
Порядок и момент затяжки гбц на ваз 2109
Ремонт ГБЦ нельзя назвать простой процедурой, для которой необходимы определенные навыки и некоторый опыт. Для ремонта нужны специальные инструменты. Как правило, во время этих работ меняется прокладка и регулируется момент затяжки ГБЦ: ВАЗ 2109 в нашем случае. Чтобы регулировка была выполнена правильно, нужно неукоснительно следовать инструкции. При грамотном подходе, вы благополучно проведете регулировку, добившись желаемого результата.
Основная масса сегодняшних авто не нуждаются в подтяжке болтов головки, но на ВАЗ 2109, она требуется хотя бы для прохождения ТО.
Если начала скапливаться влага в тех местах, где соприкасается блок с цилиндрами, то это верный признак того, что требуется неотложная подтяжка болтов. Влага в вышеупомянутых местах это признак утечки смазки. Основные причины затяжки болтов это:
- повреждение ГБЦ из-за перегрева мотора;
Головка блока цилиндров - утрата герметичности прокладки головки блока цилиндров;
- пройден определенный в инструкции километраж.

1 Регулировка момента затяжки болтов
1.1 Необходимые инструменты
1.2 Схема затяжки
2 Затяжка ГБЦ и обкаточный конфиг
3 Замена прокладки ГБЦ на ВАЗ 2109
4 Замена
5 Затяжка
5.1 Золотые правила затяжки
5.2 Схема затяжки
Регулировка момента затяжки болтов
Для того чтобы выполнить все правильно и избежать ошибок нужно строго придерживаться определенных правил и соблюдать порядок выполнения.
Динамометрический ключПодтяжку нужно проводить только специальным динамометрическим ключом, который позволяет осуществлять контроль за моментом подтяжки.
Сначала, при помощи динамометрического ключа, ставим держатель в нулевое положение. Это означает, что данные устройства, равны моменту исходной позиции. Затем, нужно посмотреть на показатель прибора при старте крепежа. Вращая держатель, следим за показателями. Если момент не изменился, то это означает, что крепеж может поддаваться растяжению и это нормально, так и должно быть. Если момент быстро возрос, необходимо достичь движения болта. Этот говорит о малом растяжении держателя. Значит, нужна стабилизация.
Если момент быстро возрос, необходимо достичь движения болта. Этот говорит о малом растяжении держателя. Значит, нужна стабилизация.
Во время работы автомобиля, болты, которыми закреплена головка блока цилиндров, все время испытывают различные воздействия. Постоянно происходит их нагрев и остывание, что со временем приводит к разрушению структуры крепежей.
Для всех силовых агрегатов имеются конкретные правила, которых необходимо придерживаться при работе:
- Строго следуйте тем данным, которые указаны в практическом руководстве к ВАЗ 2109.
- Регулировка проводится только динамометрическим ключом. Применение иного приспособления не позволит выполнить правильно эту работу.
- Используйте, лишь исправные болты.
Комплект болтов для замены - Начиная работать, обязательно проверьте, в каком состоянии находятся держатели.
- Строго придерживайтесь показателей момента затяжки, рекомендованных изготовителем.
Наиважнейшие данные касающиеся регулировки, есть в аннотации к каждому конкретному авто. Вследствие этого, надо внимательно изучить и придерживаться того, что в нем написано. Во время эксплуатации транспортного средства, нужно строго соблюдать все требования производителя и систематически диагностировать авто. Правильная и отлаженная работа силового агрегата ВАЗ 2109, предотвращает надобность в регулировании держателей головки блоков цилиндров.
Вследствие этого, надо внимательно изучить и придерживаться того, что в нем написано. Во время эксплуатации транспортного средства, нужно строго соблюдать все требования производителя и систематически диагностировать авто. Правильная и отлаженная работа силового агрегата ВАЗ 2109, предотвращает надобность в регулировании держателей головки блоков цилиндров.
Так как, головка блока цилиндров ВАЗ 2109 непростой узел, то необходимо проводить ремонтные работы лишь при абсолютной уверенности в своих действиях. Строго соблюдая порядок выполнения работ. В случае обнаружения отклонения в работе мотора, немедленно проведите его диагностику. Это позволит избежать более дорогостоящих ремонтных работ.
Необходимые инструменты
- динамометрический ключ;
- штангенциркуль или линейка.
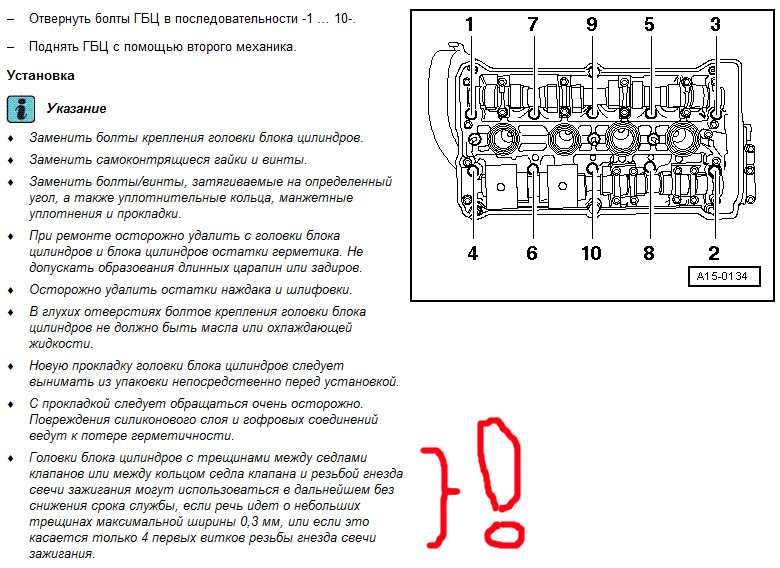
Схема затяжки
Схема затяжки ГБЦ такая же, как и на традиционных моделях и начинать нужно с центра. Проходит в четыре приёма.
Схема по которой должна проходить протяжка ВАЗ 2109- затяжка моментом 2,0 кгс/м
- затяжка моментом 7,5 — 8,5 кгс/м
- доворачиваем на 90 градусов.

- повторно доворачиваем на 90 градусов.
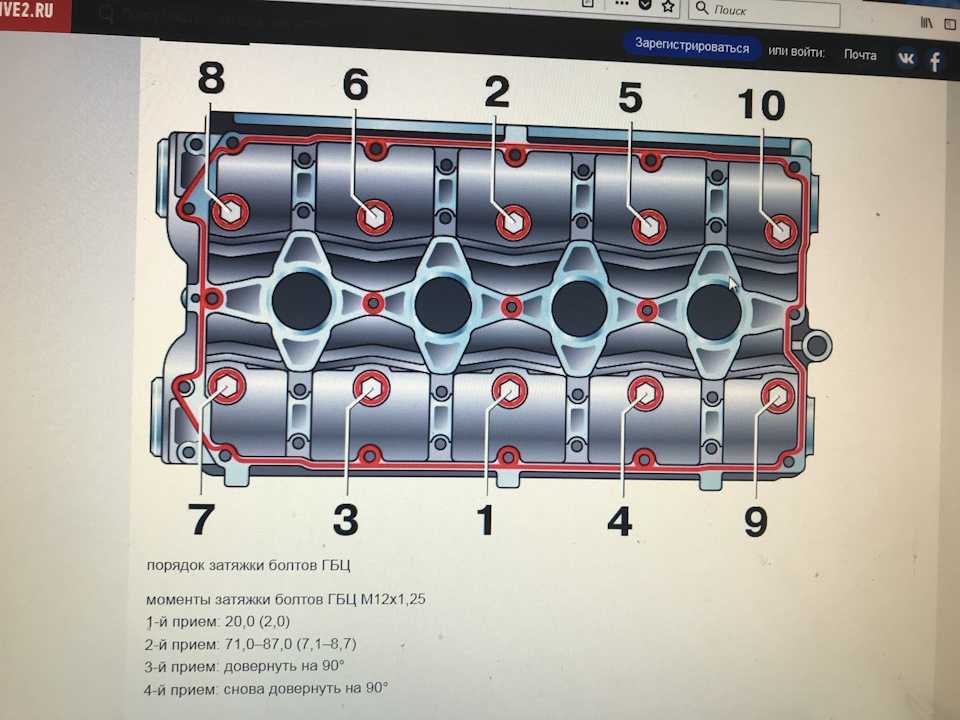
Чтобы было понятней опишем подробней этой процесс:
- С помощью динамометрического ключа затягиваем болты в указанной на рисунке последовательности до 2,0 кг/см.
- Потом проходимся по второму кругу и дотягиваем до 8 кгс*м.
- Далее докручиваем на 90 градусов.
- Проходим по второму кругу, докручивая еще на 90 градусов.
Внимание! На 16-ти кл силовых агрегатах болты можно использовать повторно, но если их длина не более 95 миллиметров.
В ином случае он меняется. Длина меряется вместе с шайбой. Не пытайтесь заменить динамометрический ключ иным приспособлением иначе, последствия могут быть непредсказуемыми.
Затяжка ГБЦ и обкаточный конфиг
Пришло время сборки двигателя и встал вопрос о комплектации навесного. Так как двигатель новый мне предстояла щадящая обкатка 2000км на оборотах не более 3000. Можно было бы поставить сразу все тюнячки (ресивер Стингнгер трапеция, дроссель 56мм, волго-форсунки, ДАД/ДТВ и возможно распредвал) но тогда бы мне пришлось сразу вносить корректировки в прошивку, а желания делать это не было (как и возможности). Да и мотор потерял бы в низах, а для обкатки без них ни как.
Да и мотор потерял бы в низах, а для обкатки без них ни как.
Поэтому я решил на обкатку собрать на стоке, хотя конечно понятно что заводской ресивер и распиленная головка так себе сочетание😏 ну а что делать.
Как матёрый моторист на столе сразу прикручиваю к гбц паук 4-2-1, ресивер, термостат и заднюю крышку РВ). Так же сначала отмыл болты ГБЦ, они оказались пригодные, а потом по технологии вымочил их в масле и оставил стекать на несколько часов (где то читал не менее 8 часов должны стекать😳)
Дождавшись товарища, приступили к сборке. Обезжирив на всякий случай плоскости, уложив толстую прокладку, вдвоём накидываем гбц — есть определённое неудобство при установке с прикрученным длинным пауком, поэтому вдвоём.
Воротком закручиваю все болты до касания головки, далее затяжка по мануалу:
1. Затяжка 2кгс
2. Затяжка 7,5-8,5кгс (я затянул 8)
3. Доворот на 90°. Перекур 15-20 минут
4. Доворот ещё на 90°
Доворачивать тоже удобнее вдвоём — один указывает до куда тянуть второй пыхтит с ключом😄
Использовал стандартную последовательность затяжки (да, попадались и другие))
Порядок затяжки болтов ГБЦ ваз 2108/21083/11183
Так же доработал крышку гбц. Примерив её без прокладки стало ясно что она не прилегает плотно по длинным сторонам а качается на крышках распредвала. Так как я решил прикручивать крышку без герметика, на силиконовую прокладку CS-20, надо было обеспечить плотное прилегание всех сторон. Решение простое — зачистным диском выбираю лишку с крышки в местах соприкосновения, благо глубина паза там позволяет.
Примерив её без прокладки стало ясно что она не прилегает плотно по длинным сторонам а качается на крышках распредвала. Так как я решил прикручивать крышку без герметика, на силиконовую прокладку CS-20, надо было обеспечить плотное прилегание всех сторон. Решение простое — зачистным диском выбираю лишку с крышки в местах соприкосновения, благо глубина паза там позволяет.
Доработав с двух сторон крышка легла идеально, без щелей и качания. Теперь можно будет попробовать без герметика. Вообще не хотелось бы загадить красивую подкапотку из-за сопливящей прокладки крышки, но производитель убеждает что можно использовать без герметика и это будет надежно. Чтож, попробуем. Поддон то я прикрутил без герметика, на силиконовую прокладку.
Далее про кожух грм и самонатяжной ролик от гранты.
Замена прокладки ГБЦ на ВАЗ 2109
По истечению эксплуатационного периода или при нарушении целостности прокладки головки блока цилиндров, элемент подлежит обязательной замене.
Основной признак неисправности, износа прокладки — это образование течи ОЖ и масла в местах соединения блока двигателя и ГБЦ.
Уплотнители ГБЦ
Замена
Чтобы поменять прокладку, вам потребуется демонтировать узел, избавиться от изношенной прокладки ГБЦ и собрать конструкцию в обратной последовательности, соблюдая рекомендации относительно моментов затяжки болтов ГБЦ. Обо всем этом расскажем более подробно.
- Отключите проводку от датчика температуры охлаждающей жидкости и датчика аварийного давления масла.
- Снимите термостат, только не забудьте перед этим слить ОЖ.
- Демонтируйте корпус воздушного фильтра. Снимать карбюратор не нужно, ибо мешать замене прокладки он не будет.
- Отключите приемную трубу глушителя от выпускного коллектора.
- Снимите шестеренку привода распредвала, предварительно установив поршень первого цилиндра в положение ВМТ. Теперь можно снять защитный кожух ремня привода распределительного вала, ослабить крепежные болты фиксации шестерни, зафиксировав шестеренку от проворачивания.
- Снимите ремень привода распредвала. Затем можно уже полностью открутить крепежные болты и снять шестерню.

- Отожмите фиксатор, чтобы отключить колодку проводов от распределителя зажигания.
- Аналогичным образом отключите центральный высоковольтник.
- Ослабьте хомуты, чтобы снять шланг подвода горючего из топливной помпы.
- Отключите от карбюратора тяги привода заслонок — дроссельной и воздушной.
- Отключите питающую проводку от электромагнитного клапана.
- Снимите шланг вакуумного усилителя с патрубка впускной трубы.
- Отключите трубку от вакуумного корректора зажигания.
- Ослабьте натяжение хомутов, чтобы снять шланги отопления салона с патрубков.
- Снимите ГБЦ. Используя головку с удлинителем, откручиваются крепежные болты.
- Немного раскачайте головку рывками, после чего снимите элемент.
- Удалите старую прокладку, зачистите ее от остатков резинового уплотнителя и прочих загрязнений. Тщательно протрите насухо, после чего можно выполнять обратную сборку.
- Перед сборкой проверьте, соответствует ли нормальным значениям длина болтов для крепления головки блока цилиндров.
 В идеале их длина составляет 135,5 миллиметра. Если болты удлинились в процессе эксплуатации, тогда придется заменить все болты.
В идеале их длина составляет 135,5 миллиметра. Если болты удлинились в процессе эксплуатации, тогда придется заменить все болты.
Процедура замены
Затяжка
Выполнить обратную сборку узла, если четко следовать инструкции по демонтажным работам, особых проблем не составит.
Невероятно важным моментом замены прокладки ГБЦ и всех прочих мероприятий, связанных со снятием головки, является правильная регулировка и затяжка болтов.
Подтяжка болтов выполняется строго динамометрическим ключом, который позволит контролировать момент натяжения.
Вот несколько рекомендаций по использованию этого специализированного ключа и проверке текущего состояния натяжения:
- Установите держатель в нулевом положении. Это будет говорить о том, что сейчас данные ключа равны моменту исходной позиции;
- Посмотрите на показатели динамометрического инструмента при начале затяжки болтов;
- Вращайте держатель, следите за показателями;
- Если момент не меняется, то крепеж может поддаваться растяжению, что является нормальным явлением.
 Именно так должно происходить;
Именно так должно происходить; - Если момент быстро увеличивается, следует достичь движения болта. То есть растяжение держателя малое, нужно стабилизировать.
Золотые правила затяжки
Чтобы правильно осуществить обратную сборку головки блока цилиндров, вам нужно придерживаться золотых правил:
- Строго ориентируйтесь на данные по моменту затяжки, соответствующие автомобилю ВАЗ 2109;
- Регулировку выполняйте только с помощью динамометрического ключа. Другие инструменты получить нужный результат не позволяют;
- Для установки ГБЦ используйте только исправные болты, которые соответствуют требованиям вашего двигателя, установленного на ВАЗ 2109;
- Перед работой убедитесь, что держатели находятся в исправном состоянии.
Проверка болтов
Схема затяжки
Помимо соблюдения необходимых моментов затяжения крепежных болтов ГБЦ, здесь требуется соблюдать еще одно правило.
Возвращение болтов на места выполняется строго согласно схеме, приведенной ниже.
Последовательность затяжения
Далее выполняйте работу согласно таблице, и вы все сделаете верно.
Затяжка выполняется в четыре круга, соблюдая последовательность работы с крепежными болтами, указанной в схеме.
| Круг затяжки | Ваши действия |
| Первый круг | Динамометрическим ключом затягиваются все болты согласно схеме с прикладываемым моментом до 2,0 кг/см м |
| Второй круг | Затяжка по второму кругу выполняется даже по схеме, но момент применяется уже до 8 кг/см м |
| Третий круг | Каждый болт на третьем круге установки нужно докрутить на 90 градусов |
| Четвертый круг | Четвертый и завершающий круг затяжки болтов головки блока цилиндров требует повторного закручивания крепежей еще на 90 градусов |
Прежде чем следовать инструкции и схеме, убедитесь, что ваши болты соответствуют требованиям. В противном случае даже самая правильная, строго соблюдаемая затяжка не даст никакого результата.
Прокладка головки блока цилиндров на ВАЗ 2109 — достаточно надежный элемент, но ему свойственно терять свои эксплуатационные качества. Для ее замены приходится выполнять далеко не самые простые операции, но игнорировать нарушение целостности прокладки ни в коем случае нельзя. Иначе последствия обернутся дорогостоящим ремонтом, а порой и полной заменой двигателя.
Источники
- luxvaz.ru/dvigatel/298-moment-zatyazhki-gbc-i-zamena-prokladki.html
- drive2.ru/l/554275082629808561/
- avtozam.com/vaz/2109/zatiazhka-boltov-gbtc/
Что есть свеженького?
06.10.2022На сегодняшний день практические в каждой семье есть личный автомобиль, который стал практически незаменимым…
Далее 30.09.2022К сожалению, многие приезжающие отдыхать люди в Крым, приходят в ужас, когда видят пляжи, на которых им придется…
Далее 29.09.2022 К всеобщему счастью, в 2020 году компания Chery приняла решение по глобальному обновлению своего модельного ряда. Эта…
Эта…
Маховики для грузовиков – одна из важнейших частей кривошипно-шатунного модуля, системы сцепления, а также…
Далеесхема, выполнение, фото и видео
18.08.2022144 958 4 25 ВАЗ 2109
Автор:Иван Баранов
Ремонт ГБЦ нельзя назвать простой процедурой, для которой необходимы определенные навыки и некоторый опыт. Для ремонта нужны специальные инструменты. Как правило, во время этих работ меняется прокладка и регулируется момент затяжки ГБЦ: ВАЗ 2109 в нашем случае. Чтобы регулировка была выполнена правильно, нужно неукоснительно следовать инструкции. При грамотном подходе, вы благополучно проведете регулировку, добившись желаемого результата.
Основная масса сегодняшних авто не нуждаются в подтяжке болтов головки, но на ВАЗ 2109, она требуется хотя бы для прохождения ТО.
Если начала скапливаться влага в тех местах, где соприкасается блок с цилиндрами, то это верный признак того, что требуется неотложная подтяжка болтов. Влага в вышеупомянутых местах это признак утечки смазки. Основные причины затяжки болтов это:
Влага в вышеупомянутых местах это признак утечки смазки. Основные причины затяжки болтов это:
Содержание
- 1 Регулировка момента затяжки болтов
- 1.1 Необходимые инструменты
- 1.2 Схема затяжки
- 2 Видео «Протяжка ГБЦ»
[ Раскрыть]
[ Скрыть]
Регулировка момента затяжки болтов
Для того чтобы выполнить все правильно и избежать ошибок нужно строго придерживаться определенных правил и соблюдать порядок выполнения.
Динамометрический ключПодтяжку нужно проводить только специальным динамометрическим ключом, который позволяет осуществлять контроль за моментом подтяжки.
Сначала, при помощи динамометрического ключа, ставим держатель в нулевое положение. Это означает, что данные устройства, равны моменту исходной позиции. Затем, нужно посмотреть на показатель прибора при старте крепежа. Вращая держатель, следим за показателями. Если момент не изменился, то это означает, что крепеж может поддаваться растяжению и это нормально, так и должно быть. Если момент быстро возрос, необходимо достичь движения болта. Этот говорит о малом растяжении держателя. Значит, нужна стабилизация.
Если момент быстро возрос, необходимо достичь движения болта. Этот говорит о малом растяжении держателя. Значит, нужна стабилизация.
Во время работы автомобиля, болты, которыми закреплена головка блока цилиндров, все время испытывают различные воздействия. Постоянно происходит их нагрев и остывание, что со временем приводит к разрушению структуры крепежей.
Для всех силовых агрегатов имеются конкретные правила, которых необходимо придерживаться при работе:
- Строго следуйте тем данным, которые указаны в практическом руководстве к ВАЗ 2109.
- Регулировка проводится только динамометрическим ключом. Применение иного приспособления не позволит выполнить правильно эту работу.
- Используйте, лишь исправные болты.
Комплект болтов для замены
- Начиная работать, обязательно проверьте, в каком состоянии находятся держатели.
- Строго придерживайтесь показателей момента затяжки, рекомендованных изготовителем.
Наиважнейшие данные касающиеся регулировки, есть в аннотации к каждому конкретному авто. Вследствие этого, надо внимательно изучить и придерживаться того, что в нем написано. Во время эксплуатации транспортного средства, нужно строго соблюдать все требования производителя и систематически диагностировать авто. Правильная и отлаженная работа силового агрегата ВАЗ 2109, предотвращает надобность в регулировании держателей головки блоков цилиндров.
Вследствие этого, надо внимательно изучить и придерживаться того, что в нем написано. Во время эксплуатации транспортного средства, нужно строго соблюдать все требования производителя и систематически диагностировать авто. Правильная и отлаженная работа силового агрегата ВАЗ 2109, предотвращает надобность в регулировании держателей головки блоков цилиндров.
Так как, головка блока цилиндров ВАЗ 2109 непростой узел, то необходимо проводить ремонтные работы лишь при абсолютной уверенности в своих действиях. Строго соблюдая порядок выполнения работ. В случае обнаружения отклонения в работе мотора, немедленно проведите его диагностику. Это позволит избежать более дорогостоящих ремонтных работ.
Необходимые инструменты
- динамометрический ключ;
- штангенциркуль или линейка.
Схема затяжки
Схема затяжки ГБЦ такая же, как и на традиционных моделях и начинать нужно с центра. Проходит в четыре приёма.
Схема по которой должна проходить протяжка ВАЗ 2109- затяжка моментом 2,0 кгс/м
- затяжка моментом 7,5 — 8,5 кгс/м
- доворачиваем на 90 градусов.

- повторно доворачиваем на 90 градусов.
Чтобы было понятней опишем подробней этой процесс:
- С помощью динамометрического ключа затягиваем болты в указанной на рисунке последовательности до 2,0 кг/см.
- Потом проходимся по второму кругу и дотягиваем до 8 кгс*м.
- Далее докручиваем на 90 градусов.
- Проходим по второму кругу, докручивая еще на 90 градусов.
Внимание! На 16-ти кл силовых агрегатах болты можно использовать повторно, но если их длина не более 95 миллиметров.
В ином случае он меняется. Длина меряется вместе с шайбой. Не пытайтесь заменить динамометрический ключ иным приспособлением иначе, последствия могут быть непредсказуемыми.
Загрузка …
Видео «Протяжка ГБЦ»
В этом видео опытный специалист подробно рассказывает как нужно правильно проводить работы с ГБЦ и какие необходимы для этого инструменты. На ВАЗ 2109 они проходят по этой же схеме.
Была ли эта статья полезна?
Спасибо за Ваше мнение!
Статья была полезнаПожалуйста, поделитесь информацией с друзьями
Да (92.59%)
Нет (7.41%)
Порядок затяжки головки блока цилиндров ВАЗ-2106: схема
Чтобы ВАЗ-2106, впрочем, как и любая другая марка машины, отлично функционировала и не подводила водителя в пути, нужно регулярно осматривать техническое состояние авто, чтобы иметь возможность своевременно исправить любые поломки.
Работа каждого автомобильного узла должна быть тщательно настроена, включая и работу ГБЦ. Довольно часто болты на головке после длительной эксплуатации машины ослабевают, поэтому их нужно периодически затягивать. Так как данный процесс не так уж и сложен, с ним можно справиться самостоятельно, если знать порядок и схему затяжки головки блока цилиндров для автомобиля ВАЗ-2106. Как затянуть болты по правилам и как своими силами справиться с этой задачей? Попробуем проанализировать в этой статье.
Как затянуть болты по правилам и как своими силами справиться с этой задачей? Попробуем проанализировать в этой статье.
Какие признаки укажут, что болты ГБЦ нуждаются в затяжке
Не все автовладельцы ВАЗ-2106, к сожалению, уделяют должное внимание этому процессу, считая, что этот момент не так уж и важен. Разумеется, это суждение не может быть верным, ведь если затяжка будет на длительное время откладываться, в скором времени выйдет из строя важный автомобильный узел, который называется головкой блока цилиндров. А чтобы исправить неполадки в этом узле, придется не только потратить намного больше свободного времени, но и выделить для ремонта немало финансовых сбережений.
Как уже говорилось ранее, решить эту задачу автовладельцы могут без помощи работников СТО, если будут знать, каков порядок выполнения этой процедуры и использовать специальную схему.
Понять, что нужно затягивать болты на ГБЦ, водители смогут по следующим признакам:
- Если будет замечена утечка автомобильного масла в месте соединения блока и головки.
 Такой признак неисправности может проявиться как от ослабления фиксаторов, так и из-за изношенности уплотнительной прокладки. Поэтому при ремонте нужно обратить внимание на состояние болтов и уплотнительной прокладки.
Такой признак неисправности может проявиться как от ослабления фиксаторов, так и из-за изношенности уплотнительной прокладки. Поэтому при ремонте нужно обратить внимание на состояние болтов и уплотнительной прокладки. - Устранить неполадки и заменить вышедший из строя элемент можно будет только после разборки двигателя. А при затяжке болтов нужно учитывать значимость этого момента и обязательно соблюдать правила выполнения работ, чтобы избежать многочисленных проблем, которые могут грозить в дальнейшем легковому автомобилю.
- По мнению водителей с немалым опытом, производить затяжку болтов автовладельцы должны после 3 тыс. пробега, объясняя это тем, что фиксаторы постоянно ослабевают, так как двигатель ВАЗ-2106 постоянно функционирует.
Разобрав самостоятельно головку и увидев маслянистое пятно в месте соединения блока, крепежи нужно подтянуть, причем как можно быстрее, чтобы предотвратить возникновение более серьезной поломки.
Самостоятельная затяжка
Как уже было сказано ранее, затянуть болты на ГБЦ не так уж и сложно. Однако чтобы этот процесс не оказался тяжелым для водителей, нужно обязательно учитывать важность данной процедуры и выполнять ее строго по схеме, с которой можно ознакомиться на интернет-ресурсе.
Однако чтобы этот процесс не оказался тяжелым для водителей, нужно обязательно учитывать важность данной процедуры и выполнять ее строго по схеме, с которой можно ознакомиться на интернет-ресурсе.
Чтобы начать работу, потребуется подготовить всего один, но очень важный инструмент (динамометрический ключ), без которого затянуть болты просто не получится. Разумеется, такой инструмент не может оказаться в арсенале каждого владельца авто, поэтому его придется купить или взять в аренду на СТО. Выполняется затяжка болтов в такой последовательности:
- В первую очередь нужно осмотреть внешнее состояние крепежей. Если их состояние не удовлетворит автовладельца, то специалисты не рекомендуют производить их затяжку, а использовать новый комплект штифтов, купить которые можно как на автомобильном рынке, так и в специализированном магазине. Выбирать болты нужно от надежного производителя, при покупке обязательно обратить внимание на качество резьбы. Перед началом процедуры резьба штифтов смазывается автомобильной смазкой, вне зависимости от того, какой элемент будет использоваться: новый или бывший в эксплуатации.
- Сам процесс натяжки для ВАЗ-2106 схож с другими вазовскими моделями, но если рассматривается Нива, то специалисты рекомендуют проводить такую работу в два этапа, предварительно ознакомившись со схемой, которую можно скачать в Интернете. На схеме предельно точно указана последовательность затяжки болтов, все штифты обладают своим индивидуальным номером, чтобы автовладельцы самостоятельно и строго по очередности производили затяжку нужных элементов.
- Используя динамометрический ключ, нужно затянуть все болты строго по схеме. Выполняя данное действие, следует следить за моментом протяжки, показатель которого может варьироваться в пределах от 3,4 до 4,0 кгс*м:
- первыми затягиваются два элемента, которые расположены в центре головки;
- далее затягиваются два верхних болта и два нижних, которые расположены сбоку от среднего фиксатора;
- производится затяжка левых крайних болтов, а после этого двух правых. Не стоит натягивать лишь элемент, у которого предусматривается маркировка № 11.

- После того как первый этап затяжки, согласно схеме, будет окончен, специалисты рекомендуют повторить заново всю операцию в точно такой же последовательности. Следя за тем, чтобы во время затяжки болтов момент затяжки не превышал показатель в 11,5 кгс*м.
- В заключение процесса натяжки нужно затянуть штифт под № 11, используя все тот же динамометрический ключ, следя за тем, чтобы натяжение этого элемента не превышало 4,0 кгс*м.
Читайте также: Монтаж обогрева заднего стекла на ВАЗ-2106
На этом процесс затяжки считается оконченным. Выполнить эту работу самостоятельно довольно просто, однако если в ходе затяжки какой-то элемент сильно перетянут, то на поверхности ГБЦ может образоваться трещина, которая, в свою очередь, станет причиной новой поломки, поэтому весь ремонтный процесс придется заново повторять. Чтобы избежать такой ситуации, нужно следить за моментом и выполнять работу строго по схеме. А видеоурок, просмотреть который можно в удобное для вас время, поможет найти ответ на любой вопрос по этой теме и еще более упростит процесс затяжки штифтов ГБЦ ВАЗ-2106.
Затяжка болтов двигателя, ПРАВИЛЬНЫЙ способ
15 февраля 2019 г.
В какой-то момент своей карьеры мы все сталкивались со следующим сценарием: клиент представляет автомобиль, на котором прокладка головки блока цилиндров была заменена на заводскую замену X -количество месяцев назад, и который теперь имеет безошибочные признаки того, что сменная прокладка снова взорвалась.
Заказчик утверждает, что с тех пор и до сих пор двигатель не перегревался и что за это время система охлаждения не теряла охлаждающую жидкость. Кроме того, чтобы доказать, что работа не была выполнена механиком на заднем дворе, заказчик представляет профессиональный счет, в котором четко указано, что были выполнены все необходимые инженерные работы и испытания, а водяной насос, термостат и шланги радиатора были заменены в то время. заменена оригинальная прокладка. Радиатор также был химически очищен, и исторических кодов неисправностей нет. Так что же пошло не так?
заменена оригинальная прокладка. Радиатор также был химически очищен, и исторических кодов неисправностей нет. Так что же пошло не так?
Хотя существует множество возможных причин, которые могли пойти не так, в нашем гипотетическом примере наиболее вероятной причиной является тот факт, что головка блока цилиндров не была затянута должным образом. Таким образом, в этой статье мы более подробно рассмотрим, как работают болты, что следует учитывать при затяжке критических болтов и, что более важно, почему болтовые соединения выходят из строя, начав с определения некоторых общих терминов, которые часто используются, но не всегда понимаются. , например-
Предварительная нагрузка
«Предварительная нагрузка» — это общий термин, описывающий натяжение или усилие зажима, которое болт оказывает на соединение при затягивании болта. На практике предполагается, что общая сила зажима на ненагруженном болтовом соединении, таком как головка блока цилиндров, прижатая к блоку цилиндров, равна и противоположна предварительному натягу всех болтов. Следовательно, если указанный предварительный натяг не применяется ко всем болтам головки блока цилиндров в равной степени, почти наверняка может возникнуть одна или несколько проблем, таких как усталостное разрушение одного или нескольких болтов, или вибрация может привести к самоослаблению одного или нескольких болтов, приводит к отказу сустава.
Следовательно, если указанный предварительный натяг не применяется ко всем болтам головки блока цилиндров в равной степени, почти наверняка может возникнуть одна или несколько проблем, таких как усталостное разрушение одного или нескольких болтов, или вибрация может привести к самоослаблению одного или нескольких болтов, приводит к отказу сустава.
Пробная нагрузка
Пробная нагрузка всегда выражается в единицах силы, например, в ньютонах (Н) или фунт-сила (фунт-сила) и, как таковая, является одним из трех механических свойств, определяющих общую прочность на разрыв болт, двумя другими свойствами являются предел текучести и предел прочности.
По существу, «пробная нагрузка» относится к максимально допустимому растягивающему усилию, которое может выдержать болт без пластической деформации этого болта. Иными словами, болт должен оставаться в своей упругой фазе, когда к нему приложена заданная пробная нагрузка. На критических болтах двигателя и подвески испытательная нагрузка обычно колеблется от 85% до примерно 95% от предела текучести болтов.
Предел текучести
Предел текучести относится к силе растяжения, которая должна быть приложена к болту для того, чтобы вызвать заданную остаточную деформацию болта. В большинстве случаев указанная деформация ограничивается примерно 2% длины болта.
Предел прочности
Предел прочности относится к максимальному растягивающему усилию, которое болт может выдержать без разрушения.
Так что же все это значит?
На практике все вышеперечисленное можно применить к обычным болтам двигателя, которые нужно было просто затянуть с заданным значением крутящего момента, чтобы обеспечить необходимое усилие зажима в двигателях, которые не состоят из различных материалов, т. е. оба блока цилиндров а головка(и) блока цилиндров были изготовлены из чугуна.
В этих двигателях все части двигателя расширялись с одинаковой скоростью, когда были горячими, и сжимались с одинаковой скоростью, когда остывали. На практике это означало, что если бы правильное значение крутящего момента было приложено, скажем, ко всем болтам головки цилиндров, каждый болт был бы достаточно растянут, чтобы обеспечить зажимное усилие, необходимое для надежной герметизации прокладки как к головке цилиндров, так и к блоку цилиндров. .
.
Следует отметить, что хотя обычные болты несколько растягивались в процессе затяжки, их предел текучести никогда не превышался, а это означало, что эти болты восстанавливали свою первоначальную длину после снятия предварительного натяга. По этой причине было возможно (и безопасно) повторно использовать обычные болты головки блока цилиндров несколько раз, если они не были явно корродированы, изрыты или иным образом повреждены.
Однако новые конструкции двигателей, в которых использовались разные материалы, такие как чугун для блока цилиндров и алюминий для головок цилиндров, означали, что обычные болты больше не могли удерживать эти двигатели вместе, поскольку чугун и алюминий расширяются и сжимаются. по совершенно разным тарифам. Таким образом, чтобы решить проблему с разной скоростью расширения / сжатия, конструкторы двигателей были вынуждены разработать болты, которые можно было предварительно натянуть до их предела текучести без разрушения; эти болты известны как-
Болты с крутящим моментом для текучести / Угловые болты
Как и в случае с обычными болтами, болты с крутящим моментом для текучести также затягиваются до тех пор, пока они не деформируются, но с тем основным отличием, что болты с крутящим моментом для текучести затягиваются до тех пор, пока они не деформируются, что с нашей точки зрения механика, является наиболее важной характеристикой, которую следует иметь в виду, и вот почему-
Когда момент затяжки болта головки блока цилиндров или любой другой критический момент затяжки болта двигателя затягивается, он проходит две важные фазы: это (для наших целей)
Эластичная фаза
На этой фазе болт растягивается при приложении к нему крутящего момента, но если крутящий момент будет снят, болт вернется к своей первоначальной длине. Важно помнить, что в упругой фазе болт не будет обеспечивать достаточную прижимную силу, чтобы надежно удерживать головку блока цилиндров.
Важно помнить, что в упругой фазе болт не будет обеспечивать достаточную прижимную силу, чтобы надежно удерживать головку блока цилиндров.
Пластическая фаза
По мере того, как нагрузка на болт увеличивается, он подвергается пластической фазе, что означает, что болт растягивается до точки, после которой он не может восстановить свою первоначальную длину, если снять с него нагрузку. Именно в этом состоянии болт обеспечивает необходимую зажимную силу, чтобы надежно удерживать головку блока цилиндров.
Линия, разделяющая упругую и пластичную фазы, называется пределом текучести, отсюда и термин «момент до текучести» болта. Обратите внимание, что эта разделительная линия является функцией комбинированного воздействия нескольких факторов, включая крутящий момент, прикладываемый к болтам, материал, из которого изготовлен болт, наличие (или отсутствие) покрытий, гальванопокрытий или смазки на любой части болта. болта, угол шага резьбы, а также диаметр болта.
Все факторы, перечисленные выше, в дополнение к некоторым, не перечисленным, были включены в нечто, называемое «Фактор ореха», который обычно обозначается буквой «К» на инженерном языке. Однако нам не нужно углубляться в сложности вычисления фактора ореха здесь; достаточно сказать, что если техник использует должным образом откалиброванный динамометрический ключ и индикатор угла для затяжки головки цилиндров, маловероятно, что предел текучести болтов будет превышен.
Тем не менее, если предел текучести болта будет превышен, техник почувствует выраженное «смягчение» нагрузки, как если бы с болта содрали резьбу. В этот момент болт чрезмерно растянут (если он не сломается первым) и большая часть, если не вся прижимная сила, обеспечиваемая этим болтом, теряется, что приводит нас к следующему пункту: болты
Как и обычные болты, болты с предельным усилием затяжки также затягиваются в определенной последовательности и заданном количестве этапов, чтобы предотвратить деформацию головки блока цилиндров (или любых других компонентов), но с тем очень важным отличием, что начальная установка момента затяжки, которая известный как «плотный крутящий момент», всегда относительно низок. Например, типичная последовательность затяжки головки блока цилиндров может выглядеть так:
Например, типичная последовательность затяжки головки блока цилиндров может выглядеть так:
- Затяните все болты последовательно и в два этапа с моментом затяжки, скажем, 30 Нм
- Поверните все болты на 90 градусов в правильной последовательности затяжки
- Поверните все болты еще на 90 градусов в правильной последовательности затяжки
ПРИМЕЧАНИЕ: Приведенный выше пример процедуры затяжки является всего лишь иллюстративным примером. Всегда сверяйтесь с предписанными процедурами и спецификациями производителя при установке болтов, чтобы избежать проблем в дальнейшем.
Цель применения градусов вращения состоит в том, чтобы гарантировать, что все болты будут доведены до пределов текучести более точно, чем это возможно при простом значении крутящего момента, потому что предписанное вращение учитывает тот факт, что только от 10 до 15 процентов значение крутящего момента дает полезное усилие зажима. По сути, затяжка болтов в градусах вращения в значительной степени устраняет эффекты трения между резьбой и поверхностью подшипника между головкой болта и шайбой подшипника. Применение градусов вращения, в отличие от значения крутящего момента, также устраняет недостаточную или чрезмерную затяжку, вызванную плохо откалиброванными динамометрическими ключами, поскольку угол поворота не зависит от прикладываемого крутящего момента.
По сути, затяжка болтов в градусах вращения в значительной степени устраняет эффекты трения между резьбой и поверхностью подшипника между головкой болта и шайбой подшипника. Применение градусов вращения, в отличие от значения крутящего момента, также устраняет недостаточную или чрезмерную затяжку, вызванную плохо откалиброванными динамометрическими ключами, поскольку угол поворота не зависит от прикладываемого крутящего момента.
С практической точки зрения следует отметить, что при приложении градусов вращения к болтам головки блока цилиндров достигаемые конечные усилия зажима, как правило, находятся в пределах 10 % от указанных пределов текучести, тогда как при простом значении крутящего момента окончательные усилия зажима может быть на 30% ниже требуемой. Основная причина больших расхождений при использовании только значений крутящего момента связана с широким разбросом значений крутящего момента (также известным как разброс предварительного натяга), который в основном является результатом общего коэффициента трения, который является функцией комбинированного трения под болтом.
На практике затяжка болтов, которые были затянуты должным образом, надежно удерживает головку блока цилиндров на протяжении всего срока службы двигателя, за исключением, конечно, таких бедствий, как перегрев двигателя, поскольку предел текучести болтов рассчитан на с различными скоростями расширения/сжатия, которые вызывают относительные боковые перемещения между компонентами.
Другие вещи, о которых следует помнить
С учетом всего вышесказанного, есть и другие соображения, которые следует учитывать при установке болтов головки блока цилиндров, наиболее важными из которых являются-
НЕ используйте метчики для очистки резьбовых отверстий. обычный метчик для нарезания резьбы. В отличие от метчиков для нарезки резьбы, пример которых показан выше, обычные метчики для нарезания резьбы удаляют материал с резьбы, что может привести к выпадению ступеней из отверстия при затягивании болта.
Кроме того, обязательно используйте воздух из цеха для выдувания мусора из отверстий после процесса очистки и убедитесь, что в отверстиях не осталось масла или других жидкостей.
Смазывать или не смазывать новые болты
Хотя существует столько же мнений по этому вопросу, сколько техников, выступающих за или против этой практики, факт заключается в том, что для затяжки требуется гораздо больше усилий. сухой болт, чем смазанный.
Однако реальная проблема заключается в том, что некоторые смазочные материалы могут работать слишком хорошо, например, противозадирные составы. Имейте в виду, что любое резьбовое соединение зависит от трения, чтобы оставаться затянутым, поэтому, если используется смазка, которая позволяет вибрациям и тепловым циклам преодолевать это трение, крепление само отвинчивается. Имейте в виду тот факт, что противозадирные составы предназначены для использования на крепежных деталях, которые должны быть удалены без поломки, что НЕ относится к болтам головки блока цилиндров.
Тем не менее, большинство поставщиков сменных болтов предоставляют инструкции по смазыванию новых болтов головки блока цилиндров, но во многих случаях в инструкциях не упоминается конкретный смазочный материал или, что еще хуже, не исключается или запрещается использование определенных смазочных материалов. В таких случаях лучше всего обратиться к поставщику за подробной информацией о рекомендуемых смазочных материалах или использовать специально изготовленную смазку для болтов в строгом соответствии с инструкциями, прилагаемыми к изделию.
В таких случаях лучше всего обратиться к поставщику за подробной информацией о рекомендуемых смазочных материалах или использовать специально изготовленную смазку для болтов в строгом соответствии с инструкциями, прилагаемыми к изделию.
Заключение
Из всего вышеизложенного должно быть очевидно, что установка критических болтов двигателя представляет собой гораздо больше, чем просто ввинчивание болтов и затягивание их до щелчка динамометрического ключа. На самом деле, большой процент отказов прокладок головки блока цилиндров может быть напрямую связан с плохой или неправильной процедурой затяжки болтов неопытными механиками, которые, если они прочитают это, должны принять к сведению четыре наиболее распространенных причины, почему болты, и особенно головка блока цилиндров, болты, «откручиваются» сами-
- Использование ранее использовавшегося крутящего момента для деформации болтов
- Недостаточный предварительный натяг, достигнутый при установке болтов, что обычно вызывает чрезмерные относительные поперечные перемещения между компонентами
- Упругое взаимодействие между болтами: это может произойти, когда затяжка одного болта в многоболтовых соединениях (например, в головках цилиндров) влияет на предварительный натяг соседних болтов.
 Основной причиной упругих взаимодействий между болтами является несоблюдение предписанной последовательности затяжки болтов.
Основной причиной упругих взаимодействий между болтами является несоблюдение предписанной последовательности затяжки болтов. - Ослабление предварительной нагрузки болтов в результате проскальзывания прокладки или застревания прокладки в головке блока цилиндров. Основной причиной этого явления является использование нестандартных прокладок головки блока цилиндров, которые имеют тенденцию к расширению и/или сжатию при термоциклировании. Единственный надежный способ избежать этого — использовать сменные прокладки головки блока цилиндров OEM.
Болты с моментом затяжки до предела текучести
Требования к первому обслуживанию отремонтированных двигателей, при восстановлении шасси и замене прокладки головки блока цилиндров.
Предыстория:
Традиционно в прошлом при первом обслуживании двигателя выполнялась повторная натяжка головки блока цилиндров. Причина этого положения была очень проста и понятна. Прокладки головки блока цилиндров по своему характеру конструкции изменяют толщину из-за изменений прижимной силы, возникающих при переходе от холодного двигателя к нормальной рабочей температуре.
Если толщина неустановленной прокладки в расслабленном состоянии составляет 2 мм. толщина в холодном собранном состоянии может быть уменьшена до 1,5 мм. Как только двигатель прогреется до нормальной рабочей температуры, будет приложена дополнительная зажимная нагрузка из-за теплового расширения головки относительно болтов головки. После того, как прокладка подвергнется этому измененному увеличению зажимной нагрузки несколько раз, расслабленное состояние сжатой прокладки будет значительно меньше, чем при первом натяжении. Эта уменьшенная толщина, образовавшаяся в течение первых 800 км, теперь снизила давление холодного зажима до неприемлемого уровня. Чтобы добавить к этому условию, мы также должны учитывать небольшое растяжение и рецессию болта ………………. Таким образом, оправданность повторного натяжения головки блока цилиндров никогда не вызывала сомнений.
Постепенно все будущие серийные двигатели перейдут от использования болтов с головкой, которые затягиваются с заданным моментом затяжки, к использованию болтов с головкой «момент до предела текучести» .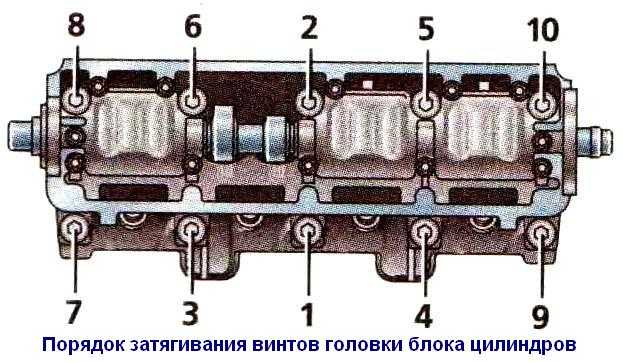
Причины изменения:
В конструкции двигателя уменьшено количество головных болтов.
В конструкции двигателя увеличена длина головных болтов.
Более легкие отливки требуют более постоянных зажимных усилий.
Таким образом, момент затяжки болтов и затяжка под углом удовлетворяют практически всем требованиям, предъявляемым к современному двигателю.
Простое объяснение разницы между «моментными болтами» и «моментными до предела текучести» болтами с головкой.
Традиционные болты с головкой затягиваются до заданного крутящего момента, измеряемого динамометрическим ключом. Это показание крутящего момента не является точным измерением усилия зажима, направленного вниз, а является накопленным измерением сопротивления трения между двумя витками резьбы и поверхностью прижимной планки и головкой болта, а также давления зажима. С этой системой точность и постоянство зажимных нагрузок очень ненадежны.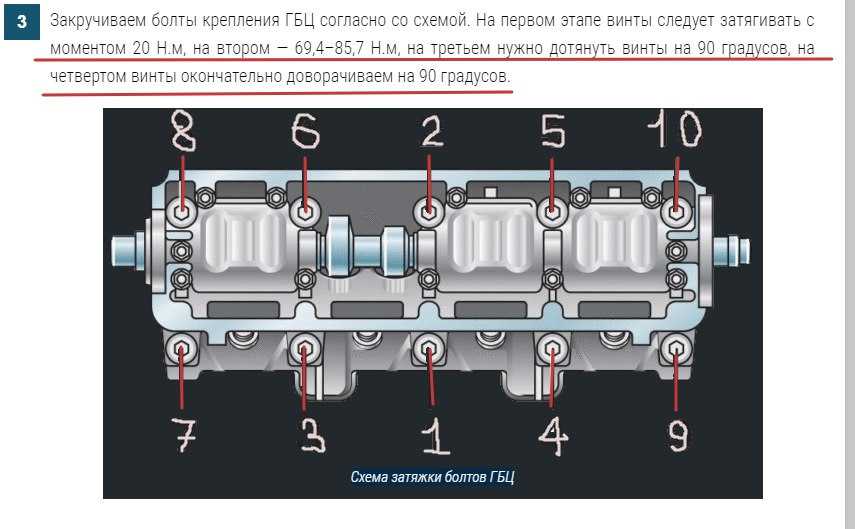
Эти болты всегда натянуты в соответствии со спецификациями, находясь в эластичной фазе натяжения. (Именно здесь ослабленный болт все еще возвращается к исходной свободной длине.)
Поскольку это позволяет снизить зажимную нагрузку, так как прокладка головки сминается во время обслуживания, повторное натяжение головки требуется через 800 км. всегда рекомендуется. (сплав в холодном состоянии и чугун в горячем состоянии). Некоторые производители предусматривают сохранение головки через каждые 20 000 км. интервал из-за потери зажимного давления во время обслуживания.
Угловое натяжение является хорошей практикой даже для болтов с головкой, которые натягиваются в течение упругой фазы натяжения.
Для углового натяжения используется ключ для натяжения, чтобы установить плотный крутящий момент положение для всех головных болтов. Плотный крутящий момент — это термин, обозначающий крутящий момент, применяемый для установления даже прямого контакта между двумя компонентами, собираемыми вместе. В нашей отрасли головка, прокладка и торец блока. Это положение устанавливается при низком крутящем моменте около 35 футофунтов. Из этого равного положения зажимные нагрузки могут быть установлены одинаково на каждый болт путем затягивания каждого болта на определенное число градусов. Обычно это делается в несколько этапов. Этот метод устраняет любое влияние на зажимную нагрузку, создаваемую различной величиной трения, присутствующей на каждом болте с головкой.
Этот метод, как и первый метод, позволяет достичь требуемого натяжения, когда болт все еще находится в стадии упругой . (Именно здесь ослабленный болт все еще возвращается к исходной свободной длине.) Кроме того, это позволяет уменьшить зажимную нагрузку, поскольку прокладка головки сминается во время обслуживания, повторное натяжение головки через 800 км. снова всегда рекомендуется.
(Именно здесь ослабленный болт все еще возвращается к исходной свободной длине.) Кроме того, это позволяет уменьшить зажимную нагрузку, поскольку прокладка головки сминается во время обслуживания, повторное натяжение головки через 800 км. снова всегда рекомендуется.
Теперь поговорим о третьем методе, который не сильно отличается от метода углового натяжения. Этот метод называется напряжение до предела текучести. (TTY) В этом методе используется приложение с низким крутящим моментом для создания положения с равным плотным крутящим моментом. Как и при угловом натяжении. Основное отличие метода растяжения до текучести заключается в составе болта с головкой и в том факте, что требуемая зажимная нагрузка устанавливается, когда болт находится в пластической, а не в упругой стадии.
Это этап затягивания, когда вы думаете, что болт вот-вот сломается или лопнет. Отличие этого пластикового столика в том, что в этот момент болт может не вернуться к исходной длине при удалении. На пластической стадии не достигается большое дополнительное усилие зажима, но болт будет иметь тенденцию удерживать требуемое усилие зажима, даже если прокладка разрушается в процессе эксплуатации. Эта особенность позволила производителям предположить, что повторное натяжение головки не требуется.
На пластической стадии не достигается большое дополнительное усилие зажима, но болт будет иметь тенденцию удерживать требуемое усилие зажима, даже если прокладка разрушается в процессе эксплуатации. Эта особенность позволила производителям предположить, что повторное натяжение головки не требуется.
Если болты заменены или находятся в соответствии с заданными спецификациями, можно рассмотреть возможность первого повторного натяжения сервисной головки, чтобы сохранить зажимную нагрузку дальше в пластиковом диапазоне болта, сохраняя максимальное зажимное усилие намного дольше.
Некоторые производители также настаивают на замене болтов с головкой TTY при каждом снятии, в то время как другим требуется только бывший в употреблении болт TTY , чтобы он соответствовал спецификации ослабленной длины. В то время как другие производители настаивают на замене, но предлагают смягченную спецификацию длины. В этой области все еще существует изрядная путаница.
В этой области все еще существует изрядная путаница.
Если вы сомневаетесь, замена является безопасным методом, но имейте в виду, что эти болты не всегда доступны. В 2002 году поставщики запасных частей только что обновили свой ассортимент до уровня, который охватывает наиболее распространенные области применения.
Принимая во внимание все вышеизложенное и после консультаций с некоторыми крупнейшими производителями в Австралии, мы пришли к выводу, что UMR ENGINES удалит повторное натяжение головки в качестве требования при первом обслуживании двигателей с болтами головки TTY. Любое другое приложение UMR Engine, в котором болты головки затянуты в эластичный только для ступени потребуется повторное натяжение головки.
Соглашение об отказе от ответственности
: При написании этой информации и процедур были предприняты все усилия, но никто не несет ответственности за ошибки, упущения или неправильное использование этой информации и процедур. Информация, доступная на этом сайте, предназначена только для вашего ознакомления и не может быть скопирована для продажи, © Copyright 2020 UMR Engines www.engineproblem.com.au
Информация, доступная на этом сайте, предназначена только для вашего ознакомления и не может быть скопирована для продажи, © Copyright 2020 UMR Engines www.engineproblem.com.au
Спроси прочь! с Джеффом Смитом: Вся правда о крепежных деталях с предельным усилием затяжки и креплении под углом
В чем разница между болтом, рассчитанным на предел текучести, и болтом, работающим под углом? Я вижу, что эти болты используются с новыми двигателями. Это одно и то же? Я также слышал, что вы не должны использовать эти болты повторно. Это правда? Спасибо
DT
Джефф Смит: Прежде всего, давайте разберемся, о чем мы говорим. Ваше первое упоминание относится к болту с пределом текучести. Второе упоминание касается угла затяжки, который представляет собой не болт, а процедуру, используемую для затяжки крепежа. Итак, первое — застежка, второе — процесс. Что сбивает с толку, так это то, что крепежные детали TTY очень часто затягиваются по методу крутящий момент-угол.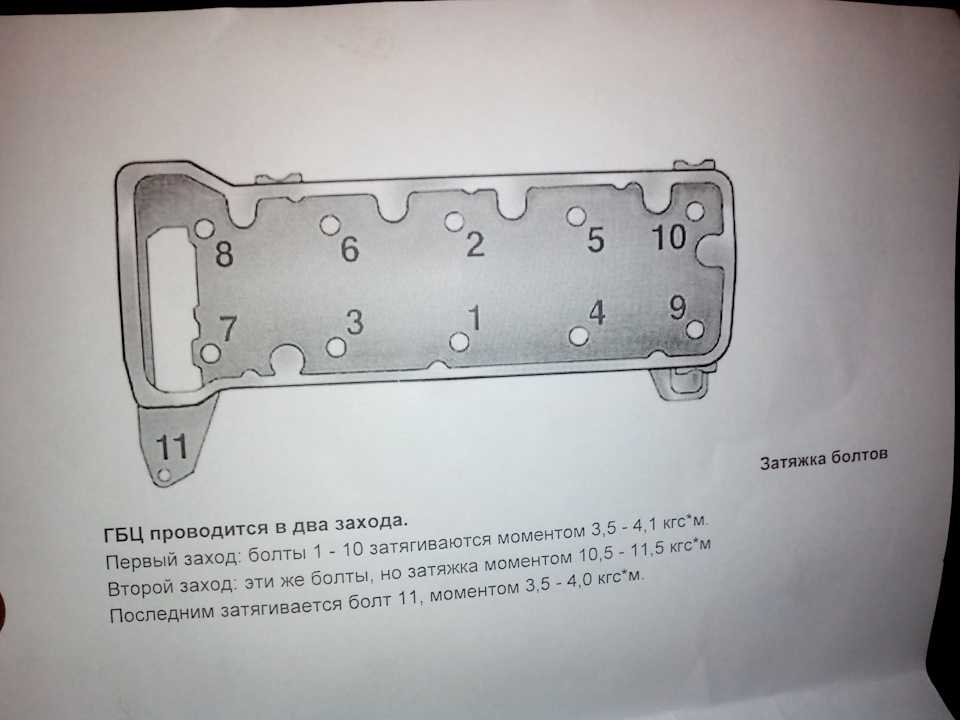 Давайте подробно рассмотрим затяжку крепежных деталей и критические различия, связанные с каждым из них. Это важно знать, если вы работаете с новыми двигателями, в которых используются другие процедуры затяжки и уникальные крепления.
Давайте подробно рассмотрим затяжку крепежных деталей и критические различия, связанные с каждым из них. Это важно знать, если вы работаете с новыми двигателями, в которых используются другие процедуры затяжки и уникальные крепления.
Начнем с того, чего мы пытаемся добиться, затягивая застежку. Очевидно, что у нас есть два компонента, которые мы пытаемся соединить — например, головка блока цилиндров с блоком или крышка шатуна на шатуне . Проверенный временем подход заключается в использовании динамометрического ключа для точного установления заданной нагрузки. Возьмем пример затяжки болта головки. Величина крутящего момента, приложенного к крепежному элементу , пропорциональна тому, какую нагрузку мы хотим приложить к прокладке головки блока цилиндров, чтобы обеспечить ее герметичность. Величина крутящего момента, приложенного к болту с головкой, решает две задачи. Во-первых, он преодолевает трение между резьбой в блоке и болтом, а также трение между головка блока цилиндров нижняя часть головки болта. Во-вторых, крутящий момент немного растягивает застежку, чтобы установить и поддерживать желаемую зажимную нагрузку на прокладку.
Во-вторых, крутящий момент немного растягивает застежку, чтобы установить и поддерживать желаемую зажимную нагрузку на прокладку.
При затягивании крепежа величина создаваемого трения зависит от множества факторов. Смазка, такая как моторное масло, наносимая на резьбу и под головку болта, значительно снижает создаваемое трение по сравнению с сухими компонентами. Использование молибденовой смазки также может резко изменить это значение. Инженеры Automotive Racing Products (ARP) обнаружили, что при использовании моторного масла величина трения изменяется по мере затяжки крепежного элемента в течение нескольких циклов.
Важно понимать, что только 10–15 процентов крутящего момента, приложенного к болту, используется для создания ожидаемой зажимной нагрузки. Остальное (примерно 85 процентов) требуется для преодоления трения. Это шокирующий процент. В реальных условиях, если для болта с головкой требуется 65 футо-фунтов. крутящего момента, чтобы приложить надлежащую нагрузку к прокладке головки блока цилиндров , и только 10 фут-фунтов. действительно необходим для предварительной загрузки болта. Остальное (55 футо-фунтов) используется для преодоления трения. На самом деле это указывает на то, что использование различных смазочных материалов приведет к неконтролируемым переменным при попытке создать стабильную нагрузку, что контрпродуктивно. Если бы был способ устранить трение, нам нужно было бы затянуть болты с головкой только до 10 футо-фунтов. и прокладка ГБЦ герметизируется без проблем. Это должно привлечь ваше внимание.
действительно необходим для предварительной загрузки болта. Остальное (55 футо-фунтов) используется для преодоления трения. На самом деле это указывает на то, что использование различных смазочных материалов приведет к неконтролируемым переменным при попытке создать стабильную нагрузку, что контрпродуктивно. Если бы был способ устранить трение, нам нужно было бы затянуть болты с головкой только до 10 футо-фунтов. и прокладка ГБЦ герметизируется без проблем. Это должно привлечь ваше внимание.
Это датчик угла крутящего момента, используемый на 6,0-литровом двигателе с железным блоком. После достижения начального значения крутящего момента крепеж затягивается до заданного угла, например, 60 или 80 градусов. В этом случае начальный крутящий момент составляет 15 футо-фунтов, за которым следует поворот стержня дробилки на 80 градусов.
Требуемый предварительный натяг болта очень важен и определяется производителем болта. Для любого болта сочетание прочности его материала, диаметра, резьбы и длины играет важную роль в установлении надлежащего растяжения крепежной детали. Это желаемое растяжение представляет собой величину предварительной нагрузки, которую болт должен выдерживать и при этом возвращаться к своей первоначальной длине без ущерба для своей прочности. Вы можете думать о болте как о пружине. Пока вы не перетянете пружину, она всегда вернется к своей первоначальной форме. Если болт чрезмерно затянут и растянут до предела, это превышает его предел текучести, что означает, что он больше не может выдерживать необходимую зажимную нагрузку и должен быть заменен.
Это желаемое растяжение представляет собой величину предварительной нагрузки, которую болт должен выдерживать и при этом возвращаться к своей первоначальной длине без ущерба для своей прочности. Вы можете думать о болте как о пружине. Пока вы не перетянете пружину, она всегда вернется к своей первоначальной форме. Если болт чрезмерно затянут и растянут до предела, это превышает его предел текучести, что означает, что он больше не может выдерживать необходимую зажимную нагрузку и должен быть заменен.
Одним из способов преодоления огромного переменного трения при затягивании крепежных деталей, таких как болты с головкой, является использование метода, называемого углом затяжки. Это отличается от применения простого крутящего момента. В случае угла крутящего момента первым шагом является установление точной начальной точки путем приложения легкого крутящего момента к болту. Например, с внутренним болтом крышки двигателя LS первым шагом является затяжка каждого болта с усилием 15 футо-фунтов.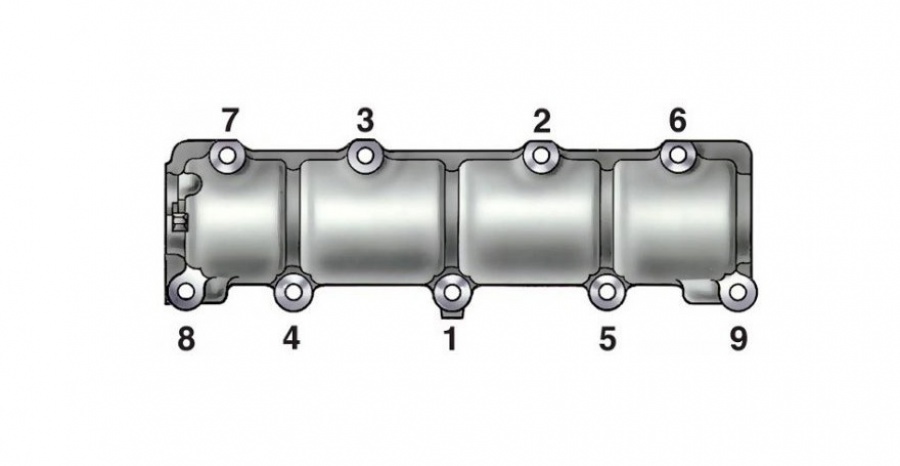 При таком низком уровне трение не является основным фактором, поэтому ошибка, вызванная различными смазками, минимальна.
При таком низком уровне трение не является основным фактором, поэтому ошибка, вызванная различными смазками, минимальна.
Вторым шагом является использование измерителя угла крутящего момента, в котором используется небольшой рычаг, соединенный со стопором измерителя. С упором, упирающимся в твердую часть двигателя, чтобы он не двигался, циферблат можно легко установить на 0 градусов. Наконец, с помощью ломаной планки болт затягивается, что перемещает циферблат на указанный угол — отсюда и термин «угол крутящего момента». В случае основного болта LS с предварительным натягом 15 футо-фунтов угол крутящего момента для внутреннего болта составляет 80 градусов. Количество градусов определяет нагрузку зажима, игнорируя фактический крутящий момент, необходимый для преодоления трения.
Таким образом, угол затяжки не зависит от трения, создаваемого трением резьбы болта под головкой. Конечно, если вы меняете крепеж, например, на болты ARP, , то эту спецификацию угла крутящего момента нельзя использовать, поскольку крепеж ARP сделан из гораздо более прочной стали. Вместо этого ARP предлагает определенный крутящий момент, а также указывает собственную смазку для резьбы ARP Ultra-Torque. Использование этой смазки обеспечивает более точное и воспроизводимое трение. Это создает гораздо более точную нагрузку зажима.
Вместо этого ARP предлагает определенный крутящий момент, а также указывает собственную смазку для резьбы ARP Ultra-Torque. Использование этой смазки обеспечивает более точное и воспроизводимое трение. Это создает гораздо более точную нагрузку зажима.
Другой переменной, которая напрямую влияет на нормальные значения крутящего момента, является точность динамометрического ключа. Для динамометрического ключа типично быть наиболее точным только в одном конкретном диапазоне крутящего момента. Именно так калибруется динамометрический ключ. Легко понять, какие большие проблемы могут быть созданы гаечным ключом, который затягивает крепежные детали примерно на 8–10 футо-фунтов. когда спецификация требует 65 футо-фунтов.
Крепежные изделия с предельным усилием затяжки (TTY) — это совершенно другой вид крепежных изделий, которые вошли в моду в 21 ст В. Двигатели. Эти крепежные детали обычно закручиваются на место с помощью метода крутящего момента, но на этом сходство заканчивается. Крепежи TTY рассчитаны на растяжение до определенного предела текучести и не превышают этот предел нагрузки на зажим. Это имеет тенденцию стабилизировать нагрузку на прокладку головки блока цилиндров, например, когда двигатель холодный, а затем, когда он прогревается, особенно если двигатель полностью алюминиевый, где рост материала является проблемой.
Крепежи TTY рассчитаны на растяжение до определенного предела текучести и не превышают этот предел нагрузки на зажим. Это имеет тенденцию стабилизировать нагрузку на прокладку головки блока цилиндров, например, когда двигатель холодный, а затем, когда он прогревается, особенно если двигатель полностью алюминиевый, где рост материала является проблемой.
Этот график от Federal-Mogul иллюстрирует, почему крепежные детали TTY могут быть намного более эффективными и выдерживать большую нагрузку, чем обычные крепежные детали, если их правильно использовать. Мы не знаем никакого способа идентифицировать застежку TTY, глядя на нее.
Однако эта потенциально более постоянная зажимная нагрузка имеет свою цену, поскольку болты TTY предназначены только для одноразового использования. Например, болты головки двигателя GM LS представляют собой крепежные детали TTY, которые можно использовать только один раз. Если головки сняты, следует использовать новые болты для обеспечения надлежащей нагрузки.