
Скорость подачи проволоки сварочного полуавтомата
Главная » Статьи » Скорость подачи проволоки сварочного полуавтомата
Настройка скорости подачи проволоки в полуавтомате
Скорость подачи проволоки – это, пожалуй, самая важная настройка в полуавтомате. В данной статье мы поделимся с Вами полезными советами и рекомендациями по правильной регулировке скорости подачи.
Некоторые проблемы с настройкой скорости подачи проволоки могут быть вызваны неправильной подготовкой аппарата к работе, поэтому, прежде чем приступить к настройке аппарата, мы рекомендуем Вам прочитать нашу статью «Установка сварочной проволоки в аппарат».
Методика
Можно получить достаточно красивый и ровный сварочный шов при неправильной настройке напряжения – проплавление может быть слишком слабым или слишком сильным, но шов тем не менее будет опрятным. Если неправильно настроить скорость подачи проволоки – то будет очень сложно получить сварочный шов в принципе. Главный секрет в правильной настройке – это практика.
Самый простой и быстрый способ – это настраивать скорость подачи, пытаясь получить сварочный шов на тестовом (ненужном) листе металла. Установите на Вашем полуавтомате напряжение соответствующее толщине свариваемого металла (как это сделать Вы можете узнать из нашей статьи «Примерные настройки для сварочных полуавтоматов»), зажгите дугу и, ведя горелку, медленно поворачивайте регулятор настройки скорости подачи проволоки, пока не получите приемлемый результат.
Настройка скорости подачи
Нулевое значение
Установите скорость подачи на ноль. Затем слегка поверните регулятор, чтобы проволока начала подаваться.
Слишком медленно
Проволока периодически касается металла, но сразу после касания кончик проволоки оплавляется, образуя шарик, и обгорает почти до самого наконечника.
Медленно
Проволока все еще обгорает после касания металла, но этот процесс повторяется заметно чаще.
Хорошо
Проволока подается достаточно быстро для получения стабильной сварочной дуги, звук сварки напоминает приятное ровное шипение (жужжание).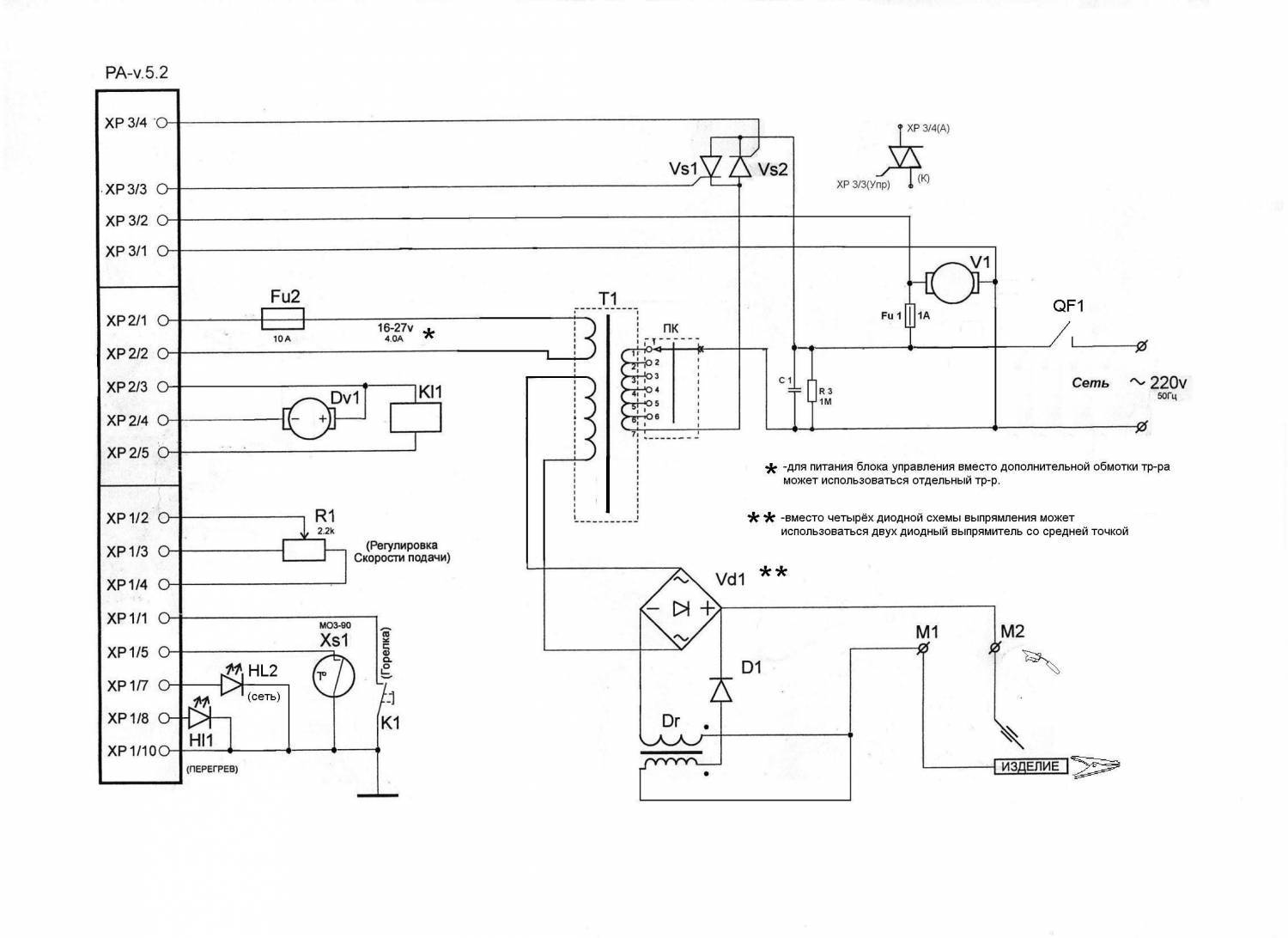
Быстро
Сварочная дуга все еще постоянная, но проплавление становится более глубоким, а звук сварки – более жестким. Дешевые полуавтоматы при такой скорости подачи могут выдавать звуки похожие на пулеметную очередь.
Таким образом, регулятор скорости подачи проволоки принимает активное участие в настройке сварочного тока (второй регулятор полуавтомата настраивает сварочное напряжение). Если Вы установите скорость подачи выше, чем это необходимо, то Вы тем самым увеличите сварочный ток, что может привести к прожогу металла насквозь (это особенно относится к сварке тонкого металла)
Слишком быстро
Проволока подается так быстро, что она не успевает расплавиться и просто втыкается в металл, отталкивая горелку дальше от заготовки и загрязняя место вокруг шва излишним разбрызгиванием.
Советы и рекомендации
- Чаще всего, для тонкого металла устанавливается минимальная скорость, при которой будет получаться качественный шов. Так как с уменьшением скорости подачи проволоки уменьшается и сварочный ток, то сварка тонких металлов проходит медленней и с большим контролем
- Можно еще больше уменьшить скорость подачи, сократив расстояние между наконечником и металлической заготовкой.
 Это может привести к перегреву наконечника и залипанию в нем проволоки (чтобы избежать этого, рекомендуется использовать наконечник большего диаметра или сваривать прихватками), и такая методика может быть очень полезной для деликатных видов сварки – таких, как сварка тонких кромок.
Это может привести к перегреву наконечника и залипанию в нем проволоки (чтобы избежать этого, рекомендуется использовать наконечник большего диаметра или сваривать прихватками), и такая методика может быть очень полезной для деликатных видов сварки – таких, как сварка тонких кромок. - При сварке внутри угла рекомендуется увеличивать скорость подачи, это позволит укоротить дугу и сделать ее более направленной – таким образом Вы будете заваривать угол, а не боковые стенки.
- При сварке вертикальных швов желательно немного увеличивать скорость подачи
Настройка скорости подачи проволоки на любительских и профессиональных полуавтоматах
Если Вы увеличиваете сварочное напряжение, то нужно увеличивать и скорость подачи проволоки.
В любительских полуавтоматах сварочное напряжение и скорость подачи работают независимо. В таких аппаратах необходимо вручную увеличивать скорость подачи проволоки, если Вы выставляете более высокое напряжение. Так, например, при сварке проволокой диаметром 0,6мм на полуавтомате SPARK PowerARC 160 скорость подачи 1 будет соответствовать сварочному напряжению 4, а скорость подачи 4 – напряжению 7. (См. Примерные настройки для сварочных полуавтоматов)
(См. Примерные настройки для сварочных полуавтоматов)
В профессиональных полуавтоматах подстройка скорости подачи проволоки может производится автоматически – при изменении сварочного напряжения меняется и скорость подачи. Регулятор скорости подачи при этом используется для более тонкой настройки и корректировки процесса.
Данный материал является переводом и адаптацией статьи с сайта https://www.mig-welding.co.uk/
duga.by
Схемы регулятор скорости подачи проволоки сварочного полуавтомата
wonpents.appspot.com
Регулятор скорости подачи проволоки сварочного полуавтомата
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства используемые при ремонте кузовов автомобилей.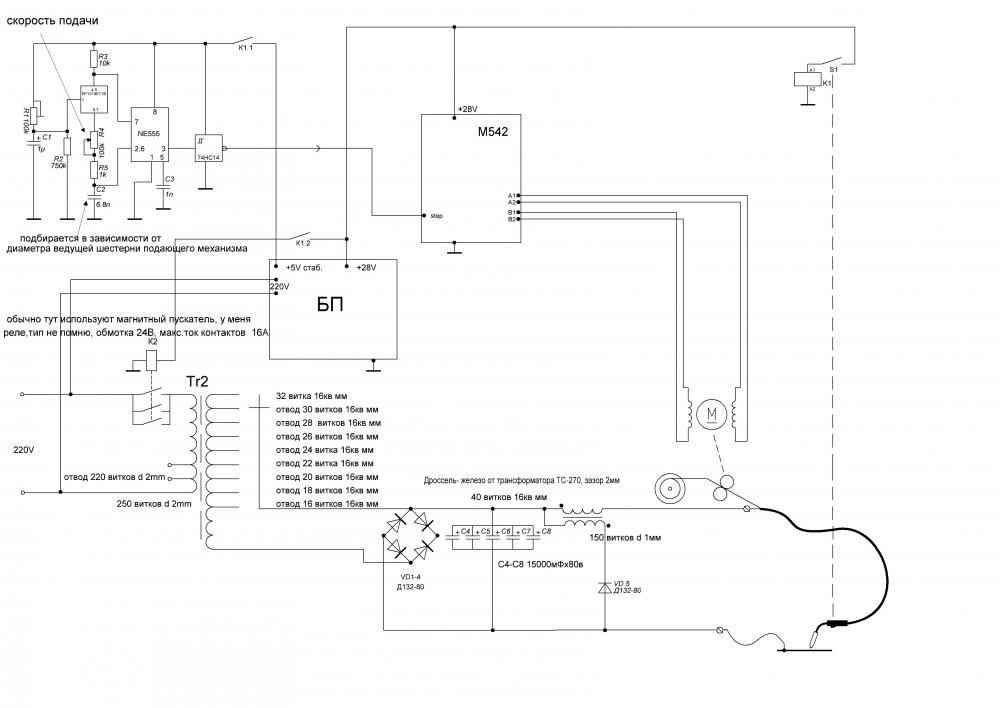 При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трёхфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
В состав устройства входит электродвигатель постоянного тока с передаточным механизмом понижения оборотов, как правило здесь используется электродвигатель с редуктором от стеклоочистителя а/м УАЗ или «Жигули». Стальная проволока с медным покрытием с подающего барабана проходя через вращающиеся ролики поступает в шланг для подачи проволоки, на выходе проволока входит в контакт с заземлённым изделием, возникающая дуга сваривает металл. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки: преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя; отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки — сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, это приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
В лаборатории «Автоматики и телемеханики» Иркутского областного Центра ДТТ разработана более современная схема регулятора подачи проволоки, принципиальное отличие которой от заводских — наличие схемы торможения и двукратный запас коммутационного транзистора по пусковому току с электронной защитой.
Характеристики устройства: 1. Напряжение питания 12-16 вольт. 2. Мощность электродвигателя — до 100 ватт. 3. Время торможения 0,2 сек. 4. Время пуска 0,6 сек. 5. Регулировка оборотов 80 %.
6. Ток пусковой до 20 ампер.
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе. Стабилизированная цепь установки оборотов позволяет поддерживать мощность в нагрузке независимо от напряжения питания электросети, защита от перегрузки снижает подгорание щёток электродвигателя при пуске или заедании в механизме подачи проволоки и выход из строя силового транзистора.
Схема торможения позволяет почти мгновенно остановить вращение двигателя. Напряжение питания используется от силового или отдельного трансформатора с потребляемой мощностью не ниже максимальной мощности электродвигателя протяжки проволоки.
Напряжение питания используется от силового или отдельного трансформатора с потребляемой мощностью не ниже максимальной мощности электродвигателя протяжки проволоки.
В схему введены светодиоды индикации напряжения питания и работы электродвигателя.
Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введён конденсатор фильтра C1.
Светодиод HL1 указывает на включенное состояние схемы регулятора подачи сварочной проволоки. Резистором R3 устанавливается скорость подачи сварочной проволоки в место дуговой сварки.
Подстроечный резистор R5 позволяет выбрать оптимальный вариант регулирования оборотов вращения двигателя в зависимости от его модификации мощности и напряжения источника питания.
Диод VD1 в цепи стабилизатора напряжения DA1 защищает микросхему от пробоя при неверной полярности питающего напряжения.
Полевой транзистор VT1 оснащён цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2. При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
Для устранения срабатывания защиты от импульсных токов, возникающих при искрении щёток электродвигателя, в схему введен конденсатор C2. К стоковой цепи транзистора VT1 подключен электродвигатель подачи проволоки с цепями снижения искрения коллектора С3,С4, С5. Цепь состоящая из диода VD2 с нагрузочным резистором R7 устраняет импульсы обратного тока электродвигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя, при зелёном свечении — вращение, при красном свечении — торможение.
Схема торможения выполнена на электромагнитном реле К1. Ёмкость конденсатора фильтра С6 выбрана небольшой величины — только для снижения вибраций якоря реле К1, большая величина будет создавать инерционность при торможении электродвигателя. Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания.
Принцип действия сил торможения, без применения реверса вращения, заключается в нагрузке обратного тока электродвигателя при вращении по инерции, при отключении напряжения питания, на постоянный резистор R8. Режим рекуперации — передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора C5. Второе назначение конденсатора С5 — устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнёт цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
Источник питания состоит из сетевого трансформатора T1 напряжением 12-15 вольт и ток 8-12 ампер, диодный мост VD4 выбран на 2х-кратный ток. При наличии на сварочном трансформаторе полуавтомата вторичной обмотки соответствующего напряжения, питание выполняется от неё.
Схема регулятора подачи проволоки выполнена на печатной плате из одностороннего стеклотекстолита размером 136*40 мм, кроме трансформатора и мотора все детали установлены с рекомендациями по возможной замене. Полевой транзистор установлен на радиатор размерами 100*50 *20.
Полевой транзистор аналог IRFP250 с током 20-30 Ампер и напряжением выше 200 Вольт. Резисторы типа МЛТ 0,125, R9,R11,R12 — проволочные. Резистор R3,R5 установить типа СП-3 Б. Тип реле К1 указан на схеме или №711.3747-02 на ток 70 Ампер и напряжение 12 Вольт, габариты у них одинаковые и применяются в автомобилях «ВАЗ».
Компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно удалить или заменить на стабилитрон КС156А.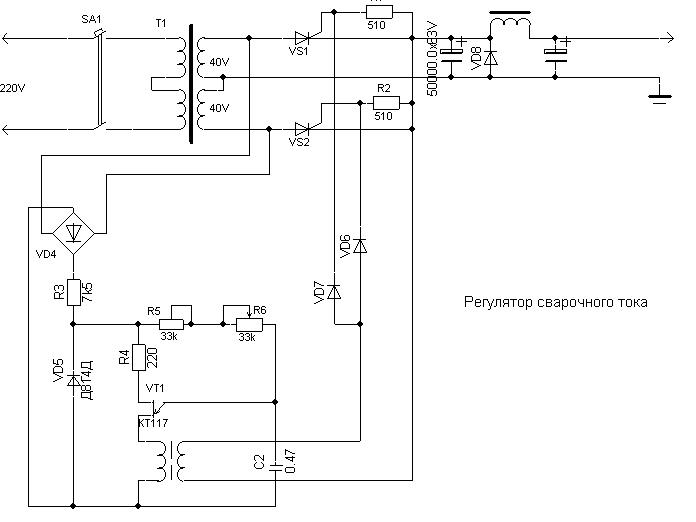 Диодный мост VD3 можно собрать на российских диодах типа Д243-246, без радиаторов.
Диодный мост VD3 можно собрать на российских диодах типа Д243-246, без радиаторов.
Компаратор DA2 имеет полный аналог TL431 CLP иностранного производства. Электромагнитный клапан подачи инертного газа Em.1 — штатный, на напряжение питания 12 вольт.
Наладку схемы регулятора подачи проволоки сварочного полуавтомата начинают с проверки питающего напряжения. Реле К1 при появлении напряжения должно срабатывать, обладая характерным пощелкиванием якоря.
Повышая регулятором оборотов R3 напряжение на затворе полевого транзистора VT1 проконтролировать, чтобы обороты начинали расти при минимальном положении движка резистора R3, если этого не происходит минимальные обороты откорректировать резистором R5 — предварительно движок резистора R3 установить в нижнее положение, при плавном увеличении номинала резистора К5, двигатель должен набрать минимальные обороты.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении электродвигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке светодиод HL2 потухнет.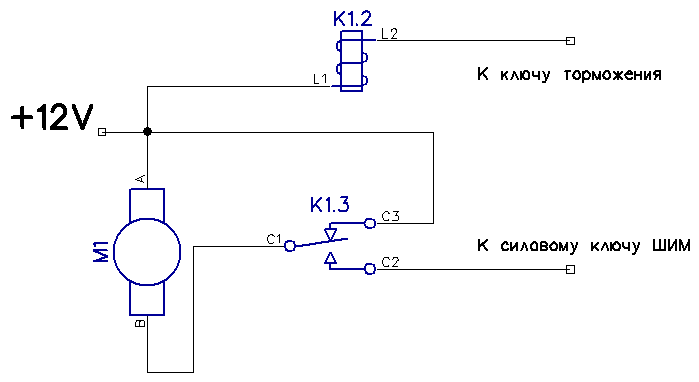 Резистор R12 при напряжении источника питания 12-13 Вольт из схемы можно исключить.
Резистор R12 при напряжении источника питания 12-13 Вольт из схемы можно исключить.
Схема опробована на разных типах электродвигателей, с близкой мощностью, время торможения в основном зависит от массы якоря, ввиду инерции массы. Нагрев транзистора и диодного моста не превышает 60 градусов Цельсия.
Печатная плата закрепляется внутри корпуса сварочного полуавтомата, ручка регулятора оборотов двигателя — R3 выводится на панель управления вместе с индикаторами : включения HL1 и двуцветного индикатора работы двигателя HL2. Питание на диодный мост подается с отдельной обмотки сварочного трансформатора напряжением 12-16 вольт. Клапан подачи инертного газа можно подключить к конденсатору C6, он также будет включаться после подачи сетевого напряжения. Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в виниловой изоляции сечением 2,5-4 мм.кв.
Список радиоэлементов
Скачать список элементов (PDF)
Прикрепленные файлы:
cxem.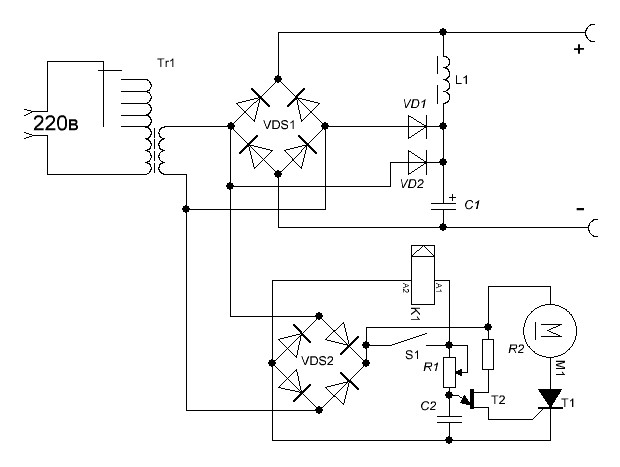 net
net
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства используемые при ремонте кузовов автомобилей.
При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трёхфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
В состав устройства входит электродвигатель постоянного тока с передаточным механизмом понижения оборотов, как правило здесь используется электродвигатель с редуктором от стеклоочистителя а/м УАЗ или «Жигули». Стальная проволока с медным покрытием с подающего барабана проходя через вращающиеся ролики поступает в шланг для подачи проволоки, на выходе проволока входит в контакт с заземлённым изделием, возникающая дуга сваривает металл. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки: преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя; отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки – сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, это приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки: преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя; отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки – сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, это приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
В лаборатории «Автоматики и телемеханики» Иркутского областного Центра ДТТ разработана более современная схема регулятора подачи проволоки, принципиальное отличие которой от заводских – наличие схемы торможения и двукратный запас коммутационного транзистора по пусковому току с электронной защитой.
Характеристики устройства:
1. Напряжение питания 12-16 вольт.
2. Мощность электродвигателя – до 100 ватт.
Мощность электродвигателя – до 100 ватт.
3. Время торможения 0,2 сек.
4. Время пуска 0,6 сек.
5. Регулировка оборотов 80 %.
6. Ток пусковой до 20 ампер.
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе. Стабилизированная цепь установки оборотов позволяет поддерживать мощность в нагрузке независимо от напряжения питания электросети, защита от перегрузки снижает подгорание щёток электродвигателя при пуске или заедании в механизме подачи проволоки и выход из строя силового транзистора.
Схема торможения позволяет почти мгновенно остановить вращение двигателя.
Напряжение питания используется от силового или отдельного трансформатора с потребляемой мощностью не ниже максимальной мощности электродвигателя протяжки проволоки.
В схему введены светодиоды индикации напряжения питания и работы электродвигателя.
Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введён конденсатор фильтра C1.
Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введён конденсатор фильтра C1.
Светодиод HL1 указывает на включенное состояние схемы регулятора подачи сварочной проволоки.
Резистором R3 устанавливается скорость подачи сварочной проволоки в место дуговой сварки.
Подстроечный резистор R5 позволяет выбрать оптимальный вариант регулирования оборотов вращения двигателя в зависимости от его модификации мощности и напряжения источника питания.
Диод VD1 в цепи стабилизатора напряжения DA1 защищает микросхему от пробоя при неверной полярности питающего напряжения.
Полевой транзистор VT1 оснащён цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2. При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.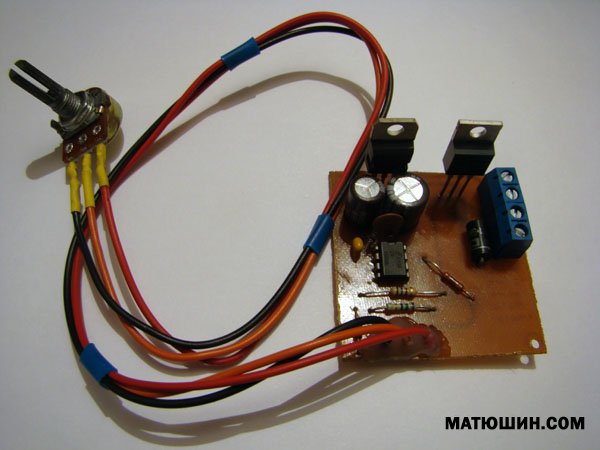
Для устранения срабатывания защиты от импульсных токов, возникающих при искрении щёток электродвигателя, в схему введен конденсатор C2.
К стоковой цепи транзистора VT1 подключен электродвигатель подачи проволоки с цепями снижения искрения коллектора С3,С4, С5. Цепь состоящая из диода VD2 с нагрузочным резистором R7 устраняет импульсы обратного тока электродвигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя, при зелёном свечении – вращение, при красном свечении – торможение.
Схема торможения выполнена на электромагнитном реле К1. Ёмкость конденсатора фильтра С6 выбрана небольшой величины – только для снижения вибраций якоря реле К1, большая величина будет создавать инерционность при торможении электродвигателя. Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания.
Принцип действия сил торможения, без применения реверса вращения, заключается в нагрузке обратного тока электродвигателя при вращении по инерции, при отключении напряжения питания, на постоянный резистор R8. Режим рекуперации – передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора C5. Второе назначение конденсатора С5 – устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнёт цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
Режим рекуперации – передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора C5. Второе назначение конденсатора С5 – устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнёт цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
Источник питания состоит из сетевого трансформатора T1 напряжением 12-15 вольт и ток 8-12 ампер, диодный мост VD4 выбран на 2х-кратный ток. При наличии на сварочном трансформаторе полуавтомата вторичной обмотки соответствующего напряжения, питание выполняется от неё.
Схема регулятора подачи проволоки выполнена на печатной плате из одностороннего стеклотекстолита размером 136*40 мм, кроме трансформатора и мотора все детали установлены с рекомендациями по возможной замене. Полевой транзистор установлен на радиатор размерами 100*50 *20.
Полевой транзистор аналог IRFP250 с током 20-30 Ампер и напряжением выше 200 Вольт. Резисторы типа МЛТ 0,125, R9,R11,R12 – проволочные. Резистор R3,R5 установить типа СП-3 Б. Тип реле К1 указан на схеме или №711.3747-02 на ток 70 Ампер и напряжение 12 Вольт, габариты у них одинаковые и применяются в автомобилях «ВАЗ».
Компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно удалить или заменить на стабилитрон КС156А. Диодный мост VD3 можно собрать на российских диодах типа Д243-246, без радиаторов.
Компаратор DA2 имеет полный аналог TL431 CLP иностранного производства.
Электромагнитный клапан подачи инертного газа Em.1 – штатный, на напряжение питания 12 вольт.
Наладку схемы регулятора подачи проволоки сварочного полуавтомата начинают с проверки питающего напряжения. Реле К1 при появлении напряжения должно срабатывать, обладая характерным пощелкиванием якоря.
Повышая регулятором оборотов R3 напряжение на затворе полевого транзистора VT1 проконтролировать, чтобы обороты начинали расти при минимальном положении движка резистора R3, если этого не происходит минимальные обороты откорректировать резистором R5 – предварительно движок резистора R3 установить в нижнее положение, при плавном увеличении номинала резистора К5, двигатель должен набрать минимальные обороты.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении электродвигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке светодиод HL2 потухнет. Резистор R12 при напряжении источника питания 12-13 Вольт из схемы можно исключить.
Схема опробована на разных типах электродвигателей, с близкой мощностью, время торможения в основном зависит от массы якоря, ввиду инерции массы. Нагрев транзистора и диодного моста не превышает 60 градусов Цельсия.
Печатная плата закрепляется внутри корпуса сварочного полуавтомата, ручка регулятора оборотов двигателя – R3 выводится на панель управления вместе с индикаторами : включения HL1 и двуцветного индикатора работы двигателя HL2. Питание на диодный мост подается с отдельной обмотки сварочного трансформатора напряжением 12-16 вольт. Клапан подачи инертного газа можно подключить к конденсатору C6, он также будет включаться после подачи сетевого напряжения. Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в виниловой изоляции сечением 2,5-4 мм. кв.
Скачать печатную плату в формате LAY
Автор: Владимир Коновалов, Творческое объединение «Автоматика и связь» ИРК ПО
shemopedia.ru
РадиоКот :: Сварочный полуавтомат 30А
Схема сварочного полуавтомата
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства, используемых при ремонте кузовов автомобилей. При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
Регулятор скорости подачи проволоки сварочного полуавтомата
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трехфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
В состав устройства входит электродвигатель постоянного тока с передаточным механизмом понижения оборотов, как правило, здесь используется электродвигатель с редуктором от стеклоочистителя а/ м УАЗ или «Жигули». Стальная проволока с медным покрытием с подающего барабана, проходя через вращающиеся ролики, поступает в шланг для подачи проволоки, на выходе проволока входит в контакт с заземленным изделием, возникающая дуга сваривает металл. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки. Это преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя и отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки. Сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, что приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
Это преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя и отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки. Сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, что приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
В лаборатории «Автоматика и телемеханика» Иркутского областного ЦДТТ разработана более современная схема регулятора подачи проволоки, принципиальное отличие которой от заводских- наличие схемы торможения и двукратный запас коммутационного транзистора по пусковому току с электронной защитой.
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе. Стабилизированная цепь установки оборотов позволяет поддерживать мощность в нагрузке независимо от напряжения питания электросети, защита от перегрузки снижает подгорание щеток электродвигателя при пуске или заедании в механизме подачи проволоки и выход из строя силового транзистора.
Схема торможения позволяет почти мгновенно остановить вращение двигателя.
Напряжение питания используется от силового или отдельного трансформатора с потребляемой мощностью не ниже максимальной мощности электродвигателя протяжки проволоки.
В схему введены светодиоды индикации напряжения питания и работы электродвигателя.
Характеристика устройства:
- напряжение питания, В — 12…16;
- мощность электродвигателя, Вт — до 100;
- время торможения, сек — 0,2;
- время пуска, сек — 0,6;
- регулировка
- оборотов, % — 80;
- ток пусковой, А — до 20.
Шаг 1. Описание схемы регулятора сварочного полуавтомата
Схема электрическая принципиальная устройства приведена на рис. 1. Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введен конденсатор фильтра С1. Светодиод HL1 указывает на включенное состояние схемы регулятора подачи сварочной проволоки.
Для устранения помех, возможных от поворота ползунка резистора R3, в схему введен конденсатор фильтра С1. Светодиод HL1 указывает на включенное состояние схемы регулятора подачи сварочной проволоки.
Резистором R3 устанавливается скорость подачи сварочной проволоки в место дуговой сварки.
Подстроечный резистор R5 позволяет выбрать оптимальный вариант регулирования оборотов вращения двигателя в зависимости от его модификации мощности и напряжения источника питания.
Диод VD1 в цепи стабилизатора напряжения DA1 защищает микросхему от пробоя при неверной полярности питающего напряжения. Полевой транзистор VT1 оснащен цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2. При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
Для устранения срабатывания защиты от импульсных токов, возникающих при искрении щеток электродвигателя, в схему введен конденсатор С2. К стоковой цепи транзистора VT1 подключен электродвигатель подачи проволоки с цепями снижения искрения коллектора СЗ, С4, С5. Цепь, состоящая из диода VD2 с нагрузочным резистором R7, устраняет импульсы обратного тока электродвигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя: при зеленом свечении — вращение, при красном свечении — торможение.
Схема торможения выполнена на электромагнитном реле К1. Емкость конденсатора фильтра С6 выбрана небольшой величины — только для снижения вибраций якоря реле К1, большая величина будет создавать инерционность при торможении электродвигателя. Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания.
Принцип действия сил торможения, без применения реверса вращения, заключается в нагрузке обратного тока электродвигателя при вращении по инерции, при отключении напряжения питания, на постоянный резистор R11.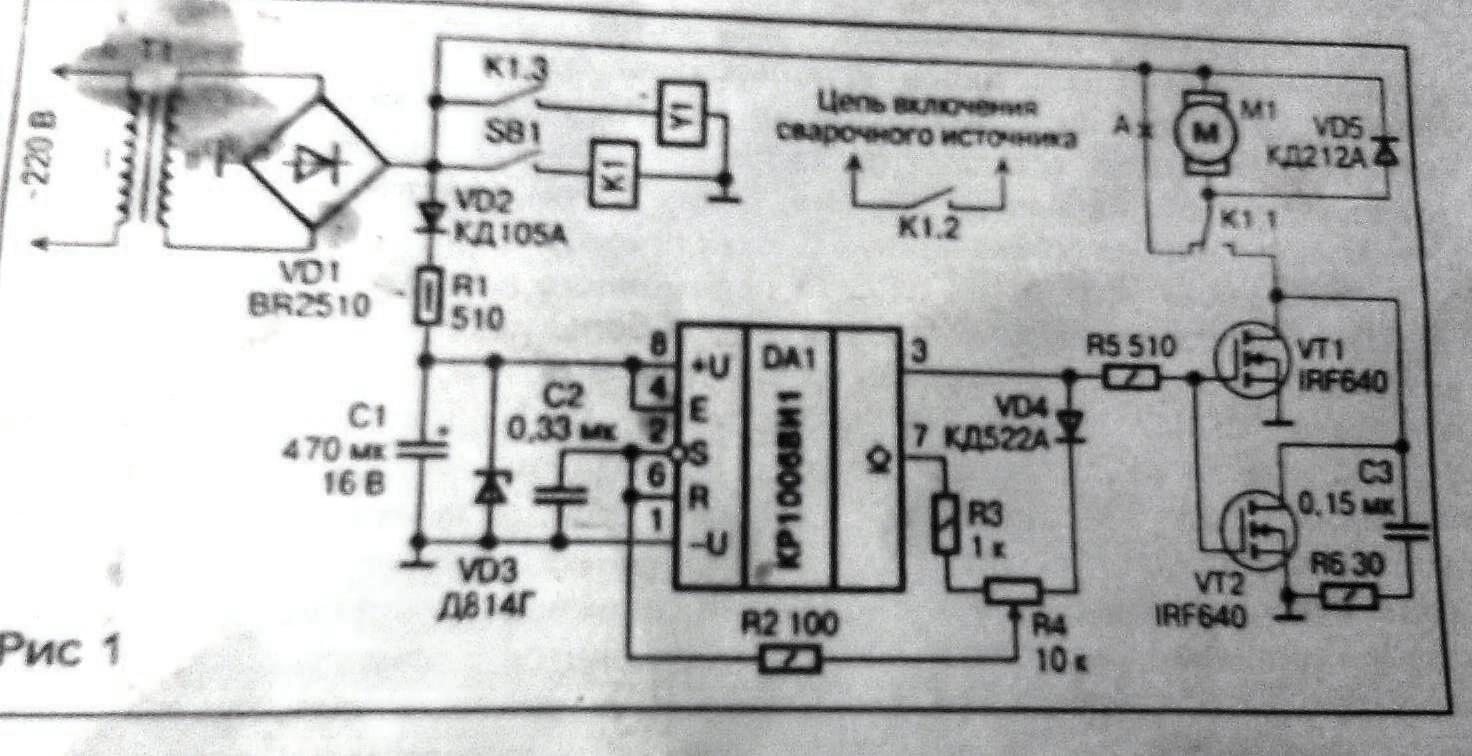 Режим рекуперации — передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора С5. Второе назначение конденсатора С5 — устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнет цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
Режим рекуперации — передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора С5. Второе назначение конденсатора С5 — устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнет цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
Источник питания состоит из сетевого трансформатора Т1 напряжением 12…15 В и ток 8…12 А, диодный мост VD4 выбран на двухкратный ток. При наличии на сварочном трансформаторе полуавтомата вторичной обмотки соответствующего напряжения, питание выполняется от нее.
Шаг 2. Детали схемы регулятора сварочного полуавтомата
Схема регулятора подачи проволоки выполнена на печатной плате из одностороннего стеклотекстолита размером 136*40 мм (рис. 2), кроме трансформатора и мотора все детали установлены с рекомендациями по возможной замене. Полевой транзистор установлен на радиатор размерами 100*50*20 мм.
Полевой транзистор установлен на радиатор размерами 100*50*20 мм.
Полевой транзистор аналог IRFP250 с током 20…30 А и напряжением выше 200 В. Резисторы типа МЛТ 0,125; резисторы R9, R11, R12 — проволочные. Резисторы R3, R5 установить типа СП-ЗБ. Тип реле К1 указан на схеме или №711.3747-02 на ток 70 А и напряжение 12 В, габариты у них одинаковые и применяются в автомобилях «ВАЗ».
Компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно удалить или заменить на стабилитрон КС156А. Диодный мост VD3 можно собрать на российских диодах типа Д243-246, без радиаторов.
Компаратор DA2 имеет полный аналог TL431CLP иностранного производства.
Электромагнитный клапан подачи инертного газа Em.1 — штатный, на напряжение питания 12 В.
Шаг 3. Наладка схемы регулятора сварочного полуавтомата
Наладку схемы регулятора подачи проволоки сварочного полуавтомата начинают с проверки питающего напряжения. Реле К1 при появлении напряжения должно срабатывать, обладая характерным пощелкиванием якоря.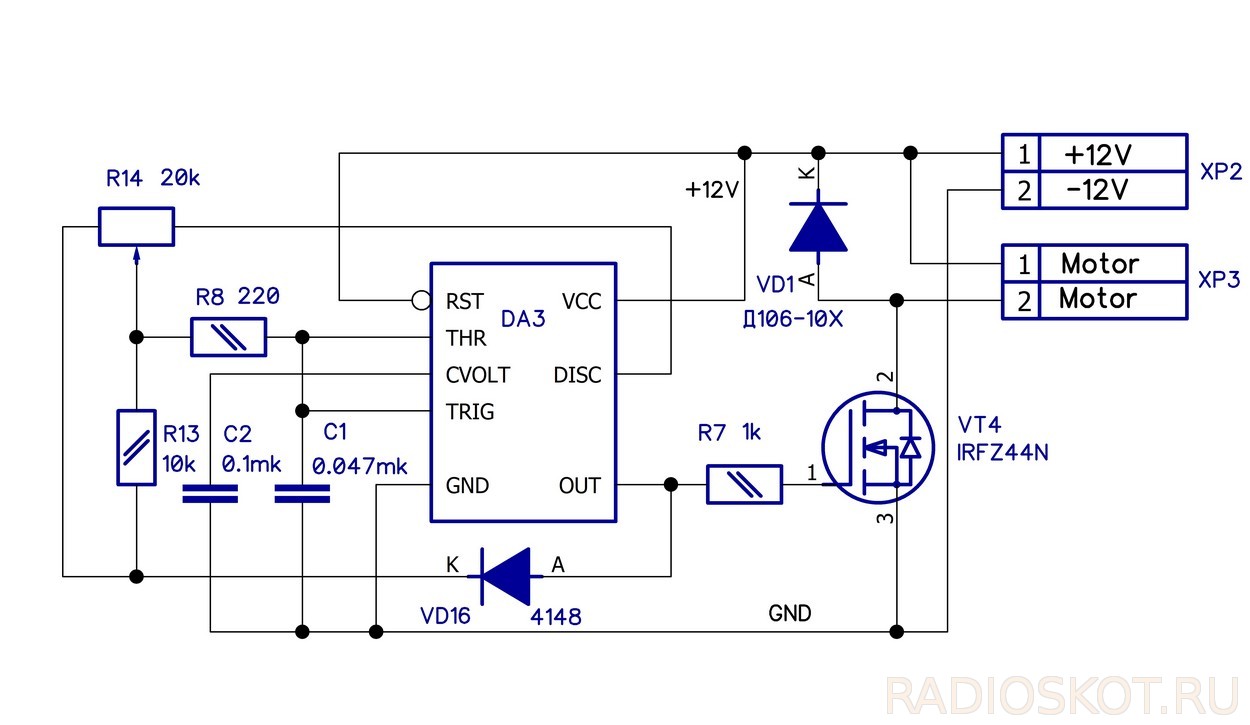
Повышая регулятором оборотов R3 напряжение на затворе полевого транзистора VT1 проконтролировать, чтобы обороты начинали расти при минимальном положении движка резистора R3; если этого не происходит, минимальные обороты откорректировать резистором R5 — предварительно движок резистора R3 установить в нижнее положение, при плавном увеличении номинала резистора R5, двигатель должен набрать минимальные обороты.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении электродвигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке светодиод HL2 потухнет. Резистор R12 при напряжении источника питания 12…13 В из схемы можно исключить. Схема опробована на разных типах электродвигателей, с близкой мощностью, время торможения в основном зависит от массы якоря, ввиду инерции массы. Нагрев транзистора и диодного моста не превышает 60°С.
Печатная плата закрепляется внутри корпуса сварочного полуавтомата, ручка регулятора оборотов двигателя — R3 выводится на панель управления вместе с индикаторами: включения HL1 и двухцветного индикатора работы двигателя HL2. Питание на диодный мост подается с отдельной обмотки сварочного трансформатора напряжением 12… 16 В. Клапан подачи инертного газа можно подключить к конденсатору С6, он также будет включаться после подачи сетевого напряжения. Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в виниловой изоляции сечением 2,5…4 мм2.
Питание на диодный мост подается с отдельной обмотки сварочного трансформатора напряжением 12… 16 В. Клапан подачи инертного газа можно подключить к конденсатору С6, он также будет включаться после подачи сетевого напряжения. Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в виниловой изоляции сечением 2,5…4 мм2.
Пусковая схема сварочного полуавтомата
Характеристики сварочного полуавтомата:
- напряжение питания, В — 3 фазы * 380;
- первичный ток фазы, А — 8…12;
- вторичное напряжение холостого хода, В — 36…42;
- ток холостого хода, А — 2…3;
- напряжение холостого хода дуги, В — 56;
- ток сварки, А — 40…120;
- регулирование напряжения, % — ±20;
- продолжительность включения, % — 0.
Подача проволоки в зону сварки в сварочном полуавтомате происходит с помощью механизма, состоящего из двух вращающихся в противоположных направлениях электродвигателем стальных роликов. Для снижения оборотов электродвигатель оснащен редуктором. Из условий плавной регулировки скорости подачи проволоки, скорость вращения электродвигателя постоянного тока дополнительно изменяется полупроводниковым регулятором скорости подачи проволоки сварочного полуавтомата [1]. В зону сварки также подается инертный газ — аргон, для устранения воздействия на процесс сварки кислорода воздуха. Сетевое питание сварочного полуавтомата выполнено от однофазной или трехфазной электросети, в данной конструкции применен трехфазный трансформатор, рекомендации по питанию от однофазной сети указаны в статье.
Из условий плавной регулировки скорости подачи проволоки, скорость вращения электродвигателя постоянного тока дополнительно изменяется полупроводниковым регулятором скорости подачи проволоки сварочного полуавтомата [1]. В зону сварки также подается инертный газ — аргон, для устранения воздействия на процесс сварки кислорода воздуха. Сетевое питание сварочного полуавтомата выполнено от однофазной или трехфазной электросети, в данной конструкции применен трехфазный трансформатор, рекомендации по питанию от однофазной сети указаны в статье.
Трехфазное питание позволяет использовать намоточный провод меньшего сечения, чем при использовании однофазного трансформатора. При эксплуатации трансформатор меньше нагревается, снижаются пульсации напряжения на выходе выпрямительного моста, не перегружается силовая линия.
Шаг 1. Работа схемы пуска сварочного полуавтомата
Коммутация подключения силового трансформатора Т2 к электросети происходит симисторными ключами VS1 …VS3 (рис. 3). Выбор симисторов вместо механического пускателя позволяет устранить аварийные ситуации при поломке контактов и устраняет звук от «хлопаний» магнитной системы. Выключатель SA1 позволяет отключить сварочный трансформатор от сети во время профилактических работ.
3). Выбор симисторов вместо механического пускателя позволяет устранить аварийные ситуации при поломке контактов и устраняет звук от «хлопаний» магнитной системы. Выключатель SA1 позволяет отключить сварочный трансформатор от сети во время профилактических работ.
Использование симисторов без радиаторов приводит к их перегреву и произвольному включению сварочного полуавтомата, поэтому симисторы необходимо снабдить бюджетными радиаторами 50*50 мм.
Рекомендуется сварочный полуавтомат оснастить вентилятором с питанием 220 В, подключение его — параллельно сетевой обмотке трансформатора Т1. Трехфазный трансформатор Т2 можно использовать готовый, на мощность 2…2,5 кВт или купить три трансформатора 220*36 В 600 ВА, используемые для освещения подвалов и металлорежущих станков, соединить их по схеме «звезда-звезда». При изготовлении самодельного трансформатора первичные обмотки должны иметь 240 витков провода ПЭВ диаметром 1,5… 1,8 мм, с тремя отводами через 20 витков от конца обмотки. Вторичные обмотки наматываются медной или алюминиевой шиной сечением 8…10 мм2, количество провода ПВЗ — 30 витков.
Вторичные обмотки наматываются медной или алюминиевой шиной сечением 8…10 мм2, количество провода ПВЗ — 30 витков.
Отводы на первичной обмотке позволяют регулировать сварочный ток в зависимости от напряжения электросети от 160 до 230 В. Использование в схеме однофазного сварочного трансформатора позволяет применять внутреннюю электросеть, используемую для питания домашних электропечей с установочной мощностью до 4,5 кВт — подходящий к розетке провод выдерживает ток до 25 А, имеется заземление. Сечение первичной и вторичной обмотки однофазного сварочного трансформатора в сравнении с трехфазным исполнением следует увеличить в 2…2,5 раза. Наличие отдельного провода заземления обязательно.
Дополнительное регулирование тока сварки производится изменением угла задержки включения симисторов. Использование сварочного полуавтомата в гаражах и дачных участках не требует особых сетевых фильтров для снижения импульсных помех. При использовании сварочного полуавтомата в бытовых условиях его следует оснастить выносным фильтром помех.
Плавное регулирование сварочного тока выполняется с помощью электронного блока на кремневом транзисторе VT1 при нажатой кнопке SA2 «Пуск» — регулировкой резистора R5 «Ток».
Подключение сварочного трансформатора Т2 к электросети выполняется кнопкой SA2 «Пуск», находящейся на шланге подачи сварочной проволоки. Электронная схема через оптопары открывает силовые симисторы, и напряжение электросети поступает на сетевые обмотки сварочного трансформатора. После появления напряжения на сварочном трансформаторе включается отдельный блок подачи проволоки, открывается клапан подачи инертного газа и при касании выходящей из шланга проволокой свариваемой детали образуется электрическая дуга, начинается процесс сварки.
Трансформатор Т1 используется для питания электронной схемы пуска сварочного трансформатора.
При подаче сетевого напряжения на аноды симисторов через автоматический трехфазный автомат SA1 к линии подключается трансформатор Т1 питания электронной схемы пуска, симисторы в это время находятся в закрытом состоянии. Выпрямленное диодным мостом VD1 напряжение вторичной обмотки трансформатора Т1 стабилизируется аналоговым стабилизатором DA1, для устойчивой работы схемы управления.
Конденсаторы С2, СЗ сглаживают пульсации выпрямленного напряжения питания пусковой схемы. Включение симисторов выполняется с помощью ключевого транзистора VT1 и симисторных оптопар U1.1 … U1.3.
Транзистор открывается напряжением положительной полярности с аналогового стабилизатора DA1 через кнопку «Пуск». Использование на кнопке низкого напряжения снижает вероятность поражения оператора высоким напряжением электросети, в случае нарушения изоляции проводов. Регулятором тока R5 регулируется сварочный ток в пределах 20 В. Резистор R6 не позволяет снижать напряжение на сетевых обмотках сварочного трансформатора более 20 В, при котором резко повышается уровень помех в электросети из-за искажения синусоиды напряжения симисторами.
Симисторные оптопары U1.1…U1.3 выполняют гальваническую развязку электросети от электронной схемы управления, позволяют простым методом регулировать угол открытия симистора: чем больше ток в цепи светодиода оптопары, тем меньше угол отсечки и больше ток сварочной цепи. Напряжение на управляющие электроды симисторов поступает с анодной цепи через симистор оптопары, ограничительный резистор и диодный мост, синхронно с напряжением фазы сети. Резисторы в цепях светодиодов оптопар защищают их от перегрузки при максимальном токе. Измерения показали, что при пуске при максимальном сварочном токе падение напряжения на симисторах не превышало 2,5 В.
При большом разбросе крутизны включения симисторов их цепи управления полезно зашунтиро-вать на катод через сопротивление 3…5 кОм. На один из стержней силового трансформатора намотана дополнительная обмотка для питания блока подачи проволоки напряжением переменного тока 12 В, напряжение на который должно поступать после включения сварочного трансформатора.
Вторичная цепь сварочного трансформатора подключена к трехфазному выпрямителю постоянного тока на диодах VD3…VD8. Установка мощных радиаторов не требуется. Цепи соединения диодного моста с конденсатором С5 выполнить медной шиной сечением 7*3 мм. Дроссель L1 выполнен на железе от силового трансформатора ламповых телевизоров типа ТС-270, обмотки предварительно удаляются, а на их место наматывается обмотка сечением не ниже 2-х кратной вторичной, до заполнения. Между половинками трансформаторного железа дросселя проложить прокладку из электрокартона.
Между половинками трансформаторного железа дросселя проложить прокладку из электрокартона.
Шаг 2. Монтаж схемы пуска сварочного полуавтомата
Пусковая схема (рис. 3) смонтирована на монтажной плате (рис. 4) размером 156*55 мм, кроме элементов: VD3…VD8, Т2, С5, SA1, R5, SA2 и L1. Эти элементы закреплены на корпусе сварочного полуавтомата. Схема не содержит элементов индикации, они входят в блок подачи проволоки: индикатор включения и индикатор подачи проволоки.
Силовые цепи выполнены изолированным проводом сечением 4…6 мм2, сварочные — медной или алюминиевой шиной, остальное — проводом в виниловой изоляции диаметром 2 мм.
Полярность подключения держака следует выбрать, исходя из условий сварки или наплавки при работе с металлом толщиной 0,3…0,8 мм.
Шаг 3. Наладка схемы пуска сварочного полуавтомата
Наладку пусковой схемы сварочного полуавтомата начинают с проверки напряжения 5,5 В. При нажатии кнопки «Пуск» на конденсаторе С5 напряжение холостого хода должно превышать 50 В постоянного тока, под нагрузкой — не менее 34 В.
На катодах симисторов относительно нуля сети напряжения не должно отличаться более чем на 2…5 В от напряжения на аноде, в ином случае заменить симистор или оптопару цепи управления.
При низком напряжении питающей сети переключить трансформатор на отводы низкого напряжения.
При наладке следует соблюдать технику безопасности.
Скачать печатные платы:
[attachment=8] [attachment=9]
Источник: Радиолюбитель 7’2008
Схема сварочного полуавтомата
3.8/5 — Оценок: 55
Похожие статьи:
- Делаем гадалку из бумаги своими руками – схема, фото, видео
prow
РЕГУЛЯТОР СКОРОСТИ ВРАЩЕНИЯ ДВИГАТЕЛЯ ПОДАЧИ ПРОВОЛОКИ СВАРОЧНОГО ПОЛУАВТОМАТА.
РЕГУЛЯТОР СКОРОСТИ ВРАЩЕНИЯ ДВИГАТЕЛЯ ПОДАЧИ ПРОВОЛОКИ СВАРОЧНОГО ПОЛУАВТОМАТА. Все,кто занимаются ремонтом сварочных полуавтоматов,предназначенных для производства сварки в среде углекислого газа,при проведении кузовных работ автомобилей,знают,что это самый ненадежный узел сварочного агрегата,включая промышленные аппараты. Предлагается схема управления двигателем подачи проволоки в среду сварки на интегральном стабилизаторе 142ЕН8Б. Узел должен обеспечивать задержку подачи проволоки на 1-2 секунды после включения клапана газа и максимально быстрое торможение после отпускания кнопки включения сварочного напряжения,что и выполняется данным устройством.
Предлагается схема управления двигателем подачи проволоки в среду сварки на интегральном стабилизаторе 142ЕН8Б. Узел должен обеспечивать задержку подачи проволоки на 1-2 секунды после включения клапана газа и максимально быстрое торможение после отпускания кнопки включения сварочного напряжения,что и выполняется данным устройством.
Хочу обратить внимание на самый дешевый и очень эффективный принцип торможения двигателя с помощью замыкания обмотки якоря двигателя контактами реле.Недостаток данной схемы достаточно больщая мощность рассеиваемая транзистором VT1.Игольчатый радиатор 10Х10см разогревается при работе до 70градусов.Но в целом схема оказалась очень надежной.
18.06.09
www.pictele.narod.ru
Полуавтоматические механизмы подачи проволоки | Полуавтоматические механизмы подачи проволоки Energia
| ЭнергияМеханизмы подачи проволоки LN7, LN7 GMA
Основные характеристики
- Полуавтоматические механизмы подачи проволоки с постоянной скоростью
- Положительная подача и быстрая перезагрузка
- Цифровой счетчик
- Процессы: MIG (GMAW), дуга под флюсом (SAW), механизмы подачи проволоки, порошковая проволока (FCAW)
LN7 и LN7 GMA — это полуавтоматические механизмы подачи проволоки с постоянной скоростью, которые можно использовать с различными двигателями Lincoln, источниками питания постоянного или переменного тока в цеху или в полевых условиях.
Механизмы подачи проволоки LN9, LN9 GMA
Основные характеристики
- Полуавтоматические механизмы подачи проволоки с постоянной скоростью
- Запираемая крышка панели управления
- Цифровой счетчик
- Процессы: MIG (GMAW), дуга под флюсом (SAW), механизмы подачи проволоки, порошковая проволока (FCAW)
LN9 предназначен для сварки порошковой проволокой без газа (Innershield®) и сварки под флюсом, а LN-9 GMA предназначен для MIG и порошковой проволоки с газом (Outershield®).
Механизм подачи проволоки LN15
Основные характеристики
- Портативный полуавтоматический механизм подачи проволоки
- Легкие шпули диаметром 8 дюймов (203 мм)
- Компактный и простой
- Прочный алюминиевый каркас безопасности
- Процессы: MIG (GMAW), импульсный MIG, механизмы подачи проволоки, порошковая проволока (FCAW), перенос поверхностного натяжения
Механизм подачи проволоки LN15 — один из самых компактных и маневренных механизмов подачи проволоки для строительства, судостроения и трубопроводной промышленности. Он использует высокотемпературный, устойчивый к истиранию пластиковый корпус, каркас безопасности из алюминиевого сплава и полностью герметизированные печатные платы.
Он использует высокотемпературный, устойчивый к истиранию пластиковый корпус, каркас безопасности из алюминиевого сплава и полностью герметизированные печатные платы.
Портативный механизм подачи проволоки LN25
Дополнительные функции
- Кабель управления не требуется
- Работает при напряжении сварочной дуги
- Максимальная универсальность и портативность
- Использование с источниками питания постоянного тока CV и CC
Переносной механизм подачи проволоки LN25 работает при отсутствии напряжения дуги с цепью управления, чувствительной к напряжению, поэтому кабель управления не требуется. Для работы просто подключите сварочный кабель к источнику питания, прикрепите рабочий зажим, и все готово к сварке.
Устройство подачи проволоки LN25 ProExtreme
Основные характеристики
- Портативное промышленное устройство подачи
- Цифровые счетчики
- Включает газовый соленоид, расходомеры
- Спецификации для экстремальных условий эксплуатации
- Процессы: MIG (GMAW), импульсный MIG, устройства подачи проволоки, порошковая проволока (FCAW)
Основанный на традициях и успехе LN25, новый LN25 ProExtreme отличается простотой, надежностью и удобством обслуживания. LN25 ProExtreme идеально подходит для полевого строительства и производства, верфей и компаний по аренде.
LN25 ProExtreme идеально подходит для полевого строительства и производства, верфей и компаний по аренде.
Механизм подачи проволоки LN25X с CrossLinc
Основные характеристики
- Технология CrossLinc — дистанционное управление предустановленным напряжением без кабеля управления
- Система привода проволоки Maxtrac для надежной подачи и легкой замены
- Триггерный блокировочный выключатель для комфортного выполнения длинных сварных швов
- Процессы: MIG (GMAW), порошковая проволока (FCAW)
Устройство подачи проволоки LN25X отличается простотой, надежностью и долговечностью. Технология CrossLinc отправляет информацию о напряжении на сотни футов с помощью стандартного сварочного кабеля, обеспечивая полный контроль над вашей системой без использования кабелей управления.
Чемодан X-treme 12VS
Основные характеристики
- Напряжение от сварочных аппаратов CV или CC
- Защита от тепловой перегрузки
- Газовый клапан с двойной фильтрацией
- Полипропиленовый кейс
Чемодан X-treme 12VS обеспечивает точную и постоянную скорость подачи проволоки от начала до конца и от одного сварного шва к другому.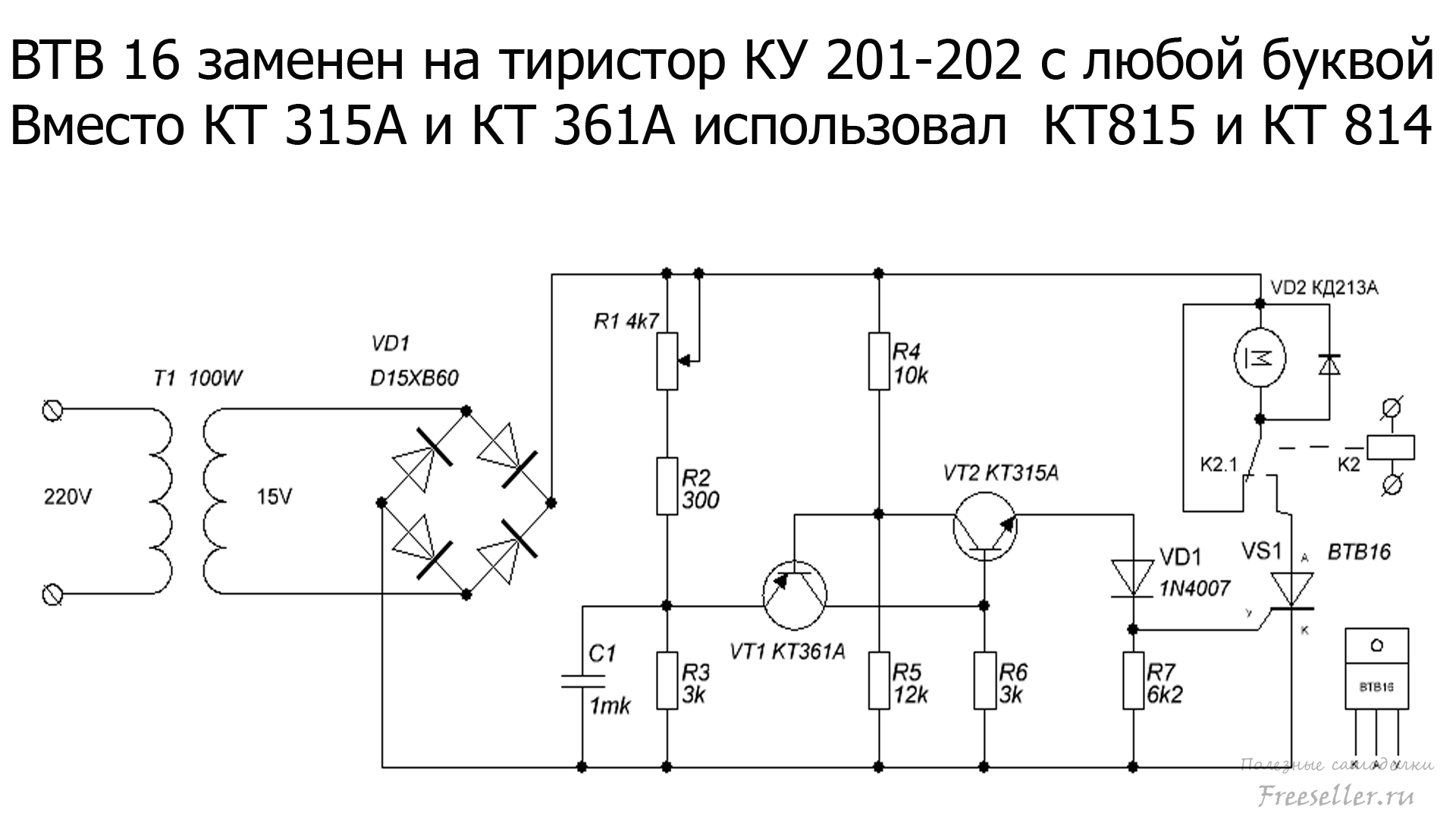
Механизм подачи проволоки 12VS для тяжелых условий эксплуатации
Основные характеристики
- Кабель управления не требуется
- Работает при дуговом напряжении и разомкнутой цепи
- Напряжение от сварочных аппаратов CV или CC
- Цепь управления, чувствительная к напряжению, с переключателем CC/CV
- Процессы: MIG (GMAW), механизмы подачи проволоки, порошковая проволока (FCAW)
Новый полипропиленовый кейс со встроенными боковыми направляющими и возможностью открывания дверцы для смены проволоки с механизмом подачи в вертикальном положении. Цифровые счетчики с технологией SunVision являются стандартными для измерения напряжения и скорости провода, а также при желании могут отображать силу тока.
Основные характеристики
- Доступны модели LF72 с 2 роликами и LF74 с 4 роликами
- Диапазон диаметров проволоки – сплошная проволока 0,023 – 1/16″, порошковая проволока 0,030 – 5/64″
- Система привода проволоки из литого алюминия MAXTRAC для тяжелых условий эксплуатации
- Процессы: MIG (GMAW), импульсный MIG, устройства подачи проволоки, порошковая проволока (FCAW)
Прочные механизмы подачи проволоки LF-72 и LF-74, предназначенные для сварки MIG и порошковой проволокой в мастерских и на производстве, обеспечивают надежную работу изо дня в день.
Механизмы подачи проволоки Miller 74S, 74D
Основные характеристики
- Применение в тяжелой промышленности
- Скорость проволоки: 50–780 изобр./мин.
- Удержание курка, автоматическая приработка и поворотный привод без инструментов
- Доступны версии с одним и двумя проводами
- Процессы: MIG (GMAW), механизмы подачи проволоки, порошковая проволока (FCAW)
Подходит для применения в тяжелой промышленности, включая тяжелое производство, металлообработку, строительство и легкую промышленность. Доступны одно- и двухпроводные версии 74S (стандартная базовая конструкция) и 74D (цифровые счетчики).
Устройство подачи проволоки Miller 74 МПа Plus
Основные характеристики
- Применение в тяжелой промышленности
- Скорость проволоки: 50–780 изобр./мин.
- Удержание курка, автоматическая приработка и поворотный привод без инструментов
- Доступны версии с одним и двумя проводами
- Процессы: MIG (GMAW), импульсная MIG, порошковая проволока (FCAW)
Подходит для применения в тяжелой промышленности, включая тяжелое производство, металлообработку, строительство и легкую промышленность.
Механизм подачи проволоки Activ8
Основные характеристики
- Самый компактный и легкий механизм подачи проволоки
- 50 – 800 дюймов/мин Скорость подачи проволоки
- Работа поперек дуги (измерение напряжения)
Активизируйте свои судостроительные, морские, строительные работы или сварку труб с помощью портативного механизма подачи проволоки Activ8. Достаточно маленький, чтобы пройти через люки корабля, и достаточно легкий, чтобы его можно было носить с собой по площадке
Мы поможем вам найти то, что подходит именно вам
920033302+966 13 363 5476+966 13 363 5477Запрос
Мы поможем вам подобрать то, что подходит именно вам
920033302+966 13 363 5476+966 13 363 5477Запрос
Полуавтоматическая микросварочная машина JFP Microtechnic WB-200-1
Современные тенденции в микроэлектроника требует увеличения объединение компонентов в единицу объема полупроводника, тем самым создавая задачи для последующей сборки в единое готовое устройство изготавливаемых в объеме полупроводника микроэлектронных компонентов. Разработчикам интегральных устройств, а также технологий сборки и установки микрокомпонентов необходимо учитывать многие факторы таких процессов отладки оборудования. Например, создание электрических соединений между контактными площадками кристаллов и подложкой. Выполняется такая процедура с помощью алюминиевой или золотой проволоки на специализированных установках для микросварки (wire bonder). В данном разделе представлено оборудование для сварки кристаллов ведущих европейских брендов.
Разработчикам интегральных устройств, а также технологий сборки и установки микрокомпонентов необходимо учитывать многие факторы таких процессов отладки оборудования. Например, создание электрических соединений между контактными площадками кристаллов и подложкой. Выполняется такая процедура с помощью алюминиевой или золотой проволоки на специализированных установках для микросварки (wire bonder). В данном разделе представлено оборудование для сварки кристаллов ведущих европейских брендов.
Система JFP WB200 представляет собой программируемую настольную микросварочную систему с шаровым клином и клиновидным клином. Вертикальная цифровая камера с регулируемым видеофокусом и цифровым перекрестием позволяет точно формировать точку сварки. Установка подходит для малого бизнеса НИОКР, прототипирования и простого ремонта благодаря ручному режиму управления. WB200 оснащен системой формирования петли и двойной системой зажима проволоки. Эта функция позволяет приваривать выводы методом клин-клин (в частности, приварка сборок СВЧ).