
Правка. Способы, инструмент для правки
Содержание страницы
Детали и заготовки из полосового, пруткового или листового материала могут быть погнутыми, кривыми, покоробленными или иметь выпучивания, волнистость и т.п.
Слесарная операция, называемая правкой, позволяет придать заготовкам или деталям правильную геометрическую форму, в соответствии с требованиями чертежей или функциональным назначением.
Правку деталей и заготовок производят в холодном или в нагретом состоянии. В последнем случае допускается стальные заготовки и детали нагревать до температуры 1100–850 °С, а дюралюминиевые — до 470–350 °С.
Правка металла может быть ручной и машинной (на правильных валках, прессах и всякого рода приспособлениях).
При выборе способа правки учитывают характер материала, размер детали (заготовки) и величину прогиба.
1. Оснастка для правки
Ручная правка листового металла и заготовок из него производится молотками на правильных плитах и специальных рихтовальных бабках.
Правильные плиты (рис. 1, а) могут быть из серого чугуна сплошной конструкции или с ребрами или стальными (рис. 1, б).
Рис. 1. Правильная плита: а — чугунная; б — стальная
Рабочая поверхность плиты должна быть ровной и чистой. Плита должна быть массивной, тяжелой и достаточно устойчивой, чтобы при ударах молотка не было никаких сотрясений.
Плиты устанавливают на металлических или деревянных подставках, которые могут обеспечить кроме устойчивости и необходимую горизонтальность.
Вокруг плиты должно быть достаточно места, чтобы можно было свободно работать.
Рихтовальные бабки (рис. 2, а) изготовляют из стали с термической обработкой. Рабочая поверхность бабки может быть цилиндрической или сферической радиусом 150–200 мм. В качестве рихтовальной бабки для правки хорошо себя зарекомендовал рельс длиной 0,5–1 м. Рельс обладает хорошей устойчивостью, мало подвижен при ударах молотка, не оставляет следов от молотка, не деформируется и удобен для перемещения по плите.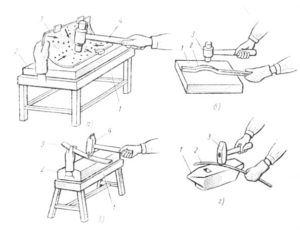
Рис. 2. Инструмент для правки металла: а — рихтовальные бабки; б — молоток
При ручной правке лучше использовать молотки с круглым, а не квадратным бойком, так как углами квадратного бойка можно повредить поверхность выпрямляемого листа. Молоток для правки должен обладать гладкой и хорошо отшлифованной поверхностью бойка (рис. 2, б).
Для правки деталей с окончательно обработанной поверхностью, а также тонких стальных изделий или заготовок из цветных металлов и сплавов применяют молотки из мягких материалов — медные, латунные, свинцовые, деревянные.
При правке особо тонкого металла пользуются металлическими и деревянными брусками — гладилками.
Правку деталей с обработанной поверхностью стальным молотком следует проводить, используя прокладку из мягкого металла.
Для правки тонкого листового и полосового металла служат также металлические и деревянные гладилки и бруски.
2. Основные приемы правки металла вручную
Поступающие на слесарную обработку заготовки могут быть деформированы и нуждаются в правке, иногда говорят, в рихтовке. Заготовка из листового проката может быть деформирована во время погрузочных работ и транспортировки или деформация может возникнуть в результате остаточных напряжений после механической или термической обработки и др. Волнистая поверхность заготовки из листа может образоваться в результате наличия сжатых волокон, остаточных напряжений на одной из поверхностей листа, что определяет направление вогнутости; изгиб по длине в плоскости; изгиб на ребро свидетельствует о том, что край заготовки, куда направлена изогнутость, сжат или деформирован больше противоположного; если у заготовки деформация в виде спирали, то это свидетельствует о том, что у заготовки края более вытянуты, чем осевая линия, и т.д.
Заготовка из листового проката может быть деформирована во время погрузочных работ и транспортировки или деформация может возникнуть в результате остаточных напряжений после механической или термической обработки и др. Волнистая поверхность заготовки из листа может образоваться в результате наличия сжатых волокон, остаточных напряжений на одной из поверхностей листа, что определяет направление вогнутости; изгиб по длине в плоскости; изгиб на ребро свидетельствует о том, что край заготовки, куда направлена изогнутость, сжат или деформирован больше противоположного; если у заготовки деформация в виде спирали, то это свидетельствует о том, что у заготовки края более вытянуты, чем осевая линия, и т.д.
Выяснить причину деформации заготовки необходимо для принятия решения о методе ее правки, рихтовки.
Правка полосового материала по плоскости производится в следующей последовательности. Искривленною полосу кладут на плиту и, придерживая ее левой рукой, по выпуклым местам полосы наносят удары молотком, при этом удары наносят сначала по краям выпуклости широкой стороны и постепенно приближаются к середине выпуклости, поворачивая по мере необходимости полосу с одной стороны на другую. Сила удара регулируется в зависимости от размеров полосы и степени искривления.
Сила удара регулируется в зависимости от размеров полосы и степени искривления.
Молоток при правке держат за конец рукоятки, несильно зажимая ее в руке. При ударе молоток нужно опускать на лист вертикально всей площадью бойка. В момент удара молоток будет обязательно отскакивать. Этим движением следует научиться управлять так, чтобы отскакивание молотка от листа вверх было направлено по вертикали к плите.
Результаты правки (прямолинейность заготовки) оценивают на глаз или же на правильной плите с помощью линейки.
Выправив широкую сторону заготовки, приступают к правке ребер. После одного-двух ударов полосу поворачивают с одного ребра на другое.
При правке полосы, изогнутой на ребро, удары наносят по широкой плоскости. Прижав левой рукой полосу к плите, наносят удары молотком по всей длине полосы, постепенно переходя от нижней кромки к верхней. На рис. 3 указана стрелками схема направлений и последовательности ударов при правке изогнутости заготовки на ребро.
Рис. 3. Схема правки изогнутости заготовки на ребро
3. Схема правки изогнутости заготовки на ребро
У нижней кромки наносят сильные удары, а по мере приближения к верхней силу ударов уменьшают, но увеличивают их частоту. При таком способе правки нижняя кромка постепенно вытягивается больше, чем верхняя, и полоса выравнивается. Правку прекращают, когда верхняя и нижняя кромки становятся прямолинейными.
Правку изогнутого листа, имеющего поперечные волны — волнистость, выполняют на правильной плите, придерживая его одной рукой, а другой — наносят легкие удары молотком по выступающим частям листа вдоль поперечных волн. Сначала правят лист с одной стороны, а затем его переворачивают и правят с другой стороны.
При наличии выпуклости в середине заготовки ее кладут на плиту и выпуклости обводят мелом. Затем наносят частые удары молотком от края листа по направлению к выпуклости. По мере приближения к выпуклости удары молотком следует делать чаще и слабее. Если на заготовке имеется волнистость по краям, то удары молотком наносят по направлению от середины заготовки к ее краям.
После устранения выпуклостей и волнистости лист переворачивают и легкими ударами молотка окончательно восстанавливают его прямолинейность.
В процессе правки нужно следить за тем, чтобы на поверхности листа не оставались следы от ударов молотком. Эту работу удобно выполнять, перемещая заготовку вдоль рихтовальной бабки или по поверхности рельса, на котором производится правка.
При правке тонкого листового материала пользуются легкими деревянными, медными, латунными или свинцовыми молотками. Приемы правки такие же, как и стальными молотками.
Правку весьма тонкого листового материала осуществляют на чистой, ровной (без забоин и других неровностей) поверхности скольжением без особой нагрузки металлических или деревянных брусков-гладилок, имеющих ровную и гладкую поверхность. При правке лист периодически переворачивают.
3. Правка листового металла на вальцах
Для правки деталей из листового металла могут быть также использованы вальцы.
В ручных вальцах правят обычно заготовки из листа толщиной до 3 мм.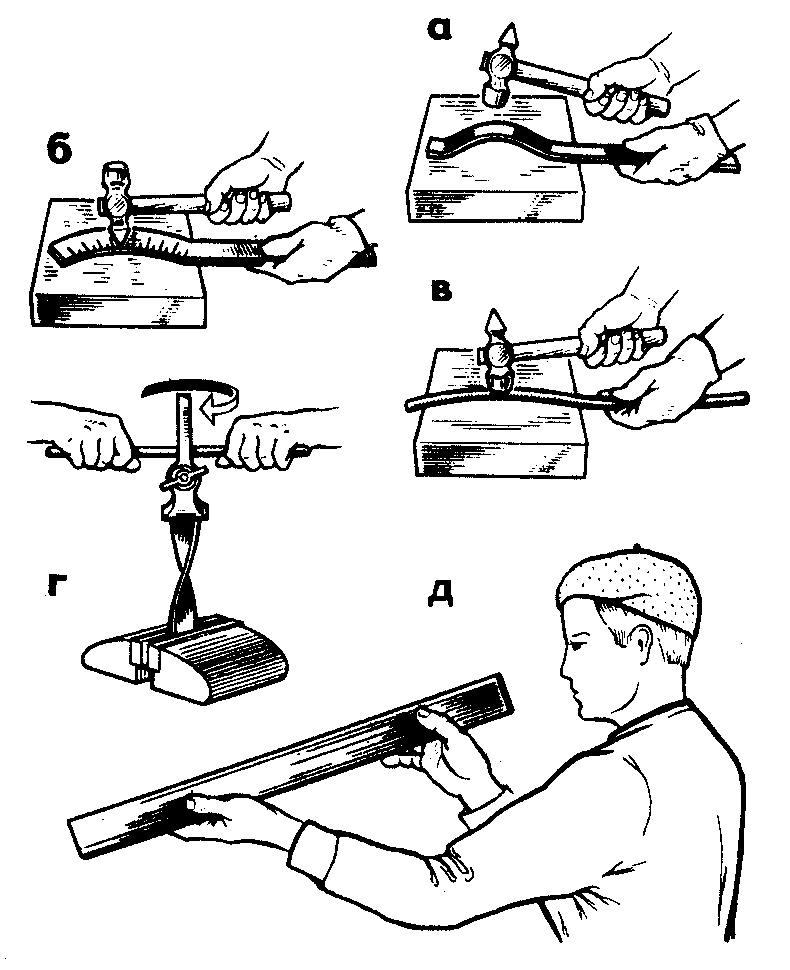 Валки 1 и 3 расположены один над другим (рис. 4), и в зависимости от толщины заготовки 2 их можно удалять друг от друга или сближать между собой. Также может быть поднят или опущен расположенный сзади третий валок 4. Валки должны быть отрегулированы так, чтобы они не были сильно прижаты друг к другу.
Валки 1 и 3 расположены один над другим (рис. 4), и в зависимости от толщины заготовки 2 их можно удалять друг от друга или сближать между собой. Также может быть поднят или опущен расположенный сзади третий валок 4. Валки должны быть отрегулированы так, чтобы они не были сильно прижаты друг к другу.
Рис. 4. Схема работы ручных вальцов
Заготовку (лист или полосу) устанавливают между двумя передними валками и, вращая рукоятку по часовой стрелке, пропускают между валками.
Часто для полного устранения выпуклостей и вмятин заготовки приходится пропускать между валками несколько раз. Заготовки толщиной 3–6 мм правят на вальцах с электроприводом.
4. Правка закаленных деталей
Закаленные детали выправляют носиком молотка (рис. 5). Деталь при этом лучше располагать не на плоской плите, а на рихтовальной бабке, имеющей гладкую поверхность. Удары при правке наносят не по выпуклой, а по вогнутой стороне детали.
Рис. 5. Правка закаленных деталей
При правке закаленную полосу (линейку и пр. ) кладут на рихтовальную бабку выпуклостью вниз, носиком молотка наносят не сильные, но частые удары по впадине, начиная с ее середины и постепенно переходя к краям; затем, перехватив левой рукой деталь за второй конец, производят правку другой ее части. В процессе правки периодически проверяют стрелу прогиба детали.
) кладут на рихтовальную бабку выпуклостью вниз, носиком молотка наносят не сильные, но частые удары по впадине, начиная с ее середины и постепенно переходя к краям; затем, перехватив левой рукой деталь за второй конец, производят правку другой ее части. В процессе правки периодически проверяют стрелу прогиба детали.
Удары молотком должны быть не сильными, чтобы не сломать деталь.
5. Правка прутков и валов
Короткие прутки диаметром до 12 мм правят на рихтовальной бабке в виде бруска или рельса на правильной плите, нанося молотком удары по выпуклостям и искривленным местам. Искривления малого радиуса правят поперек бруска, а большого — вдоль, добиваясь уменьшения кривизны. В положении равновесия пруток на бруске в свободном состоянии наружной поверхностью будет указывать на выпуклость. После устранения заметных выпуклостей добиваются прямолинейности прутка правкой на плите, нанося легкие удары по всей его длине и одновременно поворачивая его левой рукой. Выпрямленный пруток свободно перекатывается по поверхности правильной плиты.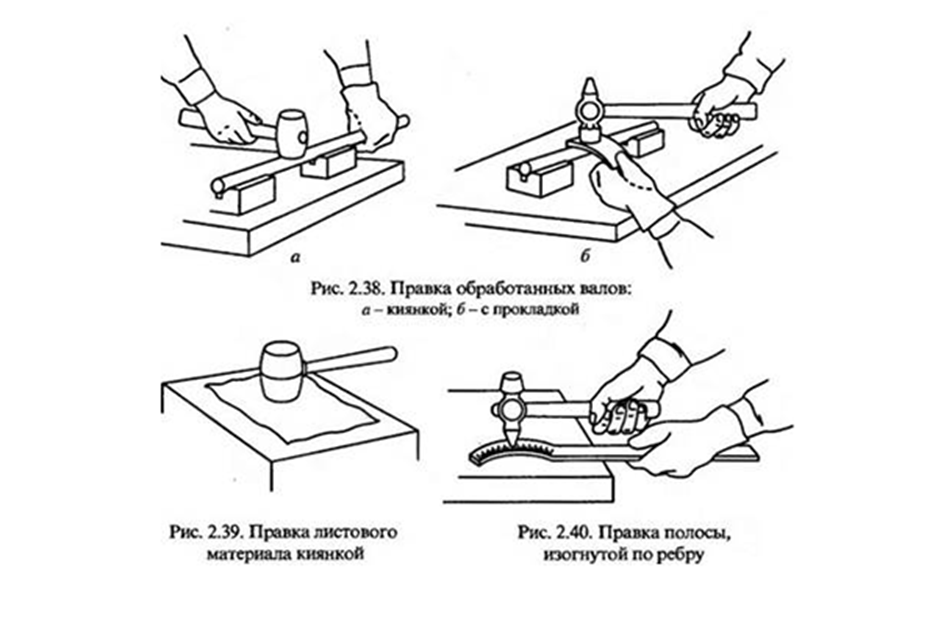
Правка прутков и валов диаметром свыше 12 до 30 мм осуществляется на призмах и ручных прессах. Перед правкой при перекатывании прутка по плите отмечают мелом выпуклые места, которые отрываются от плиты. При ручной правке пруток устанавливают на призмы выпуклым местом вверх так, чтобы призмы отстояли от отметки на расстоянии 50-100 мм и наносят удары по выпуклому месту молотком со вставками из мягкого металла (меди, свинца). Если правку производят стальным молотком, то применяют подкладки из мягких металлов. Стрелу прогиба контролируют при перекатывании прутка по плите.
На ручных прессах (рис. 6) производят правку валов с контролем величины прогиба. При правке валов производят проверку и исправление центровых гнезд.
Рис. 6. Оборудование для правки деталей типа валов: а — скоба-пресс; б — ручной винтовой пресс
После этого вал ставят в центре приспособления для измерения величины (стрелы) прогиба. Значение стрелы прогиба определяют как половину величины биения вала, показываемого индикатором.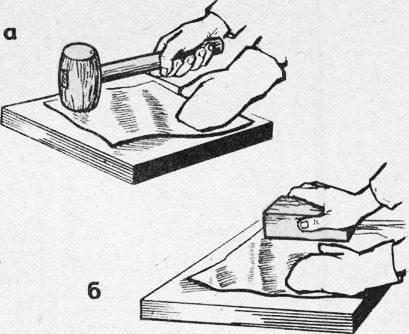
Для правки вал 4 (рис. 7) ставят на призмы или опоры 5 винтового или гидравлического пресса выпуклой стороной кверху и перегибают нажимом винта или штока 3 пресса через мягкую прокладку 2 так, чтобы обратная стрела прогиба f1 была в 10–15 раз больше того прогиба f, который имел вал до правки. Точность правки контролируют индикатором 1.
Рис. 7. Схемы холодной правки вала: а — монтажная; б — расчетная; 1 — индикатор; 2 — прокладка; 3 — шток пресса; 4 — вал; 5 — опора
Распространен также метод двойной правки валов, применение которого значительно увеличивает сопротивляемость выправленного вала повторным деформациям. Двойную правку выполняют следующим образом.
Подлежащий правке вал устанавливают на призмах (рис. 8) выпуклостью вверх и плавно нажимают на него винтом или штоком пресса. Усилие нажима должно быть таким, чтобы вал после этого остался прогнутым в обратную сторону на ту же величину. Затем указанная операция повторяется, но уже с таким усилием нажима, чтобы вал оказался выправленным.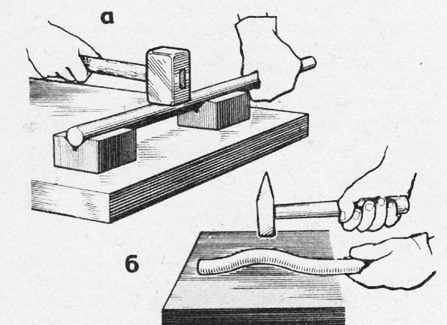 Для повышения устойчивости формы детали и снятия внутренних напряжений, возникающих в результате правки, производят отпуск при 400–450° С в течение 0,5–1 ч. Продолжительность нагрева устанавливается в зависимости от размеров детали.
Для повышения устойчивости формы детали и снятия внутренних напряжений, возникающих в результате правки, производят отпуск при 400–450° С в течение 0,5–1 ч. Продолжительность нагрева устанавливается в зависимости от размеров детали.
Рис. 8. Схема двойной правки вала: а — первая правка вала; б — форма вала после первой правки; в — вторая правка вала; г — вал после второй правки
Часто для этой цели при холодной правке валов, тяг и других деталей применяют наклеп вогнутой поверхности в положении, при котором выпрямляемая деталь прогнута винтом или штоком пресса в направлении, обратном изгибу. Легкие удары молотком по выпуклой стороне детали через медную прокладку вызывают растяжение волокон на этой стороне вала. После небольшой выдержки усилие от прогиба винтом или штоком пресса снимают и вал подвергают проверке.
Правка наклепом может производиться также следующим образом. Изогнутый вал укладывают на жесткую ровную плиту прогибом вниз (рис. 9). Затем молотком наносят частые легкие удары по поверхности вала до устранения просвета между его поверхностью и плитой.
9). Затем молотком наносят частые легкие удары по поверхности вала до устранения просвета между его поверхностью и плитой.
Рис. 9. Правка вала наклепом: а — момент правки; б — выправленный вал
После этого вал проверяют на биение индикатором или рейсмусом. Термическая обработка вала после правки не требуется. Наклепом чаще всего правят валы, имеющие шпоночный паз по всей длине. Если такой вал выгнут в сторону шпоночного паза, то его проще всего выправить путем наклепа дна шпоночного паза в наиболее вогнутой точке. Наклеп производят нанесением легких ударов молотком по закаленной пластинке, которую постепенно перемещают по дну паза.
Стальные детали при температуре ниже 0° С править холодным способом не следует, так как это может привести к их поломке.
Правку горячим способом при ремонте применяют реже, так как этой операции обычно приходится подвергать полностью обработанные детали, подогрев которых может вызвать окисление поверхности и деформацию детали.
При невозможности выправить деталь в холодном состоянии ее подогревают до температуры ковки. Править при температуре 150–450° С не рекомендуется; в этом интервале температур в стальной детали могут образоваться трещины.
Горячий способ относительно чаще применяется для правки валов большого диаметра. Обычно при этом деталь подвергают местному нагреву пламенем газовой горелки при круговом вращении вала. Нагретый вал выправляют изгибанием домкратом, прессом или быстрым охлаждением небольшой площади на выпуклой стороне. В результате одностороннего охлаждения вал стремится перегнуться в противоположную сторону. Для проведения этого процесса нагретую поверхность быстро укрывают асбестом, оставляя открытым лишь место охлаждения. Вал располагают таким образом, чтобы охлаждаемое место было обращено вниз, после чего снизу подают охлаждающую воду.
Для листового металла можно использовать также метод газопламенной правки. По этому методу на отмеченные места, подлежащие выпрямлению, направляют струю пламени газовой горелки, нагревая неровности до красно-вишневого цвета (600–700° С). Нагретый металл расширяется, а затем при остывании под влиянием сил сжатия выпрямляется. Этим методом, ускоряющим процесс правки, можно править также валы, оси, трубы, уголки.
Нагретый металл расширяется, а затем при остывании под влиянием сил сжатия выпрямляется. Этим методом, ускоряющим процесс правки, можно править также валы, оси, трубы, уголки.
Просмотров: 4 408
Правка и рихтовка металла (холодным способом)
Правка и рихтовка металла (холодным способом)
Категория:
Гибка и правка металла
Правка и рихтовка металла (холодным способом)
Правка и рихтовка представляют собой операции по выправке металла, заготовок и деталей, имеющих вмятины, выпучины, волнистость, коробление, искривления и др. Правка и рихтовка имеют одно и то же назначение, но отличаются приемами выполнения и применяемыми инструментами и приспособлениями.
Листовой материал и заготовки из него могут быть покороблены по краям и в середине, иметь изгибы и местные неровности в виде вмятин и выпучин различных форм. При рассмотрении деформированных заготовок можно заметить, что вогнутая сторона их короче выпуклой. Волокна на выпуклой стороне растянуты, а на вогнутой сжаты.
Волокна на выпуклой стороне растянуты, а на вогнутой сжаты.
Металл подвергается правке как в холодном, так и в нагретом состоянии. Выбор способа зависит от величины прогиба, размеров и материала изделия.
Правка может выполняться ручным способом — на стальной или чугунной плите, или на наковальне — и машинным — на правильных вальцах, прессах.
Правильную плиту изготовляют достаточно массивной, масса ее не менее чем в 80—150 раз больше массы молотка. Пра-вйльные плиты изготовляют из стали, из серого чугуна монолитными или с ребрами жесткости.
Плиты бывают следующих размеров: 400 х 400; 750 х 1000; 1000 х 1500; 1500х 2000; 2000х 2000; 1500х 3000 мм. Рабочая поверхность плиты должна быть ровной и чистой. Устанавливают плиты на металлические или деревянные подставки, обеспечивающие кроме устойчивости и горизонтальность положения.
Рихтовальные бабий используют для правки (рихтовки) закаленных деталей, изготовляют их из стали и закаливают. Рабочая часть поверхности может быть цилиндрической или сферической радиусами 150-200 мм.
Молотки для правки применяют с круглым гладким полированным бойком. Молотки с квадратным бойком оставляют следы в виде забоин (квадратов, углов).
Для правки закаленных деталей (рихтовки) применяют молотки с радиусным бойком (массой 400 — 500 г) из стали У10. Хорошо зарекомендовали себя рихтовальные молотки, оснащенные твердым сплавом, корпус которых выполняют из стали У7 и У8. В рабочие концы молотка вставляют пластинки твердого сплава ВК8 и ВК6. Рабочую часть бойка затачивают и доводят по радиусу до 0,05-0,1 мм.
Молотки со вставными бойками из мягких металлов применяют при правке деталей с окончательно обработанной поверхностью и деталей или заготовок из цветных металлов и сплавов. Вставные бойки могут быть медные, свинцовые или деревянные.
Гладилки (деревянные или металлические бруски) применяют при правке тонкого листового и полосового металла.
Рис. 1. Правильная плита (а), рихтовальные бабки (б)
Рис. 2. Рихтовальные молотки: а — с радиусным бойком, б — с круглым гладким полированным
Рис. 3. Правка металла:
а — проверка на глаз, б — момент правки
3. Правка металла:
а — проверка на глаз, б — момент правки
—
Правку и рихтовку стальных листовых и полосовых заготовок производят для придания им плоскостности. Основным инструментом и приспособлениями для правки и рихтовки деталей при сборочных работах являются молотки, правильные плиты и рихтовочные специальные бабки.
Для правки применяют молотки с круглым сферическим или гладким бойком для того, чтобы не оставлять забоин на заготовке. Для правки закаленных деталей (рихтовки) применяют молотки с радиусным бойком. При изготовлении рихтовочного молотка нужно в прорезь его корпуса плотно запрессовать пластинку из твердого сплава ВК6 или ВК8 и заточить ее радиусом 0,1 — 0,2 мм.
Для правки деталей с окончательно обработанной поверхностью и деталей из цветных металлов и сплавов применяют молотки со вставными бойками из мягких металлов. Вставные бойки могут быть медные, свинцовые и деревянные в зависимости от материала обрабатываемой детали. Правке или рихтовке подвергают детали как в холодном, так и в нагретом состоянии.
Правку можно выполнять ручным способом на стальной или чугунной плите или наковальне и машинным — на правильных вальцах.
Правильную плиту изготовляют из стали, серого чугуна, монолитной или с ребрами жесткости, и обязательно устанавливают на массивной деревянной опоре (столе) для того, чтобы в процессе правки поглощался шум. Рабочая поверхность плиты должна быть ровной и чистой. Плиту размером свыше 750X 1000 мм устанавливают на деревянных столах, которые должны обеспечить устойчивость и горизонтальность ее положения.
Рис. 4. Приемы рихтовки заготовок из листового (а), полосового (б, в) и пруткового (г) материала
Детали обычно правят вручную с помощью различных инструментов и приспособлений, реже для этой цели применяют гидравлические прессы. При правке и рихтовке независимо от формы и толщины детали необходимо надевать рукавицы.
При правке и рихтовке независимо от формы и толщины детали необходимо надевать рукавицы.
Детали из листового материала (для трактора, автомобиля, комбайна и др.) могут быть покороблены по краям и в середине, иметь изгибы и местные неровности в виде вмятин и выпучин различной формы. При рассмотрении деформированных деталей можно заметить, что вогнутая сторона их короче выпуклой. Волокна на выпуклой стороне растянуты, а на вогнутой сжаты. Для того чтобы выровнять поверхность детали, нужно положить ее на плиту, установленную на специальном деревянном столе. Правку листового материала толщиной от 0,5 до 1,2 мм производят перекрест ным способом. Удары молотком должны быть частые и легкие их надо наносить от края к центру выпучины. При этом левой рукой придерживая деталь, все время перемещают ее по плите и меняют место нанесения удара молотком.
Выпуклые участки обводят мелом или мягким графитовым карандашом, затем заготовку кладут на плиту выпуклыми участками вверх, так, чтобы края ее не свешивались, а лежали полностью на опорной поверхности плиты. Правку начинают с ближайшего к вмятине края, по которому наносят ряд ударов молотком в пределах, отмеченных мелом. Затем наносят удары по другому краю. После этого по первому краю наносят повторные удары, указанные точками на детали 3, и переходят опять ко второму краю и так до тех пор, пока постепенно не приблизятся к середине. Удары молотком наносят часто, но не сильно, особенно перед окончанием правки. Не допускают несколько ударов по одному и тому же месту, так как это может привести к образованию новой неровности.
Правку начинают с ближайшего к вмятине края, по которому наносят ряд ударов молотком в пределах, отмеченных мелом. Затем наносят удары по другому краю. После этого по первому краю наносят повторные удары, указанные точками на детали 3, и переходят опять ко второму краю и так до тех пор, пока постепенно не приблизятся к середине. Удары молотком наносят часто, но не сильно, особенно перед окончанием правки. Не допускают несколько ударов по одному и тому же месту, так как это может привести к образованию новой неровности.
Под ударами молотка материал вокруг выпуклого места вытягивается и постепенно выравнивается. Если на поверхности детали на небольшом расстоянии друг от друга имеется несколько выпуклых мест, под ударами молотка выпуклости соединяются в одну, которую правят молотком вокруг ее границ.
Тонкие листы правят легкими деревянными молотками (киянками) или молотками с деревянными наконечниками, медными, латунными или свинцовыми молотками, а очень тонкие листы выглаживают на ровной плите металлическими или деревянными брусками.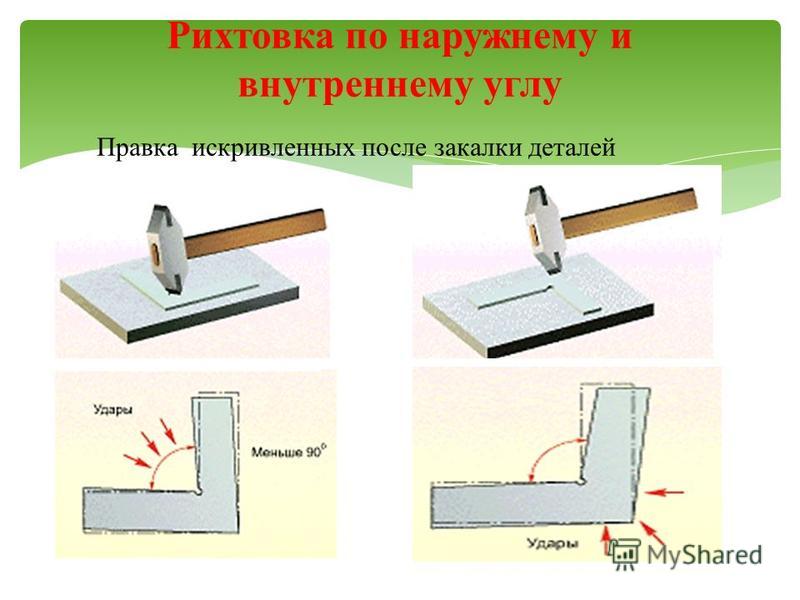
Правку полосового металла осуществляют в следующем порядке. Изгиб отмечают мелом, после чего надевают на левую руку рукавицу, в правую берут молоток и в левую полосу. Полосу располагают на плите так, чтобы она лежала выпуклостью вверх, соприкасаясь с плитой в двух точках. Наносят удары по выпуклым частям, регулируя силу удара в зависимости от толщины полосы и величины кривизны (чем больше искривление и чем толще полоса, тем сильнее удары). По мере выправления полосы силу удара уменьшают и чаще поворачивают полосу с одной стороны на другую до полного выправления. При нескольких выпуклостях сначала выправляют крайние, а затем средние.
Результаты правки (прямолинейность заготовки) проверяют на глаз, а при необходимости более точного контроля — на разметочной плите по просвету или наложением линейки на полосу.
После закалки стальные детали иногда коробятся. Правку закаленных деталей называют рихтовкой. В зависимости от характера рихтовки применяют различные молотки с закаленным бойком или специальные рихтовочные молотки с закругленной узкой стороной бойка.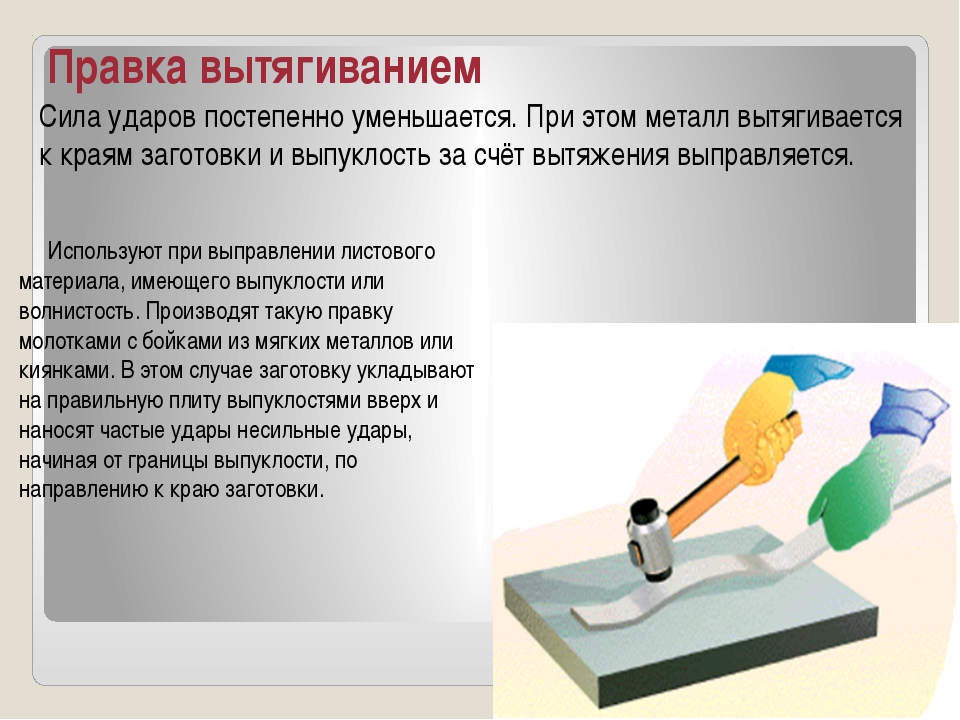 Деталь при этом лучше располагать не на плоской плите, а на рихтовочную бабке с выпуклой поверхностью. Удары наносят рихтовочным молотком не по выпуклой, а по вогнутой стороне поверхности полосовой детали 3. Прежде чем приступить к рихтовке детали, нужно в первую очередь определить место изгиба. Затем надеть на левую руку рукавицу и положить деталь на рихтовочную бабку, установленную на деревянном столе. После этого рихтовочным молотком 4 наносят легкие удары по вогнутой поверхности детали, при этом деталь перемещают вверх и вниз по поверхности бабки и периодически проверяют прямолинейность лекальной линейкой или на контрольной плите с помощью щупа.
Деталь при этом лучше располагать не на плоской плите, а на рихтовочную бабке с выпуклой поверхностью. Удары наносят рихтовочным молотком не по выпуклой, а по вогнутой стороне поверхности полосовой детали 3. Прежде чем приступить к рихтовке детали, нужно в первую очередь определить место изгиба. Затем надеть на левую руку рукавицу и положить деталь на рихтовочную бабку, установленную на деревянном столе. После этого рихтовочным молотком 4 наносят легкие удары по вогнутой поверхности детали, при этом деталь перемещают вверх и вниз по поверхности бабки и периодически проверяют прямолинейность лекальной линейкой или на контрольной плите с помощью щупа.
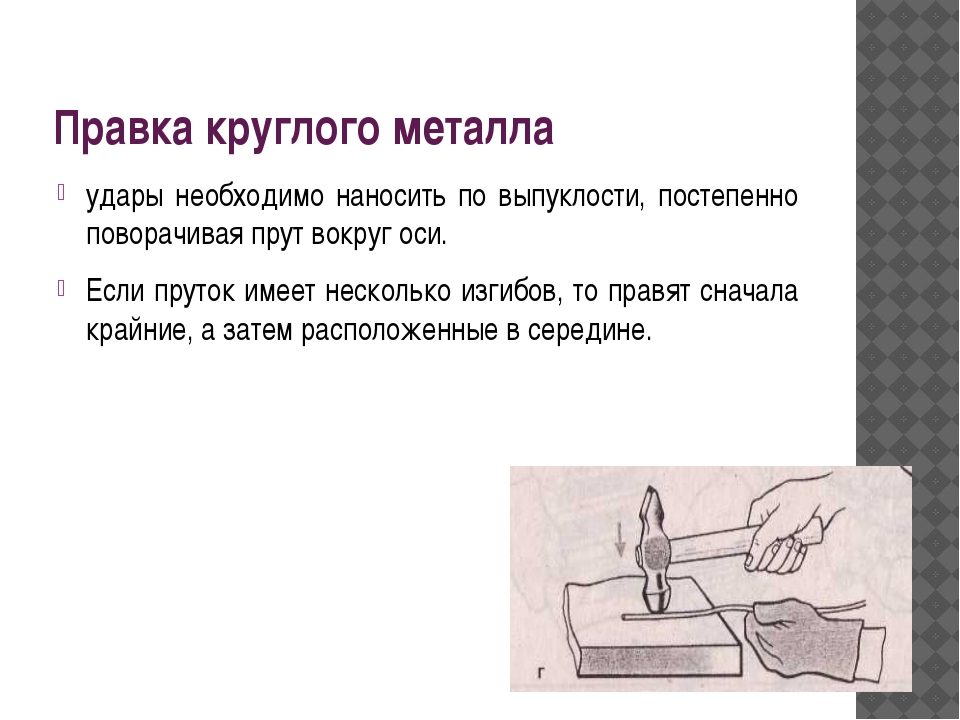
При правке заготовок из прутка на выпуклой стороне мелом отмечают границы изгибов. Затем надевают на левую руку рукавицу, в правую берут молоток и укладывают пруток на наковальню выпуклостью вверх. Удары молотком наносят по выпуклой части от краев изгиба к середине. Сила удара зависит от диаметра прутка и величины изгиба. По мере выправления изгиба силу удара уменьшают, заканчивая правку легкими ударами при поворачивании прутка вокруг оси.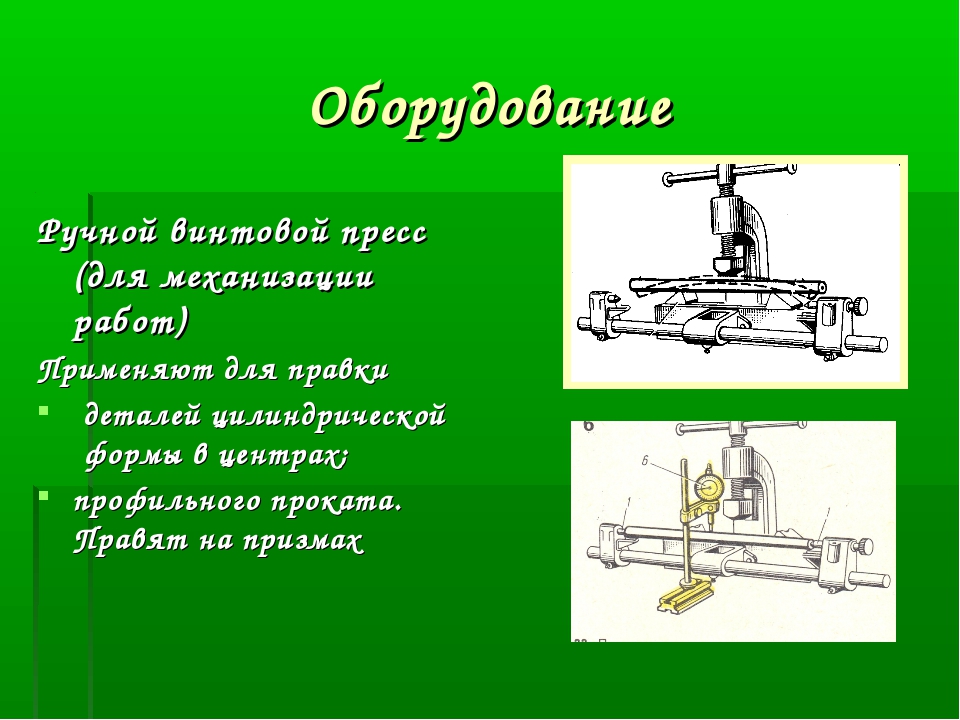
Рис. 5. Рихтовка заготовок квадратного сечения
Детали квадратного сечения правят в такой последовательности: выявляют покоробленные участки, устанавливают места, где имеется больше вогнутых и выпуклых изгибов, и приступают к правке или рихтовке так, как было указано выше.
На рис. 5, а показан способ рихтовки штанги квадратного сечения с установленными на ней ножами на круглой бабке рихтовочным молотком. Перед рихтовкой надевают на левую руку рукавицу и захватывают конец штанги, после чего укладывают штангу на поверхность бабки так, чтобы вогнутая поверхность находилась в центре металлического рихтовочного диска бабки. Затем бойком рихтовочного молотка наносят легкие поперечные удары по поверхности штанги, а левой рукой перемещают штангу вперед и назад по поверхности диска до тех пор, пока не выровняются плоскости штанги.
Если ножи штанги не параллельны друг другу, ее устанавливают в тиски между планками и на вилку стойки.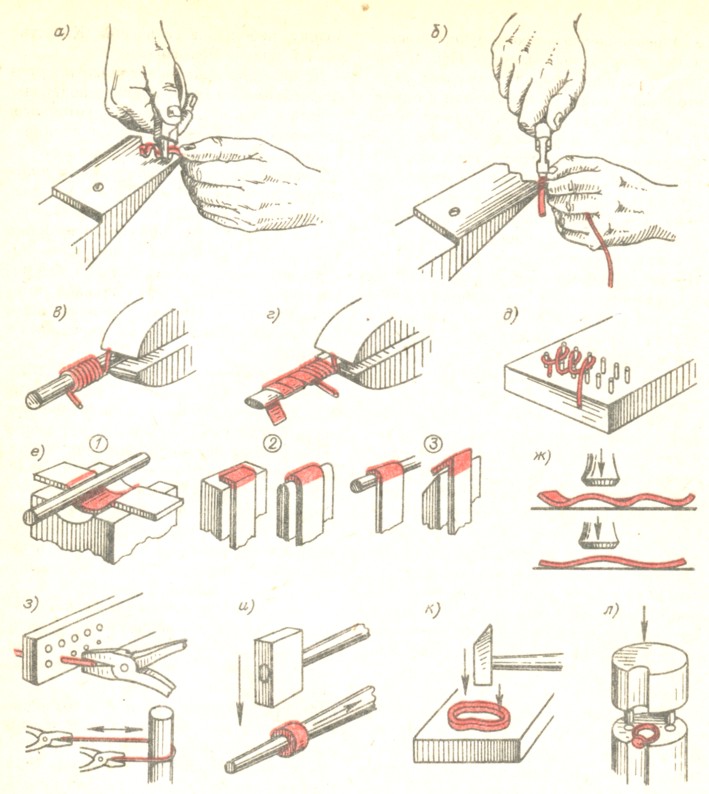 Вилку закрепляют гайкой, а губки тисков зажимают так, чтобы штанга не провисала. Затем правой рукой снизу на штангу надевают специальный рычаг (плечо рычага 500 мм). Придерживая штангу левой рукой, правой рукой нажимают на конец рычага и выравнивают штангу так, чтобы ножи ее стали параллельны друг другу. Освободив штангу из тисков, устанавливают ее на вилку на уровне глаз и закрепляют гайкой. Затем проверяют параллельность расположения ножей.
Вилку закрепляют гайкой, а губки тисков зажимают так, чтобы штанга не провисала. Затем правой рукой снизу на штангу надевают специальный рычаг (плечо рычага 500 мм). Придерживая штангу левой рукой, правой рукой нажимают на конец рычага и выравнивают штангу так, чтобы ножи ее стали параллельны друг другу. Освободив штангу из тисков, устанавливают ее на вилку на уровне глаз и закрепляют гайкой. Затем проверяют параллельность расположения ножей.
Реклама:
Читать далее:
Правка металла
Статьи по теме:
Правка полосового, листового металла. Правка пруткового материала. Правка (рихтовка) закаленных деталей.
Наличие кривизны у деталей проверяется на глаз или же подлежащую правке деталь кладут на плиту и по зазору между плитой и деталью определяют есть ли кривизна. Изогнутые места отмечают мелом.
При правке нужно правильно выбирать места, по которым следует наносить удары. Удары должны быть меткие, соразмерные с величиной кривизны, и постепенно уменьшаться по мере передвижения от наибольшего изгиба к наименьшему. Работа считается законченной, когда все неровности исчезнут и деталь окажется прямой, что можно проверить наложением линейки. Выпрямленную деталь или заготовку необходимо правильно располагать на плите. Работать следует в рукавицах.
Работа считается законченной, когда все неровности исчезнут и деталь окажется прямой, что можно проверить наложением линейки. Выпрямленную деталь или заготовку необходимо правильно располагать на плите. Работать следует в рукавицах.
Правка полосового металла. Осуществляется в следующем порядке: обнаруженный изгиб отмечают мелом, после чего искривленную деталь берут за конец левой рукой и кладут на плиту или наковальню изогнутой частью кверху. В правую руку берут молоток и наносят удары по выпуклым местам широкой стороны, производя сильные удары по наибольшей выпуклости и уменьшая их в зависимости от величины изогнутости; чем больше кривизна и толще полоса, тем сильнее нужно наносить удары, и наоборот, по мере выпрямления полосы ослаблять их, заканчивая правку легкими ударами. Силу ударов следует уменьшать с уменьшением величины пятен.
При правке полосу по мере необходимости надо поворачивать с одной стороны на другую, а закончив правку широкой стороны, приступать к правке ребра. Для этого нужно повернуть полосу на ребро и наносить вначале сильные удары, а по мере устранения кривизны все слабее и слабее по направлению от вогнутого очертания к выпуклому. После каждого удара полосу следует поворачивать с одного ребра на другое.
Для этого нужно повернуть полосу на ребро и наносить вначале сильные удары, а по мере устранения кривизны все слабее и слабее по направлению от вогнутого очертания к выпуклому. После каждого удара полосу следует поворачивать с одного ребра на другое.
Устранение неровностей проверяют на глаз, а более точно — на разметочной плите по просвету или наложением линейки на полосу.
Выправленный материал может иметь дефекты в основном из-за неправильного определения места, по которому нужно наносить удары, неравномерного уменьшения силы удара; отсутствия должной меткости при ударе; оставления забоин и вмятин.
Заготовки, отрезаемые на станках, обычно бывают по краям покороблены и имеют волнистую форму. Правка их производится несколько иначе. Перед правкой покоробленные места обводят мелом или простым графитовым карандашом. После этого заготовку кладут на плиту, прижимают ее левой рукой, а правой начинают наносить удары молотком рядами по всей длине полосы, постепенно переходят от нижней кромки к верхней. Удары наносят сначала сильные, а по мере перехода к верхнему краю с меньшей силой, но чаще.
Удары наносят сначала сильные, а по мере перехода к верхнему краю с меньшей силой, но чаще.
Правка листового металла. Это более сложная операция. Образующиеся на заготовках выпуклости чаще всего разбросаны по всей поверхности листа или же находятся в середине, поэтому при правке заготовок с выпучинами нельзя наносить удары молотком по выпуклому листу, так как от этого они не только не уменьшатся, а, наоборот, еще больше вытянутся (рис. 1, б).
Перед тем как приступить к правке заготовок с выпучинами, нужно проверить и установить, где больше вытянут металл. Выпуклые места в виде выпучин обвести карандашом или мелом. После этого положить заготовку так, чтобы ее края лежали всей поверхностью, а не свешивались. Затем, поддерживая лист левой рукой, правой наносят ряд ударов молотком от края листа по направлению к выпуклости.
Удары по мере приближения к выпуклости нужно наносить все слабее, но чаще.
Правка тонких листов производится деревянными молотками-киянками, а очень тонкие листы кладут на ровную плиту и выглаживают гладилками.
Правка пруткового материала. Короткие прутки правят на правильных плитах, нанося молотком удары по выпуклым местам и искривлениям. Устранив выпуклости, добиваются прямолинейности, нанося легкие удары по всей длине прутка и поворачивая его левой рукой. Прямолинейность проверяется на глаз или по просвету между плитой и прутком.
Сильно пружинящие, а также очень толстые заготовки правят на двух призмах, нанося удары через мягкую прокладку во избежание забоев на заготовке. Если же усилия, развиваемого молотком, недостаточно для выполнения правки, то применяют ручные или механические прессы. В этом случае заготовку устанавливают на призмы выпуклой частью вверх и давят на изогнутую часть.
Правка (рихтовка) закаленных деталей. После закалки стальные детали иногда коробятся. Правка закаленных деталей называется рихтовкой. Точность рихтовки может быть достигнута в пределах от 0,01 до 0,05 мм.
В зависимости от характера рихтовки применяют различные молотки: при рихтовке точных деталей, на которых следы ударов молотка не допустимы, применяют мягкие молотки (из меди, свинца). Если же при рихтовке приходится вытягивать, удлинять металл, применяют стальные молотки весом от 200 до 600 г с закаленным бойком или специальные рихтовальные молотки с острыми бойками.
Если же при рихтовке приходится вытягивать, удлинять металл, применяют стальные молотки весом от 200 до 600 г с закаленным бойком или специальные рихтовальные молотки с острыми бойками.
Изделия толщиной не менее 5 мм, если они прокалены не насквозь, а только на глубину 1-2 мм, имеют вязкую сердцевину, поэтому рихтуются сравнительно легко, и их можно рихтовать, как сырые детали, т. е. наносить удары по выпуклым местам.
Тонкие изделия (тоньше 5 мм) всегда прокаливают насквозь, поэтому рихтовать их нужно не по выпуклым, а, наоборот, по вогнутым местам. Волокна вогнутой части детали растягиваются, удлиняются от ударов молотка, а волокна выпуклой части сжимаются и деталь выдавливается.
На рис. 2 показана правка угольника. Если угольник имеет острый угол, то рихтовать его нужно у вершины внутреннего угла, если же тупой угол, то у вершины наружного угла. Благодаря такой рихтовке ребра угольника вытянутся и он примет правильную форму с углом 90°.
Рис. 2. Приемы правки (рихтовки) закаленных деталей угольников
2. Приемы правки (рихтовки) закаленных деталей угольников
В случае коробления изделия по плоскости и узкому ребру рихтовка выполняется отдельно: сначала по плоскости, а потом уже по ребрам.
Удаление вмятин (рихтовка авто) | VSTO
Один из видов кузовного ремонта – рихтовка. Она представляет собой выправление частей, чтобы придать машине первоначальный вид. Для проведения такой процедуры требуются определённые навыки, технологии и оборудование.
Удаление вмятин требуется в случае:
- выправления основной геометрии у деталей кузова;
- изменения локальных частей;
- для подготовки деталей к последующей покраске.
Таким способом пользуются при наличии дефектов, которые можно исправить без дорогостоящего ремонта или замены элемента. Разорванные или растянутые детали не подлежат никаким исправлениям, так как не получится полностью восстановить их функциональность.
Процесс удаления вмятин рихтовкой применяется с помощью чётких, сильных ударов по деформированной части. Основным инструментом является ручной молоток, который подбирается по размеру и конструкции для каждого типа машины. Также используются наковальни, ударные штампы, подкладки, шлифовальные машинки и напильники. Перед началом проводится осмотр всех элементов и проводится демонтаж мешающих ремонту частей, после чего вмятины убираются посредством современного оборудования.
Основным инструментом является ручной молоток, который подбирается по размеру и конструкции для каждого типа машины. Также используются наковальни, ударные штампы, подкладки, шлифовальные машинки и напильники. Перед началом проводится осмотр всех элементов и проводится демонтаж мешающих ремонту частей, после чего вмятины убираются посредством современного оборудования.
Технологии устранения вмятин
Существует четыре основных технологии проведения рихтовки, каждая из которых проводится по рекомендации мастеров.
- Вакуумный метод без покраски. Используется в случае образования вмятин любого размера, при котором не был задет слой краски. С помощью присосок металл вытягивается в нужную форму без дополнительного оборудования. Технология запрещена при наличии трещин.
- Ручная рихтовка. Основной способ устранения углублений в кузове машины при помощи небольших ручных приборов. Такой метод проводится при отсутствии риска растягивания металла, так как это может навредить конструкции.
- Усадочный способ. Наиболее эффективный и в то же время сложный способ придать автомобилю прежнюю форму. Технология заключается в нагревании части металла для последующего выправления.
- Отдельный метод применяется для выпрямления деталей из алюминиевых сплавов. В таких случаях углубление выбивается молоточками по направлению от середины к краям. Возможен предварительный нагрев металла до температуры 200С.
Благодаря таким методам рихтовки кузова в нашей мастерской специалисты легко выправим крыло, капот, багажник или крышу в короткие сроки. Мы гарантируем успешное проведение всех видов работ.
Выколотка и рихтовка
Рихтовкой называется финишная операция в отделке и обработке листовых деталей. С её помощью устраняют различные дефекты металлических поверхностей.
Выколотка, в свою очередь, это комплексная процедура, которая направлена на восстановление формы кузова автомобиля. Выколотка производится при помощи нанесении ударов специальными приспособлениями или выдавливании-вытяжки.
Как подготавливаются к данным мероприятиям?
В первую очередь, специалист оценивает повреждения кузова и определяет объем работ, которые необходимо применить. Незначительные повреждения представляется возможным устранить и самостоятельно, но в тяжелых случаях поможет исключительно обращение к узкоспециализированным специалистам. Комбинация приемов рихтовки и выколотки позволят справиться с широким спектром проблем, связанных с внешним видом кузова транспортного средства.
Однако только при помощи рихтовки представляется возможным удалить незначительные выпуклости, изгибы, заострения, вмятины и прочие дефектные области и повреждения. Времени жалеть на подобные мероприятия не стоит, поскольку от качества их выполнения зависит внешний вид кузова и безопасность передвижения в целом.
Если имеется необходимость заменить объемный кусок или деталь в кузове, то следует последовательно выполнить такие шаги:
- поврежденный металл убирают при помощи специализированного инструментария, будь это ножовка, зубило или ножницы;
- края вырезки нужно зачистить при помощи шлифования;
- после чего подгоняется новая (заменяемая) деталь;
- при необходимости накладывается заплатка;
- металлическую деталь приваривают прерывистым, а затем и сплошным швом;
- шов затирается.

Если имеют место быть коррозийные влияния на металл, то материал выравнивается наполнителями и другими синтетическими компонентами.
Какой инструмент применяется?
Для восстановления кузова автомобиля используется целый ряд инструментов — все они делятся на основные и вспомогательные.
Основной инструмент
1. Молотки. В зависимости от формы и назначения, молотки бывают следующих типов:
- чеканочные – применяются на этапах завершения правки, с его помощь легко исправить панель кузова; имеет форму конуса (притупленного).
- мягкие – применяются для грубого изменения формы панелей; производятся из древесины, резины, пластика и других материалов.
- правочные – изготавливаются в различной геометрической форме (обычно одна сторона плоская, а вторая – округлая), и является основным приспособлением для операций по рихтовке и выколотке.
- инерционные – продаются с набором насадок, их функцией является вытягивание вмятин, находящихся в сложных по доступу местах.

- для загибки фланцев – производятся с двумя оперениями.
2. Поддержки. Выполняют функцию подкладок (наковальни), устанавливаются с обратной стороны листового металла.
3. Растяжки. Специальные приспособления, которые служат в целях вытягивания или выдавливания деформированных поверхностей. Бывают механические и гидравлические (домкраты). Прекрасная альтернатива поддержек, если восстановительные мероприятия проводятся в труднодоступных зонах.
4. Крючки. Имеют форму ручки с петлей. Исполняются в различной длине – от 8 до 12 миллиметров. Получили применение для борьбы с незначительными вмятинами и дефектами, расположенными в труднодоступных местах.
5. Напильники. Рихтовочные инструмент со специальной насечкой. Насечка может быть перекрестной, диагональной или даже дугообразной.
6. Шлифовальный механизм. Это электродрель, которая располагает уникальным приспособлением — шлифовальным кругом.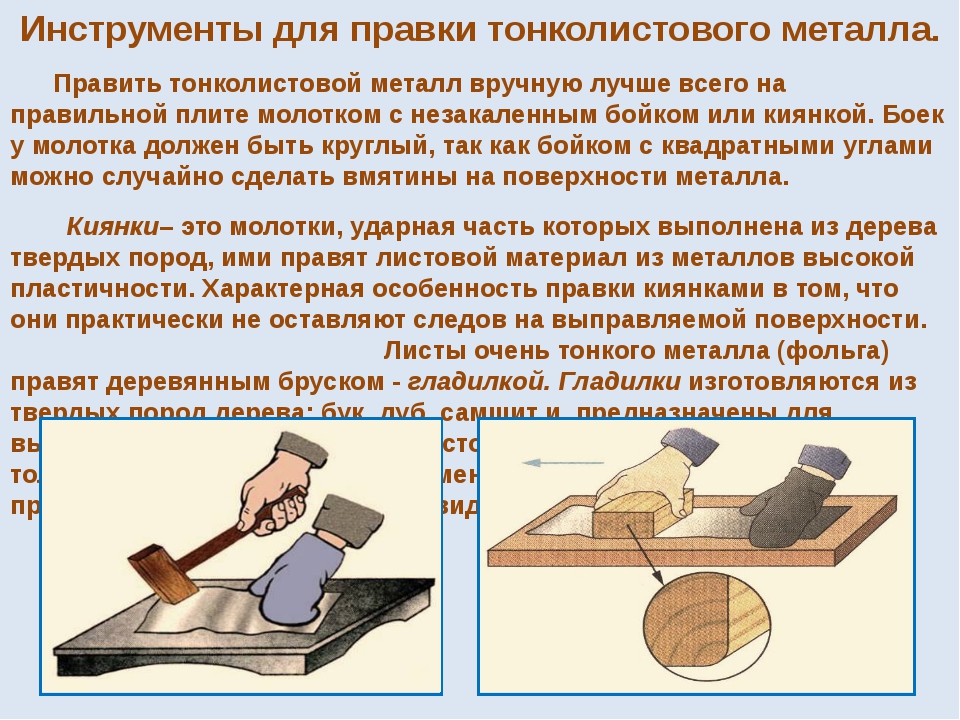 Также имеется приложенная «наждачка», прикрепленная гайкой.
Также имеется приложенная «наждачка», прикрепленная гайкой.
Рис. 1. Набор инструментов для рихтовочных работ
Где:
а – молотки: 1-е плоской, круглой и квадратной головками; 2 – легкий с двумя оперениями; 3 – легкий с круглой головкой и заостренным оперением; 4 – с круглой выпуклой головкой и изогнутым оперением; 5 – инерционный с комплектом насадок;
б – поддержки: 1 – с круглыми головками – одной выпуклой, другой плоской; 2 – в форме наковальни; 3 – в форме буквы С; 4 – в форме запятой;
в – растяжки: 1 – легкая, загнутая на 40°; 2 – легкая, в форме ложки; 3 – тяжелая, в форме ложки; 4 – загнутая и прямая; 5 – винтовая;
г – дрель со шлифовальным кругом: 1 – электродрель; 2 – гайка; 3 – верхняя шайба; 4 – диск; 5 – нижняя шайба; 6 – шкурка; 7 – хвостовик.
Вспомогательный инструмент
К дополнительному инструментарию относится посуда из металла. Она необходима для разогрева припоя. Подставки – еще одни незаменимые предметы. Обычно они производятся из дерева и устанавливаются под транспортное средство, приподнятое домкратом. Выполняют функцию страховки.
Она необходима для разогрева припоя. Подставки – еще одни незаменимые предметы. Обычно они производятся из дерева и устанавливаются под транспортное средство, приподнятое домкратом. Выполняют функцию страховки.
Кисть, паяльник, лопатка, листовой асбест, разнообразные зажимы, стальные щетки, струбцина – все это и многое другое тоже относится к дополнительному оборудованию.
Материалы, которые используются
При выполнении рихтовки будут полезны следующие материалы:
- припои – порошковые, ПОС-18 и ПОС-30;
- серная и травленая кислота;
- наждачная шкурка;
- брезент;
- песок;
- моторное масло;
- сетка с мелкими ячейками и так далее.
Как выполняется выколотка и рихтовка?
Если разобраться в азах рихтовки кузова автомобиля, то реально исправить даже самые сложные дефекты металла. Самыми простыми вспомогающими средствами являются поддержка и молоток. Однако при помощи вышеуказанных ручных инструментов можно убрать вмятину только в том случае, если она находится не в труднодоступном месте.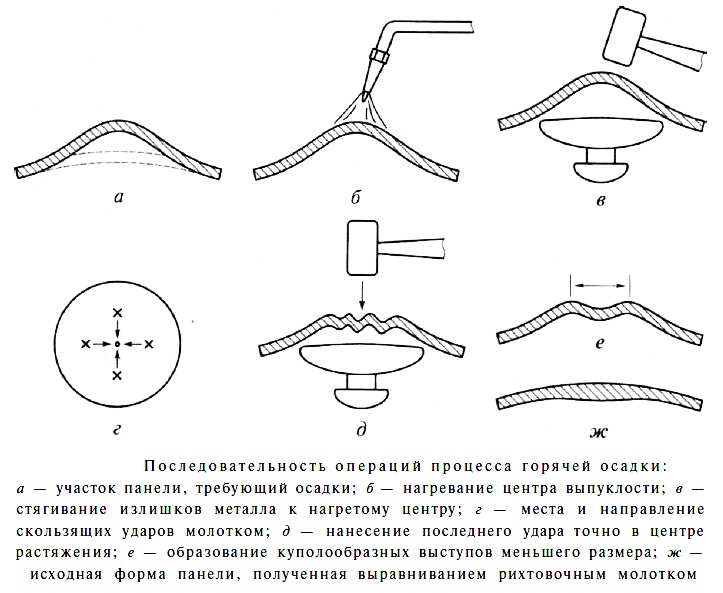 Поддержку прикладывают с внутренней стороны вмятины, а молотком бьют по внешней стороне.
Поддержку прикладывают с внутренней стороны вмятины, а молотком бьют по внешней стороне.
Что касается приемов выколотки, то они зависят напрямую от характера повреждения и глубины вмятины.
1. Большая вмятина. Операцию начинают с периферии поврежденной зоны (показано на рисунке 2):
Рис. 2. Цифрами обозначена поэтапная очередность осуществления выколотки
2. Небольшая вмятина. Выколотка начинается с середины и направляется к краям вмятины. Чтобы металл не растягивался, поддержку прикладывают несколько в стороне относительно точки воздействия молотком.
Работая с листом металла, нужно чередовать удары поддержкой и молотком. Как это показано на Рисунке 3.
Рис. 3.
К рихтовочным работам приступают после определения границы дефекта. Только в таком случае металл получится восстановить правильно, то есть вернуть форме кузова изначальное положение или максимально близкое к нему.
Рихтовку начинают производить с краев дефектной области, постепенно двигаясь в сторону центра выемки. Но если поверхность повреждена существенно, её изначально следует обработать в черновую. Важно учитывать, что на краях деформации практически всегда образуются незначительные выступы. Их нужно обязательно убрать.
В общем, металл выстукивается с обратной стороны кузова, а поддержка прикладывается, следовательно, с лицевой.
Рис. 4. Техника выправления
Где: а – устранение выступов ударами молотка с внешней стороны; б – выступы, образуемые вдоль поврежденной панели.
Нельзя допустить растяжение металла. Для этого убираем бугорки с лицевой поверхности панели. Удары наносим немного выше недеформируемой области.
После того как вмятина убрана, на поверхности остаются мелкие бугорки. Их снимаем напильником с крупной насечкой. После рихтовки выполняем «чистовую» работу с использованием шпаклевки (специальных наполнителей). Нужно смотреть по ситуации, сколько потребуется шпаклевки.
Нужно смотреть по ситуации, сколько потребуется шпаклевки.
Важно правильно работать напильником – удерживаем его крепко и всегда в одном направлении. В качестве альтернативы сгодится и электрическое шлифовальное приспособление.
Примеры повреждений кузова и методики восстановления
При повреждении задней части кузова автомобиля сначала снимается бампер. Затем монтируется опора между колесами. Это может быть обычная доска, но не тонкая. И сразу переходят к применению домкрата. Обязательно используется страховочная подставка (кирпич или брусок дерева), чтобы машина не сорвалась.
После выпрямление задней панели все равно останутся небольшие вмятины. Их рихтуют без ослабления усилий при помощи растяжки или гидравлического домкрата, а также ударов молотком. Если домкрат ослабить, то металл снова деформируется из-за потери упругости. Этого допустить нельзя.
Остатки вмятин на ребрах жесткости убираются следующим способом: в ткань обертываем брусок и подкладываем его под ребро; после чего наносим удары молотком по бруску. Вмятины должны легко убраться.
Вмятины должны легко убраться.
Вообще, нужно сказать, что ребра жесткости проходят через всю поверхность кузова – они имеются на брызговике, на крыльях, дверях и так далее. Поэтому, если удар пришелся на рельефную декоративную линию, то работу по исправлению вмятин нужно начинать именно с этого места. То есть, сначала приводим в надлежащий вид ребра жесткости, а уже потом переходим к выравниванию других участков кузова.
Небольшие вмятины исправляем путем постукивания молотком от краев к периферии. По металлу необходимо наносить удары всей поверхностью инструмента. Также нельзя по одному месту наносить много ударов. А если вмятины расположены рядом, то нужно сформировать одну большую. Между ними нужно растянуть металл.
Если вы столкнулись с глубокими вмятинами, но без заострений, то удары наносят с середины до края. С острыми концами вмятины правим, начиная от одного из загибов. А если дефект пологий – с края, постепенно перекладывая удары ближе к средней части. Когда поверхность будет выравнена, можно переходить к её обработке шлифовальным инструментом или дрелью. Однако нужно позаботиться, чтобы наждачная бумага была подобрана верно. Крупнозернистый материал только повредит металл, а это вызовет сложности перед последующей покраской кузова. Желательная глубина лицевой части наждачной бумаги – 15 микрон. Что касается дрели, то должно быть не менее 3 тыс. оборотов, а шлифовальный диск с 80-м зерном.
Когда поверхность будет выравнена, можно переходить к её обработке шлифовальным инструментом или дрелью. Однако нужно позаботиться, чтобы наждачная бумага была подобрана верно. Крупнозернистый материал только повредит металл, а это вызовет сложности перед последующей покраской кузова. Желательная глубина лицевой части наждачной бумаги – 15 микрон. Что касается дрели, то должно быть не менее 3 тыс. оборотов, а шлифовальный диск с 80-м зерном.
Если поверхность растянута слишком, то её лучше всего править с помощью нагрева. Металл нагревают до 600 градусов по Цельсию. Но нагревать нужно незначительные участки – до 2,5 см. Расстояние до поверхности листа металла – не менее 6 см. Лишний материал снимается обычной киянкой.
Несколько типов повреждения крыла
Представим ситуацию, когда передняя часть транспортного средства оказывается разбитой. Встречаются повреждения нескольких видов. Ниже поговорим подробнее о них.
Ситуация №1. Обычные вмятины, при которых структура металла остается целой.
Предположим, что мы имеем дело с вмятиной незначительной глубины, а самое важное — без острых углов по краям. Такую вмятину представляется возможным убрать даже при надавливании рукой. В таком случае лучше не использовать молоток, поскольку это только повредит краску. В крайнем случае, можно постучать киянкой. Крыло машины обычно не снимается, а металл напросто вытягивается. Особое внимание следует уделить декоративным линиям.
Ситуация №2. Нарушена внутренняя структура металла.
В данном случае необходимо вернуть листу металла первоначальное напряжение. Для этого задействуют нагревательные инструменты и правочные мероприятия. Достаточно будет поддержания температуры в 200-300 градусов по Цельсию.
Металл нагревается небольшими полосками (2,5 см), что вызывает размягчающий эффект. После такого воздействия металл легко правится. Однако важно не забыть в начале снять лакокрасочное покрытие. После выравнивания поверхности, она дорабатывается напильником.
Ситуация №3. Вмятины с разрывом.
Правка осуществляется одновременно сваркой и нагревом. В результате исправления может образоваться выпуклость. В её середину направляем пламя и ведем к периферии. В результате возникают напряжения на стягивание.
Ситуация №4. Крыло кузова имеет вид «гармошки».
Снимаем краску и бампер. Крыло также лучше отсоединить. Наносим удары по складкам с наружной стороны. Если наносить удары сильно, то изгиб трансформируется в морщину, а нам этого допустить нельзя. В таком случае придется крыло менять полностью. Избытки металла удаляются при помощи местного разогрева.
Повреждение задней двери
Если смялась поверхность металла, и были деформированы края, то дверь демонтируется. Важно выявить точку удара. Несколько советов при такой ситуации.
1. Серединную часть вмятины выправлять нельзя. Необходимо постараться вернуть лист металла в то место, где он изначально располагался, и откуда его оттянуло ударом. Дефекты лучше править с незначительным подогревом. А чтобы добраться в труднодоступные места, используйте растяжку.
Дефекты лучше править с незначительным подогревом. А чтобы добраться в труднодоступные места, используйте растяжку.
Финишная правка проводится при помощи специальных поддержек – они монтируются с внутренней стороны двери. Параллельно наносите удары молотком, но с лицевой части кузова.
2. Стеклоподъемник снимаем вместе со стеклом. В монтажные проемы закладываем фанеру и обычный мяч (можно волейбольный). При надувании мяч выдавливает вмятину. В результате металл занимает первоначальную форму.
Если с мячом не получается, то используйте нажимной крючок. Он просовывается через высверленное отверстие.
Рис. 5. Выравнивание при помощи крючка
Повреждение задней панели
Как отмечалось выше, в ДТП задняя часть кузова с дверью багажника повреждается чаще всего. После ремонта первой, приступаем к багажнику. Крышку нужно снять.
Багажник имеет множество труднодоступных мест, поэтому без помощи вытяжного крючка и растяжки вряд ли получится обойтись. Придется молоток задействовать не так часто, как растяжки и колодки для выдавливания. На финишной стадии кладем брусок вдоль заводского изгиба и выравниваем молотком.
Придется молоток задействовать не так часто, как растяжки и колодки для выдавливания. На финишной стадии кладем брусок вдоль заводского изгиба и выравниваем молотком.
Округлая вмятина остается вполне различимой – она тянется от низа крышки до изгиба. Необходимо выдавливать её при помощи растяжки. Используем отверстие. Двигаемся постепенно от края проблемной зоны к центру. Если участки приподнялись — применяем молоток. А если вмятина удалена не полностью, то аналогичным способом продолжаем рихтовочные мероприятия.
На Рисунке 6 показаны способы использования молотка и загнутой растяжки.
Рис. 6. Методики задействования инструментов
Где: 1 – растяжка; 2 – внутренняя панель; 3 – вмятина; 4 – молоток; 5 – наружная панель.
Повреждение задних крыльев
Бывает так, что металл вытягивается. В таком случае без выколачивания и рихтовки не обойтись.
Дефекты устраняются поэтапно. В первую очередь, следует выявить область поврежденной поверхности. Её нагреваем до изменения цвета крыла. После чего металл резко охлаждаем.
Её нагреваем до изменения цвета крыла. После чего металл резко охлаждаем.
Участки по типу верней области крыла обрабатываются с особой осторожностью. Резкое охлаждение металла после нагрева не приветствуется, поскольку материал может или подниматься, или опускаться. В данном случае, главное – постепенность, без резких скачков температуры. Чтобы не повредить элемент кузова, то перед нагревательным элементом обычно устанавливают тонкую медную пластину.
Рис. 7. Перераспределение напряжений при нагревании
Рихтовка крыла багажника заканчивается шлифованием и на финальном этапе — покраской.
Но не в каждом случае получится действовать типично. К примеру, если вы столкнулись с перескакивающим выступом, то лучше пойти следующим путем: металл нагреваем до тех пор, пока он не приобретет вишневый цвет – начинаем от центральной части выступа. После чего переходим к выправлению поверхности при помощи поддержки и молотка (удары наносятся по лицевой поверхности). А чтобы металл оттянуть, когда он немного подстынет – просто протираем и, тем самым, охлаждаем влажной тряпкой.
А чтобы металл оттянуть, когда он немного подстынет – просто протираем и, тем самым, охлаждаем влажной тряпкой.
Рис. 8. «Перескакивающий» выступ
Где: а – нагревание; б – выравнивание
Если нужно втянуть растянутый металл, специалисты изначально советуют распределить металл в несколько выступов (можно в один). Затем эти выступы разравниваем, двигаясь от центральной части к периферии. Процесс втягивание регулируем при помощи температурных скачков.
Рис. 9. Избыток металла
Где: а – избыток металла, собранный в выступ; б – нагревание выступа; в – выравнивание поверхности.
Повреждение крыши
Крышу кузова восстанавливать сложнее всего. Но все равно возвышение устранить реально, впрочем, как и вмятины. В данном случае пригодится инерционный молоток. Но перед его применением поверхность необходимо хорошо зачистить. После чего, используя впаянную петлю и инерционный молоток, поднимаем лист металла с границ вмятины. Действие сопровождаем ударами молотка. Петлю в конце удаляем при помощи паяльной лампы – просто путем нагревания.
Действие сопровождаем ударами молотка. Петлю в конце удаляем при помощи паяльной лампы – просто путем нагревания.
После восстановления крыши, приступаем к работе напильником. Продвигаемся от краев повреждения к самой центральной части. Параллельно подравниваем участки молотком, и еще раз проходимся напильником. Выравненное место шлифуем.
По результату выполнения рихтовочных мероприятий, с поверхности кузова авто должны полностью исчезнуть царапины, выступы и всевозможные вмятины. Более мелкие царапины закрываются покраской.
Техника рихтовки
Рихтовка – это важная операция, которая направлена на то, чтобы вернуть кузову автомобиля первоначальное положение. Её нужно выполнять максимально профессионально, поскольку деформацию можно только ухудшить. А самое главное, рихтовка в каждом конкретном случае выполняется по индивидуальной методике. Все зависит от характера повреждения. Но имеются некоторые общие правила, направленные на ликвидацию растяжения или, наоборот, сжатия металла. Выемку ликвидируют ударами молотка. Удары необходимо наносить в определенной последовательности – от краев деформации к её центру по спирали. Помимо рихтовочного молотка и контропоры иногда нужно применять специальную горелку. То есть, дефект устраняется путем теплового воздействия на металл. Но здесь нужно подходить осторожно, поскольку перегревание материала может привести к утрате его заводских технических свойств.
Выемку ликвидируют ударами молотка. Удары необходимо наносить в определенной последовательности – от краев деформации к её центру по спирали. Помимо рихтовочного молотка и контропоры иногда нужно применять специальную горелку. То есть, дефект устраняется путем теплового воздействия на металл. Но здесь нужно подходить осторожно, поскольку перегревание материала может привести к утрате его заводских технических свойств.
Как устранить серьезные вмятины?
Для этой операции нам понадобится молоток (рихтовочный) и контропора. Молотком нужно наносить осторожные удары по внутренней стороне вмятины, постепенно двигаясь от периферии к центру проблемного места. Получится избежать растяжения или сжатия листа металла. Контропора должна размещаться с некоторым смещением относительно места, куда ударяют молотком. Если все сделано правильно, то получится быстро восстановить первоначальную форму кузова.
Однако без помощи профессионала справиться выйдет далеко не всегда. Если неправильно работать молотком, то вмятина не исчезнет, наоборот, проблема может в разы усугубиться: возникнут растяжения и сжатия, а обрабатываемое место станет более жестким.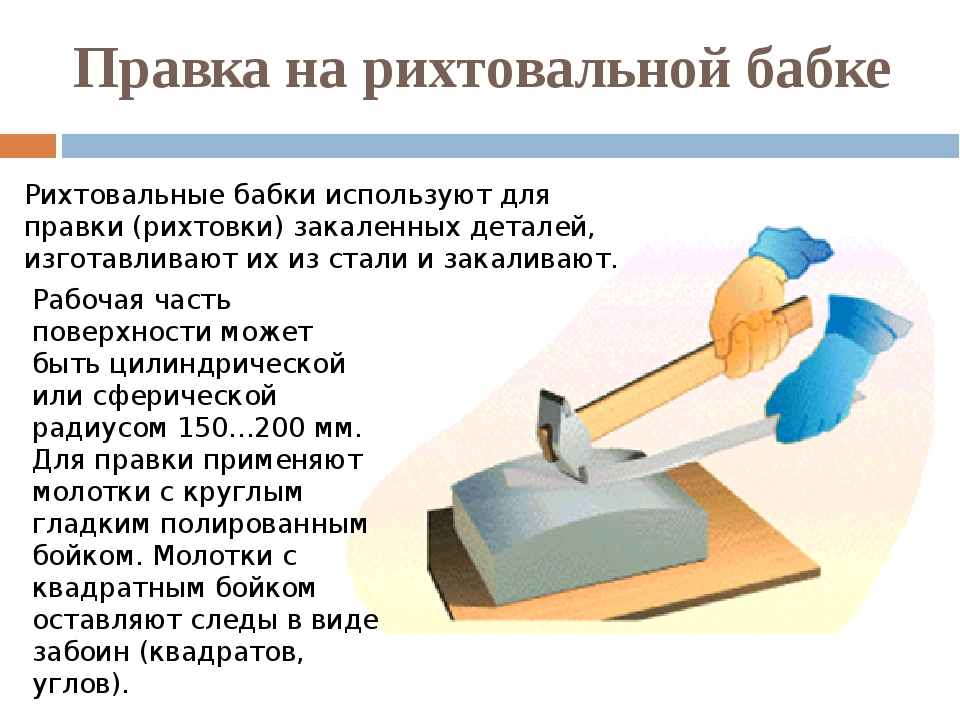 В результате нужно будет прилагать большие усилия для рихтовки.
В результате нужно будет прилагать большие усилия для рихтовки.
Если все сделано правильно, то можно смело переходить к финишной обработке поврежденной области кузова транспортного средства. Проводим разглаживание металла, то есть, устраняем мельчайшие дефекты при помощи контропоры и молотка, сделанного из алюминия. Контропора располагается с обратной стороны листа относительно молотка. А вся методика имеет название «прямая ковка».
Восстановление выпуклой область кузова авто (внутренний удар кузовного элемента)
После методики «прямой ковки» в листе металла все равно сохраняются напряжения. И если мельчайшие вмятины располагаются относительно друг друга на максимально близком расстоянии, то их влияние на целостность кузова авто в разы увеличивается. Подобная неустойчивая поверхность может вздуться (выгнуться). Поэтому специалисты прибегают к термическому воздействию. С его помощью представляется возможным в существенной степени уменьшить напряжение в центре проблемной зоны, а именно, вспученной поверхности.
Нагревание происходит следующим образом:
При помощи газовой горелки нагревают центр дефектной зоны. После чего в бой пускают молоток и контропору. Происходит рихтование поверхности. Чтобы металл обратно не вспучился, его резко охлаждают. В результате центральный участок бывшей вмятины уплотняется относительно краев, что позволяет удерживать металл в нужном положении.
Вся операция выполняется после детального изучения характера повреждения. Важно обнаружить центральную точку места вспучивания. На практике эта точка больше всего пружинит. Как было сказано выше, затем её разогревают горелкой до покраснения металла.
Кстати, нужно добавить, что восстановление выпученности металла может происходить и по другой методике. Представим, что у нас опять-таки имеется избыток металла, который приводит к искривлению. Мастер берет в руки молоток с опорой, и начинает механически воздействовать на проблемную зону. Удары наносят от периферии к центру по некоторой спирали. Затем восстанавливаемый участок нагревается и осаждается по вышеописанному способу «прямой ковки». Теперь металл можно охладить, что приведет к его уплотнению. Но операцию необходимо проводить с осторожностью, поскольку могут образовываться трещины и другие дефекты.
Затем восстанавливаемый участок нагревается и осаждается по вышеописанному способу «прямой ковки». Теперь металл можно охладить, что приведет к его уплотнению. Но операцию необходимо проводить с осторожностью, поскольку могут образовываться трещины и другие дефекты.
Однако можно обойтись и без открытого пламени и горелки. В качестве альтернативы применяется угольный электрод, которым точки металла разогревают до покраснения. Смещаемся от краев к центру повреждения, по той же спирали. Металл охлаждаем при помощи обычной тряпки или губки. Но при помощи угольного электрода большое количество металла осадить не получится. Все равно придется применять методологию «прямой ковки».
Устранение дефектов при помощи вытягивающего молотка
Если вмятина расположена на участке кузова с двойным листом металла, то устранить дефект при помощи обычного молотка не представляется реальным. За помощью прибегают к вытягивающему молотку, при помощи которого реально добраться к обратной стороне листа железа.
Конструктивно вытягивающий молоток напоминает 50-ти см палку. По этому стержню перемещается груз, выполненный в цилиндрической форме. Груз ударяется об упор, который размещен на рукоятке. Для точечной сварки к поврежденной зоне приваривают специальные шпильки или кольца. А саму поверхность кузова начисто протирают. Молоток соединяют за кольцо, после чего выбирают направление удара. Одной рукой держатся за рукоятку, а второй – берут груз и смещают его вверх. Происходит ударение по упору рукоятки.
Вмятина выравнивается по стандартной методике – от периферии к центру. Металл вытягивают с запасом, чтобы на финишном этапе подкорректировать результаты работы уже знакомым рихтовочным молотком.
В завершение нужно сказать, что вытягивающий молоток будет беспомощным в случаях, если необходимо откорректировать упругую поверхность большого масштаба.
Тонкая рихтовка
Рихтовочные работы кузова авто состоят из двух следующих этапов:
- общее восстановление геометрии;
- финишные работы, направленные на устранение мелких дефектов.

Что подразумевают под первоначальным восстановлением геометрии кузова? Если молотком и контропорой не удается добиться большего результата, чем есть, то можно считать, что первый этап работы успешно закончен. Теперь можно брать в руки крупнозернистый напильник, что поможет выявить незначительные углубления и возвышения. К работе с напильником необходимо подходить с максимальной осторожностью, поскольку неаккуратная обработка приводит к другим дефектам.
Дополнительно обнаруженные неровности устраняются с помощью контропоры и алюминиевого молотка.
Электрическое вытягивание
Чтобы устранить незначительные вмятины, прибегают к использованию уникального автоматизированного вытягивающего приспособления компактного исполнения. Его масса составляет не более 2 кг. А что касается внешнего вида, то напоминает небольшую дрель, на конце которого расположен штифтовой электрод.
Данный дрель приваривают к дефектному участку таким образом, чтобы не сделать пережог кузова. После нажатия специальной кнопки электрод втягивается в лист металла. Тем самым, устраняя вмятину. В завершении электрод просто отсоединяется от листа металла кузова авто. Чтобы правильно вытянуть вмятину, при помощи специального регулятора задают соответствующие настройки.
После нажатия специальной кнопки электрод втягивается в лист металла. Тем самым, устраняя вмятину. В завершении электрод просто отсоединяется от листа металла кузова авто. Чтобы правильно вытянуть вмятину, при помощи специального регулятора задают соответствующие настройки.
Восстановление кузова тепловой обработкой после повреждения градом
Атмосферные явления могут принести неприятности. Например, такие как град. Бомбардировка кусочками льда может достаточно серьезно повредить автомобиль, особенно крышку багажника, капот и крышу. Если транспортное средство попало под серьезный град, то изначально необходимо определить масштабы повреждения. В некоторых случаях бывает, что намного проще произвести полную замену определенных элементов кузова. Но иногда выгоднее сделать восстановительные работы.
Несколько вариантов эффективного восстановление кузова:
- Шпатлевание. Специалисты иногда прибегают к такому решению. Шпатлевка – синтетический материал, поэтому с ним нужно работать осторожно.
 Он реагирует на изменения температуры окружающей среды. Если повреждения от града серьезные, то, соответственно, и шпатлевки нужно наносить много. При нагревании она может отслоится.
Он реагирует на изменения температуры окружающей среды. Если повреждения от града серьезные, то, соответственно, и шпатлевки нужно наносить много. При нагревании она может отслоится. - Вытягивающий молоток. Данный способ приводит к лучшим результатам. Описание методики мы приводили выше в статье.
- Тепловой способ. Показывает эффективные результаты, если глубина и диаметр вмятин не превышают значений 2 и 10 мм соответственно. Вмятину нагревают от периферии к центральной части, таким образом, металл расширяется, а тепло концентрируется в центре. Затем металл резко охлаждается. Если эту операцию продевать с правильной последовательностью, то вмятина исчезнет без дополнительных операций. При тепловом способе удаления вмятин лучше всего использовать обычную горелку. Вмятина приподнимается. После чего прибегают к применению напильника, который, в свою очередь, заменяется другим холодным инструментом. Нужно чередовать напильник с грубой насечкой и с мелкой.
 Также важно удалить лакокрасочное покрытие.
Также важно удалить лакокрасочное покрытие.
Для получения идеально ровной поверхности участка кузова, можно прибегнуть к шпатлевке или любому другому специальному заполнителю.
Как обрабатывается отрихтованная поверхность?
На отрихтованную поверхность кузова авто сразу окрасочные материалы наносить нельзя. Её нужно соответствующим образом подготовить при помощи шлифовальной машины. Данный прибор конструктивно состоит из шлифовального круга, тарелки и привода (пневматический или электрический). Шлифовальная тарелка состоит из двух элементов — упругого и жесткого, а её диаметр может составлять — 17.5 или 12.5 сантиметров. Оптимальная зернистость – 60-80.
Каким образом осуществляется шлифование?
Шлифовальная машина перемещается по поверхности металла равномерно, поскольку данная работа связана с обильным выделением тепла. Сначала устройство перемещают в горизонтальном направлении, а затем в вертикальном. В таком случае обрабатываемая поверхность успевает остывать, а, значит, не деформируется.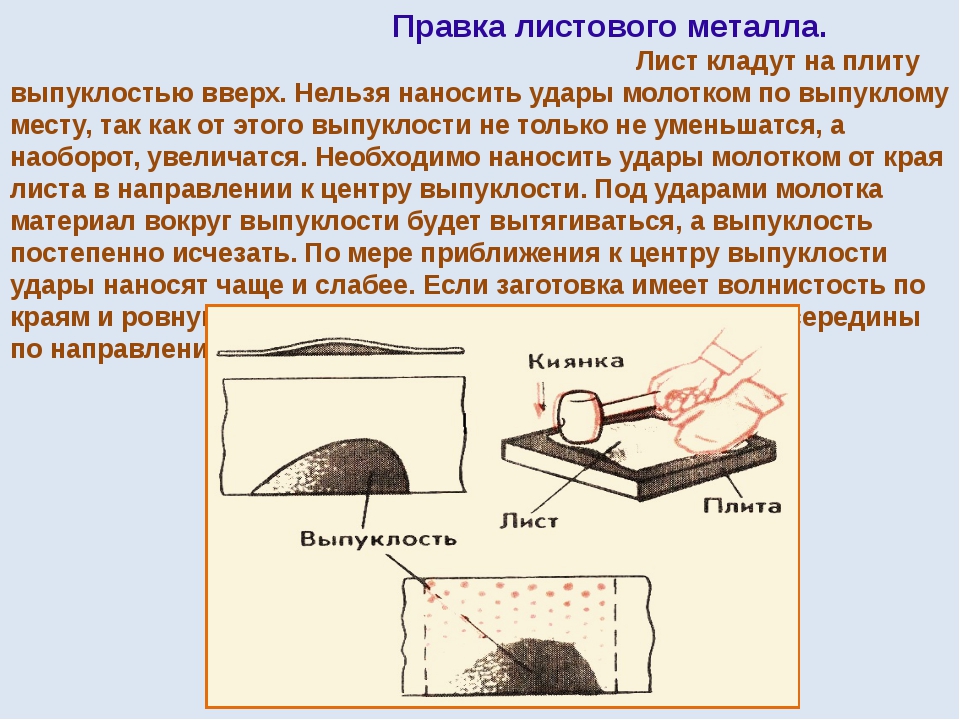
Безупречные результаты показывают многоугольные диски, поскольку в таком случае на поверхности кузова не остается резких переходов (ступенек).
Как защитить волосы перед выпрямлением
Утюжки для выпрямления волос обеспечивают тот прямой вид, который так жаждут многие женщины. Однако тепло, исходящее от процесса, может быть очень вредным для здоровья волос. Если мы не заботимся о волосах перед их выпрямлением, мы рискуем, что тепло от выпрямителя проникнет в кутикулу волоса и обожжет ее, в результате чего она станет сухой и пористой. Чтобы этого не произошло, узнайте , как защитить волосы перед выпрямлением , здесь, в OneHowTo.
Следующие шаги:
1
Для ухода за волосами перед выпрямлением необходимо сначала вымыть it специальным шампунем в соответствии с вашим типом волос. Тщательно вымойте волосы, по возможности дважды нанесите шампунь, чтобы на них не осталось мусора и масел.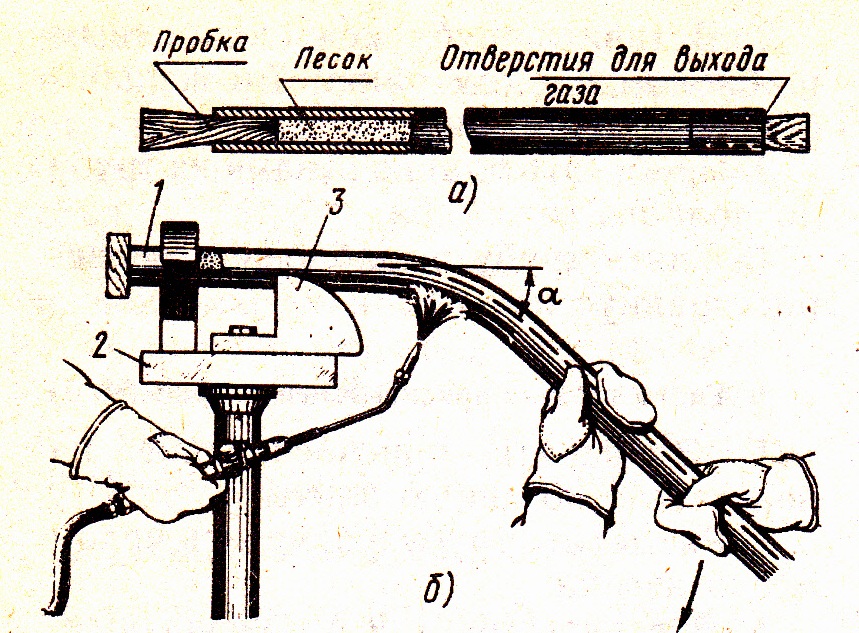 Затем нанесите кондиционер от середины до кончиков и смойте холодной водой. Два отличных кондиционера, которые используются в Индии для поддержания удивительно здоровых волос, — это масло амлы и паста кассии. Они защитят ваши волосы от укрепления, солнца и других повреждающих веществ.
Затем нанесите кондиционер от середины до кончиков и смойте холодной водой. Два отличных кондиционера, которые используются в Индии для поддержания удивительно здоровых волос, — это масло амлы и паста кассии. Они защитят ваши волосы от укрепления, солнца и других повреждающих веществ.
2
После того, как волосы станут чистыми, нанесите увлажняющую маску для волос. Это увлажнит ваши волосы перед их выпрямлением и, таким образом, уменьшит воздействие или сухость, которые могут быть вызваны выпрямителем. В идеале следует нанести маску, дать ей постоять 20 минут, а затем смыть прохладной водой.
3
Чтобы ухаживать за волосами перед их выпрямлением, важно знать, что ни в коем случае нельзя выпрямлять влажные волосы. Сильное воздействие выпрямителя на влажные волосы равносильно тому, чтобы схватить прядь волос и бросить ее в кастрюлю с кипящим маслом.Лучше всего сушить волосы холодным воздухом из фена или подождать, пока они высохнут на ветру, а затем выпрямить их.
4
Очень важно использовать протектор перед выпрямлением. На рынке есть кремы, сыворотки и бальзамы, которые защищают волосы от тепла утюга и фена. Эти продукты действуют на нить, создавая своего рода барьер, предотвращающий проникновение высоких температур глубоко в кутикулу, и поэтому волосы остаются неповрежденными и здоровыми после их выпрямления.Вы также можете использовать натуральное средство для расслабления волос, чтобы облегчить выпрямление и защитить волосы. Или вы можете попробовать кокосовое масло для волос.
5
Распутайте волосы перед выпрямлением, распутайте каждую прядь перед использованием выпрямителя. Когда на волосах есть узлы и мы пользуемся выпрямителем, вероятно, что волосы расколются или узелок станет хуже. Чтобы этого не произошло, используйте расческу с толстыми и отдельными щетинками, которые не оставят на волосах даже самых мелких узлов.
6
Основная ошибка при выпрямлении волос заключается в том, что оно выполняется при самой высокой температуре. В идеале, прежде чем гладить волосы, протрите выпрямитель ватной палочкой, смоченной в спирте, и нагрейте до температуры от 170 ° до 190 °.
В идеале, прежде чем гладить волосы, протрите выпрямитель ватной палочкой, смоченной в спирте, и нагрейте до температуры от 170 ° до 190 °.
7
Выбранный вами выпрямитель очень важен для защиты волос перед выпрямлением. В идеале у вас должен быть выпрямитель с керамическими пластинами , потому что они лучше защищают волосы от тепла.Он также должен быть средней ширины, не слишком широким и не слишком тонким, чтобы вы могли манипулировать всеми частями волос и дотрагиваться до них.
8
Наконец, важно знать, что перед выпрямлением волосы следует хорошо разделить. Выпрямление толстых прядей не поможет вам получить желаемый вид look . Желательно выпрямить тонкие пряди и не использовать утюг более трех раз на каждую прядь.
Если вы хотите прочитать статьи, похожие на Как защитить волосы перед выпрямлением , мы рекомендуем вам посетить нашу категорию «Красота и личная гигиена».
Выпрямители для проволоки, устройства для выпрямления труб, направляющие для проволоки и др.
Witels Albert специализируется на выпрямителях проволоки, правильных машинах для труб, механизмах подачи проволоки и трубок, а также приводах, направляющих и предварительных трансформаторах для проволоки, трубок, лент и плоских проволок, кабелей, канатов и профилей. Наша продукция разработана и произведена в немецких традициях инноваций, точности и качества компанией Witels Albert Germany.
Продукция включает:
- W Правильные ролики и направляющие ролики , а также правильные ролики для труб и правильные ролики для полос и плоской проволоки аналогичной конструкции рассчитаны на максимальный срок службы.Ролики для правки кабеля, ролики для правки проволочного каната и ролики для правки профилей также доступны для широкого спектра производственных применений. Правильные и направляющие ролики, изготовленные с толстостенными наружными кольцами, сохраняют свою прочность после нарезания канавок нестандартного размера.
 Правильные и направляющие валки, доступные в размерах от 4 до 250 мм, изготавливаются из различных материалов и покрытий. Также доступна быстрая система смены валков без использования инструмента.
Правильные и направляющие валки, доступные в размерах от 4 до 250 мм, изготавливаются из различных материалов и покрытий. Также доступна быстрая система смены валков без использования инструмента.
Запрос цитаты.
- Устройство для выпрямления труб с увеличенной конфигурацией шага роликов позволяет производить трубы и трубы с равномерной прямой прямой с меньшими затратами материала трубы.Кроме того, уникальные ролики с U-образной канавкой уменьшают маркировку и деформацию продукта. Доступны блоки с 3–14 рулонами, в одинарной или двойной плоскости, и работают с трубками диаметром до 60 мм.
- Преформеры и головки преформ доступны в различных размерах, чтобы соответствовать разным формам проволоки, троса, многожильной проволоки и профилей. Несложные и простые в обращении, предварительные прессы предназначены для предварительного формования материала до формы, подходящей для одной длины укладки или диапазона длин укладки.
 Длина укладки ручек исполнителей от 10 до 900 мм.
Длина укладки ручек исполнителей от 10 до 900 мм.
- Механизмы подачи проволоки и устройства подачи трубок, устройства подачи ленты и плоской проволоки, устройства подачи кабеля, устройства подачи проволочного каната и устройства подачи профилей работают с материалами от 0,6 мм до более 40 мм в диаметре или 80 мм в ширину. Доступно множество моделей для обработки тонких труб, закаленной стали и всего, что между ними.
Выпрямление зубов Девон | Эксетер | Брекеты Invisalign
Мне нужен самый быстрый, дешевый и самый дискретный вариант
У нас есть много различных вариантов скоб, поэтому мы с вами можем обсудить, какой ортез наиболее соответствует вашим потребностям
Могу ли я получить брекеты в NHS?
При определенных обстоятельствах вы можете получить брекеты NHS как взрослый.Обычно это сопровождается операцией на лице / челюсти и требует направления в больницу. Мы направим вас, если посчитаем, что ваше лечение может проводить ортодонт NHS.
Я не хочу, чтобы лечение длилось годами, я хочу Fast Braces
Если вы подходите, курс лечения может быть завершен всего за 10 недель, поэтому не нужно будет длиться годами.
Сейчас так много рекламы брекетов, как мне принять решение?
Dr Grant — один из немногих поставщиков Invisalign Platinum в Эксетере и его окрестностях, поэтому вы в надежных руках.
Но мои зубы тоже такие желтые
Вместе со многими процедурами по выпрямлению, например Invisalign, мы предлагаем бесплатное отбеливание зубов. Так вы получите ослепительно белую улыбку на ровных зубах. Полный макияж улыбки!
Отпечатки заставляют меня заткнуть рот
У нас есть сканер Itero, так что никаких рвотных впечатлений. Брекеты могут быть сделаны по сканированию.
Мысль о том, что мне выпадут зубы, пугает меня
Зубы выламывать не всегда.Многие процедуры по выпрямлению зубов не требуют удаления зубов, поэтому, если вы этого боитесь, этого можно избежать. Нам нужно увидеть вас, чтобы определить ваши варианты.
Нам нужно увидеть вас, чтобы определить ваши варианты.
Я работаю полный рабочий день, отгул — это кошмар
Мы проводим субботние консультации в Топшеме, Эксетер, поэтому это не повлияет на ваше еженедельное расписание.
Я не смогу позволить себе невидимые брекеты
Мы предоставляем финансирование, поэтому выплаты можно распределять по времени в соответствии с вашим бюджетом.Действуют положения и условия
Существует так много рекламы и различных типов прозрачных скобок. Какие есть варианты выпрямления зубов?
Некоторым пациентам можно носить разные типы скоб, другим пациентам не подходят. Это означает, что вам нужна консультация, чтобы узнать, какой ортез лучше всего. Все варианты будут обсуждены с вами перед тем, как вы сделаете выбор.
Могу ли я выправить зубы без брекетов?
Invisalign — это разновидность корсета, но это просто более дискретный и популярный вариант корсета для взрослых.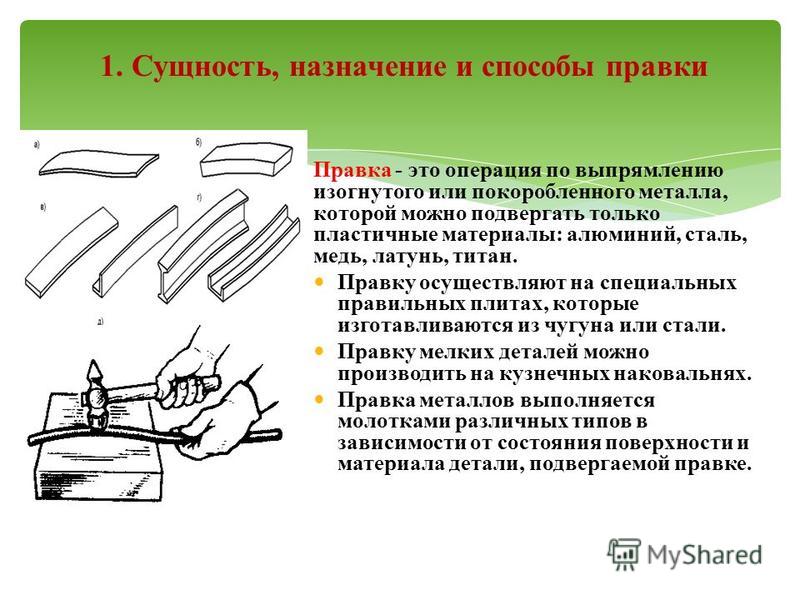
Могу ли я самостоятельно поправить зубы?
Пожалуйста, не пытайтесь использовать домашние средства. Есть серьезный риск потерять зубы. Стоматологи и ортодонты обучены определять, как можно безопасно перемещать зубы и насколько далеко, чтобы у вас была красивая улыбка, ограничивая риски.
Боюсь, что буду выглядеть глупо, как подросток, и над мной будут смеяться за ношение брекетов для взрослых
Подтяжки не невидимы, они четкие, но у нас есть много дискретных скоб, например Invisalign.Это означает, что вы можете носить их на работе, во время встреч и телефонных звонков. При необходимости их также можно удалить. Выпрямление зубов уже не такое, как раньше.
Я беспокоюсь, что прозрачные выравнивающие брекеты слишком дороги
Брекеты для взрослых могут стоить всего от 1500 фунтов стерлингов, в зависимости от количества выравниваемых зубов. Так что вам не придется тратить много тысяч фунтов на выравнивание всех зубов. Мы называем это «Социальная шестерка ортодонтии»
Мы называем это «Социальная шестерка ортодонтии»
Я не знаю, что делать.Я видел подтяжки, которые можно доставить к моей двери
Мы проводим полное ортодонтическое обследование. Это намного больше, чем стандартное обследование. Мы следим за тем, чтобы брекеты подходили для ваших зубов, десен, улыбки, лица и структуры костей. Мы уверены, что результат такой, как вы ожидаете. Сканирование улыбки — это только возможность. Если во время лечения возникнут проблемы, мы здесь для вас. Установлен стоматолог — дан осмотр — дантист поддержан.
Процесс химического выпрямления: постоянное выпрямление волос 101
Неудивительно, что женщинам с естественно вьющимися, волнистыми или чрезмерно вьющимися волосами трудно управлять локонами, используя обычные коммерческие продукты.Это связано с тем, что большая часть средств по уходу за волосами предназначена для женщин с прямыми волосами. Если у вас от природы кудрявые или вьющиеся волосы, с которыми сложно справиться, вам, безусловно, необходимы средства для перманентного выпрямления волос. Эти методы включают химические релаксанты, японское выпрямление волос и бразильское выпрямление волос.
Эти методы включают химические релаксанты, японское выпрямление волос и бразильское выпрямление волос.
Перманентное выпрямление волос
Перманентное выпрямление волос необходимо, чтобы ваши волосы оставались прямыми. Если вы пойдете на временное лечение волос, вам придется носить с собой удобный выпрямитель для волос, куда бы вы ни пошли.С другой стороны, перманентное выпрямление позволяет навсегда избавиться от локонов.
Состав волос
Ваши волосы состоят из кератина, состоящего из длинных цепочек аминокислот. Кератиновый протеин имеет очень сильную природу. Разорвать прядь без ножниц очень сложно. Эти связи ответственны за создание изгиба или завитков в структуре ваших волос. Дисульфидные связи, присутствующие в протеине кератина, делают волосы очень прочными.Кератин богат серосодержащими аминокислотами — эти аминокислоты образуют дисульфидные связи из соседних цепей кератина. Естественно, это хорошее свойство, особенно для длинных волос, так как нежелательно, чтобы волосы ломались или меняли форму. Однако женщинам, желающим избавиться от локонов, дисульфидные связки создают большую проблему. Однако вы можете легко разорвать эти связи с помощью химикатов.
Однако женщинам, желающим избавиться от локонов, дисульфидные связки создают большую проблему. Однако вы можете легко разорвать эти связи с помощью химикатов.
Процедуры выпрямления волос
Перманентные методы выпрямления волос включают применение сильного тепла и различные химические процедуры.Однако всегда полезно следовать определенной процедуре. Мытье головы должно быть первым делом. После этого можно наносить химикаты небольшими участками. Эта процедура может занять некоторое время, но подождать стоит, потому что после процедуры ваши волосы навсегда выпрямятся.
Химическое выпрямление: постоянный метод выпрямления волос
Химический процесс состоит из нескольких этапов:
- Мытье шампунем
- Применение химикатов
- Мытье и выпрямление небольших сегментов волос отдельно
- Сушка волос
Химическое выпрямление, также известное как техника расслабления волос, включает использование определенных химикатов, ответственных за разрыв дисульфидных связей в волосах и, таким образом, навсегда избавляющих от изгибов.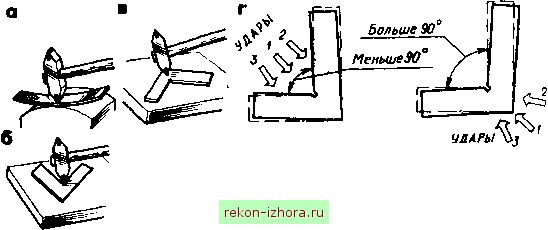 Однако эти связи не могут быть разорваны окислителями, которые представляют собой кислоты, но могут быть разорваны с использованием восстановителей, которыми являются основания. Поэтому щелочные растворы используются для разрыва дисульфидных связей. Как только волосы выпрямятся, на них наносят кислотные растворы. Цель применения кислых растворов — нейтрализовать основание, чтобы остановить реакцию разрыва дисульфидной связи. Это позволяет дисульфидным связям реформироваться на новых позициях. В методах химического выпрямления волос используются различные химические вещества; однако у них одна и та же основа.
Однако эти связи не могут быть разорваны окислителями, которые представляют собой кислоты, но могут быть разорваны с использованием восстановителей, которыми являются основания. Поэтому щелочные растворы используются для разрыва дисульфидных связей. Как только волосы выпрямятся, на них наносят кислотные растворы. Цель применения кислых растворов — нейтрализовать основание, чтобы остановить реакцию разрыва дисульфидной связи. Это позволяет дисульфидным связям реформироваться на новых позициях. В методах химического выпрямления волос используются различные химические вещества; однако у них одна и та же основа.
Преимущества перманентного выпрямления волос
- Постоянно контролирует завитки и кудри
- Это простая и безвредная процедура
- Повышает уверенность в себе
- Доступно по цене
Если вы ищете средство для перманентного выпрямления волос, тогда Evergreen Колледж красоты может быть подходящим местом.