
Расточка и хонингование цилиндров двигателя
Эффективную и безопасную работу двигателя обеспечивает безупречная работа цилиндров и поршней, а точнее, их правильное положение и кондиция (геометрия). Со временем геометрия поршней нарушается (причем изнашиваются они неравномерно и каждый по-разному), круглое сечение стремится стать овальным, на внутренней поверхности появляются дефекты, образуется ступенька на стенке цилиндра.
Цилиндры и поршни
Ремонт цилиндро-поршневой группы — дорогостоящее и долгоиграющее удовольствие. Замена поршней проблему не решает, нужно ремонтировать цилиндры. СТО предлагают два варианта: расточка + хонингование цилиндров (долго, дорого, обязательны “прямые” руки мастера) и прямое хонингование (дешевле и быстрее).
Давайте разбираться, так ли необходима расточка цилиндров или это СТО просто деньги зарабатывают на тревожных клиентах.
Как понять, что цилиндры изношены
Для начала неплохо быть уверенным на 100%, что геометрия цилиндров изменилась. Но даже заглянув в ГБЦ, вы ничего не увидите.
Но даже заглянув в ГБЦ, вы ничего не увидите.
А вот если увидели сизый дым из выхлопной трубы, мотор стал шумным, стали чаще подливать масло, а мощность двигателя падает, стоит заехать к хорошему мотористу. Изменения в геометрии цилиндров измеряются десятыми и сотыми миллиметров, поэтому вы их и не увидите. А у мастера есть для этого специальное измерительное оборудование.
Что ремонтируют в цилиндрах
Естественно, между поршнем и стенками цилиндра есть зазор (иначе, как бы двигались поршни). Но этот зазор должен быть в пределах определенных величин.
Что измеряет мастер, когда оценивает степень износа цилиндра:
- зазор между на участке остановки верхнего поршневого кольца в верхней мертвой точке — не более 0,05 мм;
- зазор в точке контакта юбки поршня и стенок цилиндра — не более 0,03мм.
Верхняя мертвая точка
Казалось бы, такие незначительные отклонения, но как сильно они влияют на качество работы ДВС.
Однако восстановить геометрию цилиндров недостаточно. Важно также, чтобы все значимые поверхности располагались правильно относительно друг друга. Мастер обязательно должен определить базовую поверхность, относительно которой растачивается цилиндр. Это может быть верхняя или нижняя плоскость блока, постели подшипников коленвала и т.д. А мастера часто забывают об этом или просто не умеют выставлять эти параметры.
Если не восстановить соосность, цилиндры так и будут разбиваться во время работы двигателя, из-за постоянного трения изнашиваются и разрушаются связанные узлы поршневой группы.
Но и это еще не все.
Хонингованная поверхность
Отремонтированная поверхность должна соответствовать определенным, и весьма противоречивым, требованиям. Она должна быть одновременно гладкой, чтобы трение и износ деталей были минимальными, и шероховатой — чтобы удерживалось масло. Такую поверхность можно получить в результате хонингования, после которого стенки цилиндров покрыты микроскопическими рисками.
Итак, что должен сделать мастер, восстанавливая цилиндр:
- добиться правильной геометрии цилиндра, чтобы эллипсность и конусность не превышали 0,01мм;
- добиться правильной соосности всех значимых поверхностей;
- получить поверхность определенного качества.
Расточка цилиндра: как добиться правильной геометрии
Двигатель полностью разбирают и снимают блок цилиндров, который закрепляют на станке по относительно базовой поверхности. Затем мастер снимает несколько замеров с помощью микрометрического оборудования, чтобы понимать, сколько металла и в каком месте снимать, и растачивает цилиндр.
С технологической точки зрения, расточка цилиндра не слишком сложная операция: когда мастер протачивает цилиндр на вертикально-расточном станке, нужный зазор образуется сам по себе.
Расточка цилиндра на станке
Но, как говорится, есть нюансы — нужно убрать не только эллипс, но и конус. Т.е. восстановить форму цилиндра по длине. Это важно, т.к выработка в цилиндре может быть в любом месте.
Это важно, т.к выработка в цилиндре может быть в любом месте.
Кстати! Далеко не все двигатели с солидным пробегом нужно растачивать. Поэтому, если мастер, не глядя на агрегат, выносит вердикт, поищите другого специалиста.
Хонингование цилиндров: универсальная услуга или финишная обработка?
Хонингование — это абразивная обработка резанием внутренних цилиндрических или конических поверхностей. Для хонингования используют специальные головки хоны, на которых закреплены подвижные абразивные бруски.
Хонинговальная головка
Хоны вращаются и одновременно двигаются поступательно, идеально обрабатывая поверхность.
Хонингование позволяет убрать задиры, царапины и другие дефекты поверхности цилиндра и сделать ее идеальной для работы цилиндро-поршневой пары.
Насчет хонингования есть два мнения: первое, что это финишная обработка, и второе — процедура 2 в 1, совмещающая расточку и финальную обработку. Для этого есть специальные современные станки, которые выдают цилиндр с эллипсностью и конусностью не более 0,01 мм и отличным микропрофилем поверхности всего за полчаса! Что еще нужно для счастья?
Но давайте разбираться.
При хонинговании абразивные бруски выравнивают поверхность, опираясь на самые не изношенные части цилиндра. Постепенно хон убирает все дефекты и приводит цилиндр в необходимый размер. Тут все прекрасно.
Выработка в цилиндрах
Но мы помним, что должна быть базовая поверхность (нижняя или верхняя плоскость блока, постели подшипников коленвала), относительно которой ремонтируется цилиндр. При прямой хонинговке (без предварительной расточки) базовой поверхностью выступает сама поверхность цилиндра — изношенная! Соответственно, чем неравномернее износ, тем сильнее “уедет” ось цилиндра. Чем это чревато, вы знаете.
Поэтому хонингование — это все-таки финишная обработка внутренней поверхности предварительно расточенного цилиндра.
Да, растачивать и затем хонинговать цилиндры — долго, дорого и сложно найти хорошего мастера. Но только соблюдая технологию, можно гарантировать качество ремонта.
Диагностика и ремонт двигателей
Записаться на СТО
заказать расточку и хонингование блока цилиндров двигателя в Москве по низким ценам МоторТехнология
- Главная
- —
- Услуги
- —
- Расточка блока цилиндров
- Строгое соблюдение сроков
- Качественный результат
- Высокий уровень сервиса
Расточка блока цилиндров в Москве
ЗАКАЗАТЬ РЕМОНТ
Движение поршня в цилиндре происходит с большой скоростью и нагрузками, как на сам поршень, так и на стенки цилиндра.
Если процесс не зашел слишком далеко, то в процессе капитального ремонта двигателя проводится расточка блока цилиндров в ремонтный размер с последующим хонингованием.
Как проводится расточка и хонингование блока цилиндров (БЦ)
Ремонт выполняется в несколько этапов:
- Полная разборка двигателя со снятием ГБЦ и извлечением коленчатого вала из блока цилиндров;
- Микрометрические измерения цилиндров для определения степени износа и подбора требуемого ремонтного размера.
- Установка БЦ на станок с последующим выставлением по ключевым координатам.
- Расточка цилиндров опытным специалистом до требуемого ремонтного размера.
- Хонингование цилиндров с соблюдение тепловых зазоров.

- Мойка и финишная чистка, подготовка к сборке.
- Сборка мотора.
Не всегда есть возможность спасти БЦ расточкой. Задиры могут оказаться слишком глубокими, либо произошло выгорание металла в цилиндре. В этом случае проводят так называемое гильзование, при котором расточка дополняется установкой специальной ремонтной вставки (гильзы).
Хонингование
Хонингование –процесс создания на стенках цилиндров определенной шероховатости с жесткими требованиями. Такая обработка поверхности нужна для удержания масла на стенках, что исключает работу поршней «на сухую».
Так же, после «классического» хонингования, на всех БЦ обязательно выполняется процесс плато-хонингования, чаще называемый плосковершинным хонингованием.
Хонингование с использованием специального станка позволяет обеспечить необходимый угол хонсетки и шероховатость, что доступно не во всех автоцентрах.
О КОМПАНИИ
Технический центр «Мотортехнология»
Все работы в нашем сервисно-техническом центре производятся профессиональными специалистами на высококачественном современном станочном оборудовании. Высочайшая квалификация сотрудников сервисно-технического центра, позволяет выполнять даже самые сложные и нестандартные работы с гарантией качества.
Высочайшая квалификация сотрудников сервисно-технического центра, позволяет выполнять даже самые сложные и нестандартные работы с гарантией качества.
ОБРАТНАЯ СВЯЗЬ
Предлагаем лучшие условия
Позвоните нам
+7 (495) 644-22-48
Напишите на почту
Приходите к нам
Москва, Мартеновская 36 стр.6
Нажимая «Отправить» Вы согласны на передачу своих персональных данныхJ and E Engineering Растачивание цилиндров Стр.
J and E Engineering Services.Блок 32, Британия Милл.
Стоунхолм Роуд,
Кроушаубут,
Россендейл,
Ланкашир.
BB4 8BA
Расточка цилиндра  Затем требуются поршни большего размера, чтобы компенсировать разницу, созданную расточкой. Поршни обычно, но не всегда доступны в следующих размерах: Стандартный (стандартный) +0,25мм, +0,5мм, +0,75мм +1мм. Если ваш блок цилиндров поврежден или изношен сверх размера, доступного для вашего двигателя, тогда блок потребует повторной замены.0017 втулку или футеровку обратно к стандартному размеру или размеру подходящего поршня.
Затем требуются поршни большего размера, чтобы компенсировать разницу, созданную расточкой. Поршни обычно, но не всегда доступны в следующих размерах: Стандартный (стандартный) +0,25мм, +0,5мм, +0,75мм +1мм. Если ваш блок цилиндров поврежден или изношен сверх размера, доступного для вашего двигателя, тогда блок потребует повторной замены.0017 втулку или футеровку обратно к стандартному размеру или размеру подходящего поршня.
Наш плавающий бурильный станок Air-
Монтажный зазор в мм. «SP» = Шпиль = Зазор В этом примере 0,10 мм
Знак производителя и символ качества
Индикация превышения размера. «STD» = Стандартный или в этом примере 0,060» = +60 тыс. Крупногабаритный
Фитинг гильз можно использовать для ремонта треснувших или пористых блоков цилиндров.
Мы всегда «плато» точим наши расточенные цилиндры  Это окончательный процесс хонингования, который устраняет высокие пики и нормализует качество поверхности цилиндра. Это важно для двигателей более современной конструкции, так как оборудование поршневых колец обычно намного тоньше.
Это окончательный процесс хонингования, который устраняет высокие пики и нормализует качество поверхности цилиндра. Это важно для двигателей более современной конструкции, так как оборудование поршневых колец обычно намного тоньше.
Это достигается за счет установки более крупных стволов с увеличенным диаметром отверстия и более крупными поршнями.
Эта модификация требует механической обработки алюминиево-магниевого картера и выемки головки блока цилиндров. Мы делаем это на нашем фрезерном станке с ЧПУ, как показано здесь.
Этот 5-цилиндровый двигатель Volkswagen 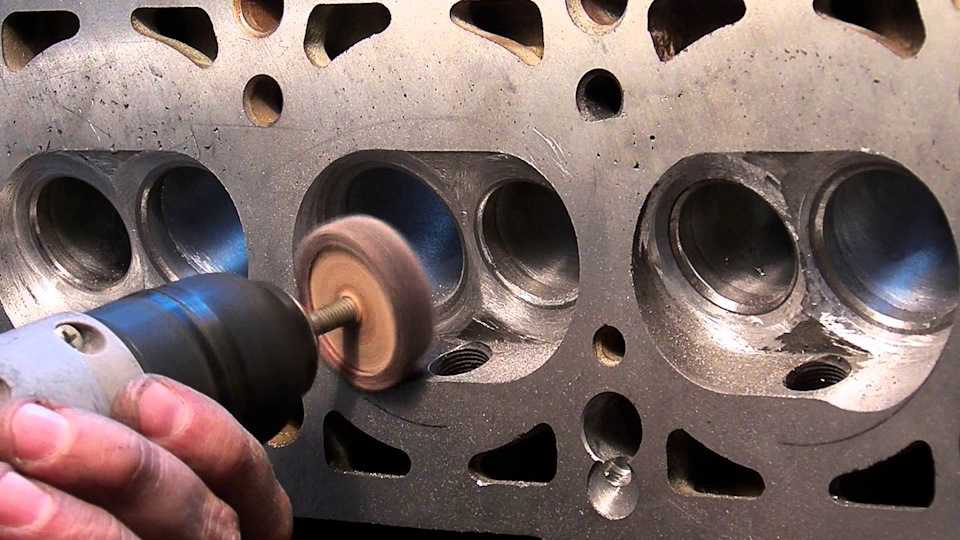 Мы можем отремонтировать двигатели этого типа, полностью удалив никасиловое покрытие, расточив алюминий и установив ступенчатую или фланцевую гильзу цилиндра. Оригинальные поршни можно использовать повторно, если они не изношены и не повреждены, но потребуется новый комплект поршневых колец. Показанный здесь блок цилиндров был модифицирован, как описано.
Мы можем отремонтировать двигатели этого типа, полностью удалив никасиловое покрытие, расточив алюминий и установив ступенчатую или фланцевую гильзу цилиндра. Оригинальные поршни можно использовать повторно, если они не изношены и не повреждены, но потребуется новый комплект поршневых колец. Показанный здесь блок цилиндров был модифицирован, как описано.
Пока ваш блок цилиндров снят с автомобиля и разобран для повторного
При замене футеровки 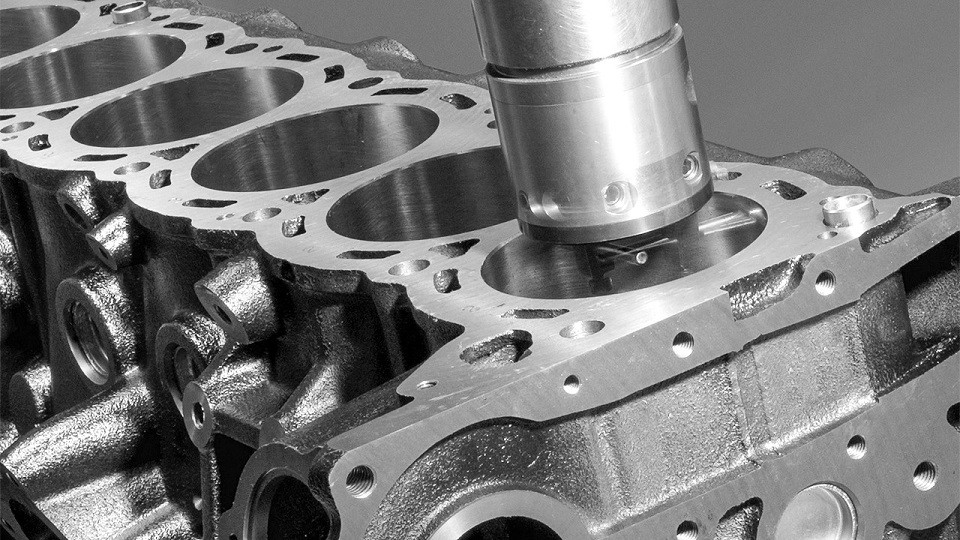
Масляные галереи и проходы также должны быть тщательно очищены на этом этапе.
Расточка блока цилиндров или гильзы цилиндра  Во время этого процесса постоянно проводятся измерения, чтобы обеспечить правильный зазор между поршнем и отверстием.
Во время этого процесса постоянно проводятся измерения, чтобы обеспечить правильный зазор между поршнем и отверстием.
Наш хонинговальный станок для цилиндров в действии.
Нажмите здесь для просмотра видео
Это видео, где вы можете увидеть наш хонинговальный станок в действии. Обратите внимание на большой объем смазочно-охлаждающей жидкости, используемой непосредственно на хонинговальной головке для смывания изношенных камней и материала отверстия при одновременном охлаждении цилиндра, предотвращающем деформацию. Щелчок, который вы можете услышать, — это автоматическая подача, поддерживающая давление камня на цилиндр. Ходовой механизм можно прервать, чтобы он остановился на дне цилиндра для сохранения правильной геометрии.
1-й этап черновой обработки выполняется набором шлифовальных кругов с зернистостью 120.
2-й этап финишной обработки и калибровки выполняется с использованием набора шлифовальных кругов с зернистостью 220. Это подходит для большинства применений с использованием чугунных цилиндров, которые затем обрабатываются пробкой или набором платохонинговальных щеток.
Ультратонкие камни 3-й ступени с зернистостью 400+ могут использоваться для специальных и гоночных работ перед платохонингованием с помощью специального набора щеток.
Алмазные хонинговальные бруски для снятия стружки и черновой обработки. Эти камни позволяют нам точить, а не сверлить. Это экономит время на настройку и ускоряет процесс. Хотя эти камни позволяют снимать любое количество материала, мы обычно используем их для удаления около 0,5 мм и выше.
Это новые отделочные камни зернистостью 220. Обычно с этими камнями мы удаляем последние 0,1 мм по мере приближения к окончательному размеру отверстия.
Это направляющие для заточки. Они гарантируют, что хонинговальная головка удерживается параллельно отверстию цилиндра при круглом и правильном хонинговании. Более короткие направляющие используются для длинных цилиндров.
VW Сверлильная обработка с воздушным охлаждением
Щелкните здесь для просмотра видео
Контактная информация карта
Балансировка коленчатого вала Балансировка коленчатого вала Daimler V8 в сборе
Работа двигателя Даймлер 250 V8 Мерседес 230SL Триумф 1800 Родстер Остин Хили 3000 Бьюик 425 Уайлдкэт Остин 12/4
Даймлер Трубки свечей зажигания V8 Герметизация блока цилиндров Daimler V8 Балансировка коленчатого вала Daimler V8 в сборе Детали и инструменты Daimler V8 Вскрытие головки блока цилиндров Daimler V8 Daimler Spark Spark Spark Spark Seal Tube Seal Case Study Пример использования Daimler 250 Седан V8 – 60 лет Галерея изображений Daimler
V8 Сервисное меню Rover V8 Меню запчастей Rover V8 Даймлер V8 Бьюик 425 Уайлдкэт Балансировка коленчатого вала Daimler V8 в сборе
Триумф Пример использования Triumph 1800TR
Поставлять Расходные материалы Детали и инструменты Daimler V8 Новые головки цилиндров
Нажимать Седан V8 – 60 лет
Условия и положения Авторские права Политика конфиденциальности
Расточной станок для блока цилиндров Обзор
Расточные станки для блока цилиндров используются в
производство шин, колес и колпаков для автомобилей, лодок и
другая автомобильная техника. Большинство таких расточных станков для блоков цилиндров
производства Горизонтальная ось и вертикальная ось Блоки цилиндров.
Горизонтальная ось Сверлильный станок блока цилиндров в основном используется для горизонтальной
резка и шлифовка алюминия, магния, меди, стали, стекловолокна и др.
другие сплавы. По вертикальной оси блоки цилиндров, эти изделия разрезаются, а не
просто горизонтально. Есть несколько преимуществ использования цилиндра с вертикальной осью.
Блоки, в основном, с высокой устойчивостью, отличной производительностью и экономичностью.
накладные расходы.
Большинство таких расточных станков для блоков цилиндров
производства Горизонтальная ось и вертикальная ось Блоки цилиндров.
Горизонтальная ось Сверлильный станок блока цилиндров в основном используется для горизонтальной
резка и шлифовка алюминия, магния, меди, стали, стекловолокна и др.
другие сплавы. По вертикальной оси блоки цилиндров, эти изделия разрезаются, а не
просто горизонтально. Есть несколько преимуществ использования цилиндра с вертикальной осью.
Блоки, в основном, с высокой устойчивостью, отличной производительностью и экономичностью.
накладные расходы.
Эти преимущества возможны благодаря наличию двух отдельных вращающихся цилиндров. Нижний цилиндр неподвижен, а верхний свободно вращается. Для привода вращающегося блока цилиндров требуется электрическая или гидравлическая мощность. Электрический Расточной станок для блока цилиндров используется для производства всех типов моторизованных сабельных пил, высокоскоростных электродвигателей, электрических наклонно-нивелировочных станков и прецизионных циркулярных пил.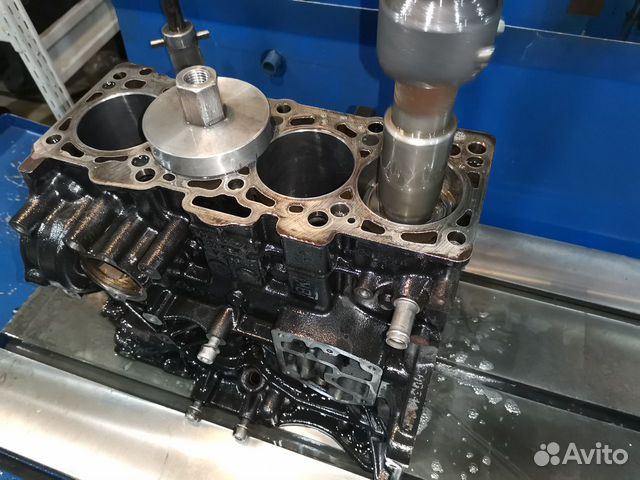 Гидравлические расточные станки для блоков цилиндров широко используются для высокоскоростной промышленной резки и полировки алюминия, меди, стали и многих других сплавов с высоким крутящим моментом.
Гидравлические расточные станки для блоков цилиндров широко используются для высокоскоростной промышленной резки и полировки алюминия, меди, стали и многих других сплавов с высоким крутящим моментом.
Станок для растачивания блоков цилиндров является наиболее
широко используемый метод хонингования и изготовления деталей с тонкой механической обработкой. Обычно это
используется для производства колес для автомобилей. Он также используется для изготовления
блоки цилиндров для мощных электродвигателей. Растачивание блока цилиндров
Машины используются при изготовлении высокоскоростных, высокомоментных электродвигателей.
двигатели, станки с ЧПУ, автомобильные, медицинские и точные инженерные инструменты,
промышленные машины и литье под давлением. Большинство сверлильных станков для блоков цилиндров
разработан, чтобы выдерживать огромный крутящий момент на высоких скоростях и высоких температурах.
В мире производства блок цилиндров Сверление используется в самых разных отраслях промышленности, включая аэрокосмическую, автомобильную, морских, малых и средних, а также крупных производителей. Этот технология приобрела важное значение в связи с развитием различных технологии. Например, расточный станок для блока цилиндров используется в ЧПУ. станки и хонинговально-расточные станки. Расточной станок для блока цилиндров в основном используется для абразивной обработки шероховатой или обработанной поверхности на станках с ЧПУ. Это обеспечивает более высокую точность и меньше искажений.
Принцип работы расточки блока цилиндров Станок Вращательное движение этого блока цилиндров
Сверлильный станок генерируется двумя роторами, а подача газа осуществляется через
одинарное твердосплавное лезвие. Вал между двумя вращающимися цилиндрами
подключен к газоснабжению.