
Прямая и обратная полярность при сварке: как правильно выбирать
Что это такое? Изменение направления тока влияет на процесс сварки. Переключение клемм определяет, что будет нагреваться больше – анодное или катодное тепловое пятно.
На что влияет? Прямая и обратная полярность при сварке позволяют работать с металлами разной толщины и с различным составом сплавов. Очень важно использовать при этом подходящие электроды.
СОДЕРЖАНИЕ
- Режимы полярности при дуговой сварке
- Отличия режимов при сварке
- Правила выбора прямой или обратной полярности при сварке
- Настройка полярности при сварке полуавтоматом
- Прямая и обратная полярность при сварке полуавтоматом
Режимы полярности при дуговой сварке
Для соединения заготовок и всевозможных изделий сварщики применяют оборудование, генерирующее переменный или постоянный ток. Но при этом во втором случае в зависимости от задач выбирают прямую или обратную полярность.
Сварку с применением переменного тока используют нечасто. Объясняется это тем, что при таком методе существенно снижается производительность работы мастера. Сварку заготовок при переменном токе выполняют, если детали сделаны из низколегированной стали. Для соединения металлических элементов применяют электроды с рутиловым напылением.
С помощью сварочного аппарата, подключенного по схеме с прямой полярностью, удастся выполнить высококачественное соединение. Такой вариант является наилучшим, когда осуществляется работа с заготовками большой толщины. При использовании обратной полярности удается избежать появления прожога. Данный дефект часто возникает в ситуациях, когда соединяют тонкие металлические листы.
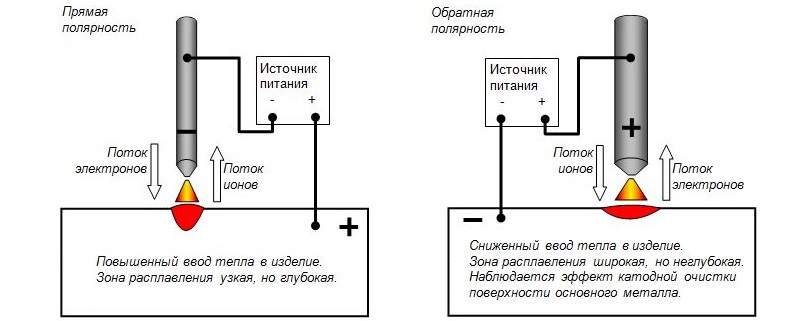
Соединяя элементы ручной сваркой, выбирают любой режим: или с прямой, или с обратной полярностью. Подключение электрода и детали выполняется к минусовой и плюсовой клеммам, которые находятся на сварочном аппарате. При обратной полярности электрод присоединяется к клемме со знаком «+», а металл – к клемме со знаком «-». Соответственно, при прямой полярности провода меняются местами.
Соответственно, при прямой полярности провода меняются местами.
Чем же отличается сварка прямой и обратной полярности? Разница между двумя вышеописанными способами подключения заключается в том, что при прямой полярности максимально расплавляются металлические элементы, а не электроды. Это явление объясняется законами физики и термодинамики. Данный метод подключения используется в ситуациях, когда нужно соединить элементы с большой толщиной.
Читайте также: «Термическая сварка»
При проведении сварочных работ образуется электрическая дуга (состоит из потока электронов и ионов). Она выступает в качестве источника нагрева. Дуга состоит из трех элементов: столба, анода и катода. Когда дуга горит, появляются активные пятна: то, что расположено в анодной области, называется анодным пятном; пятно на катодной области – катодное.
По сути, дуга представляет собой плазму, нагретую до сверхвысокой температуры. Тепловая энергия выделяется в дуге неравномерно. Электроны, достигая анодной области, передают свою энергию. Соответственно, в данной области происходит образование анодного пятна с максимально высокой температурой.
Электроны, достигая анодной области, передают свою энергию. Соответственно, в данной области происходит образование анодного пятна с максимально высокой температурой.
Ионы со знаком заряда «+» перемещаются к катоду. Когда они достигают его, то передают свою энергию, в результате появляется катодное пятно. Так как число электронов значительно превышает количество ионов, анод разогревается до температуры намного большей, чем катод. Таким образом, понимая физику процесса, можно в зависимости от задач выбрать, какая полярность нужна в конкретном случае: обратная или прямая.
Читайте также: «Глаза после сварки»
Если сварка проводится постоянным током при прямой полярности, термоэлектрод подсоединяют к «-», и нагреваться он станет медленнее, чем подключенный к «+» металлический элемент. Это приводит к образованию глубокого соединения, а дуга горит устойчиво. При выборе полярности стоит отдавать предпочтение обратному варианту, если из-за повышенного выделения тепловой энергии качество шва снижается.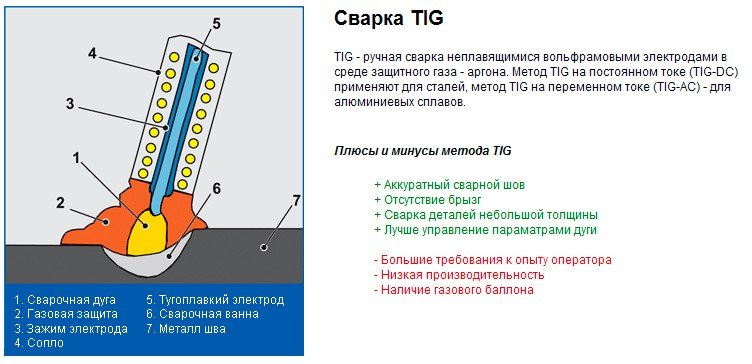 Такой недостаток возникает при соединении неустойчивых к высоким температурам материалов. К примеру, это могут быть стали, алюминий, тонкие листы металла.
Такой недостаток возникает при соединении неустойчивых к высоким температурам материалов. К примеру, это могут быть стали, алюминий, тонкие листы металла.
При дуговой сварке важны следующие характеристики: размер электрода, его вид и марка, напряжение на образующейся дуге, скорость выполнения работы мастером, местоположение шва. Важно правильно выбрать полярность сварки (прямую или обратную) и понимать разницу между этими видами подключений. Прямая полярность подходит для того, чтобы сваривать изделия из чугуна либо когда нужно добиться эффекта сверхглубокой проплавки металла.
Обратная полярность используется, чтобы соединить тонкие листы либо стальные заготовки. Технология работы специфична: электрод должен расплавляться с высокой скоростью. Выбранная полярность влияет на эстетические характеристики шва, а также на его размеры и форму. Во время сварки постоянным током с обратной полярностью металл проплавится глубже, чем при прямом способе подключения.
Отличия режимов при сварке
Вышеописанные два вида полярности имеют весомые отличия, о которых должен знать каждый опытный сварщик.
Специфика прямого подключения заключается в следующем:
- можно добиться нужной глубины сварного соединения;
- соединение получается узкое;
- можно сваривать металлические элементы, толщина которых от трех миллиметров;
- для сварки таких металлов, как алюминий, применяются электроды из вольфрама;
- дуга горит стабильно;
- расходники расплавляются с максимальной скоростью;
- для работы требуется большое количество электродов из-за разбрызгивания.
Обратная полярность подходит, когда нужно снизить риск образования дефектов, из-за которых деталь придется утилизировать. Также такой способ подключения сварочного аппарата используется, чтобы соединять элементы для крупногабаритных заготовок и при работе с тонкими металлическими листами. При этом исключается появление серьезного дефекта – коробления.
Обратный способ подключения применяется для сваривания деталей из стали. Такие соединения сверхчувствительны к перегреву.
Характеристики данного способа подключения:
- во время сваривания деталей создается широкий и глубокий шов;
- качество шва будет среднее, если соединяют толстые заготовки;
- не используются электроды, которые портятся при нагреве до сверхвысоких температур;
- при падении сила тока дуга становится нестабильной, в результате соединение будет некачественным.
Читайте также: «Электродуговая сварка»
В продаже есть электроды с рутиловой обмазкой. Это универсальный вариант расходников, который нечувствителен к полярности и используется при любых типах подключения. Кроме того, эти электроды подходят и в том случае, если сварка ведется переменным током.
Правила выбора прямой или обратной полярности при сварке
Выбирают прямой или обратный способ подключения с учетом размеров свариваемых элементов. Если зависимость от габаритов большая, сварочный аппарат подсоединяют к клемме со знаком «+», электрод – к клемме со знаком «-». Из-за сверхвысокой температуры даже на деталях с большой толщиной металл прогреется. Поэтому провар будет значительным, а сварной шов получится высококачественным и прочным.
Из-за сверхвысокой температуры даже на деталях с большой толщиной металл прогреется. Поэтому провар будет значительным, а сварной шов получится высококачественным и прочным.
Обратную полярность стоит выбирать для соединения металлических деталей небольшой толщины. Причина такого выбора заключается в том, что образование анодного пятна происходит на электроде. Поэтому исключена такая ситуация, когда тонкие элементы пережигаются во время сваривания. Следует к тому же учитывать вид и тип обрабатываемого металла.
К примеру, когда нужно соединить детали из нержавейки либо чугунные заготовки, получив при этом прочный шов, полярность выбирают обратную. Это позволит исключить перегрев свариваемых элементов и образование некачественного соединения. Дело в том, что тугоплавкий шов тяжело обрабатывать.
Прямая полярность – идеальное решение для того, чтобы соединять алюминиевые элементы. Оксидная пленка на этом металле при нагреве расплавится, в результате этого процесса образуется прочный сварной шов. Режим сварки стоит выбирать с учетом специфики металлического покрытия расходника. Электроды с угольным напылением при сварке с обратной полярностью перегреваются и разрушаются. Ничем не покрытая проволока подходит для прямой полярности.
Режим сварки стоит выбирать с учетом специфики металлического покрытия расходника. Электроды с угольным напылением при сварке с обратной полярностью перегреваются и разрушаются. Ничем не покрытая проволока подходит для прямой полярности.
Читайте также: «Длина сварного шва»
Правильная технология работы со сварочным аппаратом описана в специальных технических документах. Также можно воспользоваться справочником, где указана нужная информация о выборе полярности. Профессиональные сварщики с большим опытом интуитивно определяют полярность, не допуская ошибок.
Настройка полярности при сварке полуавтоматом
Если у вас аппарат полуавтоматической сварки, можно выбирать прямую или обратную полярность, учитывая толщину детали и вид металлического изделия. Обычно устанавливается прямое подключение с «-» на горелке. Такой подход оправдан при сваривании проволокой медной или из нержавеющей стали. Так как у нее небольшой диаметр – 6-12 мм, тепло концентрируется на детали. Если будет нарушено это условие, электрод сразу же сгорит, произойдет разбрызгивание металла.
Если будет нарушено это условие, электрод сразу же сгорит, произойдет разбрызгивание металла.
Когда используется самозащитная порошковая проволока без газовой среды, полярность нужно выбирать обратную. По сравнению с инвертором (у него нужно переставить разъемы кабеля зажима и массы), у полуавтоматического аппарата горелка прикрепляется к рукаву, где находятся канал, силовой кабель, шланг, через который подается защитный газ, провода. Разъем с массой имеет свою конфигурацию и не подходит для горелки.
Чтобы сменить полярность полуавтомата, можно действовать по-разному. К примеру, на одних сварочных аппаратах придется заменить месторасположение разъемов внизу. У силового кабеля есть собственный выход с гнездом, как у «массы». На некоторых моделях сварочных аппаратов нужно раскрыть крышку, а затем подсоединить кабель к клеммам, которые окрашены в разные цвета. Чтобы выполнить эти манипуляции, потребуется гаечный ключ.
Прямая и обратная полярность при сварке полуавтоматом
Сварка инвертором MMA выполняется на прямой полярности по стандартной технологии, когда соединяются детали с толстыми стенками (от 0,4 см). Последовательность действий выглядит следующим образом:
Последовательность действий выглядит следующим образом:
- Электрод соприкасается с металлом, в результате этого касания образуется дуга.
- Мастер наклоняет термоэлектрод на себя под острым углом.
- Сварщик плотно сводит стороны деталей и ведет ровный шов. Действовать следует аккуратно, чтобы исключить колебательные движения. Если нужно разделать кромки, основной шов необходимо прокладывать по такому же принципу. Далее сварка выполняется с поперечными колебательными спиралевидными движениями. Также движения могут быть в виде дуг либо «восьмерок».
Сваривать элементы следует, не отрывая дугу, делая промежутки 3-5 мм. С увеличением скорости проведения электрода над одной стыковочной областью уменьшается глубина проплавления. Если мастер будет выполнять движения во время сварки медленно, провар получится более глубокий. Когда нужно сварить детали с разной толщиной сторон, следует выбрать силу тока на аппарате для максимальной толщины заготовки.
Важная особенность! Дугу нужно держать на толстой заготовке, на 2-3 секунды перенося на тонкий металл. Такой подход в работе позволит исключить вытекание металла из сварочной ванны.
Сваривание на обратной полярности обычно используется, чтобы соединить металлические элементы небольшой толщины – от одного до трех миллиметров. Однако если тепловая энергия будет сконцентрирована на кончике электрода, могут образоваться прожоги. Чтобы не допустить появления дефектов, применяют технику под названием «прерывистая дуга». Мастер поджигает дугу, касаясь электродом о металл, затем выполняет короткие швы без отступов.
Обратите внимание! Если убрать конец электрода от изделия на 2 сантиметра, дуга потухнет. Если это произошло, действовать нужно следующим образом: конец электрода следует поднести к детали, и дуга снова загорится. Такая технология сварки используется для того, чтобы сварной шов охлаждался. Тогда не будут образовываться прожоги.
Тогда не будут образовываться прожоги.
Читайте также: «Термическая сварка»
Если у вас мало опыта, тренировки стоит начать не с прямой, а с обратной полярности при сварке. Так вы сможете понять особенности работы и научитесь идеально выполнять сварной шов без вытекания металла из сварочной ванны и серьезных дефектов. Если вам сложно выбрать полярность либо нужно соединить слишком тонкие (или толстые) элементы, купите электроды, подходящие для любых ситуаций. Данные расходники предназначены для переменного и постоянного тока.
Важный совет от профессионалов: пометьте клемму в области, где расположен зажим, чтобы не перепутать кабели, когда будете собирать аппарат. Так вам будет комфортнее сваривать заготовки, если нужно постоянно менять полярность.
Полярность при сварке предоставляет все возможности качества
Типы сварки
Аппараты для сварки обладают блоком выпрямительных диодов. Это обеспечивает постоянную силу тока, что является непременным условием для сварочных полуавтоматов, материалом для которых служит проволока. Если для аппарата нужны электроды, то это обозначает опцию и возможность применения в процессе работы всех их марок. А полярность при сварке – основа ее качества.
Если для аппарата нужны электроды, то это обозначает опцию и возможность применения в процессе работы всех их марок. А полярность при сварке – основа ее качества.
Применяя полуавтомат, надо соблюсти полярность подключения. Сварка под защитой газа омедненной проволокой осуществляется при помощи тока прямой полярности. Фактически это означает:
- на держак подается минус;
- на само изделие – плюс.
Сила тока идет на него от проволоки. Изделие нагревается по сравнению со сварочной проволокой сильнее. В результате площадь свариваемого участка увеличивается. Он нуждается в значительном нагреве с целью формирования ванны для сварки. Проволока, которая обладает меньшей площадью, быстро расплавляется. Она попадает в нужное место уже расплавленной каплей. Током, протекающим от минуса к плюсу, увлекается расплавленный материал, образуется подходящая сварочная ванна.
Работая полуавтоматом вне защитной газовой среды, необходимо применять особую флюсовую (порошковую) проволоку. В таком случае меняется полярность подсоединения «массы» и держака. На последнем – плюс, а на «массе» — минус. Температура плавления флюса приблизительно соответствует температуре плавления металла. Чтобы добиться образования качественного шва, нужно, чтоб сгорел флюс. После чего ожидаются два следующих этапа:
В таком случае меняется полярность подсоединения «массы» и держака. На последнем – плюс, а на «массе» — минус. Температура плавления флюса приблизительно соответствует температуре плавления металла. Чтобы добиться образования качественного шва, нужно, чтоб сгорел флюс. После чего ожидаются два следующих этапа:
- Должно появиться газообразное облачко.
- В его среде будет осуществляться процесс сварки.
Сила тока направляется к плюсу от минуса, и падение капли металла оказывается более низким. Как раз это обусловит меньший прогрев металла для сварки. Ведь его охлаждение не производится защитной газовой средой. По этой причине образование сварочной ванны почти не отличается от процесса сварки в среде газа. Сварка переменным током несет с собой свои преимущества. Она не имеет расхождения с дугой относительно первоначальной оси. А на качество шва как раз воздействует отклонение дуги.
Работая с генератором на переменном токе, несложно заметить: полярность его циклически меняется.
Сваривая цветной металл и нержавейку
При сварке цветных металлов, включая алюминий, пользуются особым вольфрамовым электродом. При этом применяют в процессе сварки прямую полярность, минус на электроде. Данный тип подключения дает шанс иметь нужную температуру в зоне нагрева. Это важно для алюминия, так как сначала надо одолеть оксидную пленку. У нее температура плавления существенно выше в сравнении с самим металлом.
Полярность напрямую при сварке способствует получению:
- узкой электрической, более концентрированной дуги;
- более основательного проплавления металла, а также стали из нержавейки;
- более качественного шва.
Есть также у процесса и немаловажная экономическая составляющая. Применяя дорогостоящий электрод из вольфрама меньшего диаметра, можно попутно добиться снижения затрат на газ.
Существенным недостатком становится только эффект магнитного дутья. Получающаяся дуга выходит блуждающей, а шов – не очень герметичным и привлекательным. Пользуясь переменным током, нужно применять электроды для переменки. Сварщики, мастера своего дела, применяют постоянный ток. С его помощью сварка образует однонаправленный поток электронов. Полярность обеспечивает качество сварки материала, в том числе нержавейки.
Прямая полярность получается, когда с изделием соединяют «плюс» источника тока. Если соединяют электрод, то тогда налицо обратная полярность.  Фактически определяется подключением проводов к отрицательной и положительной клеммам. При сваривании полярность обратная означает:
Фактически определяется подключением проводов к отрицательной и положительной клеммам. При сваривании полярность обратная означает:
- на клемме земля – минус;
- на электроде – плюс.
Ток направляется к положительному от отрицательного контакта. По данной причине электроны идут на электрод от металла. В итоге сильно нагревается конец электрода. Для традиционной сварки эффективно применяют минус на клемме, а плюс – на электроде. При сваривании полярность прямая предполагает плюс на клемме земля, минус – на электроде. Ток движется к металлу от электрода. Металл – горячий, а электрод – холодный. Такая особенность нашла применение в особых электродах, предназначенных для ускоренной сварки листов нержавейки.
Особая важность полярности при сварке
Ясно, что сварка на переменном токе не зависит от того, какой выбран зажим трансформатора для присоединения электрода и изделия. А вот постоянным током по давней традиции сваривают одним из двух способов. С прямой полярностью электрод, подключенный к отрицательному полюсу, становится катодом.
С прямой полярностью электрод, подключенный к отрицательному полюсу, становится катодом.
В анод превращается изделие, подключенное к положительному полюсу. Обратная полярность означает, что электрод после подключения к положительному полюсу является анодом. Катод в данном случае – это изделие, подключенное к отрицательному полюсу.
Материал электрода определяет характер дуги между плавящимися электродами из металла и неплавящимися электродами (вольфрамовыми либо угольными). Сварочной дуге присущ ряд как технологических, так и физических свойств. От них почти полностью зависит результат применения при сварке дуги. К свойствам физическим относят:
- световые и электрические;
- температурные и электромагнитные;
- кинетические.
Главные технологические свойства включают три разновидности:
- Саморегулирование.
- Пространственную устойчивость.
- Мощность дуги.
Для поддержки горения дуги надо получить электрически заряженные частицы в пространстве между имеющимися электродами. Эти частицы представляют собой электроны, отрицательные и положительные ионы. Процесс их образования называют ионизацией. Газ, который содержит ионы и электроны, называют ионизированным.
Эти частицы представляют собой электроны, отрицательные и положительные ионы. Процесс их образования называют ионизацией. Газ, который содержит ионы и электроны, называют ионизированным.
Дуговой промежуток ионизируется при зажигании дуги, постоянно поддерживается во время ее горения. В дуговом промежутке обычно выделяют такие области:
- катодную;
- анодную;
- область дугового разряда (столб дуги).
В анодной области имеет место существенное падение напряжения, которое вызвано скоплением возле электродов заряженных частиц (пространственных зарядов). На поверхности катода и анода происходит образование электродных пятен. Они представляют собой своеобразный фундамент столба дуги. Через них проходит путь тока к сварке. Электронные пятна отличаются яркостью свечения.
Сварка имеет общую длину дуги, которая состоит из суммы длин трех областей. Общее напряжение сварочной дуги образует сумма падений напряжения в каждой из областей дуги. Зависимость напряжения от длины дуги представляет сумму падения напряжения в прианодной и прикатодной областях. Удельное падение в дуге напряжения соотносится с 1 миллиметром столба дуги. А главной характеристикой дуги при сварке считается тепловая мощность источника нагрева.
Зависимость напряжения от длины дуги представляет сумму падения напряжения в прианодной и прикатодной областях. Удельное падение в дуге напряжения соотносится с 1 миллиметром столба дуги. А главной характеристикой дуги при сварке считается тепловая мощность источника нагрева.
Ее эффективность определяется количеством теплоты, которое вводится в металл (не исключая нержавейки) за определенную единицу времени и расходуется на его нагрев. Тепловая мощность – часть совокупной тепловой мощности дуги, из которой небольшая доля теплоты тратится непроизводительно:
- на нагрев разбрызгивающихся капель;
- излучение;
- на теплоотвод в металле.
Отношение результативной тепловой мощности источника теплоты к полной является в процессе нагрева коэффициентом полезного действия.
Технология дуговой сварки
Популярность дуговой сварки неоспорима. Она различается по признакам:
Она различается по признакам:
- по виду электродов;
- по виду применяемого тока;
- по среде, где имеет место дуговой разряд.
Для ремонта кузовов авто широко применяется дуговая сварка полуавтоматом в газовой защитной среде. Для индивидуального использования самой доступной считается ручная дуговая сварка. Она осуществляется плавящимися электродами на постоянном либо переменном токах. Предоставляет отличный шанс сварить в непроизводственной обстановке большую часть разновидностей сталей, не исключая нержавейки.
Расстояние между дном кратера и поверхностью главного металла считается глубиной его проплавления или глубиной провара. Она зависит:
- от скорости перемещения дуги;
- величины тока сварки.
Если длина сварочной дуги не больше, чем диаметр стержня электрода, то дугу называют короткой или нормальной. Она способна гарантировать превосходное качество сварного шва. Дугу, имеющую большую протяженность, считают длинной. Чересчур значительное наращивание длины дуги приводит к снижению качества сварки. Влияние электромагнитного поля приводит к отклонению дуги от намеченного направления. Это явление назвали магнитным дутьем.
Чересчур значительное наращивание длины дуги приводит к снижению качества сварки. Влияние электромагнитного поля приводит к отклонению дуги от намеченного направления. Это явление назвали магнитным дутьем.
Электрод в ходе процесса перемещается поперек и вдоль сварного шва в направлении оси, чтобы сохранить намеченную длину дуги. Ускоренное движение электрода приводит к появлению неплотного, неровного и узкого шва. При замедлении движения появляется опасность пережога металла, в том числе нержавейки. Ширина большого шва не должна превышать 15 миллиметров, ниточного – на два-три миллиметра больше в сравнении с диаметром электрода.
Сварные швы по своей форме могут быть:
- нахлесточными,
- тавровыми,
- угловыми,
- стыковыми.
По протяженности швы делятся на прерывистые и сплошные. По пространственному положению они имеют четыре разновидности:
- Потолочные.
- Вертикальные.
- Горизонтальные.
- Нижние.
Источники питания: генератор, выпрямитель, сварочный трансформатор – при внешней характеристике представляют связь величины тока нагрузки с напряжением на выходных зажимах. Вольтамперная характеристика дуги – это зависимость между током дуги и напряжением в статическом режиме. Внешние характеристики генераторов для сварки считаются падающими.
Вольтамперная характеристика дуги – это зависимость между током дуги и напряжением в статическом режиме. Внешние характеристики генераторов для сварки считаются падающими.
Длина дуги определяется напряжением. Напряжение будет выше, если сварочная дуга длинней. Равное изменение длины дуги (падение напряжения) означает, что при различной внешней характеристике источника изменение тока при сварке неодинаково. Лучше характеристика – значит, длина сварочной дуги оказывает меньшее влияние на ток для сварки.
Похожие статьи- Сварка нержавеющей стали — применяемые технологии
- Какие катоды нужны для соединения нержавеющих сталей?
- Как сделать сварку нержавеющей стали, используя инвертор?
- Как сварить нержавеющую сталь?
Что такое сварка МИГ: основы для начинающих
Существует несколько различных типов сварки (в зависимости от того, кто спросите вы, там до девяти), но одна из самых распространенных — сварка МИГ. Его один из самых простых видов сварки, он универсальный и простой настроить, но что такое сварка МИГ и чем она так хороша?
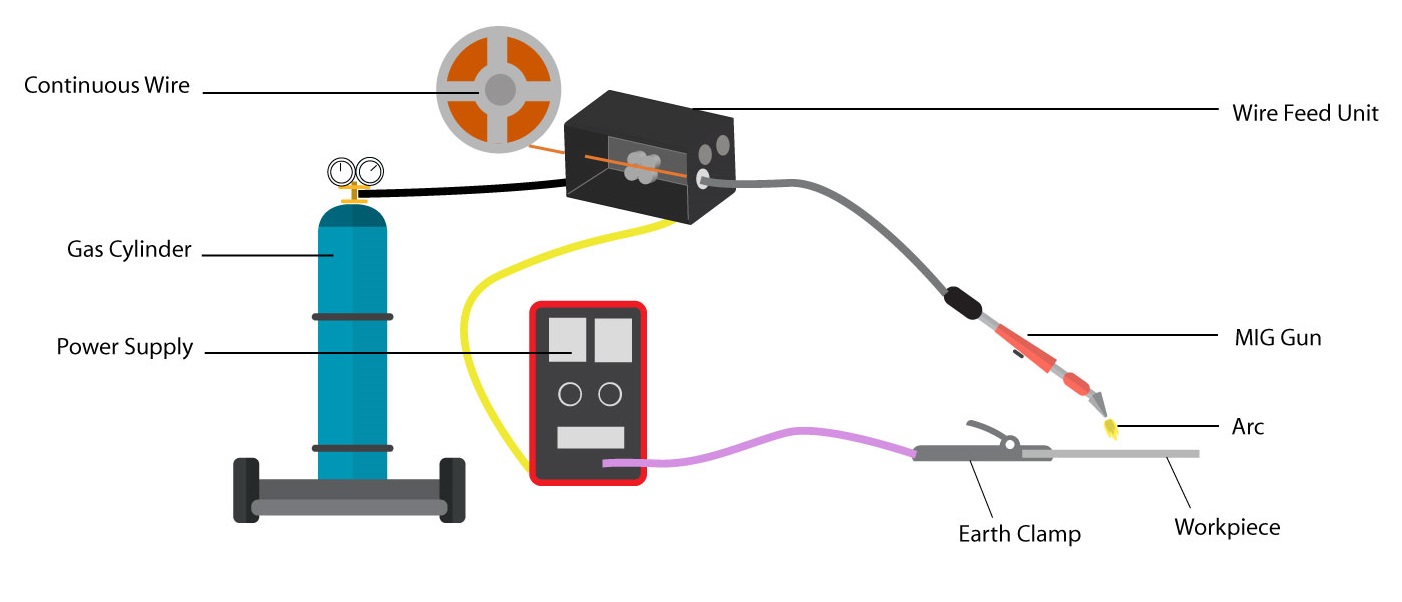
Что такое сварка MIG? Сварка металлов в среде инертного газа (МИГ) представляет собой процесс дуговой сварки в
в котором сплошной проволочный электрод непрерывно подается через сварочный пистолет в сварной шов
бассейн. Между проволочным электродом и основным металлом образуется дуга, расплавляющая
основной материал, в то время как расходуемая присадочная проволока осаждается, создавая сварной шов.
Между проволочным электродом и основным металлом образуется дуга, расплавляющая
основной материал, в то время как расходуемая присадочная проволока осаждается, создавая сварной шов.
Одновременно через сварку подается защитный газ горелка для защиты сварного шва от внешних загрязнений.
Сварка MIG также известна как дуговая сварка металлическим газом (GMAW).
Как работает сварка MIG?Процесс сварки MIG относительно прост и большая часть тоже автоматизирована.
Сварка МИГ всегда выполняется на постоянном токе (DC), что означает, что ток течет только в одном направлении. Как батарея, он требует законченная электрическая цепь для работы. Все компоненты сварочного аппарата работают вместе, чтобы сформировать эту цепь.
Сначала в машину загружается катушка с проволокой. Этот провод
подается через приводные ролики во втулку горелки и из контактного наконечника
и сопло. Проволока начнет непрерывно поступать, когда горелка
триггер/кнопка нажата и останавливается, когда ее отпускают.
Нажатие кнопки горелки также запускает подачу газа (если она необходимо), который подается через сопло для защиты сварного шва.
Проволока играет две роли: источник тепла и наполнитель материал. Когда провод проходит через медный контактный наконечник, он становится электрически заряжается сварочным током. Провод выходит из горелки и касается основного металла, создавая дугу между ними.
Это первая половина сформированной электрической цепи.
Дуга плавит оба металла, вливая присадочный металл в расплавленный основной металл для образования сварного шва. Присадочный металл может быть получен несколькими способами. перенесены с проволоки на основу. Ваши обычные сварочные переходы MIG металла через режим короткого замыкания.
Прочтите наш пост о сварке коротким замыканием и других режимах переноса металла , чтобы узнать больше.
Последняя часть головоломки — зажим заземления. Без
это, ваша машина не будет дуги. Вы все еще можете нажать на курок и подать провод
через свой фонарик, но все, что вы получите, это потраченная впустую проволока.
Зажим заземления замыкает электрическую цепь, идущую от машина, через горелку, в основной металл, а затем обратно в землю зажим к машине.
Кроме того, важно получить надлежащее заземление, потому что плохое заземление может вызвать несколько проблем, в том числе прогорание и блуждающую дугу.
Сварка MIG считается полуавтоматическим процессом. Провод подача автоматическая, но движение резака по-прежнему ручное, что делает полуавтоматический.
Настройки (напряжение и скорость подачи проволоки)На специальных машинах MIG есть только две настройки: напряжения и скорости подачи проволоки.
Напряжение определяет количество тепла в сварном шве. Превращение вверх или вниз регулирует, сколько сварочного тока добавляется к сварному шву.
Скорость подачи проволоки определяет, сколько проволоки в минуту
добавляется к сварному шву. Чем больше проволоки добавлено, тем холоднее будет сварной шов, и
наоборот.
Ваше напряжение и скорость подачи проволоки обычно работают согласованно вместе. Если вы включите подачу проволоки на максимум, но не оставите свои вольты низко, провод не сгорит. Вам нужно достаточно тепла, чтобы расплавить проволоку, но не настолько. много тепла, которое распыляется везде, кроме сварного шва.
То, на что вы хотите их установить, зависит от нескольких вещей. толщина металла, тип металла, толщина присадочной проволоки, положение сварного шва и соединение тип будет влиять на настройки.
Если вы не знаете, с чего начать, почти каждый UNIMIG MIG сварочный аппарат поставляется с руководством по установке на внутренней стороне дверцы аппарата. Это предоставляет рекомендуемые настройки для различных типов металла, толщины металла и размеры проводов в качестве отправной точки. Он также включает рекомендуемый расход газа и полярность. для каждого приложения.
Полярность Правильная полярность очень важна, т.к.
влияет на качество сварки. Неправильная полярность оставит вас с
чрезмерное разбрызгивание, неконтролируемая дуга и плохой провар.
Неправильная полярность оставит вас с
чрезмерное разбрызгивание, неконтролируемая дуга и плохой провар.
Газовая сварка MIG выполняется электродом с положительной полярностью. Что означает, что ток заряжен положительно и течет от минуса к положительный. Чаще всего это называется обратной полярностью или DCEP (Direct Токовый электрод положительный).
Чтобы настроить сварочный аппарат UNIMIG для DCEP, подключите кабель полярности в положительной (+) панели крепления и заземляющий зажим в отрицательной (-) панели устанавливать.
В нашем случае кабель полярности действует как фонарик, потому что все наши горелки MIG поставляются с быстроразъемным евроразъемом. Если ваша машина не имеет европейского разъема, он подключается непосредственно к разъему dinse.
Имейте в виду, что только газовая сварка MIG использует DCEP. Полярность переключается на DCEN (отрицательный электрод постоянного тока), если вы собираетесь сваривать порошковой (безгазовой) проволокой MIG.
Это означает, что вы подключаете кабель фонарика/полярности к отрицательному (-) креплению на панели, а зажим заземления — к положительному (+) креплению на панели.
МеталлыСварка МИГ является одним из наиболее универсальных способов сварки. различные материалы, на которых он может быть использован. Эти металлы включают:
- Мягкая сталь
- Нержавеющая сталь
- Алюминий
- Медь
- Бронза
При выборе наполнителя необходимо учитывать два момента. проволока. Убедитесь, что основной и присадочный металлы совпадают, и получите правильный размер.
Вы хотите, чтобы металлическая проволока и ее класс были как можно ближе
соответствовать вашему исходному металлу, насколько это возможно. Если вы свариваете мягкую сталь,
вам понадобится проволока из мягкой стали. Если вы свариваете алюминий, вы можете выбрать
5356 или 4043 или проволока другого класса, в зависимости от основного металла.
Присадочная проволока из того же металла, что и основной металл. даже если оценки не совпадают. Не волнуйтесь, если вы не уверены, что класс вашего металла; просто соответствовать металлам.
Еще один момент, на который следует обратить внимание, это толщина провода. Если вы работаете с листовым металлом, вам не понадобится присадочная проволока, толщиной 1 мм. Ваша проволока должна быть достаточно тонкой, чтобы расплавиться, но достаточно толстой. что наплавленного металла достаточно для формирования надлежащего соединения.
Универсальный диаметр проволоки 0,8 мм. Вы можете спуститься к 0,6 мм для очень тонкого металла или до 0,9 мм для более толстого металла.
Защитный газЗащитный газ используется для защиты сварного шва снаружи загрязнения. Газ, который вы можете использовать, зависит от типа металла. вы свариваете. Различные газы также по-разному воздействуют на сварной шов.
Наиболее распространенный (и, как правило, лучший) защитный газ, который можно использовать для низкоуглеродистой и нержавеющей стали, представляет собой смесь 75 % аргона и 25 % CO2. Это помогает стабилизировать дугу и углубить проплавление, одновременно защищая сварной шов. Для сварки алюминия в качестве защитного газа необходим чистый аргон.
Это помогает стабилизировать дугу и углубить проплавление, одновременно защищая сварной шов. Для сварки алюминия в качестве защитного газа необходим чистый аргон.
Однако это не единственные две доступные карты. Полный список различных газов, которые вы можете использовать, см. в нашей публикации о выборе газа MIG .
Распространенные технологии сварки MIG и приложенияСварку МИГ можно использовать для широкого спектра металлов в широкий диапазон толщин. Это также один из самых быстрых способов сварки. Эти Совокупность факторов делает его наиболее часто используемым методом сварки в нескольких отрасли.
Некоторые из наиболее распространенных применений MIG включают:
- Домашнее хобби и проекты «сделай сам» — относительная простота сварки MIG делает ее идеальным вариантом для начинающих сварщиков и воинов выходного дня
- Ремонт автомобилей — возможность сварки MIG листовой металл на скорости делает его предпочтительным методом ремонта автомобилей, так как это более быстрый вариант, чем TIG 9.
 0086
0086 - Ремонт сельскохозяйственных угодий и использование вне помещений – безгазовый вариант MIG (также называемый FCAW) означает, что он удобен для наружных работ и других автономных применений
- Общее изготовление – рамы, прицепы и т. д. обычно выполняются с помощью MIG
- Строительство – его скорость, способность сваривать относительно толстый металл (16 мм при 350 А) и минимальная очистка (по сравнению со сваркой электродом) позволяют сэкономить время и деньги при выполнении строительных работ
Есть много вещей, которые делают MIG отличным выбором, а не только тот факт, что это легко учиться (хотя это один из них!).
- Универсален. Сварку MIG можно использовать для самых разных типы и толщины металла, охватывающие большинство видов сварки.
- Более эффективный, с более высокой производительностью по сравнению с
другие методы. Поскольку проволока для сварки MIG поставляется в больших катушках (1 кг, 2 кг, 5 кг и
15 кг), время простоя меньше, чем если бы вы меняли удилища или откалывали удилища.
 шлак. Он также имеет более высокую скорость осаждения и отсутствие потерь электродного окурка.
шлак. Он также имеет более высокую скорость осаждения и отсутствие потерь электродного окурка. - Это быстро. Помимо отсутствия необходимости постоянно заменять наполнитель, сварка MIG — самый быстрый вид сварки.
- Научиться легко. Будучи полуавтоматическим, точечно-сварным процесс с двумя настройками делает его лучшим типом сварки для изучения в качестве новичок.
- Сварка в любом положении. Сварка MIG работает независимо от независимо от того, находитесь ли вы в плоском, горизонтальном, вертикальном положении или положении над головой.
- Здесь относительно чисто. Хорошо, так что это не так чисто, как TIG сварка, но MIG по-прежнему дает минимальное разбрызгивание и не содержит шлака на всех, экономя ваше время и усилия.
- Обеспечивает эстетичные высококачественные сварные швы. Простота использования, автоматическая подача проволоки и хороший обзор сварочной ванны хороший шов — это легко.
Хотя это может быть самый популярный вид сварки,
не означает, что у MIG нет недостатков.
- Начальная стоимость. При первой покупке MIG сварщика, стоимость аппарата, газа, присадочной проволоки и других расходных материалов может добавить вверх. Работать с MIG не так дешево, как с палкой. Хорошие новости заключается в том, что ваш аппарат MIG должен прослужить вам долгие годы.
- Не подходит для улицы. Любой ветер или ветерок сдует ваш защитный газ, оставив сварной шов незащищенным. загрязнения. Тем не менее, есть некоторые решения, такие как настройка сварки шторы или другие барьеры. Вы также можете перейти на безгазовый MIG.
- Это не очень портативно. Тот факт, что вам нужен баллон с газом означает, что частое перемещение сварщика не самое простое задача.
- Не проваривается сквозь грязь и ржавчину. Ваша база Металл должен быть чистым, прежде чем его можно будет сваривать. Это верно для большинства сварка, хотя в этом отношении существуют более щадящие методы сварки, чем MIG.
Таким образом, сварка MIG является быстрой, эффективной, простой в настройке, простой в освоении и применимой практически для всего. Если вы только начинаете знакомиться со сваркой, это идеальное место для начала.
Если вы только начинаете знакомиться со сваркой, это идеальное место для начала.
← Просмотреть все статьи
Что происходит с аккумулятором при подключении с обратной полярностью?
Мы знаем, что вторичная батарея (также известная как аккумулятор) — это устройство, которое преобразует химическую энергию в электрическую и хранит ее для дальнейшего использования. Химические реакции во вторичных элементах обратимы при правильном подключении полярности батареи вместо обратной полярности.
Другими словами, химические компоненты в батарее можно обратить (в первоначальную и предыдущую форму) путем изменения направления тока в батарее. Течение тока в режиме разрядки (аккумулятор питает подключенные устройства) противоположно заряду (внешний источник обеспечивает питанием) аккумуляторной батареи.
В батареях (свинцово-кислотных, щелочных и т. д.) есть внутренние пластины, известные как катод (положительный «+») и анод (отрицательный «-»). Например, положительная пластина представляет собой пероксид свинца (PbO 2 ), а отрицательная пластина изготовлена из губчатого свинца (Pb). Легкая серная кислота (H 2 SO 4 ) используется в качестве электролитического раствора в аккумуляторе для правильной химической реакции.
Например, положительная пластина представляет собой пероксид свинца (PbO 2 ), а отрицательная пластина изготовлена из губчатого свинца (Pb). Легкая серная кислота (H 2 SO 4 ) используется в качестве электролитического раствора в аккумуляторе для правильной химической реакции.
Комбинированная химическая реакция в батарее может быть записана следующим образом во время зарядки и разрядки (или разрядки и зарядки элемента) свинцово-кислотной батареи:
Положительная пластина Положительная пластина Отрицательная пластина Вода
PbO 2 + Pb + 2H 2 SO 4 ⇋ PbSO 4 + PbSO 4 + 2H 2 O
Примечание:
- PbO 2 9019 6 + Pb + 2H 2 SO 4 = Ячейка заряжена
- PbSO 4 + PbSO 4 + 2H 2 O = ячейка разряжена
- Полное уравнение (слева направо) = разрядка, т.
 е. действие разрядки
е. действие разрядки - Полное уравнение (справа налево) = Зарядка, т.е. действие зарядки
При использовании аккумулятора как для зарядки, так и для разрядки, необходимо подключить положительный вывод источника к положительному выводу аккумулятора, а отрицательный вывод — к отрицательному выводу аккумулятора. Хорошо понял, но что произойдет, если вы неправильно вставите батарейки? Хорошо, давайте узнаем о полярности и обратной полярности в батареях.
- Сообщение по теме: Что произойдет, если аккумулятор подключен к сети переменного тока?
Содержание
Переключатель Что такое полярность и обратная полярность в батарее? Полярность батареи Полярность означает наличие противоположных физических свойств в разных точках. В случае батареи один полюс или пластина с большим количеством электронов называется анодом или отрицательной (-) клеммой. Другой, имеющий меньшее количество электронов, известен как катод или положительный (+) вывод.
Другой, имеющий меньшее количество электронов, известен как катод или положительный (+) вывод.
Если мы соединим эти обе клеммы через проводник, имеющий сопротивление, ток начнет течь из-за разности потенциалов на обеих точках. Другими словами, электроны (электронный ток) начнут течь от клеммы -Ve к клемме +Ve. Электрический (обычный) ток течет в противоположном направлении, то есть от положительного электрода к отрицательному.0003
Обратная полярность батареиОбратная полярность батареи — это случай, когда источник (для зарядки) или кабели нагрузки подключены неправильно, т. е. источник или нагрузка — минус к плюсу батареи и источник или нагрузка — плюс к минусу аккумулятора . Из-за неправильного подключения в цепи может начать протекать ток, что может привести к серьезным травмам и повреждению оборудования.
Достаточно основного, теперь перейдем к делу, т.е. что произойдет с батареей, если вы зарядите ее неправильно? или что происходит при зарядке аккумулятора с использованием обратной полярности с помощью зарядного устройства?
Возможны три следующих сценария
- Подключение аккумулятора к зарядному устройству с обратной полярностью
- Подключение аккумулятора к нагрузке с обратной полярностью
- Подключение аккумулятора к другому аккумулятору с обратной полярностью
Давайте подробно обсудим по порядку.
Если случайно, случайно или намеренно зарядное устройство (или солнечная панель, инвертор и т. д.) подключено к неправильному соединению, т.е. отрицательный и положительный заряд зарядного устройства подключены к положительному выводу аккумулятора и отрицательные клеммы соответственно, может произойти следующее:
- Ток, поступающий на аккумулятор через зарядное устройство, может привести к выгоранию электронных компонентов внутри зарядного устройства (если производителем не предусмотрена защита от обратного хода). Короче говоря, это может частично или полностью повредить цепь зарядного устройства. Если номинал зарядного устройства меньше емкости аккумулятора, это приведет к перегрузке цепи и может привести к отключению автоматического выключателя для прекращения работы цепи. Если номинал зарядного устройства больше емкости аккумулятора, он может перегреть аккумулятор и сжечь его с выбросом.

- Аккумулятор может разрядиться из-за искры или необратимо повредить аккумулятор. Другими словами, подключение батареи с обратной полярностью, источник постоянного тока будет тянуть электроны от отрицательного вывода батареи и толкать их к положительному выводу. Это будет постепенно разряжать аккумулятор так же, как в случае с конденсатором.
- Тепло, выделяемое аккумулятором с обратной полярностью, может привести к образованию газообразного водорода (воспламеняющегося), который может взорвать корпус аккумулятора. Через треснувший корпус аккумулятора может попасть кислота, которая может расплавить чувствительные устройства и нанести серьезные травмы.
По этим причинам надевайте резиновые перчатки и очки для надлежащей защиты при работе с батареями.
Кроме того, существует исключительный случай, когда батарея может быть подключена неправильным образом.
Аккумулятор может быть подключен к неправильным клеммам, когда он полностью разряжен. Поскольку полностью разряженная батарея, имеющая разность потенциалов 0 вольт, ведет себя как пустой сосуд (разряженная батарея). В этом случае положительную клемму аккумулятора можно соединить с отрицательной клеммой истока, а отрицательную клемму батареи можно соединить с положительной клеммой истока.
Поскольку полностью разряженная батарея, имеющая разность потенциалов 0 вольт, ведет себя как пустой сосуд (разряженная батарея). В этом случае положительную клемму аккумулятора можно соединить с отрицательной клеммой истока, а отрицательную клемму батареи можно соединить с положительной клеммой истока.
Это не всегда так и не работает со всеми батареями из-за различных паст/материалов и технологий, используемых в батареях. В то время как в старых батареях он может работать годами, но в некоторых протестированных экспериментах сообщалось о меньшей эффективности и емкости, быстром разряде и коротком сроке службы батареи. Батарея, заряженная с обратной полярностью, должна иметь взаимозаменяемую маркировку, т. е. батарея (+) должна быть помечена как (-) и наоборот. Чтобы изменить действие, как описано выше, полностью разрядите (обратно заряженную) батарею и подключите ее к правильным клеммам (т. е. отрицательную к отрицательной и положительную к положительной клеммам зарядного устройства и аккумулятора соответственно).
Опять же, наденьте резиновые перчатки и очки и примите другие меры безопасности для надлежащей защиты во время игры с батарейками.
Подключение аккумулятора к нагрузке с обратной полярностьюТот же случай, т.е. аккумулятор подключен неправильно, но зарядные устройства вместо зарядного устройства. Это может привести к следующим явлениям:
- Некоторые нагрузки могут работать неправильно (например, светодиоды или диоды), которые работают только в одном направлении, или им требуется правильное подключение источника постоянного тока для полной функциональности в качестве анода (-) к аноду ( -) и катод (+) к контактам катода (+).
- В случае транспортных средств и автомобилей автомобильный аккумулятор с обратной полярностью может повредить ЭБУ (блок управления двигателем (электронная плата управления), в автомобилях с автоматической коробкой передач), электронные датчики и генератор, замена которых на новые стоит немного дороже.
- Это также может привести к повреждению других компонентов и систем электропроводки автомобиля. Если повезет, то хотя бы предохранители и реле вообще могут перегореть из-за образования обратного тока.
- Часы постоянного тока и аналоговые двигатели в качестве нагрузки, подключенной к батарее, могут начать вращаться в обратном направлении.
В настоящее время современные производители автомобилей встраивают в систему защиту от обратной полярности, так как ею легко управлять вместо бесполезных звонков в службу поддержки и технического обслуживания. Но можно ли попробовать? Нисколько.
Кроме того, на положительный провод для однонаправленного питания можно установить плавкий предохранитель или стандартный диод (падение напряжения на диоде может достигать 0,7 В), который обеспечивает защиту от обратного тока.
Подключение батареи к другой батарее с обратной полярностью Если аккумулятор в первом автомобиле неправильно подключен к аккумулятору, установленному в другом автомобиле, для зарядки второго аккумулятора через первый, он может взорваться и сгореть или необратимо повредить аккумулятор(ы). Обычные батареи, такие как свинцово-кислотные, могут нагреваться и расплавлять внутренние и внешние части батареи. Воспламенительный газ в виде водорода может расколоть корпус батареи при разведке.
Обычные батареи, такие как свинцово-кислотные, могут нагреваться и расплавлять внутренние и внешние части батареи. Воспламенительный газ в виде водорода может расколоть корпус батареи при разведке.
В случае неправильного соединения батарей вместо правильного последовательного соединения обе батареи будут противодействовать друг другу, поэтому результат будет уравновешен на обоих, т.е. они быстро сплющят друг друга.
Он также может расплавить кабель-перемычку и изоляцию между двумя батареями, так как он не рассчитан на большой ток из-за неправильного подключения.
Меры предосторожности:
- Пожалуйста, надевайте защитное стекло и резиновые перчатки и другие меры безопасности при работе с батареями и сопутствующим опасным оборудованием.
- Используйте правильные цветовые коды проводки в соответствии с вашими региональными кодами для подключения аккумуляторов.
- Автор не несет ответственности за какие-либо убытки, травмы или ущерб в результате отображения или использования этой информации или в случае попытки использования какой-либо схемы в неправильном формате.
