1.
г Омск, ул Братская, д 4А
4.9 22 отзыва
Шлифовка ГБЦ,
Открыто сейчас
2.
г Омск, ул 10 лет Октября, д 180 к 1
5.0 20 отзывов
Шлифовка ГБЦ,
Открыто сейчас
3.
Омская обл, г Омск, ул 70 лет Октября, д 35
4.0 0 отзывов
Шлифовка ГБЦ,
Открыто сейчас
4.
г Омск, ул Вокзальная, д 8Б
5.0 3 отзыва
Шлифовка ГБЦ,
«Записался по времени, приехал, точно приняли. То, что выявили, цена-качество меня устраивает, то, чт…»
Не нашли нужную компанию? Вы можете добавить ее. Добавить компанию
Открыто сейчас
5.
г Омск, ул Панфилова, д 1А
5. 0
11 отзывов
0
11 отзывов
Шлифовка ГБЦ,
Открыто сейчас
6.
Россия, г Омск, ул Герцена, д 268Е
4.5 6 отзывов
Шлифовка ГБЦ,
Открыто сейчас
7.
г Омск, ул Нефтезаводская, д 41/7
5.0 4 отзыва
Шлифовка ГБЦ,
Открыто сейчас
8.
Россия, г Омск, ул Ватутина, д 17
4.2 37 отзывов
Шлифовка ГБЦ,
Открыто сейчас
9.
г Омск, ул 13-я Северная, д 157А
4.6 10 отзывов
Шлифовка ГБЦ,
Открыто сейчас
10.
г Омск, ул 21-я Амурская, д 73
5.0 3 отзыва
Шлифовка ГБЦ,
Свежие отзывы в категории «Шлифовка ГБЦ»
Владимир Букал
Автоцентр Виадук на улице 10 лет Октября
5
27 сентября 2022 13:46
Хороший,отзывчиввй и внимательный к клиентам персонал.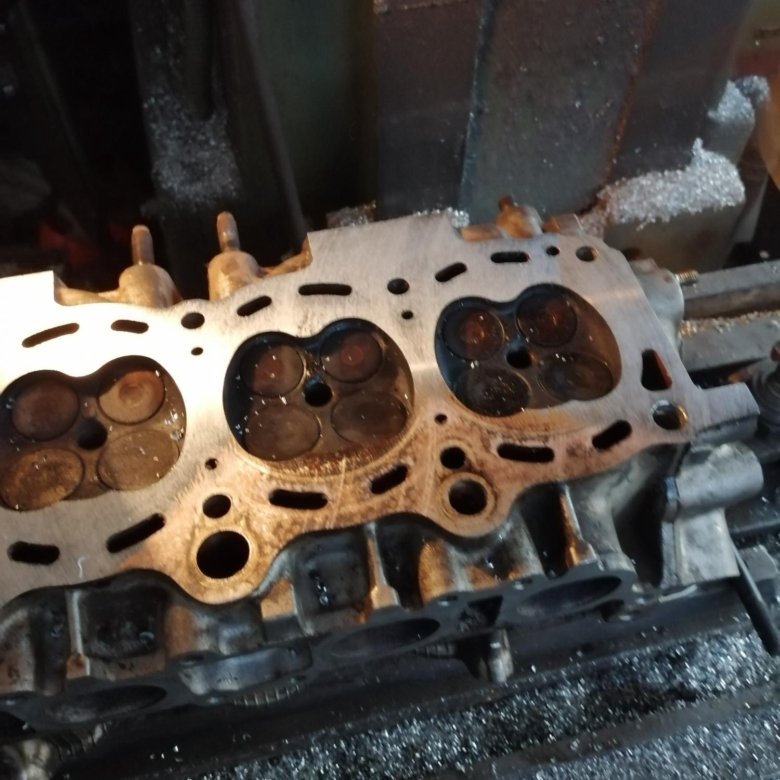 Регулировал у них фары 19…
Регулировал у них фары 19…
читать дальше
Открыто сейчас
11.
г Омск, ул 4-я Кордная, д 42
5.0 2 отзыва
Шлифовка ГБЦ,
Открыто сейчас
12.
г Омск, ул Нефтезаводская, д 38/2А
4.5 0 отзывов
Шлифовка ГБЦ,
Открыто сейчас
13.
г Омск, ул 10 лет Октября, д 195А
5.0 1 отзыв
Шлифовка ГБЦ,
Открыто сейчас
14.
г Омск, ул Волгоградская, д 61 к 1
4.0 1 отзыв
Шлифовка ГБЦ,
Открыто сейчас
15.
г Омск, ул Суровцева, д 112 к 1
4.0 0 отзывов
Шлифовка ГБЦ,
Открыто сейчас
16.
г Омск, ул Завертяева, д 22/1
4.5 0 отзывов
Шлифовка ГБЦ,
Открыто сейчас
17.
г Омск, ул Вавилова, д 242Е
4.0 0 отзывов
Шлифовка ГБЦ,
Открыто сейчас
18.
г Омск, б-р Архитекторов, д 20
4.0 0 отзывов
Шлифовка ГБЦ,
Открыто сейчас
19.
г Омск, ул Енисейская, д 3В
4.0 0 отзывов
Шлифовка ГБЦ,
Открыто сейчас
20.
г Омск, ул 22-я Северная, д 134Б
4.5 0 отзывов
Шлифовка ГБЦ,
Показать еще
Очистить всё
Ваш выбор
Шлифовка ГБЦПоказать фильтры
Шлифовка головки блока цилиндров самостоятельно
Блок цилиндров – одна из основных деталей двигателя, напрямую влияющая на качество его работы. Нарушение нормального функционирования данного узла мотора в основном возникает вследствие деформации головки, представляющей собой закрывающую цилиндры крышку. Любая неровность или искривление этой детали препятствует нормальному прилеганию к блоку и вызывает проблемы в работе двигателя. Устранить деформацию помогает шлифовка головки блока цилиндров, которую проводят во время капитального ремонта мотора.
Нарушение нормального функционирования данного узла мотора в основном возникает вследствие деформации головки, представляющей собой закрывающую цилиндры крышку. Любая неровность или искривление этой детали препятствует нормальному прилеганию к блоку и вызывает проблемы в работе двигателя. Устранить деформацию помогает шлифовка головки блока цилиндров, которую проводят во время капитального ремонта мотора.
Когда нужна шлифовка ГБЦ
Специалисты советуют проводить проверку и шлифовку ГБЦ при выполнении любых сложных работ с элементами двигателя, связанных со снятием блока. Прямым показанием к выполнению процесса являются.
- Нарушение геометрии детали вследствие перегрева.
- После сварочных работ. Если в головке присутствовали дефекты, которые устранялись сваркой, шлифовка – обязательное действие после их завершения.
СПРАВКА. Шлифовку также проводят с целью увеличения мощности двигателя при его тонком тюнинге. Уменьшение высоты головки позволяет повысить степень сжатия.
Деформация ГБЦ приводит к неплотному прилеганию прокладки, а это в свою очередь вызывает проблемы в работе двигателя:
- снижение мощности мотора;
- утечку технических жидкостей;
- сложность запуска двигателя;
- перегрев мотора.
При возникновении подобных проблем требуется внеплановая шлифовка головка блока цилиндров.
Подготовка к процессу
Первый шаг при выполнении работы – оценка состояния ГБЦ. Дефектовку привалочной поверхности проводят, установив блок на идеально ровную поверхность с помощью стальной линейки и набора щупов. Не имеющую дефектов, ровную по толщине линейку прикладывают ребром к нижней плоскости по диагоналям. Если между нею и поверхностью блока виден зазор, в него вставляют щуп.
Допустимыми и не влияющими на работу цилиндров признают зазоры до 0, 05 мм. Если величина зазора больше 0,1 мм, необходима шлифовка. При значительных зазорах блок цилиндров подлежит замене. Плоское шлифование применяют только в том случае, если высота головки после процесса будет не меньше 135,60 мм.
ВАЖНО. При наличии прогара прокладки деформация поверхности будет расположена именно в том месте или рядом с ним.
После обнаружения деформации головки проводят осмотр цилиндров БЦ на предмет трещин. Деталь с крупными трещинами шлифовать не стоит, поскольку правильно работать она всё равно не будет.
Если крупные дефекты не обнаружены, блок проверяют на наличие микротрещин. В условиях СТО это делают на специальном оборудовании. В гараже метод проверки – окраска блока с последующей очисткой через 5-6 минут. Краска после стирания с поверхности забивается в трещины, и они отчётливо видны. Но подобным способом можно выявить исключительно внешние микротрещины. Внутренние при этом остаются не замеченными. Перед процессом шлифовки микротрещины необходимо устранить.
Пошаговая инструкция
На СТО шлифовку ГБЦ проводят механическим способом на специальном станке, оснащённом шлифовальным кругом. Результат процесса зависит от профессионализма мастера. Если он превысит максимально допустимый слой шлифования, указанный в руководстве к двигателю, деталь придётся менять.
Самостоятельную шлифовку ГБЦ проводят ручным способом с помощью наждачной бумаги или точильного камня. Выглядит это следующим образом.
- Поверхность обрабатывают без сильного нажима, движениями в виде восьмёрки или нуля. Не допустимы резкие, прямые движения.
- После первого этапа шлифования берут кусок стекла по размерам головки и небольшое количество дизтоплива. Поверхность смазывают дизтопливом и прикладывают стекло. В местах, где снят слишком большой слой, образуется круг с жидкостью по краям. Там, где снят недостаточный слой – воздушный круг с топливом по краю.
- Далее стекло снимают и продолжают процесс шлифовки с учётом результатов контрольного замера.
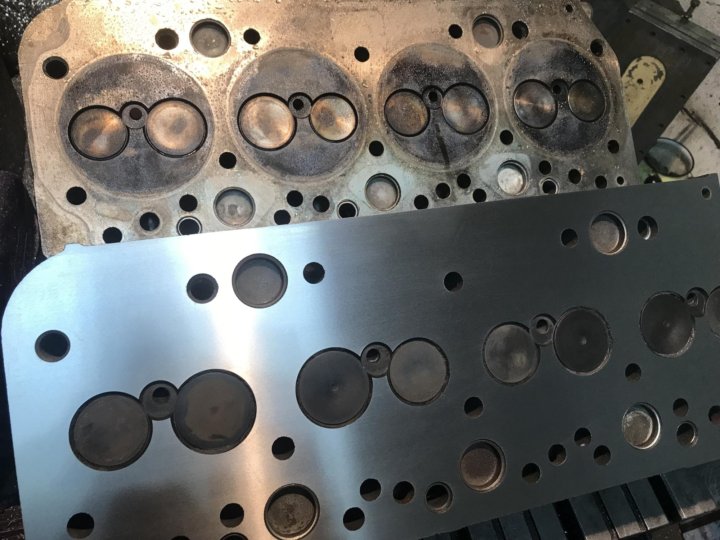
- Как только получается идеально ровная, зеркальная поверхность, блок цилиндров можно собирать и устанавливать в двигатель.
ВАЖНО. Излишне снятый слой металла во время шлифовки может окончательно вывести деталь из строя, поэтому выполнять процедуру самостоятельно без наличия определённых навыков специалисты не рекомендуют.
Умело и тщательно отшлифованная ГБЦ, при условии правильной эксплуатации и обслуживания двигателя, прослужит автовладельцу не один десяток тысяч километров. Нарушение технологии процедуры потребует её повторного проведения через непродолжительное время.
Шлифовка головки блока цилиндров является операцией, которая выполняется во время капитального ремонта ДВС, переборки мотора и т.д. Также необходимость шлифовать головку может возникнуть тогда, когда осуществляется так называемый «железный» тюнинг ДВС, вносятся изменения и доработки в конструкцию двигателя в целях форсирования силового агрегата, повышается степень сжатия мотора путем уменьшения высоты головки и т.п.
Как известно, головка блока цилиндров (ГБЦ) является одной из главных составных деталей двигателя. В головке современного силового агрегата находится ГРМ, сама головка плотно прилегает к блоку цилиндров (БЦ) через прокладку головки блока цилиндров, в корпусе головки выполнена часть камеры сгорания, а также проходят каналы системы смазки и охлаждения двигателя. По этой причине для наилучшего прилегания необходимо шлифовать головку блока, параллельно шлифовке ГБЦ в ряде случаев осуществляется и шлифовка поверхности блока цилиндров. Далее мы поговорим о том, как шлифуется головка блока цилиндров, а также как выполнить указанную операцию своими руками.
По этой причине для наилучшего прилегания необходимо шлифовать головку блока, параллельно шлифовке ГБЦ в ряде случаев осуществляется и шлифовка поверхности блока цилиндров. Далее мы поговорим о том, как шлифуется головка блока цилиндров, а также как выполнить указанную операцию своими руками.
Когда головку блока цилиндров нужно шлифовать
Любые дефекты, которые влияют на плотность и герметичность прилегания головки блока к самому блоку цилиндров двигателя приводят к появлению неисправностей и/или сбоев в работе ДВС. Наиболее частой причиной, по которой головку приходится шлифовать в рамках ремонта мотора является перегрев двигателя. Достаточно распространенной проблемой также считается нарушение правил обтяжки головки во время сборки двигателя, после чего происходит деформация корпуса ГБЦ.
Чаще всего внеплановую дефектовку головки проводят в том случае, когда возникают проблемы с прокладкой головки блока. Указанная прокладка может прогореть, в результате чего возникает прорыв газов из камеры сгорания, через нее возможны утечки моторного масла или антифриза. Перед заменой необходимо точно определить причину, почему прогорела или пробита прокладка ГБЦ.
Перед заменой необходимо точно определить причину, почему прогорела или пробита прокладка ГБЦ.
Такой ремонт показан любым агрегатам независимо от того, какие работы проводятся (замена распределительного вала, прокладки или другие). Если иначе, после снятия головки и разборки стоит уделить повышенное внимание состоянию поверхности параллельно выполнению других операций.
Как шилифуется головка блока
Начнем с того, что квалифицированные операции с ГБЦ и шлифовка цилиндра в домашних условиях не рекомендуется, хотя это возможно и существует несколько способов. Теперь давайте перейдем к самой процедуре с учетом того, как она должна выполняться правильно. Прежде всего, нужно осуществить проверку плоскости ГБЦ. Это делается при помощи длинной стальной линейки, а также щупов (можно использовать щупы для регулировки теплового зазора клапанов). Важным условием является то, что линейка должна быть ровной, одинаковой по толщине, без искривлений и дефектов. Указанную линейку нужно прикладывать к нижней плоскости по диагоналям, после чего подходящий щуп вставляется в зазоры, которые образуются между плоскостью головки и приложенной линейкой. Такие действия выполняются поочередно.
Такие действия выполняются поочередно.
Идем далее. Если дефекты обнаружены, тогда следующим шагом становится проверка головки на наличии трещин. В гараже обычно используют краску или похожие по свойствам красители, которыми покрывается корпус предварительно отмытой и очищенной от грязи ГБЦ. Затем краситель удаляют с поверхности, после чего по остаткам красящего вещества, попавшего в трещины, выявляют проблемные места. Способ достаточно простой, но микротрещины или внутренние повреждения корпуса при помощи краски определить не удается. Для более точной диагностики герметичности корпуса и проверки на предмет растрескивания внутренних поверхностей необходимо обратиться к специалистам или иметь под рукой подходящее оборудование. ГБЦ нужно нагреть, после чего головка помещается в специальную ванну с водой. Не вдаваясь в подробности, микротрещины проявляются благодаря воздушным пузырькам, которые выходят наружу в результате подачи в корпус головки блока воздуха под давлением. Затем следует провести ремонт трещины головки блока цилиндров (при наличии таковой), после чего ГБЦ можно шлифовать.
Во время фрезеровки важнейшим параметром является допустимая толщина шлифовки. Если проще, нужно знать, сколько металла можно снять максимально с поверхности той или иной ГБЦ. Информация о глубине, на которую можно шлифовать головку, должна содержаться в технической литературе, руководствах по ремонту и дополнительных источниках применительно к конкретному типу и модели ДВС. Производитель двигателя должен обязательно указать данный параметр для ремонта, после чего агрегат будет нормально работать. Если же дефекты плоскости слишком серьезные, то есть глубокой фрезеровкой для их устранения может понадобиться снять весь допустимый запас и превысить рекомендуемое производителем значение, тогда в этом случае может понадобиться произвести замену ГБЦ.
Что в итоге
Вполне очевидно, что от глубины шлифовки будет также напрямую зависеть и дальнейший подбор прокладки ГБЦ не только по материалам изготовления (например, металл или армированный паронит), но и по толщине. Данное утверждение справедливо и в том случае, если после фрезеровки существует риск того, что клапана ГРМ окажутся слишком длинными. В такой ситуации снятая при шлифовке толщина компенсируется увеличенной толщиной новой прокладки, установкой двойной прокладки, а также укорачиванием клапанов.
Данное утверждение справедливо и в том случае, если после фрезеровки существует риск того, что клапана ГРМ окажутся слишком длинными. В такой ситуации снятая при шлифовке толщина компенсируется увеличенной толщиной новой прокладки, установкой двойной прокладки, а также укорачиванием клапанов.
Квалифицированно проведенные работы по проверке на герметичность, ремонту трещин, расточке и шлифовке ГБЦ или БЦ позволяют получить проверенную и полностью работоспособную деталь, которая после установки на автомобиль будет являться залогом дальнейшей исправной работы ДВС. Например, профессионально отремонтированная и правильно поставленная головка прослужит не один десяток тысяч километров при условии соблюдения общих рекомендаций во время эксплуатации и своевременного технического обслуживания и ремонта двигателя.
Как самостоятельно определить, что прокладка головки блока цилиндров прогорела. Рекомендации по протяжке ГБЦ после замены. Какую прокладку лучше выбрать.
Какую прокладку лучше выбрать.
Притирка клапанов: как сделать самому. Для чего и когда нужно притирать клапаны. Как притереть клапана, какую притирочную пасту выбрать. Рекомендации.
Почему антифриз или тосол поадают в цилиндры двигателя и что делать в такой ситуации. Как самому определить наличие тосола в цилиндрах, способы ремонта.
На какие неисправности указывает эмульсия на масляном щупе и крышке маслозаливной горловины. Способы самостоятельного определения причин данной проблемы.
Ремонт чугунного или алюминиевого блока цилиндров двигателя при помощи гильзовки. Виды гильз и как гильзы вставляются в блок. Советы и рекомендации.
Когда необходимо растачивать коленчатый вал двигателя, для чего нужна расточка коленвала. Как растачивается коленвал, особенности подбора вкладышей.
При капитальном ремонте двигателя нередко приходится выполнять шлифовку головки блока цилиндров. Данная процедура не самый простой процесс, который имеет свои тонкости и требует от исполнителя определенного опыта. Как правило, с необходимостью проведения такого мероприятия при обычной эксплуатации транспортного средства вряд ли кто столкнется. Делается шлифовка в крайне редких случаях и в основном в качестве серьезной модификации силового агрегата. Несмотря на то, что проводится такая процедура не так часто, знать все о ее тонкостях будет полезно каждому автомобилисту. В рамках этого материала будет рассказано, как проводится шлифовка, в каких случаях и с какой целью.
Как правило, с необходимостью проведения такого мероприятия при обычной эксплуатации транспортного средства вряд ли кто столкнется. Делается шлифовка в крайне редких случаях и в основном в качестве серьезной модификации силового агрегата. Несмотря на то, что проводится такая процедура не так часто, знать все о ее тонкостях будет полезно каждому автомобилисту. В рамках этого материала будет рассказано, как проводится шлифовка, в каких случаях и с какой целью.
Головка блока цилиндров: что это такое и что собой представляет?
Одним из основных элементов силового агрегата считается головка блока цилиндров. Располагается данное устройство непосредственно на блоке цилиндров и прилегает к нему через максимально плотную прокладку. В головке блока цилиндров размещен газораспределительный механизм, а также частично располагается камера сгорания. В корпусе ГБЦ проходят различные компоненты с техническими жидкостями типа смазки и антифриза. В связи с этим можно сделать вполне закономерный вывод, что для максимально эффективной работы блока цилиндров крайне важно, чтобы его головка прилегала максимально плотно. Соответственно шлифовка и предназначена для устранения с поверхности различных заусенцев, неровностей и шероховатостей.
Соответственно шлифовка и предназначена для устранения с поверхности различных заусенцев, неровностей и шероховатостей.
Когда требуется шлифовка: распространенные случаи
Из уже сказано можно понять, что для качественной работы блока цилиндров важно плотное прилегание головки. Если же этого не происходит, в работе двигателя могут возникнуть серьезные нарушения, которые могут проявляться в виде таких симптомов:
- В виде резкого снижения мощности силового агрегата;
- Сопровождаться утечкой моторного масла или антифриза из системы;
- Затруднительный пуск мотора;
- Частые перегревы двигателя.
Все вышеперечисленные проблемы являются типичными для ситуации плохого прилегания головки блока цилиндров. Однако наиболее частой ситуацией повреждения головки блока цилиндров все же считается именно повреждение прокладки. При этом вполне возможно возникновение прорыва газов из камеры сгорания.
Выполнение шлифовки: в чем суть процесса?
Выполнять шлифовку головки блока цилиндров лучше всего в специализированном центре, где есть все необходимое оборудование для проведения такой манипуляции. Сам же процесс шлифовки ГБЦ происходит таким способом:
Сам же процесс шлифовки ГБЦ происходит таким способом:
- Специалистом определяется плоскость головки блока цилиндров с помощью щупа или обычной стальной линейки;
- При обнаружении неровностей проводится проверка ГБЦ на наличие крупных трещин;
- Далее выполняют поиск микротрещин и их устранение;
- Приступают к шлифовке на фрезерно-шлифовальном станке.
При выполнении шлифовки важен именно профессионализм исполнителя, поскольку потом от качества произведенных работ и будет зависеть герметичность всей системы.
Подробнее о том, как производят шлифовку головки блока цилиндров в этом видеоролике:
Шлифовка по плоскости головки блока цилиндров нужна для устранения любых неровностей с поверхности ГБЦ, препятствующих плотному контакту с блоком. Малейший зазор влечёт за собой порчу прокладки и проникновение в механизм выхлопных газов, поэтому поверхность должна быть безупречно гладкой. Эта процедура обязательна при ремонте двигателя внутреннего сгорания, если пользователь решил очистить его от нагара, перебрать. Шлифуют головку при тюнинге ДВС – изменении или доработке его конструкции для форсирования, повышения степени сжатия горючей смеси за счет уменьшения высоты головки.
Эта процедура обязательна при ремонте двигателя внутреннего сгорания, если пользователь решил очистить его от нагара, перебрать. Шлифуют головку при тюнинге ДВС – изменении или доработке его конструкции для форсирования, повышения степени сжатия горючей смеси за счет уменьшения высоты головки.
Безупречной гладкости головки можно добиться только на специализированном оборудовании, поэтому не рекомендуется проводить эту процедуру в условиях среднестатистического гаража.
Качественно и недорого провести шлифовку ГБЦ в Москве можно в автосервисе «Агрегат». Мы 20 лет занимаемся ремонтом двигателей, используем современное оборудование, привлекаем опытных специалистов. Гарантия на наши услуги действует полгода, а цены приятно удивляют своей доступностью. У нас можно заказать бесплатную консультацию механика.
Цена шлифовки головки блока цилиндров
| Наименование | Единица | Цена, руб | |
| Алюминий, легковая | 1 цилиндр | 400 | Записаться |
| Чугун, более 30 кг | 1 цилиндр | 600 | Записаться |
Зачем нужна шлифовка ГБЦ?
Без своевременного устранения данная неисправность влечёт за собой другие поломки двигателя. Причиной неполадки часто служит перегрев мотора или попадание воды на него. В результате ГБЦ деформируется, а прокладка прогорает. Это происходит и в результате неплотного примыкания блока цилиндра к головке. Чтобы устранить эту проблему, поверхность шлифуют на специальном оборудовании.
Причиной неполадки часто служит перегрев мотора или попадание воды на него. В результате ГБЦ деформируется, а прокладка прогорает. Это происходит и в результате неплотного примыкания блока цилиндра к головке. Чтобы устранить эту проблему, поверхность шлифуют на специальном оборудовании.
Перед началом работы мы определяем степень деформации детали, измеряя ее в разных плоскостях. Если выясняется, что деталь уже подвергалась шлифовке, лучше заменить её на новую. После подготовки головка обтачивается при помощи фрезы до идеального состояния.
В конце хочется добавить, что процедура шлифовки по плоскости головки блока цилиндров стоит дешевле, чем новая деталь. Это помогает автовладельцу сэкономить на ремонте двигателя, если он проводится своевременно. Профессионально выполненная проверка герметичности, ремонт трещин, расточка и шлифовка ГБЦ и блока цилиндров позволит сохранить их работоспособность. В результате двигатель внутреннего сгорания будет работать бесперебойно, прослужит несколько десятков тысяч километров при условии, что будут соблюдаться общие рекомендации по эксплуатации, а основные узлы – своевременно осматриваться и ремонтироваться.
Мы готовы ответить на все дополнительные вопросы по телефонам +7(925) 406-14-14, +7(945) 726-32-77 и электронной почте Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра. . Чтобы наши мастера сразу приступили к диагностике и ремонту, заранее запишитесь на удобное для Вас время.
Шлифование головки блока цилиндров
Каждый опытный автомобилист, который когда-либо сталкивался с ремонтом головки блока цилиндров знает, что эта часть является одной из самых специфических в устройстве авто. Собственно, именно этому узлу и посвящен наш материал. Сегодня мы вам расскажем, как осуществляется шлифовка головки блока цилиндров в домашних условиях с видео, когда это нужно и что необходимо учесть перед началом работ.
В каких случаях необходима шлифовка ГБЦ?
Ни для кого не секрет, что все без исключения компоненты ГБЦ находятся в тесном взаимодействии относительно друг друга. Соответственно, если из строя выходит один элемент, то это может стать причиной поломки и других компонентов либо же привести к серьезному дефекту узла. Например, если в прокладке ГБЦ появились пробоины, то в результате этого может произойти утечка моторной жидкости. Соответственно, ремонтные работы станут причиной необходимости не только замены самой прокладки, но и поиска причин, в результате которых прокладка была пробита.
Например, если в прокладке ГБЦ появились пробоины, то в результате этого может произойти утечка моторной жидкости. Соответственно, ремонтные работы станут причиной необходимости не только замены самой прокладки, но и поиска причин, в результате которых прокладка была пробита.
В данном случае причина может заключаться даже в небольшом перегреве двигателя или случайном попадании влаги. Тем не менее, вся ГБЦ в данном случае подвергнется диагностике. На практике обычно прокладка пробивается в том случае, когда произошли нарушения в работе блока цилиндров, в частности, сопряжение между ГБЦ и самом блоком. В таких случаях необходима фрезеровка ГБЦ. Можно ли это сделать вручную своими руками и какой понадобится станок, вы узнаете далее.
Станок, предназначенный для ремонта и фрезеровки головки блока цилиндров
Но сначала разберемся в истинных причинах, которые требуют такого серьезного вмешательства. В первую очередь, фрезеровка осуществляется в том случае, чтобы довести до необходимых стандартов привалочную плоскость головки, сопрягающейся с плоскостью БЦ.
Следует отметить, что данный процесс необходимо осуществлять в нескольких случаях:
- Если вы решили протюнинговать двигатель. Такой вариант является не особо актуальным среди отечественных водителей, скорее — среди отдельных личностей. В данном случае шлифовка ГБЦ подразумевает уменьшение ее высоты, а это, в свою очередь, необходимо для увеличения степени сжатия. Однако, следует отметить, что это было актуально, когда качественное топливо было трудно достать, соответственно, многие автомобилисты прибегали к такому решению. На сегодняшний же день данный вариант является актуальным исключительно для тех, кто хочет изменить параметры своего мотора.
- Второй случай — это необходимость фрезеровки узла при проведении каких-либо ремонтных работ с головкой блока. Имеются в виду практически все работы, начиная от замены уплотнительной прокладки и заканчивая ремонтом или заменой распределительных валов. Мы не рекомендуем уделять время только тем работам, ради которых был осуществлен демонтаж ГБЦ.
 Поскольку лучше вручную своими руками сделать все сразу и потратить немного больше времени, чем впоследствии опять решать данную проблему.
Поскольку лучше вручную своими руками сделать все сразу и потратить немного больше времени, чем впоследствии опять решать данную проблему.
Подготовка головки блока к шлифовке
Помните о том, что произвести проверку плоскостей и непосредственно плотности ГБЦ вполне можно вручную своими руками, для чего вам потребуется набор щупов, а также обычная канцелярская линейка. Линейку необходимо по очереди подложить по всем диагоналям нижней плоскости, а затем следует подобрать тот щуп, который мог бы войти в интервал между плоскостью ГБЦ и линейкой. Но вам следует учесть, что вручную такой способ такой метод дать не может, тем не менее, вы будете иметь хоть какое-то представление о деформации вашего узла. На практике плоскость ГБЦ больше всего деформируется в районе цилиндров, где на поршнях образовался нагар или пробита прокладка.
Также учтите и тот факт, что процедура шлифовки узла должна осуществляться исключительно после того, как ГБЦ была полностью проверена на наличие микротрещин и прочих дефектов. Перед такой серьезной процедурой, как расточка, никаких дефектов быть не должно. Так что вам придется осуществить проверку и этого нюанса. Для поиска трещин можно воспользоваться специальной жидкостью, которая сразу же их покажет, но перед этим следует наиболее тщательно промыть поверхность узла.
Перед такой серьезной процедурой, как расточка, никаких дефектов быть не должно. Так что вам придется осуществить проверку и этого нюанса. Для поиска трещин можно воспользоваться специальной жидкостью, которая сразу же их покажет, но перед этим следует наиболее тщательно промыть поверхность узла.
Когда жидкость нанесена, необходимо подождать около пяти минут, прежде чем ее можно будет смыть. В том случае, если поверхность неровная и в ней есть микротрещины, то краска от жидкости забьется именно в них, таким образом сигнализируя о наличии дефектов. Но таим образом можно обнаружить только внешние дефекты, но не трещины внутри блока.
А чтобы выявить их, потребуется эксплуатация специализированного оборудования. Осуществить действительно качественную проверку, насколько максимум герметичны внутренние плоскости узла, возможно с использование устройства. Принцип его действия заключается в том, что он нагревает корпус ГБЦ, а затем все микротрещины будут обнаружены через воздушные пузыри, поскольку сам узел помещается в воду. В том случае, если на этом элементе агрегата все же присутствуют трещины, то их необходимо для начала ликвидировать. И только после этого можно начинать фрезеровку.
В том случае, если на этом элементе агрегата все же присутствуют трещины, то их необходимо для начала ликвидировать. И только после этого можно начинать фрезеровку.
Инструкция
Станок для шлифовки
Своими руками произвести этот процесс навряд ли получится, поскольку, как видно на видео, для этого необходимо фрезерный станок. Тем не менее, мы все-таки ознакомим вас с технологией этого процесса, чтобы вы имели представление о нем.
Когда ГБЦ демонтируется с мотора на станок, в первую очередь вопрос, который возникает, касается толщины фрезеровки. В данном случае вы должны ознакомиться с самой максимальной ремонтной глубиной фрезеровки поверхности, а это прописано в сервисной книжке к вашему авто. Если вы будете соблюдать все нюансы этого вопроса, то проблем с дальнейшим функционированием мотора у вас не возникнет. Кроме того, когда вы узнаете нужную толщину, вам обязательно следует сказать об этом специалисту, который будет производить фрезеровку на станке, чтобы он выбрал прокладку нужно толщины.
Также мы рекомендуем осуществить замену сальников клапанов и протереть сами клапана. Желательно это сделать до начала работы, чтобы не пришлось после этого протирать прогоревшие элементы. Также следует отметить, что это позволит увеличить мощность мотора, а покупать новые элементы вовсе не обязательно, вполне можно использовать и старые. Разумеется, если их состояние не печальное.
Необходимо зачистить и внутреннюю поверхность ГБЦ от остатков прокладки. Это осуществляется с помощью обычного ножика или точильного камня. Учтите, что движения, которые вы осуществляете для удаления остатков прокладки, должны быть выполнены в форме нули или восьмерки. Также они должны быть плавными. Когда все остатки будут удалены, вы сможете увидеть, насколько искривилась головка, поэтому обрабатывать ГБЦ нужно до того момента, как не исправятся все неровные участки. По итогу вы должны получить как можно наиболее ровную и зеркальную плоскость узла, что позволит обеспечить наиболее максимальное уплотнение.
Как вы понимаете, в домашних условиях осуществить этот процесс вряд ли выйдет должным образом, поэтому советуем вам обратиться за помощью к профессионалам.
Видео «Шлифовка ГБЦ автомобиля BMW»
Подробнее о фрезеровке головки блока цилиндров на BMW вы сможете узнать из видео.
Ремонт деталей двигателей
Тел.: 8 (495) 325-01-31, 8 (495) 785-81-37
ул.Кантемировская, 59А [схема проезда]
Специальное предложение
Новая установка для гидравлических испытаний позволяющая опрессовывать крупногабаритные детали размером:
Новости
Внимание.
По многочисленным просьбам наших клиентов, мы изменили часы работы. Теперь наши двери открыты для вас с 8:30 по будням!
Автозапчасти и комплектующие
Услуга от компании ООО»МоторИнтех» Автозапчасти и комплектующие для вашего автомобиля в наличии и на заказ.
Телефоны: 8 (495) 325 0131, 8 (495) 785 8137 (многоканальный)
Правила оказания услуг
Правила оказания услуг (выполнения работ) по восстановлению деталей и узлов двигателей ООО «МоторИнтех»
Вопросы и ответы
Ознакомтесь с нашим F. A.Q.
A.Q.
Ответы на часто задаваемые вопросы.
Есть вопросы? Задавайте!
Если у Вас возникли вопросы
Вы можете отправить письмо.
Перед обработкой плоскости или диагностикой клапанного механизма проводится опрессовка ГБЦ. Единственной операцией выполняемой до этого — технологическая мойка. Опрессовка представляет собой проверку рубашки охлаждения на герметичность. Если выявляются повреждения — производится оценка возможности дальнейшего ремонта. По результатам оценки принимается решение о целесообразности ремонта данной головки блока цилиндров. Опрессовка производится так же после удалении форсунок, обломков свечей накаливания, замене седел и технологических заглушек, сварочных работ проводимых на данной головке блока цилиндров(ГБЦ).
Под ремонтом ГБЦ подразумевают так же работы с клапанной группой. Притирка клапана, замена седла клапана, замена втулки клапана.
Стоит отметить, что опрессовка головки блока — одна из услуг, предоставляемых ООО «МоторИнтех». Данная технология применяется при опрессовывании:
Данная технология применяется при опрессовывании:
- радиаторов;
- теплообменников;
- коллекторов в легковых автомобилях;
- упомянутых ГБЦ.
Мы готовы предложить вам полный спектр услуг по диагностике и ремонту ГБЦ. Благодаря своему профессионализму, огромному опыту работы и наличию всего необходимого инструмента, мы можем выявить все имеющиеся проблемы и эффективно их устранить. Мы гарантируем вам высокое качество выполнения всех работ, в том числе и ремонт ГБЦ, также наши сотрудники помогут вам осуществить подбор вкладышей.
Вас интересует выгодная цена на ремонт головки блока цилиндров двигателя? Наиболее доступную стоимость готов предложить вам специализированный центр ООО «МоторИнтех». Доверять все работы, связанные с двигателем в целом и с ремонтом ГБЦ можно только профессионалам. Почему? По той простой причине, что без соответствующего опыта и знаний, без профессионального инструмента, мотор так и останется до конца «не долеченным».
Правильная работа ГБЦ — основная составляющая успешной работы двигателя в целом. Наиболее качественный ремонт ГБЦ возможен только при наличии высокотехнологичного оборудования и квалифицированных специалистов.
Ремонт ГБЦ включает в себя несколько этапов: подготовительные работы (мойка и опрессовка, разборка и дефектация), ремонт деталей клапанного механизма, ремонт постелей распределительных валов, ремонт резьбовых соединений и отверстий, обработку плоскостей и окончательную сборку.
Подготовительные работы
Любые работы по ремонту ГБЦ начинаются с демонтажа навесного оборудования и технологической мойки. Это позволяет очистить ГБЦ от масляных отложений, продуктов горения и других загрязнений, которые могут скрыть поверхностные дефекты ремонтируемой детали. Первоначальная оценка объема работ и порядок их выполнения в случае обнаружения таких дефектов может значительно изменяться.
Следующий этап подготовки к ремонту — опрессовка ГБЦ, в ходе которой проверяется герметичность рубашки охлаждения, при обнаружении микротрещин, в большинстве случаев ГБЦ подлежит замене. Опрессовка также проводится после замены прогоревших, износившихся или разрушенных седел клапанов. Работы по опрессовке выполняются специалистами ООО «МоторИнтех» на специальном оборудовании в условиях максимально приближенных к условиям работы двигателя.
Опрессовка также проводится после замены прогоревших, износившихся или разрушенных седел клапанов. Работы по опрессовке выполняются специалистами ООО «МоторИнтех» на специальном оборудовании в условиях максимально приближенных к условиям работы двигателя.
Для дальнейшего определения состояния ремонтируемой головки необходима разборка клапанного механизма и его последующая дефектация. Даже такая незначительная операция должна выполняться исключительно профессионалами, что гарантирует сохранность разбираемых деталей и возможность дальнейшего их использования. Дефектация, ремонтируемых ГБЦ, проводится с помощью специального измерительного инструмента. В ходе дефектации определяется объем предстоящих работ по ремонту ГБЦ.
Ремонт деталей ГБЦ
После проведения подготовительных работ производится замена изношенных и деформированных деталей новыми. При отсутствии заводских направляющих втулок клапанов, таковые могут быть изготовлены в нашем специализированном центре ООО «МоторИнтех» из аналогичных сплавов. Всегда заменяются все резиновые детали, прокладки и сальники.
Всегда заменяются все резиновые детали, прокладки и сальники.
Наибольшую сложность представляет собой восстановление распределительных валов ГБЦ и их постелей. Дефекты, возникающие при неправильной эксплуатации двигателя, (работа без смазки, перегрев двигателя) приводят к деформации распределительных валов и износу опорных шеек и кулачков, образованию задиров, глубоких царапин и рисок как на самих валах, так и на их постелях, что может привести к необратимым последствиям вплоть до выхода из строя всего двигателя. Современные технологии ремонта в большинстве случаев позволяют восстанавливать изношенные поверхности постелей и распределительные валы, продлевая тем самым срок службы ГБЦ. Исключение составляют полые облегченные распределительные валы, которые при любых повреждениях подлежат обязательной замене.
Если у Вас возникли проблемы, связанные с восстановлением Распредвалов и постелей РВ, обращайтесь в наш специализированный центр ООО «МоторИнтех», и мы качественно и быстро решим ваши проблемы.
Следующий этап заключается в восстановлении всевозможных резьбовых и крепежных элементов, резьб свечных колодцев, а на дизельных головках блока отверстий форсунок и свечей накаливания.
Одной из заключительных операций по ремонту ГБЦ является фрезеровка привалочной плоскости. Операция сводится к выравниванию плоскости ГБЦ на фрезерном или шлифовальном станках для обеспечения герметичного соединения головки блока цилиндров с блоком цилиндров по всей площади плоскости и исключения возможных утечек технических жидкостей, циркулирующих в каналах систем смазки и охлаждения. Многие заводы-изготовители допускают незначительное уменьшение высоты головки блока цилиндров и выпускают ремонтные прокладки увеличенной толщины.
Перед окончательной сборкой клапанного механизма необходимо обработать седла и фаски клапанов для обеспечения герметичного перекрытия впускных и выпускных каналов во время работы двигателя. Детали клапанного механизма обрабатываются в специализированном центре ООО «Моторинтех» на современных высокоточных станках, а проверка качества выполненных работ производится на специальных измерительных установках.
В заключение, на некоторых моделях двигателей современных автомобилей необходима ручная регулировка зазоров привода клапанов с помощью измерительных щупов.
Замена направляющих втулок клапанов — это одна из услуг, оказываемых нашим специализированном центром. Обратитесь в ООО «МоторИнтех», и будьте уверены — все работы выполнены профессионально, качественно, в срок.
Почему данный вид работ следует поручить профессионалам? Может быть, с задачей справится и новичок, следуя имеющимся в интернете инструкциям? Ответ однозначен: притирка клапанов и замена направляющих втулок клапанов должна осуществляться только специалистам в мастерской.
Что еще требуется для проведения работ:
- печь;
- специальный инструмент для удаления и установки направляющих втулок;
- оправка, при помощи которой направляющая устанавливается в тело ГБЦ;
- развертки для калибровки отверстий в направляющей втулке.
Если отверстия под направляющую втулку разбито и нет возможности установить стандартную втулку, а ремонтных втулок не существует или проблематично купить втулку, то мы с радостью поможем Вам, изготовив направляющую втулку.
ГБЦ выполнены из сплавов алюминия, имеющих гораздо больший коэффициент расширения при тепловом воздействии, чем те материалы, из которых выполнены направляющие втулки. Таким образом, после нагрева ГБЦ в печи, при помощи специального инструмента можно свободно впрессовывать направляющие. При этом не возникает деформаций посадочного места непосредственно в теле головки.
Если речь идет о чугунных головках, то замена направляющих втулок клапанов проводится без нагревания.
Часто используемое выражение расточка головки блока цилиндров представляет собой обработку (фрезеровку) сопрягаемой поверхности головки с блоком цилиндров.
По мере эксплуатации двигателя, а также после его перегрева происходит нарушение геометрии, что влечет за собой деформацию головки блока цилиндров.
В тех случаях когда это предусмотрено заводом-изготовителем, данную проблему возможно решить путем обработки (выравнивание) плоскости.
Гильзовка блоков или расточка головки самостоятельно не может быть выполнена. Не имея нужных знаний и оборудования, можно только усугубить ситуацию. Лучше доверить профессионалам ООО «МоторИнтех» работу, с которой они сталкиваются ежедневно.
Не имея нужных знаний и оборудования, можно только усугубить ситуацию. Лучше доверить профессионалам ООО «МоторИнтех» работу, с которой они сталкиваются ежедневно.
Ремонт постели распредвала — одна из услуг, которые оказывает ООО «МоторИнтех». Для оценки проблемы с постелью распредвала нам нужны: собственно сама ГБЦ, распредвал, крышки крепления распредвала с болтами или шпильками. Сначала производится внешний осмотр и замеры распредвала и мест его посадки. Далее устанавливается система крепления РВ — это могут быть крышки или общая плита. Так же существует туннельная система крепления распредвала. Во всех случаях производятся замеры и вычисляется зазор между валом и постелью. Если он не соответствует значению, указанному заводом-изготовителем — требуется ремонт постели распредвала.
Мы предлагаем вам:
- выполнение всех видов диагностики и ремонта, а также ремонт свечного отверстия;
- гарантированное качество всех работ;
- строгое соблюдение установленных сроков;
- демократичные расценки на все оказываемые услуги.
Обычный ремонт постели распредвала осуществляется в несколько этапов. Для начала все детали тщательно очищаются от масла, грязи и стружки. Далее проверяется распредвал, при необходимости правиться и полируются шейки. Промеряется постель, крышки занижаются и за несколько проходов растачивается постель. В конце осуществляется контрольная сборка с распредвалом.
Но типов ГБЦ достаточно много, соответственно и ремонт постели осуществляемый с каждой в отдельности взятой головкой имеет свои особенности. Поэтому однозначно ответить на вопрос каким образом будет отремонтирована постель, можно сказать только после проведения предварительной диагностики.
Ремонт свечного отверстия, в том числе и восстановление его резьбы, это небольшая часть тех услуг, которые оказывает своим клиентам наш специализированный технический центр. Если вам нужно оперативно и качественно провести диагностику и выполнить все виды ремонтных работ, значит, пришло время обратиться в ООО «МоторИнтех».
Благодаря опыту, знаниям, наличию всего необходимого профессионального инструмента и правильно выбранной методике ремонта, устранить неполадку, то есть, восстановить резьбу свечного отверстия, можно очень качественно и быстро. Мы выполняем ремонт как в ГБЦ, выполненных из чугуна, так и в алюминиевых.
Для проведения таких ремонтных работ, как правило, используются:
- cпециальный инструмент для удаления обломков свечей;
- инструменты для установки футорки в головку блока цилиндра;
- собственно футорки, имеющие определенную конструкцию;
- термостойкие герметики, которые способны предотвратить газовую коррозию в установленных в ГБЦ футорках.
Весь процесс ремонта можно условно поделить на несколько операций. Это удаления обломков,нарезание новой резьбы, усановка футорки и ее фиксация. Обратитесь к нашим мастерам, если вас интересует ремонт свечного отверстия или ремонт блока цилиндров двигателя.
Ремонт седел — один из видов работ, которые проводятся при ремонте головки блока цилиндров. Выполнить этот, а также все остальные виды ремонтных работ, готовы специалисты ООО «МоторИнтех». Абсолютно все работы мы выполним для вас:
Выполнить этот, а также все остальные виды ремонтных работ, готовы специалисты ООО «МоторИнтех». Абсолютно все работы мы выполним для вас:
- качественно;
- профессионально;
- оперативно;
- не дорого.
Мы можем восстановить поврежденное седло, а также изготовить и заменить его при необходимости.
Для того чтобы все было сделано правильно, нужны не только опыт и знания. Очень важно для проведения каждого из видов работ использовать специальный, профессиональный инструмент. Инструмент — важный фактор обеспечения качества ремонта всех поврежденных деталей и важный фактор качества замены всех деталей, которые уже износились. Материально техническая база нашей специализированного центра позволяет выполнять ремонт в соответствии со всеми техническими требованиям заводов-изготовителей, а также в строгом соответствии с технологией проведения ремонта деталей двигателя. Двигатель — основной агрегат любого транспортного средства, и относиться к его ремонту следует максимально ответственно.
Отметим еще раз: головка блока цилиндров любого двигателя — это чрезвычайно сложный комплекс, состоящий из множества механизмов и узлов. И каждый этап на котором выполняется ремонт головки блока цилиндров двигателя, каждый вид работ, включая ремонт седел, следует доверять высококвалифицированным специалистам.
Притирка клапанов проводится с целью достижения максимальной компрессии. При данном ремонте сначала производится обработка фаски клапана и фаски седла на специализированном станке, далее в случае необходимости с помощью притирочной пасты поверхности дотираются. Контроль производится вакууметром. Данный вид работ проводит наш специализированный центр ООО «МоторИнтех».
Естественно, заменить клапан или выполнить ремонт седел намного выгоднее, чем покупать новую головку блока цилиндров(есть исключения). Гораздо проще доверить эту работу специалистам, чем вникать в тонкости выбора притирочной пасты и приобретать специальные наборы инструментов, необходимые для профессиональной притирки.
Наша компания может предложить Вам услуги:
- замена направляющих втулок клапанов;
- ремонт или замена седел;
- ремонт головки блока цилиндров двигателя;
- опрессовка ГБЦ;
- подбор вкладышей;
- правка вала и многие другие работы.
Притирка проводится на снятой головке блока цилиндров.. Не менее важно провести проверку эффективности притирки. Обращайтесь к нам, чтобы притирка клапанов была проведена профессионально и качественно.
Очередь просмотра
Очередь
- Удалить все
- Отключить
YouTube Premium
Хотите сохраните это видео?
- Пожаловаться
Пожаловаться на видео?
Понравилось?
Не понравилось?
Текст видео
Приму любую помощь на развитие канала: 4276 7700 1382 2587 (Сбербанк).
KKl VAG адаптер для компьютерной диагностики: http://got.by/2h9wtv
Заказывай и делай диагностику своими руками!
Универсальный адаптер для компьютерной диагностики: http://ali. pub/gtrea
pub/gtrea
Шлифовка ГБЦ ВАЗ в жутких гаражных условиях. Первый опыт. Повторять опасно.
В этом видео я показываю свой первый эксперимент по шлифовке ГБЦ своими руками. Если есть возможность, то лучше отдавать эту работу под станок, но бывают случаи, как у меня, делать надо, а станка рядом не оказывается.
В общем пришлось шлифовать вручную. Для этого я использовал точильный круг для наждака. Чем меньше зерно, тем лучше, я в магазине нашел единственный подходящий по размеру, но зерно было далеко от идеала, но другого выбора у меня не было.
Получившиеся крупные риски дорабатывал наждачной бумагой. Сначала 200, потом 400 и финишировал 1000. Конечно совсем убрать риски не получилось, но стало более или менее.
Проводил эксперимент на свой страх и риск, так как были праздники и расточники не работали, а машину надо было делать.
После шлифовки ГБЦ в гаражных условиях человек отъездил уже 2 недели и пока нареканий нет. Все работает. Но как долго это отработает покажет только время.
Итог: если есть возможность, то лучше отдавать ГБЦ под станок, а к ручной шлифовке прибегать только в очень крайнем случае, так как есть вероятность испортить деталь и попасть на бабки.
Станок плоскошлифовально-фрезерный блока цилиндров 3М9735Б
Описание
3M9735B
плоскошлифовально-фрезерный станок
3M9735B — это плоскошлифовально-фрезерный станок для головок и блоков цилиндров малого и среднего размера. Эта машина точна и широка. Позволяет решать в основном шлифовальные работы, является оптимальным и экономичным выбором.3М9735В характеризуется автоматическим возвратно-поступательным движением стола, который приводится в действие электродвигателем; шлифовальная головка приводится в действие одним из основных двигателей, который непосредственно управляет шпинделем шлифовального круга, и одним дополнительным двигателем для движения шлифовальной головки вверх-вниз. 1. 700 об/мин высокоскоростное фрезерование и бесступенчатая регулировка скорости для подачи с помощью управления преобразованием частоты, высокая гладкая поверхность обработки, подходит для корпуса цилиндра из алюминиевого сплава. |
 Он имеет две разные процедуры шлифования; со шлифовальным кругом; вставить фрезу.
Он имеет две разные процедуры шлифования; со шлифовальным кругом; вставить фрезу. Основные характеристики
Модель | 3M9735B × 130 | 3M9735B × 150 |
Размер рабочего стола | 1300 х 500 мм | 1500×500мм |
Максимальная рабочая длина | 1300 мм | 1500 мм |
Максимум. | 350 мм | 350 мм |
Максимальная высота шлифования | 800 мм | 800 мм |
Расстояние вертикального перемещения шлифовальной головки | 60 мм | 60 мм |
Расстояние вертикального перемещения коробки шпинделя | 800 мм | 800 мм |
Скорость вращения шпинделя | 1400/700 об/мин | 1400/700 об/мин |
Скорость поперечного перемещения рабочего стола | 40-900 мм/мин | 40-900 мм/мин |
Габаритные размеры(Д×Ш×В) | 2800×1050×1700 мм | 3050×1050×1700 мм |
Размеры упаковки (Д×Ш×В) | 3100×1200×1850 мм | 3350×1200×1850 мм |
СЗ / Г. | 2800 / 3100 кг | 3000 / 3300 кг |
 ширина шлифования
ширина шлифования В.
В.Аксессуары
Сопутствующие товары
Китай Головка блока цилиндров и плоскошлифовально-фрезерный станок для восстановления двигателя типа Berco (3M9735AX120) Поставщики — оптовая цена восточное железное цилиндрическое тело). * Высокоскоростное шлифование 1400 об / мин плюс сверхточный питатель плюс охлаждающая жидкость дают удовлетворительный результат (подходит для чугуна с шаровидным графитом) * Интуитивно понятная регулировка скорости, точная подача вручную, полные придатки, вам они понравятся.
Мы придерживаемся административного принципа «Качество превосходно, услуги превыше всего, статус превыше всего» и будем искренне стремиться к успеху и делиться успехом со всеми заказчиками вертикально-цилиндрических чистовых расточных станков, плоскошлифовальных станков, вертикальных пневматических чистовых расточных станков с плавающей запятой. . Наша компания повышает личностные способности и самоидентификацию посредством обучения сотрудников и повышения профессиональных навыков. Мы придаем большое значение обнаружению небольших отклонений, обеспечивая высокое качество продукции. Удовлетворенность покупателей – наша главная задача.
. Наша компания повышает личностные способности и самоидентификацию посредством обучения сотрудников и повышения профессиональных навыков. Мы придаем большое значение обнаружению небольших отклонений, обеспечивая высокое качество продукции. Удовлетворенность покупателей – наша главная задача.
Шлифовально-фрезерный станок для блока цилиндров в основном используется для шлифования и фрезерования соединительной поверхности между корпусом цилиндра и крышкой цилиндра каждого двигателя (автомобилей, тракторов, танков и кораблей).
Шлифовально-фрезерный станок для блока цилиндров 3M9735B Характеристики конструкции:
*В шпинделе используется высокоточный подшипник, а двигатель расположен сзади, чтобы обеспечить точность вращения шпинделя на высокой скорости.
* Направляющая станка обклеена мягким ремнем для обеспечения плавной и точной работы.
* Интуитивная регулировка скорости, точная подача с помощью ручного управления полными придатками.
*На рабочем столе используется бесступенчатая регулировка скорости подачи, которая подходит для обработки деталей из различных материалов.
Main specifications:
Model | 3M9735B*130 | |
Max length of processing | 1300mm | |
максимальная ширина обработки | 350 мм | |
макс. Расстояние вертикального перемещения головки шлифовального круга | 800 мм | |
| Диаметр диска наждачного круга | 360 мм | |
Moving speed of working table | 40-900mm/min | |
Dimensions of working table | 1300×500 | |
| Power of the main motor | 1. 5/2.4 KW 5/2.4 KW | |
| Чистый вес машинного инструмента | 2,3T | |
| Общий вес машинного инструмента | 2,6T | |
| Размер измерения | 2920*110018 | .0032 |
Стандарт: Подшипник, Резервуар охлаждающей воды и трубопровод, Выравнивающая рама, балансировочная оправка, режущая головка, шлифовальный сегмент, Фреза, счетчик фрезы, баланс и болт, Разгрузочная рукоятка режущей головки, ключ для втулки и стержень , ударный блок и болт, прижимная пластина и болт, фундаментный болт.
Основная конструкция машины:
Основная система привода Машина оснащена двухскоростным двигателем (1400/700 об/мин). 1400 об/мин используется для шлифовки поверхности корпуса цилиндра или крышки цилиндра, изготовленных из чугунного материала. высокоскоростное шлифование плюс сверхточный питатель плюс охлаждающая жидкость дают удовлетворительный результат. И 700 об / мин (700-250 об / мин) можно использовать для фрезерования поверхности, изготовленной из алюминия (или чугуна). Подача наждачного круга ручная. Подача наждачного круга 0,02 мм при вращении маховика 1 решетка. Высокоскоростное фрезерование плюс бесступенчатая регулировка скорости подачи равно высокая гладкая поверхность изготовления
высокоскоростное шлифование плюс сверхточный питатель плюс охлаждающая жидкость дают удовлетворительный результат. И 700 об / мин (700-250 об / мин) можно использовать для фрезерования поверхности, изготовленной из алюминия (или чугуна). Подача наждачного круга ручная. Подача наждачного круга 0,02 мм при вращении маховика 1 решетка. Высокоскоростное фрезерование плюс бесступенчатая регулировка скорости подачи равно высокая гладкая поверхность изготовления
2. Движение подачи главного шпинделя Червячная гайка зубчатого привода для реализации движения подачи главного шпинделя.
3. Движение головки машины вверх и вниз. Движение головки машины осуществляется с помощью мотора, редуктора и винтовой проволоки. Подъемная установка задней части головки машины.
4. Движение верстака Преобразователь частоты — частотный привод верстака станка. Скорость подачи регулируется кнопкой на панели управления.
Из-за длительного использования двигателя соединительная поверхность блока цилиндров трансмутируется, и двигатель работает нормально. Рабочая точность может быть достигнута за счет шлифовки или фрезерования соединительной поверхности корпуса цилиндра и крышки цилиндра. Машина также может шлифовать поверхность других деталей, если она оснащена электромагнитным патроном.
Рабочая точность может быть достигнута за счет шлифовки или фрезерования соединительной поверхности корпуса цилиндра и крышки цилиндра. Машина также может шлифовать поверхность других деталей, если она оснащена электромагнитным патроном.
Фрезерно-шлифовальный станок для блока цилиндров подходит для шлифования, фрезерования и штифтования всех видов блоков цилиндров двигателей, плоскостей головок цилиндров.
Горячая подсказка:
1.Смазка станковСмазка станков осуществляется вручную. Каждая смазочная часть должна быть заполнена смазочным маслом перед запуском машины
2. Охлаждение машины
Бак охлаждающей воды машины расположен позади машины, а его переключатель управления установлен на панели управления. При использовании подключите линию электропитания к клемме источника питания в электрической коробке, подключите два конца водопроводной трубы к охлаждающему насосу и выходной трубе со стороны шпиндельной коробки и включите переключатель охлаждающего насоса.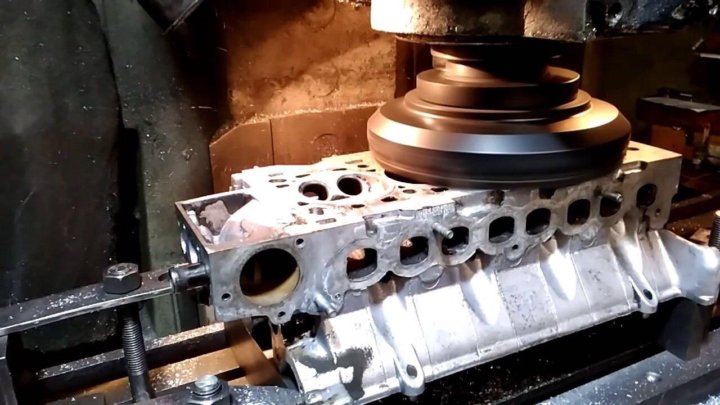 панель управления в «открытое положение», и помпа охлаждения начнет работать. После завершения шлифовки рабочую поверхность необходимо протереть начисто и смазать маслом, чтобы предотвратить появление ржавчины.
панель управления в «открытое положение», и помпа охлаждения начнет работать. После завершения шлифовки рабочую поверхность необходимо протереть начисто и смазать маслом, чтобы предотвратить появление ржавчины.
Положитесь на 1st, уделяя внимание упаковке продуктов питания и экологической безопасности для головки блока цилиндров и плоскошлифовально-фрезерного станка для восстановления двигателя типа Berco (3M9735AX120). Наши продукты, от исследований и разработок, производства до контроля, соответствуют высоким стандартам отрасли. Многие крупные торговые компании импортируют продукцию у нас, поэтому мы можем предоставить вам лучшую цену при том же качестве, если вы заинтересованы в нас.
Hot Tags: шлифовально-фрезерный станок для блока цилиндров, Китай, поставщики, оптовая торговля, купить, цена, прайс-лист, предложение, продажа, гидравлический пресс с ножным приводом, расточно-хонинговальный станок для цилиндров, гидравлический гибочный станок с ЧПУ, настольный сверлильный станок, расточка седла клапана Станок TL120, Расточные станки для седел клапанов
Плоское шлифование и фрезерование
НОВЫЙ ФРЕЗЕРНЫЙ СТАНОК AZ SM13M
НОВЫЙ ФРЕЗЕРНЫЙ СТАНОК AZ ДЛЯ НОВОЙ ОТДЕЛКИ R/A INTO TODAYS GAME
* МОДЕЛЬ SM13M
* МОЩНАЯ ФРЕЗНАЯ ГОЛОВКА С ДВУМЯ ДЕРЖАТЕЛЯМИ CBN И PCD
* ШАРИКОВЫЙ ВИНТ РЕГУЛИРУЕМАЯ ПЕРЕМЕЩЕНИЕ ДЛЯ ОБЕСПЕЧЕНИЯ ЖЕЛАЕМОЙ ПОВЕРХНОСТИ ДЛЯ МОДЕЛИ
НОВЫЕ ДИЗЕЛЬНЫЕ И БЕНЗИНОВЫЕ ДВИГАТЕЛИ ПРАВИЛЬНАЯ ВЫСОТА
* ОЧЕНЬ МИКРОМЕТРИЧЕСКАЯ РУЧКА УПРАВЛЕНИЯ ПОДАЧЕЙ ИНГРЕМЕНТА
* УСОВЕРШЕНСТВОВАННАЯ ПОВОРОТНАЯ ПАНЕЛЬ УПРАВЛЕНИЯ С ПРЕДОХРАНИТЕЛЬНЫМИ УСТРОЙСТВАМИ
* ТЯЖЕЛОЕ ЧУГУННОЕ ОПОРНОЕ ОСНОВАНИЕ И ЧУГУННАЯ ВЫСОКАЯ СТОЙКА ДЛЯ ВЫСОКИХ РАБОТ И ПРИГОТОВЛЕНИЙ
Цена 42 000 долл. США + GST
США + GST
Продано 10 единиц. Больше любых рекомендаций, пожалуйста, звоните
. 1200 ОБ/МИН С ЦИФРОВЫМ ДИСПЛЕЕМ ДЛЯ НАИЛУЧШЕЙ ОБРАБОТКИ
* РЕГУЛИРУЕМАЯ ПОДАЧА СТОЛА С ШАРИКОВО-ВИНТОВЫМ СЕРВОКОНТРОЛЛЕРОМ ДЛЯ СТАБИЛЬНОЙ ОБРАБОТКИ
* ШАРИКОВО-ВИНТОВАЯ КОЛОННА МИКРОМЕТРИЧЕСКАЯ ПОСТОЯННОЕ ДВИЖЕНИЕ ПО ВЫСОТЕ ВВЕРХ И ВНИЗ
* ФРЕЗЕРНАЯ ГОЛОВКА 330 мм ВНЕШНИЙ ВНЕШН. С КРУГЛЫМИ НАКОНЕЧНИКАМИ CBN И PCD ДЛЯ ЛЕГКОГО СНЯТИЯ МАТЕРИАЛА
* МАКС. ПЕРЕМЕЩЕНИЕ СТОЛА 1115 мм, МОЩНОСТЬ ФРЕЗЕРОВАНИЯ ДЛИНА 850 мм X ШИРИНА 330 мм ЖЕЛЕЗНАЯ ТЯЖЕЛАЯ ДЛИННАЯ ОПОРА ДЛЯ РАЗМЕЩЕНИЯ ТЯЖЕЛЫХ БЛОКОВ И КОНСТРУКЦИЙ
* ОКРУЖЕННЫЕ ПАНЕЛИ И ЗАНАВЕСКИ ДЛЯ ПРЕДОТВРАЩЕНИЯ СТРЕЛКИ НА ОПЕРАТОРА И ПОЛА
* СТОЛ С Т/ПАЗОМ И ПАРА Т/ПАРАЛЛЕЛЕЙ, МАКС. ВЫСОТА ЗАГОТОВКИ 430 мм
* ОДИН ШТАТ СИСТЕМА СМАЗКИ
ВВЕДЕНИЕ ЦЕНЫ $ 18 000 + GST
Дополнительный дополнительный цилиндр головы головы $ 2000 + GST с этой сделкой
головка цилиндра и V / блоки и коллекторы Rollover Morempture CVO1
Universal Jig Perform ПОЛНОЕ ОБРАТНОЕ ДВИЖЕНИЕ С ТОЧНОЙ РЕГУЛИРОВКОЙ ДЛЯ ВЫРАВНИВАНИЯ ЗАДАЧИ
* КУЛАЧКОВЫЙ БОЛТ ТОЧНАЯ РЕГУЛИРОВКА ДЛЯ ВЫРАВНИВАНИЯ ЗАДАЧИ ПО ВЫСОТЕ ОТ КОНЦА К КОНЦУ
* СЪЕМНАЯ ПЛАСТИНА ДЛЯ ТОННЕЛЬНОЙ ОСТАНОВКИ V/БЛОКОВ ДЛЯ ОБРАБОТКИ ОБЕИХ СТОРОН
* ГОЛОВКИ ЦИЛИНДРОВ
* V / БЛОКИ ДВИГАТЕЛЕЙ
* КОЛЛЕКТОРЫ
ЦЕНА 2500 + GST
Новый AZ Surface Grinder & Millnewsp1600y
Новый AZ Surface Grinder & Miller
* Model SP1600Y
* Таблица гидравлической переменной для создания точной и желаемой отделки для нового и
Diesel & Petrol Engin ПОМОГИТЕ ОПЕРАТОРУ ДОСТИГНУТЬ НУЖНУЮ ВЫСОТУ
* УСОВЕРШЕНСТВОВАННАЯ ПАНЕЛЬ УПРАВЛЕНИЯ ПОВОРОТОМ
* ТЯЖЕЛАЯ КОНСТРУКЦИЯ ЧУГУН
ПРОДАНО 8 ЛЮБЫЕ РЕКОМЕНДАЦИИ ДОБРО ПОЖАЛОВАТЬ
ЦЕНА ДЛЯ ИМПОРТНОГО ОДНОГО В ДОЛЛАРАХ . ………… РАЗМЕСТИТЕ ЗАКАЗ, ЕСЛИ ВЫ ХОТИТЕ ОДИН
………… РАЗМЕСТИТЕ ЗАКАЗ, ЕСЛИ ВЫ ХОТИТЕ ОДИН
ДОПОЛНИТЕЛЬНЫЙ РЕЗАК CBN И PCD $
New AZ Surface Grinder & Miller SP1300G
New AZ Surface Grinder & Miller
* Model SP1300G
* Переменная гидравлическая для получения желаемой финиша для новой и Diesel & Petrol
Engines
* COAND COMPURE ANTHAP и DIESEL & Petrol
Engines
* COUND CINIT ПОМОЧЬ ОПЕРАТОРУ В ДОСТИЖЕНИИ НУЖНОЙ ВЫСОТЫ
* Панель управления Advanced Swing
* Тяжелая строительная чугун
Цена $
Extra Cbn & PCD Cutter $
Проданы 7 единиц любые рекомендации, пожалуйста GRINDER & MILLER
* МОДЕЛЬ SM13
* ПЕРЕМЕЩЕНИЕ СТОЛА ДЛЯ ОБЕСПЕЧЕНИЯ НУЖНОЙ ОБРАБОТКИ НОВЫХ ДИЗЕЛЬНЫХ И БЕНЗИНОВЫХ ДВИГАТЕЛЕЙ
ДВИГАТЕЛИ
* МОЩНОСТЬ КОЛОННЫ ВВЕРХ И ВНИЗ ДЛЯ ПОМОЩИ ОПЕРАТОРУ В ДОСТИЖЕНИИ НУЖНОЙ ВЫСОТЫ
* УСОВЕРШЕНСТВОВАННАЯ ПАНЕЛЬ УПРАВЛЕНИЯ ПОВОРОТОМ
* ТЯЖЕЛАЯ ЧУГУННАЯ И ВЫСОКАЯ КОЛОННА ДЛЯ ВЫСОКИХ РАБОТ И ВЫСОКИХ МАШИН.
Цена $
Extra Cbn & PCD Cutter $
Проданный 7 Блок
Новый AZ Miller SM10M Heavy Duty CBN-PCD Машина
Новый AZ Miller Heavy Duty CBN-PCD Машина
* Модель SM10M
* Высокий варень СТАБИЛЬНАЯ ТОЧНОСТЬ ПРИВОД ШАРИКОВО-ВИНТОВОГО СТОЛА, КОТОРЫЙ МНОГИЕ ПРОИЗВОДИТЕЛИ РЕКОНСТРУКТОРОВ ДВИГАТЕЛЕЙ ОТМЕЧАЛИ, УВИДЕВ РЕЗУЛЬТАТЫ, ПОЛУЧЕННЫЕ НА ЭТОЙ МАШИНЕ 0263 * УСОВЕРШЕНСТВОВАННАЯ ПАНЕЛЬ ДЖОЙСТИКА УПРАВЛЕНИЯ ПОВОРОТОМ
* ВЫСОКАЯ ТЯЖЕЛАЯ ЛИТАЯ КОЛОННА ДЛЯ ВЫСОКИХ РАБОТ И КОНСТРУКЦИИ.
Цена $
Продано 6 единиц
Новый AZ Grinder & Miller SP1000G
Новый AZ Grinder & Miller
* Model SP1000G
* Variable Table Traverse Tofled Traveld Cininond для нового Diesel & Petrol
Engines
636363636363636363636363636363636363636363636363636363636363636363636363636363636363636363н6н3н * МОЩНОСТЬ КОЛОННЫ ВВЕРХ И ВНИЗ, ЧТОБЫ ПОМОЧЬ ОПЕРАТОРУ ДОСТИГНУТЬ НУЖНУЮ ВЫСОТУ
* УСОВЕРШЕНСТВОВАННАЯ ПАНЕЛЬ УПРАВЛЕНИЯ У ВАШИХ ПАЛЬЦЕВ
* ВЫСОКАЯ ТЯЖЕЛАЯ ЛИТАЯ КОЛОННА ДЛЯ ВЫСОКИХ РАБОТ И ПРИГОТОВЛЕНИЙ.
Цена $
Продано 5 единиц
Новый AZ S330R Surface Grinder & Miller
Новый AZ Surface Grinder & Miller
* Модель S330R
* Авто автоматическая и ручная работа. * БАК ДЛЯ ВОДЫ И БРЫЗГОВЫЕ КРЫШКИ
* КОМПАКТНАЯ, БЫСТРАЯ И ЛЕГКАЯ ПРИБЫЛЬНАЯ МАШИНА.
ЦЕНА $
ПРОДАНО 5
ШЛИФОВАЛЬНАЯ МАШИНА
Shim Grinder
* Модель NSG 125
* Однофазная машина
* Движение Wind Up & Down
* Действие магнитного рычага
* Шлифовальный руль 125 MM O.D
Цена $ 2800 + GST
Schulco Manifold Grind grind $ 2800 + GST
Schulco Manifold Grind grand ” ДЮЙМОВЫЙ ШЛИФОВАЛЬНЫЙ КОЛЕС С КОЛЕСОМ ДЛЯ КОЛЕСА, СВЕРХПРОЧНЫЙ, КАМЕННЫЙ ПОДЪЕМНЫЙ КОЛЕСО С РУЧКОЙ БЛОКИРОВКИ ПОЛОЖЕНИЯ, НЕ ТРЕБУЕТСЯ ВРЕМЕНИ НАСТРОЙКИ ИЛИ КВАЛИФИЦИРОВАННОГО РАБОТНИКА, ХОРОШИЙ ДЕНЕЖНЫЙ СОЗДАТЕЛЬ.
ПРОДАН ЕЩЕ ОДИН В НАЛИЧИИ
ЦЕНА 2700 $ + НДС В НАЛИЧИИ
Уинфилд Джиг для заново головки цилиндров
Новый джиг Уинфилда для заново заподретляются головки цилиндров менее чем за 2 минуты, 2 полностью регулируемые головы с гидравлическими ручками управления давлением, расположенными на долях, чтобы занять дображи ФОРМОВЫЕ ГОЛОВКИ, ОЧЕНЬ БЫСТРАЯ СИСТЕМА ЗАЖИМА, ЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ ГОЛОВОК V6 — V8, ДВЕ ОПОРНЫЕ ЦЕПИ, 1 ПАРА ПАРАЛЛЕЛЕЙ T/SLOT, 1 ПАРА V/БЛОКОВ.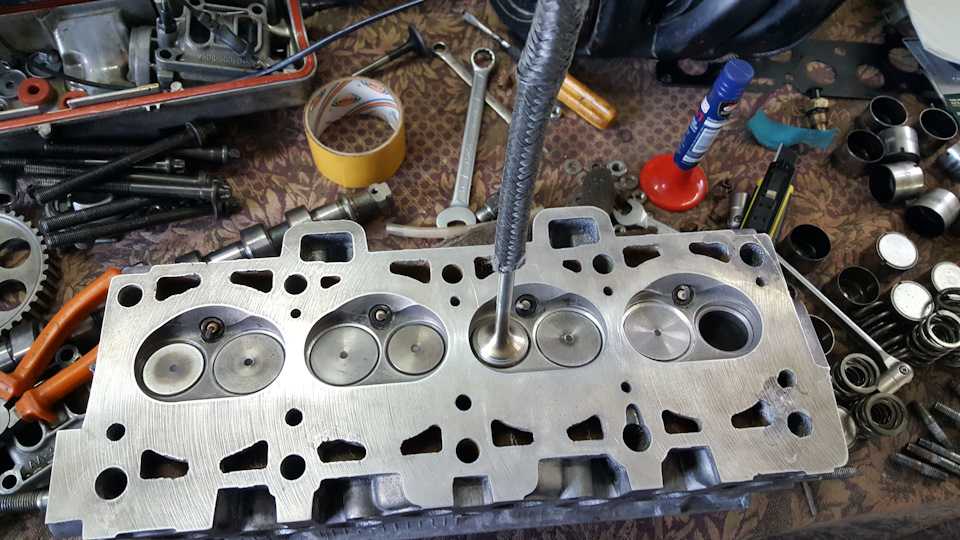
ВРЕМЯ НАСТРОЙКИ СТОИМОСТЬ Цена 9 500 долл. США + налог на товары и услуги
Zanrosso крупная сверхмощная поверхностная шлифовальная машина
Очень большой Zanrosso ESA 30 Модель гидравлической поверхности и фрезерный аппарат
* Вы можете переключиться на функцию автоматического поверхностного цикла, чтобы обеспечить подачу таблицы и автоматическое выпадающее измельчение на машине много глубины нарезания на ее СОБСТВЕННАЯ
* ПОВОРОТНАЯ ПАНЕЛЬ УПРАВЛЕНИЯ
* КНОПОЧНАЯ ШЛИФОВАЛЬНАЯ ГОЛОВКА ПОДАЧА ВВЕРХ ИЛИ ВНИЗ С ШАРИКОВОЙ КОЛОННОЙ
* СЕГМЕНТНАЯ ШЛИФОВАЛЬНАЯ ГОЛОВКА ДИАМЕТР 450 мм
* 3 x Скорость шлифовальная головка 145 — 300 — 960 об / мин
* Гидравлический колесный комод
* Дополнительное дополнительное фрезерное применение
* Гидравлическая переменная таблица подавать в таблицу
* Поверхностные измельчения. VERY QUICK AIR ПНЕВМЕТИЧЕСКИЙ ЗАМОК ГОЛОВКИ ЦИЛИНДРА
* БРЫЗГОВЫЕ ШТОРЫ
* НАСОС ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ И СПЕЦИАЛЬНОЕ МАГНИТНОЕ ОЧИСТИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ
* КНИГА РУКОВОДСТВА ПО ЭКСПЛУАТАЦИИ
ЦЕНА 15 000 $ +
долларов США
TECHNODUE SURFACE GRINDER & MILLER
СОВЕРШЕННО НОВАЯ ЧУГУННАЯ ФРЕЗЕРНАЯ НАСАДКА С НОВЫМ НАКОНЕЧНИКОМ
ДЛЯ ФРЕЗЕРОВАНИЯ БОЛЬШИХ ГОЛОВОК ЦИЛИНДРОВ.
ЦЕНА $780 + GST
Плоскошлифовальные станки-Восстановление двигателя| АМЦ-ШОУ
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | СГ 1400 | |
Макс. длина шлифования | мм | 1400 |
Макс. ширина шлифования | мм | 340 |
Макс. | мм | 390 |
Макс. высота заготовки | мм | 850 |
Поверхность стола | мм | 1400×600 |
Диаметр шлифовального круга | мм | 350 |
Диаметр шлифовального круга в специальном исполнении | мм | 400 |
Количество сегментов на шлифовальном круге | шт | 12 |
Вертикальное перемещение шлифовальной бабки | мм | 240 |
Точная подача шлифовальной бабки по шкале | мм | 0,01 |
Скорость перемещения шлифовальной бабки, бесступенчатая | мм/мин | 800-3000 |
Емкость бака охлаждающей жидкости | л | 95 |
Двигатели | ||
Двигатель шлифовального круга | кВт  с. с. | 4 |
Двигатель перемещения шлифовального круга | кВт | 0,75 |
Насос охлаждающей жидкости | кВт | 0,16 |
Размеры | ||
Высота машины | мм | 2260 |
Общая длина машины | мм | 2290 |
Общая ширина машины | мм | 1160 |
Требуется рабочее пространство | мм | 3000 x 1560 |
Нетто. | кг | 1540 |
Вес брутто ок. (деревянный ящик) | кг | 1890 |
Объем отгрузки | м³ | 7,41 |
 ширина шлифования в специальном исполнении
ширина шлифования в специальном исполнении 4
4 вес ок.
вес ок. Мы постоянно совершенствуем наши машины. Таким образом, детали, связанные с любыми описаниями, спецификациями и иллюстрациями, могут изменяться без предварительного уведомления.
Стандартное оборудование: установка в тропическом исполнении с двигателем шлифовального круга, двигателем перемещения круга и насосом охлаждающей жидкости, шлифовальной головкой 350 мм (13,77″), приспособлением для правки круга, оправкой для балансировки головки круга, 4 парами наладочных блоков, насосом центральной смазки, съемником для головки круга , зажимы, болты, гаечные ключи и брызговики. для головок цилиндров / блоков V-образных двигателей / коллекторов, шлифовальные сегменты для чугуна/алюминия/стали, стенд для балансировки шлифовальных кругов, устройство выравнивания и контроля глубины, магнитные патроны, чувствительный спиртовой уровень для заготовок, ручной ленточный фильтр охлаждающей жидкости и многое другое.
· Центральная смазка
· Простое выравнивание и контроль глубины (дополнительное оборудование)
· Встроенный правитель для шлифовального круга
· Простая загрузка блоков
AMC-SCHOU Модель SG 1400 представляет собой машину для мокрого шлифования, которую можно использовать
малыми и средними мастерами по ремонту двигателей, а также промышленными шлифовальными машинами. пани. Компактный дизайн, специальная конструкция направляющих и телескопические ограждения
пани. Компактный дизайн, специальная конструкция направляющих и телескопические ограждения
обеспечить первоклассные результаты на долгие годы.
— Преимущества точности.
Головка блока цилиндров и плоскошлифовальный станок M7132 — M7130/7140/7150 — ZONGHENG (Производитель в Китае) — Станок
/china/ml/0-s-i-1/Search.html/china/pl/0-s-i-1/Search.html/china/ppl/0-s-i-1/Search.html/china/suppliers/0- s-i-1/Search.htmlКлючевое слово для поиска должно содержать не менее 2 символов.
ПродуктыКомпанииКорзина запросов (0)
Расширенный
головка цилиндрового блока и плоскошлифовальный станок М7132
| Модель: | M7130/7140/7150 |
|---|---|
| Торговая марка: | ZONGHENG |
| Происхождение: | Сделано в Китае |
| Категория: | Промышленные товары / Машины / Станки |
| Этикетка: | шлифовальный станок, полировальный станок, формовочный нож |
| Цена: | — |
Мин. Заказ: Заказ: | 1 шт. |
Узнать сейчас В корзину
Описание продукта
Описание продукта
1. Высокая скорость.
2. Простота в эксплуатации.
3. Безопасность.
4. Высокая точность.
Информация о компании
Наша компания Nantong Zongheng Machinery Co., Ltd расположена в городе Наньтун, провинция Цзянсу, крупномасштабном предприятии по производству станков в Восточном Китае. Основными продуктами компании являются портальный обрабатывающий центр, вертикальный обрабатывающий центр, токарный станок с ЧПУ, плоскошлифовальный станок, вертикальный коленчатый фрезерный станок, револьверный универсальный фрезерный станок с коромыслом и т. д. Продукция широко используется в производстве пресс-форм, автозапчастей, ветроэнергетике, атомной энергетике. , океанские корабли, военная аэрокосмическая промышленность, области обучения в колледжах и т. Д. Мы не только пользуемся спросом на внутреннем рынке, но и экспортируем в Юго-Восточную Азию, Ближний Восток, Бразилию, Индию, Африку, Европу, США и некоторые другие страны. и регионов.
, океанские корабли, военная аэрокосмическая промышленность, области обучения в колледжах и т. Д. Мы не только пользуемся спросом на внутреннем рынке, но и экспортируем в Юго-Восточную Азию, Ближний Восток, Бразилию, Индию, Африку, Европу, США и некоторые другие страны. и регионов.
Наш завод
Технический индекс
Каждая машина должна пройти контрольный список точно и механизм падения в вертикальном движении
3. Вертикальность поверхности рабочей площадки к поверхности направляющей колонны
4. Прямолинейность базового Т-образного паза рабочей платформы
5. Плоскостность поверхности рабочей платформы
6. Колебание конца шпинделя
7. -ось отверстия
8. Параллельность оси вращения шпинделя рабочей платформе
9. Вертикальность оси вращения шпинделя относительно рабочей платформы
10. Параллельность продольного движения операционной платформы к исходной точке «Т»-выстрела
Параллельность продольного движения операционной платформы к исходной точке «Т»-выстрела
11. Вертикальное поперечное движение к продольному движению операционной платформы
12. Параллельность между движением и поверхность рабочей платформы
Упаковка и доставка
Наши услуги
Срок гарантии 9 лет: один год0008
В течение гарантийного срока, если у вас есть какие-либо детали, сломанные из-за проблем с качеством, мы доставим вам их бесплатно экспресс-почтой.
По истечении гарантийного срока, если у вас есть какие-либо вопросы, вы можете связаться с нами, мы предоставим вам наш лучший сервис, как обычно.
1. Предоставляется онлайн-сервис технической поддержки.
2. Предоставление технических файлов.
3.Видео о работе машины
4. Обучение на месте.
Обучение на месте.
5. Замена запасных частей и услуги по ремонту.
6. Все вопросы будут отвечать в течение 24 часов
Сеть продаж
Контактная информация
Изображение продукта
IMG 1
.
Сопутствующие товары этой компании
2016 Вертикально-фрезерный станок XK1850 Новый
X6325 универсальная радиальная фреза по металлу
фрезерный станок с ЧПУ с Siemens и
опт универсальный X5032 универсальный
Настольное фрезерование линейных направляющих с ЧПУ
CE Китай Оптовая фрезерная система с ЧПУ
Небольшой фрезерный станок с ЧПУ Мини Вертикальный
Китай Горизонтальный ручной фрезерный станок
Китай Плоскошлифовальный станок LMM80200
Китай Фрезерование линейных направляющих с ЧПУ
Портальный 5-осевой обрабатывающий центр с ЧПУ
Этот участник берет на себя полную ответственность за содержание этого списка. DIYTrade не несет никакой ответственности за такое содержание.
DIYTrade не несет никакой ответственности за такое содержание.
Чтобы сообщить о мошенническом или незаконном содержимом, нажмите здесь.
Китайские поставщики Быстрый поиск:
Станки, сделанные в Китае Продукция
,Станки, китайские поставщики и китайские производители
| Код | Описание | Цена |
|---|---|---|
| ОЧИСТКА | ||
| 510 | Чистый литой блок Magnaflux | 75.00 |
| 501 | Прожечь и очистить листовой металл (клапанные крышки, крышка ГРМ, масляный поддон) | 50,00 |
| 503 | Прожечь и очистить чугунный воздухозаборник | 35.00 |
| 509 ПОДГОТОВКА | Подготовительный блок — кулачковый подшипник не входит (ВНУТРЕННИЙ) Очистка-magnaflux-отшлифовка-установка стопорных заглушек/кулачкового подшипника | 150. 00 00 |
| 513 | Подготовительный блок — кулачковый подшипник в комплект не входит (ИМПОРТ) Очистить-magnaflux-отшлифовать-установить стопорные заглушки/кулачковый подшипник | 150.00 |
| Если в блоке нет подшипников кулачка или балансировочных подшипников — | ||
| 515 | Подготовительный блок — (LS Chevy) включает комплект для головной боли Не включает кулачковые подшипники | 200.00 |
| 342 | Тестовый блок SIMS |
125,00
|
| БЛОК | ||
| 550 | Сборка короткого блока (механическая обработка не требуется) V8, V6, рядные 6-цилиндровые, 4-цилиндровые двигатели | 500.00 |
| 532 | Кривошип в блоке | 150. 00 00 |
| 534 | Разборный блок | 195.00 |
| 500 | Расточка блока и хонингование – на цилиндр | 15.00 |
| 502 | Цилиндры для деглазирования – за цилиндр гибкая заточка – блок должен быть чистым | 15.00 |
| 504 | Установка каждой чугунной втулки | 150.00 |
| 511 | Заглушки и установка | 40.00 |
| 520 | Выравнивание/хонингование блока | 150.00 |
| 506 | Установить кулачковый подшипник (легковой грузовик) каждый по | 20.00 |
| 508 | Установить кулачковый подшипник (MD Truck-Tractor-Ind.) каждый | 20.00 |
| 512 | Установить кулачковый подшипник (5.3,6.0 Chevy) (5.7 Hemi) | 95.00 |
| 522 | Фрезерный блок (V-6 или V8) | 95. 00 00 |
| 523 | Фрезерный блок (4-цилиндровый или рядный 6-цилиндровый) | 85.00 |
| 535 | Снимите болт с потайной головкой | 160.00 |
| 536 | Удаление деталей из блока (листовой металл, воздухозаборники и т. д., включая удаление масла и фильтров) | 150.00 |
| ШАТУНЫ | ||
| 400 | Поршень и шток челнока – каждый | 15.00 |
| 402 | Посадочная втулка штифта – каждая (втулка не входит в комплект) | 20.00 |
| 404 | Установите новые шатунные болты и измените размер (болты в комплект не входят) на шток **поршни должны быть отцеплены | 20.00 |
| 405 | Ремонтный стержень – каждый | 15.00 |
| КОЛЕНВАЛ | ||
| 200 | Шлифовальная рукоятка | 100. 00 00 |
| 211 | Кривошипная рукоятка (импорт) | 125,00 |
| 210 | Шлифовальная рукоятка — Большой блок Chevy (396, 454, 366) | 175.00 |
| 203 | Журнал сварки | 75.00 |
| 206 | Сварной упор | 90.00 |
| 201 | Польская рукоятка | 50,00 |
| КАМС | ||
| 101 | Отшлифуйте кулачок заказчика или замените без ролика | 50,00 |
| 102 | Зашлифовать кулачок клиента или сменный ролик | 75.00 |
| ГОЛОВКИ ЦИЛИНДРОВ | ||
| VJ40 | Valve Job V-6 OHV Литой или алюминиевый включает наплавку | 200,00 плюс детали |
| VJ45 | Valve Job V-8 OHV Чугун – каждый включает наплавку | 200,00 плюс детали |
| VJ46 | Valve Job 4-цилиндровый OHV Чугун или алюминий – каждый включает наплавку | 200,00 плюс детали |
| VJ47 | Valve Job OHV Рядный 6-цилиндровый чугунный включает наплавку | 200,00 плюс детали |
| VJ50 | Работа клапана, 4 цил. Включает наплавку | 350.00 |
| VJ62 | Valve Job V-6 DOHC (12 клапанов на головку) Алюминий шт. Включает наплавку | 300,00 плюс детали |
| VJ64 | Работа клапана, 4 цил. SOHC (12 клапанов) Алюминий Шт. Включает наплавку | 300,00 плюс детали |
| VJ65 | Работа клапана, 4 цил. DOHC (16 клапанов) Алюминий Шт. Включает наплавку | 300,00 плюс детали |
| VJ66 | Работа клапана, 6 цил. DOHC (12 клапанов) Алюминий Шт. Включает наплавку | 300,00 плюс детали |
| VJ67 | Работа клапана, 6 цил. DOHC (24 клапана) Алюминий Шт. Включает наплавку | 300,00 плюс детали |
| 302 | Испытание под давлением 2-3-4 Головка блока цилиндров со снятым кулачком на головках OHC | 100. 00 00 |
| 303 | Испытание под давлением Рядная головка 6-цилиндрового двигателя со снятым кулачком на головках OHC | 100.00 |
| 326 | Работа по снятию кулачка для испытания давлением или поверхности | 30.00 |
| 308 | Фреза 3, 4-цилиндровая головка со снятым кулачком на головках OHC | 75.00 |
| 310 | Головка Mill Inline 6-Cylinder со снятым кулачком на головках OHC | 75.00 |
| 316 | Замена седла клапана 1-е седло – каждое | 20.00 |
| 317 | Замена седла клапана после 1-го седла – каждое | 10.00 |
| 318 | Замена 1-го седла клапана (чугунная головка) — только работа | 30.00 |
| 319 | Замена каждого дополнительного седла (чугунная головка) | 10.00 |
| 320 | Замена 1-го седла клапана (алюминиевая головка) — только работа | 30.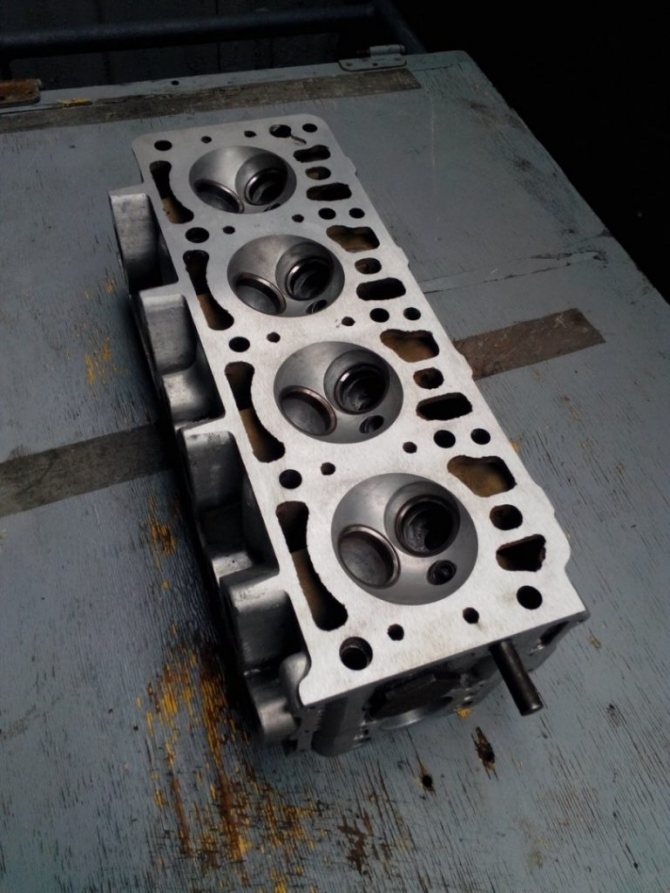 00 00 |
| 321 | Замена каждого дополнительного сиденья (алюминиевая головка) — только работа | 25.00 |
| 324 | Установка 1-й направляющей клапана (чугунная головка) – только работа | 25.00 |
| 325 | Установка каждой дополнительной направляющей клапана (чугунная головка) | 12.00 |
| 327 | Сменная направляющая (алюминиевая головка) БЕЗ ПОДОГРЕВА — каждая | 20.00 |
| 328 | Сменная направляющая (алюминиевая головка) С ПОДОГРЕВОМ – каждая | 35.00 |
| 329 | Замена дополнительной направляющей (алюминиевая головка) С ПОДОГРЕВОМ | 10.00 |
| 331 | Ремонт резьбы отверстия свечи зажигания – каждый | 95.00 |
| 333 | Удаление сломанного болта или шпильки | 95.00 |
| 334 | Установка катушки Heli | 95. |
 Volkswagen (20 клапанов) Алюминий шт.
Volkswagen (20 клапанов) Алюминий шт.