
Ремонт блока цилиндров (БЦ) в Москве по низким ценам МоторТехнология
Все работы по ремонту и восстановлению блока цилиндров осуществляется на современном высокоточном оборудовании с применением передовых технологий ремонта двигателя.
Все технологии восстановления блоков цилиндров отвечают жестким требованиям производителей автодвигателей.
Оснащение нашего ремонтного цеха позволяет нам выполнять полный перечень услуг по ремонту БЦ.
В комплексный ремонт блока цилиндров входит:
- Расточка БЦ
- Хонинговка БЦ
- Гильзовка БЦ
- Восстановление геометрии (плоскостности) БЦ
- Ремонт, восстановление постелей коленчатого вала
- Заделка трещин
Любой ремонт начинается с мойки деталей. Без качественной очистки деталей невозможно осуществить ремонт современного двигателя. Для очистки деталей мы используем струйные моечные машины Magido L102, Magido L190 и ультразвуковую мойку Tierra Tech MOT350.
После очистки деталей мы определяем её ремонтопригодность, для этого необходимо провести опрессовку деталей. Для опрессовки деталей мы используем стенды для проверки герметичности Carmec PTR1600 и Mizotty УГ1500.
Расточка блоков цилиндров осуществляется на станке Berco ACP 160. Благодаря элементам ЧПУ на станке можно устанавливать программу расточки с максимальной точностью. Станок самостоятельно производит необходимые замеры и растачивает строго по программе без каких либо отклонений. Специалист, который работает на этом станке может одновременно работать на нескольких станках, что существенно сокращает сроки ремонта в нашем сервисно-техническом центре.
Другой станок, на котором мы растачиваем блоки цилиндров — это AZ VB 182М. Станок уже давно используется в нашей компании и зарекомендовал себя как надежный и удобный в работе станок, который позволяет быстро и качественно произвести ремонт БЦ. Для больших деталей длиной более 2000 мм мы используем высокоточный станок AZ VB260.
Станок уже давно используется в нашей компании и зарекомендовал себя как надежный и удобный в работе станок, который позволяет быстро и качественно произвести ремонт БЦ. Для больших деталей длиной более 2000 мм мы используем высокоточный станок AZ VB260.
Для хонингования блоков цилиндров в нашем сервисно-техническом центре используется станок Sunnen CV-616 и Sunnen CK-21. Благодаря применению плавных регулировок (изменений) скорости возвратно-поступательного движения шпинделя и его частоты вращения оптимизируются режимы хонингования как абразивным, так и алмазным инструментом. Отработанная технология хонингования на этом оборудовании позволяет обрабатывать поверхность с наилучшим результатом.
Восстановление геометрии (привалочной плоскостности) БЦ осуществляется на станке AZ SP1600 серии PLC. Это современный станок с элементами ЧПУ, что позволяет проводить ремонт с высокой точностью, срезать только на необходимую глубину, что несомненно сохраняет ресурс обработанной детали.
Ремонт постелей коленчатого вала, как и в случае с ремонтом постелей распредвала в ГБЦ, производится на станке AZ BAC 2000. Этот станок успешно используется нами для ремонта постелей благодаря своей высокой точности в обработке. Благодаря плавной регулировки подачи шпинделя, частоты вращения шпинделя, хромированным борштангам и многому другому, этот станок является наиболее удачным среди себе подобных.
Другие работы по ремонту и восстановлению блоков цилиндров мы производим на современном, технологичном оборудовании отечественного и импортного производства. Например, для напыления металлов при различных видах ремонта мы используем отечественную установку для напыления Димет. При помощи этой установки мы можем напылять металлы на различные поверхности быстро и эффективно.
Расточка и гильзовка блоков цилиндров в техническом центре МотортехнологияХонинговка блоков цилиндров в техническом центре Мотортехнология* Обращаем ваше внимание на то, что данный Интернет сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации. Для получения подробной информации о стоимости услуг, пожалуйста, обращайтесь к менеджерам.
Как Расточить Блок Цилиндров Своими Руками
О самостоятельной расточке блока цилиндров задумываются экономичные автолюбители, либо те, кто привык все ремонтные манипуляции выполнять своими руками. По этому поводу у большинства водителей сразу возникает вопрос: насколько целесообразно проводить подобную процедуру, которую никак нельзя назвать легкой, в условиях гаражного бокса? Ведь выполнять шлифовку блока, не имея специального оборудования и определенных навыков довольно проблематично. Помимо этого, невозможно до конца быть уверенным в точности проведения этой процедуры, но все же многие автовладельцы берутся за расточку блока цилиндров в домашних условиях.
Заметим, что опытные мотористы не одобряют проведение подобной процедуры. Хотя она может быть использована как крайняя мера для восстановления работоспособности мотоциклетных либо мопедных двигателей. Расточить блок цилиндров автомобильного силового агрегата можно несколькими способами, каждый из которых требует определенных усилий и затрат. Все же лучше всего выполнить эту процедуру на специальном расточном станке, поскольку в этом случае риск повредить блок сведен к минимуму. На станке можно получить идеальную расточку цилиндра (в случае если она будет сделана профессионалом), а вот при ручном исполнении таких результатов вряд ли удастся достичь.
Для чего это нужно?
Само понятие «расточка блока» подразумевает процесс восстановления геометрии цилиндров силового агрегата при помощи специальных станков. Главной предпосылкой к расточке блока является проведение капитального ремонта двигателя, однако сейчас процедура в основном проводится для увеличения его мощности.
Растачивать цилиндры при капитальном ремонте необходимо по той причине, что находящиеся в них поршни под воздействием высокого температурного режима, давления и прочих постоянных нагрузок, являются причиной нарушения геометрической формы цилиндров. Говоря проще от постоянного трения и высоких нагрузок цилиндр вместо идеально круглой формы, приобретает форму эллипса. Из-за этого поршень уже не может полностью прилегать к его стенкам, в результате чего образовывается значительный зазор, через который отработанные газы либо топливо проникают в картер, а моторное масло – в камеру сгорания.
Естественно, из-за всего этого силовой агрегат значительно теряет свою мощность, увеличивается потребление топлива и масла. Одним из верных признаков, свидетельствующих о необходимости проведения расточки двигателя, является увеличенный расход моторного масла. Помимо этого, следует обратить внимание на цвет отработанных газов. Если из выхлопной трубы начинает появляться сизовато-синий дым, не за горами капитальный ремонт силового агрегата.

Буквально несколько десятков лет назад невозможно было найти моторное масло либо охлаждающую жидкость хорошего качества, из-за этого возникали частые перегревы моторов. Доходило даже до того, что приходилось выполнять капремонт двигателя нового автомобиля спустя 30-50 тыс. км пробега. А агрегаты на грузовой и специальной технике приходилось восстанавливать намного чаще.
Сегодня ситуация изменилась кардинально. Современные смазывающие и охлаждающие жидкости позволяют значительно увеличить ресурс автомобильного двигателя. Сейчас средняя величина пробега до проведения капитального ремонта составляет примерно 200-250 тыс. км, причем, за год далеко не каждый автомобилист проезжает даже 12-15 тыс. км. Выходит, что этого ресурса силового агрегата должно хватить на более чем 15 лет эксплуатации. Далеко не каждое транспортное средство может выдержать столько.
Расточка блока в последнее время крайне редко применяется в качестве необходимой ремонтной меры. В основном эта процедура используется при тюнинге для увеличения объема и мощности двигателя. Но, во втором случае расточка проводиться лишь тогда, когда состояние стенок цилиндров позволяет ее выполнить. В этом случае необходима установка поршней с большим диаметром. Также для обеспечения корректности работы силового агрегата потребуется большее количество топливной смеси, поскольку его объем увеличится, соответственно, возрастет мощность.
Но, во втором случае расточка проводиться лишь тогда, когда состояние стенок цилиндров позволяет ее выполнить. В этом случае необходима установка поршней с большим диаметром. Также для обеспечения корректности работы силового агрегата потребуется большее количество топливной смеси, поскольку его объем увеличится, соответственно, возрастет мощность.
Какие моторы можно точить, а какие нельзя?
Как известно, блок цилиндров может быть изготовлен из чугуна либо алюминия. Первый вариант, несмотря на некоторые минусы, к которым относятся высокая масса и низкий теплоотвод, обладает хорошей прочностью и идеально поддается проточке. Алюминиевый блок, наоборот, намного легче и эффективнее отводит тепло.
Однако стенки его цилиндров покрывают специальным износостойким составом, из-за чего протачивать их не рекомендуется. Эта процедура попросту удалит покрытие со стенок, в результате чего цилиндры потеряют свою прочность и прослужат недолго.
Плюсы и минусы расточки
Среди плюсов можно выделить следующее:
- Прибавка мощности
- Увеличение эксплуатационного ресурса
- Снижение потребления масла
- Увеличение компрессии
- Улучшение динамики работы агрегата
К минусам можно отнести:
- Снижение КПД двигателя
- Уменьшение размера стенок цилиндра, из-за чего мотор быстрее нагревается
- Нарушение заводских характеристик силового агрегата, которое может негативно отразится на прохождении ТО
Способы самостоятельной расточки блока
Выполнить эту процедуру в домашних условиях можно двумя способами, которые практически ничем не отличаются друг от друга. Заранее предупреждаем, что процесс самостоятельной расточки довольно трудоемкий, и после его проведения нельзя гарантировать идеальный результат.
Заранее предупреждаем, что процесс самостоятельной расточки довольно трудоемкий, и после его проведения нельзя гарантировать идеальный результат.
Для выполнения первого способа расточки потребуется высокооборотистая электродрель, старый поршень и набор наждачной бумаги различной зернистости на влагостойкой, тканевой основе. Сам процесс можно описать так:
- в верхней центральной части поршня необходимо высверлить отверстие под шпильку, далее вставить и крепко затянуть ее;
- ножовкой по металлу необходимо сделать пропил в боковой части поршня, вставить в него край крупнозернистой наждачной бумаги, обернуть ей поршень и зафиксировать в том же пропиле;
- расточку следует начинать на минимальных оборотах, постепенно добавляя их. Во время расточки дрель нужно перемещать вверх и вниз плавными движениями;
- когда поршень, которым выполняется расточка, будет свободно проникать в цилиндр на 2/3, меняем наждачную бумагу на более мелкую и дотачиваем уже ей;
- после всех манипуляций следует «нулевкой» выполнить окончательную шлифовку;
Еще один способ при помощи деревянной заготовки, которая будет имитировать поршень. Для этого необходимо изготовить соответствующую оправку. Причем в диаметре она должна быть на 2-3 мм меньше поршня, и на 100-200 мм длиннее гильзы цилиндра. В заготовке также необходимо сделать боковой пропил для фиксации наждачной бумаги, а в верхней части по центру высверлить отверстие для воротка. Процесс выполняется по аналогии с первым способом. Единственное, что он более трудоемкий, поскольку выполняется вручную. В процессе проточки нужно периодически смазывать обрабатываемую поверхность цилиндра.
Для этого необходимо изготовить соответствующую оправку. Причем в диаметре она должна быть на 2-3 мм меньше поршня, и на 100-200 мм длиннее гильзы цилиндра. В заготовке также необходимо сделать боковой пропил для фиксации наждачной бумаги, а в верхней части по центру высверлить отверстие для воротка. Процесс выполняется по аналогии с первым способом. Единственное, что он более трудоемкий, поскольку выполняется вручную. В процессе проточки нужно периодически смазывать обрабатываемую поверхность цилиндра.
Равномерность расточки контролируется визуально, либо по заранее изготовленному шаблону, например, из того же дерева.
В качестве вывода стоит сказать, что это в принципе неплохой способ повышения мощности двигателя, пользоваться им или нет исключительно ваш выбор. Желательно для проведения данной процедуры обратиться к профессионалам, что все было значительно качественнее.
Блок цилиндров | Secotools.com
Блоки цилиндров содержат различные основные детали двигателя, такие как гильзы и каналы охлаждающей жидкости. Конструкции блоков часто концептуально различны и включают в себя различные материалы, требующие операций обработки биметалла, а также сложных производственных процессов и сложной высокоточной оснастки.
Конструкции блоков часто концептуально различны и включают в себя различные материалы, требующие операций обработки биметалла, а также сложных производственных процессов и сложной высокоточной оснастки.
- Устранение вибрации при продуктивном фрезеровании обеих упорных поверхностей.
- Сохранение производительности и надежности при фрезеровании уступов нестандартной формы, литой корки и загрязненных поверхностей.
- Поддержание производительности и надежности при торцовом фрезеровании нестандартных заготовок, литой корки и загрязненных поверхностей.
- Обеспечение надежного и эффективного процесса черновой обработки линии отверстия кривошипа.
- Высокая подача стола и низкие силы резания при черновой обработке отверстия цилиндра.
- Соблюдение строгих требований к допускам и чистоте поверхности при развертывании.
- Создание продуктивного процесса фрезерования небольших площадей с неравномерным припуском, литой коркой и нечистыми поверхностями.

- Продуктивная отделка основных поверхностей с высокими требованиями к чистоте поверхности, плоскостности и волнистости.
- Сверление большого количества отверстий с малым временем цикла, высоким качеством и надежностью.
- Рассверливание точных отверстий с идеальной обработкой поверхности.
- Минимизация стоимости инструмента за штуку при продуктивном сверлении большого количества отверстий.
- Минимизация времени цикла при выполнении глубоких высококачественных отверстий.
1 — Фрезерование обеих упорных поверхностей
| Ваша задача: 9 0056 | Устранение вибрации при продуктивном фрезеровании обеих упорных поверхностей. | ||
| Наше решение: | Семейство дисковых фрез Seco R335 имеет прочный корпус, обеспечивающий высокую стойкость инструмента, и обладает рядом функций, предназначенных для оптимизации обработки чугуна. Положительные передние углы уменьшают силы резания и вибрацию, оптимизируя точность и потребление энергии, а использование постоянного переднего угла по радиусу максимизирует эвакуацию стружки. Кроме того, использование держателей насадных фрез Steadyline с гашением вибрации повышает динамическую жесткость и позволяет использовать фрезы R335 с большим вылетом. Ваши преимущества включают высокую производительность и увеличенный срок службы инструмента. Положительные передние углы уменьшают силы резания и вибрацию, оптимизируя точность и потребление энергии, а использование постоянного переднего угла по радиусу максимизирует эвакуацию стружки. Кроме того, использование держателей насадных фрез Steadyline с гашением вибрации повышает динамическую жесткость и позволяет использовать фрезы R335 с большим вылетом. Ваши преимущества включают высокую производительность и увеличенный срок службы инструмента. | ||
| Продукт: | R335.18 Дисковая фреза на оправке Steadyline |
2 — Квадратное фрезерование нестандартных заготовок, литой корки и загрязненных поверхностей
| Ваша задача: | Сохранение производительности и надежности при фрезеровании уступов нестандартной формы, литой корки и загрязненных поверхностей. | ||
| Наше решение: | Благодаря прочному корпусу фрезы и толстой двухсторонней квадратной пластине семейство фрез R220.88 обеспечивает агрессивное удаление материала при черновой обработке чугуна. Этот вариант с малым шагом был разработан специально для автомобильных компонентов, требующих производительного фрезерования небольших поверхностей. Ваши преимущества включают высочайшую производительность и высокую производительность. | ||
| Продукт: | R220.88 Фреза для квадратных уступов |
| 9005 7 | 3 — Торцевое фрезерование неровных заготовок, литой корки и загрязненных поверхностей |
| Ваша задача: | Сохранение производительности и надежности при торцовом фрезеровании нестандартных заготовок, литой корки и загрязненных поверхностей. | ||
| Наше решение: | Имея шестнадцать режущих кромок на сменную пластину, Double Octomill значительно снижает затраты на получение высококачественных результатов. Инструмент обеспечивает превосходное качество поверхности с максимальной надежностью, обеспечивает огромный срок службы корпуса фрезы и может использоваться как для черновой, так и для чистовой обработки. Ваши преимущества включают снижение затрат при сохранении максимальной производительности. | ||
| Продукт: | Торцевая фреза Double Octomill |
4 — Черновая обработка отверстия кривошипа
| Ваша задача: | Обеспечение безопасного и эффективного процесса черновой обработки кривошипа линия бурения. | ||
| Наше решение: | Разработанный с прочными пластинами с тангенциальным радиусом, этот специальный инструмент обеспечивает чрезвычайно высокую жесткость для черновой обработки линии отверстия кривошипа. Система зажима пластины с центральным замком обеспечивает стабильность процесса, а сквозные отверстия для подачи СОЖ продлевают срок службы инструмента и оптимизируют эвакуацию стружки. Ваши преимущества включают постоянный съем материала при чистовой обработке и увеличение срока службы инструмента. Система зажима пластины с центральным замком обеспечивает стабильность процесса, а сквозные отверстия для подачи СОЖ продлевают срок службы инструмента и оптимизируют эвакуацию стружки. Ваши преимущества включают постоянный съем материала при чистовой обработке и увеличение срока службы инструмента. | ||
| Продукт: | Шаровидная фреза |
| 90 057 | 5 — Черновая обработка диаметр цилиндра |
| Ваша задача: | Высокая подача стола и низкие силы резания при черновой обработке отверстие цилиндра. | ||
| Наше решение: | В этой специальной расточной оправке используются картриджи со вставками, разработанными специально для защиты корпуса инструмента и позволяющими точно регулировать положение пластин из CBN, что делает ее идеальной для черновых операций.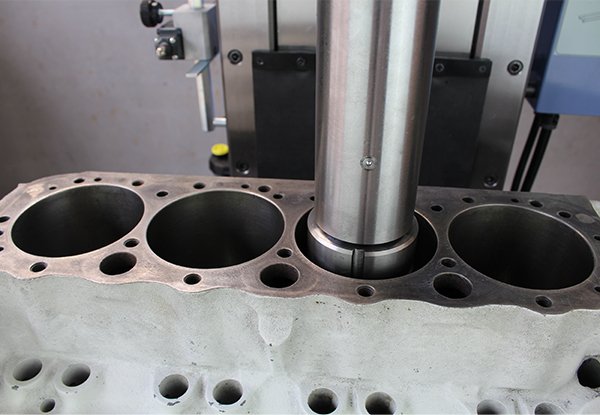 Пластины из CBN 300 с E-образной подготовкой кромок следует использовать для снижения сил резания. К вашим преимуществам относится надежная обработка при черновой обработке отверстий цилиндров. Пластины из CBN 300 с E-образной подготовкой кромок следует использовать для снижения сил резания. К вашим преимуществам относится надежная обработка при черновой обработке отверстий цилиндров. | ||
| Продукт: | Расточная оправка с пластиной из CBN |
| 90 057 | 6 — Рассверливание |
| Ваша задача: | 9005 7 | Соответствие строгим характеристики допуска и чистоты поверхности при развертывании. | ||
| Наше решение: | Для отверстий от 2,9Nanofix диаметром от 7 мм до 12 мм представляет собой идеальное решение для достижения максимальной точности. Твердосплавная многозубая развертка со сквозными отверстиями для СОЖ, Nanofix включает в себя систему смены инструмента Quick-Fit, которая устраняет необходимость повторной проверки общей длины при замене развертки. К вашим преимуществам относится простота получения высокого уровня точности при развертывании отверстий. Твердосплавная многозубая развертка со сквозными отверстиями для СОЖ, Nanofix включает в себя систему смены инструмента Quick-Fit, которая устраняет необходимость повторной проверки общей длины при замене развертки. К вашим преимуществам относится простота получения высокого уровня точности при развертывании отверстий. | |||
| Продукт: | Nanofix TM Ример |
| Ваша задача: | Создание продуктивного процесса фрезерования небольших площадей с неравномерным запасом, литой кожей и нечистыми поверхностями. | ||
| Наше решение: | Специально разработанная для автомобильной промышленности, требующая фрезерования небольших чугунных поверхностей, фреза R220.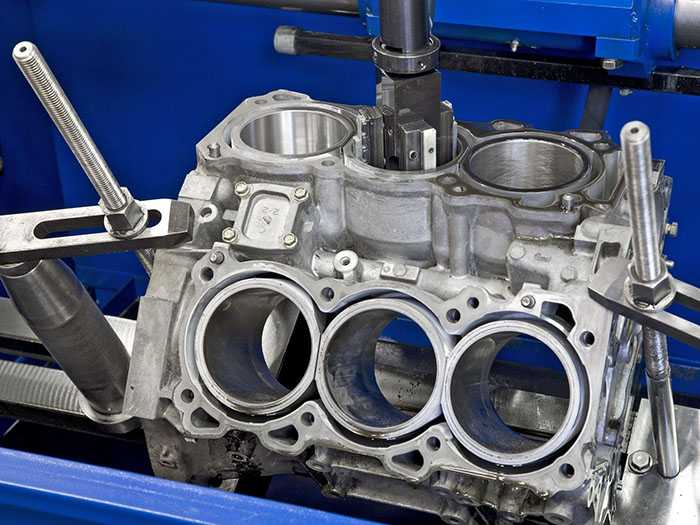 38 со сверхмалым шагом снижает ударные нагрузки при фрезеровании. Инструмент имеет прочный корпус и обеспечивает максимальное удаление стружки при использовании с тангенциальными пластинами. К вашим преимуществам относится возможность повысить производительность за счет использования более агрессивных режимов резания. 38 со сверхмалым шагом снижает ударные нагрузки при фрезеровании. Инструмент имеет прочный корпус и обеспечивает максимальное удаление стружки при использовании с тангенциальными пластинами. К вашим преимуществам относится возможность повысить производительность за счет использования более агрессивных режимов резания. | ||
| Продукт: | R220.38 Фреза с малым шагом |
8 — Чистовая обработка основных поверхностей
| Ваша задача: | Продуктивно отделка основных граней с высокими требованиями к чистоте поверхности, плоскостности и волнистости. | ||
| Наше решение: | Доступный диаметр от 80 мм до 355 мм, R220.30 обеспечивает превосходную чистовую обработку. Использование положительной пластины с четырьмя режущими кромками Wiper позволяет легко выполнять требования плоскостности и шероховатости. Пластины из твердого сплава Mh2000 оптимизируют производительность чистовых операций торцевого фрезерования блока цилиндров. Ваши преимущества включают экономичный и простой в использовании инструмент для удовлетворения ваших потребностей в качестве. Пластины из твердого сплава Mh2000 оптимизируют производительность чистовых операций торцевого фрезерования блока цилиндров. Ваши преимущества включают экономичный и простой в использовании инструмент для удовлетворения ваших потребностей в качестве. | ||
| Продукт: | R220.30 Торцевая фреза |
9 — Сверление многочисленные отверстия |
| Ваша задача: | Сверление многочисленных отверстий с малым временем цикла и высоким качеством и надежность. | ||
| Наше решение: | Обеспечивая высокую производительность при работе с наклонными выходами или пересекающимися отверстиями, сверло Seco Feedmax для снятия фаски использует легкую геометрию и специальную подготовку кромок для ускорения процесса безопасность и срок службы инструмента . Инструмент также имеет покрытие с низким коэффициентом трения и использует четыре кромки для повышения стабильности. Ваши преимущества включают сохранение производительности при бурении сложных скважин с высокими допусками. Инструмент также имеет покрытие с низким коэффициентом трения и использует четыре кромки для повышения стабильности. Ваши преимущества включают сохранение производительности при бурении сложных скважин с высокими допусками. | ||
| Продукт: | Seco Feedmax TM Сверло для снятия фаски |
11 — Рассверливание точных отверстий |
 Ваши преимущества включают снижение затрат при сохранении строгих допусков и требований к чистоте поверхности.
Ваши преимущества включают снижение затрат при сохранении строгих допусков и требований к чистоте поверхности.
12 — Сверление многочисленных отверстий |
| Ваша задача: | Минимизация стоимости инструмента за штуку при продуктивном сверлении большого количества отверстий. | ||
| Наше решение: | Благодаря прочным сменным пластинам и высокостабильному корпусу сверла с покрытием с низким коэффициентом трения Perfomax обеспечивает превосходную производительность и экономичность. Сверла имеют оптимизированную геометрию, исключающую отклонение и обеспечивающую высокий уровень эвакуации стружки. Ваши преимущества включают увеличение производительности и минимизацию стоимости инструмента в расчете на деталь. Ваши преимущества включают увеличение производительности и минимизацию стоимости инструмента в расчете на деталь. | ||
| Продукт: | Perfomax ® Дрель |
13 — Изготовление глубоких высококачественных отверстий |
| Ваша задача: | Минимизация времени цикла при выполнении глубоких высококачественных отверстий. | |
| Наше решение: | Обладая острыми, положительными и прочными режущими кромками, обеспечивающими превосходное качество отверстий, Seco Feedmax SD230A обеспечивает высокую производительность при сверлении отверстий до 30-кратного диаметра инструмента. Оптимизированная геометрия обеспечивает безопасность процесса, длительный срок службы инструмента и исключительную производительность при обработке алюминия, уменьшая количество заусенцев на выходе и сводя к минимуму деформацию заготовки. Ваши преимущества включают надежную, производительную и экономичную обработку отверстий. Ваши преимущества включают надежную, производительную и экономичную обработку отверстий. | |
| Продукт: | Seco Feedmax TM SD230A |
Линия блока цилиндров расточка
Услуги
Линейная расточка блока цилиндров является частью механической обработки блоков цилиндров. . При возникновении дефектов в корпусе коренных подшипников блока цилиндров такие дефекты можно устранить нарезным растачиванием. Подготовка линейного подшипника начинается с правки кронштейнов или крышки корпуса коренного подшипника и правки посадочных мест на блоке цилиндров для уменьшения диаметра корпуса. По мере уменьшения диаметра блок цилиндров размещается на станке, а в галерею корпуса коренного подшипника вставляется шток станка, несущий буровой шлам. Необходимо измерить оптимальный диаметр отверстия, чтобы он был в пределах параметров после линейной расточки.
Некоторые двигатели на рынке имеют коренные подшипники, размер которых снаружи увеличен, чтобы упростить подготовку к линейному расточке и избежать выравнивания поверхностей штифтов, что является более подходящим вариантом для геометрии отверстия корпуса коренного подшипника.
При более серьезных дефектах (задирах) корпуса коренных подшипников, когда одной линейной расточки недостаточно, наносим материал сваркой, а затем производим линейную расточку. Аналогичная процедура используется для ремонта повреждений корпуса коренных подшипников в осевой посадке.
Услуги
Сварка головок цилиндров из алюминия и серого чугуна, персональная, грузовая и морская программа. Перед сваркой каждая головка блока цилиндров тщательно очищается и обезжиривается. Все щели открыты…
Каждая проверка ГБЦ начинается с очистки и машинной мойки. Головки цилиндров должны быть чистыми, чтобы их можно было правильно проверить. Тестирование проводится на машине PTR 1600XLH, которая в…
Лишь некоторые детали двигателя, такие как клапаны, седла и направляющие клапанов, подвергаются более высокому давлению. Клапаны вместе с седлами и направляющими клапанов образуют замкнутую систему. Направляющие клапанов…
Направляющие клапанов…
Притирку ГБЦ (соосность) производим на двух станках. Berco SM 1300 и AZ 1600 SP — это машины, которые, в зависимости от типа головки блока цилиндров, имеют круглые вставки PCD и CBD,…
Подшипники скольжения являются неотъемлемой частью любого двигателя внутреннего сгорания. Подшипники скольжения воспринимают нагрузку на коленчатый вал двигателя. В связи с повышенными нагрузками и сложными требованиями необходимо использовать…
Сверление блока цилиндров является частью механической обработки блока цилиндров. Сверление блока цилиндров включает сверление цилиндра блока цилиндров у выступа поршня или в качестве подготовки к установке…
Хонингование блока цилиндров является частью механической обработки блоков цилиндров. После сверления блока цилиндров по выступу поршня или закрепления блока новыми гильзами необходимо произвести хонингование блока цилиндров…
Клиентам, для которых мы обеспечиваем механическую обработку двигателей и поставку деталей, также предлагаем сборку коротких двигателей (комплектация блока цилиндров) и сборка двигателей (укороченный двигатель.