
Водяная покрасочная камера (кабина) с водяной завесой OKV без пола с боковыми стенками Популярная модель!
Покрасочная камера (кабина) с водяной завесой OKV — модель с боковыми стенами без пола, предназначена для получения качественного покрытия.
Надежная водяная окрасочная кабина, разработанная на основе лучших технических разработок европейских производителей.
Модификация вариантов позволит подобрать модель необходимой глубины рабочей зоны, в том числе с учетом особенностей вашего производства.
Боковые стены и крыша создают направленный поток воздуха, что обеспечивает более качественный уровень очистки воздуха в зоне распыления и препятствует попаданию краски с других постов.Дополнительно обеспылить можно нанеся на боковые стены липкое покрытие.
Кабина устанавливается в цехах окрасочных производств, в которых применяютсятехнические, легковоспламеняющиесяи взрывоопасные окрасочные материалы.
Полностью удовлетворяет санитарным и противопожарным нормам РФ.
Габаритные размеры:
Длина – от 2 м до 6 м
Толщина (ширина) общая, мм (В на схеме) – 2000, 2500, 3000 мм
Ширина рабочей зоны, мм (В1 на схеме) – 1220, 1720, 2220 мм
Рабочая высота, мм – 2 330 мм
Корпус водяной покрасочной камеры изготовлен из оцинкованных гнутых панелей, соединенный болтами.
Вода, стекая по фронтальным поверхностям в водяной резервуар, захватывает окрасочный туман и частички пыли, осаждая их в резервуаре (первичная очистка воздуха).
Вторичная очистка происходит при работе форсунок, которые создают водяные конусные завесы (форсунчатая очистка).
После очистки воздуха конусными завесами воздух сталкивается с влагоотбойными щитками (каскадами), которые отделяютот воздуха капли и частицы аэрозоля, пыли, которые случайно проскочили систему водяной завесы. Перед вентилятором установлен фильтр из нетканых материалов, удерживающий остатки мелких фракций.
Центробежный вентилятор (во взрывобезопасном исполнении) в кабине установлен на крыше кабины.А насос обеспечивает непрерывную циркуляцию воды.
Боковые стены позволяют дополнительно обеспечить изолированность поста и чистоту распыления. Рабочая зона по глубине окрасочной камеры (кабины) бывает – 1,22 м, 1,72 м, 2,22 м.
В случае необходимости для очистки воды можно установить сборник лакокрасочных отходов. После добавления коагулянта в воду краска превращается в хлопья, прогоняя через систему очистки, вся краска оседает в сборочных мешках фильтровальной установки, а очищенная вода возвращается в водяную кабину снова.
Однако водяная кабина требует более тщательного ухода:
- Долив воды (из-за испарения, чтобы поддерживать качество и равномерность потока)
- Удалять краску из кабины (в ручную или скоагулянтом и сборником отходов)
- Чистить вентилятор (осуществлять ежемесячный контроль)
- Не допускать окраску при неработающей кабине!
- Полная замена (от 500 литров до 5 000 в зависимости от длинны кабины)
- Лучшее решение для получения высокоглянцевого покрытия!
- Несколько уровней фильтрации обеспечивают максимальную очистку от аэрозольного тумана и частичного поглощения аэрозольной части (92%)
- Подходит под окраску изделий с учетом требований максимального уровня обеспыленности и отделения окрасочного поста.

- Качественные флуоресцентные лампы в кабине, создают необходимое освещение, для качественного распыления (без бликов и отсвета)
- Компания «Термопроцесс» — это лидирующий российский производитель, специализирующегося на разработке и производстве окрасочно-сушильных камер на Российском рынке.
- Боковые стены
- Вентилятор во взрывозащищенном исполнении;
- Люминесцентный светильник (производство Чехия)
- Фильтры нетканые (комплект)
- Эклектический шкаф управления
- Монтажный комплект
- Упаковка в ящик
- Дополнительные светильники
- Вентиляторы с увеличенной производительностью
| Модель OKV | ОКV 2 | ОКV 3 | ОКV 4 | ОКV 5 | ОКV 6 |
| Длинна, мм | 2 100 | 3 100 | 4 100 | 5 100 | 6 100 |
Общая высота, мм | 3 200 | 3 200 | 3 200 | 3 200 | 3 200 |
| Рабочая высота, мм | 2 330 | 2 330 | 2 330 | 2 330 | 2 330 |
| Варианты рабочей глубины: | |||||
— Ширина (толщина) (В на схеме)/рабочая зона 1,22 мм (В1 на схеме) | 2000/1220 | 2000/1220 | 2000/1220 | 2000/1220 | 2000/1220 |
— Ширина (толщина)(В на схеме)/рабочая зона 1,72, мм (В1 на схеме) | 2500/1720 | 2500/1720 | 2500/1720 | 2500/1720 | 2500/1720 |
— Ширина (толщина)(В на схеме)/рабочая зона 2,22, мм (В1 на схеме) | 3000/2200 | 3000/2200 | 3000/2200 | 3000/2200 | 3000/2200 |
| Производительность вентиляторов, м куб/час | 5 200 | 7 300 | 8 800 | 14 600 | 14 600 |
| Мощность вентилятора кВт/час | 1х1,5 | 1х2,2 | 1х4 | 2,2х2 | 2,2х2 |
| Количество ламп, шт | 2х36 | 2х58 | 2х2х36 | 2х2х58 | 2х2х58 |
Как выбрать покрасочную камеру, рекомендации по выбору
Параметры хорошей окрасочно-сушильной камеры
Как выбрать покрасочную камеру? Для начала дадим определение понятию — «хорошая ОСК».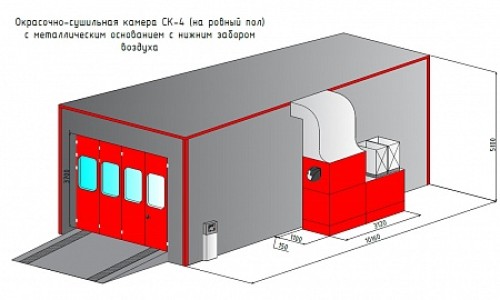 Полностью автоматизированная окрасочно-сушильная камера высокого уровня, по всем параметрам соответствующая современным требованиям, — это камера, у которой параметры воздухообмена (скорость, равномерность, чистота воздуха) и температурные режимы окраски и сушки соответствуют требованиям производителей применяемых лакокрасочных материалов (именно они диктуют условия и тенденции развития конструкций).
Полностью автоматизированная окрасочно-сушильная камера высокого уровня, по всем параметрам соответствующая современным требованиям, — это камера, у которой параметры воздухообмена (скорость, равномерность, чистота воздуха) и температурные режимы окраски и сушки соответствуют требованиям производителей применяемых лакокрасочных материалов (именно они диктуют условия и тенденции развития конструкций).
Кроме того, хорошая камера обладает целым рядом конструктивных особенностей, обеспечивающих современный уровень экономичности, комфортности при проведении работ, а также простоту и большую периодичность проведения технического обслуживания ОСК, наряду с полной безопасностью в работе. А еще — способность на протяжении длительного времени поддерживать эти параметры.
Как выбрать покрасочную камеру
Дабы потом не сожалеть о переплаченных или недоплаченных (в убыток) суммах, необходимо сразу задуматься о «примерке», «прикидке» размеров и функций оборудования.
Рассмотрим cледующие:
Габариты и варианты установки
Пол
Потолок
Стеновые панели
Фильтры
Освещение
Габариты
Как и всякое «примерочное» мероприятие, подбор окрасочно-сушильной камеры начинается с обмера «собственных» габаритов. Именно они определят исходные данные для последующих решений и расчетов. Модель и тип камеры прямо и непосредственно зависят от планировки участка, где окрасочные работы будут производиться.
Именно они определят исходные данные для последующих решений и расчетов. Модель и тип камеры прямо и непосредственно зависят от планировки участка, где окрасочные работы будут производиться.
Внутренние габариты кабины — это важнейший параметр, на который необходимо обращать внимание. Именно он указывает на возможность (или не возможность) работы с максимально большим количеством автомобилей, которое определяется их размерами. Никто не станет приобретать несколько камер для работы с автомобилями, различными по габаритам.
Поэтому наибольшее распространение получили камеры, в которых можно окрашивать большинство легковых автомобилей с внутренними размерами 7000x4000x3000 мм. Такие размеры подходят как для «Таврии», так и для внедорожников, и микроавтобусов.
Но на универсальные габариты можно ориентироваться в случае, когда в цехе нет внешних ограничений. Здесь не лишним будет призадуматься над величиной проема въездных ворот. Например, широкий проем актуален, когда радиус въезда выезда минимальный, а перед воротами находится препятствие.
Есть и свои недостатки: широкий проем — это больше дверных створок, петель, запорных механизмов, а значит, возрастает вероятность проблем с ними, особенно при интенсивном использовании. Не спрятанные в теле ворот запорные механизмы могут исполнять роль нежелательных «пылесборников».
Варианты установки
Существует два варианта:
- Для установки на заранее подготовленное бетонное основание с устроенными в нем воздуховодами.
- На металлическом основании, которое позволяет устанавливать ОСК на ровной площадке, без устройства воздуховодов в полу.
Преимущественное число фирм, предлагающих ОСК, рекомендуют использовать металлическое основание только в исключительных случаях, когда невозможно устройство бетонного фундамента.
Необходимо точно оценить ситуацию и свои потребности. Ведь, обустройство бетонного фундамента оказывается дешевле, чем металлического основания. К тому же, бетонное основание более аэродинамически сбалансировано и удобно в эксплуатации.
Металлическое основание применяется в тех случаях, когда нет возможности установить бетонный фундамент (подвал, грунтовые воды и т.д.). В таком случае, высота металлического основания подбирается таким образом, чтобы обеспечить максимально возможные для нормальной работоспособности ОСК сечения подпольных воздуховодов при сохранении удобства при закатывании автомобилей.
Полы
Все полы различных производителей решетчатые. Так что, в первую очередь, нас интересует форма их исполнения, определяющая возможности и равномерность обдува автомобиля воздухом.
Существует четыре вида исполнения полов:
- однорядный;
- двухрядный;
- в виде овала;
- полностью решетчатый пол
Однорядные и двухрядные
Наиболее распространенные — однорядный и двухрядный. У первого решетки расположены продольно в середине кабины, у второго — либо поколейно, либо рядом. Данные варианты относительно недороги и обеспечивают приличное качество обтекания воздухом автомобиля со всех сторон. Правда, придется смириться с некоторыми неудобствами — ежедневной и влажной уборкой, а также соблюдением чистоты вне решеток пола.
Правда, придется смириться с некоторыми неудобствами — ежедневной и влажной уборкой, а также соблюдением чистоты вне решеток пола.
Пол в виде овала
Наиболее предпочтительней вариант в виде «овала» или, как еще называют в виде буквы «О». Автомобиль находится в границах овала и равномерно обдувается со всех сторон. Расчет в таких случаях делается на то, что пол не должен пропускать воздух по всей площади (как в варианте полностью решетчатого пола) или в «неэффективных» его частях (однорядный и двухрядный варианты), иначе он будет двигаться от потолочных фильтров к той стене, где будет расположена вытяжка, и автомобиль будет обдуваться воздухом неравномерно. Хотя с этим можно поспорить.
Полностью решетчатый пол
Полностью решетчатый пол «влетит в копеечку», т.к. он дороже как в закупке, так и в эксплуатации. Количество фильтров, подлежащих замене, вдвое больше, чем у предыдущих вариантов, но, с другой стороны, наличие фильтров по всей площади пола позитивно сказывается на количестве пыли. Уборка пола становится ненужным мероприятием — фильтры задерживают практически всю пыль.
Уборка пола становится ненужным мероприятием — фильтры задерживают практически всю пыль.
Стеновые панели
Поскольку ОСК работают в очень тяжелых условиях (избыточное давление и повышенная температура внутри кабины, сильная вибрация, большая нагрузка на пол, частое открывание и закрывание дверей и т. п.), не менее важны и другие конструктивные особенности, обеспечивающие не только удобство работы с камерой и простоту технического обслуживания, но и продлевающие срок ее службы.
Можно провести аналогию: если время жизни автомобиля определяется сроком службы его кузова, то и долговечность ОСК полностью зависит зависит от конструкции кабины. Корпуса всех кабин собирают из сэндвич-панелей, стыки между которыми полностью герметизируют, чтобы не допускать проникновения даже мельчайших пылинок через неплотности.
Срок службы самих сэндвич панелей определяется материалом теплоизоляции. Все панели приблизительно одинаковы по влиянию на качество окраски (прочность покрытия и отсутствие бликов) и возможностям теплоизоляции. По противопожарным свойствам панели с несгораемым мягким утеплителем лучше (и, соответственно, дороже), чем панели с полиуретаном.
По противопожарным свойствам панели с несгораемым мягким утеплителем лучше (и, соответственно, дороже), чем панели с полиуретаном.
В данном параметре самым важным является способ стыковки панелей между собой, а именно — площадь соприкосновения панелей друг с другом и надежность соединения. А споры о шаге панелей, преимуществах и недостатках каркасных и бескаркасных конструкций и прочее, зачастую беспочвенны. Эти особенности зависят только от выбора производителем той или иной конструктивной схемы. А последняя, в свою очередь, связана со степенью автоматизации производства и с угодным производителю размером раскроя листа.
Потолок
Конструкция потолка подчинена идее очистки поступающего воздуха, а также непосредственно влияет на процессы его фильтрации. От конструкции потолка и качества потолочных фильтров зависит равномерность распределения воздушных масс по объему камеры. Если фильтр пропускает воздух неравномерно, то в кабине будут возникать зоны с разной пропускной способностью и скоростью движения воздуха. Потому, очень важной характеристикой потолочных фильтров является их способность равномерно пропускать воздух по поверхности.
Потому, очень важной характеристикой потолочных фильтров является их способность равномерно пропускать воздух по поверхности.
В самой же конструкции потолка, при больших значениях воздухообмена, желательно присутствие рассекателей воздуха, предназначенных для превращения мощной и однородной струи от приточного устройства в рассеянную массу, равномерно заполняющую все пространство.
При этом, чем меньше рамок с фильтрами на потолке, тем меньше вероятность проникновения неочищенного воздуха, так как меньше количество стыков.
Жесткая конструкция фильтровальных рам должна обеспечить надежное крепление фильтровального материала, не позволяющее фильтру «переползать», даже когда рама открывается. И в то же время рамы должны быть выполнены так, чтобы фильтры можно было легко заменить. Наилучшими конструкциями считаются те, где потолочный фильтр может заменить один человек. Это подразумевает, что в конструкции рам применены лифты и газовые пружины, которые позволяют плавно открывать их створки.
Вывод: площадь фильтрующего потолка должна быть максимальной, количество рамок — минимальным, наличие рассекателей — очень желательно, а замена фильтров с учетом очистки рамок производилась в течение полутора часов одним-двумя рабочими.
Фильтры в окрасочно-сушильной камере
Основные трудозатраты при техническом обслуживании ОСК приходятся на замену фильтров. Значит, чем дольше служат фильтры, тем лучше. ОСК снабжены двухступенчатой системой фильтрации воздуха.
Предварительные фильтры
Недорогие предварительные фильтры, которые обычно устанавливаются перед вентилятором, задерживают крупную и частично мелкую пыль. Чтобы эти фильтры служили дольше, их выполняют по возможности большей площади. Самой большой рабочей поверхностью обладают не плоские, а так называемые «карманные» фильтры. Периодичность замены предварительных фильтров зависит не только от их площади, но и от места расположения станции технического обслуживания — рядом с пыльной дорогой менять их придется чаще.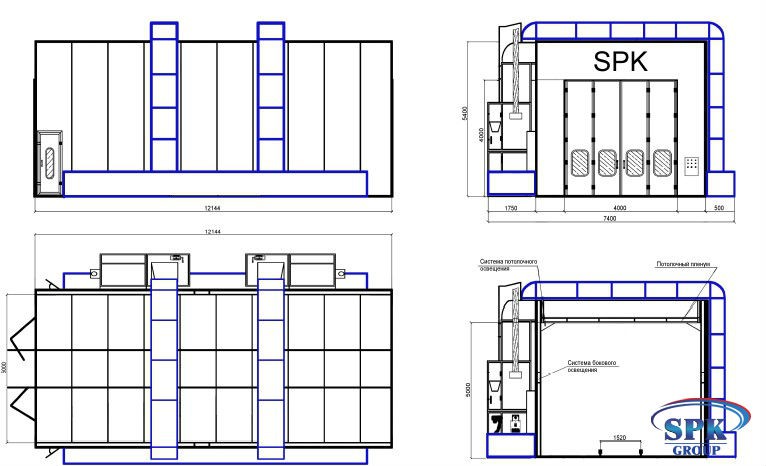
Фильтры тонкой очистки
Воздух, прошедший предварительную очистку, окончательно очищается в фильтрах тонкой очистки, занимающих большую часть потолка кабины. Лучшие материалы для потолочных фильтров имеют пылеемкость до 430 г/мг — в 10 раз меньше, чем предварительные, они практически совсем не пропускают пыль к окрашиваемому автомобилю. Средняя периодичность замены потолочного фильтра, выполненного из хорошего фильтровального материала, может достигать 1500 часов работы ОСК, естественно, при исправном предварительном фильтре.
Фильтры «заградители краски»
Задача фильтров, монтируемых под решетками пола, — задержать частицы «перепыла», удаляемые потоком воздуха при проведении малярных работ. Эти фильтры так и называются — «заградители краски». Они способны поглотить до 3000 г/м2 частичек ЛКМ, но служат при этом до замены только 100-120 часов работы. Чем выше их площадь, тем лучше: меньше сопротивление воздушному потоку и больше периодичность между заменами.
Датчики фильтров
Хорошая камера должна быть оснащена датчиками, показывающими степень загрязнения фильтров и снижение скорости воздушного потока до критической величины.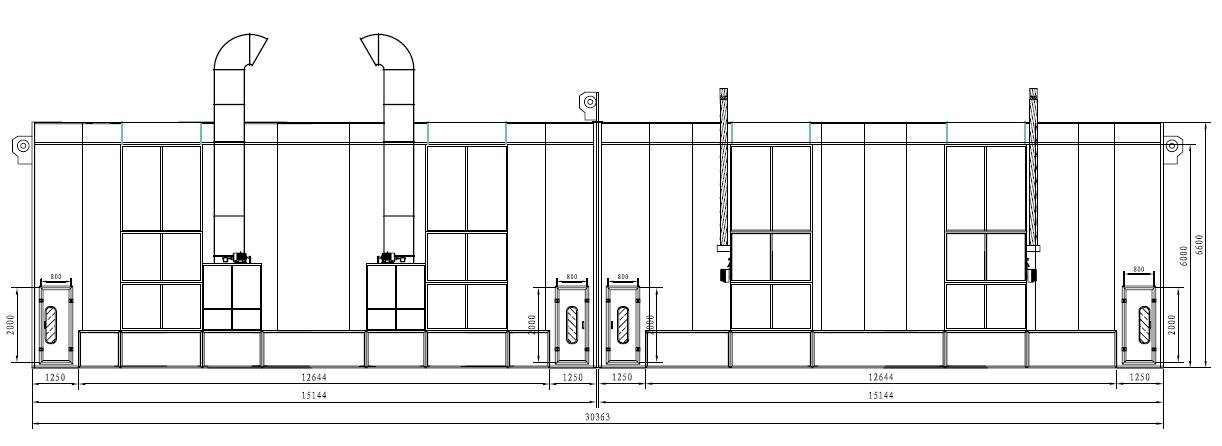 Такие датчики позволят снизить вероятность появления дефектов при окраске и проводить техническое обслуживание ОСК в зависимости от фактического загрязнения фильтров, а не от усредненных, часто выданных «с запасом», норм.
Такие датчики позволят снизить вероятность появления дефектов при окраске и проводить техническое обслуживание ОСК в зависимости от фактического загрязнения фильтров, а не от усредненных, часто выданных «с запасом», норм.
Освещение
Следующей важной характеристикой ОСК является освещенность внутри кабины. Только «при хорошем свете» работать в камере удобно, а при недостатке освещенности качественная окраска может быть вообще невыполнима. Освещенность кабины должна быть не менее 1000 люкс. Больше — лучше, но это не единственное требование к свету.
В кабине, как в операционной, не должно быть теней, и окрашиваемый автомобиль необходимо равномерно осветить со всех сторон, чтобы даже в районе порогов освещенность была достаточна. Эти задачи решают оптимальным расположением светильников внутри камеры.
Для стандартной 7-метровой кабины рекомендуется наличие 32 ламп, расположенных по 4 ряда в 8 панелях и под углом.
Одного верхнего ряда для «правильного» освещения недостаточно.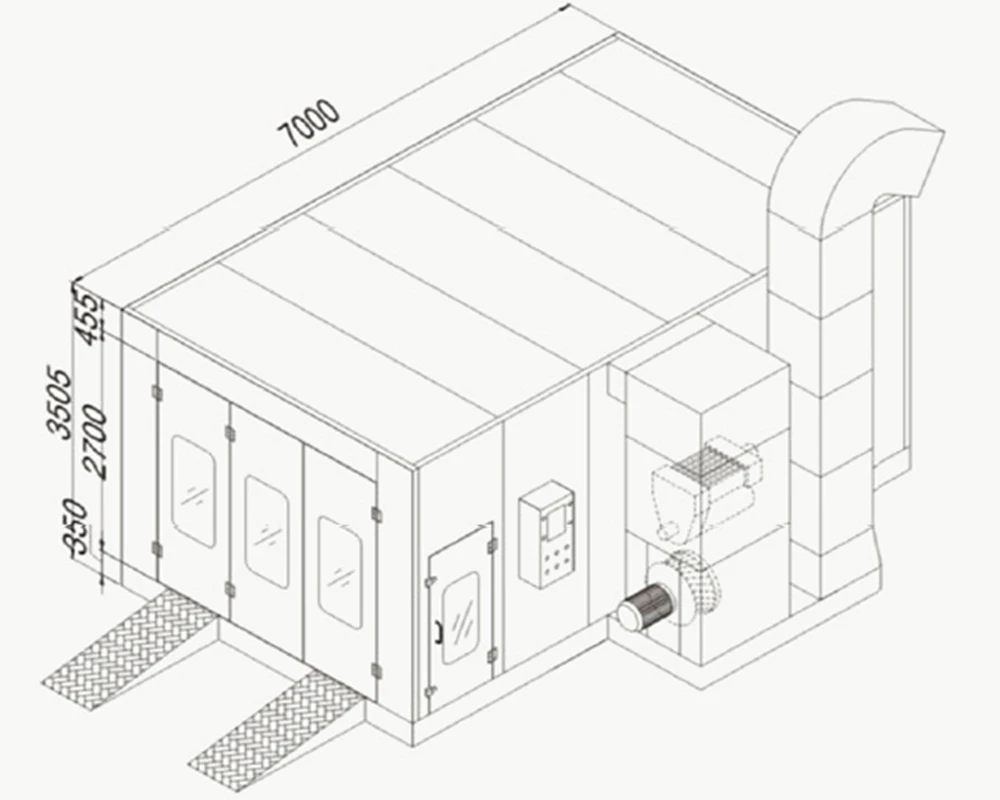 Необходим еще нижний ряд и светильники в торцах кабины. Самый «качественный» свет получается, если верхний ряд светильников наклонен внутрь камеры под углом 22°. Такое размещение светильников является еще одним признаком качественной ОСК.
Необходим еще нижний ряд и светильники в торцах кабины. Самый «качественный» свет получается, если верхний ряд светильников наклонен внутрь камеры под углом 22°. Такое размещение светильников является еще одним признаком качественной ОСК.
Боковой вертикальный свет (когда светильники расположены вертикально в панелях) дает равномерное рассеивание, но может «подслепить» маляра, работающего с противоположной стороны автомобиля.
Хотите узнать больше о том как выбрать покрасочную камеру? Позвоните нашим специалистам.
Оставьте заявку
Интересующее оборудование или услуги*Покрасочные камерыПромышленные краскиДробеструйные камеры
Павел Гриценко
← Запущена двухзонная окрасочно-сушильная камера ПАО «Днепрполимермаш»
Покрасочная камера для СТО «Пегас» →
Размер покрасочной камеры Основные элементы дизайна
СерияВведение
Имея на выбор так много вариантов покрасочных камер, некоторые компании могут выбрать «что-то близкое» к тому, что им нужно. Это может быть дорогостоящей ошибкой. Каждый тип покрасочной камеры предназначен для удовлетворения определенных потребностей. Разнообразие доступных размеров необходимо для соответствия уникальным размерам деталей, интерфейсам инструментов и ориентации деталей. Выбор конструкции воздушного потока (нисходящий или поперечный поток) влияет на качество отделки детали. Расположение распылительного оборудования определяет, сколько операторов могут выполнять покраску в любой момент времени. Эти важные опции делают покрасочную камеру «идеальной» для конкретного применения, если конструктивные соображения будут приняты во внимание до проектирования и изготовления камеры.
Это может быть дорогостоящей ошибкой. Каждый тип покрасочной камеры предназначен для удовлетворения определенных потребностей. Разнообразие доступных размеров необходимо для соответствия уникальным размерам деталей, интерфейсам инструментов и ориентации деталей. Выбор конструкции воздушного потока (нисходящий или поперечный поток) влияет на качество отделки детали. Расположение распылительного оборудования определяет, сколько операторов могут выполнять покраску в любой момент времени. Эти важные опции делают покрасочную камеру «идеальной» для конкретного применения, если конструктивные соображения будут приняты во внимание до проектирования и изготовления камеры.
Потратив время на определение «идеальной» конструкции окрасочной камеры, оборудование сможет безукоризненно выполнять свои основные функции:
- Защита сотрудников и объектов
- Производство высококачественной окраски
- Сократить эксплуатационные расходы
В этой серии статей мы анализируем дизайнерские решения для окрасочных камер с точки зрения этих ключевых функций.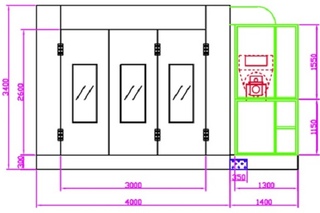
Размеры покрасочных камер
Размер покрасочной камеры напрямую зависит от ее эксплуатационных расходов. Имейте в виду, что вентиляторы и двигатели, используемые для подачи и вытяжки, являются самыми большими эксплуатационными расходами окрасочной камеры, которые имеют ряд вариантов конструкции, которые следует учитывать. Этот воздух, смешанный с распыленной краской, проходит через одно измерение покрасочной камеры. Чем больше размеры камеры, тем больше необходимо нагнетать приточный/вытяжной воздух. Например, кабина длиной 20 футов, шириной 10 футов и высотой 10 футов может иметь два разных размера для принудительного прохождения воздуха. Конструкция поперечного воздушного потока будет использовать поперечное сечение 10 на 10 для воздушного потока. В конструкции с нисходящим потоком воздуха будет использоваться поперечное сечение 20 на 10. Для одной и той же детали потребуется в два раза больше впускного/вытяжного воздуха, что соответственно увеличит эксплуатационные расходы.
Однако эксплуатационные расходы — не единственный элемент дизайна. В то время как небольшие покрасочные камеры лучше с точки зрения эффективности, для безопасности требуется определенный размер. Небольшая покрасочная камера может не иметь достаточного количества фильтров для эффективной фильтрации избыточного распыления выхлопных газов. Таким образом, оборудование за пределами покрасочной камеры может быть загрязнено, а затраты на очистку, скорее всего, сведут на нет экономию на эксплуатации меньшей камеры.
Покрасочная камера также предназначена для высококачественной отделки. Некоторые производители могут покрыть более высокие эксплуатационные расходы версии с нисходящим потоком для обеспечения более высокого качества. Это зависит от части, которую нужно закончить.
Размер и конфигурация детали
Например, начиная с продукта длиной 5 футов, шириной 10 футов и высотой 5 футов, проектировщик и производитель кабины должны добавить пространство с каждой стороны для рабочих, чтобы они могли двигаться и регулировать к части. Некоторые приспособления для удержания деталей также могут быть большими, и их следует учитывать. Правильно спроектированная покрасочная камера должна вмещать это оборудование и обрабатываемую деталь, но она должна быть настолько велика, насколько это необходимо для снижения эксплуатационных расходов.
Некоторые приспособления для удержания деталей также могут быть большими, и их следует учитывать. Правильно спроектированная покрасочная камера должна вмещать это оборудование и обрабатываемую деталь, но она должна быть настолько велика, насколько это необходимо для снижения эксплуатационных расходов.
Ориентация детали также влияет на размер кабины. Изделие размером 5 на 10 на 5 футов может фактически иметь размеры 5 на 5 на 10 футов, если правильно сориентировать его для нанесения краски. «Правильная» ориентация зависит от части окрашиваемой детали, а также от размеров. Окрашиваемая сторона должна находиться прямо напротив того места, где всасываемый воздух проходит через покрасочную камеру. Если деталь не может быть легко переориентирована, изготовителям кабин, возможно, придется рассмотреть различные конструкции воздушного потока и дополнительное оборудование для распыления. На нашей исходной части (5 на 10 на 5) система нисходящего потока нарисовала бы лицо размером 5 на 10 футов (длина и ширина). Однако система поперечной тяги будет предназначена для рисования лица размером 5 на 5 футов. Распылительное оборудование также может быть изменено для распыления с одной или двух сторон. Однако дополнительное оборудование для распыления требует дополнительного помещения, особенно для нанесения порошка. Определение того, какие поверхности необходимо покрасить, и ориентация детали в покрасочной камере влияет на размер и, следовательно, на эксплуатационные расходы.
Однако система поперечной тяги будет предназначена для рисования лица размером 5 на 5 футов. Распылительное оборудование также может быть изменено для распыления с одной или двух сторон. Однако дополнительное оборудование для распыления требует дополнительного помещения, особенно для нанесения порошка. Определение того, какие поверхности необходимо покрасить, и ориентация детали в покрасочной камере влияет на размер и, следовательно, на эксплуатационные расходы.
Использование в будущем
Эффективная в эксплуатации покрасочная камера должна быть спроектирована и изготовлена таким образом, чтобы она прослужила долгие годы. Поэтому следует учитывать любые предстоящие изменения конструкции детали. Новый дизайн всего на 2 фута длиннее в одном измерении не может использоваться в той же покрасочной камере, в зависимости от требуемых инструментов и ориентации. Увеличение объемов производства также может сделать кабину неэффективной, если увеличение объемов не будет учтено в процессе проектирования. Имея информацию о будущих деталях, проектировщики покрасочных камер могут выбрать покрасочную камеру, которая будет работать в далеком будущем.
Имея информацию о будущих деталях, проектировщики покрасочных камер могут выбрать покрасочную камеру, которая будет работать в далеком будущем.
Заключение
«Идеальная» покрасочная камера оптимизирована для выполняемой работы. Он достаточно большой, чтобы разместить деталь в правильной ориентации и учитывать будущие изменения конструкции. Покрасочная камера также настолько мала, насколько это возможно для оптимизации эксплуатационных расходов, но не настолько, чтобы снижалась эффективность фильтров. Компания Spray Systems может помочь вам выбрать камеру для распыления краски подходящего размера, необходимую для ваших операций, что является первым шагом к проектированию «идеальной» камеры.
Наша команда опытных специалистов готова ответить на любые вопросы и помочь вам в рассмотрении всех вариантов конструкции покрасочной камеры, подходящей для вашего проекта. Принимая во внимание другие аспекты проектирования, включая интеграцию в производственные процессы, качество распыления и отделку, соответствие нормам безопасности и эксплуатационные расходы, вы найдете партнера в команде Spray Systems, поскольку мы работаем вместе, чтобы разработать «идеальную» покрасочную камеру для вашего приложение.
Крупногабаритное оборудование Покрасочные камеры | Покрасочные камеры для грузовых автомобилей
Узнайте, как получить лакокрасочное покрытие высочайшего качества
Сегодня большие автомобили требуют высокотехнологичной окраски, а производители крупногабаритного оборудования требуют такого результата.
Компания Spray Systems предлагает своим клиентам кабины различных конструкций: с нисходящей тягой, с поперечной тягой и модифицированные боксы с нисходящей тягой для размещения грузовых автомобилей любого размера и крупногабаритного оборудования. Наши покрасочные камеры для грузовиков бывают шириной 16, 18 и 20 футов. Эти кабины могут быть спроектированы и изготовлены любой длины, необходимой для соответствия продукту и окружающей среде систем распыления.
Проектирование и установка крупногабаритной покрасочной камеры для решения задач, связанных с крупногабаритным оборудованием
Крупногабаритная покрасочная камера, как правило, оснащается сухими фильтрами и имеет размеры, подходящие для крупногабаритных изделий, которые производятся, а затем окрашиваются.

Вот несколько ключевых вопросов, на которые необходимо ответить при проектировании подходящей для вас большой камеры для оборудования:
Размер вашего продукта имеет значение и прямо пропорционален размеру покрасочной камеры. Вам нужно будет рассмотреть вопрос о поддержании зазора не менее 5 футов вокруг детали и не менее 3 футов над верхней частью детали.
Независимо от того, является ли ваш продукт большим грузовиком с прицепом, жилым домом или землеройной техникой, каждый из них должен быть оценен в производственном процессе, чтобы определить, что и как детали окрашиваются в процессе распыления. Конструкция большой кабины для оборудования требует, чтобы она обеспечивала достаточный зазор для деталей, а также достаточную рабочую зону для маляра, что приводит к необходимости определения других рабочих аспектов, которые должны быть спроектированы в камере.
Насколько велика ваша установка и какую площадь можно отвести под покрасочную камеру?
Крайне важно знать, где будет располагаться будка внутри вашего объекта. Есть несколько факторов, которые следует учитывать при выборе места для покрасочной камеры:
Есть несколько факторов, которые следует учитывать при выборе места для покрасочной камеры:
- Достаточно ли места над камерой для установки такого оборудования, как установка подпитки воздуха, вытяжные вентиляторы и доступ к источникам света?
- Следует ли учитывать условия строительства крыши, такие как световые люки, инженерные коммуникации или электроснабжение, которые могут мешать воздуховодам или другим компонентам кабины?
- Будет ли будка примыкать к внешней стене? Если да, то можете ли вы поддерживать требуемый зазор в 3 фута от стены? Кабина может быть размещена рядом со стеной, если стена имеет предел огнестойкости не менее (1) часа.
- Будет ли стенд расположен в таком месте на объекте, которое поддерживает ваш рабочий процесс готовой продукции, выходящей из стенда?
Требуется ли для вашей покрасочной камеры блок подпитки воздуха (AMU)?
Большие кабины для оборудования потребуют больших объемов вытяжки. Этот объем отработанного воздуха должен быть компенсирован какой-либо системой подачи воздуха. Как правило, система AMU с прямым газовым нагревом заменяет воздух в кабине, который выбрасывается. Помните, чем больше будка, тем больше воздуха необходимо подавать. Если камера спроектирована неправильно, расчетный объем воздуха может быть слишком большим или слишком маленьким, что приведет к неэффективности работы и плохой циркуляции воздуха внутри кабины. Это также является ведущей проблемой при соблюдении руководящих принципов и утверждений агентства.
Как правило, система AMU с прямым газовым нагревом заменяет воздух в кабине, который выбрасывается. Помните, чем больше будка, тем больше воздуха необходимо подавать. Если камера спроектирована неправильно, расчетный объем воздуха может быть слишком большим или слишком маленьким, что приведет к неэффективности работы и плохой циркуляции воздуха внутри кабины. Это также является ведущей проблемой при соблюдении руководящих принципов и утверждений агентства.
Если для вашего стенда требуется AMU, где он будет расположен?
В больших кабинах для оборудования обычно требуется большой AMU для эффективного удовлетворения требований к воздушному потоку. Для определения местоположения этих более крупных AMU необходимо тщательное рассмотрение. Эти блоки обычно монтируются снаружи здания — горизонтально на крыше здания или вертикально вдоль здания. Размер и вес этих блоков необходимо учитывать в зависимости от общего размера кабины — некоторые AMU могут превышать 20 единиц. футов в длину и более.
Может ли ваша крыша выдержать ваш AMU и вентиляторное оборудование?
AMU могут весить от 1200 до 50 000 фунтов; выдержит ли ваша крыша такой вес? Если нецелесообразно поддерживать блок с крыши, другой вариант — установить АМУ на платформу внутри здания или на саму будку. При рассмотрении внутреннего AMU с этими конструкциями вам нужно будет рассмотреть возможность добавления необходимого воздухозаборника от линии крыши или прилегающей стены к воздухозаборнику AMU, чтобы забирать достаточное количество воздуха снаружи.
Вам нужны опции ускоренной сушки в процессе отверждения?
Многие покрасочные камеры для крупного оборудования, которые включают в себя AMU (например, те, которые мы описывали), могут легко добавить функцию режима запекания в работу камеры. Этот режим отверждения используется для ускорения времени отверждения свежеокрашенного продукта и, следовательно, может увеличить скорость производства в результате этого ускоренного времени отверждения.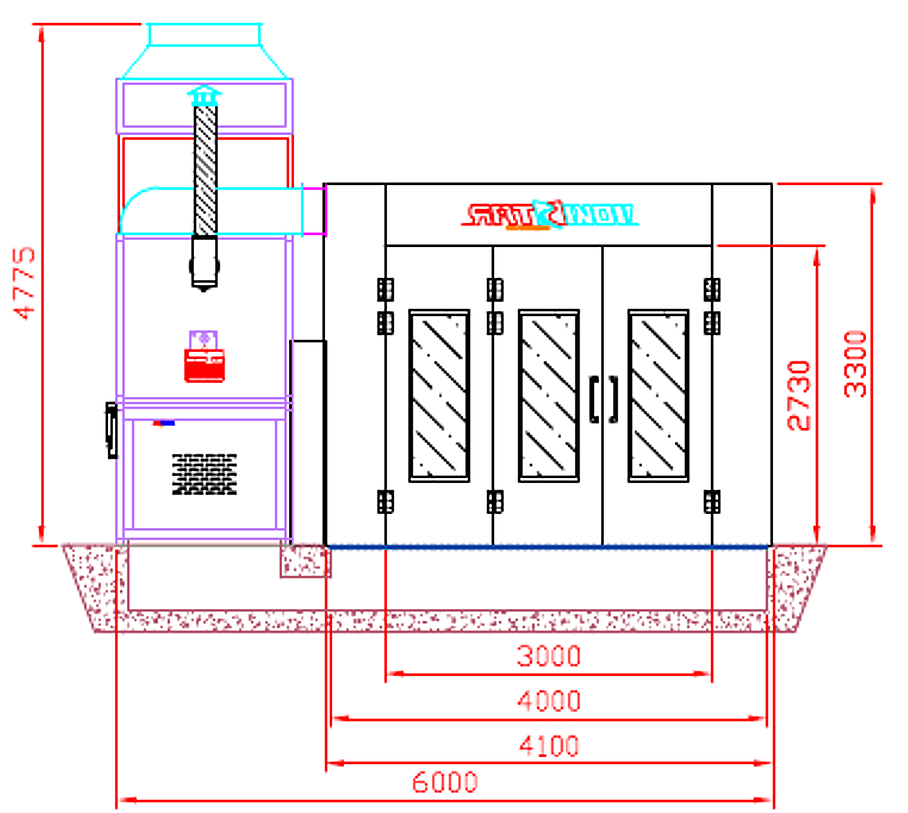
Панель управления кабиной, которая регулирует все функции кабины, от освещения до температуры и потока воздуха, позволяет переключаться между режимом распыления и режимом выпекания с контролем температуры и таймером выпекания, который можно настроить соответствующим образом. в зависимости от ваших требований к отверждению. Горелка и многие элементы управления уже находятся в блоке AMU, поэтому эту функцию можно добавить относительно недорого.
Вам нужен сквозной проезд для вашего производственного потока?
Многие покрасочные камеры крупного оборудования имеют дверцы для продукта на обоих концах камеры. Если вам требуется, эта кабина может быть спроектирована таким образом, чтобы продукт мог входить с одного конца, а затем после покраски может выходить с противоположного конца, чтобы вы могли поддерживать производственный поток продукта внутри объекта.
Какие местные и федеральные нормы необходимо учитывать при проектировании стенда?
Покрасочные камеры большого оборудования строго регламентированы и должны соответствовать всем местным и федеральным стандартам и правилам.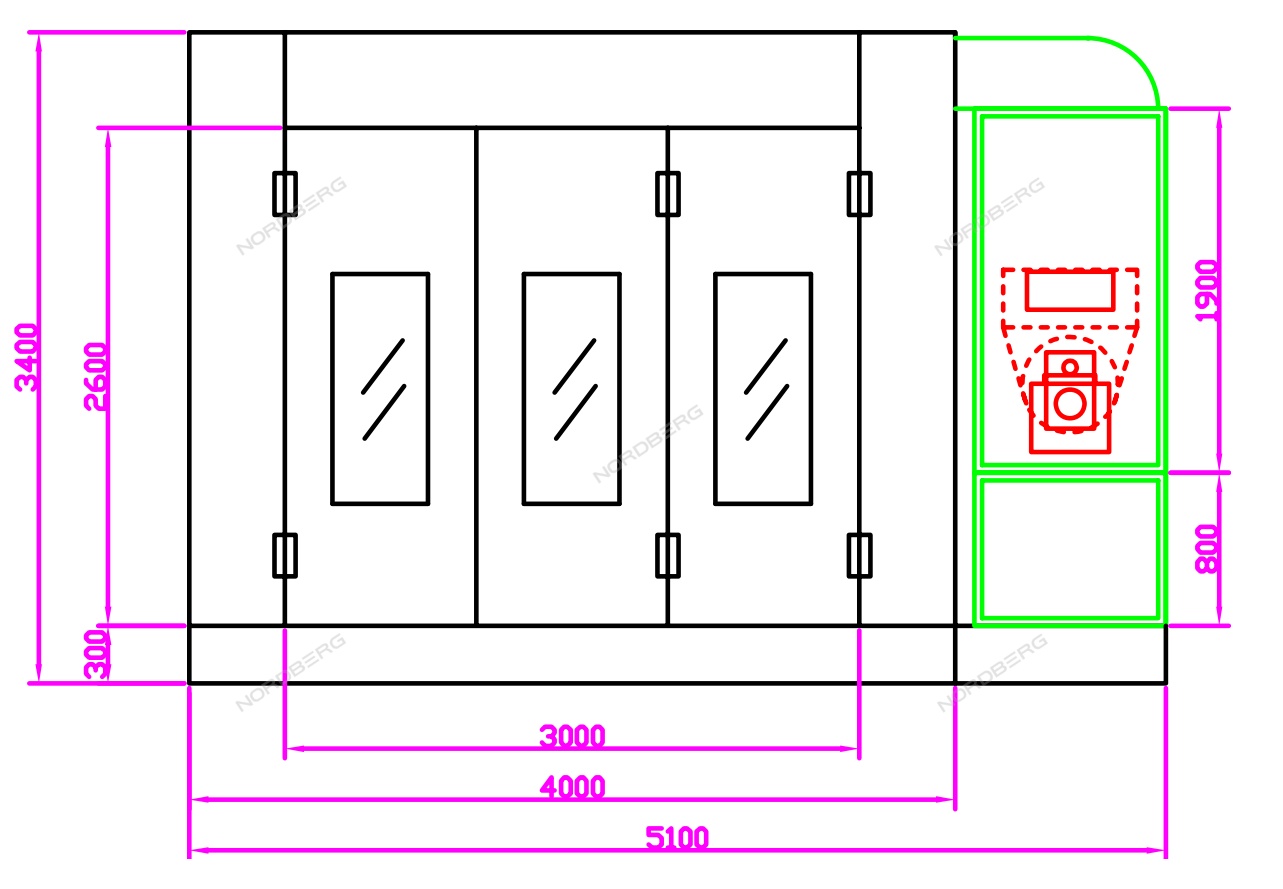 Эти правила включают следующее:
Эти правила включают следующее:
- NFPA-33 Распыление горючих материалов
- Стандарты NFPA-68 по взрывозащите
- Национальные электрические нормы NFPA-70
- Стандарты NFPA-86 для духовок и печей
- Международные строительные нормы и правила (IBC)
- Международный кодекс пожарной безопасности (IFC)
- Международный механический кодекс ((MC)
- OSHA 1910.107 Защита
- Любые другие местные коды или AHJ (орган, имеющий юрисдикцию)
Все наши нестандартные конструкции обеспечат вам достижение необходимых и ожидаемых результатов от вашего решения для покрасочной камеры, а также в соответствии со всеми местными и федеральными предписаниями. Индивидуальный инженерный подход компании Spray Systems гарантирует выполнение всех требований к покрасочной камере, а также обеспечивает равномерный поток воздуха. Ключевым моментом является защита среды распыления таким образом, чтобы маляры могли наносить отделку с высочайшим качеством, поэтому мы год за годом получаем столько комплиментов от наших клиентов.
Ожидайте снижения затрат на эксплуатацию вашей покрасочной камеры
Все компоненты наших покрасочных камер рассчитаны на высокую эффективность. От приводов VFD и высокоэффективных двигателей до систем рециркуляции выхлопных газов и современного светодиодного освещения и освещения T-8 — мы предлагаем энергоэффективные решения. Результат для вас: снижение эксплуатационных расходов.
Подводя итоги: наши окрасочные камеры для крупногабаритного оборудования спроектированы с учетом экологической безопасности и качества.
Кабины для крупногабаритного оборудования/автомобилей сопряжены с трудностями при проектировании, которые необходимо решить, чтобы обеспечить достижение поставленных целей отделки при сохранении экологически безопасной эксплуатации. Это требует, чтобы какой бы дизайн ни был изготовлен по индивидуальному заказу, он должен безопасно и эффективно удалять любые излишки распыления в процессе окраски. Все, при этом обеспечивая постоянный, равномерный поток воздуха по всей рабочей зоне.