
|
Правка и рихтовка металла (холодным способом) Категория: Гибка и правка металла Правка и рихтовка металла (холодным способом) Правка и рихтовка представляют собой операции по выправке металла, заготовок и деталей, имеющих вмятины, выпучины, волнистость, коробление, искривления и др. Правка и рихтовка имеют одно и то же назначение, но отличаются приемами выполнения и применяемыми инструментами и приспособлениями. Листовой материал и заготовки из него могут быть покороблены по краям и в середине, иметь изгибы и местные неровности в виде вмятин и выпучин различных форм. При рассмотрении деформированных заготовок можно заметить, что вогнутая сторона их короче выпуклой. Волокна на выпуклой стороне растянуты, а на вогнутой сжаты. Металл подвергается правке как в холодном, так и в нагретом состоянии. Правка может выполняться ручным способом — на стальной или чугунной плите, или на наковальне — и машинным — на правильных вальцах, прессах. Правильную плиту изготовляют достаточно массивной, масса ее не менее чем в 80—150 раз больше массы молотка. Пра-вйльные плиты изготовляют из стали, из серого чугуна монолитными или с ребрами жесткости. Плиты бывают следующих размеров: 400 х 400; 750 х 1000; 1000 х 1500; 1500х 2000; 2000х 2000; 1500х 3000 мм. Рабочая поверхность плиты должна быть ровной и чистой. Устанавливают плиты на металлические или деревянные подставки, обеспечивающие кроме устойчивости и горизонтальность положения. Рихтовальные бабий используют для правки (рихтовки) закаленных деталей, изготовляют их из стали и закаливают. Рабочая часть поверхности может быть цилиндрической или сферической радиусами 150-200 мм. Молотки для правки применяют с круглым гладким полированным бойком. Для правки закаленных деталей (рихтовки) применяют молотки с радиусным бойком (массой 400 — 500 г) из стали У10. Хорошо зарекомендовали себя рихтовальные молотки, оснащенные твердым сплавом, корпус которых выполняют из стали У7 и У8. В рабочие концы молотка вставляют пластинки твердого сплава ВК8 и ВК6. Рабочую часть бойка затачивают и доводят по радиусу до 0,05-0,1 мм. Молотки со вставными бойками из мягких металлов применяют при правке деталей с окончательно обработанной поверхностью и деталей или заготовок из цветных металлов и сплавов. Вставные бойки могут быть медные, свинцовые или деревянные. Гладилки (деревянные или металлические бруски) применяют при правке тонкого листового и полосового металла. Рис. 1. Правильная плита (а), рихтовальные бабки (б) Рис. 2. Рихтовальные молотки: а — с радиусным бойком, б — с круглым гладким полированным Рис. 3. Правка металла: а — проверка на глаз, б — момент правки — Правку и рихтовку стальных листовых и полосовых заготовок производят для придания им плоскостности. Для правки применяют молотки с круглым сферическим или гладким бойком для того, чтобы не оставлять забоин на заготовке. Для правки закаленных деталей (рихтовки) применяют молотки с радиусным бойком. При изготовлении рихтовочного молотка нужно в прорезь его корпуса плотно запрессовать пластинку из твердого сплава ВК6 или ВК8 и заточить ее радиусом 0,1 — 0,2 мм. Для правки деталей с окончательно обработанной поверхностью и деталей из цветных металлов и сплавов применяют молотки со вставными бойками из мягких металлов. Вставные бойки могут быть медные, свинцовые и деревянные в зависимости от материала обрабатываемой детали. Правке или рихтовке подвергают детали как в холодном, так и в нагретом состоянии. Выбор приемов и способов правки и рихтовки зависит от величины прогиба, размеров и материала детали. Правку можно выполнять ручным способом на стальной или чугунной плите или наковальне и машинным — на правильных вальцах. Правильную плиту изготовляют из стали, серого чугуна, монолитной или с ребрами жесткости, и обязательно устанавливают на массивной деревянной опоре (столе) для того, чтобы в процессе правки поглощался шум. Рабочая поверхность плиты должна быть ровной и чистой. Плиту размером свыше 750X 1000 мм устанавливают на деревянных столах, которые должны обеспечить устойчивость и горизонтальность ее положения. Рихтовочные плиты используют для правки (рихтовки) закаленных деталей, изготовляют их из стали и термически обрабатывают, затем поверхность шлифуют. Рис. 4. Приемы рихтовки заготовок из листового (а), полосового (б, в) и пруткового (г) материала Детали обычно правят вручную с помощью различных инструментов и приспособлений, реже для этой цели применяют гидравлические прессы. При правке и рихтовке независимо от формы и толщины детали необходимо надевать рукавицы. Детали из листового материала (для трактора, автомобиля, комбайна и др.) могут быть покороблены по краям и в середине, иметь изгибы и местные неровности в виде вмятин и выпучин различной формы. Выпуклые участки обводят мелом или мягким графитовым карандашом, затем заготовку кладут на плиту выпуклыми участками вверх, так, чтобы края ее не свешивались, а лежали полностью на опорной поверхности плиты. Правку начинают с ближайшего к вмятине края, по которому наносят ряд ударов молотком в пределах, отмеченных мелом. Затем наносят удары по другому краю. После этого по первому краю наносят повторные удары, указанные точками на детали 3, и переходят опять ко второму краю и так до тех пор, пока постепенно не приблизятся к середине. Под ударами молотка материал вокруг выпуклого места вытягивается и постепенно выравнивается. Если на поверхности детали на небольшом расстоянии друг от друга имеется несколько выпуклых мест, под ударами молотка выпуклости соединяются в одну, которую правят молотком вокруг ее границ. Тонкие листы правят легкими деревянными молотками (киянками) или молотками с деревянными наконечниками, медными, латунными или свинцовыми молотками, а очень тонкие листы выглаживают на ровной плите металлическими или деревянными брусками. Правку полосового металла осуществляют в следующем порядке. Изгиб отмечают мелом, после чего надевают на левую руку рукавицу, в правую берут молоток и в левую полосу. Полосу располагают на плите так, чтобы она лежала выпуклостью вверх, соприкасаясь с плитой в двух точках. Результаты правки (прямолинейность заготовки) проверяют на глаз, а при необходимости более точного контроля — на разметочной плите по просвету или наложением линейки на полосу. После закалки стальные детали иногда коробятся. Правку закаленных деталей называют рихтовкой. В зависимости от характера рихтовки применяют различные молотки с закаленным бойком или специальные рихтовочные молотки с закругленной узкой стороной бойка. Деталь при этом лучше располагать не на плоской плите, а на рихтовочную бабке с выпуклой поверхностью. Удары наносят рихтовочным молотком не по выпуклой, а по вогнутой стороне поверхности полосовой детали 3. При правке заготовок из прутка на выпуклой стороне мелом отмечают границы изгибов. Затем надевают на левую руку рукавицу, в правую берут молоток и укладывают пруток на наковальню выпуклостью вверх. Удары молотком наносят по выпуклой части от краев изгиба к середине. Сила удара зависит от диаметра прутка и величины изгиба. По мере выправления изгиба силу удара уменьшают, заканчивая правку легкими ударами при поворачивании прутка вокруг оси. Если пруток имеет несколько изгибов, сначала правят крайние, а затем расположенные в середине. Рис. Детали квадратного сечения правят в такой последовательности: выявляют покоробленные участки, устанавливают места, где имеется больше вогнутых и выпуклых изгибов, и приступают к правке или рихтовке так, как было указано выше. На рис. 5, а показан способ рихтовки штанги квадратного сечения с установленными на ней ножами на круглой бабке рихтовочным молотком. Перед рихтовкой надевают на левую руку рукавицу и захватывают конец штанги, после чего укладывают штангу на поверхность бабки так, чтобы вогнутая поверхность находилась в центре металлического рихтовочного диска бабки. Затем бойком рихтовочного молотка наносят легкие поперечные удары по поверхности штанги, а левой рукой перемещают штангу вперед и назад по поверхности диска до тех пор, пока не выровняются плоскости штанги. Если ножи штанги не параллельны друг другу, ее устанавливают в тиски между планками и на вилку стойки. Вилку закрепляют гайкой, а губки тисков зажимают так, чтобы штанга не провисала. Реклама:Читать далее:Правка металла
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |

 Основным инструментом и приспособлениями для правки и рихтовки деталей при сборочных работах являются молотки, правильные плиты и рихтовочные специальные бабки.
Основным инструментом и приспособлениями для правки и рихтовки деталей при сборочных работах являются молотки, правильные плиты и рихтовочные специальные бабки.
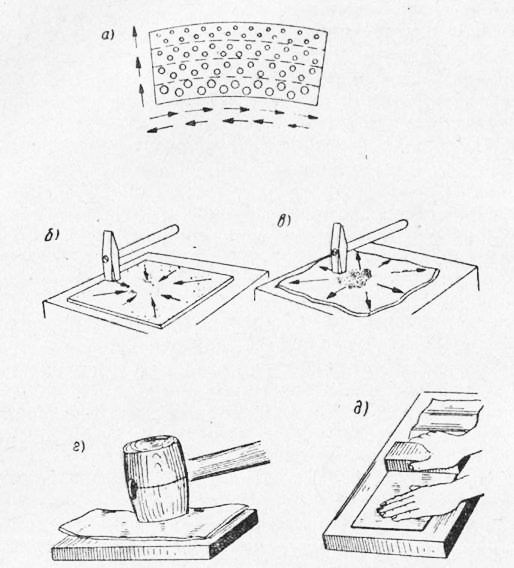
 При рассмотрении деформированных деталей можно заметить, что вогнутая сторона их короче выпуклой. Волокна на выпуклой стороне растянуты, а на вогнутой сжаты. Для того чтобы выровнять поверхность детали, нужно положить ее на плиту, установленную на специальном деревянном столе. Правку листового материала толщиной от 0,5 до 1,2 мм производят перекрест ным способом. Удары молотком должны быть частые и легкие их надо наносить от края к центру выпучины. При этом левой рукой придерживая деталь, все время перемещают ее по плите и меняют место нанесения удара молотком.
При рассмотрении деформированных деталей можно заметить, что вогнутая сторона их короче выпуклой. Волокна на выпуклой стороне растянуты, а на вогнутой сжаты. Для того чтобы выровнять поверхность детали, нужно положить ее на плиту, установленную на специальном деревянном столе. Правку листового материала толщиной от 0,5 до 1,2 мм производят перекрест ным способом. Удары молотком должны быть частые и легкие их надо наносить от края к центру выпучины. При этом левой рукой придерживая деталь, все время перемещают ее по плите и меняют место нанесения удара молотком.

 5. Рихтовка заготовок квадратного сечения
5. Рихтовка заготовок квадратного сечения Затем правой рукой снизу на штангу надевают специальный рычаг (плечо рычага 500 мм). Придерживая штангу левой рукой, правой рукой нажимают на конец рычага и выравнивают штангу так, чтобы ножи ее стали параллельны друг другу. Освободив штангу из тисков, устанавливают ее на вилку на уровне глаз и закрепляют гайкой. Затем проверяют параллельность расположения ножей.
Затем правой рукой снизу на штангу надевают специальный рычаг (плечо рычага 500 мм). Придерживая штангу левой рукой, правой рукой нажимают на конец рычага и выравнивают штангу так, чтобы ножи ее стали параллельны друг другу. Освободив штангу из тисков, устанавливают ее на вилку на уровне глаз и закрепляют гайкой. Затем проверяют параллельность расположения ножей.ПРАВКА И РИХТОВКА МЕТАЛЛА Сущность и назначение правки и рихтовки
ДОМАШНИЙ СЛЕСАРЬ
Правка и рихтовка представляют собой операции по выправке металла, заготовок и деталей. Листовой материал и заготовки из него могут быть покороблены по краям и в середине, иметь изгибы и местные неровности в виде вмятин и выпучин различных форм. При рассмотрении деформированных заготовок можно заметить, что вогнутая сторона их короче выпуклой. Волокна на выпуклой стороне растянуты, а на вогнутой сжаты.
Листовой материал и заготовки из него могут быть покороблены по краям и в середине, иметь изгибы и местные неровности в виде вмятин и выпучин различных форм. При рассмотрении деформированных заготовок можно заметить, что вогнутая сторона их короче выпуклой. Волокна на выпуклой стороне растянуты, а на вогнутой сжаты.
Правка и рихтовка имеют одно и то же назначение, но отличаются приемами выполнения и применяемыми инструментами и приспособлениями.
Правка — это выправление металла действием давления на ту или иную его часть независимо от того, производится ли это давление прессом или ударами молотка.
Под рихтовкой следует понимать выправление металла растяжением, т. е. удлинением той или иной его части. Рихтовка обычно выполняется ударами носком молотка или специальным рихтовальным молотком с острыми бойками. После рихтовки на заготовке или детали остаются ясно видимые следы молотка; при правке этого не бывает.
Правка представляет собой, как правило, подготовительную операцию, предшествующую основным операциям обработки металлов. Правке подвергаются стальные листы и листы из цветных металлов и их сплавов, полосы* прутковый материал, трубы, проволока, а также металлические сварные конструкции. Заготовки и детали из хрупких материалов (чугун, бронза и т. п.) править нельзя.
Правке подвергаются стальные листы и листы из цветных металлов и их сплавов, полосы* прутковый материал, трубы, проволока, а также металлические сварные конструкции. Заготовки и детали из хрупких материалов (чугун, бронза и т. п.) править нельзя.
Различают два метода правки металлов: правка ручная, выполняемая с помощью молотка на стальных или чугунных правильных плитах, наковальнях и др., и правка машинная, производимая на правильных машинах. При ручной правке слесарь отыскивает на поверхности заготовки или детали такие места, при ударе по которым заготовка выправлялась бы, т. е. лежала бы на плите без выпуклостей, изгибов или волнистости.
Металл подвергается правке как в холодном, так и в нагретом состоянии. В последнем случае нужно иметь в виду, что правку стальных заготовок и деталей можно производить в интервале температур 1100— 850°, а дюралюминия — 470—350° Нагрев выше указанных температур приводит к перегреву, а затем и к пережогу заготовок, т. е. к неисправимому браку. Выбор способа зависит от величины прогиба, размеров и материала изделия.
Выбор способа зависит от величины прогиба, размеров и материала изделия.
Как Слить Воду из Стиральной Машины | Советы Мастеров
После загрузки белья машинка стирала, но затем прекратила свою работу? Не паникуйте. Она могла сломаться, поэтому обязательно слить воду и разобраться, что стало причиной ее остановки.
Лестница для дома: как правильно выбрать?
На лестницу, как правило, воздействуют нагрузки в плане как эстетичности, так и функциональности. То, где конкретно в доме расположена лестница, каким типом она является и взяты ли во внимание особенности …
Как правильно уложить паркетную доску
Итак, вы приобрели массивную доску для покрытия пола, теперь следует ознакомиться с способами ее укладки на пол. Ведь правильно уложенная массивная доска обеспечит вам красивый и надежный пол на долгое …
Малый бизнес
Процесс правки деталей из листового металла: Полное руководство
Необходимость правки Из-за влияния таких факторов, как внешняя сила или нагрев, сталь будет подвергаться различным деформациям.
Сырье, такое как стальной лист и профильная сталь, перед производством деформируется, например, из-за неровностей, изгиба, скручивания, волны и т. Д.
Трудно гарантировать качество маркировки, нумерации и лофтинга, а также изготовления и сборки деталей.
Таким образом, перед маркировкой, нумерацией, лофтингом и формованием сырье с чрезмерной деформацией необходимо исправить.
Причины деформации сырья Деформация, вызванная остаточными напряжениями сталиВ процессе прокатки стали могут возникать остаточные напряжения и сталь может деформироваться.
Например, при прокатке стального листа из-за отказа механизма регулировки валков зазор между валками непостоянен, и вытяжка стали по направлению прокатки непостоянна.
Деталь с небольшим зазором имеет большую протяженность стали; часть с большим зазором имеет небольшое удлинение.
Таким образом, меньшая удлиняющая часть мешает большей удлиняющей части создавать сжимающее напряжение, а меньшая удлиняющая часть создает растягивающее напряжение.
Когда сталь охлаждается быстрее или по другим причинам, эта часть напряжения остается в стали и образует остаточное напряжение.
Когда сталь подвергается сдвигу, термической резке или другим факторам, остаточное напряжение частично снимается и сталь деформируется.
Деформация, вызванная обработкой сталиВ процессе обработки стали под действием внешней силы или неравномерного нагрева сталь может деформироваться.
Например, резка, газовая резка или сварка стальных листов вызовет деформацию стали из-за напряжения, неравномерного нагрева и охлаждения.
Деформация стали из-за неправильной транспортировки и храненияСырьем, используемым для холодной обработки листового металла, являются длинные и большие стальные листы и сортовые стали.
При неправильном подъеме, транспортировке и хранении сталь будет согнута, скручена и локально деформирована под собственным весом.
Вкратце Существует множество причин деформации стали. Если деформация стали превышает допустимое отклонение, ее необходимо выправить.
Если деформация стали превышает допустимое отклонение, ее необходимо выправить.
Предположим, что сталь состоит из нескольких слоев волокон в направлении толщины, когда сталь прямая, длина волокон каждого слоя одинакова; при изгибе стали длина волокон каждого слоя неодинакова.
Как показано на рисунке, когда сталь прямая, длины ab и cd равны; когда сталь изогнута, длина c/d/ короче, а длина a/b/ больше.
Выпрямление заключается в использовании внешней силы или нагрева для удлинения более короткого волокна стали или укорачивания более длинного волокна.
Наконец, длина волокна каждой детали имеет тенденцию быть одинаковой, что устраняет изгиб, скручивание, неравномерную деформацию стали или заготовки.
Рис.1
Правка методы Существует множество методов правки, которые можно разделить на ручную правку, механическую правку и правку пламенем, а также в зависимости от источника.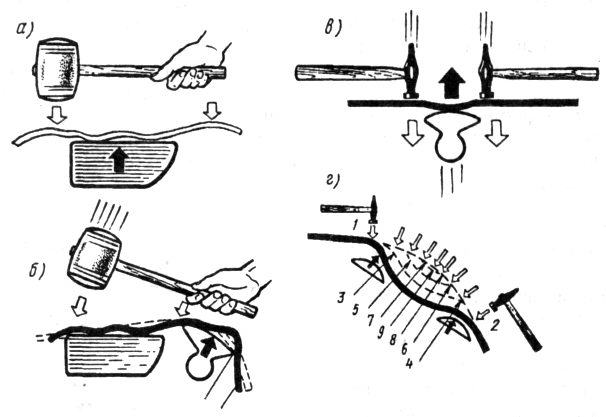
05
Как пользоваться ручным молотком:
Эксплуатационные требования:
(1) Освоить использование ручных молотков путем обучения;
(2) Сотрите масляные пятна с поверхности молотка и рукоятки перед использованием, чтобы избежать соскальзывания и травмирования людей;
(3) Проверьте, не ослаблена ли рукоятка, чтобы избежать несчастных случаев, вызванных выходом головки молотка.
Молоток
Молоток является основным инструментом для холодной обработки листового металла. Он имеет множество форм и различных функций.
(1) Молоток с плоской головкой:
В основном используется для ударов по плоским поверхностям, но также может ударять по более глубоким углублениям и углам краев, как показано на рис. 2-a.
2-a.
(2) Молоток для колющих ударов:
В основном он используется для прямого удара по дугообразным компонентам, а также может использоваться в качестве инструмента для поддевания и прокладки, как показано на рис. 2-b.
(3) Арочный молоток:
В основном используется для придания формы и изготовления дугообразных заготовок, например, для восстановления или подготовки торцевых крышек валов небольших автомобилей, как показано на рис. 2-c.
(4) Промежуточный молоток:
Используйте промежуточный молоток, чтобы избежать прямого удара по заготовке, как показано на рис. 2-d.
Рис. 2 Молоток
(5) Пластиковый молоток с плоской головкой:
В основном используется для обрезки углов коробок и других деталей, как показано на Рис. 2-е.
(6) Кран-молот:
В основном используется для устранения небольших ямок на поверхности заготовки, как показано на рис. 2-f.
(7) Другие виды молотков
В зависимости от необходимости бить молотком головка молотка может иметь различные формы, такие как резиновый молоток, деревянный молоток, медный молоток и т.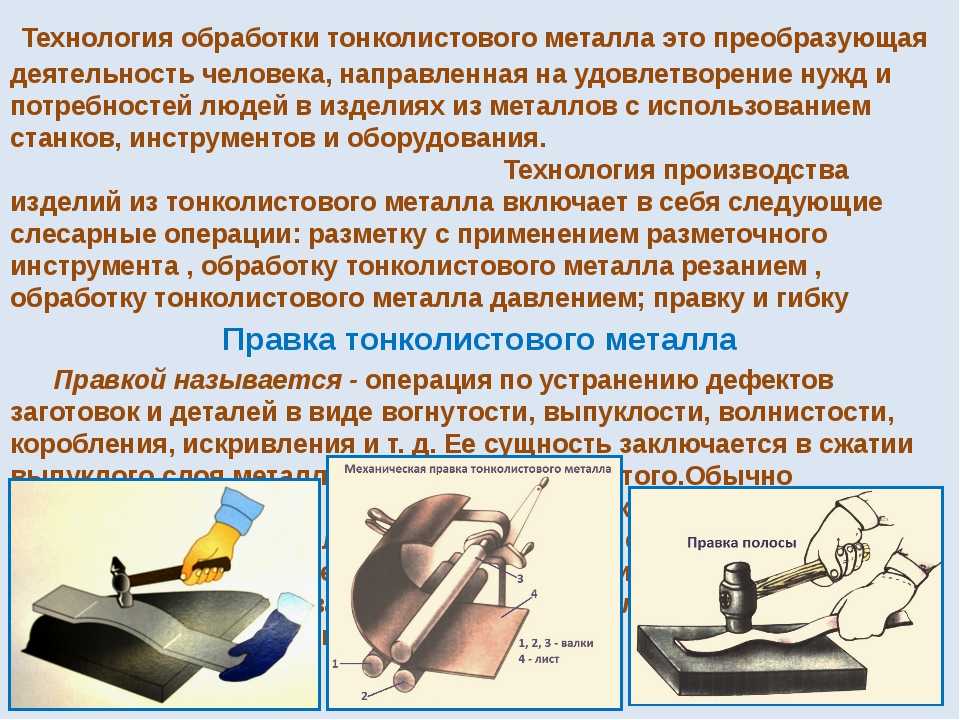 д., как показано на рис. 2-g.
д., как показано на рис. 2-g.
Рис.2 Hammer
Правильное использование ручного молотка показано на рисунке 3.
Рис.3 Правильное использование ручного молотка
1. Руководство 9005 9 процессРучная правка выполняется с помощью такого инструмента, как молоток на плоской пластине, наковальня для сверления или слесарные тиски.
Общие методы ручного выпрямления включают метод растяжения, метод скручивания, метод сгибания и метод растяжения.
Метод растяжения
Метод растяжения в основном используется, когда середина листа выпуклая, а края волнистые или изогнутые, как показано на рис. 4.
Рис. 4 Метод растяжения для правки тонкого металла пластины
Метод скручивания
Метод скручивания используется для исправления деформации полос.
В процессе работы полосы удерживаются в верстачных тисках и скручиваются до первоначальной формы с помощью гаечного ключа, как показано на рис.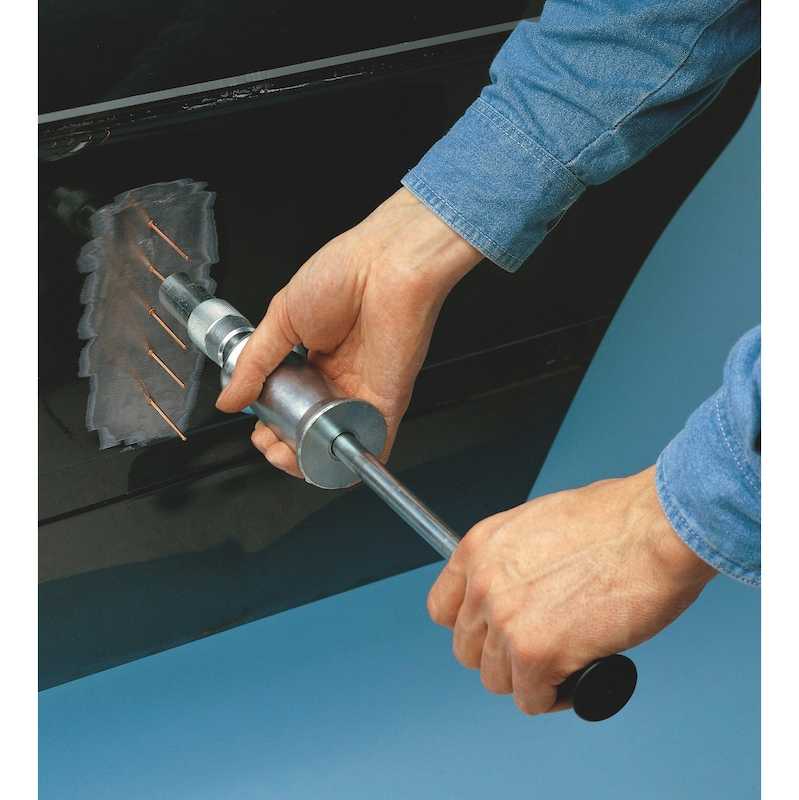 5.
5.
Рис. метод гибки используется для выпрямления различных изогнутых стержней и полос, которые изгибаются в направлении ширины.
Метод натяжения
Метод натяжения используется для исправления различных тонких проволок, как показано на рис. 6.
Рис.6 Выпрямление растяжения прямых материалов
(1) S Traightening Traightening . металл должен быть размещен на платформе, лист металла можно держать левой рукой, а молоток можно держать правой рукой.
Шаг 2∶Удар должен начинаться вокруг края листа и постепенно приближаться к центру выпуклой поверхности барабана, как показано на рис. 4.
Шаг 3∶После того, как лист в основном откорректирован, следует использовать деревянный молоток для корректирующего удара, чтобы равномерно распределить всю структуру.
(2) . рукой, а молоток можно держать правой рукой.
Шаг 2: Удары начинаются с середины листа и постепенно распространяются, как показано на рис. 7.
Шаг 3: После того, как лист в основном выправлен, с помощью деревянного молотка выполняется корректирующий удар, чтобы равномерно растянуть всю группу.
Figure 7
( 3 ) S traightening of diagonal warpage
Step 1: The warped sheet should be размещенный на платформе, лист металла можно держать левой рукой, а молоток можно держать правой рукой.
Шаг 2: Нарезание резьбы начинается по диагональной линии без коробления, а затем растягивается в обе стороны, чтобы растянуть и исправить, как показано на рисунке 8.
Шаг 3: После того, как лист в основном выправлен, Молоток используется для выполнения регулировочного удара, чтобы равномерно растянуть всю ткань.
(4) Поглаживание и проталкивание выпрямление листового металла
Как показано на рис. 9, с помощью хлопка (утюга) по листу можно укоротить выступающую часть листа, в то время как натянутая часть растягивается под давлением для достижения цели выпрямления.
9, с помощью хлопка (утюга) по листу можно укоротить выступающую часть листа, в то время как натянутая часть растягивается под давлением для достижения цели выпрямления.
Fig.8 Straightening of diagonal warpage
Fig.9 Patting and pushing straightening of sheet metal
(5) S traightening of deformation of curved выпуклый
Как показано на рис. 10, молоток должен сначала выровняться с центром верхнего утюга, затем выполняется правка молотка.
Рис.10 Выправление деформации криволинейной выпуклости
Рука, держащая молоток, не должна быть слишком напряжённой, тогда бить нужно с силой запястья.
Скорость удара около 100 ударов в минуту.
( 6) С выпрямление развальцовка вогнутой поверхности
Как показано на рисунке 11, домкрат должен располагаться немного выше точки удара молотком, которая является более высокой частью неровной поверхности.
Рис. 11 Выпрямление развальцовки вогнутой поверхности
Это позволяет подвергнуть пластину силе между головкой и острием молотка.
(7) С выпрямление большой вогнутости
Как показано на рисунке 12. средняя часть может быть поднята верхним утюгом, так что первоначальная вогнутость может быть первоначально сброшена.
Затем молоток и верхний утюг используются вместе, чтобы постепенно сгладить часть, которая становится выше со всех сторон, чтобы восстановить первоначальную геометрическую форму.
Figure12 Straightening of large concavity
( 8) S traightening of a large curvature surfaces
As shown in Figure 13, when для обрезки деталей с большой кривизной поверхности (высокая выпуклая поверхность), таких как крыло и т. д., их можно сначала нагреть пламенем, затем поднять утюгом и, наконец, отбить и сплющить для достижения первоначальной формы.
д., их можно сначала нагреть пламенем, затем поднять утюгом и, наконец, отбить и сплющить для достижения первоначальной формы.
Figure 13 Straightening of a large curvature surfaces
( 9) S traightening of small dents
① As shown in Figure 14 , кончик отбойного молотка используется для выравнивания углубления изнутри наружу.
Рис. 14 Выпрямление небольших вмятин
② Как показано на рис. 15, для проникновения в узкое пространство используется строительный стержень, чтобы выровнять углубление.
Этот метод обычно используется для вскрытия ниш дверей, задних крыльев и других закрытых панелей кузова.
Рис.15 Используйте лом, чтобы выковырять углубление
③Как показано на рис. 16, углубление выравнивается с помощью съемника углублений.
Рис.16 Используйте съемник, чтобы выровнять углубление
Он в основном используется для закрытых панелей кузова или складок, недоступных сзади.
④ Тяговый стержень используется для выравнивания углубления, как показано на рис. 17, выступ опускается при постукивании и вытягивании, а углубление поднимается.
Fig.17 Use a pull rod to flatten the depression
(10) straightening of twisted flat steel
Step 1: Hold the flat steel на скамье тиски.
Шаг 2. Удерживая другой конец плоского стального листа гаечным ключом, надавите на плоский стальной лист, скрученный в направлении, противоположном вращению, как показано на рис. 18.
Рис.
Шаг 3: После того, как искажение в основном устранено, для его исправления используется упрочнение.
Шаг 4∶ При штамповке плоская сталь наклоняется, плоская часть опирается на платформу, а скрученная изогнутая часть выходит за пределы платформы, как показано на рис. 19.
Рис. 19
Шаг 5∶ молоток, чтобы ударить по части, которая слегка искривлена вверх за пределами платформы, расстояние между точкой удара и платформой примерно в два раза больше толщины листа, и при ударе перемещать плоскую сталь к платформе.
Шаг 6: Поверните на 180° и повторите те же действия, пока не будет исправлено.
(11) Deformation and straightening of angle steel (Figure 20 )
Fig.20 Deformation of angle steel
Step 1 : Поместите стальной уголок с внешним загибом и стальной уголок с внутренним загибом на цилиндрическом железном узле или на платформе с отверстиями.
Шаг 2: Согните угол наружу, проткните края двух прямоугольных сторон, проткните внутрь от края, как показано на рис. 21(а).
Для внутреннего угла изгиба необходимо забить основания двух прямоугольных сторон, как показано на рис. 21(b).
Рис. 21 Правка стального уголка
Шаг 3: Зажмите один конец скрученного уголка в тисках.
Шаг 4: Удерживая прямоугольную сторону другого конца стального уголка разводным ключом, закрутите угловую сталь в противоположном направлении и немного превысьте нормальное состояние угловой стали, как показано на рисунке. 22.
22.
Рис.22 Выпрямление перекоса уголка
Шаг 5: Повторите несколько раз, чтобы практически устранить перекос уголка.
( 12) S Trausting . для выпрямления нужно только поместить круглую сталь на платформу так, чтобы выступы были вверху.
Рис. 23 Выпрямление деформации круглой стали
Используйте подходящий промежуточный молоток, чтобы поместить круглые стальные выступы, а затем ударьте по верхней части промежуточного молотка для исправления.
(13) S TREightening из прямоугольного рамки из прямоугольного рамки из прямоугольного рамки . прямоугольной рамы
Когда рама AD и BC со стороны двустороннего явления изгиба, рама может быть возведена на платформе.
Наружный фланец AD обращен вверх, два конца стороны BC амортизированы, а выступ E забит.
Если все четыре стороны слегка изогнуты, он может пробить выступ наружу или внутрь соответственно.
Когда погрешность размера не слишком велика, необходимо поднять раму и оббить конец более длинной стороны, чтобы сократить общую длину.
Если ∠B и ∠D меньше 90°, можно использовать метод, показанный на рисунке 25 , для расширения точки B молотком.
Рис.25
2. Mechanical Выпрямление ПроцессУправляющее. Управляющее. Управляющее. Управляющее. Управляющее. Управляемое. Управляемое. Подходит для малого.
Для правки заготовок больших размеров используется специальное оборудование.
Механическая правка – это многократный повторный изгиб стального листа с помощью правильной машины, так что длина стального листа с неравными волокнами стремится быть равной, тем самым достигается цель правки.
(1) M Эханическое выпрямление из листового металла Детали
РАБОТА.
(2) При необходимости выровняйте деформированные детали из листового металла;
(3) Не держите руками ролик во время работы.
Этапы операции
(1) Механическое выравнивание металлических листов:
Метод выравнивания: Как показано на рис. 26, зазор между роликами регулируется в соответствии с толщиной листа.
Качество правки зависит от точности ролика.
Рис. 26 Механическое выравнивание листового металла
(2) Прокатка предварительно отформованных заготовок
Метод прокатки: Как показано на рис. 27, ролики под заготовкой сначала заменяются роликами с немного меньшей кривизной, чем ролики над заготовкой.
Затем нижний ролик поднимается с помощью быстросъемного устройства, при этом заготовка помещается между роликами, а давление нижнего ролика регулируется таким образом, чтобы заготовка могла скользить между роликами при умеренном давлении.
Рис. 27. Прокат предварительно отформованных деталей
27. Прокат предварительно отформованных деталей
Примечание. Полностью прокатаны, чтобы избежать местного растяжения.
Используйте шаблон для проверки кривизны заготовки в любое время.
После прокатки деталей из листового металла по очереди в одном направлении заготовку необходимо повернуть на 90°.
После повторения вышеуказанной операции линия прокатки пересечет исходное направление, как показано на рис. 28.
Рис.0005
Метод прокатки: Как показано на рис. 29, направление движения металлической пластины во время прокатки является диагональным по отношению к исходному направлению движения, давление сохраняется постоянным, и она перемещается равномерно, чтобы снова избежать волнистости.
Рис.29
( 4 ) Метод формирования для большого листового металла
Метод формирования: как показано на рис. во время прокатки больших деталей из листового металла в соответствии с требованиями заготовки, а затем она перемещается вперед и назад на прокатном станке, как описано выше.
Рисунок 30 Способ образования деталей крупных листовых металлов
3. F Лейм Процесс выпрямляяПлатное выпрямление — выпрямление деформированной стали, используя локальную плату. .
Металлические материалы обладают свойством теплового расширения и сжатия.
Выпрямление пламенем использует эту новую деформацию для исправления исходной деформации.
1. Положение нагрева, уровень энергии пламени и выпрямление
Эффект выпрямления пламени зависит в основном от положения нагрева и уровня энергии пламени.
Различные положения нагрева могут исправить деформацию в разных направлениях.
Если место выбрано неправильно, оно не только не сможет исправить деформацию, но и сделает деформацию более сложной и серьезной.
2 . Метод нагрева
(1) Точечный нагрев: область нагрева представляет собой точку в форме круга с определенным диапазоном диаметров, поэтому она называется точечным нагревом, как показано на рис. 31а.
31а.
(2) Линейный нагрев: площадь нагрева является линейной в определенном диапазоне, поэтому он называется линейным нагревом, как показано на рис. 31b.
(3) Треугольный нагрев: Метод нагрева, при котором область нагрева имеет треугольную форму, называется треугольным нагревом, как показано на рис. 3-30c.
Рис.31 Метод нагрева
3. Операция правки пламенем
- Правка пламенем центральной выпуклой заготовки
Шаг 1: Металл прижимается к платформе и пластина прижимается к платформе. клипы.
Шаг 2: Выпуклость можно нагреть точечным нагревом, как показано на рис. 32(а).
Пояснение: Можно также использовать линейный нагрев, как показано на рис. 32 (b).
Этап 3 : После выравнивания зажимы постучите молотком в горизонтальном направлении, чтобы освободить зажимы и вынуть листовой металл.
Рис.32 Газовая правка центральной выпуклой заготовки
- Пламенная правка краевых волнистых заготовок
Шаг 1: Используйте зажимы, чтобы прижать лист к платформе с трех сторон, и не зажимайте ту сторону, где волнистая деформация сосредоточена, как показано на рисунке 33.
Шаг 2∶Нагревайте плату линейно, начиная с плоского места по обеим сторонам выпуклости, а затем округляя до выпуклости, порядок нагрева, как показано стрелки на рис. 33.
Объяснение:
Длина нагревательной линии обычно составляет от 1/3 до 1/2 ширины доски, а расстояние нагревательной линии зависит от высоты выпуклости; чем выше выпуклость, тем ближе должно быть расстояние, которое обычно составляет от 20 до 50 мм.
При наличии неровностей после первого нагрева можно повторить второе нагревательное правление, но положение нагревательной линии должно быть совмещено с первым.
Рис. 33 Газовая правка заготовок с волнистыми кромками
Услуги по выпрямлению стали | Forte Precision Metals, Inc.
Мы в Forte Precision Metals применяем методические услуги по выпрямлению стержней для улучшения материалов до их точной прямолинейности и диаметрального допуска.
Мы помогаем придать правильный внешний вид и размеры сырьевым материалам, таким как стальные стержни, стержни и трубы. После термической обработки эти материалы точно выпрямляются для соблюдения необходимых допусков для дальнейшей обработки.
После термической обработки эти материалы точно выпрямляются для соблюдения необходимых допусков для дальнейшей обработки.
Мы используем современное оборудование и производственные инструменты, чтобы реализовать наш целевой переход от сырья к идеально выпрямленным продуктам для вашего конкретного применения. Мы смогли получить самую высокую точность правки до 1/1000 мм.
Forte Precision Metals включает в себя ротационные правильные машины для доводки стали до требуемых размеров и диаметров. В качестве одной из наших производственных возможностей мы выполняем процедуры ремонта для улучшения деформированных деталей и компонентов.
Мы можем выпрямить прутки как из черных, так и из цветных металлов. Если вы ищете услуги по выпрямлению металла рядом со мной, то вы нашли лучшие услуги по выпрямлению металла рядом с вами.
Наши услуги по правке стали:
- Мощные ротационные правильные машины
- Точность правки до 1/1000 мм0933 Зачем обращаться за услугами по выпрямлению стали?
 00","type":"text"}» data-margin-bottom=»0pt» data-margin-top=»33pt» data-hd-info=»0″ data-line-height=»2″ data-doc-id=»700142000002281042″ data-doc-type=»writer»> Выпрямление стали — это процесс, который необходимо выполнить, чтобы сделать ее прочнее и долговечнее. Выпрямление стали является важным материалом для любого строительного проекта. Эти стержни используются в зданиях, мостах и других конструкциях. Это можно сделать вручную, но это утомительно и может быть пустой тратой времени. Невозможно легко выпрямить сталь без использования тяжелой техники и большого количества времени.
00","type":"text"}» data-margin-bottom=»0pt» data-margin-top=»33pt» data-hd-info=»0″ data-line-height=»2″ data-doc-id=»700142000002281042″ data-doc-type=»writer»> Выпрямление стали — это процесс, который необходимо выполнить, чтобы сделать ее прочнее и долговечнее. Выпрямление стали является важным материалом для любого строительного проекта. Эти стержни используются в зданиях, мостах и других конструкциях. Это можно сделать вручную, но это утомительно и может быть пустой тратой времени. Невозможно легко выпрямить сталь без использования тяжелой техники и большого количества времени.Услуги по правке стали более эффективны, чем традиционные методы. Они используют высокотехнологичное оборудование для быстрого выпрямления стальных стержней и стержней, что делает их более прочными и долговечными, чем раньше.
 Выпрямление стали — это процесс, при котором из стали удаляются изгибы, перегибы и изгибы. Это достигается путем нагревания стали до высоких температур и последующего быстрого охлаждения для достижения определенного уровня эластичности металла.
Выпрямление стали — это процесс, при котором из стали удаляются изгибы, перегибы и изгибы. Это достигается путем нагревания стали до высоких температур и последующего быстрого охлаждения для достижения определенного уровня эластичности металла.Процесс правки стали может быть очень утомительным и трудоемким. Это связано с тем, что выпрямление стальных стержней требует постоянного контроля и точности, чтобы металл сохранял свою форму. Хорошо, что Forte Precision Metals предлагает услуги по выпрямлению прутка, чтобы помочь компаниям и частным лицам сэкономить время и деньги, сохраняя при этом стандарты качества.
Выберите услуги по правке прутков от Forte Precision MetalsForte Precision Metals предлагает лучшие услуги по правке прутков.
 Это компания, которая специализируется на рихтовке и изготовлении металлоконструкций. Также компания предоставляет широкий спектр услуг как для малого бизнеса, так и для крупных корпораций. К ним относятся выпрямление стальных стержней, гибка стальных стержней и изготовление стальных изделий на заказ.
Это компания, которая специализируется на рихтовке и изготовлении металлоконструкций. Также компания предоставляет широкий спектр услуг как для малого бизнеса, так и для крупных корпораций. К ним относятся выпрямление стальных стержней, гибка стальных стержней и изготовление стальных изделий на заказ.Выпрямление стальных стержней не сложная задача, но требует много времени и навыков. Forte Precision Metals предлагает лучшие на рынке услуги по выпрямлению прутков.
Выпрямление стальных прутков является важной частью производственного процесса во многих отраслях промышленности.
