
Обратный ток при сварке
- Главная
- |
- Азбука сварки — Справочный раздел
- |
- Общие сведения о сварке
Каждый сварочный инвертор имеет две клеммы для подключения. На одну подключают электрод или сварочную горелку, а другую замыкают на сварочном изделии. При этом на инверторах постоянного тока предусмотрены положительная и отрицательная клемма. Поэтому при сварке и наплавке постоянным током существуют понятия полярности: прямой и обратной.
Полярность определяется тем, к какой клемме подключают электрод. Ток обратной полярности при сварке появляется при подключении изделия к «минусу», а электрода – к «плюсу». Прямая подразумевает, что электрод подключен к отрицательной клемме, а изделие – к положительной.
Прямой и обратный ток при сварке имеют ряд существенных отличий, позволяющих использовать каждый тип тока для разных условий. Тип подключения влияет на особенности сварочного тока, характеристики процесса и его итоговый результат. С помощью советов нашей статьи вы сможете разобраться в отличиях типов подключения.
Рассмотрение понятия следует начать с основ – особенностей явления постоянного тока. На кончике электрода во время сварки появляется термическое пятно. Оно отличается высокой температурой, позволяющей расплавлять основной металла и сварочные материалы и с их помощью формировать шов.
Температура пятна зависит от его вида. В зависимости от подключения различают катодное и анодное пятно. Поэтому температура зависит от клеммы, к которой подключен электрод. Температура анодного пятна может достигать 4000oC, а катодного гораздо ниже – его температура обычно не превышает 3200 oC.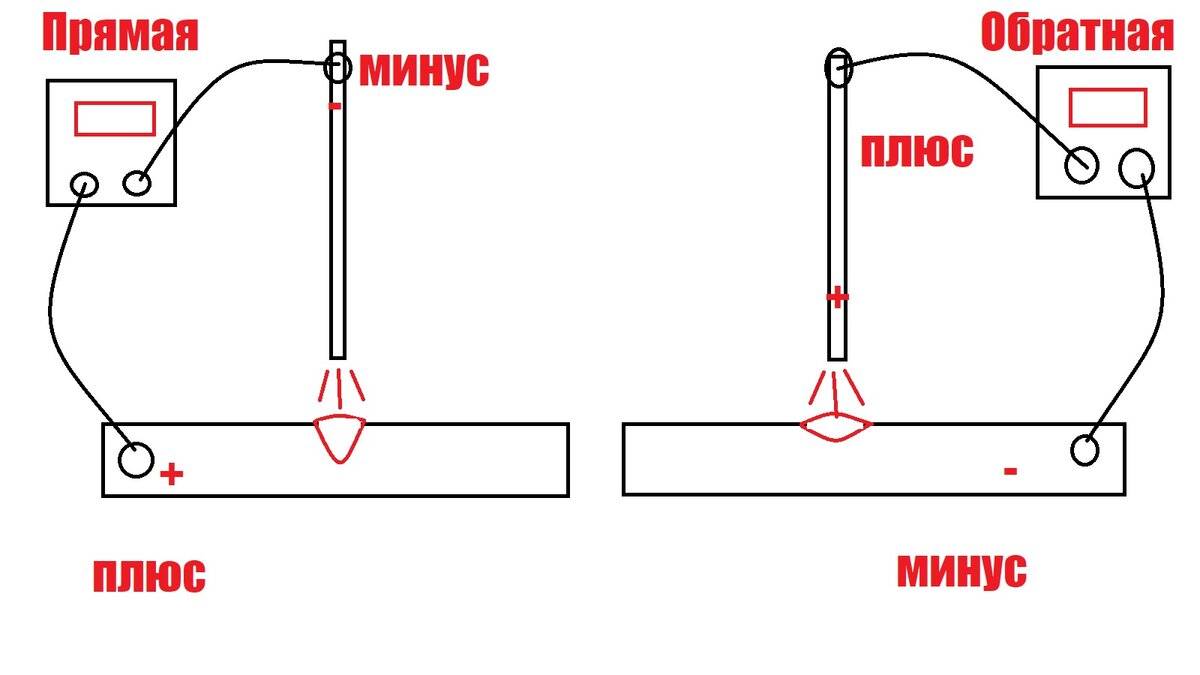
При прямом подключении на конце электрода появляется катодное пятно. Заготовка при этом будет анодом, и основная температура будет фиксироваться на самом изделии.
Из-за подключения к положительной клемме обратный ток предполагает, что на электроде образуется анодное пятно. Выступающим катодом основной металл будет получать меньше тепла и будет меньше нагревается.
Помимо температуры есть и другие отличия:
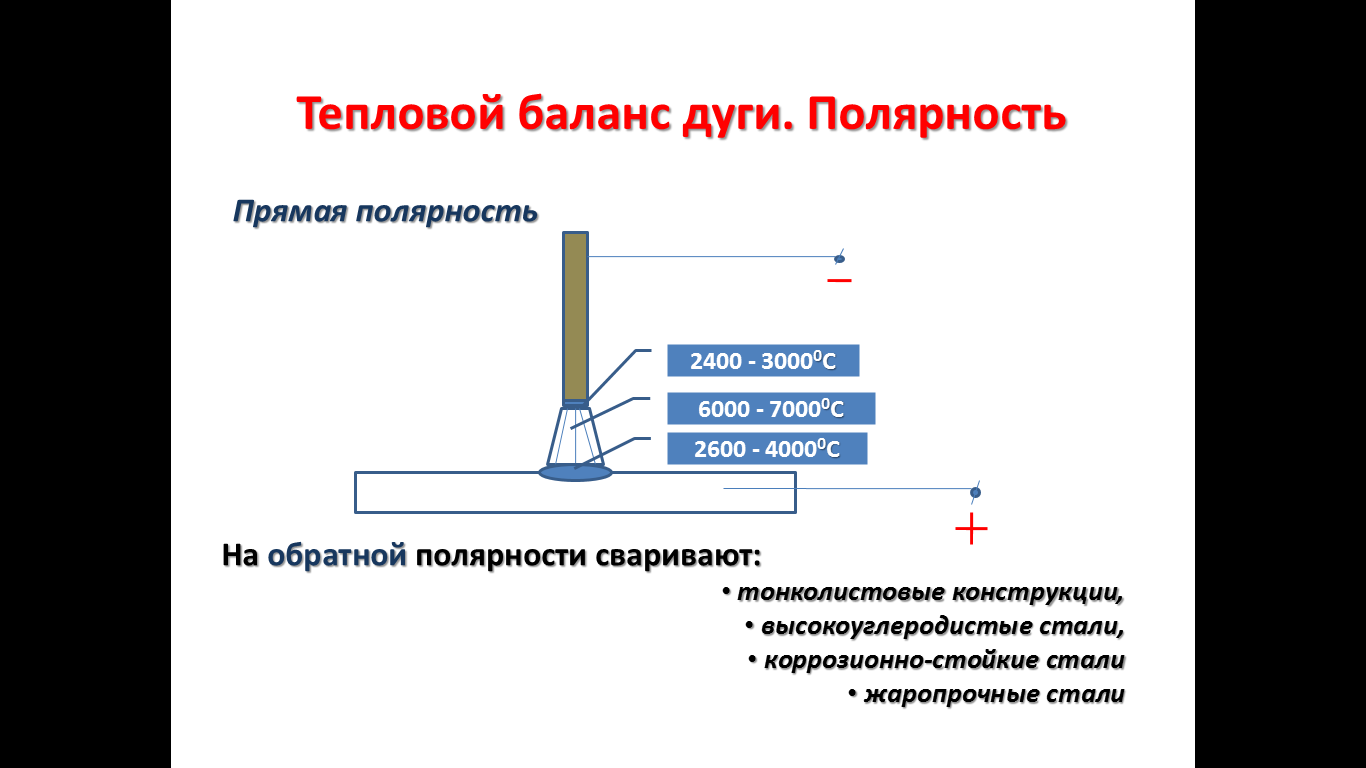
- чтобы получить более глубокую сварочную ванну и более глубокий шов, используют прямое подключение, но при этом шов будет узким, а при обратном шов шире, но не такой глубокий,
- при прямой дуга горит стабильнее, а при обратном токе за ней нужно тщательно следить, чтобы избежать ее скачков и гашения, особенно на низких токах,
- расход электродов на прямом токе выше, потому что они быстрее плавятся, а за счет обратной полярности расход материалов можно снизить,
- из-за слабого нагрева обратный ток практически не способен прожечь металл, поэтому лучше подходит для работы с тонкими изделиями до 3мм, вот прямой ток нагревает сильнее и чаще применяется для более толстых деталей.
Итоговую схему подключения выбирают по роду металла, его толщине, а также по виду сварочных материалов. Например, многие высоколегированные стали и чувствительные металлы лучше варить обратным током, чтобы снизить вероятность перегрева. Электроды для переменного тока нельзя применять для прямой полярности. Для обратного не подойдут чувствительные к перегреву электроды. Независимо от подключения в каждом случае нужно соблюдать и другие рекомендации по сварочному процессу, особенно в вопросах предварительного нагрева или остывания заготовок.
Ответ на этот вопрос очень прост: нет. Суть переменного тока заключается в автоматическом изменении полярности с заданной частотой без переключения. Сварщик никаким образом не может влиять на это и не может самостоятельно менять полярность тока по желанию в принципе. Поэтому переменный ток обратной полярности при сварке не существует.
Прямая и обратная полярность при сварке: какая роль
Содержание
- На что влияет полярность сварки
- Особенности прямой и обратной сварки
- Различия при подключении
- Зависимость от рода напряжения
- Отличия при работе с инвертором и полуавтоматом
- Особенности сварочных работ
- При прямой полярности
- При обратной полярности
- Преимущества и недостатки разных методов
- По каким критериям нужно выбирать полярность
- Толщина металлического листа
- Типы металлов
- Разновидности электродов
- Присадки и прочие расходники
Прямая и обратная полярность сварочных агрегатов постоянного тока позволяет скорректировать температуру на электродах и обрабатываемых деталях. Если подсоединен плюс, анодное термопятно нагреется до 3900 °C. При подключении минуса этот показатель с катодной точкой будет равен 3200 °C. Для сварки разных металлов такое отличие существенно.
Если подсоединен плюс, анодное термопятно нагреется до 3900 °C. При подключении минуса этот показатель с катодной точкой будет равен 3200 °C. Для сварки разных металлов такое отличие существенно.
На что влияет полярность сварки
Работа с рутиловыми электродами возможна на обоих видах полярности. Аналогами типа УОНИ производитель рекомендует варить на «минусе». От сварочной полярности зависит прогрев детали.
На прямой подаче заготовка сильнее накаливается, позволяя сделать глубже шовный участок.
На обратной полярности обрабатываемый элемент прогревается слабее, температура концентрируется на окончании электрода. Второй режим ориентирован на обработку тонкого металла и изделий, чувствительных к перегреву.
Особенности прямой и обратной сварки
Прямо-полярный метод рассчитан на:
- прокатный монтаж из спецсталей методом наплавления;
- неплавящуюся вольфрамовую сварку с применением проволоки для наплавки;
- работу с текучими материалами;
- раскрой заготовок с использованием сварочных приспособлений.

Если случайно сменить полюс, рабочий процесс с постоянным током затянется, шов получится широким, а скорость сжигания расходников увеличится. Обратная полярность уместна при аккуратной проварке заготовки, без допускания прожогов. Такой способ применяется для обработки цветмета, при флюсовой сварке.
Различия при подключении
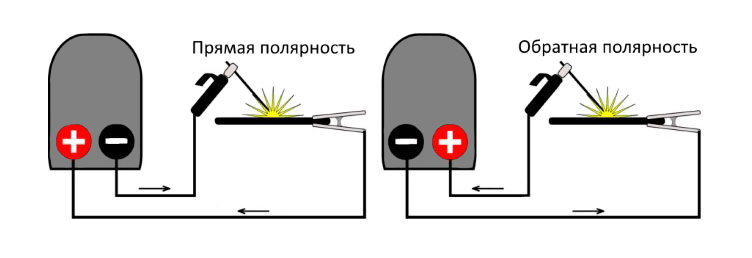
Отличие при подсоединении обусловлено полюсным перераспределением обрабатываемой детали и электродного держателя. При прямом методе электроны перемещаются к заготовке, на электродное окончание стремится минус. Дуга отличается повышенной компактностью и плотностью. На «обратке» плюс идет на держатель, место контакта термического пятна с металлом рассеянное.
Способ подсоединения полюсов обусловлен физическими параметрами и толщиной детали.
Зависимость от рода напряжения
Если варить на переменном токе, дуга тухнет и разгорается при прохождении синусоидой нуля. На высокочастотном напряжении это изменение визуально незаметно. Род тока обуславливает дуговое постоянство. На аппарате с постоянным показателем возможности по сварке расширены, поскольку можно поменять направление перемещения электронов и дуговую плотность. Это повлияет на соединительное усилие.
На высокочастотном напряжении это изменение визуально незаметно. Род тока обуславливает дуговое постоянство. На аппарате с постоянным показателем возможности по сварке расширены, поскольку можно поменять направление перемещения электронов и дуговую плотность. Это повлияет на соединительное усилие.
На генераторах переменного напряжения кабель подключается в любой конфигурации. Следует учитывать тип тока при подборе электродов. На коробке или в инструкции к расходникам указаны рекомендуемые параметры. Практичнее работать с универсальными элементами, рассчитанными на возможность изменения полюсов.
Отличия при работе с инвертором и полуавтоматом
На терморежим электродного кончика при сварке (постоянный ток) влияет полюсность. С плюсовым подключением показатель достигает почти 4 000 г, на минусе — на 1000 г меньше. Используя прямую и обратную полярность при сварке инвертором, можно точнее корректировать рабочий процесс. Во втором случае расходники сгорают быстрее.
Во втором случае расходники сгорают быстрее.
Особенность сварки полуавтоматом — наличие присадки-проволоки, подаваемой равномерно. Швы ровные, аккуратные за счет равномерного прогрева металлов. Рабочий процесс облегчает встроенный преобразователь электронного типа. Прямая агрегация клемм уместна для стандартной порошковой проволоки.
Постоянный ток обратной полярности на полуавтомате используется для ионизации защитного газа, флюсовых присадок.
Особенности сварочных работ
При сваривании постоянным током обратной полярности добиваются хорошего прогрева детали, получая своеобразную ванну плавления. На ее качество как раз влияет тип полюсности. При завышенном токе нагрев будет больше, изделие накалится до состояния отталкивания от электродуги, что воспрепятствует соединению. Заниженный показатель тоже неэффективен, поскольку не будет нужного термического режима.
При выполнении сварочных работ основное внимание уделяется соединению стыкуемых деталей.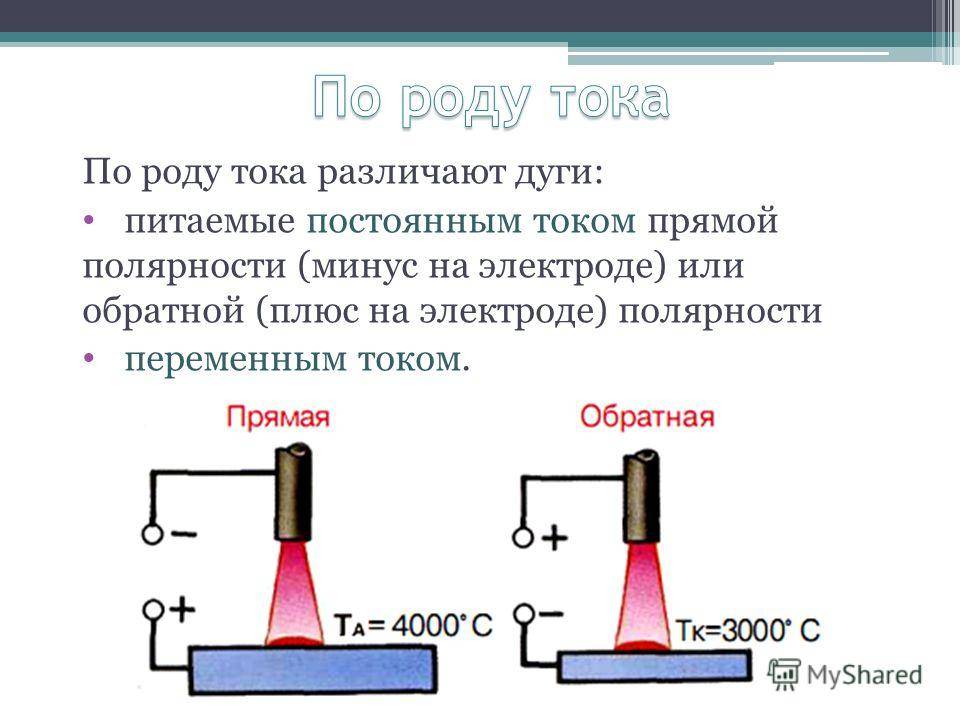
При прямой полярности
Нюансы работы сварочного оборудования:
- Металл в ванну от расходников стекает по каплям. Создается разбрызгивание изделия, повышается коэффициент плавления.
- Возникает нестабильная электродуга.
- Происходит уменьшение проварки на одной части, на другой — снижается содержание углерода.
- Обеспечивается правильный прогрев детали.
- Присадка меньше накаливается.
- При обработке флюсовых материалов повышается эффективность наплавления.
Черный металл при сварке с прямой полярностью в полости шва почти не содержит углерода, насыщен кремнием и марганцем.
При обратной полярности
Разница минусового подключения в том, что на электрод действует повышенная температура.
Чтобы нивелировать вероятность прогара и повысить качество сварки, нужно помнить о следующих особенностях:
- Снижении токового потенциала, если необходимо уменьшить терморежим на заготовке.
- Начальном применении частичного шва с короткими участками с перемещением к центру, дальнейшем возврате к стыковке на другую сторону, конечной обработке промежуточных зон.
 Это обуславливает снижение коробления материала.
Это обуславливает снижение коробления материала. - Сваривании тонких деталей с регулярным прерыванием дуги.
- Сцеплении материалов внахлест путем их герметичного прижимания между собой. Для этой цели подойдут струбцины или дополнительный груз.
- Сваривании встык с минимальным зазором.
- Соединении тонкого материала с неровными краями при помощи медной либо стальной пластины, служащей для забора тепла.
Зная, что такое прямая и обратная полярность при сварке, нужно учитывать достоинства и недостатки обоих способов. Это позволит изменить подключение клемм, добиться лучшего результата работ.
Преимущества прямой полярности перед обратным методом:
- получение узкого валика шва;
- глубокая проварка детали;
- наличие стабильной электрической дуги;
- широкий ассортимент расходников с разными видами покрытий.
Недостатки:
- разбрызгивание металла;
- повышенный риск прожога заготовок;
- появление остаточного напряжения в местах термообработки.

Достоинства минусовой полярности в том, что схема подходит для аккуратной обработки тонких и специальных сплавов.
К недостаткам причисляют:
- необходимость использования электродов, устойчивых к перегреву;
- малую глубину шовного валика;
- поддерживание короткой дуги.
По каким критериям нужно выбирать полярность
Выбирая тип подключения сварочного аппарата, необходимо обращать внимание на ряд важных критериев. Это позволит не допустить брака или чрезмерного расхода материалов, обеспечить требуемую прочность соединения.
Толщина металлического листа
Детали, толщина которых не превышает 3 мм, часто прожигают. Для сварки подобных заготовок используют обратно-полярную схему, обеспечивая анодное термопятно на краю электрода. Такой подход уместен при обработке цветных, легированных материалов.
Типы металлов
За окончательный нагрев изделий и держателя отвечает плюсовая клемма. На катоде выделяется меньше тепла, чем на аноде. При обработке тугоплавких сталей лучше использовать прямое подсоединение, когда температура достигает 4000 °C. Для металлов, меняющих характеристики при перегреве, подключают минусовую клемму. При прямо-полярной обработке шов углубляется, при «обратке» — сосредотачивается на поверхности.
На катоде выделяется меньше тепла, чем на аноде. При обработке тугоплавких сталей лучше использовать прямое подсоединение, когда температура достигает 4000 °C. Для металлов, меняющих характеристики при перегреве, подключают минусовую клемму. При прямо-полярной обработке шов углубляется, при «обратке» — сосредотачивается на поверхности.
Разновидности электродов
Выбирая марку электродов, учитывают род тока. Для переменного напряжения подходят любые разновидности, поскольку полярность в этом случае не играет никакой роли. Для разновидностей ОК, ОЗС, МР рекомендуют обратное подсоединение. УОНИИ и подобные модификации рассчитаны на прямую схему. Рекомендации производителей указаны на упаковках. Многие сварщики предпочитают универсальные аналоги другим вариантам.
Присадки и прочие расходники
Тугоплавкие электроды, применяемые для создания дуги, чаще используют с прямой полярностью. Работа с наплавочной проволокой предусматривает применение только вольфрамовых элементов. Угольные аналоги неустойчивы к высокой температуре, становятся хрупкими и крошатся.
Как выбрать правильную полярность при сварке
Сварщики должны обладать определенным объемом технических знаний, чтобы правильно выполнять свою работу. Одним из технических терминов, которые можно услышать в любом сварочном цеху или на курсах сварки, является полярность. Полярность является одним из факторов, определяющих качество и прочность сварного шва. Поскольку не бывает двух одинаковых сварочных проектов, сварщики должны приспосабливаться к каждому материалу в зависимости от желаемых результатов.
Другим термином, с которым сталкивается каждый сварщик, является сварочный ток. Многие сварочные аппараты имеют маркировку переменного или постоянного тока, описывающую полярность тока аппарата. Вот что вы должны знать:
Вот что вы должны знать:
Сварка переменным и постоянным током
Переменный ток означает переменный ток, а постоянный ток – постоянный. В то время как постоянный ток течет в одном направлении, что приводит к постоянной полярности, переменный ток течет в одном направлении в течение половины времени и в обратном направлении в течение другой половины.
Что такое полярность при сварке?
Когда вы включаете сварочный аппарат, он образует электрическую цепь с положительным или отрицательным полюсом. Это свойство называется полярностью. Поскольку правильная полярность обеспечивает прочные высококачественные сварные швы, правильный выбор имеет решающее значение.
Сварка с неправильной полярностью может вызвать множество проблем, в том числе неэффективное проплавление, чрезмерное разбрызгивание и потерю контроля над сварочной дугой.
Какие существуют типы полярности при сварке?
Три основных типа полярности при сварке: постоянный ток прямой полярности, постоянный ток обратной полярности и переменный ток.
Прямая полярность постоянного тока возникает, когда пластины положительные, а электрод отрицательный, в результате чего электроны перемещаются от кончика электрода к опорным пластинам. В большинстве случаев около двух третей тепла дуги выделяется на электроде, а другая треть приходится на опорную плиту.
Из-за этого электрод быстро расплавляется, а скорость наплавки металла увеличивается.
С другой стороны, пластины плохо плавятся из-за меньшего количества тепла. Недостаточное плавление, отсутствие надлежащего проникновения и сильное армирование — вот некоторые из довольно распространенных дефектов.
Постоянный ток обратной полярности происходит, когда электрод положительный, а пластины отрицательные. Электроны меняют направление и перемещаются от базовой пластины к электроду, выделяя больше тепла на пластине по сравнению с прямой полярностью постоянного тока. Сварка постоянным током с обратной полярностью обычно имеет меньше дефектов включения и обеспечивает более быстрый процесс сварки. Он хорошо работает с тонкими материалами и металлами с низкой температурой плавления, такими как медь.
Он хорошо работает с тонкими материалами и металлами с низкой температурой плавления, такими как медь.
Потенциальные проблемы с обратной полярностью постоянного тока включают более короткий срок службы электрода и необходимость более высокого уровня усиления, если скорость установлена неправильно. Хотя этот метод отлично подходит для более тонких материалов, он часто неэффективен для соединения толстых пластин с более высокой температурой плавления.
Если источник питания подает переменный ток с полярностью , обратная и прямая полярность будут чередоваться с положительной пластиной основания и отрицательным электродом в половине случаев. Напротив, электрод будет положительным, а опорная пластина отрицательной другой половиной.
Полярность переменного тока имеет атрибуты прямой и обратной полярности, и оба они возникают в течение одного и того же цикла. Он эффективен с большинством типов электродов и пластин различной толщины, что делает его популярным универсальным выбором.
Выбор из различных типов полярности при сварке
При выборе полярности необходимо учитывать несколько факторов, включая температуру плавления материала и его толщину. Например, алюминий и магний лучше всего работают с обратной полярностью из-за их низкой температуры плавления. С другой стороны, нержавеющая сталь и титан лучше реагируют на полярность переменного тока. Он обеспечивает преимущества прямой и обратной полярности и предотвращает чрезмерное расширение зоны термического влияния.
Каждый сварщик будет работать с различными материалами, поэтому необходимо ознакомиться с типами полярности, которые можно использовать в различных обстоятельствах.
Полярность при дуговой сварке – прямая, обратная и переменная полярность
Дуговая сварка – это один из видов процесса сварки плавлением, при котором основные металлы сплавляются под воздействием тепла для образования коалесценции. Требуемое тепло обеспечивается электрической дугой, образованной между положительной и отрицательной клеммами электрической цепи, встроенной в источник питания. Для сварки рабочий металл выполнен одним стержнем, а электрод — другим, и таким образом во внешней цепи между ними образуется дуга. Так как электроны всегда текут от отрицательного вывода к положительному выводу любой внешней цепи, то исходя из установленного соединения возможны два случая:
Для сварки рабочий металл выполнен одним стержнем, а электрод — другим, и таким образом во внешней цепи между ними образуется дуга. Так как электроны всегда текут от отрицательного вывода к положительному выводу любой внешней цепи, то исходя из установленного соединения возможны два случая:
- Электрод подключается к отрицательной клемме источника питания; тогда как основные металлы связаны с положительным полюсом.
- Неблагородные металлы соединяются с отрицательной клеммой источника питания; тогда как электрод соединен с положительной клеммой.
Однако, если источник питания обеспечивает переменный ток (AC), то оба состояния возникают одно за другим в каждом цикле. В основном источники питания для дуговой сварки могут обеспечивать постоянный или переменный ток. Некоторые современные источники питания также имеют возможность преобразования одного из другого (встроенного в преобразователь переменного тока в постоянный), поэтому эти источники могут обеспечивать питание как переменного, так и постоянного тока.
Полярность указывает направление протекания тока (другими словами – электронов) между опорными пластинами и электродом во внешней цепи. Помните, что направление потока тока считается противоположным направлению потока электронов.
- Постоянный ток Прямая полярность — происходит, когда электрод становится отрицательным, а опорные пластины — положительным. Таким образом, электроны текут от кончика электрода к опорным пластинам.
- Постоянный ток, обратная полярность — происходит, когда электрод становится положительным, а опорные пластины — отрицательным. Таким образом, электроны текут от базовых пластин к электроду.
- Полярность переменного тока — если источник питания обеспечивает переменный ток, то указанные выше два случая будут происходить друг за другом в каждом цикле.
 В одной половине цикла электрод будет отрицательным (поэтому опорные пластины будут положительными), а в следующей половине электрод будет положительным (поэтому опорная пластина будет отрицательной). Количество циклов в секунду зависит от частоты питания. Например, при частоте питания 60 Гц каждую секунду происходит 60 циклов.
В одной половине цикла электрод будет отрицательным (поэтому опорные пластины будут положительными), а в следующей половине электрод будет положительным (поэтому опорная пластина будет отрицательной). Количество циклов в секунду зависит от частоты питания. Например, при частоте питания 60 Гц каждую секунду происходит 60 циклов.
При питании постоянным током (DC), когда электрод соединен с положительной клеммой, а базовые пластины с отрицательной клеммой, это называется электродом постоянного тока с положительной полярностью (DCEP) или обратной полярностью постоянного тока (DCRP). Таким образом, электроны освобождаются от базовой пластины и текут к электроду через внешнюю цепь. Непрерывный поток лавины электронов в небольшом проходе создает дугу (источник тепла).
Электроны, испускаемые базовыми пластинами (отрицательная полярность), ускоряются из-за наличия разности потенциалов и могут ударяться об электрод (положительная полярность) с очень высокой скоростью. При ударе кинетическая энергия электронов преобразуется в тепловую энергию, что в конечном итоге приводит к сильному выделению тепла вблизи кончика электрода. По эмпирическому правилу считается, что две трети (66%) всего тепла дуги выделяется на электроде; тогда как только одна треть (33%) тепла выделяется на опорной плите. В результате происходит быстрое расплавление электрода и увеличение скорости наплавки металла (только для расходуемых электродов). С другой стороны, базовые пластины не плавятся должным образом из-за отсутствия достаточного количества тепла, и, таким образом, возникают различные дефекты, такие как недостаточное проплавление, отсутствие проплавления, высокое армирование и т. д. Однако поток электронов из базовой пластины удаляет масло, покрытие , оксидный слой или частицы пыли, присутствующие на поверхности базовой пластины (так называемое действие по очистке от оксидов).
По эмпирическому правилу считается, что две трети (66%) всего тепла дуги выделяется на электроде; тогда как только одна треть (33%) тепла выделяется на опорной плите. В результате происходит быстрое расплавление электрода и увеличение скорости наплавки металла (только для расходуемых электродов). С другой стороны, базовые пластины не плавятся должным образом из-за отсутствия достаточного количества тепла, и, таким образом, возникают различные дефекты, такие как недостаточное проплавление, отсутствие проплавления, высокое армирование и т. д. Однако поток электронов из базовой пластины удаляет масло, покрытие , оксидный слой или частицы пыли, присутствующие на поверхности базовой пластины (так называемое действие по очистке от оксидов).
- Подробнее: Постоянный ток обратной полярности (DCRP) при дуговой сварке.
- Лучшее очищающее действие дуги, что снижает вероятность включения дефектов.

- Высокая скорость наплавки расходуемого электрода для более быстрой сварки.
- Повышенная производительность при сварке тонких листов. Снижает уровень деформации, остаточное напряжение, полную резку и т. д.
- Подходит для соединения металлов с низкой температурой плавления, таких как медь и алюминий.
- Меньший срок службы неплавящихся электродов.
- Более высокий уровень усиления, если скорость не отрегулирована должным образом.
- Недостаточное плавление и неполное проплавление.
- Не может правильно сплавить толстые пластины или металлы с высокой температурой плавления.
В отличие от DCEP, когда электрод соединен с отрицательной клеммой, а базовые пластины — с положительной клеммой, это называется отрицательным электродом постоянного тока (DCEN) или прямой полярностью постоянного тока (DCSP). Таким образом, электроны текут от электрода к опорным пластинам. Следовательно, на опорной пластине выделяется больше тепла, чем на электроде, поэтому скорость осаждения металла снижается. Также устраняют различные дефекты, вызванные непроваром основного металла. Но DCEN не обладает очищающим действием, поэтому могут возникнуть дефекты включения, если опорные плиты не будут должным образом очищены перед сваркой. Плюсы и минусы полярности DCEN обсуждаются ниже.
Следовательно, на опорной пластине выделяется больше тепла, чем на электроде, поэтому скорость осаждения металла снижается. Также устраняют различные дефекты, вызванные непроваром основного металла. Но DCEN не обладает очищающим действием, поэтому могут возникнуть дефекты включения, если опорные плиты не будут должным образом очищены перед сваркой. Плюсы и минусы полярности DCEN обсуждаются ниже.
- Подробнее: Постоянный ток прямой полярности (DCSP) при дуговой сварке.
- Подробнее: Разница между DCEN и DCEP при дуговой сварке.
- Может быть достигнуто достаточное плавление основных металлов и, следовательно, надлежащий провар.
- Меньшая вероятность включения вольфрама (при сварке ВИГ), а также низкое армирование.
- Лучший выбор для сварки металлов с высокой температурой плавления, таких как титан, нержавеющая сталь и т. д.
- Толстые листы также можно правильно соединить.

- Нет действия по очистке дуги, поэтому есть вероятность включения дефектов.
- Высокий уровень искажений.
- Образование высокого остаточного напряжения на сварных деталях.
- Более широкая зона термического влияния (ЗТВ).
- Более низкая производительность из-за более низкой скорости наплавки.
- Не подходит для сварки тонких листов.
Полярность переменного тока дает преимущества как DCEN, так и DCEP; однако лишь в некоторой степени. С источником переменного тока в половине цикла электрод становится отрицательным, а в следующей половине цикла электрод становится положительным. Этот цикл повторяется 50 или 60 раз в секунду в зависимости от частоты питания (50 Гц или 60 Гц). Некоторые источники питания также предусматривают возможность изменения этой частоты.
- Подробнее: Полярность переменного тока при дуговой сварке.

- Подробнее: Сравнение полярностей сварки DCEN, DCEP и AC.
- Умеренная очистка дуги.
- Совместим с большинством типов электродов (но не со всеми).
- Лучшее плавление и проплавление металла шва.
- Подходит для листов различной толщины.
Полярность является одним из решающих факторов, влияющих на качество сварных соединений. Перед сваркой сварщик должен выбрать соответствующую полярность в зависимости от требований, типа наполнителя, типа электрода и основного материала. В следующем списке показаны параметры, на которые обычно влияет полярность сварки. Подробнее читайте: Как полярность влияет на качество дуговой сварки?
- Нанесение наполнителя — При использовании расходуемого электрода полярность DCEP увеличивает скорость осаждения металла. Читайте: Какая полярность дает максимальную скорость наплавки при дуговой сварке и почему?
- Проплавление сварного шва —Полярность DCEN увеличивает проплавление сварного шва.
 Читайте: Какая полярность обеспечивает лучший провар при дуговой сварке и почему?
Читайте: Какая полярность обеспечивает лучший провар при дуговой сварке и почему? - Очистка опорной плиты — DCEP помогает очищать опорные плиты во время сварки, что снижает вероятность дефектов включения. Читайте: Какая полярность обеспечивает лучшую очистку от окислов при дуговой сварке и почему?
- Армирование — DCEP вызывает шаровидный режим переноса металла, что увеличивает ширину сварного шва.
- ЗТВ —Полярность DCEN быстро нагревает опорные плиты и если скорость не регулируется, то ЗТВ становится шире.
- Внешний вид сварного шва —AC, сильно зависит от многих других факторов.
Следует отметить, что при выборе полярности сварки необходимо учитывать большое количество факторов; однако ниже обсуждаются лишь несколько основных факторов. Необходимо соблюдать надлежащую осторожность при выборе полярности для конкретного приложения.
- Если основным металлом является алюминий или магний, лучше использовать DCEP, поскольку он может разрушить оксидный слой (оксид алюминия — Al 2 O 3 ), присутствующий на поверхности пластины.
